

Vous pouvez réussir l'angle et perdre votre emploi dès le premier pliage, car l'erreur qui blesse les gens survient généralement avant que avant le métal n'atteigne la matrice. La plupart des incidents (et la plupart des “ rebuts mystères ”) commencent par une commande non testée, une main qui dérive dans une zone interdite ou un piège laissé discrètement par l'équipe précédente. Cette réinitialisation de 60 secondes comble cette lacune : elle est assez rapide pour être effectuée à chaque configuration et assez stricte pour vous éviter de figurer dans le registre des incidents.
Localisez l'arrêt d'urgence (E-Stop) d'abord avec vos yeux, puis avec votre main ; ne présumez pas que vous vous en “ souviendrez ” en cas de panique. Les presses plieuses varient : le bouton peut se trouver sur la console, le châssis ou les deux. Si la protection autour est fissurée, traitez cela comme un défaut, pas comme un dommage esthétique.
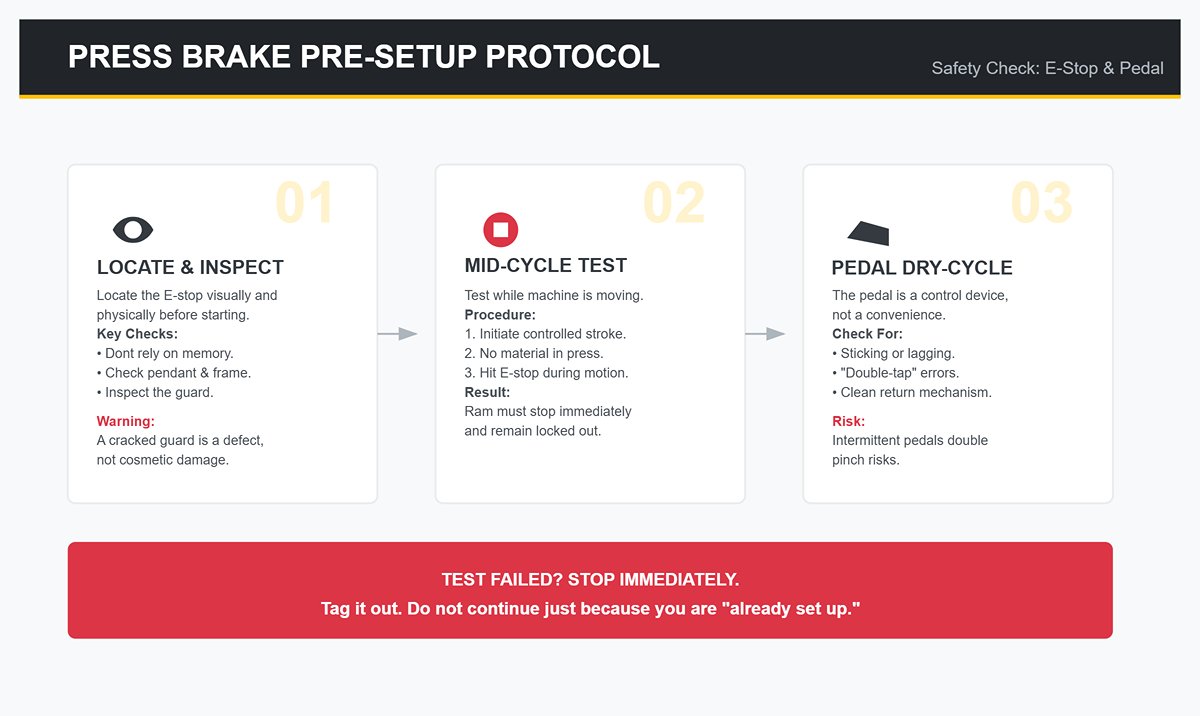
Testez l'arrêt d'urgence pendant que la machine est en mouvement. Dans de nombreux ateliers, la norme minimale est un test d'arrêt en milieu de cycle : lancez une course contrôlée (sans matériau) et appuyez sur l'arrêt d'urgence pendant que le coulisseau est en mouvement. Le coulisseau doit s'arrêter immédiatement et rester verrouillé jusqu'à la réinitialisation. Les syndicats et les assureurs citent systématiquement les commandes non testées comme une cause majeure de sinistres ; les opérateurs sautent cette étape parce qu'elle “ semble redondante ”, jusqu'au moment où une valve collante ou un défaut de câblage la rend douloureusement pertinente.
Faites fonctionner la pédale à vide. Une pédale est un dispositif de commande, pas un accessoire de confort. Avant de régler l'outillage ou d'aligner une pièce, faites fonctionner la machine à vide pour confirmer que la pédale revient correctement et ne reste pas bloquée, ne présente pas de retard ou de “ double contact ”. Les programmes d'apprentissage de style allemand simulent même des pannes de pédale morte sur les valves hydrauliques pour une raison précise : une pédale intermittente double le risque de pincement, car vous aurez instinctivement le réflexe d'intervenir pour “ corriger ” ce que vous pensez être un problème de positionnement.
Si l'un des tests échoue, arrêtez tout. Signalez-le. Le moyen le plus rapide de devenir l'exemple à ne pas suivre dans l'atelier est de continuer parce que vous êtes “ déjà configuré ”.”
Le danger d'une presse plieuse n'est pas théorique ; il ne fait que quelques centimètres de large et se situe exactement là où vos mains veulent naturellement se trouver. Un point de pincement est tout endroit où une surface mobile (coulisseau/outillage) s'approche d'une surface fixe (matrice/table/butée arrière), créant une zone d'écrasement.
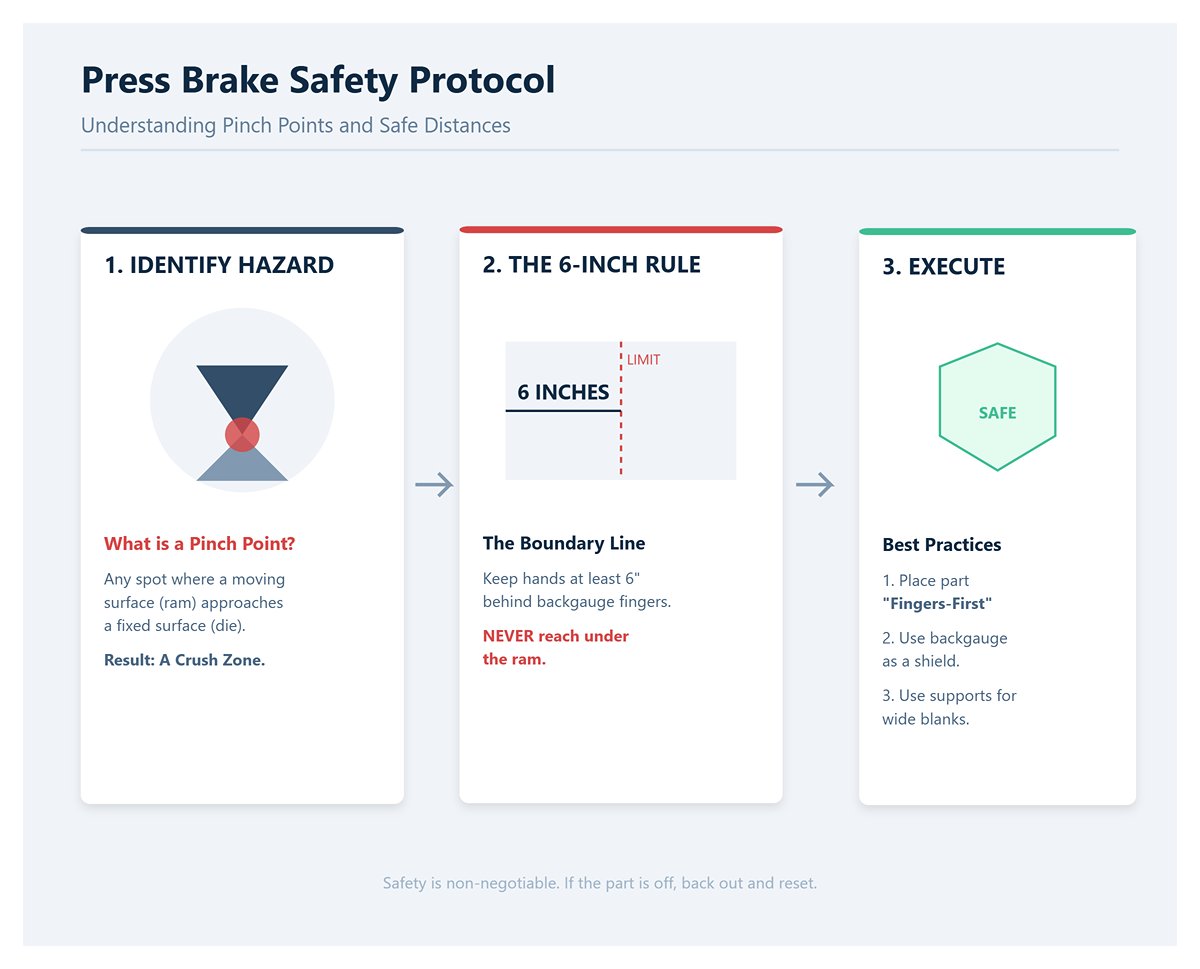
La règle dans les laboratoires de certification de style NIMS est simple et directe : gardez vos mains à au moins 15 cm (6 pouces) derrière les doigts de la butée arrière pendant l'approche. Ces doigts (les petites butées contre lesquelles vous poussez la pièce) ne sont pas des poignées, ce sont votre ligne de démarcation. Laissez vos doigts dépasser et vous entrez dans la zone où une course surprise, une pédale heurtée ou une défaillance de commande peut changer votre vie en un instant.
Ne mettez jamais la main sous le coulisseau ou entre l'outillage, jamais. Pas pour “ ajuster ” un rebord. Pas pour “ rattraper ” un glissement. Si la pièce est mal placée, reculez, repositionnez-la et recommencez l'approche.
Les audits d'atelier en conditions réelles révèlent systématiquement qu'un mauvais positionnement avant le pliage est responsable d'une grande partie des rebuts. La solution est peu glamour, mais fiable : placez la pièce “ doigts en premier ”.” Appuyez la tôle contre la butée arrière avec vos mains derrière cette ligne, laissez la butée agir comme un bouclier, et seulement ensuite, lancez la course.
Si vous devez soutenir une grande tôle, utilisez des supports appropriés ou une deuxième personne — n'utilisez pas vos avant-bras comme équipement de manutention.
“Le ” coup de fouet » est le rebond/claquement de la tôle lors de la formation du pli, particulièrement en pliage en l'air, où le poinçon n'atteint pas le fond de la matrice. Cette énergie accumulée peut faire remonter une tôle de 14 gauges de quelques centimètres assez rapidement pour frapper votre mâchoire, votre gorge ou vos lunettes de sécurité. Le risque augmente sur les pièces étroites, les ailes courtes et les matériaux élastiques.
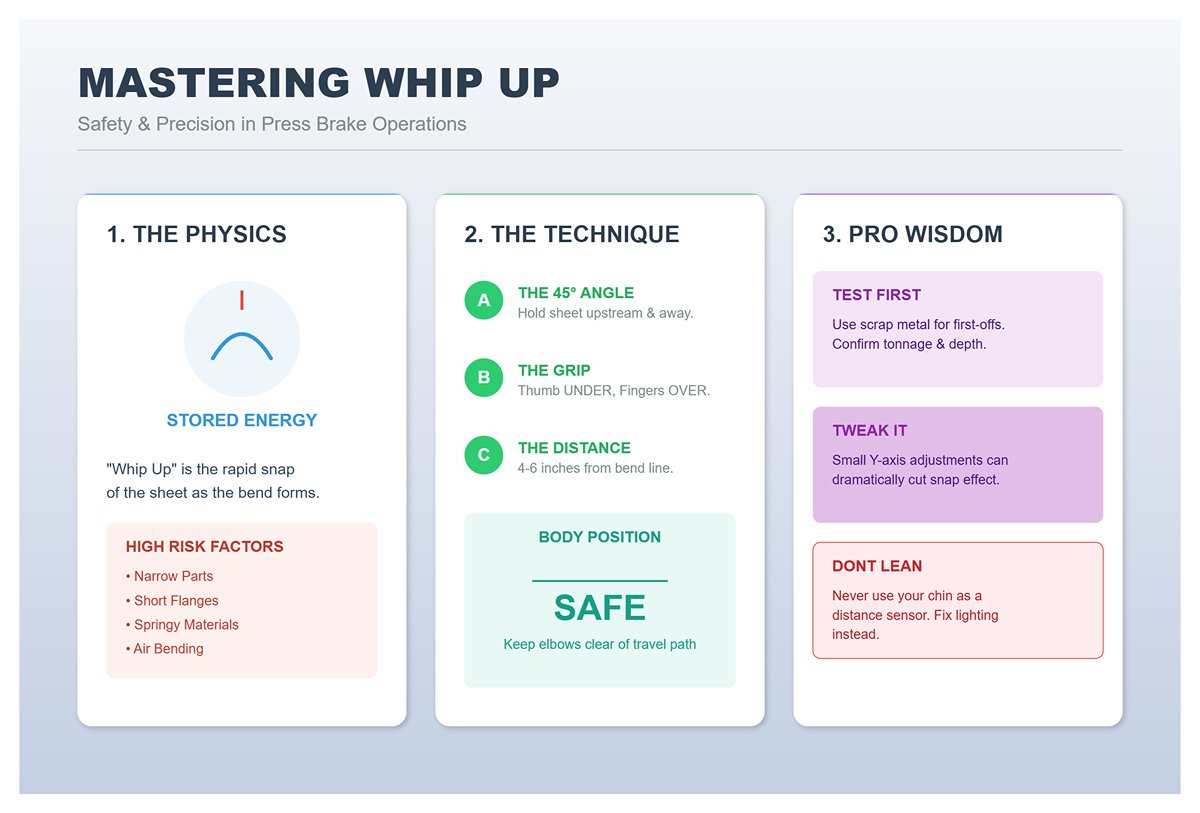
La prise et la posture comptent plus que la force musculaire. Approchez avec la tôle tenue à environ un angle de 45 degrés vers l'amont— légèrement vers le haut et à l'écart de l'outillage. Placez votre pouce sous le bord, les doigts sur le dessus, et gardez votre prise à 10 à 15 cm de la ligne de pliage: assez près pour contrôler la rotation, assez loin pour rester hors de la zone de pincement. Gardez vos coudes dégagés de la trajectoire pour que la tôle puisse pivoter sans vous heurter le visage.
Lorsque le réglage est nouveau — ou que le matériau change — contrôlez le premier pli avec une pièce de rebut. Les ateliers qui déplacent du personnel vers le travail sur presse plieuse depuis le laser, le soudage ou l'assemblage apprennent souvent que la différence entre un “ appuie-pédale ” et un opérateur autonome réside dans cette habitude : effectuer des essais sur des chutes de métal pour confirmer le tonnage, la profondeur (axe Y) et le retour élastique attendu.
Un petit ajustement peut réduire sensiblement le coup de fouet. Les centres de formation montrent régulièrement qu'un réglage légèrement différent du rayon/de la profondeur (par exemple, un ajustement modeste de l'axe Y lors d'un pliage en l'air) peut réduire considérablement l'effet de claquement.
Ne vous penchez pas au-dessus de la pièce “ pour mieux voir ”. Si vous avez besoin d'une meilleure visibilité, améliorez l'éclairage, repositionnez la commande déportée ou choisissez une ligne de vue sécurisée — n'utilisez pas votre menton comme capteur de distance.
La plupart des défaillances “ surprises ” sont héritées. Un scan rapide permettra de détecter les pièges qui font échouer les réglages et blessent les gens — les ateliers qui suivent ces problèmes les lient systématiquement à des dizaines de milliers de pertes par an en temps perdu. Prenez 12 secondes et vérifiez ces points avant de traiter la première pièce réelle :
C'est pourquoi la formation structurée fonctionne : les nouveaux opérateurs peuvent rapidement se familiariser avec les presses plieuses CNC, mais ceux qui restent en sécurité adoptent l'habitude de l'inspection avant pliage et de la pièce d'essai. Soixante secondes, c'est peu cher payé. L'alternative consiste à expliquer à un superviseur — et à un secouriste — pourquoi vous avez fait plus confiance au réglage de l'équipe précédente qu'à vos propres yeux.
La plupart des dommages sur les presses plieuses ne proviennent pas d'un “ tonnage excessif ”. Ils proviennent de suppositions. Supposer que la tôle est de l'épaisseur que vous pensez ; supposer que la matrice en V est “ assez proche ” ; supposer que le poinçon est bien en place parce qu'il “ semble droit ” ; supposer que la butée arrière est correcte parce que l'écran correspond au plan. Ces suppositions transforment un processus de formage contrôlé en pied-de-biche — et les pieds-de-biche cassent l'outillage, les systèmes de bombage et les réputations.
Considérez ce rituel comme le pont entre “ la machine peut bouger en toute sécurité ” et “ la machine peut fabriquer de bonnes pièces sans se détruire lentement ”.”
“Le ” calibre “ (gauge) n'est pas une mesure — c'est une étiquette, et elle varie selon le type de matériau et le fournisseur. Ajoutez les tolérances de laminage, les revêtements et les chutes mélangées, et ” ça ressemble à du 14 ga » se transforme en une estimation coûteuse. Quelques millièmes de variation d'épaisseur modifient la déduction de pliage, le rayon intérieur et, surtout, le tonnage requis. C'est ainsi que les opérateurs finissent par courir après l'angle en ajustant la profondeur, en pénétrant trop dans la matrice et en blâmant le retour élastique pour ce qui est en réalité un problème d'épaisseur.
Vérifiez l'épaisseur avec un micromètre ou un pied à coulisse en plusieurs points de la tôle (bord et centre si possible). Enregistrez l'épaisseur réelle, pas le calibre nominal. Confirmez également la nuance du matériau : l'acier doux A36, l'inox 304 et l'aluminium 5052 peuvent avoir la même épaisseur tout en se comportant très différemment en termes de retour élastique et de force de formage requise.
Ce n'est pas théorique. Les opérateurs qui ignorent les fondamentaux des matériaux gaspillent des pièces en essayant de corriger la variation du retour élastique ; les ateliers qui investissent dans la lecture de plans et les mathématiques d'atelier de base éliminent de manière fiable ces échecs d“” angle mystère “ parce qu'ils cessent de traiter l'épaisseur et la nuance comme une intuition. Les programmes de formation qui aident les nouvelles recrues à aller au-delà du simple ” lancez juste une série de pièces » se concentrent sur cette discipline précise, car elle empêche la boucle de retouche qui anéantit la productivité.
Une technique à essayer : écrivez “ épaisseur réelle ” et “ type de matériau ” sur la fiche de suivi avant de toucher à l'outillage. Cette simple ligne empêche le mensonge de réglage le plus courant de se propager silencieusement au cours de l'équipe.
L'ouverture de la matrice en V (la largeur de l'entrée de la matrice) est le bras de levier du pliage. Trop petite, le tonnage grimpe en flèche, le rayon intérieur se resserre, et vous commencez à écraser les épaulements de la matrice et à surcharger la machine. Trop grande, le contrôle de l'angle devient imprécis, le rayon intérieur augmente et les longueurs de bride dérivent — surtout sur les petits rebords.
Pour le pliage en l'air (le réglage par défaut sur la plupart des presses plieuses CNC modernes), le point de départ le plus sûr est la règle des “ 8× l'épaisseur ” : choisissez une ouverture en V d'environ huit fois l'épaisseur du matériau. Ce n'est pas de la magie — c'est un compromis éprouvé qui maintient le tonnage dans une plage raisonnable tout en offrant un rayon intérieur prévisible et une réponse d'angle stable pour les matériaux courants. Sur les tôles fines, vous pouvez descendre à 6× pour un rayon plus serré ; sur les tôles épaisses, 10×–12× peuvent être nécessaires pour rester dans les limites de tonnage. Mais si vous n'avez pas de raison spécifique de vous en écarter, 8× est la règle.
Pourquoi c'est important pour la durée de vie de la machine : le tonnage ne se répartit pas uniformément. Un V étroit concentre la force sur des zones de contact plus petites, ce qui augmente la pression sur les épaulements et accélère l'usure. Les opérateurs essaient souvent de “ corriger ” un mauvais choix de V en enfonçant le coulisseau plus profondément. Cela pousse le tonnage maximal là où vous le souhaitez le moins — près du bas de la course — transformant une erreur de réglage en défaillance mécanique.
La formation structurée et les certifications (NIMS, FMA et programmes des fabricants d'équipement d'origine) y reviennent sans cesse car c'est mesurable et reproductible : choisissez la matrice en V correcte et vous éviterez une chaîne de “ réglages ” ultérieurs qui ne sont en réalité que des compensations pour une mauvaise géométrie. Les ateliers qui effectuent quatre réglages par jour le ressentent immédiatement ; le mauvais choix de matrice ne se contente pas de mettre des pièces au rebut, il fait glisser les temps de réglage vers la plage des 60 minutes et gaspille silencieusement des dizaines de milliers de dollars par an en capacité perdue.
Une presse plieuse n'est pas un marteau, c'est un système d'alignement de précision. L'outillage doit être mis en place de manière à ce que le poinçon et la matrice soient coaxiaux (partageant le même axe central) et entièrement soutenus par les surfaces de serrage. Un mauvais alignement crée des charges latérales qui ébrèchent les poinçons, marquent les épaulements de la matrice et peuvent même déplacer l'outillage sectionnel.
La propreté est primordiale. Essuyez le banc, les brides et les queues d'outillage. Un copeau coincé sous une section de matrice devient un point de pivot, forçant le poinçon à “ trouver ” la matrice sous charge, généralement en rayant un côté.
Utilisez ensuite une légère pression pour asseoir les outils et confirmer l'alignement avant d'appliquer le tonnage complet :
Cette étape de “ contact léger ” évite une erreur classique de débutant : découvrir un mauvais alignement seulement après avoir atteint le tonnage de production. Les formateurs en presse plieuse demandent souvent aux nouveaux opérateurs de ne pas toucher aux commandes pendant les réglages au début, car observer un opérateur expérimenté effectuer cette mise en place sous légère pression enseigne la différence entre “ installé ” et “ aligné ”. C'est aussi pourquoi la certification du fabricant lors de la mise en service est importante : les habitudes qui protègent la machine sont les mêmes que celles qui rendent les réglages rapides.
La précision de la butée arrière n'est pas un chiffre sur un écran ; c'est une relation physique entre la tôle et les doigts/butées. Une butée arrière qui est d'équerre, parallèle et en contact constant produit des longueurs de bride constantes. Une butée arrière qui est seulement “ proche ” produit des pièces qui semblent correctes à un moment donné et dérivent ensuite, surtout lorsque les opérateurs commencent à “ estimer à l'œil ” le placement pour compenser.
Réglez la position programmée de la butée, puis vérifiez le contact et l'équerrage au toucher:
C'est pourquoi “ se contenter de produire des centaines de pièces ” est une mauvaise méthode d'apprentissage. Les nouveaux opérateurs peuvent réaliser des plis en une journée sur des presses CNC modernes, mais le contrôle constant des brides vient d'habitudes disciplinées de réglage et de mesure, les compétences qui rendent quelqu'un autonome en quelques semaines au lieu de quelques mois. Les ateliers qui lient l'évolution salariale à des compétences vérifiables comme l'étalonnage de la butée arrière et la compensation du retour élastique ne sont pas bureaucratiques ; ils protègent leur rendement et leur machine.
La plupart des pannes de presse plieuse attribuées à une “ erreur de l'opérateur ” sont en réalité des erreurs de calcul, généralement dues à un pic de tonnage imprévu causé par une mauvaise matrice en V. La machine ne se soucie pas du fait que le certificat indique “ acier doux ” ou que la pièce “ semble fine ”. Elle réagit à la longueur de pliage, à l'épaisseur, à l'ouverture de la matrice et à la résistance du matériau ; elle sera en surcharge de manière prévisible si l'une de ces données est erronée.
Une technique à essayer : Traitez le tonnage comme une variable contrôlée, et non comme un effet secondaire. Faites-en une règle d'atelier : chaque nouvelle configuration doit commencer par une estimation du tonnage via un tableau (ou une formule), suivie d'un court essai à pression réduite avec une montée en charge prévue jusqu'au tonnage complet. Cette simple habitude permet de détecter la plupart des conditions de surcharge avant qu'elles ne se traduisent par un bombage de la table, des outils fissurés ou un cycle hydraulique qui cale.
Les tableaux de forces existent pour éviter les estimations “ sur un coin de table ”. La plupart sont basés sur le pliage en l'air (le poinçon ne plaque pas la tôle au fond de la matrice ; l'angle est obtenu par la profondeur de pénétration), supposent une longueur de pliage de 1 mètre, et utilisent de l'acier doux avec une résistance à la traction d'environ 450 N/mm². Ils indiquent généralement la force en kN par mètre (ou en tonnes par pied/mètre).
Utilisez le tableau comme un ensemble de coordonnées : trouvez l'épaisseur du matériau sur un axe, l'ouverture en V sur l'autre, et lisez la force à leur intersection. Adaptez ensuite ce résultat à votre longueur de pliage réelle.
Exemple : une valeur typique du tableau pour de l'acier doux de 4 mm dans une matrice en V de 32 mm (le choix classique “ 8 × l'épaisseur ”) est d'environ 330 kN par mètre. Pour un pliage de 2,5 m , multipliez : 330 × 2,5 = 825 kN, soit environ 83 tonnes métriques. Ce n'est pas le réglage de votre machine, c'est votre charge estimée.
Deux ajustements permettent de garder le tableau fiable :
Facteur de matériau. L'acier inoxydable nécessite souvent ~1,4× la force de l'acier doux ; l'aluminium peut être plus proche de ~0,7×. Si votre tableau est basé sur de l'acier doux et que vous pliez de l'inox 304, appliquez ce multiplicateur avant de supposer que vous êtes dans les limites.
Marge de capacité. Les tableaux supposent des conditions idéales : outillage propre, lubrification stable, alignement correct et tôle homogène. Ajoutez une marge réelle (souvent ~20 %) pour que les variations normales ne vous poussent pas vers une surcharge pendant la production.
Astuce rapide pour le tableau (la plupart des ateliers l'ignorent) : si vous hésitez entre deux ouvertures en V, commencez par le V le plus large, pas le plus étroit. Cela réduit considérablement la force nécessaire, et il est bien plus facile de resserrer un rayon plus tard que de se remettre d'un incident de surcharge.
Le moyen le plus rapide de dépasser le tonnage d'une presse plieuse est de choisir une ouverture en V trop étroite pour l'épaisseur du matériau. Beaucoup d'ateliers retiennent “ 8× l'épaisseur ” comme règle empirique, puis l'enfreignent lorsqu'ils veulent un rayon intérieur plus serré. Le piège est que la relation de force n'est pas linéaire :elle grimpe rapidement à mesure que le V devient plus petit.
Même une estimation de base du pliage en l'air montre la tendance : la force varie en fonction de l'épaisseur² et est inversement proportionnel à la ouverture en V. Réduisez le V de moitié et vous doublez approximativement la force ; dans la réalité — contact de l'outil, friction et variations de réglage — l'augmentation peut sembler encore plus importante.
Voici un exemple réaliste sous forme de tableau : l'acier doux de 4 mm dans une V de 32 mm pourrait nécessiter environ 330 kN/m. Passez à un V de 16 mm, et la charge peut grimper à ~1320 kN/m— soit environ 4×. plus. C'est le “ pic de tonnage ” : le réglage semble presque identique, mais la machine subit une charge totalement différente.
Le piège le plus important : de nombreux travaux changent accidentellement de processus. Le pliage en l'air est votre référence. Pliage en fond de matrice (enfoncer la tôle plus profondément dans la matrice pour “ verrouiller ” l'angle) peut nécessiter environ 4 fois le tonnage du pliage en l'air, et matriçage peut atteindre environ 10 fois. Si vous “ donnez juste un petit coup ” pour améliorer la répétabilité de l'angle sans recalculer, il est facile de dépasser la capacité de la presse plieuse, même si le tableau semblait sûr.
Ce tableau de risques rapide pour acier doux de 4 mm, pliage de 1 m montre à quelle vitesse le danger augmente :
Si vous avez besoin d'un rayon intérieur plus serré, la solution la plus sûre consiste généralement à utiliser un outillage différent (choix d'un poinçon à rayon plus grand, pliage en plusieurs étapes ou plan de frappe en fond de matrice contrôlé) plutôt que de réduire le V en espérant que tout se passe bien.
| Section | Points clés | Exemple / Notes |
|---|---|---|
| Que se passe-t-il lorsque vous choisissez une matrice en V trop petite (le risque de “ pic de tonnage ”) | Choisir une ouverture en V trop étroite pour l'épaisseur du matériau est l'un des moyens les plus rapides de dépasser le tonnage de la presse plieuse. De nombreux ateliers utilisent la règle empirique du “ 8× l'épaisseur ”, mais peuvent la transgresser pour obtenir un rayon intérieur plus serré. L'augmentation de la force n'est pas linéaire ; elle s'accroît rapidement à mesure que le V diminue. | Le risque augmente fortement lors de la réduction de l'ouverture en V. |
| Relation de base du pliage en l'air | La force varie en fonction de l'épaisseur² et est inversement proportionnelle à l'ouverture en V. Réduire le V de moitié double approximativement la force (et, en pratique, cela peut être pire en raison du contact avec l'outil, de la friction et de la variation de réglage). | V plus petit → charge plus élevée ; l'augmentation de l'épaisseur a un effet encore plus marqué (au carré). |
| Exemple de pic de tonnage sous forme de tableau | Une configuration peut sembler similaire alors que la charge de la machine change radicalement. | Acier doux de 4 mm : V de 32 mm ≈ 330 kN/m ; V de 16 mm ≈ 1320 kN/m (~4×). |
| Piège caché : changement du processus de formage | Les travaux peuvent involontairement passer du pliage en l'air au pliage en frappe ou à la frappe. Le pliage en frappe peut nécessiter environ 4 fois le tonnage du pliage en l'air ; la frappe peut atteindre environ 10 fois. “ Juste donner un petit coup ” pour la répétabilité sans recalculer peut dépasser la capacité nominale de la machine, même si les tableaux semblaient sûrs. | Pliage en l'air = référence ; pliage en frappe ≈ 4× ; frappe ≈ 10×. |
| Tableau de risques rapide (acier doux de 4 mm, pli de 1 m) | Montre comment le danger augmente à mesure que l'ouverture en V diminue par rapport à l'épaisseur. | 12× (V de 64 mm) : faible charge, très tolérant ; 8× (V de 32 mm) : charge standard, gérable avec une marge ; 6× (V de 24 mm) : charge élevée — surveillez la déflexion et les limites de longueur ; 4× (V de 16 mm) : critique — territoire classique de pic de tonnage, risque élevé de collision. |
| Approche plus sûre pour un rayon intérieur plus serré | Privilégiez des méthodes alternatives plutôt que de réduire le V en espérant que cela passe : outillage différent, formage par étapes ou plan de pliage en frappe contrôlé. | Utilisez un poinçon à rayon plus grand, un formage par étapes ou un pliage en frappe planifié au lieu de trop réduire l'ouverture en V. |
Une surcharge ne commence généralement pas par un grand bruit. Le plus souvent, elle se manifeste par des symptômes mécaniques constants, en particulier sur les longs plis, là où le banc et le coulisseau subissent le plus de levier.
Déflexion (courbure du banc/coulisseau). Un tonnage élevé sur de grandes longueurs peut faire plier le banc et le coulisseau, vous laissant avec un angle différent au milieu par rapport aux extrémités. Si vous constatez une variation d'angle le long de la ligne de pliage qui n'existait pas lors des essais légers, suspectez une déflexion. Une vérification rapide consiste à effectuer un court essai sur une chute et à mesurer la cohérence de l'angle d'un bout à l'autre ; lorsqu'elle est incohérente, la cause profonde est souvent liée à la charge avant d'être liée à l'outillage.
Cycle lent et hésitation. Si le coulisseau ralentit au milieu de la course — ou si la machine met soudainement plus de temps à atteindre la profondeur — le système hydraulique fonctionne peut-être près de la pression de décharge. Cela arrive souvent lorsque l'hypothèse de “ l'acier doux ” est erronée (vous pliez en réalité un matériau à plus haute résistance ou de l'inox), ou lorsque la friction augmente en raison d'un outillage sale ou grippé.
Calage ou glissement (arrêtez immédiatement). Un changement dans le bruit de la pompe avec peu de mouvement du coulisseau, un calage près du bas de la course, ou un glissement/recul de l'axe entre les cycles sont tous des signaux d'alarme majeurs. Ces signes signifient que la machine est à — ou au-delà — de son tonnage utilisable pour cette configuration. Continuer risque d'endommager le châssis, de faire sauter des joints et de briser l'outillage — souvent le coût “ caché ” le plus onéreux du choix du mauvais V.
Vérification rapide de surcharge (60 secondes) : Faites fonctionner le coulisseau à vide pour confirmer la vitesse et le bruit normaux ; effectuez un essai de pliage à pression réduite sur une chute ; écoutez s'il y a des signes de contrainte et surveillez toute hésitation ; puis vérifiez l'uniformité de l'angle d'une extrémité à l'autre. Si la situation empire avec l'augmentation de la pression, ouvrez le V (ou réduisez la longueur de pliage), diminuez la pénétration cible et recalculez avant de poursuivre.
De nombreux manuels d'utilisation décrivent le premier pliage comme une action simple et binaire : appuyez sur la pédale et le coulisseau descend. Cette simplification excessive contribue grandement aux dommages causés aux outils et aux angles incohérents dans les ateliers de fabrication. Le processus de pliage réel n'est pas un mouvement unique, mais une série de pressions et de vitesses contrôlées avec précision. Alors que la phase de réglage se concentre sur la géométrie, cette phase concerne la physique appliquée. La machine est maintenant active, le tonnage a été calculé et la butée arrière est réglée. La différence entre une chute et un composant parfait dépend de l'efficacité avec laquelle vous gérez la descente du coulisseau et le temps de maintien.
L'habitude la plus contre-intuitive que les nouveaux opérateurs doivent adopter est de ralentir le coulisseau juste avant qu'il n'entre en contact avec le métal. Bien que les systèmes hydrauliques modernes permettent des vitesses d'approche rapides pour maximiser l'efficacité, maintenir la pleine vitesse jusqu'au point de contact est une erreur critique. Frapper le matériau à la vitesse de descente maximale génère un “ choc de charge ”, un phénomène qui peut augmenter momentanément le tonnage de 25 à 50 % au-dessus des valeurs calculées. Cette brève surcharge peut dévier la pointe du poinçon, accélérer l'usure de la matrice et introduire des variables imprévisibles dans l'angle de pliage final.
Les opérateurs passant d'une utilisation de base à un réglage qualifié devraient s'entraîner à réduire la vitesse de descente du coulisseau à 20-30 % sur les 2,5 à 5 derniers centimètres de course (souvent appelés “ point de mise en sourdine ” sur les commandes CNC). Cette approche lente a un double objectif. Premièrement, elle élimine le choc cinétique, garantissant que la force appliquée s'aligne avec la force programmée. Deuxièmement, dans les opérations de pliage en l'air, elle permet de confirmer visuellement que le matériau se positionne correctement dans la matrice en V. Cette entrée contrôlée est essentielle pour obtenir des résultats précis.
Exercice pratique de précision : Vous pouvez démontrer ce principe en utilisant des chutes de matériau. Faites fonctionner le coulisseau à pleine vitesse cinq fois en observant la quantité de “ fouettement ” de la tôle. Ensuite, ralentissez l'approche jusqu'à une vitesse très lente juste avant le contact et répétez le processus. Mesurez l'écart des angles de pliage entre les deux méthodes. Vous constaterez généralement que la dispersion des angles passe de 3° à moins de 1° simplement en contrôlant la vitesse d'entrée. Ce retour visuel est vital pour gérer le retour élastique ; si le coulisseau se déplace trop rapidement, vous ne pouvez pas observer le matériau se stabiliser avant qu'il ne se rétracte, masquant ainsi les erreurs d'angle jusqu'à ce que la pièce soit déjà déchargée.
Le point mort bas (PMB) désigne le point exact où le coulisseau de la presse plieuse atteint sa position la plus basse et s'arrête avant de se rétracter. Dans le pliage en l'air, cette profondeur est ce qui dicte finalement l'angle final. C'est une idée fausse courante de penser que la machine sait automatiquement comment obtenir un pliage à 90 degrés. En réalité, l'opérateur doit régler précisément le PMB en fonction de l'épaisseur du matériau et de sa résistance au pliage.
Les nouveaux opérateurs jugent souvent mal cette profondeur, ce qui amène le poinçon à pénétrer dans la matrice en V de 10 à 15 % de trop. Cette action involontaire peut conduire à “ frapper ” le matériau, provoquant potentiellement des fissures le long du rayon extérieur ou endommageant l'outillage. L'objectif est d'identifier la profondeur précise nécessaire pour atteindre l'angle cible après que le matériau ait subi son retour élastique. Par exemple, lors du pliage en l'air d'acier doux de calibre 14, une profondeur de course de 11 à 12 mm peut être nécessaire pour un pliage à rayon standard, tandis que l'obtention d'un angle aigu par frappe nécessite une profondeur plus faible de 6,5 à 8 mm.
Pour régler cela avec précision sans deviner, utilisez le test de la “ règle empirique ”. Effectuez un cycle à vide avec le coulisseau à votre PMB calculé, puis placez une jauge d'épaisseur entre le poinçon et la matrice. Pour le pliage en l'air, cet écart doit être approximativement égal à 0,85 fois l'épaisseur du matériau. À partir de ce point de départ, affinez la profondeur de l'axe Y par incréments de 0,1 mm jusqu'à ce que la tôle entre en contact sans se déformer.
L'importance du temps de maintien : Le réglage précis de la profondeur n'est qu'une partie du processus ; la machine doit également être programmée pour la durée pendant laquelle elle reste au PMB. Sans un temps de maintien adéquat – maintenir le coulisseau au PMB pendant 0,5 à 1 seconde – le retour élastique peut réduire l'angle de 2 à 4 degrés sur les pliages plus longs. Cette brève pause permet au matériau de se stabiliser. Tenter de forcer un angle de 90 degrés en enfonçant le poinçon plus profondément au lieu de le maintenir plus longtemps (ce qui revient à frapper) augmente considérablement les besoins en tonnage, risquant de surcharger le coulisseau.
Une fois que la toute première pièce est pliée avec succès, la machine doit s'arrêter pour inspection. Ce contrôle de la “ première pièce ” agit comme un gardien crucial de la rentabilité. Les ateliers qui appliquent un protocole d'inspection rigoureux à ce stade voient souvent leurs taux de rendement à la première passe s'améliorer de 90 % à 95 %. À l'inverse, environ 80 % de tous les échecs de production par lots peuvent être attribués à une première pièce qui semblait acceptable visuellement mais qui cachait des défauts géométriques subtils.
L'inspection visuelle seule est insuffisante. Les variations dans le sens du grain peuvent amener deux tôles identiques à se plier avec une différence allant jusqu'à 2 degrés si elles ne sont pas mesurées précisément. Une inspection professionnelle de la première pièce nécessite l'utilisation d'un rapporteur numérique pour mesurer l'angle de pliage extérieur (tolérance de ±1°), de pieds à coulisse pour vérifier les longueurs des ailes et d'une jauge de hauteur pour confirmer le parallélisme.
La liste de contrôle des douze points critiques :
Effectuez ce scan de 12 secondes sur chaque première pièce. Si un seul point échoue, ne pas lancer la production en série.
Les opérateurs non formés manquent les décalages de butée arrière sur près de 73 % des premières pièces, ce qui entraîne une dérive uniforme de l'angle tout au long de la série. En validant ces mesures immédiatement, vous transformez une pièce d'essai déformée d'un moment de panique en un outil de diagnostic. Si l'angle est ouvert, ajustez votre profondeur au point mort bas (BDC). Si les ailes sont inégales, vérifiez le calibrage de votre butée arrière. La production ne doit commencer que lorsque la première pièce a passé cette liste de contrôle.
Les mauvais pliages ne sont généralement pas aléatoires : ils suivent un modèle. La manière la plus rapide de diagnostiquer le problème est d'arrêter de modifier aveuglément la profondeur et la vitesse, et d'identifier plutôt la “ signature ” de l'erreur : chaque pièce est-elle décalée de la même valeur, cela varie-t-il sur la longueur, l'angle change-t-il après le relâchement de la pédale (retour élastique), ou des tôles supposées identiques se comportent-elles différemment ?
Effectuez une vérification en trois étapes avant de toucher aux réglages : pliez trois chutes de la même tôle en utilisant le même programme et le même outillage, et étiquetez-les A/B/C dans l'ordre de fabrication. Mesurez la longueur de l'aile et l'angle sur chacune. Si A, B et C correspondent entre eux mais ne correspondent pas au plan, vous avez probablement un problème de référence ou de retour élastique. S'ils ne correspondent pas entre eux, vous avez plus probablement affaire à une déflexion, une orientation incohérente du matériau ou une pression/un positionnement de réglage incohérent.
Lorsque chaque aile est systématiquement trop longue ou trop courte d'une valeur fixe identique (souvent 0,5 à 2 mm), commencez par la référence de la butée arrière. La butée arrière est votre référence de longueur : si les doigts ne sont pas réellement là où la commande pense qu'ils sont — ou si la pièce n'est pas correctement en appui contre eux — vous reproduirez parfaitement la même erreur sur chaque pliage.
Causes les plus fréquentes :
Vérification rapide : Mesurez la longueur de la bride aux deux extrémités de la pièce. Si les deux extrémités présentent le même écart, la référence de la butée arrière est probablement en cause — ce n'est ni le bombage, ni la profondeur du coulisseau.
Action corrective durable : Établissez une routine de référence de butée arrière reproductible. Mettez la butée à zéro en utilisant un étalon connu (une cale rectifiée ou une barre vérifiée), puis effectuez trois avances de rebut sans plier — placez simplement la pièce contre les doigts et marquez l'endroit où elle se positionne. Si les marques sont identiques, votre “ butée ” est réelle. Si ce n'est pas le cas, corrigez l'usure, l'alignement ou l'état des doigts. Caler un doigt usé pour le remettre aux spécifications peut prendre moins d'une minute — et peut éviter qu'un lot entier ne finisse au rebut.
Si l'angle de pliage change des extrémités vers le centre, vous êtes confronté à la déflexion de la presse plieuse. Sous charge, le coulisseau et le banc se courbent. Sur les longs bancs et avec un tonnage plus élevé (par exemple, pour plier de l'acier de 1/4 de pouce sur 10 à 12 pieds), la déflexion peut suffire à modifier l'angle de pliage de 2 à 3° du centre vers les extrémités. La pièce peut présenter un “ sourire ” (plus serré au milieu) ou une “ moue ” (plus ouvert au milieu), selon la configuration et toute compensation utilisée.
Diagnostic clé : Mesurez l'angle à trois endroits — gauche, centre, droite — sur le même pli. Si le centre diffère alors que la longueur de la bride reste correcte, votre référence de butée arrière est bonne ; la machine plie de manière inégale sur toute la longueur.
Pourquoi cela prend les gens au dépourvu : Même à un tonnage “ modéré ”, le moment de flexion a tendance à atteindre son maximum à mi-portée. Sur les presses plus anciennes — surtout celles sans synchronisation rigide du coulisseau — la déflexion augmente souvent plus rapidement ; les ateliers constatent donc fréquemment une variation d'angle bien plus importante sur les machines vieillissantes que sur les systèmes plus récents et synchronisés.
Comment y remédier :
Test d'atelier simple : Posez une règle le long de la bride formée et marquez les points de contact à la craie. Si l'écart varie de plus de 0,5 mm environ sur la longueur d'une pièce longue, la déflexion est suffisamment importante pour que vous deviez ajuster le bombage/calage avant de commencer à chercher la profondeur.
Si la pièce est correcte tant qu'elle est sous charge mais s'ouvre après que vous l'ayez relâchée, il s'agit d'un retour élastique. En pliage en l'air, vous devez généralement surplier — souvent jusqu'à ~92° pour finir à 90° — car la récupération élastique commence dès que la pression est relâchée. Le retour élastique est principalement dû à la limite d'élasticité et à l'épaisseur : l'acier doux peut rebondir de 1 à 2°, l'acier inoxydable de 3 à 5° et certains aluminiums peuvent être encore plus sensibles.
L'hypothèse erronée la plus rapide à éliminer : Penser que l'angle programmé est égal à l'angle final. La commande contrôle la position du coulisseau (profondeur Y), pas la géométrie finie. Deux tôles de même épaisseur peuvent encore présenter un retour élastique différent si leur limite d'élasticité diffère (chaleur/trempe, source de laminage ou lot différents).
Comment le régler sans deviner : Faites un pli d'essai, mesurez après 10 secondes (le retour élastique se stabilise rapidement, mais pas toujours instantanément), puis ajustez la profondeur Y par petits paliers jusqu'à ce que l'angle final soit répétable. Les tableaux de pliage sont un bon point de départ, mais ils peuvent être erronés de 10 à 15 % sur les stocks laminés à froid ou à haute résistance — les mesures réelles l'emportent.
À quoi ressemble le “ bon ” résultat : Un surpliage contrôlé — légèrement aigu pendant le serrage — suivi d'une relaxation constante vers l'angle cible après le relâchement, pièce après pièce.
Deux flans estampés avec le même matériau et la même épaisseur peuvent encore se plier différemment en raison du sens du grain — le sens de laminage de l'usine. Le laminage étire la microstructure, de sorte que la tôle réagit différemment selon que vous pliez parallèlement ou perpendiculairement à ce sens. Vous le verrez dans le retour élastique, le rayon intérieur et la susceptibilité aux fissures.
Modèle typique : Lorsque le grain est parallèle à la ligne de pliage, le retour élastique augmente souvent et le pli peut sembler “ plus rigide ”, de sorte que l'angle s'ouvre plus que prévu. Lorsque vous pliez à travers le grain (grain perpendiculaire à la ligne de pliage), vous pouvez obtenir des rayons plus serrés — et sur certains alliages, un risque plus élevé de fissuration de surface si le rayon est trop vif.
Pourquoi cela crée une dérive d'angle “ mystérieuse ” : Une orientation mixte au sein d'un lot — surtout lorsque les pièces sont imbriquées à partir de différentes directions de tôle — peut produire une variation de 2 à 3° même avec un réglage parfaitement ajusté. Certains ateliers ont mis au rebut des séries entières parce que la moitié des flans avaient été pivotés de 90° pendant la découpe, créant un retour élastique cohérent mais différent.
Solution de qualité industrielle : Marquez le sens de laminage sur les tôles entrantes (beaucoup d'usines le font ; sinon, ajoutez “ LD ” pour sens longitudinal avec un marqueur), puis contrôlez l'orientation lors de la découpe et du formage. Lorsque les tolérances sont serrées, la cohérence l'emporte sur la recherche de la “ meilleure ” direction.
Une technique à essayer (diagnostic de 5 minutes) : la carte de pliage 3×3
Découpez trois bandes de rebut dans la même feuille, toutes de la même largeur. Pliez chaque bande une fois, puis mesurez l'angle à gauche/centre/droite sur chaque bande (neuf relevés au total). Enregistrez la longueur de la bride une fois par bande.
Neuf mesures peuvent vous dire ce qu'un seul réglage ne pourra jamais révéler : si c'est la machine, la référence, le matériau ou simplement la physique qui est en cause.
La plupart des défauts de pliage ne sont pas des “ problèmes de matériaux mystérieux ” — ce sont les empreintes répétables de la première variable qui n'est pas à sa place. Le chemin le plus rapide vers un processus stable consiste à effectuer un changement qui est à la fois à faible risque et diagnostique : soit il résout le problème, soit il confirme la cause afin que le réglage suivant soit simple. Les trois défauts ci-dessous représentent une part disproportionnée des rebuts de presse plieuse car ils incitent les opérateurs à chercher à corriger l'angle avec la profondeur au lieu de corriger le rayon, la déflexion ou les conditions de contact de surface.
Les fissures qui apparaissent sur l'extérieur de la ligne de pliage (le côté en tension) sont généralement un problème de rayon — et non un problème de “ mauvaise tôle ”. Le déclencheur le plus courant est l'obtention forcée d'un rayon intérieur trop petit en utilisant une ouverture de matrice en V trop étroite, ou par le fond de matrice/frappe lorsque le matériau (ou le revenu) ne peut pas supporter la contrainte.
L'aluminium 6061 est le piège classique : une fois que vous dépassez environ 1/8″ d'épaisseur, il peut facilement se fissurer si vous essayez de “ le rendre vif ”. Une première mesure fiable consiste à passer au pliage en l'air avec une ouverture en V plus grande — généralement 8 à 10 fois l'épaisseur du matériau — afin que le pli se forme avec un rayon plus tolérant (souvent autour de 1/16″ minimum sans éclatement, selon l'outillage). Si le plan exige vraiment un rayon intérieur serré, traitez cela comme un choix de processus (alliage/revenu différent, rayon de poinçon plus grand ou étape de formage supplémentaire), et non comme quelque chose que vous essayez de forcer avec un réglage de profondeur sur la machine.
La solution qui fonctionne généralement du premier coup : augmentez la profondeur de course de 0,5 mm, réinitialisez la butée arrière et passez une pièce de rebut à environ 85 % de la force calculée. Ce petit changement de profondeur vous fait souvent sortir du fond de matrice partiel pour passer à un pliage en l'air stable, réduisant ainsi la contrainte maximale dans les fibres extérieures. Cela montre également si la fissuration est due à la sensibilité du matériau (fissure toujours à tonnage réduit) ou au réglage.
La compensation du retour élastique est le deuxième point majeur que les gens oublient. Si vous visez 90°, vous devrez souvent plier jusqu'à environ 88° (soit une surpliure d'environ 2°) pour l'acier doux, afin d'obtenir l'angle souhaité après le retour élastique — des chiffres cohérents avec la métallurgie de base enseignée dans les formations professionnelles de type NIMS. Lorsque les opérateurs tentent de “ rattraper ” l'angle final en enfonçant davantage avec un V étroit, ils peuvent créer des fissures qui n'apparaissent pas immédiatement ; des microfissures peuvent s'ouvrir après le refroidissement ou le repos de la pièce, surtout dans certaines nuances d'acier inoxydable où les contraintes résiduelles se concentrent au niveau de la ligne de pliage. Un simple test de rebut en deux cycles — plier, inspecter, attendre brièvement, puis inspecter à nouveau — permet de détecter cela avant que cela ne devienne une surprise en production.
Lorsqu'une pièce longue se courbe comme une banane, la machine vous indique que la force de pliage n'a pas été répartie uniformément sur toute la longueur. Une fois que vous dépassez environ 48 pouces (122 cm), la déflexion du coulisseau et de la table devient un facteur majeur ; sous des charges plus élevées (par exemple, environ 50 tonnes au total), il est courant d'observer une déflexion de 0,010 à 0,020 pouce (0,25 à 0,5 mm) si le bombage n'est pas activé ou correctement calibré. Le résultat est des angles de pliage différents du centre vers les extrémités — et la pièce “ signale ” ce déséquilibre par une courbure.
Un diagnostic rapide qui évite les variables liées au matériau consiste à effectuer un essai à vide avec une barre longue et droite ou une pièce test à une pression quasi nulle. Si les extrémités se “ soulèvent ” par rapport au milieu de plus d'environ 1/16 de pouce (1,6 mm), vous avez affaire à un problème d'alignement ou de déflexion, et non à une tôle irrégulière. À partir de là, la solution à 90 % est le bombage : activez le bombage automatique ou réglez le bombage hydraulique/mécanique pour ajouter quelques millièmes au centre (par exemple, +0,005 pouce / 0,12 mm) afin que l'angle de pliage soit identique d'une extrémité à l'autre.
Toutes les pièces en forme de banane ne sont pas dues à un problème de bombage. L'usure de la butée arrière ou une hauteur de doigt inégale peut faire en sorte que les extrémités entrent en contact en premier d'environ 0,015 pouce (0,38 mm), ce qui fausse l'installation et provoque une courbure. Mettre à niveau les doigts de la butée arrière avec une jauge d'épaisseur — ou programmer une légère butée conique (un biais progressif de 0,010 pouce / 0,25 mm) — peut éliminer les “ courbures mystérieuses ” qui ressemblent à de la déflexion mais qui sont en réalité dues à un référencement incohérent.
Une réalité d'atelier qui compte : beaucoup de courbures “ causées par l'opérateur ” proviennent en fait d'une dérive de l'axe Y au fil des cycles répétés. Réinitialiser le zéro de l'axe Y avec un comparateur à cadran selon un calendrier (par exemple, toutes les 50 pièces lors de longues séries) est une méthode rudimentaire, mais efficace lorsque la machine ne dispose pas d'une compensation en boucle fermée plus précise.
Les marques de matrice profondes sont un problème de contact de surface, pas un problème d'angle. L'acier inoxydable 304 poli peut subir des entailles d'environ 0,003 à 0,005 pouce (0,07 à 0,12 mm) de profondeur lorsque vous travaillez à la pression nominale maximale avec un outillage en V standard. Les coupables habituels sont la pression de frappe ou une ouverture de matrice trop étroite, qui concentre la pression de contact sur une ligne étroite.
Deux solutions de première ligne règlent la plupart des cas. Premièrement, réduisez la pression : lors des pliages en l'air, vous pouvez souvent travailler à environ 70 % de la pression nominale et obtenir l'angle souhaité en compensant par une surpliure. Ce compromis — moins de force, une correction du retour élastique plus délibérée — élimine souvent l“” ombre en V » visible à travers l'atelier. Deuxièmement, ajoutez une barrière sacrificielle : un film protecteur en polyéthylène (PE) de 0,004 pouce (0,1 mm) dans la matrice en V peut offrir une finition quasi sans rayures sur les pièces esthétiques.
Le film a ses propres propriétés physiques. Il ajoute environ 0,002 pouce (0,05 mm) d'interférence, vous devrez donc peut-être augmenter la profondeur du poinçon d'environ 0,001 pouce (0,025 mm) pour éviter un sous-pliage. Traitez l'usure du film comme un consommable : pour les travaux à grand volume, le remplacer après quelques centaines de coups (environ 500 comme règle pratique basée sur un journal de bord) aide à éviter que des marques “ aléatoires ” ne réapparaissent en cours de production.
Une technique à essayer : Arrêtez de considérer les tableaux de tonnage comme une autorisation d'utiliser la force maximale. De nombreux articles suggèrent de “ calculer le tonnage, puis de l'appliquer ”. Pour les pièces esthétiques ou les travaux sujets aux fissures, inversez l'habitude : commencez au tonnage minimum qui vous donne un pliage en l'air stable (souvent 60 à 85 % du tableau), puis ajoutez le bombage ou la compensation d'angle. Si le défaut s'améliore immédiatement, vous avez confirmé un mode de défaillance lié à la pression — sans changer d'outils ni de matériau — et vous avez conservé la possibilité de régler l'angle avec une surpliure contrôlée plutôt qu'avec une profondeur forcée.
La plupart des conseils d'arrêt se résument à “ éteindre et nettoyer ”. Le vrai danger est l'énergie stockée: pression hydraulique, poids du coulisseau, charge électrique résiduelle, ou même une matrice seulement à moitié serrée. Une presse plieuse qui semble “ éteinte ” peut encore bouger avec suffisamment de force pour écraser des doigts ou détruire l'outillage. L'arrêt ne concerne pas seulement la sécurité — il évite également d'endommager les joints, réduit le temps de préparation du matin et protège l'alignement afin que l'équipe suivante obtienne des pliages cohérents au lieu d'une session de dépannage.
Laisser une presse plieuse hydraulique à l'arrêt pendant la nuit avec le coulisseau sous charge maintient une pression continue sur les joints et les valves. Cette contrainte constante accélère l'usure des joints, augmentant les risques de fuites — ou d'une panne majeure — lors du redémarrage. Le paradoxe est que les capteurs de surcharge et les soupapes de décharge ne rendent pas cela “ sûr ”. Ils peuvent purger lentement pendant que la machine est à l'arrêt, puis permettre à la force résiduelle de monter en flèche au démarrage — exactement le type de choc qui brise les composants plus rapidement qu'une simple erreur d'opérateur.
L'arrêt signifie supprimer la charge, pas seulement arrêter le mouvement. Amenez le coulisseau dans une position stable et supportée comme spécifié par le fabricant, puis isolez complètement la source d'énergie. Sur les machines hydrauliques, traitez toute période d'inactivité ou tout changement d'outil comme une situation de consignation (LOTO) : isolez et verrouillez l'alimentation afin que la machine ne puisse pas effectuer de cycle — ou tomber — de manière inattendue. C'est important car les vérins hydrauliques peuvent dériver à cause de fuites de valves ou de la gravité ; “ ça ne bouge pas ” est la raison pour laquelle des mains finissent dans des points de pincement. La norme ANSI B11.3 exige une protection efficace et un contrôle de l'énergie ; interrompre un cycle en cours n'est pas un état sûr.
Les presses plieuses mécaniques présentent des risques différents : énergie mécanique stockée et comportement du frein/embrayage. Une pratique courante consiste à placer le coulisseau au point mort bas avant l'arrêt, puis à couper l'alimentation des commandes et à empêcher tout actionnement involontaire — utilisez la goupille de verrouillage le cas échéant, ou retirez et sécurisez la pédale. Le point mort bas permet de réduire le risque de descente inattendue, mais cela ne remplace pas une isolation énergétique appropriée.
Pour les arrêts prolongés (plus de deux mois), ne laissez pas le système hydraulique stagner. Faites tourner la pompe sans charge pendant environ 20 à 30 minutes chaque semaine pour faire circuler l'huile et maintenir les joints lubrifiés. Cette habitude simple aide à prévenir les dommages liés aux démarrages à sec et l'apparition de fuites tant qu'elles sont encore mineures.
Le retrait de l'outillage est le moment où les “ raccourcis de fin de poste ” se transforment en retards pour le poste suivant — ou en blessures. La séquence la plus sûre consiste à garder les mains hors de l'espace de travail de la matrice et à empêcher tout cycle inattendu. Utilisez les boutons-poussoirs pour abaisser le coulisseau près de la matrice inférieure sans toucher le fond, puis coupez la clé de l'opérateur avant de desserrer les brides et de faire glisser l'outillage. Cette étape de coupure est importante : l'alimentation résiduelle et la logique de contrôle peuvent déclencher des “ cycles fantômes ” au redémarrage si quelqu'un a heurté une pédale ou si un état de contrôle a été laissé armé. Les ateliers qui standardisent le “ Coulisseau bas + Clé retirée ” réduisent considérablement ces surprises au redémarrage, et une simple étiquette au poste de commande forme les nouveaux opérateurs plus rapidement que n'importe quel discours.
Inspectez pendant que c'est encore frais. Les poinçons et matrices fissurés, ébréchés ou déformés sont une cause fréquente de blocages lors du poste suivant, car ils peuvent se déplacer sous la charge, fausser l'alignement et rendre le comportement de la tôle imprévisible. Une vérification visuelle rapide maintenant est bien plus précieuse que de découvrir des dommages en cours d'exécution, lorsque la pression sur le matériel et le planning est à son comble.
L'organisation fait la différence entre une mise en place de cinq minutes et une chasse au trésor de vingt minutes. Stockez les matrices dans des racks étiquetés par taille d'ouverture en V et par rayon de poinçon. En règle générale, de nombreux pliages sont performants avec une ouverture en V d'environ 8 fois l'épaisseur du matériau — mais les étiquettes de vos racks doivent refléter vos normes d'atelier réelles afin que l'opérateur suivant ne “ bricole pas ” avec le mauvais V, introduisant ainsi une variation d'angle. Pour les périodes d'inactivité supérieures à deux mois, enveloppez l'outillage dans du papier VCI (inhibiteur de corrosion volatil) ou équivalent et protégez les bords ; la corrosion sur les surfaces de travail modifie la régularité du pliage et accélère l'usure.
Une presse plieuse tombe rarement en panne sans avertissement — elle tombe en panne après que les avertissements n'ont pas été enregistrés. Le journal de l'opérateur est le pont entre “ quelque chose semblait anormal ” et une réparation de maintenance, avant que les temps d'arrêt ne deviennent coûteux. Enregistrez les anomalies immédiatement et en termes concrets : “ sifflement aigu lors de la descente à ~80 % de la capacité ”, “ le coulisseau continue sur sa lancée ~2 secondes après le relâchement ”, ou “ claquement au fond près du côté gauche ”. Des détails spécifiques permettent à un technicien de reproduire la condition au lieu de deviner.
Si le coulisseau ne s'arrête pas immédiatement lorsque vous relâchez les commandes, considérez cela comme une urgence. L'inertie indique une usure des freins ou un problème de contrôle et doit être signalée et corrigée avant la prochaine exécution. Les vérifications de fin de poste doivent également confirmer la réponse de sécurité : bloquez le capteur du rideau lumineux (le coulisseau doit s'arrêter instantanément) et testez les arrêts d'urgence depuis chaque position d'opérateur. Toute réponse lente peut signaler une usure des joints hydrauliques ou une dégradation du système de contrôle — exactement le type de problème qui transforme des “ claquements étranges ” en une reconstruction majeure du coulisseau.
Un tableau simple rend le journal pratique et exploitable :
| Type de bruit | Cause probable | Journal + Correction |
|---|---|---|
| Sifflement à la descente | Cavitation hydraulique | Vérifiez le niveau d'huile ; effectuez un cycle à vide |
| Inertie après relâchement | Usure des freins | Faites régler le frein par un superviseur avant la prochaine série |
| Claquement en bas | Désalignement de la matrice | Remettre en place sous une légère pression ; revérifier les brides |
Pour les arrêts saisonniers, documentez le niveau d'huile de référence et l'état du reniflard (sécheresse/contamination). En plus d'une circulation hebdomadaire à vide, ces notes permettent de détecter précocement la plupart des problèmes d'étanchéité et de cavitation. En mode double opérateur, enregistrez également les problèmes de synchronisation des commandes : si une pédale ou un bouton-poussoir accuse un retard, cela peut masquer un problème de frein en développement, jusqu'à ce qu'une équipe en solo le découvre à ses dépens.


















