

Pode acertar no ângulo e ainda assim perder o emprego logo na primeira dobra — porque o erro que magoa as pessoas normalmente acontece antes antes de o metal chegar à matriz. A maioria dos incidentes (e da “sucata misteriosa”) começa com um controlo não testado, uma mão a deslizar para uma zona proibida ou uma armadilha deixada silenciosamente pelo turno anterior. Este reset de 60 segundos fecha essa lacuna: é rápido o suficiente para fazer em cada configuração e rigoroso o suficiente para o manter fora do registo de incidentes.
Localize o botão de paragem de emergência (E-stop) primeiro com os olhos e depois com a mão — não assuma que vai “lembrar-se” num momento de pânico. Os travões das prensas variam: o botão pode estar no pêndulo, na estrutura ou em ambos. Se a proteção à volta dele estiver rachada, trate-a como um defeito, não como um dano estético.
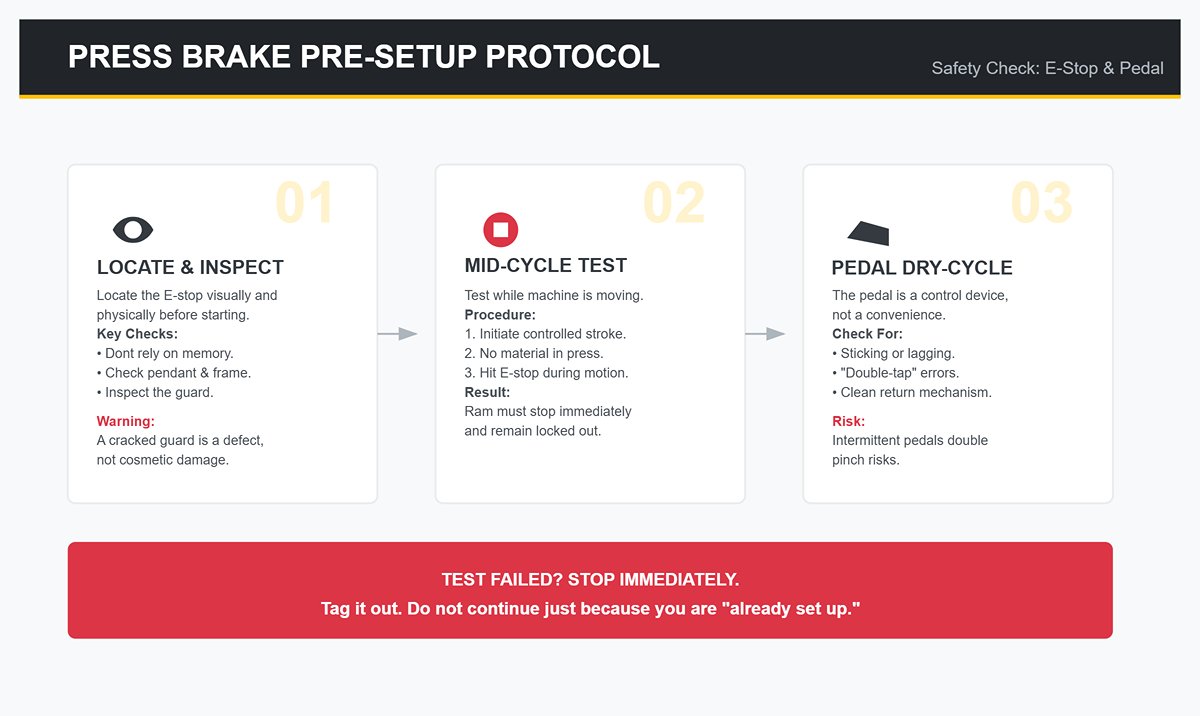
Teste o botão de paragem de emergência enquanto a máquina está em movimento. Em muitas oficinas, o padrão mínimo é um teste de paragem a meio do ciclo: iniciar um curso controlado (sem material) e carregar no botão de paragem de emergência com o carro em movimento. O carro deve parar imediatamente e permanecer bloqueado até ser reiniciado. Sindicatos e seguradoras citam consistentemente os controlos não testados como um dos principais fatores de reclamações — os operadores saltam este passo porque “parece redundante”, até que uma válvula presa ou uma falha elétrica o torna dolorosamente relevante.
Faça um ciclo a seco com o pedal. Um pedal é um dispositivo de controlo, não uma conveniência. Antes de colocar a ferramenta ou alinhar uma peça, faça um ciclo a seco na máquina para confirmar que o pedal retorna suavemente e não fica preso, não atrasa nem “aciona duas vezes”. Programas de aprendizagem ao estilo alemão chegam a treinar falhas simuladas de pedal morto em válvulas hidráulicas por uma razão: um pedal intermitente duplica o risco de esmagamento porque vai instintivamente tentar “corrigir” o que pensa ser um problema de posicionamento.
Se algum dos testes falhar, pare. Etiquete-o como fora de serviço. A forma mais rápida de se tornar o exemplo de aviso da oficina é continuar porque “já está configurado”.”
O perigo de uma prensa não é teórico — tem apenas alguns centímetros de largura e é exatamente onde as suas mãos querem estar naturalmente. Um ponto de pinça é qualquer local onde uma superfície móvel (carro/ferramenta) se aproxima de uma superfície fixa (matriz/banco/tope traseiro), criando uma zona de esmagamento.
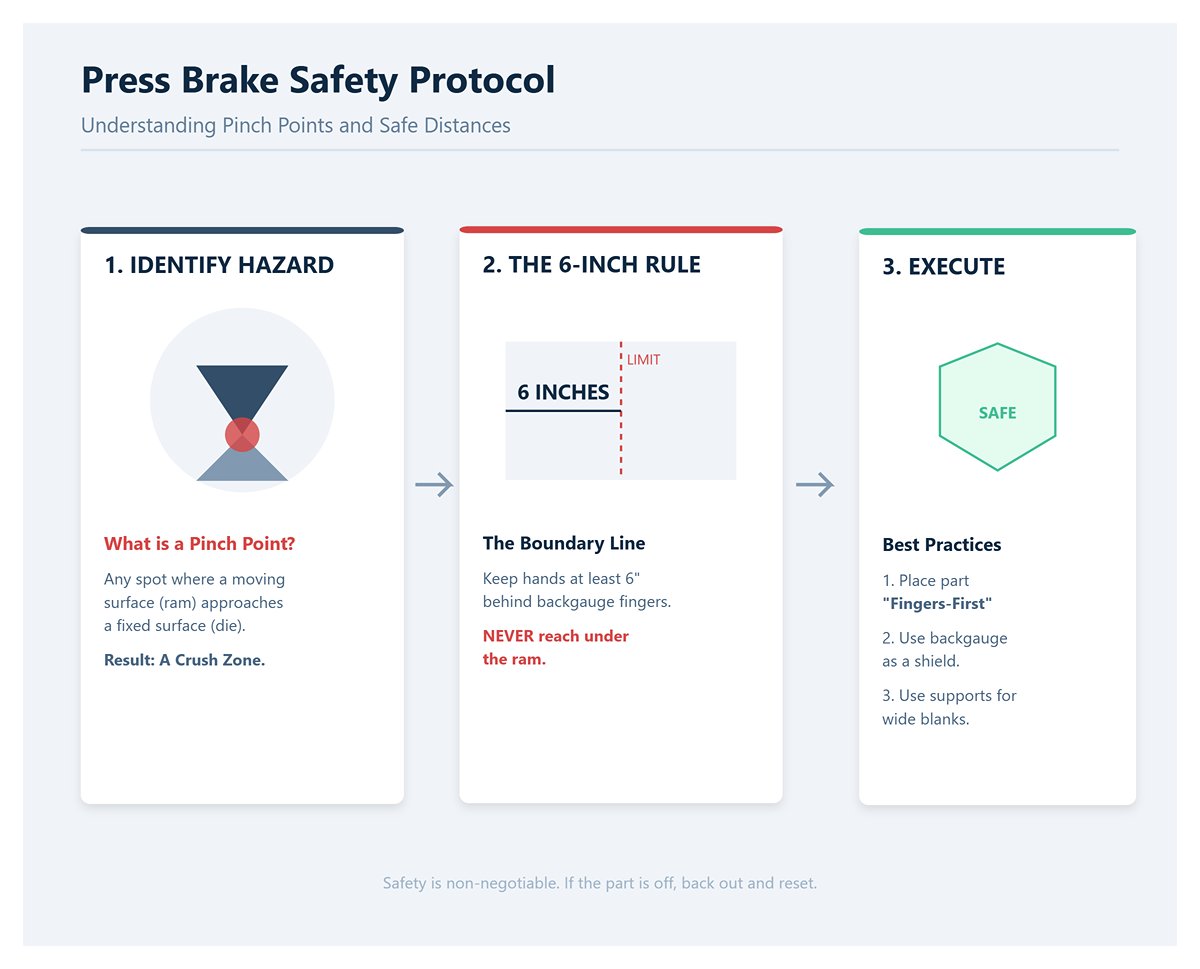
A regra nos laboratórios de certificação ao estilo NIMS é simples e direta: mantenha as suas mãos pelo menos 15 centímetros atrás dos dedos do tope traseiro durante a aproximação. Esses dedos (os pequenos batentes contra os quais encosta a peça) não são pegas — são a sua linha de limite. Deixe as pontas dos dedos passar para além deles e estará na zona onde um curso inesperado, um pedal tocado ou uma falha de controlo pode mudar a sua vida num instante.
Nunca meta a mão debaixo do carro ou entre as ferramentas — nunca. Nem para “empurrar” uma aba. Nem para “apanhar” um deslize. Se a peça estiver fora, recue, volte a posicioná-la e reaproxime-se.
Auditorias reais em oficinas constatam consistentemente que um mau posicionamento antes da dobra é responsável por uma grande parte do desperdício. A solução não é glamorosa, mas é fiável: coloque a peça “primeiro os dedos”.” Encoste a chapa ao batente traseiro com as mãos atrás dessa linha, deixe o batente atuar como um escudo e só então inicie o curso.
Se precisar de apoiar uma chapa larga, use suportes adequados ou uma segunda pessoa — não use os antebraços como equipamento de manuseamento de material.
“O ”whip up” é o ressalto/estalo da chapa à medida que a dobra se forma — especialmente na dobra ao ar, onde o punção não assenta no fundo da matriz. Essa energia acumulada pode fazer uma chapa de calibre 14 levantar alguns centímetros rapidamente o suficiente para atingir o maxilar, a garganta ou os óculos de segurança. O risco aumenta em peças estreitas, abas curtas e materiais elásticos.
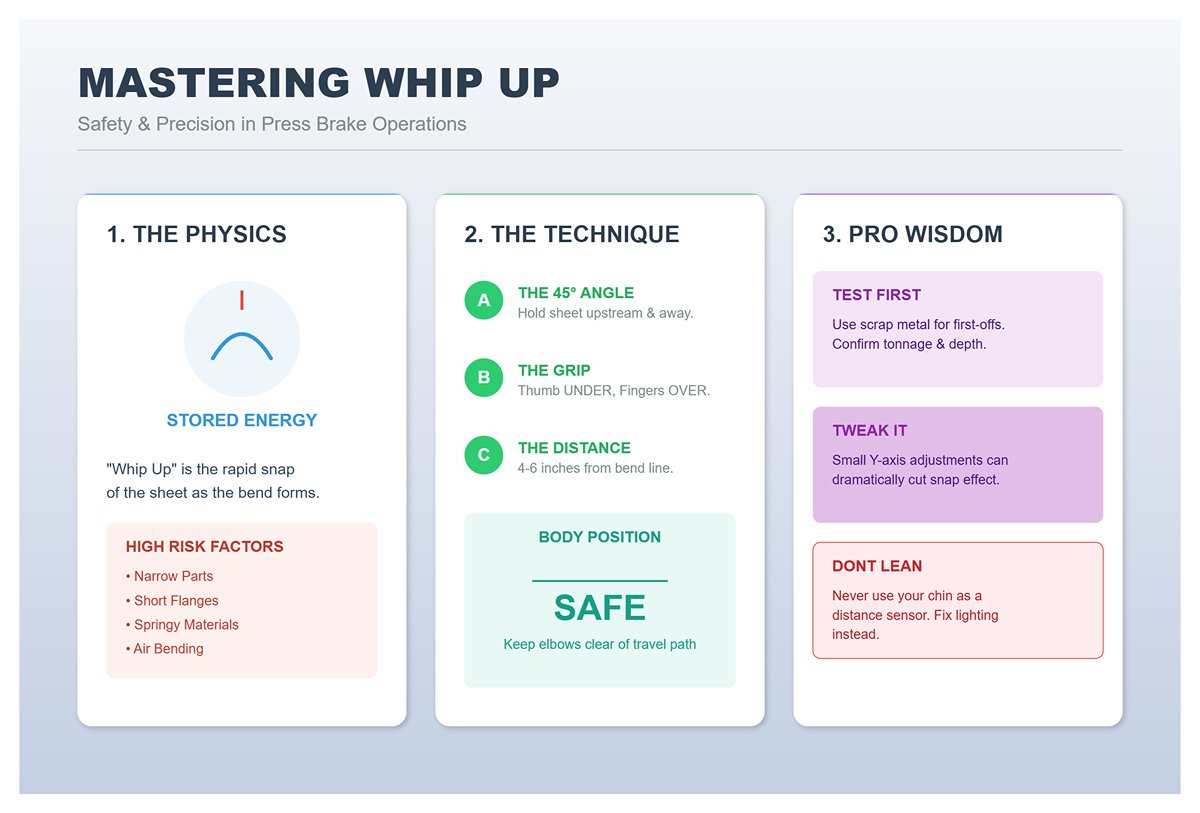
A pega e a postura contam mais do que a força. Aproxime-se com a chapa segurada a aproximadamente um ângulo ascendente de 45 graus— ligeiramente para cima e afastada da ferramenta. Coloque o polegar por baixo da borda, dedos por cima, e mantenha a pega a 10–15 cm da linha de dobra: suficientemente perto para controlar a rotação, mas longe o bastante para ficar fora da zona de aperto. Mantenha os cotovelos afastados do percurso de deslocamento para que a chapa possa rodar sem embater no seu rosto.
Quando a configuração for nova — ou o material mudar — controle a primeira dobra com uma peça de teste de sucata. Oficinas que transferem pessoas do corte a laser, soldadura ou montagem para o trabalho em quinadeira aprendem frequentemente que a diferença entre um “carregador de pedal” e um operador independente é este hábito: fazer as primeiras peças em metal de sucata para confirmar a tonelagem, a profundidade (eixo Y) e o retorno elástico esperado.
Um pequeno ajuste pode reduzir visivelmente o “whip”. Laboratórios profissionais mostram frequentemente que afinar ligeiramente o raio/profundidade (por exemplo, um ajuste modesto no eixo Y durante uma dobra ao ar) pode reduzir drasticamente o efeito de estalo.
Não se incline sobre a peça “para ver melhor”. Se precisar de uma visão mais clara, corrija a iluminação, reposicione o comando ou escolha uma linha de visão segura — não use o queixo como sensor de distância.
A maioria das falhas “surpresa” são herdadas. Uma verificação rápida detetará as armadilhas que destroem configurações e magoam pessoas — oficinas que registam estes problemas associam-nos frequentemente a dezenas de milhares de euros por ano em tempo perdido. Tire 12 segundos e verifique isto antes de produzir a primeira peça real:
É por isso que a formação estruturada funciona: novos operadores podem ganhar rapidez rapidamente nas quinadoras CNC, mas os operadores que se mantêm seguros adotam o hábito de fazer a verificação pré-dobra e a peça de teste. Sessenta segundos é barato. A alternativa é explicar a um supervisor — e a um médico — porque confiou mais na configuração do turno anterior do que nos seus próprios olhos.
A maioria dos danos nas quinadoras não vem de “demasiada tonelagem”. Vem de suposições. Assumir que a chapa tem a espessura que pensa; assumir que a matriz em V está “quase certa”; assumir que o punção está encaixado porque “parece direito”; assumir que o batente está correto porque o ecrã corresponde ao desenho. Essas suposições transformam um processo de conformação controlado numa alavanca — e as alavancas quebram ferramentas, sistemas de coroamento e reputações.
Pense neste ritual como a ponte entre “a máquina pode mover-se com segurança” e “a máquina pode produzir peças boas sem se destruir lentamente”.”
“Gauge” não é uma medida — é uma etiqueta, e varia consoante o tipo de material e o fornecedor. Some tolerâncias de fábrica, revestimentos e restos misturados, e “parece 14 ga” transforma-se numa aposta cara. Alguns milésimos de alteração na espessura mudam a dedução de dobra, o raio interno e — mais importante — a tonelagem necessária. É assim que os operadores acabam a perseguir o ângulo ajustando a profundidade, penetrando demasiado na matriz e culpando o retorno elástico por aquilo que é realmente um problema de espessura.
Verifique a espessura com um micrómetro ou paquímetro em vários pontos da chapa (borda e centro, se possível). Registe a espessura real, não o gauge nominal. Confirme também a qualidade do material: aço macio A36, aço inoxidável 304 e alumínio 5052 podem ter a mesma espessura mas comportar-se de forma muito diferente tanto no retorno elástico como na força de conformação necessária.
Isto não é académico. Operadores que ignoram os fundamentos do material desperdiçam sucata a tentar compensar variações de retorno elástico; oficinas que investem em leitura de desenhos e matemática básica de oficina reduzem de forma fiável estas falhas de “ângulo misterioso” porque deixam de tratar espessura e qualidade como uma questão de instinto. Programas de formação que levam os novos contratados para além de “apenas correr uma série de peças” focam-se exatamente nesta disciplina porque evita o ciclo de retrabalho que destrói a produtividade.
Uma técnica a experimentar: escreva “espessura real” e “tipo de material” no guia de trabalho antes de tocar nas ferramentas. Essa única linha impede que a mentira de configuração mais comum se espalhe silenciosamente pelo turno.
A abertura da matriz em V (a largura da boca da matriz) é o braço de alavanca da dobra. Demasiado pequena e a tonelagem dispara, o raio interno aperta, e começa a esmagar os ombros da matriz e a sobrecarregar a máquina. Demasiado grande e o controlo do ângulo fica impreciso, o raio interno aumenta e os comprimentos das abas desviam — especialmente em pernas curtas.
Para dobra no ar (o padrão na maioria das quinadoras CNC modernas), o ponto de partida mais seguro é a regra “8× espessura”: escolha uma abertura em V cerca de oito vezes a espessura do material. Não é magia — é um compromisso comprovado que mantém a tonelagem numa faixa razoável enquanto oferece um raio interno previsível e uma resposta de ângulo estável em materiais comuns. Em chapa fina, pode usar 6× para um raio mais apertado; em chapa grossa, pode ser necessário 10×–12× para manter-se dentro dos limites de tonelagem. Mas se não tiver uma razão específica para desviar, 8× é a razão.
Porque é importante para a vida da máquina: a tonelagem não se distribui de forma uniforme. Um V estreito concentra a força em áreas de contacto mais pequenas, aumentando a pressão nos ombros e acelerando o desgaste. Os operadores muitas vezes tentam “corrigir” uma má escolha de V conduzindo o êmbolo mais fundo. Isso empurra a tonelagem máxima exatamente para onde menos se deseja — perto do fundo do curso — transformando um erro de configuração numa avaria mecânica.
A formação estruturada e as certificações (NIMS, FMA e programas de operadores dos fabricantes) insistem repetidamente neste ponto porque é algo mensurável e reproduzível: escolher a matriz em V correta evita uma cadeia de “ajustes” posteriores que, na realidade, são apenas compensações para a geometria errada. Oficinas que fazem quatro configurações por dia sentem isto de imediato; a escolha errada da matriz não só inutiliza peças — como também arrasta as configurações para a faixa dos 60 minutos e queima silenciosamente dezenas de milhares de euros por ano em capacidade perdida.
Uma quinadeira não é um martelo — é um sistema de alinhamento de precisão. A ferramenta tem de ser assentada de forma que o punção e a matriz estejam coaxiais (partilhando a mesma linha central) e totalmente apoiados pelas superfícies de fixação. O desalinhamento cria cargas laterais que lascam punções, marcam os ombros da matriz e podem até torcer ferramentas seccionais fora de posição.
A limpeza vem primeiro. Limpe a bancada, as garras e as hastes das ferramentas. Um único cavaco preso sob uma secção da matriz torna-se num ponto de pivô, forçando o punção a “encontrar” a matriz sob carga — normalmente danificando um dos lados.
Depois use pressão leve para assentar as ferramentas e confirmar o alinhamento antes de aplicar a tonelagem total:
Este passo de “toque de assentamento” evita um erro clássico de principiante: descobrir o desalinhamento apenas depois de já ter aplicado a tonelagem de produção. Formadores de quinadeiras muitas vezes fazem os novos operadores “esperar de braços cruzados” durante as configurações no início, porque observar um operador experiente a fazer este assentamento com pressão leve ensina a diferença entre “instalado” e “alinhado”. É também por isso que a certificação do fabricante durante a instalação é importante: os hábitos que protegem a máquina são os mesmos que tornam as configurações rápidas.
A precisão do batente traseiro não é um número no ecrã; é uma relação física entre a chapa e os dedos/paragens do batente. Um batente traseiro que esteja perpendicular, paralelo e que seja contactado de forma consistente produz comprimentos de aba consistentes. Um batente que esteja apenas “aproximado” produz peças que medem bem num momento e variam no seguinte — especialmente quando os operadores começam a “alinhar a olho” para compensar.
Defina a posição programada do batente e depois verifique o contacto e a perpendicularidade pelo tato:
É por isso que “simplesmente produzir centenas de peças” é um mau professor. Novos operadores podem fazer dobras num dia em quinadeiras CNC modernas, mas o controlo consistente das abas vem de hábitos disciplinados de configuração e medição — as competências que tornam alguém independente em semanas em vez de meses. Oficinas que ligam a progressão salarial a competências verificáveis como a calibração do batente traseiro e a compensação de retorno elástico não estão a ser burocráticas; estão a proteger a produtividade e a máquina.
A maioria das avarias em quinadeiras atribuídas a “erro do operador” são na verdade erros de cálculo—normalmente um pico de tonelagem não previsto causado pela escolha errada do V-die. A máquina não se importa que o certificado diga “aço macio” ou que a peça “pareça fina”. Ela reage ao comprimento da dobra, espessura, abertura da matriz e resistência do material—e irá sobrecarregar de forma previsível quando qualquer um desses parâmetros estiver errado.
Uma técnica a experimentar: trate a tonelagem como uma variável controlada, não como um efeito secundário. Torne regra na oficina que cada nova configuração comece com uma estimativa de tonelagem baseada num gráfico (ou fórmula), seguida de um teste curto a pressão reduzida com uma subida planeada até à tonelagem total. Esse único hábito deteta a maioria das condições de sobrecarga antes que apareçam como arqueamento da cama, ferramentas rachadas ou um ciclo hidráulico que fica preso.
Os gráficos de força existem para evitar palpites “de guardanapo”. A maioria é construída em torno de dobra no ar (o punção não encosta a chapa no fundo da matriz; o ângulo resulta da profundidade de penetração), assume um comprimento de dobra de 1 metro, e utiliza aço macio com aproximadamente 450 N/mm² de resistência à tração. Normalmente apresentam a força como kN por metro (ou toneladas por pé/metro).
Use o gráfico como um conjunto de coordenadas: encontre a espessura do material num eixo, a abertura do V no outro, e leia a força onde se cruzam. Depois ajuste para o seu comprimento real de dobra.
Exemplo: um valor típico de gráfico para aço macio de 4 mm num V-die de 32 mm (a escolha clássica “8× espessura”) é aproximadamente 330 kN por metro. Para uma curvatura de 2,5 m multiplique: 330 × 2,5 = 825 kN, ou cerca de 83 toneladas métricas. Isso não é a configuração da sua máquina — é a sua carga estimada.
Duas adaptações mantêm a tabela precisa:
Fator de material. O aço inoxidável muitas vezes precisa de ~1,4× a força do aço macio; o alumínio pode estar mais próximo de ~0,7×. Se a sua tabela se baseia em aço macio e está a dobrar aço inoxidável 304, aplique esse multiplicador antes de assumir que está seguro.
Margem de capacidade. As tabelas assumem condições ideais — ferramentas limpas, lubrificação estável, alinhamento correto e chapa consistente. Adicione uma margem realista (frequentemente ~20%) para que a variação normal não provoque sobrecarga durante a produção.
Truque rápido de tabela (a maioria das oficinas perde isto): se estiver indeciso entre duas aberturas de V, comece com o V mais largo — não o mais estreito. Reduz drasticamente a força, e é muito mais fácil apertar um raio mais tarde do que recuperar de um evento de sobrecarga.
A forma mais rápida de exceder a tonelagem de uma prensa dobradeira é escolher uma abertura de V demasiado estreita para a espessura do material. Muitas oficinas memorizam “8× espessura” como regra prática — e depois quebram-na quando querem um raio interno mais apertado. O problema é que a relação de força não é linear —aumenta rapidamente à medida que o V fica mais pequeno.
Mesmo uma estimativa básica de dobra por ar mostra o padrão: a força escala com espessura² e é inversamente proporcional à abertura em V. Reduza a abertura em V para metade e, aproximadamente, duplica a força; na prática — contacto da ferramenta, fricção e variação na configuração — o aumento pode parecer ainda mais severo.
Aqui está um exemplo realista, em formato de gráfico: aço macio de 4 mm num V de 32 mm pode exigir cerca de 330 kN/m. Reduzindo para V de 16 mm, a carga pode subir para ~1320 kN/m— aproximadamente 4×. Esse é o “pico de tonelagem”: a configuração parece quase igual, mas a máquina está a receber uma carga completamente diferente.
A armadilha maior: muitos trabalhos mudam acidentalmente de processo. A dobra no ar é o seu ponto de referência. Encosto (empurrar a chapa mais fundo na matriz para “travar” o ângulo) pode exigir ~4× a tonelagem da dobra no ar, e cunhagem pode atingir ~10×. Se “apenas der um toque” para melhorar a repetibilidade do ângulo sem recalcular, é fácil exceder a capacidade nominal da quinadeira, mesmo quando o gráfico parecia seguro.
Esta tabela rápida de risco para 4 mm de aço macio, dobra de 1 m mostra quão rapidamente o perigo aumenta:
Se precisar de um raio interno mais apertado, a opção mais segura é normalmente usar ferramentas diferentes (um punção de raio maior, formação em etapas ou um plano de encosto controlado) em vez de reduzir o V e esperar pelo melhor.
| Secção | Pontos-chave | Exemplo / Notas |
|---|---|---|
| O que acontece quando escolhe um V-Die demasiado pequeno (O risco de “pico de tonelagem”) | Escolher uma abertura de V demasiado estreita para a espessura do material é uma das formas mais rápidas de exceder a tonelagem da prensa dobradeira. Muitas oficinas usam a regra prática de “8× a espessura”, mas podem quebrá-la para tentar obter um raio interno mais apertado. O aumento de força não é linear; cresce rapidamente à medida que o V fica menor. | O risco aumenta acentuadamente ao reduzir a abertura de V. |
| Relação básica de dobra ao ar | A força escala com o quadrado da espessura e é inversamente proporcional à abertura de V. Reduzir o V para metade aproximadamente duplica a força (e na prática pode parecer pior devido ao contacto da ferramenta, fricção e variação de configuração). | V menor → carga mais elevada; aumento da espessura tem um efeito ainda mais forte (ao quadrado). |
| Exemplo de pico de tonelagem em estilo gráfico | Uma configuração pode parecer semelhante enquanto a carga da máquina muda drasticamente. | 4 mm de aço macio: V de 32 mm ≈ 330 kN/m; 16 mm V ≈ 1320 kN/m (~4×). |
| Armadilha oculta: mudar o processo de conformação | Os trabalhos podem deslocar-se involuntariamente de flexão ao ar para encosto ou cunhagem. O encosto pode exigir cerca de 4× a tonelagem da flexão ao ar; a cunhagem pode atingir cerca de 10×. “Apenas dar um toque” para repetibilidade sem recalcular pode exceder a capacidade da máquina, mesmo que os gráficos pareçam seguros. | Flexão ao ar = referência; encosto ≈ 4×; cunhagem ≈ 10×. |
| Tabela rápida de risco (aço macio de 4 mm, dobra de 1 m) | Mostra como o perigo aumenta à medida que a abertura V diminui em relação à espessura. | 12× (V de 64 mm): carga baixa, muito tolerante; 8× (V de 32 mm): carga padrão, gerível com margem; 6× (V de 24 mm): carga elevada—atenção à deflexão e limites de comprimento; 4× (V de 16 mm): crítico—território clássico de pico de tonelagem, alto risco de colisão. |
| Abordagem mais segura para raio interno mais apertado | Preferir métodos alternativos em vez de reduzir a abertura V e esperar: ferramentas diferentes, conformação em etapas ou um plano controlado de encosto. | Utilizar punção de raio maior, conformação em etapas ou encosto planeado em vez de reduzir demasiado a abertura V. |
Uma sobrecarga normalmente não começa com um estrondo. Mais frequentemente, manifesta-se como sintomas mecânicos consistentes—especialmente em dobras longas, onde a mesa e o carro estão sob maior alavancagem.
Deflexão (curvatura da mesa/carro). Tonalagem elevada em comprimentos longos pode fazer com que a mesa e o carro se curvem, deixando-lhe um ângulo diferente no meio do que nas extremidades. Se observar variação de ângulo ao longo da linha de dobra que não estava presente em testes leves, suspeite de deflexão. Uma verificação rápida é fazer uma execução curta em sucata e medir a consistência do ângulo de ponta a ponta; quando é inconsistente, a causa raiz é frequentemente relacionada à carga antes de ser relacionada às ferramentas.
Ciclo lento e hesitação. Se o carro abranda a meio do curso—ou a máquina de repente demora mais a atingir a profundidade—o sistema hidráulico pode estar a funcionar próximo da pressão de alívio. Isto acontece frequentemente quando a suposição de “aço macio” está errada (na realidade está a dobrar material de maior resistência ou inox), ou quando o atrito aumenta devido a ferramentas sujas ou danificadas.
Paragem ou movimento lento (parar imediatamente). Uma alteração na inclinação da bomba com pouco movimento do êmbolo, uma paragem perto do fundo do curso, ou desvio/recuperação do eixo entre ciclos são sinais de alerta importantes. Estes sinais significam que a máquina está — ou já ultrapassou — a sua tonelagem utilizável para esta configuração. Continuar nestas condições arrisca provocar tensão na estrutura, rebentamento de vedantes e quebra de ferramentas — muitas vezes o custo “oculto” mais caro de escolher o V errado.
Verificação rápida de sobrecarga (60 segundos): Faça funcionar o êmbolo sem carga para confirmar a velocidade e o som normais; faça uma batida de teste com pressão reduzida numa peça de sucata; ouça sinais de esforço e observe hesitação; depois verifique a uniformidade do ângulo de ponta a ponta. Se algo piorar à medida que a pressão aumenta, abra o V (ou encurte o comprimento da dobra), reduza a penetração alvo e recalcule antes de prosseguir.
Muitos manuais de operador descrevem a primeira dobra como uma ação simples e binária: pressionar o pedal e o êmbolo desce. Esta simplificação excessiva é um grande contributo para danos nas ferramentas e ângulos inconsistentes nas oficinas de fabrico. O processo real de dobragem não é um único movimento, mas sim uma série de pressões e velocidades precisamente controladas. Enquanto a fase de configuração se concentra na geometria, esta fase diz respeito à física aplicada. A máquina está agora ativa, a tonelagem foi calculada e o batente traseiro está definido. A diferença entre uma peça de sucata e um componente perfeito depende de quão eficazmente se gere a descida e o tempo de permanência do êmbolo.
O hábito mais contraintuitivo para os novos operadores adotarem é abrandar o êmbolo mesmo antes de este entrar em contacto com o metal. Embora os sistemas hidráulicos modernos permitam velocidades rápidas de aproximação para maximizar a eficiência, manter a velocidade máxima no ponto de contacto é um erro crítico. Golpear o material à velocidade máxima de descida gera “carga de choque”, um fenómeno que pode momentaneamente aumentar a tonelagem em 25-50% acima dos valores calculados. Esta sobrecarga breve pode desviar a ponta do punção, acelerar o desgaste da matriz e introduzir variáveis imprevisíveis no ângulo final da dobra.
Os operadores que passam da operação básica para a configuração especializada devem praticar a redução da velocidade de descida do êmbolo para 20-30% nos últimos 1-2 polegadas de deslocamento (frequentemente referido como “ponto de silêncio” nos controlos CNC). Esta aproximação lenta serve um duplo propósito. Primeiro, elimina o choque cinético, garantindo que a força aplicada corresponde à força programada. Segundo, nas operações de dobragem ao ar, permite confirmar visualmente que o material está corretamente assentado na matriz em V. Esta entrada controlada é essencial para obter resultados precisos.
Exercício de Precisão: Pode demonstrar este princípio utilizando material de sucata. Ciclar o êmbolo à velocidade máxima cinco vezes, observando a quantidade de “chicote” da chapa metálica. Depois, abrandar a aproximação até quase parar antes do contacto e repetir o processo. Meça a variação nos ângulos de dobra entre os dois métodos. Normalmente, verificará que a dispersão de ângulos diminui de 3° para menos de 1° simplesmente controlando a velocidade de entrada. Este feedback visual é vital para gerir o retorno elástico; se o êmbolo se mover demasiado rápido, não é possível observar o material a assentar antes de recuar, ocultando erros de ângulo até que a peça já esteja descarregada.
O Ponto Morto Inferior (PMI) refere-se ao ponto exato em que o êmbolo da prensa de dobrar atinge a sua posição mais baixa e pausa antes de recuar. Na dobragem ao ar, esta profundidade é o que dita, em última análise, o ângulo final. É um erro comum pensar que a máquina sabe automaticamente como obter uma dobra de 90 graus. Na realidade, o operador deve definir com precisão o PMI com base na espessura do material e na sua resistência à dobragem.
Os novos operadores frequentemente calculam mal esta profundidade, fazendo com que o punção penetre na matriz em V por um excesso de 10-15%. Esta ação não intencional pode levar a “cunhar” o material, potencialmente causando fissuras ao longo do raio exterior ou danificando a ferramenta. O objetivo é identificar a profundidade precisa necessária para atingir o ângulo alvo após o material sofrer retorno elástico. Por exemplo, ao dobrar ao ar aço macio de calibre 14, pode ser necessária uma profundidade de curso de 11-12 mm para uma dobra de raio padrão, enquanto obter um ângulo agudo por encosto requer uma profundidade mais superficial de 6,5-8 mm.
Para definir isto com precisão sem adivinhações, utilize o teste “regra prática”. Execute um ciclo a seco com o êmbolo no seu PMI calculado, depois coloque uma lâmina calibradora entre o punção e a matriz. Para dobragem ao ar, esta folga deve aproximar-se de 0,85 vezes a espessura do material. A partir deste ponto inicial, ajuste a profundidade do eixo Y em incrementos de 0,1 mm até que a chapa faça contacto sem deformar.
A Importância do Tempo de Permanência: Definir com precisão a profundidade é apenas parte do processo; a máquina deve também ser programada para a duração de permanência no PMI. Sem tempo de permanência adequado — mantendo o êmbolo no PMI durante 0,5 a 1 segundo — o retorno elástico pode reduzir o ângulo em 2-4 graus em dobras mais longas. Esta breve pausa permite que o material estabilize. Tentar forçar um ângulo de 90 graus conduzindo o punção mais fundo em vez de manter mais tempo (o que é cunhar) aumenta drasticamente os requisitos de tonelagem, podendo sobrecarregar o êmbolo.
Uma vez que a primeira peça esteja dobrada com sucesso, a máquina deve parar para inspeção. Esta verificação da “primeira peça” atua como um guardião crucial da rentabilidade. Oficinas que aplicam um protocolo rigoroso de inspeção nesta fase frequentemente vêem as suas taxas de rendimento na primeira passagem melhorar de 90% para 95%. Por outro lado, aproximadamente 80% de todas as falhas na produção em lote podem ser atribuídas a uma primeira peça que parecia aceitável visualmente mas escondia pequenas falhas geométricas.
A inspeção visual por si só é insuficiente. Variações na direção do grão podem fazer com que duas chapas idênticas se dobrem com até 2 graus de diferença se não forem medidas com precisão. Uma inspeção profissional da primeira peça requer o uso de um transferidor digital para medir o ângulo de dobra exterior (tolerância de ±1°), um paquímetro para verificar o comprimento das abas e um medidor de altura para confirmar o paralelismo.
Lista de Verificação das Doze Mortais:
Realize esta verificação de 12 segundos em cada primeira peça. Se algum ponto falhar, não prossiga para a produção em série.
Operadores não treinados deixam passar desvios no batente traseiro em quase 73% das primeiras peças, levando a uma deriva uniforme do ângulo durante toda a produção. Ao validar estes parâmetros imediatamente, transforma-se uma peça de teste deformada de um momento de pânico numa ferramenta de diagnóstico. Se o ângulo estiver aberto, ajuste a profundidade de BDC. Se as abas estiverem irregulares, verifique a calibração do batente traseiro. Só quando a primeira peça passar nesta lista de verificação é que a produção começa.
Dobras defeituosas normalmente não são aleatórias — têm um padrão. A forma mais rápida de diagnosticar o problema é parar de ajustar cegamente a profundidade e a velocidade e, em vez disso, identificar a “assinatura” do erro: todas as peças estão desviadas pela mesma quantidade, varia ao longo do comprimento, o ângulo muda após libertar o pedal (retrocesso elástico), ou chapas supostamente idênticas comportam-se de forma diferente?
Faça uma verificação em três partes antes de mexer em qualquer configuração: dobre três peças de sucata da mesma chapa usando o mesmo programa e ferramentas, e etiquete-as como A/B/C na ordem em que foram feitas. Meça o comprimento da aba e o ângulo de cada uma. Se A, B e C corresponderem entre si mas não ao desenho técnico, provavelmente tem um problema de referência ou de retrocesso elástico. Se não corresponderem entre si, é mais provável que esteja a lidar com deflexão, orientação inconsistente do material ou pressão/posicionamento de configuração inconsistente.
Quando cada aba sai consistentemente mais comprida ou mais curta pela mesma quantidade fixa (muitas vezes 0,5–2 mm), comece pela referência do batente traseiro. O batente traseiro é o seu ponto de referência de comprimento: se os dedos não estiverem realmente onde o controlo pensa que estão — ou se a peça não estiver verdadeiramente encostada a eles — irá reproduzir o mesmo erro de forma perfeita em cada dobra.
Causas mais comuns:
Prova rápida: Meça o comprimento da aba em ambas as extremidades da peça. Se ambas as extremidades estiverem erradas pela mesma quantidade, a referência do batente traseiro é provavelmente a culpada — não o arqueamento (crowning), nem a profundidade do martelo.
Ação corretiva duradoura: Crie uma rotina repetível de referência do batente traseiro. Zere o batente usando um padrão conhecido (um calço retificado ou barra verificada), depois faça três alimentações de sucata sem dobrar — apenas encoste a peça aos dedos e marque onde ela assenta. Se as marcas se repetirem, o seu “batente” é real. Se não, corrija o desgaste, alinhamento ou condição dos dedos. Calçar um dedo gasto de volta à especificação pode levar menos de um minuto — e pode salvar um lote inteiro de se tornar sucata.
Se o ângulo da dobra variar das extremidades para o centro, está a lidar com deflexão da quinadeira. Sob carga, o martelo e a mesa arqueiam. Em mesas longas e com maior tonelagem (por exemplo, dobrar aço de 1/4 de polegada ao longo de 3–3,6 m), a deflexão pode ser suficiente para alterar o ângulo da dobra em 2–3° do extremo ao centro. A peça pode “sorrir” (mais fechada no meio) ou “franzir” (mais aberta no meio), dependendo da configuração e de qualquer compensação em uso.
Diagnóstico-chave: Meça o ângulo em três pontos — esquerda, centro, direita — na mesma dobra. Se o centro for diferente enquanto o comprimento da aba se mantém correto, a referência do batente traseiro está boa; a máquina está a dobrar de forma desigual ao longo do comprimento.
Porque surpreende as pessoas: Mesmo com tonelagem “moderada”, o momento de flexão tende a atingir o pico a meio do vão. Em quinadeiras mais antigas — especialmente as sem sincronização sólida do martelo — a deflexão tende a aumentar mais rapidamente, pelo que as oficinas frequentemente observam variações de ângulo muito piores em máquinas envelhecidas do que em sistemas mais recentes e sincronizados.
Como corrigir:
Teste simples de oficina: Coloque uma régua ao longo da aba formada e marque os pontos de contacto com giz. Se a folga variar mais de cerca de 0,5 mm ao longo do comprimento numa peça longa, a deflexão é suficientemente significativa para que deva ajustar o arqueamento/calçamento antes de começar a perseguir a profundidade.
Se a peça está correta enquanto ainda está sob carga mas abre após libertar, isso é retorno elástico. No dobramento ao ar, normalmente é necessário sobrecurvar—muitas vezes até ~92° para acabar em 90°—porque a recuperação elástica começa no momento em que a pressão é retirada. O retorno elástico é principalmente impulsionado pela resistência ao escoamento e pela espessura: o aço macio pode recuar 1–2°, o inox é normalmente 3–5°, e alguns alumínios podem ser ainda mais sensíveis.
A suposição errada mais rápida de eliminar: Pensar que o ângulo programado é igual ao ângulo final. O controlo está a comandar a posição do êmbolo (profundidade Y), não a geometria final. Duas chapas com a mesma espessura podem ainda assim ter retorno elástico diferente se a sua resistência ao escoamento diferir (diferente tratamento térmico/temperatura, origem da fábrica ou lote).
Como acertar sem adivinhar: Faça uma dobra de sucata, meça após 10 segundos (o retorno elástico estabiliza rapidamente, mas nem sempre instantaneamente), depois ajuste a profundidade Y em pequenos passos até que o ângulo final se repita. As tabelas de dobragem são um bom ponto de partida, mas podem estar erradas em 10–15° em chapa laminada a frio ou material de alta resistência—medições reais ganham.
Como é o “certo”: Uma sobrecurvatura controlada—ligeiramente aguda enquanto presa—seguida de um relaxamento consistente até ao ângulo alvo após libertar, peça a peça.
Duas peças cortadas com o mesmo material e espessura podem ainda dobrar de forma diferente devido à direção do grão—a direção de laminação da fábrica. A laminação estica a microestrutura, por isso a chapa responde de forma diferente dependendo de se dobrar paralela ou perpendicular a essa direção. Verá isso no retorno elástico, no raio interno e na suscetibilidade a fissuras.
Padrão típico: Quando o grão corre paralelo à linha de dobra, o retorno elástico aumenta frequentemente e a dobra pode parecer “mais rígida”, fazendo com que o ângulo abra mais do que o esperado. Quando dobra através do grão (grão perpendicular à linha de dobra), pode obter raios mais apertados—e em algumas ligas, um risco maior de fissuras superficiais se o raio for demasiado pequeno.
Por que cria “misteriosa” deriva de ângulo: Orientação mista dentro de um lote—especialmente quando as peças são dispostas a partir de diferentes direções da chapa—pode produzir 2–3° de variação mesmo com um ajuste afinado. Algumas oficinas já descartaram séries inteiras porque metade das peças foram rodadas 90° durante o corte, criando retorno elástico consistente mas diferente.
Solução de nível de produção: Marque a direção de laminação nas chapas recebidas (muitas fábricas já o fazem; caso contrário, adicione “LD” para direção longitudinal com um marcador), depois controle a orientação durante o corte e a conformação. Quando as tolerâncias são apertadas, a consistência supera a tentativa de encontrar a “melhor” direção.
Uma técnica para experimentar (diagnóstico de 5 minutos): O mapa de dobra 3×3
Corte três tiras de sucata da mesma chapa, todas com a mesma largura. Dobre cada tira uma vez, depois meça o ângulo em esquerda/centro/direita em cada tira (nove medições no total). Registe o comprimento da aba uma vez por tira.
Nove medições podem dizer-lhe o que um único ajuste nunca dirá: se a culpa é da máquina, da referência, do material ou simplesmente da física.
A maioria dos defeitos de dobra não são “problemas misteriosos de material” — são impressões digitais repetíveis da primeira variável que está fora do lugar. O caminho mais rápido para um processo estável é fazer uma alteração que seja ao mesmo tempo de baixo risco e de diagnóstico: ou resolve o problema, ou confirma a causa para que o próximo ajuste seja direto. Os três defeitos abaixo representam uma parte desproporcional do desperdício na quinadeira porque tentam levar os operadores a corrigir o ângulo com profundidade em vez de corrigir o raio, a deflexão ou as condições de contacto da superfície.
As fissuras que começam no exterior da linha de dobra (o lado em tensão) são normalmente um problema de raio — não um “problema de chapa defeituosa”. O gatilho mais comum é forçar um raio interno demasiado pequeno usando uma abertura de matriz em V demasiado estreita, ou por encosto total/moedura quando o material (ou têmpera) não tolera a deformação.
O alumínio 6061 é a armadilha clássica: acima de cerca de 1/8″ de espessura, pode fissurar facilmente se tentar “torná-lo afiado”. Uma primeira medida fiável é mudar para dobra ao ar com uma abertura em V maior — tipicamente 8–10× a espessura do material — para que a dobra se forme com um raio mais tolerante (muitas vezes cerca de 1/16″ mínimo sem rachar, dependendo da ferramenta). Se o desenho realmente exigir um raio interno apertado, trate-o como uma escolha de processo (liga/têmpera diferente, um raio de punção maior ou uma etapa adicional de conformação), e não como algo que se tenta forçar com um ajuste de profundidade na máquina.
A correção que normalmente funciona primeiro: aumentar a profundidade do curso em 0,5 mm, reajustar o batente traseiro e executar uma peça de sucata com cerca de 85% da tonelagem calculada. Essa pequena alteração na profundidade muitas vezes tira-o do encosto parcial e coloca-o numa flexão em ar estável, reduzindo a tensão máxima nas fibras exteriores. Também mostra se a fissuração é causada pela sensibilidade do material (continua a fissurar com tonelagem reduzida) ou pela configuração.
A compensação do retorno elástico é a segunda grande coisa que as pessoas ignoram. Se estiver a tentar atingir 90°, muitas vezes será necessário formar até cerca de 88° (aproximadamente um sobrecurvamento de 2°) em aço macio para ficar no ângulo após o retorno elástico — números consistentes com a metalurgia básica abordada na formação vocacional/estilo NIMS. Quando os operadores tentam “perseguir” o ângulo final aprofundando com um V apertado, podem criar fissuras que não aparecem de imediato; microfissuras podem abrir-se após a peça arrefecer ou permanecer parada, especialmente em certos tipos de aço inoxidável onde a tensão residual se concentra na linha de dobra. Um simples teste de sucata em dois ciclos — dobrar, inspecionar, esperar brevemente e depois inspecionar novamente — deteta isto antes de se transformar numa surpresa de produção.
Quando uma peça comprida encova como uma banana, a máquina está a indicar que a força de dobra não foi distribuída uniformemente ao longo do comprimento. Depois de ultrapassar aproximadamente 48″, a deflexão do carro e da cama tornam-se fatores importantes; sob cargas mais elevadas (por exemplo, cerca de 50 toneladas no total), é comum ver 0,010–0,020″ de deflexão se o arqueamento não estiver ativado ou devidamente calibrado. O resultado são ângulos de dobra diferentes do centro para as extremidades — e a peça “reporta” essa discrepância como uma curvatura.
Um diagnóstico rápido que evita variáveis de material é uma execução a seco com uma barra longa e reta ou peça de teste com tonelagem quase nula. Se as extremidades “levantarem” em relação ao meio mais de cerca de 1/16″, está a lidar com desalinhamento/deflexão — não com chapa inconsistente. A partir daí, a solução 90% é o arqueamento: ativar o arqueamento automático ou ajustar o arqueamento hidráulico/mecânico para adicionar alguns milésimos no centro (por exemplo, +0,005″) de forma a que o ângulo de dobra coincida de ponta a ponta.
Nem todas as peças em forma de banana são um problema de arqueamento. O desgaste do batente traseiro ou a altura desigual dos dedos pode fazer com que as extremidades contactem primeiro por cerca de 0,015″, torcendo efetivamente a configuração para um resultado encovado. Nivelar os dedos do batente traseiro com um calibrador de folga — ou programar uma ligeira paragem em inclinação (um desvio progressivo de 0,010″) — pode eliminar “curvaturas misteriosas” que parecem deflexão mas são na realidade referência inconsistente.
Uma realidade de chão de fábrica que importa: muitos “encovamentos causados pelo operador” na verdade têm origem em deriva do eixo Y ao longo de ciclos repetidos. Repor o zero do eixo Y com um indicador de relógio numa programação (por exemplo, a cada 50 peças durante séries longas) é rudimentar, mas eficaz quando a máquina não possui compensação de malha fechada mais rigorosa.
Marcas pesadas de matriz são um problema de contacto superficial, não de ângulo. O aço inoxidável polido 304 pode sofrer cortes de cerca de 0,003–0,005 pol. de profundidade quando se trabalha com a tonelagem total indicada na tabela usando ferramentas padrão em V. Os culpados habituais são pressão de encosto/moedura ou uma abertura de matriz demasiado apertada, que concentra a pressão de contacto numa linha estreita.
Duas soluções de primeira linha resolvem a maioria dos casos. Primeiro, reduzir a pressão: em dobras em ar pode-se frequentemente trabalhar com cerca de 70% da tonelagem da tabela e ainda atingir o ângulo compensando com sobrecurvamento. Essa troca — menos força, mais correção deliberada do retorno elástico — muitas vezes elimina a “sombra em V” visível de longe na oficina. Segundo, adicionar uma barreira sacrificial: filme protetor de polietileno (PE) de 0,004 pol. na matriz em V pode proporcionar um acabamento praticamente sem marcas em peças cosméticas.
O filme tem a sua própria física. Acrescenta cerca de 0,002 pol. de interferência, pelo que pode ser necessário aumentar a profundidade do punção em cerca de 0,001 pol. para evitar subdobragem. Trate o desgaste do filme como qualquer consumível: em trabalhos de alto volume, substituí-lo após algumas centenas de golpes (cerca de 500 como regra prática baseada em registos) ajuda a evitar que marcas “aleatórias” reapareçam a meio da execução.
Uma técnica a experimentar: pare de tratar as tabelas de tonelagem como permissão para usar força máxima. Muitos artigos sugerem “calcular a tonelagem e depois aplicá-la”. Para peças cosméticas ou trabalhos propensos a fissuras, inverta o hábito: comece na tonelagem mínima que lhe dá uma dobra em ar estável (frequentemente 60–85% da tabela), depois adicione arqueamento/compensação de ângulo. Se o defeito melhorar imediatamente, confirmou um modo de falha causado pela pressão — sem mudar ferramentas ou material — e manteve a opção de afinar o ângulo com sobrecurvamento controlado em vez de profundidade por força bruta.
A maioria dos conselhos de encerramento resume-se a “desligar, limpar”. O verdadeiro perigo é energia armazenada: pressão hidráulica, peso do carro, carga elétrica residual ou até uma matriz apenas meio fixada. Uma prensa dobradeira que parece “desligada” pode ainda mover-se com força suficiente para esmagar dedos ou danificar ferramentas. O encerramento não é apenas sobre segurança — também previne danos nas juntas, reduz o tempo de configuração matinal e protege o alinhamento para que o turno seguinte obtenha dobras consistentes em vez de uma sessão de resolução de problemas.
Deixar uma prensa hidráulica dobradeira durante a noite com o carro sob carga mantém pressão contínua sobre juntas e válvulas. Esse stress constante acelera o desgaste das juntas, aumentando as probabilidades de fugas — ou de uma falha grave — quando voltar a ligar. A parte contraintuitiva é que sensores de sobrecarga e válvulas de alívio não tornam isto “seguro”. Podem libertar lentamente enquanto a máquina está parada e depois permitir que a força residual aumente no arranque — exatamente o tipo de choque que quebra componentes mais rapidamente do que um erro simples do operador.
Encerramento significa retirar a carga, não apenas parar o movimento. Coloque o êmbolo numa posição estável e apoiada conforme especificado pelo fabricante, depois isole completamente a fonte de energia. Em máquinas hidráulicas, trate qualquer período de inatividade ou troca de ferramenta como uma situação de bloqueio/etiquetagem (LOTO): isole e bloqueie a energia para que a máquina não possa ciclar—ou descer—inesperadamente. Isto é importante porque êmbolos hidráulicos podem derivar devido a fugas nas válvulas ou pela gravidade; “não está a mexer” é como as mãos acabam em pontos de esmagamento. A norma ANSI B11.3 exige proteção eficaz e controlo de energia; interromper um ciclo a meio não é um estado seguro.
As quinadoras mecânicas apresentam riscos diferentes: energia mecânica armazenada e comportamento do travão/embraiagem. Uma prática comum é estacionar o êmbolo no fim do curso antes de desligar, depois cortar a energia dos controlos e impedir a atuação não intencional—usar o pino de bloqueio quando aplicável, ou remover e guardar o pedal. O fim de curso ajuda a reduzir a probabilidade de uma descida inesperada, mas ainda assim não substitui o isolamento adequado da energia.
Para períodos de paragem prolongados (mais de dois meses), não deixe o sistema hidráulico parado. Ligue a bomba sem carga durante cerca de 20–30 minutos por semana para circular o óleo e manter as juntas lubrificadas. Este hábito simples ajuda a prevenir danos por arranque a seco e a detetar fugas enquanto ainda são pequenas.
A remoção das ferramentas é onde “atalhos no fim do turno” se transformam em atrasos—ou lesões—no turno seguinte. A sequência mais segura mantém as mãos fora do espaço da matriz e evita um ciclo inesperado. Utilize os botões de palma para baixar o êmbolo perto da matriz inferior sem chegar ao fundo, depois desligue a chave do operador antes de desapertar as fixações e deslizar a ferramenta para fora. Esse passo de desligar a chave é importante: energia residual e lógica de controlo podem desencadear “ciclos fantasma” no reinício se alguém tocar num pedal ou se um estado de controlo ficar armado. Oficinas que normalizam “Êmbolo em Baixo + Chave Retirada” reduzem drasticamente estas surpresas de reinício, e uma simples etiqueta na estação de controlo forma novos operadores mais rapidamente do que qualquer palestra.
Inspecione enquanto ainda está fresco. Punções e matrizes rachados, lascados ou deformados são uma causa comum de encravamentos no turno seguinte, porque podem deslocar-se sob carga, desalinhar e fazer com que a chapa se comporte de forma imprevisível. Uma verificação visual rápida agora é muito mais valiosa do que descobrir danos a meio da produção, quando a pressão de materiais e horários está no auge.
A organização é a diferença entre uma configuração de cinco minutos e uma busca de vinte minutos. Guarde as matrizes em suportes etiquetados por tamanho de abertura em V e raio de punção. Como regra geral, muitos dobramentos funcionam bem com uma abertura em V de cerca de 8× a espessura do material—mas as etiquetas dos seus suportes devem refletir os padrões reais da sua oficina para que o próximo operador não “faça funcionar” com o V errado e cause variações de ângulo. Para períodos de inatividade superiores a dois meses, envolva as ferramentas em papel VCI (inibidor de corrosão por vapor) ou equivalente e proteja as arestas; a corrosão nas superfícies de trabalho altera a consistência da dobra e acelera o desgaste.
Uma quinadora raramente falha sem aviso—falha após os avisos não serem registados. O registo do operador é a ponte entre “algo pareceu estranho” e uma intervenção de manutenção, antes que o tempo de paragem se torne dispendioso. Registe as anomalias imediatamente e em termos concretos: “zumbido agudo na descida a ~80% de tonelagem”, “êmbolo continua ~2 segundos após libertação”, ou “batida no fundo perto do lado esquerdo”. Detalhes específicos permitem que um técnico reproduza a condição em vez de adivinhar.
Se o êmbolo não parar imediatamente ao libertar os controlos, considere-o urgente. O deslizamento indica desgaste do travão ou um problema de controlo e deve ser comunicado e corrigido antes da próxima execução. As verificações de fim de turno devem também confirmar a resposta da segurança: bloquear o sensor de cortina de luz (o êmbolo deve parar instantaneamente) e testar as paragens de emergência a partir de todas as posições de operador. Qualquer resposta lenta pode sinalizar desgaste de juntas hidráulicas ou degradação do sistema de controlo—exatamente o tipo de problema que transforma “batidas estranhas” numa grande reparação do êmbolo.
Uma tabela simples torna o registo prático e acionável:
| Tipo de Ruído | Causa Provável | Registo + Correção |
|---|---|---|
| Zumbido na descida | Cavitação hidráulica | Verificar nível de óleo; executar um ciclo sem carga |
| Deslizamento após libertação | Desgaste dos travões | Peça a um supervisor para ajustar o travão antes da próxima utilização |
| Ruído metálico no fundo | Desalinhamento da matriz | Recolocar sob pressão ligeira; voltar a verificar as fixações |
Para paragens sazonais, documente o nível de óleo de referência e a condição do respirador (secura/contaminação). Juntamente com a circulação semanal em vazio, estas notas permitem detetar a maioria dos problemas de vedação e cavitação precocemente. Em modos de operação com dois operadores, registe também problemas de temporização de controlo: se um pedal ou botão de palma atrasar, pode ocultar um problema de travão em desenvolvimento — até que um turno a solo o revele da forma mais difícil.


















