

Letzten Monat sah ich zu, wie ein neuer Bediener zwanzig Minuten lang mit einem Stempel kämpfte, weil der Verkäufer ihm gesagt hatte: “Das ist amerikanischer Stil — das passt.” Der Schaft glitt hinein. Die Schrauben wurden angezogen. Der Stößel kam herunter.
Das Teil wölbte sich immer noch in der Mitte und öffnete sich an den Enden.
Er gab immer dem Programm die Schuld. Ich beobachtete weiterhin, wie sich das Werkzeug unter Last verschob. Was, glauben Sie, ist dem Maschinen eigentlich wichtig?
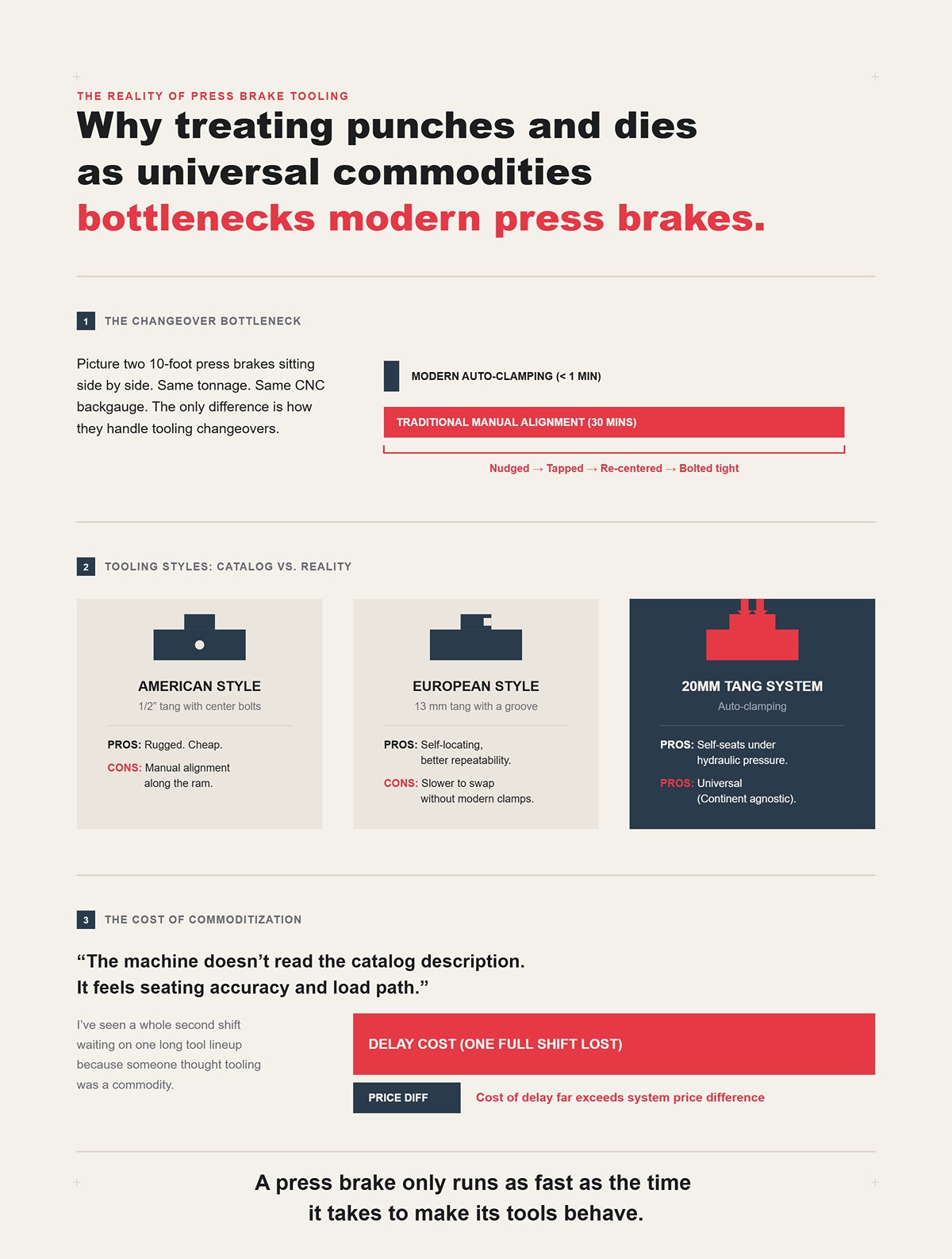
Stellen Sie sich zwei 3-Meter-Abkantpressen nebeneinander vor. Gleiche Tonnage. Gleicher CNC-Hinteranschlag. Die eine wechselt Werkzeuge in weniger als einer Minute; die andere braucht eine halbe Stunde pro Umrüstung, weil der Stempel nachjustiert, geklopft, neu ausgerichtet und entlang des Balkens festgeschraubt werden muss.
Beide sind nach “Region” gekennzeichnet.”
Amerikanischer Stil mit mittigen Schrauben? Robust. Günstig. Beliebter Halbzoll-Schaft. Aber jedes Segment muss von Hand entlang des Stößels ausgerichtet werden. Europäischer Stil mit 13 mm Schaft und Nut? Selbstzentrierend, bessere Wiederholgenauigkeit, aber langsamer zu wechseln, es sei denn, das Spannsystem ist modern. Dann gibt es 20-mm-Schaftsysteme mit automatischer Klemmung, die sich unter hydraulischem Druck selbst setzen — denen ist egal, auf welchem Kontinent man sich befindet.
Die Maschine liest keine Katalogbeschreibung. Sie spürt die Sitzgenauigkeit und den Kraftfluss.
Nennen Sie es amerikanisch. Nennen Sie es europäisch. Wenn die Spannfläche schmal ist und das Sitzen davon abhängt, wie rechtwinklig Sie eine Schraube angezogen haben, ist Ihr “Stil” gerade zum Engpass geworden. Ich habe gesehen, wie eine ganze Spätschicht auf eine lange Werkzeugausrichtung wartete, nur weil jemand dachte, Werkzeug sei eine Handelsware — diese Verzögerung kostete mehr als den Preisunterschied zwischen den Systemen.
Und hier die Realität: Eine Abkantpresse läuft nur so schnell, wie es dauert, ihre Werkzeuge zum Funktionieren zu bringen.
Lassen Sie uns über “passt schon” sprechen.”
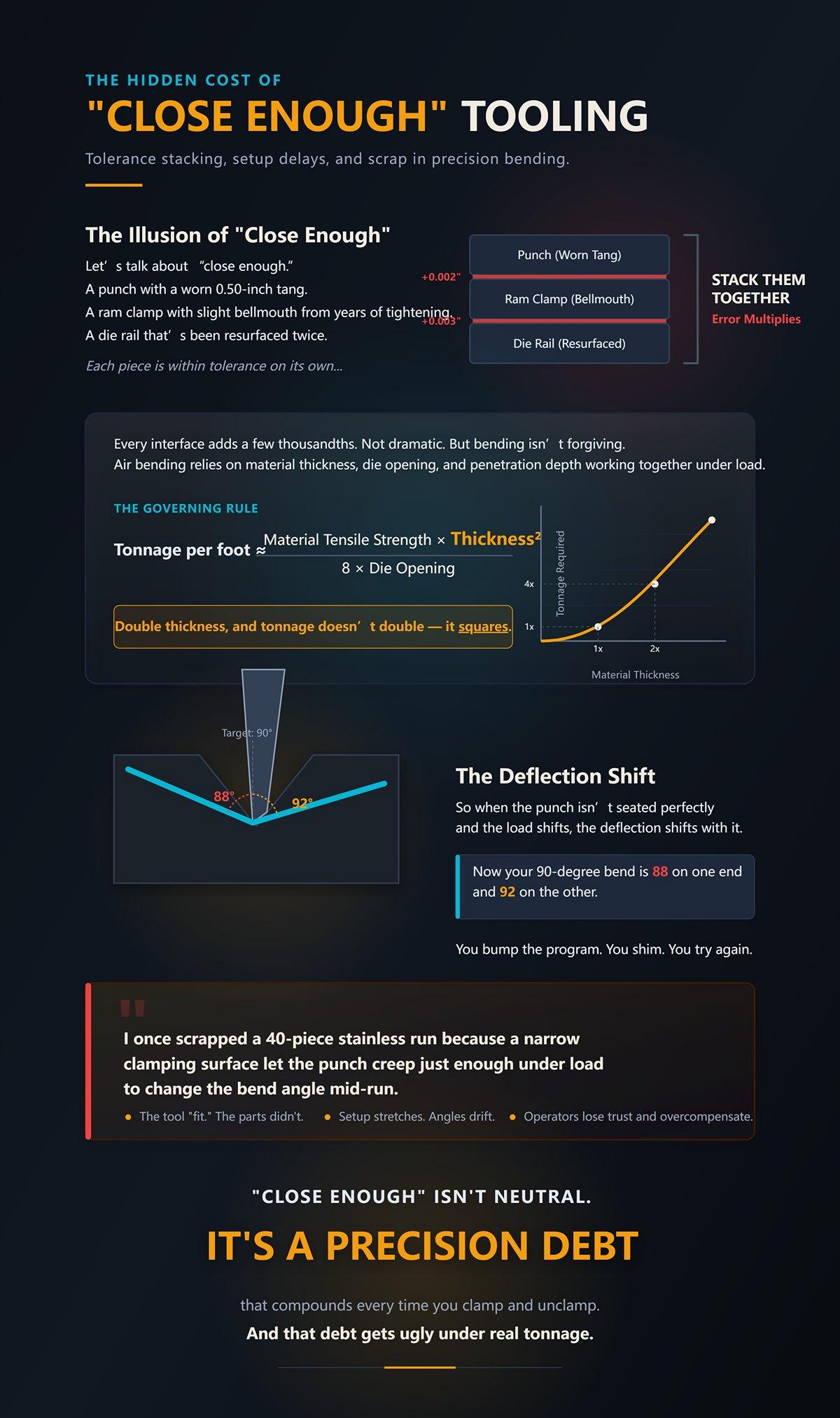
Ein Stempel mit abgenutztem 0,50-Zoll-Schaft. Eine Stößelklemme mit leichter Aufweitung nach jahrelangem Festziehen. Eine Matrizenauflage, die zweimal nachbearbeitet wurde. Jedes Teil für sich liegt innerhalb der Toleranz.
Kombinieren Sie sie.
Jede Schnittstelle fügt einige Tausendstel hinzu. Nicht dramatisch. Aber Biegen verzeiht nichts. Luftbiegen hängt von Materialstärke, Matrizenöffnung und Eindringtiefe zusammen unter Last ab — und die Kraft steigt schnell. Die alte Regel, die Sie gelernt haben, gilt immer noch: Tonnage pro Fuß ≈ (Materialzugfestigkeit × Stärke²) ÷ (8 × Matrizenöffnung). Verdoppeln Sie die Stärke und die Tonnage verdoppelt sich nicht — sie vervielfacht sich quadratisch.
Wenn der Stempel also nicht perfekt sitzt und die Last sich verschiebt, verschiebt sich auch die Durchbiegung. Nun ist Ihr 90-Grad-Bogen am einen Ende 88 und am anderen Ende 92 Grad. Sie passen das Programm an. Sie unterlegen. Sie versuchen es erneut.
Ich habe einmal einen Edelstahlauftrag von 40 Stück verschrottet, weil eine schmale Spannfläche den Stempel gerade genug unter Last kriechen ließ, um den Biegewinkel mitten im Lauf zu verändern. Das Werkzeug “passte”. Die Teile nicht.
Einrichtung dehnt sich. Winkel driften. Bediener verlieren das Vertrauen in die Maschine und beginnen, zu überkompensieren.
“Nahe genug” ist nicht neutral. Es ist eine Präzisionsschuld, die sich jedes Mal summiert, wenn du einspannst und wieder löst.
Und diese Schuld wird unter realer Tonnage hässlich.

Du gibst ernsthaft Geld für eine neue CNC-Abkantpresse aus. Kronensystem. Laserwinkelmessung. Hydraulische Spannvorrichtung, ausgelegt für volle Kapazität.
Dann schiebst du zwanzig Jahre alte Abschnittswerkzeuge hinein, weil sie “amerikanischer Standard” sind und noch verwendbar.
Der Stößel ist mikrometergenau. Die Spannvorrichtung übt gleichmäßigen Druck aus. Aber die Geometrie der Zunge ist immer noch dieselbe – schmale Auflage, manuelle Ausrichtung, kleine Kontaktfläche. Die Präzision kommt oben in den Stapel hinein und entweicht an der Schnittstelle.
Es ist, als würdest du einen Rennmotor an eine Antriebswelle mit Spiel in den Verzahnungen schrauben. Die Pferdestärken sind da. Die Kontrolle nicht.
Moderne 20-mm-Zungensysteme mit selbstsitzender Mechanik wurden nicht wegen Geographie verbreitet. Sie haben sich durchgesetzt, weil sie die Last über mehr Fläche verteilen und menschliche Ausrichtungsfehler beseitigen. Federknöpfe für leichte Werkzeuge. Stifte für schwere. Hydraulische Spannvorrichtungen, die das Werkzeug jedes Mal in einen wiederholbaren Sitz ziehen. Das ist Physik, die ein Problem löst, nicht Marketing, das eine Namenskonvention löst.
Wenn deine neue Abkantpresse immer noch davon abhängt, dass du einen Stempel mit einem Schonhammer in Position klopfst, hast du das System nicht aufgerüstet – du hast nur die Hälfte davon aufgerüstet.
Und hier ist die Denkweise, die ich von dir brauche: Hör auf zu fragen, wo das Werkzeug entwickelt wurde, und fang an zu fragen, wie die Last vom Stößel über den Stempel zum Material und zur Matrize wandert.
Denn dem Stahl ist egal, wie du ihn nennst.
Du stehst vor einem Datenblatt. Es sagt Amerikanisch. Es sagt Europäisch. Es sagt Wila-kompatibel.
Du willst wissen: Welche Maße sagen mir tatsächlich, ob das Ding den ganzen Tag gerade Teile biegt, ohne dass ich nachjustieren muss?
Beginne mit drei Zahlen: Zungendicke, Breite der Auflagefläche und zulässige Last pro Fuß. Schau dir dann an, wie die Spannvorrichtung das Werkzeug in Position zieht – Schraubendruck, Keilwirkung, hydraulisches Einziehen. Das ist der Lastpfad. Das ist die Wiederholgenauigkeit.
Nach Region auszuwählen ist, als würdest du einen Motor nach der Farbe des Ventildeckels kaufen. Das Emblem ist kosmetisch. Das Drehmoment ist mechanisch.
Lass uns die vier Systeme so aufschlüsseln, wie der Stahl sie spürt – nach ihrer Sitzweise, ihrer Tragfähigkeit und ihrem Verhalten nach dem hundertsten Werkzeugwechsel.
Ich habe in meinem Leben Meilen von Werkzeugen mit 0,50-Zoll-Zunge eingerichtet. Schiebe die Zunge in den Schlitz. Ziehe die Mittelschraube fest. Klopfe den Abschnitt mit einem Schonhammer, bis er sich mit seinem Nachbarn ausrichtet. Geh den Balken entlang. Wiederholen.
Es funktioniert. Deshalb ist es immer noch überall.
Aber schau dir die Schnittstelle an. Eine halbzöllige Angel. Schmale Auflagefläche. Die Ausrichtung wird durch das Auge und die Muskelkraft des Bedieners bestimmt. Die Klemmung drückt gerade hinein; sie zentriert sich nicht selbst. Jeder Werkzeugwechsel ist eine kleine Verhandlung zwischen Stahl und menschlichem Urteilsvermögen.
Vergleiche nun gehobelte mit präzisionsgeschliffenen amerikanischen Werkzeugen. Gehobelte Werkzeuge sind auf Maß bearbeitet, jedoch nicht über die gesamte Länge feingeschliffen. Du wirst leichte Abweichungen von Abschnitt zu Abschnitt sehen – ein paar Tausendstel hier, ein paar dort. Bei einem kurzen Teil fällt das vielleicht nie auf. Bei einem Drei-Meter-Stück summieren sich diese Tausendstel.
Präzisionsgeschliffene amerikanische Werkzeuge verringern diese Abweichung. Bessere Oberflächengüte. Geradere Abschnitte. Konstantere Höhe über den gesamten Träger hinweg.
Aber die Geometrie der Angel hat sich nicht verändert.
Unter Belastung klemmt die Vorrichtung immer noch auf einer relativ kleinen Kontaktfläche. Wenn die Tonnage steigt – dickeres Material, schmalere V-Matrize – konzentriert sich die Durchbiegung an dieser Schnittstelle. Wenn die Auflagefläche nicht perfekt rechtwinklig ist, kann sich der Stempel minimal verschieben, bevor die volle Last anliegt.
Ich habe einmal gesehen, wie eine gesprungene Matrize von einer Abkantpresse kam, weil der Stempel an einem Ende nicht vollständig auflag. Schweres Blech, nahe der Kapazitätsgrenze. Die Last wanderte zur hohen Seite, überlastete die Schulter der Matrize und spaltete sie sauber. Das Werkzeug war nicht “falsch”. Die Schnittstelle war unnachgiebig.
Wann wird also das Arbeitstier zur Belastung? Wenn die Bauteillänge Abschnittsabweichungen vervielfacht, wenn deine Tonnage den oberen Bereich erreicht oder wenn du Werkzeuge mehrmals pro Schicht wechselst und Mikrometer-Wiederholgenauigkeit von einem System erwartest, das von manueller Ausrichtung abhängt.
Amerikanische Werkzeuge sind nicht veraltet. Sie sind ehrlich. Sie liefern genau die Präzision, die deine Einrichtungskonsequenz verdient.
Treibst du es darüber hinaus, verlangt es Zinsen.
Nimm nun eine 13-mm-Angel mit einer hinteren Nut. Schiebe sie in eine passende Klemmung. Während die Klemmung sich schließt, zieht sie das Werkzeug nach oben und hinten in eine definierte Sitzfläche. Du klopfst es nicht in Position – die Geometrie erledigt das für dich.
Das ist der Vorteil des Promecam-Stils: mechanische Selbstpositionierung.
Die Umrüstzeit sinkt, weil die Ausrichtzeit sinkt. Wichtiger noch: die Wiederholgenauigkeit der Auflage verbessert sich, weil die Klemmung die Kraft entlang einer geneigten Fläche ausübt, die das Werkzeug in jeder Bewegung gleich positioniert.
Hier ist der Kompromiss.
Diese Angel ist schlanker als ein 20-mm-Schwerlastsystem. Die Kontaktfläche ist kleiner. Das System ist in der Regel für leichte bis mittlere Tonnagearbeiten ausgelegt, es sei denn, es wird mit verstärkten Haltern kombiniert. Du kannst damit durchaus anspruchsvolle Arbeiten ausführen – aber du musst die Belastungstabelle respektieren.
Und erinnere dich an etwas beim Luftbiegen: der Innenradius wird hauptsächlich durch die Öffnung der Matrize bestimmt, nicht durch das Profil des Stempels. Wenn du Weichstahl mit einem 1T-Stempelradius (Spitzenradius etwa gleich der Materialdicke) luftbiegst, hängt deine Winkelkonstanz stärker von einer gleichmäßigen Eindringtiefe und Matrizweiten ab als von exotischen Stempelformen.
Was, glaubst du, interessiert die Maschine eigentlich?
Sie interessiert sich dafür, dass der Stempel jedes Mal gleich aufsitzt, damit die Eindringtiefe in einen vorhersehbaren Winkel übersetzt wird. Die selbstzentrierende Geometrie unterstützt das. Aber wenn du die Angel über ihre zulässige Tonnage pro Fuß hinaus belastest, rettet dich die Selbstzentrierung nicht vor elastischer Verformung in der Halterung.
Der europäische Stil glänzt in Umgebungen mit hoher Variantenvielfalt und mittlerer Tonnage, wo reproduzierbare Ausrichtung und schnelle Wechsel mehr zählen als rohe Kapazität. Ignorierst du die Gewichtsbeschränkungen, erwartest du von einer schlanken Schnittstelle, sich wie eine massive zu verhalten.
Stahl verhandelt nicht mit Ihrem Zeitplan.
Beim ersten Einsatz eines 20-mm-Tangs mit hydraulischer Klemmung fühlt es sich anders an. Sie heben das Werkzeug an. Es greift ein. Die Klemmung schließt. Das System zieht das Werkzeug auf eine gehärtete Referenzfläche über eine breite Kontaktfläche.
Kein Klopfen. Kein Unterlegen. Kein Rätselraten.
Leichte Sektionen verwenden oft federbelastete Knöpfe für eine schnelle Platzierung; schwerere Sektionen wechseln zu einem Stiftverriegelungsmechanismus. Gleiche Geometrie, unterschiedliche Haltemethode je nach Gewicht. Dieses Detail ist wichtig — denn der Geschwindigkeitsvorteil ist am größten, wenn Sie wiederholt leichteres, segmentiertes Werkzeug handhaben.
Mechanisch erhöht der 20-mm-Tang die Auflagefläche zwischen Werkzeug und Stößel. Mehr Fläche bedeutet geringere Kontaktspannung bei gleicher Belastung. Unter hoher Tonnage pro Fuß führt das zu weniger lokaler Verformung und besserer langfristiger Wiederholgenauigkeit.
Also, gleicht die Rüstgeschwindigkeit den Preis aus?
Wenn Sie die Werkzeuge einmal täglich wechseln, wahrscheinlich nicht. Wenn Sie kurze Serien fahren — sagen wir fünf bis zehn Rüstungen pro Schicht — und jede traditionelle manuelle Ausrichtung fünfzehn Minuten frisst, verbrennen Sie täglich über eine Stunde nur damit, Werkzeuge zum Mitspielen zu bewegen.
Und hier die Realität: Eine Abkantpresse läuft nur so schnell, wie es dauert, ihre Werkzeuge zum Funktionieren zu bringen.
Der Aufpreis hat nichts mit Geografie zu tun. Es geht darum, Rüstzeit zurückzukaufen und die Schnittstellenpräzision unter Last zu schützen. Für mittelvolumige, stark gemischte Werkstätten neigt sich die Rechnung oft zum breiteren Tang und hydraulischen Einziehen. Für lange, stabile Aufträge schrumpft der Gewinn.
Geschwindigkeit zahlt sich nur aus, wenn Sie tatsächlich etwas ändern.
Ich habe gesehen, wie Werkstätten teure selbstsitzende Werkzeuge bestellt haben — und sie dann in eine alte manuelle Klemmung geschraubt haben, die für einen geraden 0,50-Zoll-Tang ausgelegt war. Sie haben es mit Adaptern “passend” gemacht.
Adapter ändern den Lastpfad.
Eine manuelle Klemmung erzeugt Punktdruck dort, wo die Schraube sitzt. Eine hydraulische Klemmung verteilt die Kraft gleichmäßig entlang des Trägers. Pneumatische Systeme liegen dazwischen — schneller als manuell, typischerweise weniger Kraft als hydraulisch.
Wenn Ihre Maschine eine manuelle Klemmung hat, führt jeder Werkzeugwechsel menschliche Ausrichtungsfehler wieder ein, egal wie ausgefeilt die Tang-Geometrie dahinter ist. Wenn sie eine hydraulische Klemmung hat, die für volle Tonnage ausgelegt ist, bedeutet der Betrieb von schmalen, schwach unterstützten Werkzeugen, dass Kapazität ungenutzt bleibt und die Schnittstellenbelastung steigt.
Ihr Klemmsystem entscheidet, welche Werkzeuge Sie sicher und wiederholbar betreiben können, lange bevor Ihr Budget mitreden darf.
Ich habe einmal einen eiligen Aluminiumauftrag verschrottet, weil ein Adapterstapel gerade genug Flex eingeführt hat, dass die Winkelmessungen mitten im Lauf abdrifteten. Wir jagten dem Programm eine Stunde lang hinterher, bevor wir es auf die Klemmschnittstelle zurückführten. Der Werkzeugkatalog sah kompatibel aus. Der Lastpfad war es nicht.
Manuelle Klemmungen bevorzugen robuste, verzeihende Geometrien. Hydraulische Klemmungen erschließen Präzisionssysteme, die auf gleichmäßige Einziehkraft angewiesen sind. Pneumatische Systeme erfordern, dass Sie sowohl Geschwindigkeits- als auch Kraftwerte prüfen, bevor Sie von Austauschbarkeit ausgehen.
Hier fallen die regionalen Bezeichnungen völlig auseinander.
Die Frage ist nicht Amerikanisch oder Europäisch. Sie lautet: wie wird das Werkzeug in seinen Sitz gezogen, über wie viel Oberfläche, und bei welcher Tonnage pro Fuß?
Beantworte das, und die Hälfte der Kauffehler verschwindet.
Ignorierst du es, wirst du weiterhin der CNC die Schuld geben für das, was die Schnittstelle deutlich sichtbar verursacht.
| Abschnitt | Inhalt |
|---|---|
| Titel | Manuell vs. Hydraulisch vs. Pneumatisch: Wie das Klemmsystem Ihrer Maschine sofort ganze Werkzeugkategorien ausschließt |
| Kernbeobachtung | Werkstätten bestellen oft hochwertiges, selbstsitzendes Werkzeug und bauen es in alte manuelle Spannsysteme ein, die für einen geraden 0,50-Zoll-Mitnehmer ausgelegt sind, und verwenden Adapter, um es passend zu machen. |
| Schlüsselprinzip | Adapter ändern den Lastpfad. |
| Manuelles Spannen | Übt Punktdruck dort aus, wo die Schraube sitzt. Führt bei jedem Werkzeugwechsel unabhängig von der Mitnehmergeometrie menschliche Ausrichtungsfehler wieder ein. Bevorzugt robuste, verzeihende Geometrien. |
| Hydraulisches Spannen | Verteilt die Kraft gleichmäßig entlang des Trägers. Wenn auf volle Tonnage ausgelegt, bedeutet der Einsatz von schmalem oder leicht gestütztem Werkzeug Kapazitätsverschwendung und erhöht die Schnittstellenbelastung. Ermöglicht Präzisionssysteme, die von einer konstanten Einzugskraft abhängen. |
| Pneumatisches Spannen | Liegt zwischen manuellen und hydraulischen Systemen. Schneller als manuell, typischerweise weniger Kraft als hydraulisch. Erfordert die Überprüfung sowohl der Geschwindigkeits- als auch der Kraftwerte, bevor man die Austauschbarkeit annimmt. |
| Praktische Erkenntnis | Das Spannsystem bestimmt, welches Werkzeug sicher und reproduzierbar betrieben werden kann, noch bevor die Budgetüberlegungen kommen. |
| Praxisbeispiel | Ein Eilauftrag aus Aluminium wurde verschrottet, weil ein Adapterstapel Flexibilität verursachte und dadurch während des Laufs ein Winkeldrift entstand. Das Problem ließ sich auf die Klemm-Schnittstelle zurückführen, nicht auf das Programm. Der Werkzeugkatalog schien kompatibel, aber der Lastpfad war es nicht. |
| Kritische Frage | Nicht amerikanisches vs. europäisches Werkzeug — sondern wie das Werkzeug in seinen Sitz gezogen wird, über wie viel Fläche und mit welcher Tonnage pro Fuß. |
| Fazit | Das Beantworten dieser Schnittstellenfragen verhindert viele Kauffehler. Ihre Ignorierung führt dazu, dass die CNC für Probleme verantwortlich gemacht wird, die durch die Spann-Schnittstelle entstehen. |
Stell dir Folgendes vor: 0,125-Zoll-Mildstahl, 10 Fuß lang, 90-Grad-Biegung. Du hast eine 175-Tonnen-Hydraulikpresse. Die Matrizenablage bietet eine 0,75-Zoll-V und eine 1,0-Zoll-V.
Welche hält dich aus Schwierigkeiten heraus?
Beginnen Sie mit dem Regel der 8: V = 8 × T. Für Material mit einer Dicke von 0,125 Zoll ergibt das ein 1,0-Zoll-V. Nicht, weil Europa es so festgelegt hat. Nicht, weil Amerika etwas Massiveres bevorzugt. Sondern weil bei achtfacher Dicke das Material einen vorhersehbaren Innenradius bilden kann – etwa 0,16 Zoll bei Baustahl – und die Tonnage pro Fuß in dem Bereich bleibt, für den Ihre Maschine und Ihr Werkzeug ausgelegt sind.
Dieser Multiplikator ist kein Folklore. Er ist das Scharnier zwischen Geometrie und Kraft. Weichen Sie davon ab, ändert sich der Kraftfluss auf eine Weise, die Ihr Stößel, Ihre Matrizenauflagen und Ihre Spannvorrichtung mit Sicherheit bemerken werden.
Stahl verhandelt nicht mit Ihrem Zeitplan.
Lassen Sie uns die Zahlen durchgehen, statt über Markennamen zu streiten.
Für Luftbiegen von Baustahl mit einer Zugfestigkeit von 60.000 PSI ist die Tonnage pro Fuß grob proportional zu T² / V. Halbieren Sie die V-Öffnung, und Sie verdoppeln beinahe die benötigte Tonnage. Gleiches Material. Gleiche Dicke. Nur ein engeres V.
Wenn Ihr 0,125-Zoll-Blech also von einem 1,0-Zoll-V auf ein 0,75-Zoll-V wechselt, weil “wir einen engeren Radius brauchen”, springt Ihre Tonnage pro Fuß stark nach oben. Nicht sanft. Stark.
Skalieren Sie das nun auf 10 Fuß.
Bei einem synchronisierten hydraulischen Abwärtsdruck läuft diese zusätzliche Anforderung als höherer Hydraulikdruck, mehr Stößeldurchbiegung in der Mitte und höhere konzentrierte Belastung an den Matrizenauflagen auf. Der Rahmen interessiert sich nicht dafür, wie der Werkzeugkatalog die Matrize genannt hat. Er interessiert sich für das Biegemoment.
Was denken Sie, worauf die Maschine tatsächlich achtet?
Sie achtet darauf, dass die Kraftkurve innerhalb ihrer Nennkapazität bleibt – sowohl bei der Gesamttonnage als auch bei der Tonnage pro Fuß. Elektrische Bremsen sind noch weniger nachsichtig; sie begrenzen oft die Spitzenkraft niedriger als vergleichbare Hydraulikmaschinen. Eine Matrizenwahl, die auf einer 200-Tonnen-Hydraulikeinheit “in Ordnung” ist, kann einen Elektromotor am unteren Hub zum Stillstand bringen.
Und wenn Sie mitten im Auftrag vom Luftbiegen zum Aufsetzen wechseln, ohne neu zu berechnen?
Aufsetzen kann 3–5× so viel Tonnage wie Luftbiegen verlangen, weil das Material in vollen Kontakt mit den Matrizenflanken gezwungen wird. Dieser Kontakt vervielfacht den Widerstand. Ich habe erlebt, wie ein Team eine Arbeit sicher im Luftbiegen durchführte und dann die letzte Kante “zum Schärfen” aufsetzte. Die Matrize brach entlang des Schulterradius. Ein scharfer Knall. Auftrag beendet.
Hier ist Ihre klare Realität: Ignorieren Sie V = 8 × T, und die Tonnage steigt nicht linear – sie schießt in Bereiche des Lastdiagramms, die Sie nie betreten wollten.
Sie wollen einen engeren Innenradius als das Luftbiegen über eine 8×-Matrize Ihnen gibt. In Ordnung.
Luftbiegen formt den Radius hauptsächlich aus der Matrizenbreite und den Materialeigenschaften. Mit V = 8 × T, ergibt Weichstahl Ihnen etwa 16% von V als Innenradius. Das ist vorhersehbar. Wiederholbar. Einstellbar durch Eindringtiefe.
Durchdrücken ist anders. Sie zwingen das Blech, sich der Radiusspitze des Stempels und dem Matrizenwinkel anzupassen. Das ist plastische Verformung über mehr des Querschnitts. Mehr Kontakt. Mehr Reibung. Mehr Kraft.
Können Sie die Regel “schummeln”, indem Sie in einer schmaleren Matrize durchdrücken, um einen scharfen Radius zu erhalten?
Mechanisch ja. Praktisch tauschen Sie geometrische Kontrolle gegen steigende Kräfte. Die Maschine muss nun genug Last liefern, um sowohl die Streckgrenze als auch den vollständigen Flankenkontakt zu überwinden. Wenn Ihre Werkzeugschnittstelle – Nase, Klemme, Halter – für Luftbiegelasten ausgewählt wurde, haben Sie gerade das Spannungsregime geändert, ohne die Hardware zu ändern.
So entstehen Ausschussteile.
Und hier ist der subtile Teil: Luftbiegen ermöglicht Ihnen, den Winkel über die Hubtiefe zu korrigieren, weil Sie nicht vollständigen Material-Matrizen-Kontakt haben. Durchdrücken entfernt dieses Polster. Ihr Einstellfenster schrumpft. Stößeldurchbiegung fällt mehr ins Gewicht. Einstellungsparameter für Bombierung werden wichtiger. Werkzeugverschleiß zeigt sich schneller.
Also ja, Sie können die Regel umgehen.
Aber Sie sollten besser die Lastberechnung neu durchführen und bestätigen, dass Ihr Klemmsystem und die Matrizenbelastung für diesen neuen Kraftweg ausgelegt sind, sonst biegen Sie auf geliehener Kapazität.
Nehmen Sie nun die gleiche Dicke von 0,125 Zoll – aber wechseln Sie von 60.000 PSI Weichstahl zu 150.000 PSI 4140-Legierung.
Ihre Geometrie hat sich nicht verändert. Ihre V-Öffnung hat sich nicht verändert. Ihre Dicke hat sich nicht verändert.
Ihre erforderliche Kraft hat sich gerade vervielfacht um (150,000 / 60,000) = 2.5.
Das ist kein Rundungsfehler. Das ist manchmal eine neue Maschine.
Die gängigen Kraftdiagramme nehmen 60.000 PSI als Basis an. Der Korrekturfaktor ist einfach: Angepasste Kraft = Basiskraft × (Tatsächliche Zugfestigkeit / 60.000). Bei hochfestem Stahl kann dieser Faktor Ihre notwendige Kraft verdoppeln oder verdreifachen.
Fragen Sie sich jetzt: tut V = 8 × T immer noch “funktioniert”?
Geometrisch gesehen ja – es bietet immer noch einen vernünftigen Ausgangspunkt für die Radiuskontrolle beim Luftbiegen. Mechanisch gesehen kann jedoch die daraus resultierende Belastung die Tonnage-pro-Fuß-Bewertung der Matrize oder die Kapazität deiner Maschine überschreiten, insbesondere bei elektrischen Pressen mit geringerer Spitzenkraft.
Hier versagen regionale Bezeichnungen völlig. Eine 20-mm-Nut, eine 0,50-Zoll-Nut, eine hydraulische Spannvorrichtung, eine manuelle Spannvorrichtung – nichts davon hilft dir, wenn die Zugfestigkeit des Materials die erforderliche Tonnage über das hinaustreibt, was die Schnittstelle ohne Verformung trägt.
Du gibst die Regel der 8 nicht auf, weil sie falsch ist.
Du gibst die blinde Loyalität dazu auf, weil sich die Materialfestigkeit auf die Kraftseite der Gleichung auswirkt – und Kraft ist es, was Matrizen bricht und Halterungen dehnt.
Und hier ist die Realität: Wenn du die Zugfestigkeit nicht berücksichtigst, bevor du die Maschine lädst, erfolgt die Korrektur trotzdem – durch Durchbiegung, Überlastungsalarme oder beschädigtes Werkzeug.
Du hast die Tonnage neu berechnet, weil du dich davon entfernen musstest V = 8 × T. Gut. Jetzt starrst du auf eine tiefe Box mit 3-Zoll-Rückflanschen und stellst dir die eigentliche Frage: Wenn die Matrizenbreite durch Kraftgrenzen festgelegt ist, wie verhindere ich, dass der Stempel in mein eigenes Teil kracht, bevor ich den Winkel erreiche?
Ich habe einen jungen Mann beobachtet, der 10-Gauge-Stahl mit einem geraden Stempel in einen 4 Zoll tiefen Kanal laufen ließ, weil “der Radius stimmt”. Die ersten beiden Biegungen waren in Ordnung. Bei der dritten berührte der Rückflansch den Stempelkörper bei etwa 60 Grad. Er bemerkte es nicht. Der Biegestempel fuhr weiter. Der Flansch knickte, der Stempel splitterte an der Schulter – und wir mussten alles verschrotten. Eine falsche Profilwahl. Tausende verloren.
Wenn dein Stempelprofil die Geometrie, die du erzeugst, physisch nicht frei macht, treibt die Presse das Metall bereitwillig auf Metall, bis etwas Teures nachgibt.
Also hör auf, in Markennamen zu denken, und beginne, den Weg rückwärts zu konstruieren, den dein Teil um den Stempel herum nimmt.
Lege einen geraden Stempel und einen Schwanenhals-Stempel nebeneinander auf die Werkbank. Gleicher Spitzenradius. Gleicher Winkel. Der eine hat einen massiven Schaft, der gerade nach unten fällt; der andere schwingt zurück, um eine Kehlenfreiheit zu schaffen.
Der Tang rutschte hinein.
Beide lassen sich spannen. Beide erreichen dieselbe Tonnagebewertung, wenn Material und Matrize unverändert bleiben. Aber nur einer verschafft dir Raum, damit ein Rückflansch über 90 Grad schwenken kann, ohne in den Stempelkörper zu krachen.
Hier ist der Mechanismus. Beim Luftbiegen schwenkt das Blech um die Schultern der Matrize, während es sich um die Stempelspitze legt. Wenn sich der Winkel von 30 auf 90 Grad und darüber schließt, rotiert der zuvor gebogene Flansch nach oben. Je tiefer die Box und je länger der Flansch, desto weiter bewegt sich dieser Flansch in Richtung der vertikalen Masse des Stempels.
Kollision hat nichts mit Radius zu tun. Es geht um den Bewegungsraum.
Du kannst es skizzieren. Nimm deine Flanschlänge (F) und deine Kastentiefe (D). Wenn du dich 90 Grad näherst, beschreibt die Außenkante dieses Flansches einen Bogen, der ungefähr gleich F um das Zentrum der Stempelspitze ist. Wenn der Stempelkörper in diesen Bogenbereich eindringt, bevor du deinen Zielwinkel plus Rückfederungskompensation erreichst, war’s das.
Ein gerader Stempel kann einen 1-Zoll-Flansch auf einer flachen Wanne freimachen. Versuch jedoch einen 3-Zoll-Flansch bei einer 4-Zoll-tiefen Box, und du wirst vor 80 Grad Metall auf Metall treffen. Ein Schwanenhals, mit seiner entlasteten Kehle, verlagert die Masse des Stempels nach hinten und verschafft dir Freiraum, ohne Matrizenbreite oder Tonnage zu ändern.
Was denken Sie, worauf die Maschine tatsächlich achtet?
Nicht das Wort “Schwanenhals”. Es kommt darauf an, dass dein Lastpfad axial bleibt und du keine Seitenkräfte durch eine Kollision einleitest, die den Stößel verdreht und die Führungen beansprucht. Ein Aufprall während der Drehung erzeugt asymmetrische Kräfte. So beginnt man, Winkelabweichungen über das Bett hinweg zu jagen.
Wähle das Profil, das die Geometrie bei voller Drehung plus Rückfederung freihält. Alles andere ist Eitelkeit.
Jetzt kommen wir zu dem Fehler, den ich sogar bei erfahrenen Leuten sehe.
Beim Luftbiegen wird der endgültige Innenradius hauptsächlich durch die Matrizenöffnung und das Materialverhalten bestimmt, nicht durch den Stempelspitzenradius. Bei Weichstahl und einer Standardkonfiguration liegt der Innenradius bei etwa 15–20 % von V. Das ist Matrizenphysik.
Aber wenn du einen Stempel mit einem Spitzenradius wählst, der kleiner ist als dieser “natürliche” Luftbiegeradius, und dann tief genug drückst, um das Blech fest gegen diese Spitze zu zwingen, bist du gerade vom Luftbiegen in Richtung Bodenpressung – oder schlimmer, Prägung – gerutscht, ohne es zuzugeben.
JEELIX erklärt es klar: Luftbiegen benötigt die geringste Tonnage und weist die größte Rückfederungsstreuung auf; Bodenpressung erhöht Kontakt und Tonnage; Prägung verlangt die höchste Tonnage mit minimaler Rückfederung und nahezu keiner Flexibilität.
Der Mechanismus zählt. Beim Luftbiegen liegt der Kontakt an drei Punkten: Stempelspitze und zwei Matrizen-Schultern. Beim Bodenpressen berührt das Blech die Matrizenflanken. Beim Prägen komprimierst du das Material plastisch an der Spitzenradiuszone.
Das letzte erzeugt einen Kraftanstieg.
Stell dir 0,125 Zoll 304 Edelstahl über einer Matrize vor, die für Luftbiegen innerhalb der Maschinenleistung pro Fuß gewählt wurde. Du berechnest die Tonnage fürs Luftbiegen und bleibst im sicheren Bereich. Aber du montierst einen scharfen Stempel und drückst so lange, bis der Innenradius optisch der Stempelspitze entspricht. Du hast die Kontaktfläche und die plastische Deformationszone vergrößert. Dein Tonnagebedarf steigt jetzt Richtung Werte der Bodenpressung – oft das Dreifache des Luftbiegens.
Ich habe eine gebrochene Matrizen-Schulter genau durch diesen Schritt bei Edelstahl gesehen. Der Bediener schwor, er habe Luftgebogen. Das polierte Verschleißmuster auf den Matrizenflanken sagte etwas anderes.
Wenn dein Stempelspitzenradius kleiner ist als der Radius, den die Matrize bilden möchte, bekommst du keinen “engeren Biegewinkel”. Du erhöhst die Kraft und verringerst die Einstellbarkeit.
Und hier die klare Wahrheit: unbeabsichtigtes Prägen taucht nicht im Einrichterblatt auf – es zeigt sich als Überlastungsalarme oder gebrochene Werkzeuge.
Stell dir nun ein 6-Fuß-Teil mit vier unterschiedlichen Flanschlängen, zwei Freischnitten und einem Versatz in der Mitte vor. Du kannst es mit einem durchgehenden Standardstempel bearbeiten – wenn du bereit bist, für jedes Hindernis Werkzeuge herauszunehmen und jedes Mal neu zu justieren.
Oder du kannst es aus segmentierten Sektionen aufbauen, die dir erlauben, Merkmale freizuhalten, ohne eine komplette Demontage vorzunehmen.
Bei modernen Schnellspannsystemen – jene breiten 20 mm Einspannstile mit automatischer Sitzfunktion und Federunterstützung mit etwa 27 Pfund pro Segment – kannst du Sektionen in Sekunden wechseln und eine wiederholbare vertikale Positionierung beibehalten. Bei älteren manuellen Schraubsystemen, insbesondere schmalen Einspannstilen, birgt jeder Wechsel ein geringes Höhenabweichungsrisiko, sofern du nicht äußerst sorgfältig bist. Das ist kein Markenunterschied. Das ist Spannflächenbereich und Wiederholgenauigkeit.
Hier ist der Kompromiss.
Standardwerkzeuge in voller Länge sind steif und einfach. Weniger Verbindungen. Weniger Toleranzaufbau. Gut für gerade, wiederkehrende Jobs.
Segmentierte Werkzeuge bringen mehr Schnittstellen – bieten aber geometrische Freiheit. Du kannst Längen staffeln, um Laschen freizuhalten, Teillängenstempel für Innenflansche nutzen und Kollisionen vermeiden, die sonst Profilkompromisse erzwingen würden.
Flexibilität gewinnt, wenn die Geometrie komplex ist – vorausgesetzt, dein Spannsystem hält die Segmente unter Last in präziser Ausrichtung. Wenn die Spannvorrichtung Werkzeuge kriechen lässt oder sich nach Wechseln inkonsistent setzt, wird deine “Flexibilität” zu Winkelabweichungen und Nacharbeit.
Ich habe einmal einen kleinen Aluminiumdurchlauf verschrottet, weil segmentierte Werkzeuge in einer abgenutzten manuellen Klemmung nach mehreren Wechseln über das Bett um ein paar Tausendstel nach unten wanderten. Die Winkel veränderten sich. Wir jagten ihnen den ganzen Nachmittag hinterher.
Segmentiertes Werkzeug ist nicht das Problem. Unkontrollierte Klemmmechanik ist es.
Und hier die Realität: Eine Abkantpresse läuft nur so schnell, wie es dauert, ihre Werkzeuge zum Funktionieren zu bringen.
Sie haben nun gesehen, dass die Matrizenbreite eine Kraftentscheidung ist, das Stempelprofil eine Entscheidung über den Kollisionsbereich, und die Segmentierung eine Entscheidung über die Wiederholbarkeit der Klemmung. Stapeln Sie diese falsch, und die Maschine interessiert sich nicht dafür, wie der Katalog das Werkzeug genannt hat – sie wird Ihren Fehler in Kraftspitzen, Durchbiegung oder Ausschuss ausdrücken.
Also, wenn der Auftrag verlangt, dass Sie von V = 8 × T, abweichen, ist die nächste Frage nicht “Amerikanisch oder Europäisch?”
Sondern ob Ihre Maschine, Klemmung, Stempelgeometrie und Materialfestigkeit den Kraftpfad überstehen können, den Sie gleich erzeugen werden.
Möchten Sie eine Schritt-für-Schritt-Methode, um Stempelprofil, Spitzenradius und Segmentierung für ein komplexes Teil auszuwählen?
Fangen Sie hier an: Sobald die Geometrie frei ist und der Lastpfad sauber, ist Ihr nächster Filter einfach — was passiert, wenn sich die Tonnage in Bereichen konzentriert, vor denen der Katalog nie gewarnt hat.
Denn “Standard-Präzisionswerkzeug” ist nur so lange präzise, bis Sie es stark genug belasten, um es in Schrapnell zu verwandeln.
Ich habe gesehen, wie eine brandneue Präzisionsmatrize entlang der Schulter während eines Umschlagauftrags in Edelstahl aufriss. Kein Crash. Keine Panik des Bedieners. Nur ein stetiger Kraftanstieg, als sie den Umschlag schlossen, und dann ein Riss, der wie ein Gewehrschuss klang. Die Matrize war nicht falsch. Die Kennzeichnung war nicht falsch. Die Physik hatte sich geändert.
Wenn die Werkzeugwahl also ein Problem von Kraftpfad und Kollisionsmanagement ist, wird es hier teuer.
Umschläge und Versätze sind dort, wo die Tonnage aufhört, höflich zu sein.
Ein Standard-Luftbiegen verteilt die Kraft auf drei Kontaktpunkte. Ein Umschlag drückt das Material fast flach, treibt den Kontakt über eine breite Fläche und erhöht dabei die plastische Verformung erheblich. Das bedeutet, dass Ihre Tonnage von Luftbiegewerten in Richtung Durchdrücken steigt — manchmal bis zum Münzprägeniveau, je nach Material und Dicke. Kein Markenproblem. Ein Verformungsproblem.
Man kann einen Umschlag mit einem normalen Stempel und einer normalen Matrize stufen. Vorbiegen auf etwa 30 Grad, dann mit einem flachen Stempel platt drücken. Viele Werkstätten tun das.
Aber fragen Sie sich, was die Maschine tatsächlich interessiert.
Sie interessiert sich dafür, dass, wenn Sie diese Lasche flachdrücken, die Last nicht mehr am Spitzenpunkt konzentriert ist — sie verteilt sich entlang einer Linie, die besser darunter gestützt wird. Spezielle Umschlagmatrizen unterstützen diese Last mit angepasster Geometrie, sodass die Kraft direkt nach unten ins Bett fließt. Ein gestufter Aufbau erzeugt oft zuerst ungleichmäßigen Kontakt, dann vollen Kontakt, was die Kraft in einem Augenblick hochschnellen lässt.
Versätze sind ähnlich. Ein Versatzstempel und eine Versatzmatrize steuern zwei Biegungen in einem Hub mit kontrollierter Unterstützung dazwischen. Versuchen Sie, es mit zwei separaten Hüben und Standardwerkzeug zu improvisieren, und Sie führen Stapelfehler plus wiederholte Hochtonnagezyklen in derselben Region des Werkzeugs ein. Das ist nicht nur langsamer. Es ist kumulativer Stress.
Hier ist der Kompromiss.
Spezialwerkzeuge beanspruchen Rack‑Platz und kosten im Voraus Geld. Gestufte Aufbauten beanspruchen Tragfähigkeit und Zeit bei jedem Zyklus.
Wenn Sie einmal pro Quartal dünnen, weichen Stahl verarbeiten, ist gestuft in Ordnung. Wenn Sie jedoch eine ganze Woche lang Umschläge in 11‑Gauge Edelstahl schließen, sparen Sie kein Geld, indem Sie so tun, als wäre Ihr Standardwerkzeug unsterblich.
Stahl verhandelt nicht mit Ihrem Werkzeugbudget.
Es gibt eine stille Schwelle, bei der “Präzision” zu “zerbrechlich” wird.”
Präzisionsgeschliffene Werkzeuge – die, die Sie wegen ihrer Wiederholgenauigkeit lieben – haben oft kleinere Schultern und engere Radien. So halten sie die Toleranzen ein. Aber kleinere Schultern bedeuten weniger Querschnittsfläche zur Aufnahme von Biegespannung, wenn die Tonnage steigt.
Spannung ist Kraft über Fläche. Einfach. Brutal.
Wenn Sie die Matrizenöffnung unter V = 8 × T für Luftbiegen verengen, steigt die Tonnage stark an. Nicht linear. Stark. Gehen Sie weiter in Richtung Durchbiegen, und Sie können Vielfache von 3× der Luftbiegekraft sehen, abhängig von der Materialfestigkeit. Diese Kraft wandert durch die Spitzen des Stempels in die Schultern der Matrize. Wenn die Geometrie der Schulter auf Präzision und nicht auf brutale Last optimiert ist, konzentrieren Sie die Spannung genau dort, wo der Stahl am dünnsten ist.
Ich habe gesehen, wie eine Werkstatt versucht hat, eine 3/16‑Zoll Hochfestplatte mit einer schmalen Präzisionsmatrize zu durchbiegen, weil “sie in die Klemme passt”. Die Schulter zerbrach und schickte einen Splitter quer durch die Maschine. Zum Glück wurde niemand verletzt. Aber diese Matrize war nie dafür gedacht, diese Lastdichte zu sehen.
Wo liegt also die Dickengrenze?
Es gibt keine universelle Zahl. Es hängt von der Zugfestigkeit, der Matrizenbreite und davon ab, ob Sie Luftbiegen oder Durchbiegen anwenden. Das ist der Punkt. Das Limit wird von der Physik bestimmt, nicht von der Region. Ein schwerer, amerikanischer geradliniger Stempel könnte Belastungen überstehen, die ein leichteres Präzisionssystem überbeanspruchen würden. Ein Premium‑Schnellwechselsystem mit tiefem Tang‑Eingriff und breiter Auflage kann beide übertreffen. Das Emblem verrät Ihnen nicht den Querschnitt unter Last.
Wenn Sie die erwartete Tonnage pro Fuß nicht berechnen und sowohl mit der Maschinenbewertung als auch mit der Werkzeugbelastungsbewertung vergleichen, raten Sie nur.
Und raten bei konzentrierter Last ist der Weg, wie gehärteter Stahl zu Splittern wird.
Jetzt drehen wir den Spieß um.
Angenommen, Ihr Werkzeug überlebt die Tonnage. Großartig. Aber es wiegt 36 Kilo pro Abschnitt und braucht zwanzig Minuten zum Einmessen nach jedem Wechsel.
Was denken Sie, worauf die Maschine tatsächlich achtet?
Es nützt nichts, dass Ihr Stempel auf ±0,0004 Zoll geschliffen ist, wenn der Wechsel so lange dauert, dass die Bediener anfangen, Abkürzungen zu nehmen. Schweres Hochleistungswerkzeug steigert das Sicherheitsrisiko, die Rüstzeit und die Ausrichtungsvariabilität bei manuellen Klemmen. Das ist versteckter Kostenfaktor.
Moderne Schnellwechselsysteme – breite Tang‑Eingriffe, Federunterstützung, Selbstpositionierung – reduzieren die Wechselzeit auf unter eine Minute pro Segment. Diese Geschwindigkeit ist kein Luxus. Es ist Konsistenz. Weniger Handling bedeutet weniger Dellen, weniger Schmutz zwischen Tang und Klemme, weniger Höhenvariationen.
Aber hier liegt die Spannung.
Schwerere Werkzeuge bedeuten oft höhere Tragfähigkeit. Leichtere Präzisionssegmente ermöglichen schnellere Umrüstungen und bessere Wiederholgenauigkeit – bis Sie ihre Belastungsgrenze überschreiten.
Ihr Entscheidungsprozess hat nun drei Prüfpunkte:
Wenn Sie den dritten Punkt verpassen, stirbt Ihre theoretische Perfektion in der Produktion.
Und hier die Realität: Eine Abkantpresse läuft nur so schnell, wie es dauert, ihre Werkzeuge zum Funktionieren zu bringen.
Sie wollen ein System. Keine Katalogtour. Gut.
Gehen Sie morgen früh zu Ihrem Werkzeugrack und lesen Sie keine Etiketten. Ignorieren Sie “Amerikanisch”. Ignorieren Sie “Europäisch”. Stellen Sie sich vor, die Farbe ist weg und die Stempel sind abgeschliffen. Fragen Sie nur drei Dinge:
Das ist Ihr Audit. Alles andere ist Dekoration.
Ich habe gesehen, wie eine Werkstatt eine komplette 60-teilige Edelstahlserie verschrottet hat, weil der Bediener auf einen leichteren Schnellwechsel-Stempel umgestiegen ist “da er in die Klemme passt”. Er passte. Er trug nicht die Last. Der Stempel kroch, Winkel drifteten, Teile stapelten sich falsch, und als jemand es überprüfte, war die Palette Müll. Das war kein Stilfehler. Es war ein Fehler hinsichtlich der Belastungsgrenzen.
Sie beseitigen das Rätselraten nicht, indem Sie sich auf eine Region standardisieren. Sie beseitigen es, indem Sie sich auf Physik standardisieren und diese gegen Ihre tatsächliche Maschine dokumentieren.
Also, wo fangen Sie an?
Ihr Maschinentyp kommt zuerst. Mechanisch, hydraulisch, elektrisch — sie üben die Kraft nicht auf dieselbe Weise aus und verzeihen nicht dieselben Fehler.
Hydraulik gibt Ihnen Kontrolle und Verweilzeit. Mechanische Maschinen schlagen hart und schnell am unteren Punkt. Das verändert, ob “Bottoming” für Ihren Arbeitsmix überhaupt eine vernünftige Idee ist. Wenn Sie bei einer mechanischen Presse nahe der Kapazität „bottomen“, führen Sie keine Produktion durch, Sie spielen mit dem Rahmen.
Schreiben Sie nun drei feste Zahlen aus Ihrem Handbuch auf:
Diese sind festgelegt. Man verhandelt sie nicht.
Berechne als Nächstes die erwartete Biegekraft für deine typischen Aufträge. Für Luftbiegen von Baustahl kannst du die Tonnage pro Fuß folgendermaßen abschätzen:
Tonnen/Fuß ≈ (Zugfestigkeit des Materials × Dicke²) ÷ (8 × V-Öffnung)
Und ja, das 8 × T im Nenner ist die bekannte Luftbiege-Richtlinie — V-Öffnung etwa 8 × Materialdicke. Wird das V kleiner, steigt die Tonnage schnell. Beim Umstieg auf Bottoming kannst du je nach Material das 2–3‑Fache der Luftbiegekraft sehen.
Führe die Berechnungen für deine fünf wichtigsten Materialien und Dicken durch. Keine hypothetischen Beispiele. Echte Arbeit.
Vergleiche dann:
Wenn einer dieser Werte niedriger ist als die geforderte Belastung des Auftrags, ist dieses Werkzeug raus – egal, welches Herkunftssiegel es trägt.
Überspringe das Werkzeuggewicht nicht. Einige Schnellwechselsysteme haben Schwellenwerte, bei denen leichte Segmente bis zu einer bestimmten Masse in Ordnung sind, dann jedoch eine Stiftverriegelung oder andere Spannvorrichtungen erfordern. Wenn dein durchschnittliches Segment 80 Pfund wiegt und deine Spannvorrichtung manuell verschraubt wird, wird die Rüstzeit zu einer Sicherheits‑ und Ausrichtungsgröße – nicht zu einem Komfortdetail.
Dieser Schritt ist nicht glamourös. Es ist reine Arithmetik.
Aber hier ist die schonungslose Wahrheit: Wenn du das Tonnage‑pro‑Fuß‑Limit deiner Maschine nicht an die Wand über der Abkantpresse geschrieben hast, betreibst du kein System – du betreibst Folklore.
Was machen Sie mit dem Stapel Werkzeuge, die die Berechnungen nicht bestehen?
Sie haben Geld in diesem Gestell gebunden. Ich weiß. Ich habe diese Bestellaufträge unterschrieben.
Amerikanisches Verschraubungswerkzeug ist günstiger und aus gutem Grund immer noch überall. Für Luftbiegen mit geringer Tonnage in Baustahl ist es oft “gut genug”. Der Markt hat es nicht aus Nostalgie am Leben gehalten.
Die Frage ist also nicht moralisch. Sie ist strukturell.
Wenn Ihre Prüfung zeigt, dass 80% Ihrer Arbeit deutlich unter den Belastungsgrenzen von Maschine und Werkzeug liegt und die Umrüstungen zweimal pro Schicht stattfinden, könnte es sich nicht lohnen, alles für ein Premium-Schnellwechselsystem herauszureißen. In diesem Fall behalten Sie die alten Werkzeuge für Arbeiten mit niedriger Belastung und seltenem Wechsel und kennzeichnen Sie sie deutlich mit der maximal zulässigen Dicke und dem Material.
Aber wenn Sie fünfmal pro Schicht Ihr Setup wechseln, gemischte Chargen fahren und nahe an den Tonnagegrenzen arbeiten, werden Adapter und Hybridspannungen zu Reibungspunkten. Jeder Adapter erhöht die Stapelhöhe. Jede Schnittstelle fügt eine Toleranz hinzu. Jede Toleranzkette verschiebt Ihre Biegelinie ein wenig.
Ich habe einmal einen gesprungenen Stempel gesehen, der auf eine Adapterplatte zurückging, die nicht plan auflag. Der Lastpfad ging nicht direkt nach unten ins Bett – er war schief. Die Schulter nahm die Last seitlich auf. Knack. Dieser Riss kostete mehr als das Upgrade, das sie hinausgezögert hatten.
Hybridsysteme sind eine Brücke. Kein Zuhause.
Wenn Ihr Auftragsmix regelmäßig Geschwindigkeit, Wiederholbarkeit und hohe Tonnage verlangt, vereinfacht die Konsolidierung auf einen robusten Spannstandard die Schulung, reduziert Setzfehler und verkürzt die Ausrichtzeit. Das ist keine Markenloyalität. Das ist die Reduzierung von Variablen in einem Kraftsystem.
Die eigentliche Frage lautet also: Welches Problem löst jedes Werkzeug auf Ihrem Gestell tatsächlich?
Das ist die Perspektive, die ich möchte, dass Sie beibehalten.
Jeder Stempel und jede Matrize dient der Bewältigung einer von drei Einschränkungen:
Eine Matrize mit breiter Schulter und tiefem Eingriff löst die Lastverteilung. Ein schmaler Gänsehals-Stempel löst die Schenkel-Freigängigkeit. Ein präzisionsgeschliffener, selbstsitzender Schaft löst Ausrichtungsdrift bei häufigen Wechseln.
Keines davon sind regionale Eigenheiten. Es sind mechanische Lösungen.
Wenn Sie ein Werkzeug beurteilen, fragen Sie nicht: “Ist das amerikanisch oder europäisch?” Fragen Sie: “Ist das hier, weil ich mehr Querschnittsfläche unter Last benötige, mehr Freigang im Hals oder einen schnelleren, sichereren Wechsel?”
Diese Frage ordnet Ihr Gestell im Kopf neu.
Jetzt wird Ihr Audit zu einer Matrix:
Alles, was nicht eindeutig ein Kästchen in dieser Matrix verdient, ist Ballast — oder schlimmer, eine Falle, die auf den falschen Bediener am falschen Tag wartet.
Und hier ist der Teil, den die meisten Leute übersehen.
Wenn Sie aufhören, Werkzeuge nach Region zu sortieren, und anfangen, sie nach Einschränkung zu sortieren, können Sie Lücken erkennen. Sie könnten feststellen, dass ein schweres, hochbelastbares Werkzeug drei leichtere ersetzen kann. Oder dass ein segmentierter Schnellwechsel-Stempel wöchentlich Stunden an Ausrichtung spart. Oder dass eine spezielle Bördel-Matrize ihren Platz im Regal nur dadurch verdient, dass sie dreifache Tonnagespitzen bei Ihrer dicken Edelstahlbearbeitung verhindert.
Das ist keine Konsolidierung um der Konsolidierung willen.
Das bedeutet, Stahl, Kraft und menschliche Hände in ein kohärentes System zu bringen.
Übertragen Sie dies in die Zukunft: Das richtige Werkzeug ist nicht das mit dem richtigen „Pass“, sondern das, das exakt die physische Grenze löst, die Ihre Maschine und Aufgabe setzen, mit den wenigsten zusätzlichen Variablen.
Was denken Sie, worauf die Maschine tatsächlich achtet?


















