

Anda bisa mendapatkan sudut yang tepat dan tetap kehilangan pekerjaan pada tekukan pertama—karena kesalahan yang mencederai orang biasanya terjadi sebelum sebelum logam mencapai cetakan. Sebagian besar insiden (dan sebagian besar “misteri scrap”) dimulai dengan kontrol yang belum diuji, tangan yang melayang ke zona terlarang, atau jebakan yang diam-diam ditinggalkan oleh shift sebelumnya. Reset 60 detik ini menutup celah tersebut: cukup cepat untuk dilakukan pada setiap pengaturan, dan cukup ketat untuk menjaga Anda tetap keluar dari catatan insiden.
Temukan tombol E-stop (emergency stop) dengan mata terlebih dahulu, lalu dengan tangan—jangan berasumsi Anda akan “ingat” saat panik. Rem pada mesin press bervariasi: tombol bisa berada di panel gantung, rangka, atau keduanya. Jika pelindung di sekitarnya retak, perlakukan itu sebagai cacat, bukan kerusakan kosmetik.
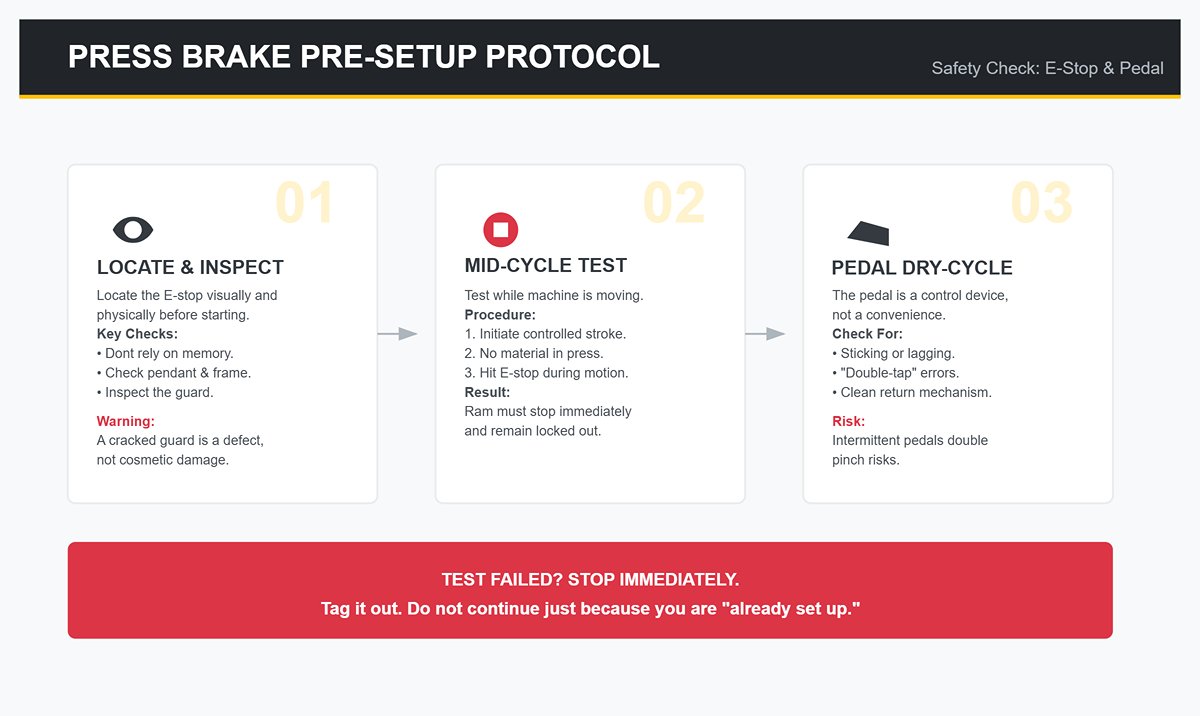
Uji tombol E-stop saat mesin sedang bergerak. Di banyak bengkel, standar minimum adalah uji berhenti di tengah siklus: lakukan stroke terkontrol (tanpa material) dan tekan tombol E-stop saat ram sedang bergerak. Ram harus berhenti segera dan tetap terkunci sampai direset. Serikat pekerja dan perusahaan asuransi secara konsisten menyebut kontrol yang tidak diuji sebagai penyebab utama klaim—operator melewatkan ini karena “terasa redundant,” sampai katup yang macet atau kesalahan kabel membuatnya sangat relevan.
Uji pedal tanpa beban. Pedal kaki adalah perangkat kontrol, bukan kenyamanan. Sebelum Anda memasang tooling atau menyelaraskan bagian, jalankan mesin tanpa beban untuk memastikan pedal kembali dengan bersih dan tidak macet, terlambat, atau “double-tap.” Program magang gaya Jerman bahkan melatih simulasi kegagalan pedal mati pada katup hidrolik untuk satu alasan: pedal yang bermasalah menggandakan risiko terjepit karena Anda akan secara naluriah mencoba “memperbaiki” apa yang Anda pikir sebagai masalah posisi.
Jika salah satu uji gagal, berhenti. Beri tanda larangan penggunaan. Cara tercepat menjadi cerita peringatan di bengkel adalah terus bekerja karena Anda “sudah siap.”
Bahaya press brake bukanlah teori—hanya beberapa inci lebarnya, dan tepat di tempat tangan Anda secara alami ingin berada. Sebuah titik jepit adalah setiap titik di mana permukaan bergerak (ram/tooling) mendekati permukaan tetap (die/bed/backgauge), menciptakan zona tekan.
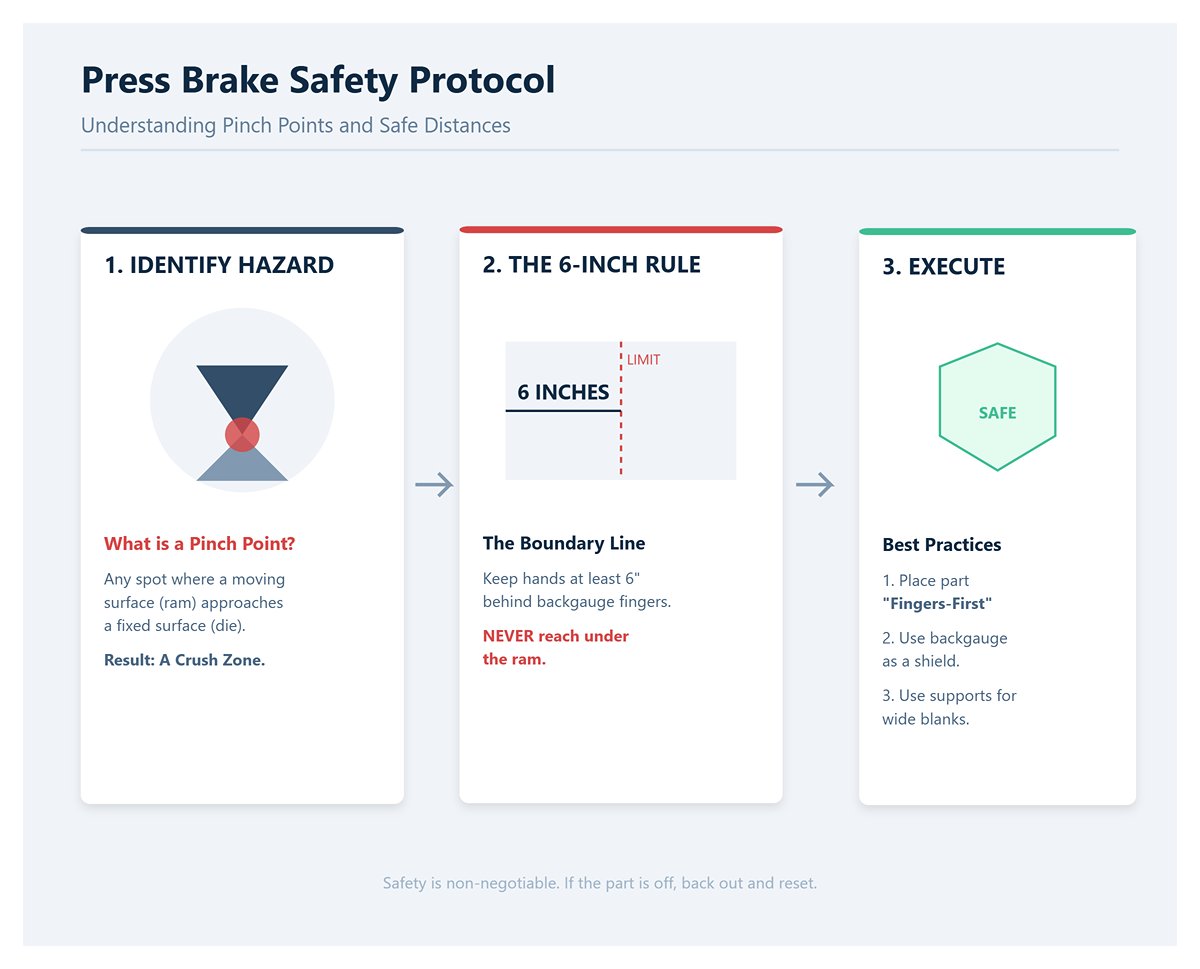
Aturan di laboratorium sertifikasi gaya NIMS sederhana dan tegas: jaga tangan Anda setidaknya 6 inci di belakang jari-jari backgauge saat mendekat. Jari-jari tersebut (stop kecil tempat Anda mendorong bagian) bukan pegangan—mereka adalah garis batas Anda. Biarkan ujung jari Anda melewati mereka dan Anda berada di zona di mana stroke tak terduga, pedal yang tersentuh, atau kesalahan kontrol dapat mengubah hidup dalam sekejap.
Jangan pernah meraih di bawah ram atau di antara tooling—tidak pernah. Bukan untuk “mendorong” flensa. Bukan untuk “menangkap” slip. Jika bagian salah, mundur, atur ulang, dan dekati kembali.
Audit toko di dunia nyata secara konsisten menemukan bahwa penempatan yang buruk sebelum pembengkokan menyumbang sebagian besar limbah. Solusinya tidak glamor tetapi dapat diandalkan: posisikan bagian “jari terlebih dahulu.” Letakkan lembaran pada backgauge dengan tangan di belakang garis tersebut, biarkan gauge bertindak seperti pelindung, dan baru kemudian mulai melakukan stroke.
Jika Anda perlu menopang blanko yang lebar, gunakan penopang yang tepat atau orang kedua—jangan gunakan lengan bawah Anda sebagai peralatan penanganan material.
“Whip up” adalah pantulan/kejutan dari lembaran saat pembengkokan terbentuk—terutama pada pembengkokan udara, di mana punch tidak menyentuh dasar die. Energi yang tersimpan dapat membuat lembaran 14-gauge terangkat beberapa inci dengan cepat hingga mengenai rahang, tenggorokan, atau kacamata pelindung Anda. Risiko meningkat pada bagian sempit, flensa pendek, dan material yang elastis.
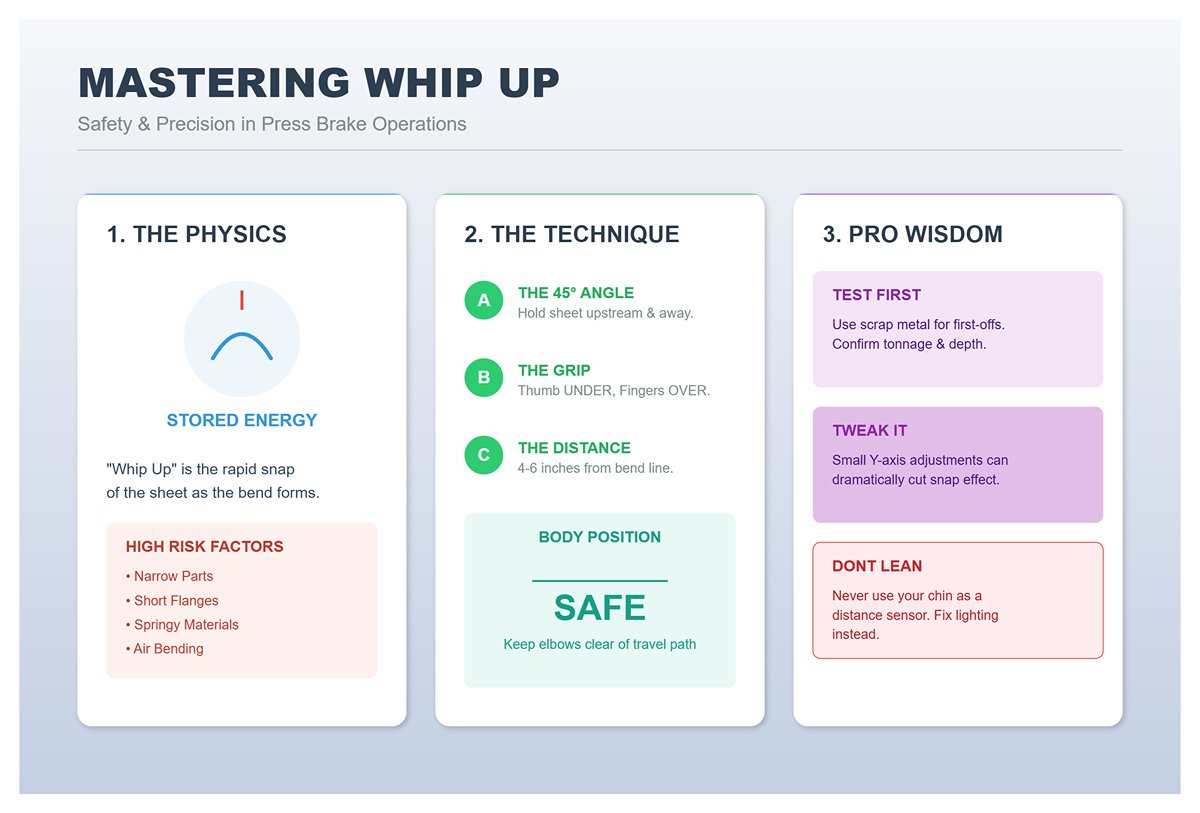
Pegangan dan posisi tubuh lebih penting daripada kekuatan otot. Dekati dengan lembaran dipegang pada sudut kira-kira 45 derajat ke arah hulu—sedikit ke atas dan menjauh dari perkakas. Letakkan ibu jari di bawah tepi, jari-jari di atas, dan pertahankan pegangan 10–15 cm dari garis bengkok: cukup dekat untuk mengontrol rotasi, cukup jauh untuk tetap berada di luar zona jepit. Jauhkan siku dari jalur gerak sehingga lembaran dapat berputar tanpa menghantam wajah Anda.
Saat pengaturan baru—atau material berubah—kontrol bengkokan pertama dengan potongan uji dari limbah. Toko yang memindahkan orang ke pekerjaan press-brake dari laser, pengelasan, atau perakitan sering kali belajar bahwa perbedaan antara “penekan pedal” dan operator mandiri adalah kebiasaan ini: menjalankan potongan pertama pada logam bekas untuk memastikan tonase, kedalaman (sumbu Y), dan perkiraan springback.
Sedikit penyesuaian dapat secara signifikan mengurangi whip. Laboratorium vokasional secara rutin menunjukkan bahwa mengatur radius/kedalaman sedikit berbeda (misalnya, penyesuaian sumbu Y yang sederhana selama pembengkokan udara) dapat secara dramatis mengurangi efek snap.
Jangan membungkuk di atas bagian “untuk melihat lebih jelas.” Jika Anda memerlukan pandangan yang lebih jelas, perbaiki pencahayaan, posisikan ulang pendant, atau pilih garis pandang yang aman—bukan dagu Anda sebagai sensor jarak.
Kebanyakan kegagalan “kejutan” diwarisi. Pemindaian cepat akan menangkap perangkap yang merusak pengaturan dan melukai orang—toko yang melacak masalah ini secara rutin mengaitkannya dengan puluhan ribu per tahun dalam waktu yang hilang. Luangkan 12 detik dan periksa ini sebelum Anda menjalankan bagian nyata pertama:
Inilah alasan pelatihan terstruktur berhasil: operator baru dapat cepat memahami pengereman CNC, tetapi operator yang tetap aman mengadopsi kebiasaan pemindaian pra-bengkok dan uji-sampah. Enam puluh detik itu murah. Alternatifnya adalah menjelaskan kepada supervisor—dan tenaga medis—mengapa Anda lebih mempercayai pengaturan shift sebelumnya daripada mata Anda sendiri.
Sebagian besar kerusakan press brake tidak berasal dari “terlalu banyak tonase.” Itu berasal dari asumsi. Mengasumsikan lembaran adalah ukuran yang Anda pikirkan; mengasumsikan V-die “cukup dekat”; mengasumsikan punch sudah duduk karena “terlihat lurus”; mengasumsikan backgauge benar karena layar sesuai dengan cetakan. Asumsi-asumsi itu mengubah proses pembentukan terkendali menjadi batang pengungkit—dan batang pengungkit merusak perkakas, sistem mahkota, dan reputasi.
Anggap ritual ini sebagai jembatan antara “mesin dapat bergerak dengan aman” dan “mesin dapat membuat bagian yang baik tanpa perlahan merobek dirinya sendiri.”
“Gauge” bukanlah pengukuran—itu adalah label, dan bervariasi menurut jenis material dan pemasok. Tambahkan toleransi pabrik, pelapisan, dan potongan campuran, dan “kelihatannya 14 ga” berubah menjadi tebakan mahal. Perubahan beberapa ribu inci pada ketebalan menggeser pengurangan bengkok, radius dalam, dan—yang paling penting—tonase yang dibutuhkan. Begitulah cara operator akhirnya mengejar sudut dengan menyesuaikan kedalaman, menembus die secara berlebihan, dan menyalahkan springback untuk masalah ketebalan sebenarnya.
Verifikasi ketebalan dengan mikrometer atau kaliper di beberapa titik pada lembaran (tepi dan tengah jika memungkinkan). Catat ketebalan sebenarnya, bukan gauge nominal. Konfirmasi juga grade material: baja ringan A36, stainless 304, dan aluminium 5052 dapat memiliki ketebalan yang sama namun berperilaku sangat berbeda baik dalam springback maupun gaya pembentukan yang dibutuhkan.
Ini bukan teori. Operator yang mengabaikan dasar material membuang scrap mengejar variasi springback; bengkel yang berinvestasi dalam membaca blueprint dan matematika dasar bengkel secara konsisten mengurangi kegagalan “sudut misteri” ini karena mereka berhenti memperlakukan ketebalan dan grade sebagai perasaan insting. Program pelatihan yang membawa karyawan baru melampaui “hanya jalankan banyak bagian” fokus pada disiplin ini karena mencegah siklus pengerjaan ulang yang menghancurkan throughput.
Satu teknik yang bisa dicoba: tulis “ketebalan sebenarnya” dan “jenis material” pada job traveler sebelum Anda menyentuh perkakas. Satu baris itu menghentikan kebohongan setup paling umum dari menyebar diam-diam sepanjang shift.
Bukaan V-die (lebar mulut die) adalah lengan tuas dari bengkokan. Terlalu kecil dan tonase melonjak, radius dalam mengencang, dan Anda mulai menghancurkan bahu die serta membebani mesin. Terlalu besar dan kontrol sudut menjadi longgar, radius dalam membesar, dan panjang flange bergeser—terutama pada kaki pendek.
Untuk air bending (default pada sebagian besar press brake CNC modern), titik awal paling aman adalah aturan “8× ketebalan”: pilih bukaan V sekitar delapan kali ketebalan material. Ini bukan sihir—ini kompromi yang terbukti menjaga tonase dalam kisaran wajar sambil memberikan radius dalam yang dapat diprediksi dan respons sudut yang stabil pada material umum. Pada stok tipis, Anda mungkin menggunakan 6× untuk radius lebih ketat; pada pelat tebal, 10×–12× mungkin diperlukan untuk tetap dalam batas tonase. Tetapi jika Anda tidak memiliki alasan khusus untuk menyimpang, 8× adalah alasannya.
Mengapa hal ini penting bagi umur mesin: tonase tidak menyebar secara merata. V yang sempit memusatkan gaya pada area kontak yang lebih kecil, meningkatkan tekanan pada bahu dan mempercepat keausan. Operator sering mencoba “memperbaiki” pilihan V yang buruk dengan mendorong ram lebih dalam. Itu mendorong tonase puncak tepat di tempat yang paling tidak diinginkan—dekat bagian bawah stroke—mengubah kesalahan pengaturan menjadi kegagalan mekanis.
Pelatihan terstruktur dan sertifikasi (NIMS, FMA, dan program operator OEM) terus kembali membahas hal ini karena dapat diukur dan diulang: memilih V-die yang tepat berarti menghindari rangkaian “penyesuaian” lanjutan yang sebenarnya hanya kompensasi untuk geometri yang salah. Bengkel yang menjalankan empat pengaturan per hari merasakannya langsung; pilihan die yang salah tidak hanya membuat bagian menjadi scrap—tetapi juga menyeret waktu pengaturan ke kisaran 60 menit dan diam-diam membakar puluhan ribu dolar per tahun dalam kapasitas yang hilang.
Press brake bukanlah palu—ini adalah sistem penyelarasan presisi. Perkakas harus dipasang sehingga punch dan die berada pada sumbu yang sama (berbagi garis tengah yang sama) dan sepenuhnya didukung oleh permukaan penjepit. Ketidaksejajaran menciptakan beban samping yang dapat merusak punch, membuat bahu die terbrinell, dan bahkan memutar perkakas bagian keluar dari posisi.
Kebersihan adalah yang utama. Lap bagian bed, penjepit, dan tang perkakas. Satu serpihan yang terjebak di bawah bagian die menjadi titik pivot, memaksa punch untuk “mencari” die saat diberi beban—biasanya dengan menggores satu sisi.
Kemudian gunakan tekanan ringan untuk memasang perkakas dan memastikan penyelarasan sebelum Anda menerapkan tonase penuh:
Langkah “kiss-seat” ini mencegah kesalahan klasik pemula: menemukan ketidaksejajaran hanya setelah Anda sudah menerapkan tonase produksi. Pelatih press brake sering membuat operator baru menjadi “pengamat” saat pengaturan awal, karena melihat operator berpengalaman melakukan pemasangan tekanan ringan mengajarkan perbedaan antara “terpasang” dan “terselaraskan.” Inilah juga alasan sertifikasi OEM saat commissioning penting: kebiasaan yang melindungi mesin adalah kebiasaan yang membuat pengaturan menjadi cepat.
Akurasi backgauge bukanlah angka di layar; ini adalah hubungan fisik antara lembaran dan jari/stop backgauge. Backgauge yang persegi, sejajar, dan kontak secara konsisten menghasilkan panjang flange yang konsisten. Backgauge yang hanya “mendekati” menghasilkan bagian yang ukurannya baik satu menit dan melenceng di menit berikutnya—terutama ketika operator mulai “memperkirakan” penempatan untuk mengkompensasi.
Atur posisi backgauge yang diprogram, lalu verifikasi kontak dan kesikuan melalui sentuhan:
Inilah alasan “cukup jalankan ratusan bagian” adalah guru yang buruk. Operator baru dapat membuat lipatan dalam sehari pada press brake CNC modern, tetapi kontrol flange yang konsisten berasal dari kebiasaan pengaturan dan pengukuran yang disiplin—keterampilan yang membuat seseorang mandiri dalam hitungan minggu, bukan bulan. Bengkel yang mengaitkan kenaikan gaji dengan keterampilan terverifikasi seperti kalibrasi backgauge dan kompensasi springback bukanlah birokratis; mereka melindungi throughput dan mesin.
Kebanyakan kerusakan press-brake yang dianggap sebagai “kesalahan operator” sebenarnya adalah kesalahan matematika—biasanya lonjakan tonase yang tidak terlihat akibat penggunaan V-die yang salah. Mesin tidak peduli bahwa sertifikat mengatakan “baja lunak” atau bahwa bagian tersebut “terlihat tipis.” Mesin bereaksi terhadap panjang tekukan, ketebalan, bukaan die, dan kekuatan material—dan akan mengalami kelebihan beban dengan cara yang dapat diprediksi ketika salah satu input tersebut salah.
Satu teknik yang bisa dicoba: perlakukan tonase sebagai variabel yang dikontrol, bukan efek sampingan. Jadikan aturan bengkel bahwa setiap setup baru dimulai dengan perkiraan tonase menggunakan grafik (atau rumus), diikuti dengan uji singkat pada tekanan rendah dengan peningkatan bertahap menuju tonase penuh. Kebiasaan ini menangkap sebagian besar kondisi kelebihan beban sebelum muncul sebagai pembengkokan bed, tooling yang retak, atau siklus hidrolik yang macet.
Grafik gaya dibuat untuk menghentikan tebakan “di belakang serbet.” Kebanyakan dibuat berdasarkan air bending (punch tidak menekan lembaran hingga dasar die; sudut berasal dari kedalaman penetrasi), mengasumsikan panjang tekukan 1 meter, dan menggunakan baja lunak dengan kekuatan tarik sekitar 450 N/mm². Biasanya mereka melaporkan gaya sebagai kN per meter (atau ton per kaki/meter).
Gunakan grafik seperti koordinat: temukan ketebalan material pada satu sumbu, bukaan V pada sumbu lainnya, dan baca gaya di titik perpotongan. Kemudian sesuaikan dengan panjang tekukan Anda yang sebenarnya.
Contoh: nilai grafik khas untuk baja lunak 4 mm dalam V-die 32 mm (pilihan klasik “8× ketebalan”) adalah sekitar 330 kN per meter. Untuk 2,5 m tekukan, kalikan: 330 × 2,5 = 825 kN, atau sekitar 83 ton metrik. Itu bukan pengaturan mesin Anda—itu adalah perkiraan beban Anda.
Dua penyesuaian menjaga keakuratan tabel:
Faktor material. Stainless sering membutuhkan ~1,4× gaya baja lunak; aluminium mungkin lebih dekat ke ~0,7×. Jika tabel Anda didasarkan pada baja lunak dan Anda sedang membengkokkan stainless 304, terapkan pengali tersebut sebelum Anda berasumsi aman.
Buffer kapasitas. Tabel mengasumsikan kondisi ideal—perkakas bersih, pelumasan stabil, penyelarasan tepat, dan lembaran konsisten. Tambahkan buffer dunia nyata (sering ~20%) sehingga variasi normal tidak mendorong Anda ke kelebihan beban selama produksi.
Trik cepat tabel (kebanyakan bengkel melewatkan ini): jika Anda ragu antara dua bukaan V, mulailah dengan V yang lebih lebar—bukan yang lebih sempit. Ini mengurangi gaya secara drastis, dan jauh lebih mudah memperketat radius nanti daripada memulihkan dari kejadian kelebihan beban.
Cara tercepat untuk melebihi tonase press brake adalah memilih bukaan V yang terlalu sempit untuk ketebalan material. Banyak bengkel menghafal “8× ketebalan” sebagai aturan praktis—lalu melanggarnya saat mereka menginginkan radius dalam yang lebih ketat. Masalahnya adalah hubungan gaya tidak linear—gaya meningkat cepat saat V semakin kecil.
Bahkan perkiraan dasar air-bending menunjukkan pola ini: gaya berskala dengan ketebalan² dan berbanding terbalik dengan bukaan V. Membagi dua ukuran V dan Anda kira-kira menggandakan gaya; dalam kehidupan nyata—kontak alat, gesekan, dan variasi pengaturan—peningkatan dapat terasa bahkan lebih drastis.
Berikut contoh realistis bergaya tabel: baja lunak 4 mm dalam V 32 mm mungkin membutuhkan sekitar 330 kN/m. Turun ke V 16 mm, dan beban dapat naik hingga ~1320 kN/m—sekitar 4×. Itulah “lonjakan tonase”: pengaturan terlihat hampir sama, tetapi mesin menghadapi beban yang benar-benar berbeda.
Jebakan yang lebih besar: banyak pekerjaan secara tidak sengaja mengubah proses. Bending udara adalah dasar Anda. Bottoming (mendorong lembaran lebih dalam ke dalam cetakan untuk “mengunci” sudut) dapat memerlukan ~4× tonase bending udara, dan coining dapat mencapai ~10×. Jika Anda “sekadar mengetuknya” untuk meningkatkan konsistensi sudut tanpa menghitung ulang, mudah untuk melebihi kapasitas press brake bahkan ketika tabel terlihat aman.
Tabel risiko cepat ini untuk Baja karbon rendah 4 mm, tekukan 1 m menunjukkan seberapa cepat bahaya meningkat:
Jika Anda memerlukan radius dalam yang lebih rapat, langkah yang lebih aman biasanya adalah menggunakan perkakas yang berbeda (pilihan punch dengan radius lebih besar, pembentukan bertahap, atau rencana bottoming terkontrol) daripada memperkecil V dan berharap hasil terbaik.
| Bagian | Poin-Poin Utama | Contoh / Catatan |
|---|---|---|
| Apa yang Terjadi Saat Anda Memilih V-Die Terlalu Kecil (Risiko “Lonjakan Tonnage”) | Memilih bukaan V yang terlalu sempit untuk ketebalan material adalah salah satu cara tercepat untuk melebihi tonase press brake. Banyak bengkel menggunakan aturan praktis “8× ketebalan”, tetapi dapat melanggarnya demi mengejar radius dalam yang lebih rapat. Peningkatan gaya tidak linear; naik dengan cepat saat V mengecil. | Risiko meningkat tajam saat mengurangi bukaan V. |
| Hubungan dasar air-bending | Gaya berbanding lurus dengan kuadrat ketebalan dan berbanding terbalik dengan bukaan V. Memotong V menjadi setengahnya kira-kira menggandakan gaya (dan dalam praktiknya bisa terasa lebih buruk karena kontak alat, gesekan, dan variasi penyetelan). | V lebih kecil → beban lebih tinggi; peningkatan ketebalan memiliki efek yang lebih kuat lagi (kuadrat). |
| Contoh lonjakan tonase gaya bagan | Pengaturan dapat terlihat serupa sementara beban mesin berubah secara drastis. | Baja karbon rendah 4 mm: V 32 mm ≈ 330 kN/m; 16 mm V ≈ 1320 kN/m (~4×). |
| Perangkap tersembunyi: mengubah proses pembentukan | Pekerjaan dapat secara tidak sengaja bergeser dari air bending ke bottoming atau coining. Bottoming dapat membutuhkan ~4× tonase air bending; coining dapat mencapai ~10×. “Sekadar mengetuknya” demi pengulangan tanpa menghitung ulang dapat melebihi kapasitas mesin bahkan jika grafik terlihat aman. | Air bending = dasar; bottoming ≈ 4×; coining ≈ 10×. |
| Tabel risiko cepat (baja lunak 4 mm, tekukan 1 m) | Menunjukkan bagaimana bahaya meningkat saat bukaan V mengecil relatif terhadap ketebalan. | 12× (V 64 mm): beban rendah, sangat toleran; 8× (V 32 mm): beban standar, dapat dikelola dengan margin; 6× (V 24 mm): beban tinggi—perhatikan batas defleksi dan panjang; 4× (V 16 mm): kritis—wilayah lonjakan tonase klasik, risiko tabrakan tinggi. |
| Pendekatan lebih aman untuk radius dalam yang lebih ketat | Lebih memilih metode alternatif daripada mengecilkan V dan berharap: tooling berbeda, pembentukan bertahap, atau rencana bottoming yang terkendali. | Gunakan punch radius lebih besar, pembentukan bertahap, atau bottoming terencana daripada mengurangi bukaan V terlalu jauh. |
Overload biasanya tidak dimulai dengan ledakan. Lebih sering, muncul sebagai gejala mekanis yang konsisten—terutama pada tekukan panjang, di mana bed dan ram berada di bawah pengungkit terbesar.
Defleksi (bed/ram melengkung). Tonase tinggi pada panjang yang besar dapat membuat bed dan ram melengkung, sehingga sudut di tengah berbeda dari di ujung. Jika Anda melihat variasi sudut di sepanjang garis tekukan yang tidak ada pada pukulan uji ringan, curigai defleksi. Cara cepat memeriksanya adalah melakukan run pendek pada scrap dan mengukur konsistensi sudut dari ujung ke ujung; ketika tidak konsisten, penyebab utamanya sering terkait beban sebelum terkait tooling.
Siklus lambat dan ragu-ragu. Jika ram melambat di tengah stroke—atau mesin tiba-tiba memerlukan waktu lebih lama untuk mencapai kedalaman—sistem hidrolik mungkin berjalan mendekati tekanan relief. Hal ini sering terjadi ketika asumsi “baja lunak” salah (Anda sebenarnya membengkokkan material berkekuatan lebih tinggi atau stainless), atau ketika gesekan meningkat karena tooling kotor atau aus.
Macet atau merayap (hentikan segera). Perubahan pada pitch pompa dengan sedikit pergerakan ram, macet di dekat bagian bawah stroke, atau pergeseran/back-off sumbu antar siklus adalah tanda bahaya besar. Tanda-tanda ini berarti mesin berada—atau melampaui—tonase yang dapat digunakan untuk pengaturan ini. Melanjutkan operasi berisiko menyebabkan tekanan pada rangka, seal bocor, dan alat rusak—sering kali menjadi biaya “tersembunyi” paling mahal akibat memilih V yang salah.
Pemeriksaan beban berlebih cepat (60 detik): Jalankan ram tanpa beban untuk memastikan kecepatan dan suara normal; lakukan satu pukulan uji dengan tekanan berkurang pada bahan bekas; dengarkan tanda-tanda ketegangan dan perhatikan jeda; lalu periksa keseragaman sudut dari ujung ke ujung. Jika ada yang memburuk saat tekanan meningkat, buka V (atau pendekkan panjang tekukan), kurangi target penetrasi, dan hitung ulang sebelum melanjutkan.
Banyak manual operator menggambarkan tekukan pertama sebagai tindakan sederhana dan biner: tekan pedal, dan ram turun. Penyederhanaan ini menjadi penyebab utama kerusakan alat dan sudut yang tidak konsisten di bengkel fabrikasi. Proses tekukan sebenarnya bukan satu gerakan tunggal, melainkan serangkaian tekanan dan kecepatan yang dikontrol secara presisi. Saat fase pengaturan fokus pada geometri, fase ini berfokus pada fisika terapan. Mesin kini aktif, tonase telah dihitung, dan backgauge telah diatur. Perbedaan antara potongan bekas dan komponen sempurna bergantung pada seberapa efektif Anda mengatur penurunan ram dan waktu jeda.
Kebiasaan yang paling berlawanan dengan intuisi bagi operator baru adalah memperlambat ram tepat sebelum menyentuh logam. Meskipun sistem hidrolik modern memungkinkan kecepatan pendekatan cepat untuk memaksimalkan efisiensi, mempertahankan kecepatan penuh hingga titik kontak adalah kesalahan kritis. Memukul material pada kecepatan penurunan maksimum menghasilkan “shock loading,” fenomena yang dapat meningkatkan tonase sesaat sebesar 25-50% di atas nilai yang dihitung. Beban berlebih singkat ini dapat membelokkan ujung punch, mempercepat keausan die, dan memperkenalkan variabel tak terduga pada sudut tekukan akhir.
Operator yang beralih dari operasi dasar ke pengaturan terampil harus berlatih mengurangi kecepatan penurunan ram menjadi 20-30% dalam 1-2 inci terakhir perjalanan (sering disebut “mute point” pada kontrol CNC). Pendekatan lambat ini memiliki dua tujuan. Pertama, menghilangkan kejutan kinetik, memastikan gaya yang diterapkan sesuai dengan gaya yang diprogram. Kedua, dalam operasi air bending, memungkinkan konfirmasi visual bahwa material duduk dengan benar di V-die. Masuk yang terkendali ini sangat penting untuk mencapai hasil yang akurat.
Latihan Presisi: Anda dapat menunjukkan prinsip ini menggunakan bahan bekas. Sikluskan ram pada kecepatan penuh lima kali, amati jumlah “whip” pada lembaran logam. Kemudian, perlambat pendekatan hingga merayap tepat sebelum kontak dan ulangi prosesnya. Ukur perbedaan sudut tekukan antara dua metode. Biasanya Anda akan menemukan bahwa penyebaran sudut berkurang dari 3° menjadi di bawah 1° hanya dengan mengontrol kecepatan masuk. Umpan balik visual ini penting untuk mengelola springback; jika ram bergerak terlalu cepat, Anda tidak dapat mengamati material menetap sebelum menarik kembali, sehingga kesalahan sudut tersembunyi hingga bagian sudah dibongkar.
Bottom Dead Center (BDC) mengacu pada titik tepat di mana ram press brake mencapai posisi terendah dan berhenti sebelum menarik kembali. Dalam air bending, kedalaman ini yang akhirnya menentukan sudut akhir. Ada kesalahpahaman umum bahwa mesin secara otomatis tahu cara mencapai tekukan 90 derajat. Faktanya, operator harus secara presisi mengatur BDC berdasarkan ketebalan material dan resistensinya terhadap tekukan.
Operator baru sering salah menilai kedalaman ini, menyebabkan punch menembus V-die secara berlebihan sebesar 10-15%. Tindakan tidak disengaja ini dapat menyebabkan “coining” pada material, berpotensi menyebabkan retakan di radius luar atau merusak alat. Tujuannya adalah mengidentifikasi kedalaman tepat yang diperlukan untuk mencapai sudut target setelah material mengalami springback. Misalnya, saat air bending baja mild 14-gauge, kedalaman stroke 11-12mm mungkin diperlukan untuk tekukan radius standar, sedangkan mencapai sudut akut melalui bottoming memerlukan kedalaman lebih dangkal 6.5-8mm.
Untuk mengatur ini secara akurat tanpa tebakan, gunakan uji “rule of thumb”. Lakukan siklus kering dengan ram pada BDC yang dihitung, lalu tempatkan feeler gauge di antara punch dan die. Untuk air bending, celah ini harus mendekati 0,85 kali ketebalan material. Dari titik awal ini, sesuaikan kedalaman sumbu-Y dalam kenaikan 0,1mm hingga lembaran menyentuh tanpa deformasi.
Pentingnya Waktu Jeda: Mengatur kedalaman dengan tepat hanyalah sebagian dari proses; mesin juga harus diprogram untuk durasi menahan di BDC. Tanpa waktu jeda yang memadai – menahan ram di BDC selama 0,5 hingga 1 detik – springback dapat mengurangi sudut sebesar 2-4 derajat pada tekukan panjang. Jeda singkat ini memungkinkan material stabil. Mencoba memaksa sudut 90 derajat dengan mendorong punch lebih dalam alih-alih menahannya lebih lama (yang merupakan coining) secara drastis meningkatkan kebutuhan tonase, berpotensi membebani ram.
Setelah bagian pertama berhasil ditekuk, mesin harus berhenti untuk inspeksi. Pemeriksaan “first-off” ini bertindak sebagai penjaga penting untuk profitabilitas. Bengkel yang menerapkan protokol inspeksi ketat pada tahap ini sering melihat tingkat hasil lulus pertama meningkat dari 90% menjadi 95%. Sebaliknya, sekitar 80% dari semua kegagalan produksi batch dapat dikaitkan dengan bagian first-off yang tampak dapat diterima secara visual tetapi memiliki cacat geometris halus.
Inspeksi visual saja tidak cukup. Variasi arah serat dapat menyebabkan dua lembar identik melengkung dengan perbedaan hingga 2 derajat jika tidak diukur secara tepat. Inspeksi awal profesional memerlukan penggunaan busur digital untuk mengukur sudut tekukan luar (toleransi ±1°), kaliper untuk memverifikasi panjang kaki, dan pengukur tinggi untuk memastikan keselarasan paralel.
Daftar Periksa Dua Belas Mematikan:
Lakukan pemindaian 12 detik ini pada setiap bagian pertama. Jika ada poin yang gagal, jangan lanjutkan ke produksi batch.
Operator yang tidak terlatih sering melewatkan offset backgauge pada hampir 73% bagian pertama, menyebabkan pergeseran sudut yang seragam sepanjang produksi. Dengan memvalidasi metrik ini segera, Anda mengubah potongan uji yang melengkung dari momen panik menjadi alat diagnostik. Jika sudut terbuka, sesuaikan kedalaman BDC Anda. Jika kaki tidak rata, periksa kalibrasi backgauge Anda. Hanya ketika bagian pertama lolos daftar periksa ini, produksi dapat dimulai.
Tekukan yang buruk biasanya tidak acak—mereka memiliki pola. Cara tercepat untuk mendiagnosis masalah adalah berhenti mengubah kedalaman dan kecepatan secara membabi buta dan mulai mengidentifikasi “tanda tangan” kesalahan: apakah setiap bagian meleset dengan jumlah yang sama, apakah bervariasi sepanjang panjang, apakah sudut berubah setelah Anda melepas pedal (springback), atau apakah lembaran yang seharusnya identik berperilaku berbeda?
Lakukan pemeriksaan tiga bagian sebelum Anda mengubah pengaturan apa pun: tekuk tiga potongan scrap dari lembar yang sama menggunakan program dan tooling yang sama, lalu beri label A/B/C sesuai urutan pembuatannya. Ukur panjang flensa dan sudut pada masing-masing. Jika A, B, dan C cocok satu sama lain tetapi tidak sesuai cetak, kemungkinan Anda memiliki masalah referensi atau springback. Jika mereka tidak cocok satu sama lain, kemungkinan besar Anda menghadapi defleksi, orientasi material yang tidak konsisten, atau tekanan/posisi setup yang tidak konsisten.
Ketika setiap flange keluar secara konsisten terlalu panjang atau terlalu pendek dengan jumlah tetap yang sama (sering 0,5–2 mm), mulailah dengan referensi backgauge. Backgauge adalah datum panjang Anda: jika jari-jari tidak benar-benar berada di posisi yang dianggap oleh kontrol—atau bagian tidak benar-benar menempel pada jari-jari—Anda akan mereproduksi kesalahan yang sama secara sempurna pada setiap tekukan.
Penyebab paling umum:
Bukti cepat: Ukur panjang flange di kedua ujung bagian. Jika kedua ujung salah dengan jumlah yang sama, referensi backgauge kemungkinan besar adalah penyebabnya—bukan crowning, dan bukan kedalaman ram.
Tindakan korektif yang bertahan lama: Bangun rutinitas referensi backgauge yang dapat diulang. Nol-kan gauge menggunakan standar yang diketahui (spacer yang digiling atau batang yang diverifikasi), lalu jalankan tiga feed scrap tanpa membengkokkan—cukup tempatkan bagian pada jari-jari dan tandai di mana ia berada. Jika tanda-tanda tersebut berulang, “stop” Anda nyata. Jika tidak, perbaiki keausan, penyelarasan, atau kondisi jari. Menyisipkan shim pada jari yang aus kembali ke spesifikasi dapat memakan waktu kurang dari satu menit—dan dapat menyelamatkan seluruh batch dari menjadi scrap.
Jika sudut tekukan berubah dari ujung ke tengah, Anda sedang menghadapi defleksi press brake. Saat diberi beban, ram dan bed melengkung. Pada bed yang panjang dan tonase tinggi (misalnya membengkokkan baja 1/4 inci sepanjang 10–12 kaki), defleksi dapat cukup untuk menggeser sudut tekukan sebesar 2–3° dari ujung ke tengah. Bagian dapat “tersenyum” (lebih rapat di tengah) atau “mengernyit” (lebih terbuka di tengah), tergantung pada setup dan kompensasi yang digunakan.
Diagnostik kunci: Ukur sudut di tiga titik—kiri, tengah, kanan—pada tekukan yang sama. Jika tengah berbeda sementara panjang flange tetap benar, referensi backgauge Anda baik; mesin membengkokkan secara tidak merata sepanjang panjang.
Mengapa hal ini mengejutkan orang: Bahkan pada tonase “sedang”, momen tekukan cenderung memuncak di midspan. Pada brake yang lebih tua—terutama yang tanpa sinkronisasi ram yang solid—defleksi sering meningkat lebih cepat, sehingga bengkel sering melihat variasi sudut yang jauh lebih buruk pada mesin tua dibandingkan pada sistem baru yang tersinkronisasi.
Cara memperbaikinya:
Uji sederhana di bengkel: Letakkan penggaris lurus sepanjang flens yang dibentuk dan tandai titik kontak dengan kapur. Jika celah bervariasi lebih dari sekitar 0,5 mm di sepanjang bagian yang panjang, lendutan cukup signifikan sehingga Anda harus menyesuaikan kelengkungan/shim sebelum mulai mengejar kedalaman.
Jika bagian sudah benar saat masih dalam kondisi tertekan tetapi terbuka kembali setelah dilepas, itulah springback. Dalam pembengkokan udara, Anda biasanya harus membengkokkan lebih—sering kali hingga sekitar 92° untuk menghasilkan 90°—karena pemulihan elastis dimulai segera ketika tekanan dilepaskan. Springback terutama dipengaruhi oleh kekuatan luluh dan ketebalan: baja ringan dapat memantul kembali 1–2°, stainless biasanya 3–5°, dan beberapa aluminium bahkan bisa lebih sensitif.
Asumsi salah tercepat yang harus dihindari: Berpikir bahwa sudut yang diprogram sama dengan sudut akhir. Kontrol hanya mengatur posisi ram (kedalaman Y), bukan bentuk akhir. Dua lembar dengan ketebalan sama tetap bisa mengalami springback berbeda jika kekuatan luluhnya berbeda (karena perbedaan perlakuan panas, sumber pabrik, atau batch).
Cara menyetelnya tanpa menebak: Buat satu kali pembengkokan pada bahan sisa, ukur setelah 10 detik (springback stabil dengan cepat, tetapi tidak selalu seketika), lalu sesuaikan kedalaman Y secara bertahap sampai sudut akhir konsisten. Grafik pembengkokan adalah titik awal yang baik, tetapi bisa meleset 10–15° pada bahan cold-rolled atau berdaya tinggi—pengukuran nyata lebih akurat.
Seperti apa hasil yang “benar”: Pembengkokan terkendali—sedikit lebih tajam saat dijepit—kemudian pelonggaran konsisten menuju sudut target setelah dilepas, dari satu bagian ke bagian lain.
Dua lembaran dengan bahan dan ketebalan yang sama tetap bisa membengkok berbeda karena arah serat—arah penggilingan dari pabrik. Proses penggilingan meregangkan struktur mikro, sehingga lembaran bereaksi berbeda tergantung apakah Anda membengkokkannya sejajar atau tegak lurus terhadap arah tersebut. Hal ini terlihat pada springback, radius dalam, dan kerentanan terhadap retak.
Pola umum: Ketika serat sejajar dengan garis tekuk, springback sering meningkat dan pembengkokan terasa lebih “kaku,” sehingga sudut terbuka lebih dari yang diharapkan. Saat membengkokkan melintang terhadap serat (serat tegak lurus dengan garis tekuk), Anda bisa mendapatkan radius yang lebih rapat—dan pada beberapa paduan, risiko retak permukaan lebih tinggi jika radius terlalu tajam.
Mengapa hal ini menyebabkan perubahan sudut yang “misterius”: Orientasi campuran dalam satu batch—terutama ketika bagian dipotong dari arah lembaran yang berbeda—dapat menghasilkan variasi 2–3° bahkan dengan pengaturan yang sudah tepat. Beberapa bengkel pernah membuang seluruh hasil produksi karena setengah dari lembaran diputar 90° saat pemotongan, menghasilkan springback yang konsisten tapi berbeda.
Solusi tingkat produksi: Tandai arah gulungan pada lembaran yang masuk (banyak pabrik melakukan ini; jika tidak, tambahkan “LD” untuk arah memanjang dengan spidol), lalu kontrol orientasi melalui pemotongan dan pembentukan. Saat toleransi ketat, konsistensi lebih penting daripada mengejar arah “terbaik”.
Satu Teknik untuk Dicoba (Diagnostik 5 Menit): Peta Tekukan 3×3
Potong tiga strip sisa dari lembaran yang sama, semuanya dengan lebar yang sama. Tekuk setiap strip sekali, lalu ukur sudut pada kiri/tengah/kanan pada setiap strip (total sembilan pengukuran). Catat panjang flange sekali per strip.
Sembilan pengukuran dapat memberi tahu Anda apa yang tidak akan pernah diberitahukan oleh satu penyesuaian: apakah mesin, referensi, material, atau fisika murni yang menjadi penyebabnya.
Kebanyakan cacat tekukan bukanlah “masalah material misterius”—melainkan jejak yang dapat diulang dari variabel pertama yang keluar dari tempatnya. Jalur tercepat menuju proses yang stabil adalah membuat satu perubahan yang rendah risiko sekaligus diagnostik: entah itu memperbaiki masalah, atau mengonfirmasi penyebab sehingga penyesuaian berikutnya menjadi jelas. Tiga cacat di bawah ini menyumbang porsi besar dari scrap press brake karena menggoda operator untuk mengejar sudut dengan kedalaman alih-alih memperbaiki radius, defleksi, atau kondisi kontak permukaan.
Retakan yang mulai dari sisi luar garis tekukan (sisi tarik) biasanya merupakan masalah radius—bukan masalah “lembaran buruk”. Pemicu paling umum adalah memaksa radius dalam yang terlalu kecil dengan menggunakan pembukaan V-die yang terlalu sempit, atau dengan bottoming/coining ketika material (atau temper) tidak dapat menahan regangan.
Aluminium 6061 adalah jebakan klasik: begitu Anda berada di atas sekitar 1/8″ tebal, ia dapat retak dengan mudah jika Anda mencoba membuatnya “tajam”. Langkah pertama yang andal adalah beralih ke tekukan udara dengan pembukaan V yang lebih besar—biasanya 8–10× ketebalan material—sehingga tekukan terbentuk dengan radius yang lebih memaafkan (sering sekitar 1/16″ minimum tanpa pecah, tergantung pada tooling). Jika cetak benar-benar memerlukan radius dalam yang ketat, perlakukan itu sebagai pilihan proses (paduan/temper berbeda, radius punch yang lebih besar, atau langkah pembentukan tambahan), bukan sesuatu yang Anda coba paksa dengan penyesuaian kedalaman di mesin.
Perbaikan yang biasanya berhasil pertama: tingkatkan kedalaman stroke sebesar 0,5 mm, setel ulang backgauge, dan jalankan potongan scrap pada sekitar 85% dari tonase yang dihitung. Perubahan kedalaman kecil itu sering kali menggeser Anda keluar dari partial bottoming dan masuk ke air-bending yang stabil, mengurangi tegangan puncak pada serat luar. Ini juga menunjukkan apakah retakan disebabkan oleh sensitivitas material (masih retak pada tonase yang dikurangi) atau karena pengaturan.
Kompensasi springback adalah hal besar kedua yang sering terlewat. Jika Anda mengincar 90°, Anda sering perlu membentuk sekitar 88° (sekitar overbend 2°) pada baja lunak agar hasilnya tepat setelah rebound elastis—angka ini konsisten dengan metalurgi dasar yang dibahas dalam pelatihan gaya vokasional/NIMS. Ketika operator mencoba “mengejar” sudut akhir dengan menekan lebih dalam menggunakan V yang sempit, mereka dapat menciptakan retakan yang tidak langsung terlihat; mikroretakan dapat terbuka setelah bagian mendingin atau disimpan, terutama pada beberapa jenis stainless tertentu di mana tegangan sisa terkonsentrasi di garis tekukan. Tes scrap dua siklus sederhana—tekuk, inspeksi, tunggu sebentar, lalu inspeksi lagi—menangkap hal ini sebelum menjadi kejutan produksi.
Ketika bagian panjang melengkung seperti pisang, mesin memberi tahu Anda bahwa gaya tekuk tidak terdistribusi secara merata sepanjang panjangnya. Setelah melewati sekitar 48″, defleksi ram dan bed menjadi faktor utama; di bawah beban yang lebih tinggi (misalnya, sekitar 50 ton total), umum terjadi defleksi 0,010–0,020″ jika crowning tidak diaktifkan atau dikalibrasi dengan benar. Hasilnya adalah sudut tekuk yang berbeda dari tengah ke ujung—dan bagian tersebut “melaporkan” ketidaksesuaian itu sebagai lengkungan.
Diagnostik cepat yang menghindari variabel material adalah uji coba kering dengan batang panjang lurus atau potongan uji pada tonase hampir nol. Jika ujung “terangkat” relatif terhadap tengah lebih dari sekitar 1/16″, Anda menghadapi masalah penyelarasan/defleksi—bukan lembaran yang tidak konsisten. Dari situ, perbaikan 90% adalah crowning: aktifkan auto-crowning atau atur crowning hidrolik/mekanis untuk menambah beberapa ribuan inci di tengah (misalnya, +0,005″) sehingga sudut tekuk cocok dari ujung ke ujung.
Tidak setiap bagian berbentuk pisang adalah masalah crowning. Keausan backgauge atau tinggi jari yang tidak cocok dapat membuat ujung menyentuh lebih dulu sekitar 0,015″, secara efektif memutar pengaturan menjadi hasil melengkung. Meratakan jari backgauge dengan feeler gauge—atau memprogram stop taper ringan (bias progresif 0,010″)—dapat menghilangkan “lengkungan misterius” yang terlihat seperti defleksi tetapi sebenarnya referensi yang tidak konsisten.
Realitas lantai produksi yang penting: banyak “lengkungan yang disebabkan operator” sebenarnya berasal dari drift sumbu Y selama siklus berulang. Mengatur ulang Y-zero dengan dial indicator secara terjadwal (misalnya, setiap 50 bagian selama produksi panjang) memang kasar, tetapi efektif ketika mesin tidak memiliki kompensasi closed-loop yang lebih ketat.
Tanda die berat adalah masalah kontak permukaan, bukan masalah sudut. Stainless 304 yang dipoles dapat mengalami goresan sekitar 0,003–0,005 inci dalam ketika dijalankan pada tonase penuh sesuai chart dengan tooling V standar. Penyebab biasanya adalah tekanan bottoming/coining atau bukaan die yang terlalu sempit, yang memusatkan tekanan kontak ke garis sempit.
Dua perbaikan garis depan menyelesaikan sebagian besar kasus. Pertama, kurangi tekanan: pada air bend Anda sering dapat menjalankan sekitar 70% dari tonase chart dan tetap mendapatkan sudut dengan mengompensasi overbend. Pertukaran ini—gaya lebih rendah, koreksi springback yang lebih disengaja—sering menghilangkan “bayangan V” yang terlihat dari seberang bengkel. Kedua, tambahkan penghalang pengorbanan: film pelindung polyethylene (PE) 0,004 inci di V-die dapat memberikan hasil hampir tanpa bekas pada bagian kosmetik.
Film memiliki fisika sendiri. Film menambah sekitar 0,002 inci interferensi, sehingga Anda mungkin perlu menambah kedalaman punch sekitar 0,001 inci untuk menghindari underbending. Perlakukan keausan film seperti bahan habis pakai: dalam pekerjaan volume tinggi, menggantinya setelah beberapa ratus stroke (sekitar 500 sebagai aturan praktis berbasis log) membantu mencegah tanda “acak” muncul kembali di tengah produksi.
Satu teknik yang bisa dicoba: berhenti memperlakukan chart tonase sebagai izin untuk menggunakan gaya maksimum. Banyak artikel menyiratkan “hitung tonase, lalu terapkan.” Untuk bagian kosmetik atau pekerjaan yang rentan retak, balik kebiasaan: mulai dari tonase minimum yang memberi Anda air bending stabil (sering 60–85% dari chart), lalu tambahkan crowning/kompensasi sudut. Jika cacat membaik segera, Anda telah mengonfirmasi mode kegagalan yang disebabkan tekanan—tanpa mengubah alat atau material—dan Anda mempertahankan opsi untuk menyetel sudut dengan overbend terkendali alih-alih kedalaman paksa.
Sebagian besar saran shutdown bermuara pada “matikan daya, bersihkan.” Bahaya sebenarnya adalah energi tersimpan: tekanan hidrolik, berat ram, muatan listrik sisa, atau bahkan die yang hanya setengah terjepit. Press brake yang tampak “mati” masih dapat bergerak dengan cukup gaya untuk menghancurkan jari atau merusak tooling. Shutdown bukan hanya soal keselamatan—ini juga mencegah kerusakan seal, memotong waktu setup pagi, dan melindungi penyelarasan sehingga shift berikutnya mendapatkan tekukan konsisten alih-alih sesi troubleshooting.
Membiarkan press brake hidrolik semalaman dengan ram dalam beban membuat tekanan terus-menerus pada seal dan valve. Tekanan konstan itu mempercepat keausan seal, meningkatkan kemungkinan kebocoran—atau kegagalan berat—saat Anda memulai lagi. Bagian yang berlawanan dengan intuisi adalah bahwa sensor overload dan relief valve tidak membuat ini “aman.” Mereka dapat mengeluarkan tekanan perlahan saat mesin diam, lalu memungkinkan gaya sisa melonjak saat startup—tepat jenis kejutan yang merusak komponen lebih cepat daripada kesalahan operator biasa.
Shutdown berarti menghilangkan beban, bukan hanya menghentikan gerakan. Bawa ram ke posisi stabil dan didukung sesuai spesifikasi pabrikan, lalu sepenuhnya isolasi sumber energi. Pada mesin hidrolik, perlakukan setiap periode idle atau pergantian alat sebagai situasi lockout/tagout (LOTO): isolasi dan kunci sumber daya sehingga mesin tidak dapat melakukan siklus—atau turun—secara tak terduga. Hal ini penting karena ram hidrolik dapat bergeser akibat kebocoran katup atau gravitasi; “tidak bergerak” adalah cara tangan berakhir di titik jepit. ANSI B11.3 mensyaratkan pengamanan dan kontrol energi yang efektif; menghentikan siklus di tengah jalan bukanlah kondisi aman.
Press brake mekanis membawa risiko berbeda: energi mekanis tersimpan dan perilaku rem/kopling. Praktik umum adalah memarkir ram di posisi bawah stroke sebelum mematikan, lalu mematikan kontrol dan mencegah pengaktifan yang tidak disengaja—gunakan pin pengunci jika ada, atau lepaskan dan amankan pedal kaki. Posisi bawah stroke membantu mengurangi kemungkinan turun tak terduga, tetapi tetap tidak menggantikan isolasi energi yang tepat.
Untuk penghentian jangka panjang (lebih dari dua bulan), jangan biarkan sistem hidrolik diam. Jalankan pompa tanpa beban selama sekitar 20–30 menit setiap minggu untuk mengedarkan oli dan menjaga pelumas pada seal. Kebiasaan sederhana ini membantu mencegah kerusakan saat start kering dan kebocoran pada permukaan sebelum menjadi masalah besar.
Pelepasan perkakas adalah tempat “jalan pintas akhir shift” berubah menjadi keterlambatan shift berikutnya—atau cedera. Urutan paling aman menjaga tangan tetap keluar dari ruang die dan mencegah siklus tak terduga. Gunakan tombol telapak tangan untuk menurunkan ram dekat ke die bawah tanpa menyentuh keras, lalu matikan kunci operator sebelum mengendurkan klem dan menggeser perkakas keluar. Langkah mematikan kunci ini penting: daya dan logika kontrol yang tersisa dapat memicu “siklus hantu” saat restart jika seseorang menyentuh pedal atau status kontrol tetap aktif. Bengkel yang menstandarkan “Ram Turun + Kunci Keluar” mengurangi kejutan restart secara drastis, dan label sederhana di stasiun kontrol melatih operator baru lebih cepat daripada ceramah.
Periksa saat masih segar. Punch dan die yang retak, terkelupas, atau membentuk jamur adalah penyebab umum kemacetan shift berikutnya karena dapat bergeser di bawah beban, mengganggu penyelarasan, dan membuat lembaran berperilaku tak terduga. Pemeriksaan visual cepat sekarang jauh lebih berharga daripada menemukan kerusakan di tengah produksi, saat tekanan material dan jadwal berada di puncaknya.
Organisasi adalah perbedaan antara setup lima menit dan pencarian dua puluh menit. Simpan die di rak berlabel berdasarkan ukuran bukaan V dan radius punch. Sebagai aturan umum, banyak tekukan bekerja baik dengan bukaan V sekitar 8× ketebalan material—tetapi label rak Anda harus mencerminkan standar bengkel Anda yang sebenarnya sehingga operator berikutnya tidak “memaksakan” dengan V yang salah dan menyebabkan variasi sudut. Untuk periode idle lebih dari dua bulan, bungkus perkakas dengan kertas VCI (vapor corrosion inhibitor) atau yang setara dan lindungi tepinya; korosi pada permukaan kerja mengubah konsistensi tekukan dan mempercepat keausan.
Press brake jarang rusak tanpa peringatan—ia rusak setelah peringatan tidak dicatat. Log operator adalah jembatan antara “ada yang terasa aneh” dan perbaikan pemeliharaan, sebelum downtime menjadi mahal. Catat anomali segera dan secara konkret: “suara mendesis bernada tinggi saat stroke turun pada ~80% tonase,” “ram meluncur ~2 detik setelah dilepas,” atau “bunyi klunk di bawah dekat sisi kiri.” Detail spesifik memungkinkan teknisi mereproduksi kondisi daripada menebak.
Jika ram tidak berhenti segera saat Anda melepaskan kontrol, perlakukan sebagai hal mendesak. Meluncur menunjukkan keausan rem atau masalah kontrol dan harus dilaporkan serta diperbaiki sebelum produksi berikutnya. Pemeriksaan akhir shift juga harus mengonfirmasi respons keselamatan: blok sensor tirai cahaya (ram harus berhenti seketika) dan uji tombol darurat dari setiap posisi operator. Respons yang lambat dapat menandakan keausan seal hidrolik atau degradasi sistem kontrol—jenis masalah yang mengubah “bunyi klunk aneh” menjadi perombakan besar ram.
Tabel sederhana membuat log praktis dan dapat ditindaklanjuti:
| Jenis Suara | Penyebab Kemungkinan | Catat + Perbaiki |
|---|---|---|
| Dengungan saat turun | Kavitasi hidrolik | Periksa level oli; jalankan siklus tanpa beban |
| Meluncur setelah dilepas | Keausan rem | Minta pengawas untuk menyesuaikan rem sebelum menjalankan mesin berikutnya |
| Bunyi ketukan di bagian bawah | Ketidaksesuaian cetakan | Pasang kembali dengan tekanan ringan; periksa kembali penjepit |
Untuk penghentian musiman, catat tingkat minyak dasar dan kondisi ventilasi (kering/kontaminasi). Bersamaan dengan sirkulasi tanpa beban mingguan, catatan ini mengungkap sebagian besar masalah seal dan kavitasi lebih awal. Dalam mode dua operator, catat juga masalah waktu kontrol: jika satu pedal atau tombol telapak tangan terlambat, hal itu dapat menyembunyikan masalah rem yang sedang berkembang—hingga giliran solo mengungkapnya dengan cara yang sulit.


















