

Açıyı mükemmel tutturup daha ilk bükümde işinizi kaybedebilirsiniz; çünkü insanlara zarar veren hatalar genellikle herhangi bir otomatik taçlama dizisini başlatmadan önce metal kalıba ulaşmadan önce gerçekleşir. Çoğu kaza (ve çoğu “gizemli hurda”), test edilmemiş bir kontrol mekanizması, yasak bölgeye kayan bir el veya önceki vardiyanın sessizce bıraktığı bir tuzakla başlar. Bu 60 saniyelik sıfırlama işlemi bu açığı kapatır: her kurulumda yapılacak kadar hızlı ve sizi kaza raporlarından uzak tutacak kadar katıdır.
Acil durdurma (E-stop) düğmesini önce gözlerinizle, sonra elinizle bulun; panik anında “hatırlayacağınızı” varsaymayın. Abkant presler farklılık gösterir: düğme kumanda panelinde, gövdede veya her ikisinde olabilir. Etrafındaki koruyucu çatlaksa, bunu kozmetik bir hasar değil, bir kusur olarak görün.
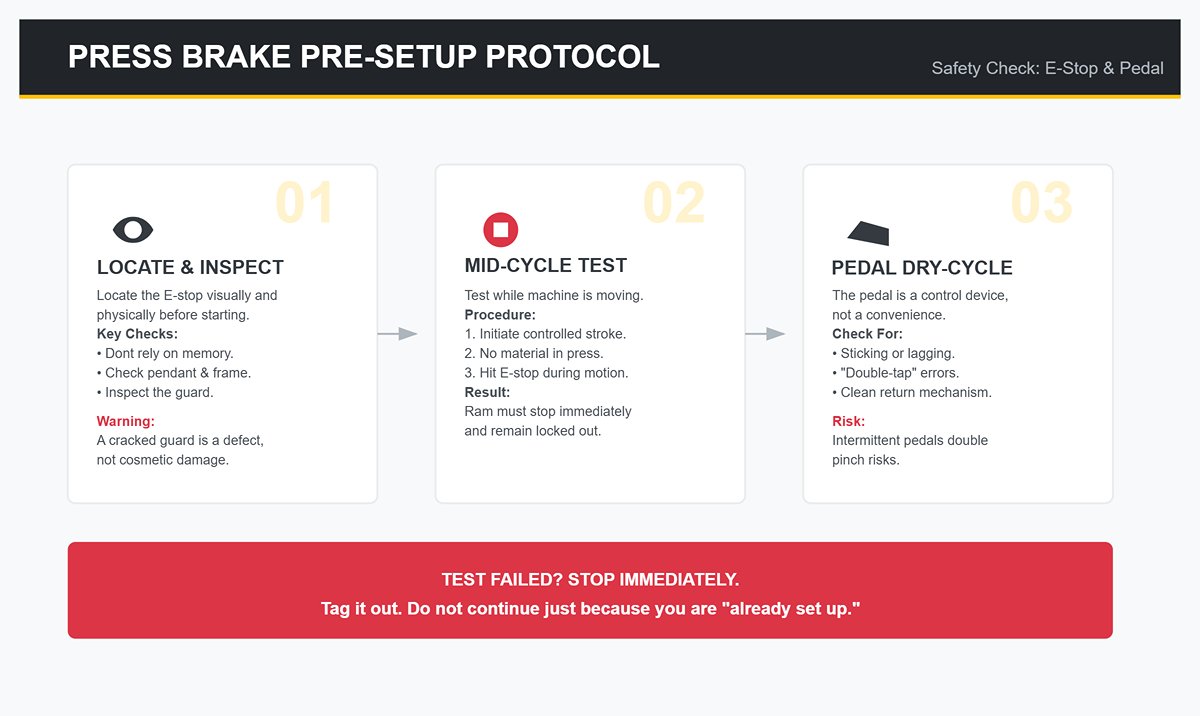
Makine hareket halindeyken acil durdurmayı test edin. Birçok atölyede minimum standart, döngü ortasında durdurma testidir: kontrollü bir strok başlatın (malzeme olmadan) ve koç hareket halindeyken acil durdurmaya basın. Koç hemen durmalı ve sıfırlanana kadar kilitli kalmalıdır. Sendikalar ve sigortacılar, test edilmemiş kontrolleri tazminat taleplerinin ana nedeni olarak gösterir; operatörler bunu “gereksiz” buldukları için atlarlar, ta ki yapışan bir valf veya kablo arızası durumu acı verici bir şekilde önemli hale getirene kadar.
Pedalı boşta çalıştırın. Ayak pedalı bir kolaylık değil, bir kontrol cihazıdır. Takımları yerleştirmeden veya bir parçayı hizalamadan önce, pedalın temiz bir şekilde geri döndüğünü ve takılmadığını, gecikmediğini veya “çift tıklama” yapmadığını doğrulamak için makineyi boşta çalıştırın. Alman tarzı çıraklık programları, hidrolik valflerde simüle edilmiş pedal arızalarını bile öğretir; bunun tek bir nedeni vardır: aralıklı çalışan bir pedal, sıkışma riskini ikiye katlar çünkü içgüdüsel olarak bir konumlandırma sorunu olduğunu düşündüğünüz şeyi “düzeltmek” için elinizi içeri sokarsınız.
Her iki testten biri başarısız olursa durun. Etiketleyin. Atölyenin ibretlik hikayesi olmanın en hızlı yolu, “zaten kurulumu yaptım” diyerek devam etmektir.”
Bir abkant presin tehlikesi teorik değildir; sadece birkaç inç genişliğindedir ve ellerinizin doğal olarak bulunmak isteyeceği yerin tam kendisidir. Bir sıkışma noktası hareketli bir yüzeyin (koç/takım) sabit bir yüzeye (kalıp/tabla/arka dayama) yaklaştığı ve bir ezilme bölgesi oluşturduğu her noktadır.
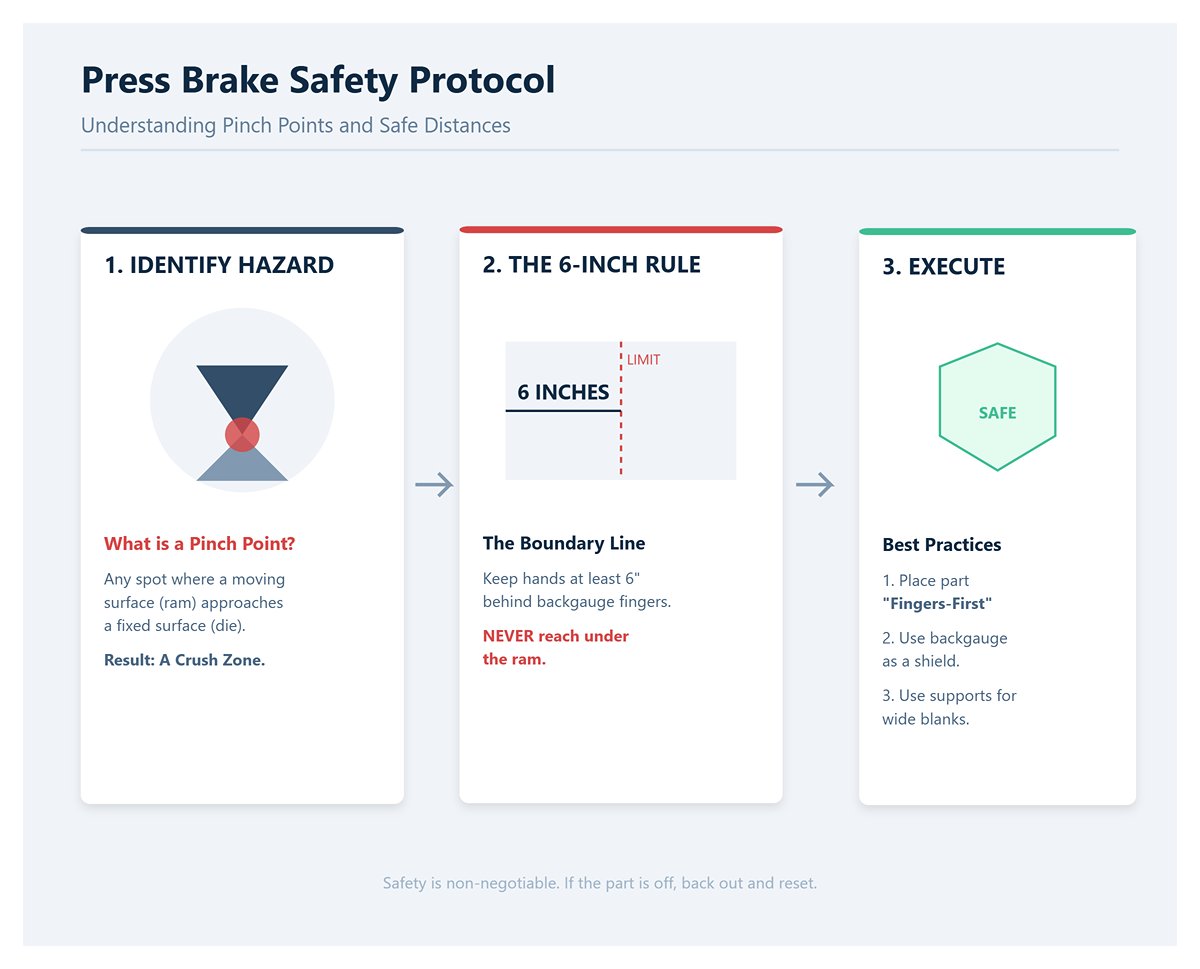
NIMS tarzı sertifikasyon laboratuvarlarındaki kural basit ve nettir: ellerinizi arka dayama parmaklarının en az 6 inç gerisinde tutun yaklaşma sırasında. O parmaklar (parçayı dayadığınız küçük durdurucular) tutacak değil, sınır çizginizdir. Parmak uçlarınızın onları geçmesine izin verirseniz, ani bir strok, pedala yanlışlıkla basılması veya bir kontrol arızasının bir anda hayatınızı değiştirebileceği bölgeye girmiş olursunuz.
Asla koçun altına veya takımların arasına uzanmayın; asla. Bir flanşı “düzeltmek” için değil. Kayan bir parçayı “yakalamak” için değil. Parça hatalıysa, geri çekilin, yeniden ayarlayın ve tekrar yaklaşın.
Gerçek dünyadaki atölye denetimleri, büküm öncesi hatalı yerleştirmenin hurdaya çıkan parçaların büyük bir kısmına neden olduğunu tutarlı bir şekilde ortaya koymaktadır. Çözüm gösterişsiz ancak güvenilirdir: parçayı “önce parmaklar” gelecek şekilde yerleştirin.” Sac levhayı elleriniz bu hattın arkasında kalacak şekilde arka dayamaya yaslayın, dayamanın bir kalkan görevi görmesini sağlayın ve ancak o zaman vuruşu başlatın.
Geniş bir sacı desteklemeniz gerekiyorsa, uygun destekler kullanın veya ikinci bir kişiden yardım alın; ön kollarınızı malzeme taşıma ekipmanı olarak kullanmayın.
“Yukarı savrulma”, büküm oluşurken sacın geri tepmesi/fırlamasıdır; özellikle zımbanın kalıbın dibine inmediği hava bükümünde bu durum daha belirgindir. Bu depolanmış enerji, 14 gauge (yaklaşık 2 mm) bir sacı çenenize, boğazınıza veya koruyucu gözlüğünüze çarpacak kadar hızlı bir şekilde birkaç santim yukarı fırlatabilir. Dar parçalarda, kısa flanşlarda ve esnek malzemelerde risk artar.
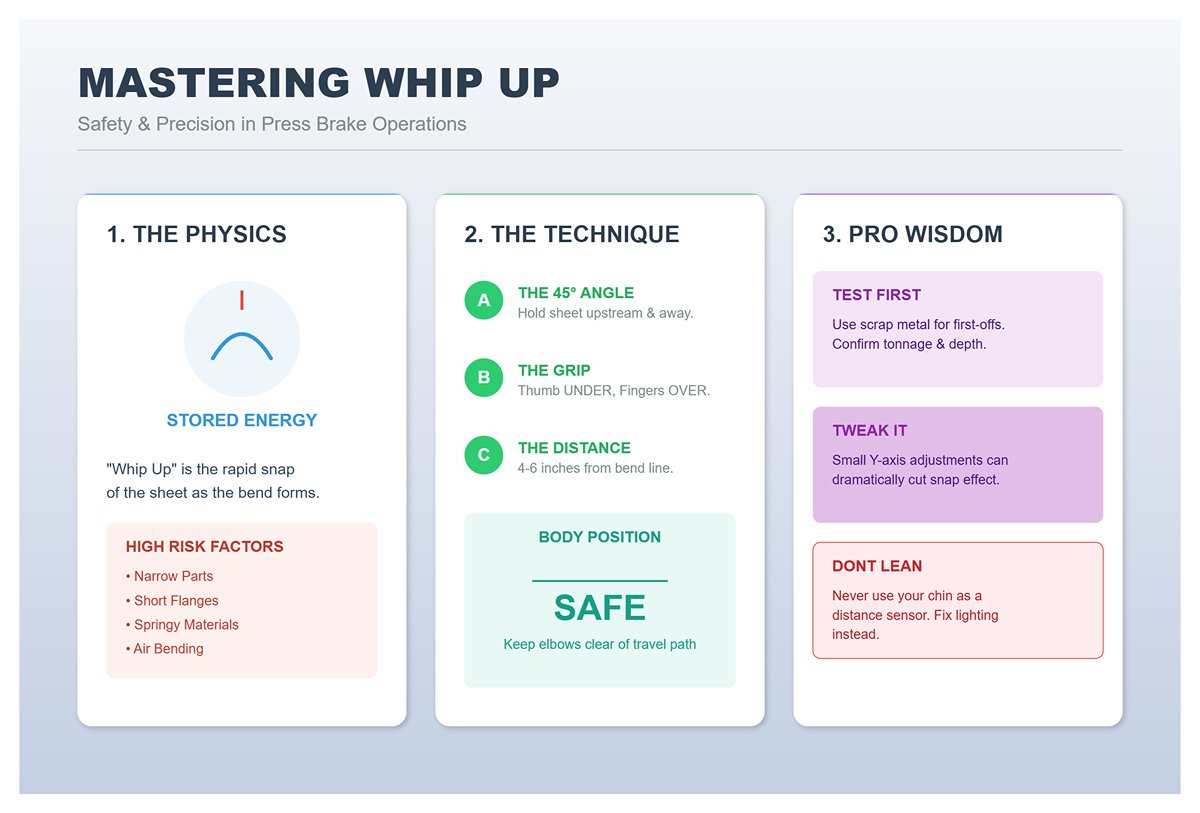
Tutuş ve duruş, kas gücünden daha önemlidir. Saca yaklaşık 45 derecelik bir yukarı açıyla yaklaşın—takımdan hafifçe yukarı ve uzağa doğru. Başparmağınızı kenarın altına, parmaklarınızı ise üstüne koyun ve tutuşunuzu büküm hattından 10–15 cm (4–6 inç) uzaktatutun: rotasyonu kontrol edecek kadar yakın, sıkışma bölgesinden uzak duracak kadar uzak. Dirseklerinizi hareket yolundan uzak tutun, böylece sac yüzünüze çarpmadan dönebilir.
Kurulum yeni olduğunda veya malzeme değiştiğinde, ilk bükümü bir hurda test parçasıyla kontrol edin. Lazer, kaynak veya montaj bölümlerinden abkant pres işine geçen çalışanlar, genellikle bir “pedal basıcısı” ile bağımsız bir operatör arasındaki farkın şu alışkanlık olduğunu öğrenirler: tonajı, derinliği (Y ekseni) ve beklenen geri esnemeyi doğrulamak için ilk parçaları hurda metal üzerinde denemek.
Küçük bir ayar, savrulmayı gözle görülür şekilde azaltabilir. Mesleki eğitim laboratuvarları, biraz farklı bir yarıçap/derinlik ayarlamanın (örneğin, hava bükümü sırasında Y ekseninde yapılacak mütevazı bir düzeltme) ani fırlama etkisini önemli ölçüde kesebileceğini rutin olarak göstermektedir.
“Daha iyi görmek” için parçanın üzerine eğilmeyin. Daha net bir görüşe ihtiyacınız varsa aydınlatmayı düzeltin, kumanda panelinin yerini değiştirin veya güvenli bir görüş hattı seçin; çenenizi bir mesafe sensörü olarak kullanmayın.
Çoğu “sürpriz” arıza devralınır. Hızlı bir tarama, kurulumları havaya uçuran ve insanları yaralayan tuzakları yakalayacaktır; bu sorunları takip eden atölyeler, bunları rutin olarak yılda on binlerce liralık zaman kaybıyla ilişkilendirir. İlk gerçek parçayı çalıştırmadan önce 12 saniyenizi ayırın ve şunları kontrol edin:
Yapılandırılmış eğitimin işe yaramasının nedeni budur: yeni operatörler CNC abkant preslerde hızla işi öğrenebilirler, ancak güvende kalan operatörler büküm öncesi tarama ve test hurdası alışkanlığını benimseyenlerdir. Altmış saniye ucuzdur. Alternatifi ise bir süpervizöre—ve bir sağlık görevlisine—neden bir önceki vardiyanın kurulumuna kendi gözlerinizden daha fazla güvendiğinizi açıklamaktır.
Çoğu abkant pres hasarı “çok fazla tonajdan” kaynaklanmaz. Varsayımlardan kaynaklanır. Sacın düşündüğünüz kalınlıkta olduğunu varsaymak; V-kalıbın “yeterince yakın” olduğunu varsaymak; zımbanın “düz göründüğü” için oturduğunu varsaymak; ekran baskıyla eşleştiği için arka dayamanın doğru olduğunu varsaymak. Bu varsayımlar kontrollü bir şekillendirme sürecini bir levye çubuğuna dönüştürür—ve levye çubukları takımları, taçlandırma sistemlerini ve itibarı kırar.
Bu ritüeli, “makine güvenli bir şekilde hareket edebilir” ile “makine kendini yavaş yavaş parçalamadan iyi parçalar üretebilir” arasındaki köprü olarak düşünün.”
“Gauge” (kalınlık ölçüsü) bir ölçüm değildir—bir etikettir ve malzeme türüne ve tedarikçiye göre değişir. Sac toleranslarını, kaplamaları ve karışık artıkları eklediğinizde, “14 ga gibi görünüyor” ifadesi maliyetli bir tahmine dönüşür. Kalınlıktaki birkaç binde birlik değişim, büküm payını, iç yarıçapı ve—en önemlisi—gerekli tonajı değiştirir. Operatörler, derinliği ayarlayarak, kalıba aşırı dalarak ve aslında bir kalınlık sorunu olan şeyi geri esnemeye (springback) bağlayarak açıyı tutturmaya çalışırlar.
Kalınlığı sacın birden fazla noktasında (mümkünse kenar ve merkezde) mikrometre veya kumpas ile doğrulayın. Nominal kalınlığı değil, gerçek kalınlığı kaydedin. Malzeme kalitesini de onaylayın: A36 yumuşak çelik, 304 paslanmaz ve 5052 alüminyum aynı kalınlıkta olabilir ancak hem geri esneme hem de gerekli şekillendirme kuvveti açısından çok farklı davranabilirler.
Bu akademik bir konu değildir. Malzeme temellerini görmezden gelen operatörler, geri esneme değişkenliğini yakalamaya çalışırken hurda üretirler; teknik resim okuma ve temel atölye matematiğine yatırım yapan atölyeler, kalınlığı ve kaliteyi sezgisel bir his olarak görmeyi bıraktıkları için bu “gizemli açı” hatalarını güvenilir bir şekilde azaltırlar. Yeni işe alınanları “sadece bir sürü parça üret” seviyesinin ötesine taşıyan eğitim programları, verimliliği düşüren yeniden işleme döngüsünü önlediği için tam olarak bu disipline odaklanır.
Denenecek bir teknik: takımlara dokunmadan önce iş takip formuna “gerçek kalınlık” ve “malzeme türü” yazın. O tek satır, en yaygın kurulum yalanının vardiya boyunca sessizce yayılmasını durdurur.
V-kalıp açıklığı (kalıp ağzının genişliği), bükümün kaldıraç koludur. Çok küçük olursa tonaj fırlar, iç yarıçap daralır ve kalıp omuzlarını ezmeye ve makineye aşırı yük bindirmeye başlarsınız. Çok büyük olursa açı kontrolü gevşer, iç yarıçap büyür ve özellikle kısa kenarlarda flanş uzunlukları kayar.
Havalı büküm için (çoğu modern CNC abkant preste varsayılan yöntem), en güvenli başlangıç noktası “8× kalınlık” kuralıdır: malzeme kalınlığının yaklaşık sekiz katı bir V açıklığı seçin. Bu sihir değildir—tonajı makul bir aralıkta tutarken tahmin edilebilir bir iç yarıçap ve yaygın malzemelerde kararlı bir açı tepkisi sağlayan kanıtlanmış bir uzlaşmadır. İnce saclarda daha dar bir yarıçap için 6× değerine gidebilirsiniz; kalın levhalarda ise tonaj sınırları içinde kalmak için 10×–12× gerekebilir. Ancak sapmak için özel bir nedeniniz yoksa, 8× kuralı temeldir.
Makine ömrü için neden önemlidir: tonaj eşit şekilde dağılmaz. Dar bir V, kuvveti daha küçük temas alanlarında yoğunlaştırarak omuz basıncını artırır ve aşınmayı hızlandırır. Operatörler genellikle koçu daha derine sürerek kötü bir V seçimi hatasını “düzeltmeye” çalışırlar. Bu, tepe tonajını en az istediğiniz yere, yani strokun dibine iter ve bir kurulum hatasını mekanik bir arızaya dönüştürür.
Yapılandırılmış eğitimler ve sertifikalar (NIMS, FMA ve OEM operatör programları) sürekli olarak buna geri döner çünkü bu ölçülebilir ve tekrarlanabilir bir durumdur: doğru V kalıbını seçerseniz, aslında yanlış geometrinin telafisinden ibaret olan bir dizi “ince ayar” gereksiniminden kurtulursunuz. Günde dört kurulum yapan atölyeler bunu hemen hisseder; yanlış kalıp seçimi sadece parçaların hurdaya çıkmasına neden olmaz, aynı zamanda kurulumları 60 dakikalık seviyelere çeker ve kaybedilen kapasite nedeniyle yılda on binlerce doları sessizce eritir.
Abkant pres bir çekiç değil, hassas bir hizalama sistemidir. Takımlar, zımba ve kalıp eş eksenli (aynı merkez hattını paylaşacak şekilde) olacak ve sıkıştırma yüzeyleri tarafından tamamen desteklenecek şekilde yerleştirilmelidir. Hizalama hataları, zımbaları kıran, kalıp omuzlarında brinell (ezilme) izleri bırakan ve hatta parçalı takımları yerinden oynatıp büken yan yükler yaratır.
Temizlik her şeyden önce gelir. Tablayı, mengeneleri ve takım tırnaklarını silin. Bir kalıp parçasının altında sıkışan tek bir çapak, zımbanın yük altında kalıbı “bulmaya” çalışmasına neden olan bir pivot noktası haline gelir ve genellikle bir tarafın aşınmasına (galling) yol açar.
Ardından hafif basınç kullanarak takımları yerleştirin ve tam tonajı uygulamadan önce hizalamayı doğrulayın:
Bu “hafif dokunuşla yerleştirme” adımı, klasik bir acemi hatasını önler: hizalama hatasını ancak üretim tonajına ulaştıktan sonra fark etmek. Abkant pres eğitmenleri, yeni operatörlerin kurulum sırasında “boş boş durmalarını” engellemek için genellikle onları izletir, çünkü deneyimli bir operatörün bu hafif basınçla yerleştirme işlemini yapmasını izlemek, “takılmış” olmak ile “hizalanmış” olmak arasındaki farkı öğretir. Devreye alma sırasında OEM sertifikasyonunun önemli olmasının nedeni de budur: makineyi koruyan alışkanlıklar, kurulumları hızlandıran alışkanlıklarla aynıdır.
Arka dayama hassasiyeti ekrandaki bir sayı değildir; sac ile dayama parmakları/stoperleri arasındaki fiziksel bir ilişkidir. Gönyesinde, paralel ve tutarlı bir şekilde temas eden bir arka dayama, tutarlı flanş uzunlukları üretir. Sadece “yaklaşık” ayarlanmış bir arka dayama, bir dakika ölçüleri düzgün olan, bir sonraki dakika sapan parçalar üretir; özellikle operatörler telafi etmek için “göz kararı” yerleştirmeye başladıklarında.
Programlanan dayama pozisyonunu ayarlayın, ardından teması ve gönyeyi hissinizle:
“Sadece yüzlerce parça bas” demenin kötü bir öğretmen olmasının nedeni budur. Yeni operatörler modern CNC abkant preslerde bir günde büküm yapabilirler, ancak tutarlı flanş kontrolü disiplinli kurulum ve dayama alışkanlıklarından gelir; bunlar birini aylar yerine haftalar içinde bağımsız hale getiren becerilerdir. Maaş artışını arka dayama kalibrasyonu ve geri yaylanma telafisi gibi doğrulanabilir becerilere bağlayan atölyeler bürokratik davranmıyor; verimliliği ve makineyi koruyorlar.
Abkant pres arızalarının çoğu “operatör hatası” olarak nitelendirilse de aslında bunlar matematiksel hatalardır; genellikle yanlış V-kalıptan kaynaklanan görünmeyen bir tonaj sıçramasıdır. Makine, sertifikanın “yumuşak çelik” demesini veya parçanın “ince görünmesini” önemsemez. Büküm uzunluğuna, kalınlığa, kalıp açıklığına ve malzeme mukavemetine göre tepki verir; bu girdilerden herhangi biri yanlış olduğunda öngörülebilir bir şekilde aşırı yüklenir.
Denenecek bir teknik: Tonajı bir yan etki olarak değil, kontrollü bir değişken olarak ele alın. Her yeni kurulumun bir çizelge (veya formül) tonaj tahminiyle başlamasını ve ardından planlı bir şekilde tam tonaja çıkılarak düşük basınçta kısa bir test vuruşu yapılmasını atölye kuralı haline getirin. Bu tek alışkanlık, çoğu aşırı yüklenme durumunu tabla esnemesi, çatlak takım veya duran bir hidrolik döngü olarak ortaya çıkmadan önce yakalar.
Kuvvet çizelgeleri, “gelişigüzel” tahminleri durdurmak için vardır. Çoğu hava bükme (zımba sacı kalıbın dibine oturtmaz; açı, giriş derinliğinden gelir) etrafında oluşturulmuştur, 1 metre büküm uzunluğunu, varsayar ve yaklaşık 450 N/mm² çekme mukavemetine sahip yumuşak çelik kullanır. Genellikle kuvveti. (veya fit/metre başına ton) olarak rapor ederler. kN metre başına Çizelgeyi koordinat sistemi gibi kullanın: bir eksende malzeme kalınlığını, diğerinde V-açıklığını bulun ve kesiştikleri noktadaki kuvveti okuyun. Ardından bunu gerçek büküm uzunluğunuza göre ölçeklendirin.
Örnek:.
32 mm V-kalıpta (klasik "8× kalınlık" tercihi) 4 mm yumuşak çelik için tipik bir çizelge değeri yaklaşık (the classic “8× thickness” choice) is about metre başına 330 kN. Bir 2,5 m büküm için, çarpın: 330 × 2,5 = 825 kN, veya yaklaşık 83 metrik ton. Bu sizin makine ayarınız değil, tahmini yükünüzdür.
İki ayarlama tabloyu güvenilir tutar:
Malzeme faktörü. Paslanmaz çelik genellikle yumuşak çeliğin ~1,4 katı kuvvet gerektirir; alüminyum ~0,7 katına daha yakın olabilir. Tablonuz yumuşak çeliğe dayanıyorsa ve 304 paslanmaz çelik büküyorsanız, güvende olduğunuzu varsaymadan önce bu çarpanı uygulayın.
Kapasite tamponu. Tablolar ideal koşulları varsayar; temiz kalıplar, kararlı yağlama, doğru hizalama ve tutarlı sac. Üretim sırasında normal değişkenlerin sizi aşırı yüklemeye sürüklememesi için gerçek dünya tamponu (genellikle ~) ekleyin.
Hızlı tablo tüyosu (çoğu atölye bunu gözden kaçırır): İki V açıklığı arasında kararsız kalırsanız, daha dar olanla değil, daha geniş V ile başlayın. Bu, kuvveti önemli ölçüde azaltır ve bir aşırı yükleme olayını telafi etmekten ziyade, daha sonra bir yarıçapı daraltmak çok daha kolaydır.
Bir abkant presin tonajını aşmanın en hızlı yolu, malzeme kalınlığı için çok dar bir V açıklığı seçmektir. Birçok atölye “kalınlığın 8 katı” kuralını ezberler ve daha dar bir iç yarıçap istediklerinde bu kuralı çiğnerler. İşin püf noktası, kuvvet ilişkisinin doğrusal olmamasıdır—V küçüldükçe hızla tırmanır.
Temel bir hava bükme tahmini bile bu modeli gösterir: kuvvet kalınlık² ile ölçeklenir ve V açıklığı ile ters orantılıdır. V açıklığı. V açıklığını yarıya indirdiğinizde kuvveti kabaca ikiye katlarsınız; gerçek hayatta (takım teması, sürtünme ve kurulum değişkenliği) bu artış daha da şiddetli hissedilebilir.
İşte gerçekçi, çizelge tarzında bir örnek: (klasik "8× kalınlık" tercihi) 4 mm yumuşak çelik 32 mm V yaklaşık 330 kN/m. gerektirebilir. 16 mm V, açıklığına düşerseniz, yük ~1320 kN/mseviyesine çıkabilir; yani kabaca 4 katına. İşte “tonaj sıçraması” budur: kurulum neredeyse aynı görünür ancak makine tamamen farklı bir yükle karşılaşır.
Daha büyük tuzak: birçok iş kazara süreçleri değiştirir. Hava bükme sizin temel referansınızdır. Alt Bükme (sacı açıyı “kilitlemek” için kalıbın içine daha derin sürmek) hava bükme tonajının ~4 katını alabilir ve boş kalıplama (coining) ~10 katına ulaşabilir. Eğer açı tekrarlanabilirliğini artırmak için yeniden hesaplama yapmadan “sadece biraz bastırırsanız”, çizelge güvenli görünse bile abkant presin kapasitesini aşmak kolaydır.
4 mm yumuşak çelik, 1 m büküm için bu hızlı risk tablosu 4 mm mild steel, 1 m bend tehlikenin ne kadar hızlı arttığını gösterir:
Daha dar bir iç yarıçapa ihtiyacınız varsa, V açıklığını küçültüp şansa bırakmak yerine daha güvenli olan yöntem genellikle farklı bir kalıp takımı (daha büyük yarıçaplı bir zımba seçimi, kademeli büküm veya kontrollü bir tabana oturtma planı) kullanmaktır.
| Bölüm | Temel Noktalar | Örnek / Notlar |
|---|---|---|
| Çok Küçük Bir V-Kalıbı Seçtiğinizde Ne Olur (“Tonaj Sıçraması” Riski) | Malzeme kalınlığı için çok dar bir V açıklığı seçmek, abkant pres tonajını aşmanın en hızlı yollarından biridir. Birçok atölye “8× kalınlık” kuralını kullanır ancak daha dar bir iç yarıçap elde etmek için bu kuralı esnetebilir. Kuvvet artışı doğrusal değildir; V küçüldükçe hızla yükselir. | V açıklığını azaltırken risk keskin bir şekilde artar. |
| Temel hava bükme ilişkisi | Kuvvet, kalınlığın karesiyle (kalınlık²) ölçeklenir ve V açıklığı ile ters orantılıdır. V'yi yarıya indirmek kuvveti kabaca iki katına çıkarır (ve pratikte takım teması, sürtünme ve kurulum değişkenliği nedeniyle durum daha kötü hissedilebilir). | Daha küçük V → daha yüksek yük; kalınlık artışının etkisi çok daha güçlüdür (karesi oranında). |
| Çizelge tarzı tonaj sıçraması örneği | Bir kurulum benzer görünebilir ancak makine yükü önemli ölçüde değişebilir. | 4 mm yumuşak çelik: 32 mm V ≈ 330 kN/m; 16 mm V ≈ 1320 kN/m (~4 katı). |
| Gizli tuzak: şekillendirme sürecini değiştirmek | İşler kasıtsız bir şekilde hava bükmeden tabana oturtma (bottoming) veya baskı bükmeye (coining) kayabilir. Tabana oturtma, hava bükmenin yaklaşık 4 katı tonaj gerektirebilir; baskı bükme ise 10 katına kadar çıkabilir. Tekrarlanabilirlik için yeniden hesaplama yapmadan “sadece biraz daha bastırmak”, tablolar güvenli görünse bile makine kapasitesini aşabilir. | Hava bükme = temel değer; tabana oturtma ≈ 4 katı; baskı bükme ≈ 10 katı. |
| Hızlı risk tablosu (4 mm yumuşak çelik, 1 m büküm) | V açıklığı kalınlığa oranla küçüldükçe tehlikenin nasıl arttığını gösterir. | 12× (64 mm V): düşük yük, çok esnek; 8× (32 mm V): standart yük, pay bırakılarak yönetilebilir; 6× (24 mm V): yüksek yük—sehim ve uzunluk limitlerine dikkat edin; 4× (16 mm V): kritik—klasik tonaj sıçraması bölgesi, yüksek çökme riski. |
| Daha dar iç yarıçap için daha güvenli yaklaşım | V açıklığını küçültüp şansa bırakmak yerine alternatif yöntemleri tercih edin: farklı kalıplar, kademeli şekillendirme veya kontrollü bir tabana oturtma planı. | V açıklığını çok fazla daraltmak yerine daha geniş yarıçaplı zımba, kademeli şekillendirme veya planlı tabana oturtma kullanın. |
Bir aşırı yüklenme genellikle gürültüyle başlamaz. Daha çok, özellikle tabla ve koçun en fazla baskı altında olduğu uzun bükümlerde tutarlı mekanik belirtilerle kendini gösterir.
Sehim (tabla/koç esnemesi). Uzun mesafelerde yüksek tonaj, tabla ve koçun esnemesine neden olarak ortada uçlara göre farklı bir açı oluşmasına yol açabilir. Hafif test vuruşlarında olmayan bir açı sapmasını büküm hattı boyunca görüyorsanız, sehimden şüphelenin. Hızlı bir kontrol için hurda üzerinde kısa bir deneme yapın ve uçtan uca açı tutarlılığını ölçün; tutarsızlık varsa, temel neden genellikle kalıptan önce yükle ilgilidir.
Yavaş döngü ve tereddüt. Koç, strokun bir noktasında yavaşlarsa veya makinenin derinliğe ulaşması aniden daha uzun sürerse, hidrolik sistem tahliye basıncına yakın çalışıyor olabilir. Bu durum genellikle “yumuşak çelik” varsayımı yanlış olduğunda (aslında daha yüksek mukavemetli malzeme veya paslanmaz çelik büküyorsanız) veya kirli ya da aşınmış kalıplar nedeniyle sürtünme arttığında meydana gelir.
Duraksama veya kayma (derhal durdurun). Koç hareketi azken pompa sesinde değişim, strokun alt kısmına yakın bir duraksama veya döngüler arasında eksen kayması/geri çekilme, büyük birer uyarı işaretidir. Bu işaretler, makinenin bu kurulum için kullanılabilir tonaj sınırında veya üzerinde olduğu anlamına gelir. Devam etmek; gövde stresine, patlayan keçelere ve kırılan kalıplara yol açar ki bunlar yanlış V seçiminin genellikle en pahalı “gizli” maliyetidir.
Hızlı aşırı yük kontrolü (60 saniye): Normal hızı ve sesi doğrulamak için koçu yüksüz çalıştırın; hurda üzerinde düşük basınçlı bir test vuruşu yapın; zorlanma olup olmadığını dinleyin ve tereddüt olup olmadığını gözlemleyin; ardından uçtan uca açı tekdüzeliğini kontrol edin. Basınç arttıkça herhangi bir şey kötüleşirse, V açıklığını genişletin (veya büküm uzunluğunu kısaltın), hedef penetrasyonu azaltın ve devam etmeden önce yeniden hesaplayın.
Birçok operatör kılavuzu, ilk bükümü basit, ikili bir eylem olarak tanımlar: pedala basın ve koç aşağı insin. Bu aşırı basitleştirme, üretim atölyelerinde takım hasarının ve tutarsız açıların başlıca nedenlerinden biridir. Asıl büküm süreci tek bir hareket değil, hassas bir şekilde kontrol edilen basınç ve hızlar dizisidir. Kurulum aşaması geometriye odaklanırken, bu aşama uygulamalı fizik ile ilgilidir. Makine artık aktif, tonaj hesaplanmış ve arka dayama ayarlanmıştır. Bir hurda parçası ile mükemmel bir bileşen arasındaki fark, koçun inişini ve bekleme süresini ne kadar etkili yönettiğinize bağlıdır.
Yeni operatörlerin benimsemesi gereken en mantığa aykırı alışkanlık, metale temas etmeden hemen önce koçu yavaşlatmaktır. Modern hidrolik sistemler verimliliği en üst düzeye çıkarmak için hızlı yaklaşma hızlarına izin verse de, temas noktasında tam hızı korumak kritik bir hatadır. Malzemeye maksimum iniş hızında çarpmak, tonajı hesaplanan değerlerin -50 üzerine anlık olarak çıkarabilen “şok yükleme” adlı bir fenomene neden olur. Bu kısa süreli aşırı yük, zımba ucunu saptırabilir, kalıp aşınmasını hızlandırabilir ve nihai büküm açısına öngörülemez değişkenler sokabilir.
Temel operasyondan yetenekli kuruluma geçen operatörler, koçun iniş hızını hareketin son 1-2 inçlik kısmında (CNC kontrollerinde genellikle “sessiz nokta” olarak adlandırılır) -30'a düşürme pratiği yapmalıdır. Bu yavaş yaklaşma iki amaca hizmet eder. Birincisi, kinetik şoku ortadan kaldırarak uygulanan kuvvetin programlanan kuvvetle hizalanmasını sağlar. İkincisi, hava bükme işlemlerinde malzemenin V-kalıbına doğru şekilde oturduğunun görsel olarak doğrulanmasına olanak tanır. Bu kontrollü giriş, doğru sonuçlar elde etmek için şarttır.
Hassasiyet Uygulama Alıştırması: Bu ilkeyi hurda malzeme kullanarak gösterebilirsiniz. Koçu tam hızda beş kez çalıştırın ve sac metalin “kırbaçlanma” miktarını gözlemleyin. Ardından, temastan hemen önce yaklaşmayı yavaşlatın ve işlemi tekrarlayın. İki yöntem arasındaki büküm açılarındaki sapmayı ölçün. Genellikle, sadece giriş hızını kontrol ederek açı dağılımının 3°'den 1°'nin altına düştüğünü göreceksiniz. Bu görsel geri bildirim, geri esnemeyi (springback) yönetmek için hayati önem taşır; koç çok hızlı hareket ederse, malzeme geri çekilmeden önce yerine oturduğunu gözlemleyemezsiniz, bu da parça boşaltılana kadar açı hatalarını maskeler.
Alt Ölü Nokta (BDC), abkant pres koçunun en alt konumuna ulaştığı ve geri çekilmeden önce durakladığı tam noktayı ifade eder. Hava bükmede, nihai açıyı belirleyen şey bu derinliktir. Makinenin 90 derecelik bir bükümü nasıl elde edeceğini otomatik olarak bildiği yaygın bir yanılgıdır. Gerçekte operatör, malzemenin kalınlığına ve bükülmeye karşı direncine dayanarak BDC'yi hassas bir şekilde ayarlamalıdır.
Yeni operatörler bu derinliği sıklıkla yanlış değerlendirerek zımbanın V-kalıbına -15 oranında aşırı nüfuz etmesine neden olurlar. Bu kasıtsız eylem, malzemenin “ezilmesine” (coining), dış yarıçap boyunca çatlaklara veya takımın hasar görmesine yol açabilir. Amaç, hedef açıya ulaşmak için gereken hassas derinliği belirlemektir sonra malzeme geri esnemeye maruz kalır. Örneğin, 14 gauge yumuşak çeliği hava bükme yaparken, standart bir yarıçap bükümü için 11-12 mm'lik bir strok derinliği gerekebilirken, tabana vurma (bottoming) yoluyla dar bir açı elde etmek 6,5-8 mm'lik daha sığ bir derinlik gerektirir.
Bunu tahmin yürütmeden doğru bir şekilde ayarlamak için “başparmak kuralı” testini kullanın. Koç hesaplanan BDC'nizdeyken kuru bir çevrim gerçekleştirin, ardından zımba ile kalıp arasına bir sentil çakısı yerleştirin. Hava bükme için bu boşluk, malzeme kalınlığının yaklaşık 0,85 katı olmalıdır. Bu başlangıç noktasından itibaren, sac deforme olmadan temas edene kadar Y ekseni derinliğini 0,1 mm'lik artışlarla ince ayar yapın.
Bekleme Süresinin Önemi: Derinliği doğru ayarlamak sürecin sadece bir parçasıdır; makine ayrıca BDC'de kalacağı süre için programlanmalıdır. Yeterli bekleme süresi olmadan – koçu BDC'de 0,5 ila 1 saniye tutmak – geri esneme, daha uzun bükümlerde açıyı 2-4 derece azaltabilir. Bu kısa duraklama, malzemenin stabilize olmasına izin verir. Zımbayı daha uzun süre tutmak yerine daha derine sürerek (bu ezmedir) 90 derecelik bir açı elde etmeye çalışmak, tonaj gereksinimlerini önemli ölçüde artırır ve koçu aşırı yükleme riski yaratır.
İlk parça başarıyla büküldüğünde, makine muayene için durmalıdır. Bu “ilk parça” kontrolü, karlılık için kritik bir kapı bekçisi görevi görür. Bu aşamada sıkı bir muayene protokolü uygulayan atölyeler, ilk seferde geçme oranlarının 'dan 'e çıktığını görürler. Buna karşılık, tüm parti üretim hatalarının yaklaşık 'i, görsel olarak kabul edilebilir görünen ancak ince geometrik kusurlar barındıran ilk parçaya atfedilebilir.
Yalnızca görsel muayene yetersizdir. Damar yönündeki farklılıklar, hassas bir şekilde ölçülmediği takdirde iki özdeş sacın 2 dereceye kadar farkla bükülmesine neden olabilir. Profesyonel bir ilk parça muayenesi; dış büküm açısını ölçmek için dijital bir açıölçer (±1° tolerans), bacak uzunluklarını doğrulamak için kumpas ve paralelliği onaylamak için bir yükseklik mastarı kullanılmasını gerektirir.
Ölümcül On İki Kontrol Listesi:
Her ilk parçada bu 12 saniyelik taramayı gerçekleştirin. Herhangi bir nokta başarısız olursa, seri üretime geçmeyin.
Eğitimsiz operatörler, ilk parçaların neredeyse 'ünde arka dayama ofsetlerini gözden kaçırarak üretim boyunca tekdüze açı kaymasına neden olur. Bu metrikleri hemen doğrulayarak, çarpık bir test parçasını panik anından bir teşhis aracına dönüştürürsünüz. Açı açıksa, BDC (Alt Ölü Nokta) derinliğinizi ayarlayın. Kenarlar eşit değilse, arka dayama kalibrasyonunuzu kontrol edin. Ancak ilk parça bu kontrol listesinden başarıyla geçtiğinde üretim başlar.
Hatalı bükümler genellikle rastgele değildir; bir desenleri vardır. Sorunu teşhis etmenin en hızlı yolu, derinlik ve hızla körü körüne oynamayı bırakıp hatanın “imzasını” tanımlamaktır: Her parça aynı miktarda mı hatalı, uzunluk boyunca değişiyor mu, pedalı bıraktıktan sonra açı değişiyor mu (yaylanma), yoksa aynı olduğu varsayılan levhalar farklı mı davranıyor?
Herhangi bir ayara dokunmadan önce üç aşamalı bir kontrol yapın: Aynı levhadan, aynı programı ve takımları kullanarak üç hurda parça bükün ve bunları yaptığınız sırayla A/B/C olarak etiketleyin. Her birinin flanş uzunluğunu ve açısını ölçün. A, B ve C birbirini tutuyor ancak teknik resimden sapıyorsa, muhtemelen bir referans veya yaylanma sorununuz vardır. Eğer birbirlerini tutmuyorlarsa, büyük olasılıkla sapma, tutarsız malzeme yönü veya tutarsız kurulum basıncı/konumlandırma ile karşı karşıyasınızdır.
Her flanş sürekli olarak aynı sabit miktarda (genellikle 0.5–2 mm) uzun veya kısa çıkıyorsa, arka dayama referansından başlayın. Arka dayama sizin uzunluk referans noktanızdır: Eğer parmaklar kontrol ünitesinin düşündüğü yerde değilse veya parça onlara tam olarak oturmamışsa, aynı hatayı her bükümde mükemmel bir şekilde tekrarlarsınız.
En yaygın nedenler:
Hızlı doğrulama: Parçanın her iki ucundaki flanş uzunluğunu ölçün. Her iki uçta da aynı miktarda sapma varsa, muhtemelen sorun arka dayama referansındadır; bombelik (crowning) veya koç derinliği ile ilgili değildir.
Kalıcı düzeltici eylem: Tekrarlanabilir bir arka dayama referans rutini oluşturun. Dayamayı bilinen bir standart (taşlanmış bir ara parça veya doğrulanmış bir çubuk) kullanarak sıfırlayın, ardından büküm yapmadan üç kez hurda beslemesi yapın; sadece parçayı parmaklara oturtun ve nereye yerleştiğini işaretleyin. İşaretler tekrarlanıyorsa, “durdurma” noktanız gerçektir. Tekrarlanmıyorsa, parmak aşınmasını, hizalamasını veya durumunu düzeltin. Aşınmış bir parmağı şimleyerek teknik özelliklere geri döndürmek bir dakikadan az sürebilir ve tüm bir partinin hurdaya çıkmasını önleyebilir.
Büküm açısı uçlardan merkeze doğru değişiyorsa, abkant pres sehimlenmesi ile karşı karşıyasınız demektir. Yük altında, koç ve tabla esner. Uzun tablalar ve daha yüksek tonajlarda (örneğin, 10–12 fit boyunca 1/4 inçlik çeliği bükmek), sehimlenme büküm açısını uçtan merkeze 2–3° kadar değiştirecek düzeyde olabilir. Kuruluma ve kullanılan kompanzasyona bağlı olarak parça “gülümseyebilir” (ortada daha dar) veya “somurtabilir” (ortada daha açık).
Temel teşhis: Aynı büküm üzerinde üç noktada (sol, orta, sağ) açıyı ölçün. Flanş uzunluğu doğru kalırken merkezdeki açı farklıysa, arka dayama referansınız iyidir; makine uzunluk boyunca dengesiz büküm yapıyordur.
Neden hazırlıksız yakalar: “Orta” tonajlarda bile, bükme momenti açıklığın ortasında zirve yapma eğilimindedir. Eski preslerde—özellikle sağlam koç senkronizasyonu olmayanlarda—sehimlenme genellikle daha hızlı oluşur, bu nedenle atölyeler eski makinelerde, yeni ve senkronize sistemlere göre çok daha kötü açı varyasyonları görürler.
Nasıl düzeltilir:
Basit atölye testi: Bükülmüş flanş boyunca bir mastar yerleştirin ve temas noktalarını tebeşirle işaretleyin. Uzun bir parçada boşluk uzunluk boyunca yaklaşık 0,5 mm'den fazla değişiyorsa, sapma, derinlik ayarıyla uğraşmaya başlamadan önce bombelik/şim ayarı yapmanızı gerektirecek kadar önemlidir.
Parça yük altındayken doğru ancak yükü bıraktıktan sonra açılıyorsa, bu geri esnemedir. Hava bükmede, genellikle 90 dereceye ulaşmak için aşırı bükme yapmanız (çoğunlukla ~92°) gerekir; çünkü basınç kalktığı anda elastik geri kazanım başlar. Geri esneme esas olarak akma mukavemeti ve kalınlık tarafından belirlenir: yumuşak çelik 1–2°, paslanmaz çelik genellikle 3–5° geri esneyebilir ve bazı alüminyumlar daha da hassas olabilir.
Yapılabilecek en hızlı yanlış varsayım: Programlanan açının nihai açıya eşit olduğunu düşünmek. Kontrol ünitesi bitmiş geometriyi değil, koç pozisyonunu (Y-derinliği) komuta eder. Aynı kalınlıktaki iki sac, akma mukavemetleri farklıysa (farklı ısıl işlem/tavlama, farklı üretici veya parti) yine de farklı şekilde geri esneyebilir.
Tahmin yürütmeden nasıl hassas ayar yapılır: Bir hurda bükümü yapın, 10 saniye sonra ölçün (geri esneme hızlı bir şekilde stabilize olur, ancak her zaman anında değil), ardından nihai açı tekrarlanana kadar Y-derinliğini küçük adımlarla ayarlayın. Büküm tabloları iyi bir başlangıç noktasıdır, ancak soğuk haddelenmiş veya yüksek mukavemetli malzemelerde –15 oranında sapma gösterebilirler; gerçek ölçümler her zaman daha güvenilirdir.
“Doğru” olan nedir: Kontrollü bir aşırı bükme (kenetlenmişken hafif dar açı) ve ardından serbest bırakıldıktan sonra parçadan parçaya hedef açıya tutarlı bir şekilde geri dönme.
Aynı malzeme ve kalınlıkla damgalanmış iki parça, tane yönü (üreticinin haddeleme yönü) nedeniyle yine de farklı bükülebilir. Haddeleme, mikro yapıyı esnetir, bu nedenle sac, bükümü bu yöne paralel mi yoksa dik mi yaptığınıza bağlı olarak farklı tepki verir. Bunu geri esnemede, iç yarıçapta ve çatlama eğiliminde fark edersiniz.
Tipik model: Tane, büküm çizgisine paralel olduğunda, geri esneme genellikle artar ve büküm daha “sert” hissedilebilir, bu nedenle açı beklenenden daha fazla açılır. Tane yönüne dik büküm yaptığınızda (tane, büküm çizgisine dik olduğunda), daha dar yarıçaplar elde edebilirsiniz; bazı alaşımlarda ise yarıçap çok keskinse yüzey çatlaması riski daha yüksektir.
Neden “gizemli” açı kaymasına yol açar: Bir parti içindeki karışık yönelimler (özellikle parçalar farklı sac yönlerinden yerleştirildiğinde), ayarlar tam yapılmış olsa bile 2–3°'lik bir varyasyon üretebilir. Bazı atölyeler, parçaların yarısı kesim sırasında 90° döndürüldüğü için tutarlı ancak birbirinden farklı geri esneme gösteren tüm üretim serilerini hurdaya ayırmıştır.
Üretim sınıfı çözüm: Gelen sacların üzerine haddeleme yönünü işaretleyin (birçok üretici bunu yapar; yapmıyorsa, bir işaretleyici ile boyuna yön için “LD” ekleyin), ardından kesim ve şekillendirme boyunca yönelimi kontrol edin. Toleranslar dar olduğunda, tutarlılık “en iyi” yönü aramaktan daha değerlidir.
Denenecek Bir Teknik (5 Dakikalık Teşhis): 3×3 Büküm Haritası
Aynı tabakadan, hepsi aynı genişlikte üç hurda şerit kesin. Her şeridi bir kez bükün, ardından şu noktalardaki açıyı ölçün: sol/orta/sağ her şerit üzerinde (toplam dokuz okuma). Şerit başına bir kez flanş uzunluğunu kaydedin.
Dokuz ölçüm, tek bir küçük ayarın asla söyleyemeyeceği şeyi size söyleyebilir: suçlunun makine mi, referans mı, malzeme mi yoksa sadece fizik kuralları mı olduğu.
Çoğu büküm kusuru “gizemli malzeme sorunları” değildir; bunlar, yerinde olmayan ilk değişkenin tekrarlanabilir parmak izleridir. İstikrarlı bir sürece giden en hızlı yol, hem düşük riskli hem de teşhis edici tek bir değişiklik yapmaktır: ya sorunu çözer ya da nedeni doğrular, böylece bir sonraki ayarlama basit olur. Aşağıdaki üç kusur, operatörleri yarıçapı, sapmayı veya yüzey temas koşullarını düzeltmek yerine derinlikle açı kovalamaya teşvik ettiği için abkant pres hurdasının orantısız bir kısmını oluşturur.
Büküm hattının dış tarafında (gerilme tarafı) başlayan çatlaklar genellikle bir yarıçap sorunudur, “kötü sac” sorunu değildir. En yaygın tetikleyici, çok dar bir V kalıp açıklığı kullanarak veya malzeme (ya da sertlik) gerilmeye dayanamadığında tabana oturtma/ezme (coining) yaparak çok küçük bir iç yarıçapı zorlamaktır.
6061 alüminyum klasik bir tuzaktır: yaklaşık 1/8″ kalınlığın üzerine çıktığınızda, “keskin yapmaya” çalışırsanız kolayca çatlayabilir. Güvenilir bir ilk hamle, daha geniş bir V açıklığına sahip hava bükümüne geçmektir (genellikle malzeme kalınlığının 8–10 katı), böylece büküm daha toleranslı bir yarıçapla oluşur (takıma bağlı olarak genellikle 1/16″ civarında minimum, çatlama olmadan). Eğer teknik resim gerçekten dar bir iç yarıçap gerektiriyorsa, bunu makinede derinlik ayarıyla zorlamaya çalışmak yerine bir süreç tercihi olarak ele alın (farklı alaşım/sertlik, daha büyük bir zımba yarıçapı veya ek bir şekillendirme adımı).
Genellikle ilk işe yarayan çözüm: strok derinliğini 0,5 mm artırın, arka dayamayı yeniden ayarlayın ve hesaplanan tonajın yaklaşık 'inde bir hurda parça çalıştırın. Bu küçük derinlik değişikliği genellikle sizi kısmi tabana oturtmadan çıkarıp kararlı hava bükümüne sokar ve dış liflerdeki tepe gerilmeyi azaltır. Ayrıca çatlamanın malzeme hassasiyetinden mi (azaltılmış tonajda bile çatlıyor) yoksa kurulumdan mı kaynaklandığını gösterir.
Geri yaylanma telafisi, insanların gözden kaçırdığı ikinci büyük konudur. Eğer 90° hedefliyorsanız, yumuşak çelikte genellikle yaklaşık 88°“ye (kabaca 2° fazla büküm) kadar şekillendirme yapmanız gerekir; böylece elastik geri yaylanmadan sonra tam açıda kalırsınız. Bu değerler, mesleki/NIMS tarzı eğitimlerde ele alınan temel metalurji ile tutarlıdır. Operatörler, dar bir V kalıbı ile daha derine inerek nihai açıyı ”yakalamaya" çalıştıklarında, hemen görünmeyen çatlaklar oluşturabilirler; özellikle büküm hattında artık gerilimin yoğunlaştığı bazı paslanmaz çelik sınıflarında, parça soğuduktan veya bekledikten sonra mikro çatlaklar açılabilir. Basit bir iki aşamalı hurda testi (bük, incele, kısa bir süre bekle, sonra tekrar incele), bu durum üretim sürprizine dönüşmeden önce yakalanmasını sağlar.
Uzun bir parça muz gibi eğildiğinde, makine size bükme kuvvetinin uzunluk boyunca eşit dağıtılmadığını söylüyordur. Yaklaşık 48 inç (122 cm) değerini aştığınızda, koç ve tabla esnemesi önemli faktörler haline gelir; daha yüksek yükler altında (örneğin, toplamda yaklaşık 50 ton civarında), eğer bombelik (crowning) devreye alınmamışsa veya düzgün kalibre edilmemişse, 0,010–0,020 inçlik bir esneme görmek yaygındır. Sonuç, merkezden uçlara doğru farklı büküm açılarıdır ve parça bu uyumsuzluğu bir eğilme olarak “yansıtır”.
Malzeme değişkenlerini devre dışı bırakan hızlı bir teşhis yöntemi, sıfıra yakın tonajda uzun, düz bir çubuk veya test parçası ile yapılan deneme çalışmasıdır. Eğer uçlar, orta kısma göre 1/16 inçten fazla “kalkıyorsa”, tutarsız sacla değil, hizalama/esneme sorunuyla uğraşıyorsunuz demektir. Buradan sonra 'lık çözüm bombeliktir: otomatik bombeliği etkinleştirin veya merkezde birkaç binde bir inç (örneğin +0,005 inç) eklemek için hidrolik/mekanik bombeliği ayarlayın, böylece büküm açısı uçtan uca eşleşir.
Her muz şeklindeki parça bir bombelik sorunu değildir. Arka dayama aşınması veya uyumsuz parmak yüksekliği, uçların yaklaşık 0,015 inç farkla önce temas etmesine neden olarak kurulumu etkili bir şekilde bükülmüş bir sonuca dönüştürebilir. Arka dayama parmaklarını bir sentil çakısı ile hizalamak veya hafif bir konik durdurucu (kademeli 0,010 inçlik bir sapma) programlamak, esneme gibi görünen ancak aslında tutarsız referanslamadan kaynaklanan “gizemli eğilmeleri” ortadan kaldırabilir.
Atölye ortamında önemli bir gerçek: “Operatör kaynaklı” eğilmelerin çoğu aslında tekrarlanan döngülerde Y ekseni kaymasına dayanır. Y-sıfır noktasını bir kadranlı komparatör ile belirli bir programda (örneğin, uzun süreli çalışmalarda her 50 parçada bir) sıfırlamak ilkeldir ancak makinede daha sıkı bir kapalı döngü telafisi olmadığında etkilidir.
Ağır kalıp izleri bir yüzey temas sorunudur, açı sorunu değildir. Standart V kalıplarıyla tam çizelge tonajında çalıştığınızda, polisajlı 304 paslanmaz çelik yaklaşık 0,003–0,005 inç derinliğinde çentikler alabilir. Genellikle suçlular, tabana vurma/madeni para basma (coining) basıncı veya temas basıncını dar bir hatta yoğunlaştıran çok dar bir kalıp ağzıdır.
İki ön hat çözümü çoğu vakayı çözer. Birincisi, basıncı azaltın: hava bükümlerinde genellikle çizelge tonajının “i civarında çalışabilir ve fazla bükümle telafi ederek yine de tam açıyı yakalayabilirsiniz. Bu takas —daha az kuvvet, daha bilinçli geri yaylanma düzeltmesi— genellikle atölyenin diğer ucundan bile görebileceğiniz ”V-gölgesini" ortadan kaldırır. İkincisi, feda edilebilir bir bariyer ekleyin: V-kalıbındaki 0,004 inçlik polietilen (PE) koruyucu film, kozmetik parçalarda sıfıra yakın izli bir yüzey sağlayabilir.
Filmin kendine has bir fiziği vardır. Yaklaşık 0,002 inçlik bir girişim (kalınlık) ekler, bu nedenle eksik bükümü önlemek için zımba derinliğini yaklaşık 0,001 inç artırmanız gerekebilir. Film aşınmasını bir sarf malzemesi gibi değerlendirin: yüksek hacimli işlerde, birkaç yüz vuruştan sonra (pratik ve kayıt tabanlı bir kural olarak yaklaşık 500) değiştirmek, çalışma sırasında “rastgele” izlerin geri gelmesini önlemeye yardımcı olur.
Denenecek bir teknik: Tonaj çizelgelerini maksimum kuvveti kullanma izni olarak görmeyi bırakın. Birçok makale “tonajı hesapla, sonra uygula” imasında bulunur. Kozmetik parçalar veya çatlamaya meyilli işler için alışkanlığı tersine çevirin: kararlı hava bükümü sağlayan minimum tonajda (genellikle çizelgenin –85'i) başlayın, ardından bombelik/açı telafisi ekleyin. Eğer kusur hemen düzelirse, aletleri veya malzemeyi değiştirmeden basınç kaynaklı bir hata modunu doğrulamış olursunuz ve kaba kuvvetle derinlik vermek yerine kontrollü fazla bükümle açıyı ayarlama seçeneğini korumuş olursunuz.
Çoğu kapatma tavsiyesi “gücü kapat, temizle” noktasına indirgenir. Asıl tehlike şudur: depolanmış enerji: hidrolik basınç, koçun ağırlığı, artık elektrik yükü veya sadece yarısı kenetlenmiş bir kalıp. “Kapalı” görünen bir abkant pres, parmakları ezecek veya takımlara zarar verecek kadar kuvvetle hala hareket edebilir. Kapatma sadece güvenlik ile ilgili değildir; aynı zamanda sızdırmazlık elemanı hasarını önler, sabah kurulum süresini kısaltır ve hizalamayı korur, böylece bir sonraki vardiya sorun giderme seansı yerine tutarlı bükümler elde eder.
Hidrolik bir abkant presi gece boyunca koç yük altındayken bırakmak, sızdırmazlık elemanları ve valfler üzerinde sürekli basınç oluşturur. Bu sabit stres, sızdırmazlık elemanı aşınmasını hızlandırır ve tekrar çalıştırdığınızda sızıntı veya ciddi bir arıza olasılığını artırır. İşin çelişkili yanı, aşırı yük sensörlerinin ve tahliye valflerinin bunu “güvenli” kılmamasıdır. Makine dururken yavaşça basınç boşaltabilirler ve ardından başlatma sırasında artık kuvvetin ani yükselmesine izin verebilirler; bu, bileşenleri basit bir operatör hatasından daha hızlı kıran tam olarak o şok türüdür.
Kapatma, sadece hareketi durdurmak değil, yükü kaldırmak anlamına gelir. Koçu üreticinin belirttiği gibi sabit, desteklenen bir konuma getirin ve ardından enerji kaynağını tamamen izole edin. Hidrolik makinelerde, herhangi bir boşta kalma süresini veya takım değişimini bir kilitleme/etiketleme (LOTO) durumu olarak değerlendirin: makinenin beklenmedik şekilde çalışmaması veya düşmemesi için gücü izole edin ve kilitleyin. Bu önemlidir çünkü hidrolik koçlar valf sızıntısı veya yerçekimi nedeniyle kayabilir; “hareket etmiyor” düşüncesi, ellerin sıkışma noktalarına girmesine neden olan şeydir. ANSI B11.3, etkili koruma ve enerji kontrolü gerektirir; bir döngüyü yarıda kesmek güvenli bir durum değildir.
Mekanik abkant presler farklı riskler barındırır: depolanmış mekanik enerji ve fren/kavrama davranışı. Yaygın bir uygulama, kapatmadan önce koçu strok sonuna (alt ölü nokta) park etmek, ardından kontrollerin gücünü kesmek ve istenmeyen çalışmayı önlemektir; uygulanabilir durumlarda kilitleme pimini kullanın veya ayak pedalını çıkarıp güvenli bir yere kaldırın. Strok sonu konumu, beklenmedik bir iniş olasılığını azaltmaya yardımcı olur ancak yine de uygun enerji izolasyonunun yerini tutmaz.
Uzun süreli duruşlar (iki aydan fazla) için hidrolik sistemin hareketsiz kalmasına izin vermeyin. Yağı sirküle etmek ve keçeleri yağlı tutmak için her hafta pompayı yaklaşık 20-30 dakika yüksüz çalıştırın. Bu basit alışkanlık, kuru çalıştırmadan kaynaklanan hasarları ve yüzeylerdeki sızıntıların henüz küçükken büyümesini önlemeye yardımcı olur.
Kalıp sökümü, “vardiya sonu kestirmelerinin” bir sonraki vardiyada gecikmelere veya yaralanmalara dönüştüğü yerdir. En güvenli sıra, elleri kalıp boşluğundan uzak tutan ve beklenmedik bir çevrimi önleyen sıradır. Koçu, sert bir şekilde tabana oturtmadan alt kalıba yaklaştırmak için avuç içi butonlarını kullanın, ardından kelepçeleri gevşetip kalıpları dışarı kaydırmadan önce operatör anahtarını kapatın. Anahtarı kapatma adımı önemlidir: birisi pedala çarparsa veya kontrol durumu aktif bırakılmışsa, yeniden başlatma sırasında artık güç ve kontrol mantığı “hayalet çevrimleri” tetikleyebilir. “Koç Aşağı + Anahtar Dışarı” standardını uygulayan atölyeler, bu yeniden başlatma sürprizlerini önemli ölçüde azaltır ve kontrol istasyonundaki basit bir etiket, yeni operatörleri herhangi bir dersten daha hızlı eğitir.
Hala tazeyken inceleyin. Çatlak, kırık veya mantarlaşmış zımbalar ve kalıplar, bir sonraki vardiyada yaşanan sıkışmaların yaygın bir nedenidir çünkü yük altında kayabilir, hizalamayı bozabilir ve sacın öngörülemez davranmasına neden olabilirler. Şimdi yapılacak hızlı bir görsel kontrol, malzeme ve program baskısının zirvede olduğu bir çalışma sırasında hasarı keşfetmekten çok daha değerlidir.
Düzen, beş dakikalık bir hazırlık ile yirmi dakikalık bir arama süreci arasındaki farktır. Kalıpları V-açıklık boyutuna ve zımba yarıçapına göre etiketli raflarda saklayın. Genel bir kural olarak, birçok büküm işlemi malzeme kalınlığının yaklaşık 8 katı kadar bir V-açıklığı ile iyi sonuç verir; ancak raf etiketleriniz gerçek atölye standartlarınızı yansıtmalıdır, böylece bir sonraki operatör yanlış V ile “bir şekilde halletmeye” çalışıp açı sapmasına yol açmaz. İki aydan uzun süren boşta kalma süreleri için kalıpları VCI (buhar fazlı korozyon önleyici) kağıdı veya eşdeğeri ile sarın ve kenarlarını koruyun; çalışma yüzeylerindeki korozyon, büküm tutarlılığını değiştirir ve aşınmayı hızlandırır.
Bir abkant pres nadiren uyarısız arızalanır; uyarılar kaydedilmediğinde arızalanır. Operatör günlüğü, “bir şeylerin ters gittiği” hissi ile bakım onarımı arasındaki köprüdür; böylece arıza süresi pahalı hale gelmeden müdahale edilebilir. Anormallikleri derhal ve somut terimlerle kaydedin: “~ tonajda iniş sırasında tiz bir vınlama”, “serbest bırakıldıktan sonra koç ~2 saniye kayıyor” veya “alt kısımda sol tarafa yakın bir tıkırtı”. Spesifik detaylar, bir teknisyenin tahmin yürütmek yerine durumu yeniden oluşturmasını sağlar.
Kontrolleri bıraktığınızda koç hemen durmazsa, bunu acil bir durum olarak değerlendirin. Kayma, fren aşınmasına veya bir kontrol sorununa işaret eder ve bir sonraki çalıştırmadan önce rapor edilip düzeltilmelidir. Vardiya sonu kontrolleri ayrıca güvenlik tepkisini de doğrulamalıdır: ışık perdesi sensörünü engelleyin (koç anında durmalıdır) ve her operatör pozisyonundan acil durdurma butonlarını test edin. Herhangi bir yavaş tepki, hidrolik keçe aşınmasına veya kontrol sistemi bozulmasına işaret edebilir; bu tam da “garip tıkırtıları” büyük bir koç revizyonuna dönüştüren türden bir sorundur.
Basit bir tablo, günlüğü pratik ve uygulanabilir kılar:
| Ses Türü | Muhtemel Neden | Kayıt + Düzeltme |
|---|---|---|
| İniş sırasında vınlama | Hidrolik kavitasyon | Yağ seviyesini kontrol edin; yüksüz bir çevrim çalıştırın |
| Serbest bıraktıktan sonra kayma | Fren aşınması | Bir sonraki çalışmadan önce bir amirin fren ayarını yapmasını sağlayın |
| Dipte gelen tıkırtı sesi | Kalıp hizasızlığı | Hafif basınç altında tekrar oturtun; kelepçeleri tekrar kontrol edin |
Sezonluk duruşlar için temel yağ seviyesini ve hava tahliye filtresinin durumunu (kuruluk/kirlenme) belgeleyin. Haftalık yüksüz sirkülasyon ile birlikte bu notlar, çoğu sızdırmazlık ve kavitasyon sorununu erkenden ortaya çıkarır. Çift operatörlü modlarda, kontrol zamanlama sorunlarını da kaydedin: eğer bir pedal veya avuç içi butonu gecikiyorsa, bu durum gelişmekte olan bir fren sorununu gizleyebilir; ta ki tek kişilik bir vardiyada bu durum acı bir şekilde ortaya çıkana kadar.


















