

No mês passado, vi um operador novo lutar com um punção durante vinte minutos porque o vendedor lhe disse: “Isso é estilo americano — vai servir.” A lingueta encaixou. Os parafusos apertaram. O êmbolo desceu.
A peça continuava levantada no meio e aberta nas extremidades.
Ele continuava a culpar o programa. Eu continuava a observar a ferramenta mover-se sob carga. O que achas que a máquina realmente valoriza?
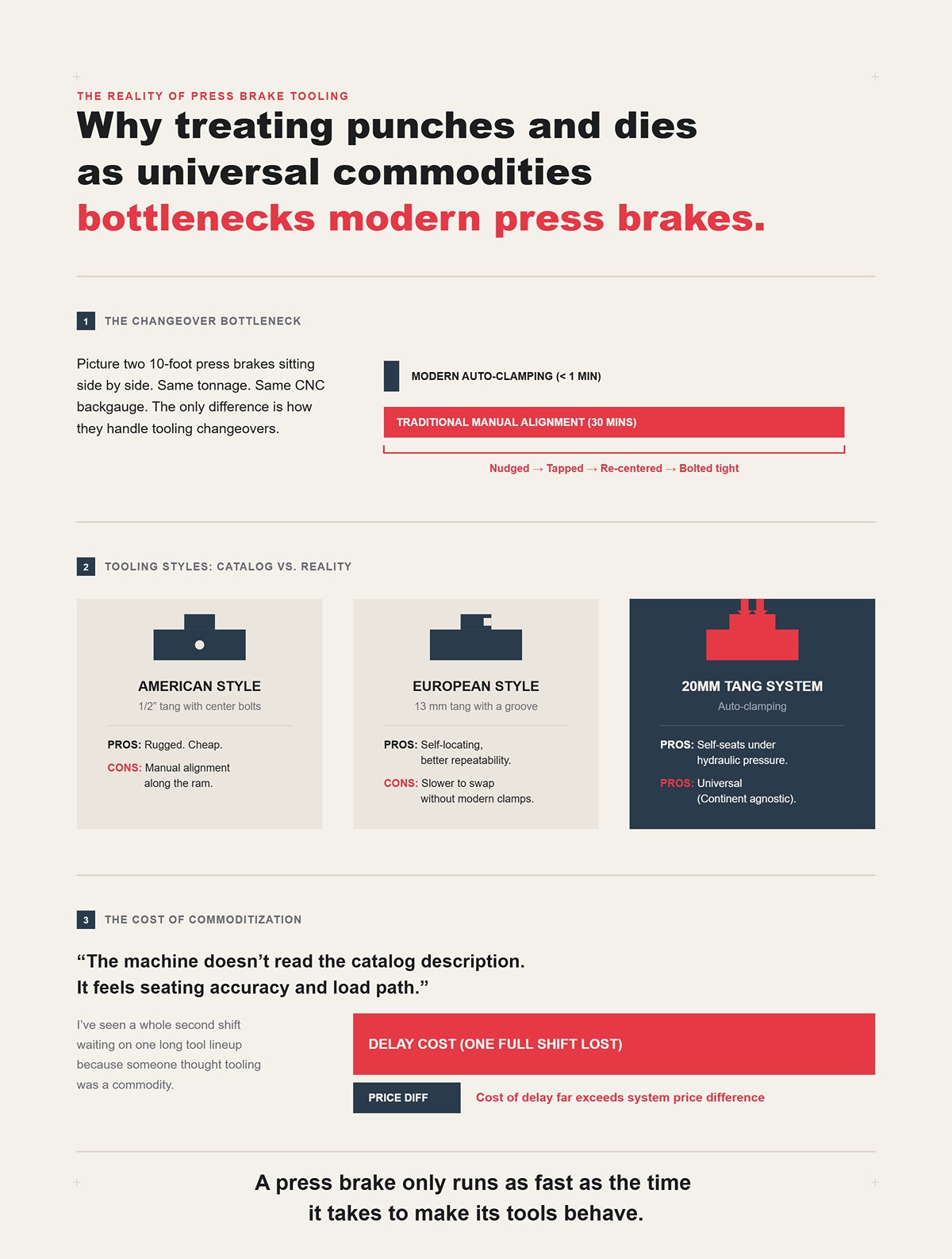
Imagina duas quinadoras de 10 pés lado a lado. Mesma tonelagem. Mesma contrapara CNC. Uma troca ferramentas em menos de um minuto; a outra perde meia hora em cada troca porque o punção precisa ser empurrado, batido, recentrado e apertado ao longo da viga.
Ambas são rotuladas por “região”.”
Lingueta de estilo americano com parafusos centrais? Robusta. Barata. Lingueta popular de meia polegada. Mas cada secção tem de ser alinhada manualmente ao longo do êmbolo. Lingueta de 13 mm de estilo europeu com ranhura? Mais autoalinhante, melhor repetibilidade, mas mais lenta de trocar a menos que o sistema de fixação seja moderno. Depois tens sistemas de lingueta de 20 mm com fixação automática que se posicionam sozinhos sob pressão hidráulica — não importa em que continente estejas.
A máquina não lê a descrição do catálogo. Ela sente a precisão do encaixe e o percurso da carga.
Chama-lhe americano. Chama-lhe europeu. Se a superfície de fixação é estreita e o encaixe depende de quão perpendicular apertaste um parafuso, o teu “estilo” acabou de se tornar um gargalo. Já vi um segundo turno inteiro à espera de um alinhamento longo de ferramentas porque alguém achou que as ferramentas eram um produto indiferenciado — esse atraso custou mais do que a diferença de preço entre sistemas.
E aqui está o teste de realidade: uma quinadora só trabalha tão depressa quanto o tempo que leva a fazer as suas ferramentas comportarem-se.
Vamos falar sobre “quase certo”.”
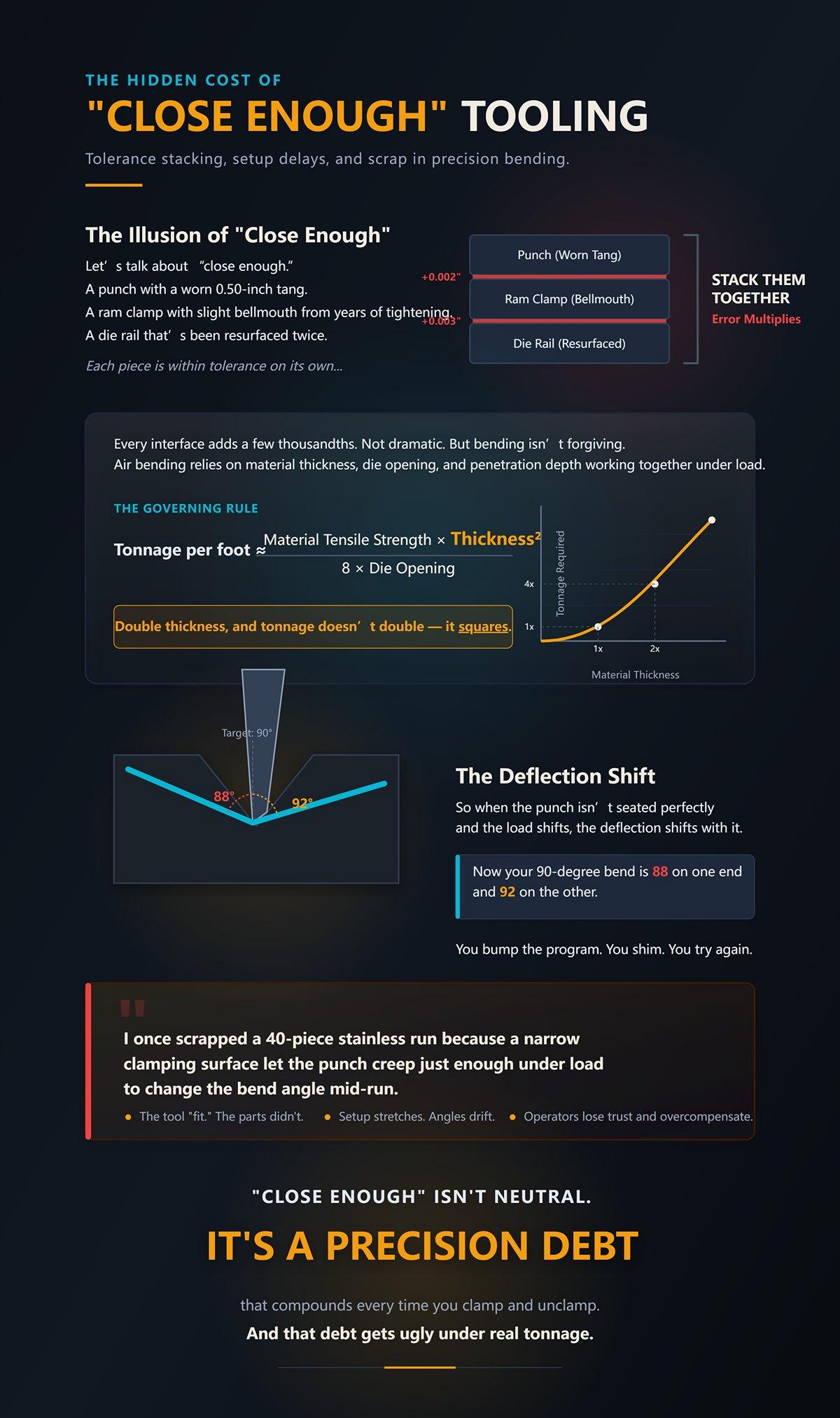
Um punção com uma lingueta gasta de 0,50 polegada. Uma braçadeira do êmbolo ligeiramente alargada após anos de apertos. Um carril da matriz que já foi reacabado duas vezes. Cada peça está dentro da tolerância por si só.
Junta-as todas.
Cada interface adiciona alguns milésimos. Nada dramático. Mas o processo de dobra não perdoa. A dobra no ar depende de espessura do material, abertura da matriz e profundidade de penetração a trabalharem em conjunto sob carga — e a força aumenta rapidamente. A velha regra que aprendeste ainda se aplica: Tonelagem por pé ≈ (Resistência à Tração do Material × Espessura²) ÷ (8 × Abertura da Matriz). Dobra a espessura, e a tonelagem não duplica — ela eleva-se ao quadrado.
Assim, quando o punção não está perfeitamente encaixado e a carga se desloca, a deflexão também se altera. Agora o teu ângulo de 90 graus é 88 numa extremidade e 92 na outra. Ajustas o programa. Calças. Tentas novamente.
Certa vez, deitei fora uma série de 40 peças em aço inoxidável porque uma superfície de fixação estreita permitiu que o punção se deslocasse ligeiramente sob carga o suficiente para alterar o ângulo de dobra a meio da produção. A ferramenta “servia”. As peças não.
Os ajustes alongam-se. Os ângulos desviam-se. Os operadores perdem confiança na máquina e começam a compensar em excesso.
“Está suficientemente perto” não é neutro. É uma dívida de precisão que se acumula de cada vez que prende e desaperta.
E essa dívida fica feia sob tonelagem real.

Gasta muito dinheiro num novo travão CNC. Sistema de compensação. Medição de ângulo por laser. Aperto hidráulico classificado para capacidade total.
Depois insere ferramentas seccionais com vinte anos porque são “norma americana” e ainda utilizáveis.
O batente é preciso até microns. O aperto aplica pressão uniforme. Mas a geometria da lingueta continua a mesma — encaixe estreito, alinhamento manual, pequena área de contacto. A precisão entra no topo da pilha e escapa na interface.
É como aparafusar um motor de corrida a um veio de transmissão com folga nas estrias. A potência está lá. O controlo não.
Os sistemas modernos de lingueta de 20 mm com mecânica de auto-encaixe não se tornaram comuns por causa da geografia. Venceram porque distribuem a carga por mais superfície e eliminam o erro humano de alinhamento. Botões de mola para ferramentas leves. Pinos para pesadas. Aperto hidráulico que puxa a ferramenta para um encaixe repetível sempre. Isso é física a resolver um problema, não marketing a resolver uma convenção de nomenclatura.
Se o seu novo travão ainda depende de você bater um punção na posição com um martelo de borracha, não atualizou o sistema — atualizou metade dele.
E aqui está a mudança que eu preciso que faça: pare de perguntar onde foi concebida a ferramenta e comece a perguntar como a carga viaja do batente para o punção, para o material e para a matriz.
Porque o aço não se importa com o nome que lhe dá.
Está em frente a uma ficha técnica. Diz Americano. Diz Europeu. Diz compatível com Wila.
Quer saber: que medidas me dizem realmente se isto vai dobrar peças direitas o dia todo sem supervisão constante?
Comece com três números: espessura da lingueta, largura da superfície de encaixe e carga nominal por pé. Depois veja como o aperto puxa a ferramenta para a posição — pressão do parafuso, ação de cunha, tração hidráulica. Esse é o caminho da carga. Essa é a repetibilidade.
Escolher por região é como comprar um motor pela cor da tampa das válvulas. O emblema é cosmético. A curva de torque é mecânica.
Vamos analisar os quatro sistemas da forma como o aço os sente — pela forma como encaixam, como transportam a tonelagem e como se comportam após a centésima troca de ferramenta.
Já montei quilómetros de ferramentas com lingueta de 0,50 polegadas na minha vida. Insira a lingueta na ranhura. Aperte o parafuso central. Bata na secção com um martelo de borracha até alinhar com a vizinha. Percorra a viga. Repita.
Funciona. É por isso que ainda está em todo o lado.
Mas olha para o interface. Uma espiga de meia polegada. Superfície de apoio estreita. Alinhamento feito pelo olho do operador e à força de braço. A braçadeira empurra diretamente; não se autoalinha. Cada troca de ferramenta é uma pequena negociação entre o aço e o julgamento humano.
Agora compara ferramentas americanas planadas versus retificadas com precisão. Ferramentas planadas são maquinadas à medida mas não retificadas em todo o comprimento. Vais ver uma ligeira variação de secção para secção — alguns milésimos aqui, outros ali. Numa peça curta, podes nunca notar. Numa execução de 3 metros, esses milésimos acumulam-se.
Ferramentas americanas retificadas com precisão reduzem essa variação. Melhor acabamento de superfície. Secções mais direitas. Altura mais consistente ao longo da viga.
Mas a geometria da espiga não mudou.
Sob carga, a braçadeira continua a apertar numa área de contacto relativamente pequena. Quando a tonelagem aumenta — material mais grosso, matriz em V mais estreita — a deflexão concentra-se nesse interface. Se o assento não estiver perfeitamente perpendicular, o punção pode deslocar-se microscopicamente antes da carga total assentar.
Uma vez vi uma matriz rachada sair de uma prensa porque o punção não estava totalmente assente numa das extremidades. Chapa pesada, perto da capacidade. A carga deslocou-se para o lado alto, sobrecarregou o ombro da matriz e partiu-a de forma limpa. A ferramenta não estava “errada.” O interface era implacável.
Então quando é que o cavalo de trabalho se torna uma responsabilidade? Quando o comprimento da peça amplifica a variação de secção para secção, quando a tonelagem se aproxima do limite superior, ou quando fazes várias trocas de ferramentas por turno e esperas micras de repetibilidade de um sistema que depende de alinhamento manual.
As ferramentas americanas não estão obsoletas. São honestas. Dão-te exatamente a precisão que a disciplina da tua instalação merece.
Se as forçares para além disso, cobram juros.
Agora pega numa espiga de 13 mm com um rasgo traseiro. Desliza-a para dentro de uma braçadeira correspondente. À medida que a braçadeira fecha, puxa a ferramenta para cima e para trás até um assento definido. Não precisas alinhá-la à martelada — a geometria faz isso por ti.
Essa é a vantagem do estilo Promecam: auto-posicionamento mecânico.
O tempo de troca cai porque o tempo de alinhamento cai. Mais importante, a repetibilidade do assentamento melhora porque a braçadeira aplica força ao longo de uma superfície inclinada que conduz a ferramenta para a posição da mesma maneira em cada ciclo.
Aqui está o compromisso.
Essa espiga é mais estreita do que um sistema pesado de 20 mm. A área de contacto é menor. O sistema é tipicamente classificado para trabalhos de tonelagem ligeira a média, a menos que seja combinado com suportes reforçados. Podes perfeitamente realizar trabalhos pesados com ele — mas tens de respeitar a tabela de cargas.
E lembra-te de algo sobre a curvatura ao ar: o raio interior é governado principalmente pela abertura da matriz, não pelo perfil do punção. Se estiveres a curvar ao ar aço macio com um raio de punção de 1T — raio da ponta aproximadamente igual à espessura do material — a consistência do ângulo depende mais da profundidade de penetração consistente e da largura da matriz do que de formas exóticas do punção.
Então o que achas que a máquina realmente valoriza?
Valoriza que o punção assente da mesma forma todas as vezes para que a profundidade de penetração se traduza num ângulo previsível. A geometria de autoalinhamento ajuda nisso. Mas se sobrecarregares a espiga para além da tonelagem por pé indicada, a função de autoalinhamento não te salva da deformação elástica no suporte.
O estilo europeu destaca-se em ambientes de alta variedade e tonelagem moderada, onde o alinhamento repetitivo e trocas rápidas superam a capacidade bruta. Ignora os limites de peso, e estás a pedir a um interface estreito que se comporte como um pesado.
O aço não negoceia com o teu horário.
A primeira vez que usas uma lingueta de 20 mm com aperto hidráulico, a sensação é diferente. Levantas a ferramenta. Ela encaixa. O grampo fecha. O sistema puxa a ferramenta para uma superfície de referência endurecida, numa área de contacto ampla.
Sem batidas. Sem calços. Sem adivinhações.
Secções leves usam frequentemente botões com mola para colocação rápida; secções mais pesadas mudam para um mecanismo de bloqueio por pino. Mesma geometria, método de retenção diferente conforme o peso. Esse detalhe importa — porque a vantagem de velocidade é maior quando lidas repetidamente com ferramentas leves e seccionadas.
Mecanicamente, a lingueta de 20 mm aumenta a superfície de apoio entre a ferramenta e o came. Mais área de superfície significa menor tensão de contacto para a mesma carga. Sob alta tonelagem por pé, isso traduz-se em menor deformação localizada e melhor repetibilidade a longo prazo.
Então, a rapidez de configuração compensa o preço?
Se mudas de ferramenta uma vez por dia, provavelmente não. Se fazes séries curtas — digamos cinco a dez configurações por turno — e cada alinhamento manual tradicional consome quinze minutos, estás a gastar mais de uma hora diária só a tentar fazer as ferramentas comportarem-se.
E aqui está o teste de realidade: uma quinadora só trabalha tão depressa quanto o tempo que leva a fazer as suas ferramentas comportarem-se.
O custo adicional não se deve à localização. Trata-se de recuperar tempo de configuração e proteger a precisão da interface sob carga. Para oficinas de volume médio e mistura alta, a matemática tende a favorecer a lingueta mais larga e o encaixe hidráulico. Para trabalhos longos e estáveis, o ganho diminui.
A velocidade só compensa quando realmente mudas as coisas.
Já vi oficinas encomendar ferramentas premium autoinstalláveis — e depois parafusá-las num velho grampo manual projetado para uma lingueta reta de 0,50 polegadas. Fizeram “caber” com adaptadores.
Os adaptadores alteram o caminho da carga.
Um grampo manual aplica pressão pontual onde o parafuso se encontra. Um grampo hidráulico distribui a força uniformemente ao longo da viga. Os sistemas pneumáticos situam-se no meio — mais rápidos do que os manuais, normalmente com menos força do que os hidráulicos.
Se a tua máquina tem aperto manual, cada troca de ferramenta reintroduz erro humano de alinhamento, independentemente da sofisticação da geometria da lingueta. Se possui aperto hidráulico dimensionado para a tonelagem total, usar ferramentas estreitas e pouco apoiadas deixa capacidade inutilizada e aumenta a tensão da interface.
O teu sistema de aperto decide que ferramentas podes operar de forma segura e repetível muito antes de o teu orçamento ter voto.
Uma vez tive de descartar um trabalho urgente em alumínio porque uma pilha de adaptadores introduziu flexão suficiente para que as leituras de ângulo se desviassem a meio da série. Corrigimos o programa durante uma hora antes de rastrear o problema até à interface do grampo. O catálogo de ferramentas parecia compatível. O caminho da carga não estava.
Os grampos manuais favorecem geometrias robustas e tolerantes. Os grampos hidráulicos desbloqueiam sistemas de precisão que dependem de força de tração consistente. Os sistemas pneumáticos exigem que verifiques tanto as classificações de velocidade como de força antes de assumires intercambiabilidade.
É aqui que as designações regionais deixam completamente de fazer sentido.
A questão não é Americana ou Europeia. É: como é que a ferramenta é puxada para o seu assento, sobre quanta área de superfície, e com que tonelagem por pé?
Responda a isso, e metade dos erros de compra desaparecem.
Ignore isto, e continuará a culpar a CNC pelo que a interface está a fazer à vista de todos.
| Secção | Conteúdo |
|---|---|
| Título | Aperto Manual vs. Hidráulico vs. Pneumático: Como o sistema de aperto da tua máquina desqualifica instantaneamente categorias inteiras de ferramentas |
| Observação Principal | As oficinas muitas vezes encomendam ferramentas premium auto-alinháveis e instalam-nas em grampos manuais antigos concebidos para uma lingueta reta de 0,50 polegadas, usando adaptadores para o encaixe. |
| Princípio Fundamental | Os adaptadores alteram o caminho da carga. |
| Aperto Manual | Aplica pressão pontual onde o parafuso fica. Reintroduz erro de alinhamento humano a cada troca de ferramenta, independentemente da geometria da lingueta. Favorece geometrias robustas e tolerantes. |
| Aperto Hidráulico | Distribui a força uniformemente ao longo da viga. Quando classificado para a tonelagem total, operar com ferramentas estreitas ou pouco suportadas desperdiça capacidade e aumenta o stress na interface. Liberta sistemas de precisão que dependem de força de tração consistente. |
| Aperto Pneumático | Posiciona-se entre os sistemas manuais e hidráulicos. Mais rápido que o manual, normalmente menos força que o hidráulico. Requer verificação tanto da velocidade como das classificações de força antes de assumir intercambiabilidade. |
| Perceção Prática | O sistema de aperto determina que ferramentas podem ser utilizadas de forma segura e repetitiva antes de considerar o orçamento. |
| Exemplo no Mundo Real | Um trabalho urgente em alumínio foi descartado porque uma pilha de adaptadores introduziu flexibilidade, causando desvio do ângulo a meio da execução. O problema foi rastreado até à interface do grampo, não ao programa. O catálogo de ferramentas parecia compatível, mas o percurso de carga não era. |
| Questão Crítica | Não é uma questão de ferramentas Americanas vs. Europeias — mas de como a ferramenta é puxada para o seu encaixe, sobre quanta área de superfície, e a que tonelagem por pé. |
| Conclusão | Responder a estas questões de interface evita muitos erros de compra. Ignorá-las leva a culpar a CNC por problemas causados pela interface de aperto. |
Imagine isto: aço macio de 0,125 polegadas, 10 pés de comprimento, dobra de 90 graus. Tem uma prensa hidráulica de 175 toneladas. O suporte de matrizes oferece uma V de 0,75 polegadas e uma V de 1,0 polegada.
Qual delas o mantém fora de problemas?
Começa com o Regra dos 8: V = 8 × T. Para material de 0,125 polegadas, isso corresponde a um V de 1,0 polegada. Não porque a Europa o tenha dito. Nem porque a América prefira algo mais robusto. Mas porque, com oito vezes a espessura, o material pode formar um raio interior previsível — cerca de 0,16 polegada em aço macio — e a tonelagem por pé mantém-se dentro da faixa para a qual a sua máquina e ferramentas foram concebidas.
Esse multiplicador não é folclore. É a articulação entre geometria e força. Desvie-se disso, e o caminho da carga altera-se de formas que o seu martelo, os ombros da matriz e a sua braçadeira irão, sem dúvida, sentir.
O aço não negoceia com o teu horário.
Vamos fazer as contas em vez de discutir marcas.
Para dobragem ao ar de aço macio com resistência à tração de 60.000 PSI, a tonelagem por pé é aproximadamente proporcional a T² / V. Corte a abertura do V pela metade e praticamente duplica a tonelagem necessária. Mesmo material. Mesma espessura. Apenas um V mais estreito.
Portanto, se a sua chapa de 0,125 polegadas passa de um V de 1,0 para um V de 0,75 polegada porque “precisamos de um raio mais apertado”, a tonelagem por pé dispara. Sem cerimónias. Dispara mesmo.
Agora escale isso por 10 pés.
Numa prensa hidráulica sincronizada de descida, essa exigência adicional manifesta-se como pressão hidráulica mais elevada, maior deflexão do martelo no meio do curso e carga mais concentrada nos ombros da matriz. A estrutura não se importa com o nome que o catálogo de ferramentas deu à matriz. Importa-se com o momento fletor.
De que é que acha que a máquina realmente se importa?
Importa-se que a curva de força permaneça dentro da sua capacidade nominal — tanto tonelagem total como tonelagem por pé. As prensas elétricas são ainda menos tolerantes; normalmente limitam a força de pico em valores inferiores aos das máquinas hidráulicas comparáveis. Uma escolha de matriz que é “aceitável” numa unidade hidráulica de 200 toneladas pode travar o motor elétrico no fundo do curso.
E se mudar de dobragem ao ar para encosto total a meio do trabalho sem recalcular?
O encosto total pode exigir 3–5× a tonelagem da dobragem ao ar porque o material é forçado a estar em contacto total com as faces da matriz. Esse contacto multiplica a resistência. Já vi uma equipa executar um trabalho com segurança em dobragem ao ar e depois encostar o último bordo “para o afiar”. A matriz rachou ao longo do raio do ombro. Um estalo seco. Trabalho terminado.
Eis a realidade nua e crua: ignore isto V = 8 × T, e a tonelagem não aumenta de forma linear — ela dispara para zonas da tabela de carga onde nunca tencionou chegar.
Queres um raio interno mais apertado do que o que a quinagem por ar sobre uma matriz 8× te dá. Justo.
A quinagem por ar forma o raio principalmente a partir da largura da matriz e das propriedades do material. Com V = 8 × T, o aço macio dá-te cerca de 16% de V como raio interno. Isso é previsível. Repetível. Ajustável pela profundidade de penetração.
O encostamento é diferente. Estás a forçar a chapa a conformar-se ao raio da ponta do punção e ao ângulo da matriz. Isso é deformação plástica ao longo de mais parte da secção transversal. Mais contacto. Mais fricção. Mais tonelagem.
Podes “enganar” a regra encostando numa matriz mais estreita para obter um raio mais acentuado?
Mecanicamente, sim. Na prática, estás a trocar controlo geométrico por escalada de força. A máquina tem agora de fornecer carga suficiente para superar tanto a resistência ao escoamento como o contacto total das faces. Se a interface da tua ferramenta—lingueta, grampo, suporte—foi escolhida para cargas de quinagem por ar, acabaste de mudar o regime de tensão sem alterar o hardware.
É assim que as peças rejeitadas acontecem.
E aqui está a parte subtil: a quinagem por ar permite corrigir o ângulo com a profundidade de curso porque não há contacto total entre material e matriz. O encostamento elimina essa margem. A tua janela de ajuste encolhe. A deflexão do martelo importa mais. As definições de compensação importam mais. O desgaste da ferramenta aparece mais depressa.
Portanto, sim, podes enganar a regra.
Mas é melhor voltares a calcular a carga e confirmares que o sistema de fixação e a classificação da matriz foram concebidos para essa nova trajetória de força, ou estarás a dobrar com capacidade emprestada.
Agora pega nessa mesma espessura de 0,125 polegadas—mas muda do aço macio de 60.000 PSI para a liga 4140 de 150.000 PSI.
A tua geometria não mudou. A abertura V não mudou. A espessura não mudou.
A tua tonelagem necessária acabou de multiplicar por (150,000 / 60,000) = 2.5.
Isso não é um erro de arredondamento. Às vezes é uma nova máquina.
Os gráficos de tonelagem comuns assumem um valor base de 60.000 PSI. O fator de correção é simples: Tonelagem Ajustada = Tonelagem Base × (Resistência à Tração Real / 60.000). Com aço de alta resistência, esse fator pode duplicar ou triplicar a tua necessidade de força.
Agora pergunta a ti próprio: será que V = 8 × T ainda “funciona”?
Geometricamente, sim — ainda fornece um ponto de partida razoável para o controlo do raio no dobramento por ar. Mecanicamente, a carga que implica pode exceder a classificação de tonagem por pé da sua matriz ou a capacidade da sua máquina, especialmente em prensas elétricas com força de pico inferior.
É aqui que as designações regionais perdem completamente o sentido. Um encaixe de 20 mm, um encaixe de 0,50 polegadas, uma braçadeira hidráulica, uma braçadeira manual — nada disso o salva se a resistência à tração do material empurrar a tonagem necessária para além do que o interface consegue suportar sem deformação.
Não se abandona a Regra do 8 porque esteja errada.
Abandona-se a lealdade cega a ela porque a resistência do material altera o lado da força na equação, e a força é o que racha as matrizes e estica os suportes.
E aqui está o teste de realidade: se não ajustar a resistência à tração antes de carregar a máquina, a correção acontecerá de qualquer forma — por deflexão, alarmes de sobrecarga ou quebra de ferramenta.
Recalculou a tonagem porque teve de se afastar de V = 8 × T. Ótimo. Agora está a olhar para uma caixa profunda com abas de retorno de 3 polegadas e a fazer a pergunta real: se a largura da matriz está limitada pelas restrições de força, como evito que o punção bata na minha própria peça antes de atingir o ângulo?
Vi um rapaz dobrar chapa de 10 gauge numa punção reta em um canal de 4 polegadas de profundidade porque “o raio está certo”. As duas primeiras dobras correram bem. Na terceira, a aba de retorno tocou o corpo do punção a cerca de 60 graus. Ele não viu. O martelo continuou. A aba empenou, o punção lascou no ombro e tivemos de descartar o lote inteiro. Uma má escolha de perfil. Milhares perdidos.
Se o perfil do seu punção não permite fisicamente a folga necessária para a geometria que está a criar, a prensa continuará a empurrar aço contra aço até que algo caro ceda.
Por isso, pare de pensar em marcas e comece a fazer engenharia inversa ao trajeto que a sua peça percorre em volta do punção.
Coloque um punção reto e um de pescoço de ganso lado a lado na bancada. Mesmo raio de ponta. Mesmo ângulo. Um tem uma haste volumosa que desce na vertical; o outro recua para criar folga na garganta.
A lingueta deslizou para dentro.
Ambos irão fixar. Ambos suportarão a mesma tonagem se o material e a matriz forem os mesmos. Mas só um oferece espaço suficiente para que uma aba de retorno gire além dos 90 graus sem colidir com o corpo do punção.
Aqui está o mecanismo. Durante o dobramento por ar, a chapa gira em torno dos ombros da matriz enquanto envolve a ponta do punção. À medida que o ângulo fecha de 30 a 90 graus e além, a aba previamente formada roda para cima. Quanto mais profunda for a caixa e mais comprida a aba, mais essa aba se aproxima da massa vertical do punção.
A colisão não tem a ver com o raio. Tem a ver com o envelope.
Pode desenhá-lo. Pegue no comprimento da aba (F) e na profundidade da caixa (D). À medida que se aproxima dos 90 graus, a extremidade exterior dessa aba descreve um arco aproximadamente igual a F em torno do centro da ponta do punção. Se o corpo do punção invadir esse envelope de arco antes de atingir o ângulo alvo mais a compensação de recuperação elástica, acabou.
Um punção reto pode desobstruir uma aba de 1 polegada num tabuleiro raso. Experimente uma aba de 3 polegadas numa caixa de 4 polegadas de profundidade e terá aço contra aço antes dos 80 graus. Um pescoço de ganso, com a sua garganta aliviada, desloca a massa do punção para trás, garantindo folga sem alterar a largura da matriz nem a tonagem.
De que é que acha que a máquina realmente se importa?
Não se trata da palavra “pescoço de ganso”. O que interessa é que o caminho de carga se mantenha axial e que não introduza cargas laterais de uma colisão que torça o martelo e bata nas guias. Uma colisão durante a rotação cria força assimétrica. É assim que se começa a perseguir variação de ângulo ao longo da cama.
Escolha o perfil que mantém a geometria clara na rotação completa mais recuperação elástica. Todo o resto é vaidade.
Agora entramos no erro que vejo até profissionais experientes cometerem.
No dobramento no ar, o raio interno final é determinado principalmente pela abertura da matriz e pelo comportamento do material, não pelo raio da ponta do punção. Com aço macio e uma configuração padrão, o raio interno fica por volta de 15–20 % de V. Isso é física da matriz.
Mas se escolher um punção com um raio de ponta menor do que esse raio “natural” de dobramento no ar e depois descer o suficiente para forçar a chapa contra essa ponta, acabou de deslizar do dobramento no ar para o encosto — ou pior, cunhagem — sem admitir.
JEELIX explica de forma clara: o dobramento no ar usa menos tonelagem e tem mais variabilidade de recuperação elástica; o encosto aumenta o contacto e a tonelagem; a cunhagem exige a tonelagem mais alta com mínima recuperação elástica e quase zero flexibilidade.
O mecanismo é importante. No dobramento no ar, o contacto é em três pontos: ponta do punção e dois ombros da matriz. No encosto, a chapa contacta os flancos da matriz. Na cunhagem, está a comprimir plasticamente o material no raio da ponta.
Essa última exige força máxima.
Imagine aço inoxidável 304 de 0,125 polegada sobre uma matriz escolhida para dobramento no ar dentro da capacidade por pé da sua máquina. Calcula a tonelagem para dobramento no ar e mantém-se seguro. Mas instala um punção afiado e pressiona até o raio interno corresponder visualmente ao raio da ponta do punção. Aumentou a área de contacto e a zona de deformação plástica. A sua exigência de tonelagem acabou de subir para valores de encosto — frequentemente 3× a do dobramento no ar.
Já vi um ombro de matriz rachado por precisamente esse movimento em inox. O operador jurava que estava a fazer dobramento no ar. O padrão de desgaste polido nos flancos da matriz dizia o contrário.
Se o raio da ponta do seu punção for menor do que o raio que a matriz quer formar, não está a “obter uma curva mais apertada”. Está a aumentar a força e a reduzir a ajustabilidade.
E eis a verdade crua: a cunhagem acidental não aparece na folha de configuração — aparece como alarmes de sobrecarga ou ferramentas partidas.
Agora imagine uma peça de 6 pés com quatro comprimentos de flange diferentes, dois entalhes de alívio e um desvio no meio. Pode executá-la com um punção padrão de comprimento total — se estiver disposto a retirar ferramentas para cada obstrução e voltar a calibrar cada vez.
Ou pode construí-la a partir de secções segmentadas que permitem limpar as características sem desmontagem total.
Nos sistemas modernos de fixação rápida — aqueles estilos largos de lingueta de 20 mm com assento automático e assistência por mola, com aproximadamente 27 libras por segmento — pode trocar secções em segundos e manter o posicionamento vertical repetível. Nos sistemas antigos de fixação manual por parafuso, especialmente estilos de lingueta estreita, cada troca arrisca uma ligeira variação de altura a menos que seja meticuloso. Isso não é marketing. É área da superfície de fixação e repetibilidade.
Aqui está o compromisso.
Ferramentas padrão de comprimento total são rígidas e simples. Menos juntas. Menos tolerâncias acumuladas. Boas para trabalhos retos e repetitivos.
Ferramentas segmentadas introduzem mais interfaces — mas dão liberdade geométrica. Pode escalonar comprimentos para limpar abas, usar punções de comprimento parcial para flanges internos e evitar colisões que, de outro modo, obrigariam a comprometer o perfil.
A flexibilidade vence quando a geometria é complexa — desde que o sistema de fixação mantenha as secções alinhadas com precisão sob carga. Se a fixação permitir que as ferramentas deslizem ou assentem de forma inconsistente após trocas, a sua “flexibilidade” torna-se variação de ângulo e retrabalho.
Descartei uma pequena produção de alumínio uma vez porque ferramentas segmentadas num sistema de fixação manual gasto deslizaram para baixo alguns milésimos ao longo da mesa após várias trocas. Os ângulos mudaram. Passámos a tarde inteira a corrigi-los.
A ferramenta segmentada não é o problema. A mecânica de aperto descontrolada é.
E aqui está o teste de realidade: uma quinadora só trabalha tão depressa quanto o tempo que leva a fazer as suas ferramentas comportarem-se.
Já viste que a largura da matriz é uma decisão de força, o perfil do punção é uma decisão de envelope de colisão, e a segmentação é uma decisão de repetibilidade de aperto. Se os empilhares incorretamente, a máquina não se importa com o nome que o catálogo deu à ferramenta — vai expressar o teu erro em picos de tonagem, deflexão ou desperdício.
Portanto, quando o trabalho exige que te desvies de V = 8 × T, a próxima pergunta não é “Americano ou Europeu?”
É se a tua máquina, o aperto, a geometria do punção e a resistência do material conseguem suportar o caminho da força que estás prestes a criar.
Queres um método passo a passo para escolher o perfil do punção, o raio da ponta e a segmentação para uma peça complexa?
Começa aqui: quando a geometria fica livre e o caminho da carga está limpo, o teu próximo filtro é simples — o que acontece quando a tonagem se concentra em locais sobre os quais o catálogo nunca te alertou.
Porque a “ferramenta de precisão padrão” só é precisa até aplicares força suficiente para a transformar em estilhaços.
Vi uma matriz de precisão nova rachar ao longo do ombro durante um trabalho de vincagem em aço inoxidável. Sem colisão. Sem pânico do operador. Apenas uma subida constante de força à medida que fechavam a aba, e depois uma quebra que soou como um disparo de espingarda. A matriz não estava errada. O rótulo não estava errado. A física mudou.
Portanto, se a escolha da ferramenta é um problema de caminho de força e de gestão de colisão, é aqui que se torna caro.
A vincagem e os desníveis são onde a tonagem deixa de ser gentil.
Uma dobra a ar padrão distribui a força por três pontos de contacto. Uma vincagem esmaga quase completamente o material, distribuindo o contacto por uma superfície ampla enquanto aumenta drasticamente a deformação plástica. Isso significa que a tua tonagem salta dos valores de dobra a ar para território de encoste — às vezes aproximando-se dos níveis de cunhagem, dependendo do material e da espessura. Não é um problema de marca. É um problema de deformação.
Podes realizar uma vincagem em fases com um punção e uma matriz normais. Pré-dobra até cerca de 30 graus, depois achata com um punção plano. Muitas oficinas fazem isso.
Mas pergunta-te o que é que realmente interessa à máquina.
Interessa-lhe que, quando achatas essa aba, a carga deixe de estar concentrada numa ponta — fica distribuída ao longo de uma linha que deve estar bem suportada por baixo. As matrizes de vincagem dedicadas suportam essa carga com geometria ajustada, de modo que a força flua diretamente para o leito. Uma configuração em fases cria frequentemente contacto desigual primeiro, e só depois contacto total, o que provoca picos de força num instante.
Os desníveis são semelhantes. Um punção e uma matriz de desnível controlam duas dobras num só golpe com suporte controlado entre elas. Se tentares improvisar com dois golpes separados e ferramentas padrão, introduces erro de empilhamento e ciclos repetidos de alta tonagem na mesma região da ferramenta. Isso não é só mais lento. É stress cumulativo.
Aqui está a troca.
As ferramentas especializadas ocupam espaço na prateleira e consomem dinheiro à partida. As configurações em fases consomem capacidade de tonagem e tempo em cada ciclo.
Se estiver a trabalhar com aço macio fino uma vez por trimestre, uma configuração faseada serve bem. Se estiver a fechar dobras em aço inoxidável de calibre 11 toda a semana, não está a poupar dinheiro ao fingir que as suas ferramentas padrão são imortais.
O aço não negocia com o seu orçamento de ferramentas.
Existe um limiar silencioso onde “precisão” se torna “fragilidade”.”
Ferramentas de precisão retificadas — aquelas que adora pela repetibilidade — muitas vezes têm ombros mais pequenos e raios mais apertados. É assim que mantêm tolerâncias. Mas ombros mais pequenos significam menos área de secção transversal a resistir ao esforço de flexão quando a tonelagem aumenta.
Tensão é igual a força sobre área. Simples. Brutal.
Quando estreita a abertura da matriz abaixo V = 8 × T para dobragem ao ar, a tonelagem sobe acentuadamente. Não de forma linear. Acentuadamente. Indo mais longe para o encosto total, pode ver multiplicadores de 3× da força de dobragem ao ar, dependendo da resistência do material. Essa força passa pela ponta do punção e chega aos ombros da matriz. Se a geometria do ombro estiver otimizada para precisão em vez de carga bruta, está a concentrar tensão exatamente onde o aço é mais fino.
Vi uma oficina tentar encostar totalmente uma chapa de 3/16 polegadas de alta resistência com uma matriz de precisão estreita porque “encaixa na braçadeira”. O ombro fraturou e enviou um fragmento através da máquina. Felizmente ninguém se feriu. Mas essa matriz nunca foi concebida para suportar aquela densidade de carga.
Então, qual é o limite de espessura?
Não existe um número universal. Depende da resistência à tração, largura da matriz e se está a dobrar ao ar ou a encostar totalmente. Essa é a questão. O limite é determinado pela física, não pela região. Um punção de estilo americano pesado e de força direta pode sobreviver a cargas que sobrecarregariam um sistema de precisão mais leve. Um sistema premium de troca rápida com encaixe profundo da lingueta e apoio amplo pode superar ambos. A marca não lhe diz qual é a secção transversal sob carga.
Se não calcular a tonelagem prevista por pé e não a comparar tanto com a classificação da máquina como com a classificação da carga da ferramenta, está a adivinhar.
E adivinhar com carga concentrada é como o aço temperado se transforma em estilhaços.
Agora vamos inverter a situação.
Imagine que as suas ferramentas suportam a tonelagem. Ótimo. Mas pesam 36 kg por secção e demoram vinte minutos a alinhar após cada troca.
De que é que acha que a máquina realmente se importa?
Não interessa que o seu punção esteja retificado a ±0,0004 polegadas se demora tanto a mudar que os operadores começam a encurtar processos. Ferramentas pesadas e de alta capacidade aumentam o risco de segurança, o tempo de preparação e a variabilidade de alinhamento em braçadeiras manuais. Isso é custo oculto.
Sistemas modernos de troca rápida — encaixe amplo da lingueta, assistência por mola, auto-alinhamento — reduzem o tempo de troca para menos de um minuto por segmento. Essa rapidez não é luxo. É consistência. Menos manuseamento significa menos marcas, menos detritos entre a lingueta e a braçadeira, menos variação de altura.
Mas aqui está a tensão.
Ferramentas mais pesadas significam frequentemente maior capacidade de carga. Segmentos de precisão mais leves significam mudanças mais rápidas e melhor repetibilidade — até exceder o seu limite de carga de projeto.
Então o teu processo de decisão agora tem três portões:
Falha no terceiro, e a tua perfeição teórica morre na produção.
E aqui está o teste de realidade: uma quinadora só trabalha tão depressa quanto o tempo que leva a fazer as suas ferramentas comportarem-se.
Queres um sistema. Não uma visita ao catálogo. Ótimo.
Vai até ao teu suporte de ferramentas amanhã de manhã e não leias as etiquetas. Ignora “Americana.” Ignora “Europeia.” Finge que a tinta desapareceu e que as marcas foram lixadas. Faz apenas três perguntas:
Essa é a tua auditoria. Tudo o resto é decoração.
Vi uma oficina descartar uma produção inteira de 60 peças de inox porque o operador trocou para um punção leve de mudança rápida “porque cabe na braçadeira.” Cabia. Mas não aguentava a carga. O punção deslizou, os ângulos desviaram-se, as peças acumularam-se de forma incorreta e, quando alguém verificou, o palete era lixo. Não foi um erro de estilo. Foi um erro de restrição.
Não eliminas as adivinhações ao padronizar por região. Eliminas ao padronizar pela física e documentar em relação à tua máquina real.
Então, por onde começar?
O tipo de máquina vem primeiro. Mecânica, hidráulica, elétrica — não aplicam força da mesma forma e não perdoam os mesmos erros.
As hidráulicas dão-te controlo e pausa. As mecânicas batem forte e rápido no fundo. Isso muda se o embutimento é sequer uma ideia sensata para o teu tipo de trabalho. Se estás a embutir num travão mecânico perto da capacidade, não estás a “fazer produção.” Estás a jogar ao azar com a estrutura.
Agora escreve três números fixos do teu manual:
Esses são fixos. Não se negoceiam.
De seguida, calcule a força de dobragem esperada para os seus trabalhos típicos. Para dobragem ao ar de aço macio, pode estimar a tonelagem por pé com:
Toneladas/pé ≈ (Resistência à Tracção do Material × Espessura²) ÷ (8 × Abertura em V)
E sim, esse 8 × T no denominador é a conhecida regra de dobragem ao ar — abertura em V de cerca de 8 × espessura do material. Apertar o V e a tonelagem sobe rapidamente. Mude para encaixe (bottoming) e pode ver 2–3× a força de dobragem ao ar dependendo do material.
Faça os cálculos para os seus cinco principais materiais e espessuras. Não hipotéticos. Trabalho real.
Depois compare:
Se qualquer um deles for inferior à exigência do seu trabalho, essa ferramenta está fora — independentemente da região onde foi fabricada.
Não ignore o peso da ferramenta. Alguns sistemas de troca rápida têm limites onde segmentos leves são adequados até determinada massa, depois exigem bloqueio por pinos ou grampos diferentes. Se o seu segmento médio pesa 36 kg e o aperto é por parafusos manuais, o tempo de mudança torna-se uma variável de segurança e alinhamento — não um detalhe de conveniência.
Esta etapa não é glamorosa. É aritmética.
Mas aqui está a verdade crua: se não escreveu o limite de tonelagem por pé da sua máquina na parede acima da prensa, não está a operar um sistema — está a operar folclore.
O que faz com a pilha de ferramentas que não passam nas contas?
Tens dinheiro investido nesse suporte. Eu sei. Eu já assinei essas ordens de compra.
Ferramentas de fixação americana são mais baratas e ainda estão por toda a parte por uma razão. Para dobragem a ar de baixa tonelagem em aço macio, muitas vezes são “suficientes”. O mercado não as manteve vivas por nostalgia.
Portanto, a questão não é moral. É estrutural.
Se a tua auditoria mostra que 80% do teu trabalho está bem abaixo dos limites de carga de máquina e ferramenta, e as trocas ocorrem duas vezes por turno, substituir tudo por um sistema rápido de alto custo pode não gerar retorno tão cedo. Nesse caso, mantém as ferramentas antigas para trabalhos de baixa carga e poucas trocas, e marca-as claramente com a espessura e material máximos aprovados.
Mas se estás a trocar configurações cinco vezes por turno, a trabalhar lotes mistos e a operar perto dos limites de tonelagem, adaptadores e fixação híbrida tornam-se pontos de fricção. Cada adaptador acrescenta altura de empilhamento. Cada interface adiciona tolerância. Cada acumulação de tolerâncias desloca ligeiramente a linha de dobra.
Uma vez vi uma matriz rachada que foi rastreada até uma placa de adaptador que não estava assentada plana. O caminho de carga não ia diretamente para baixo na cama — estava enviesado. O ombro levou a carga de lado. Snap. Essa fissura custou mais do que o upgrade que tinham estado a adiar.
Configurações híbridas são uma ponte. Não uma casa permanente.
Se a combinação de trabalho exige regularmente velocidade, repetibilidade e alta tonelagem, consolidar para um único padrão de fixação robusto simplifica o treino, reduz erros de assentamento e corta o tempo de alinhamento. Isto não é fidelidade à marca. É reduzir variáveis num sistema de forças.
Portanto, a verdadeira questão passa a ser: que problema está cada ferramenta do teu suporte a resolver?
Esta é a lente que quero que mantenhas.
Cada punção e matriz existe para gerir uma de três restrições:
Uma matriz de ombro largo com encaixe profundo resolve a distribuição de carga. Um punção gooseneck estreito resolve a folga da aba. Um encaixe de precisão, autoassentado, resolve o desvio de alinhamento durante trocas frequentes.
Nenhuma destas são características regionais. São soluções mecânicas.
Ao avaliar uma ferramenta, não perguntes, “Isto é americano ou europeu?” Pergunta, “Isto está aqui porque preciso de mais área de secção transversal sob carga, mais folga de garganta ou trocas mais rápidas e seguras?”
Essa pergunta reorganiza o teu suporte mentalmente.
Agora a tua auditoria torna-se numa matriz:
Tudo o que não ganha claramente um espaço nessa matriz é peso morto — ou pior, uma armadilha à espera do operador errado no dia errado.
E aqui está a parte que a maioria das pessoas ignora.
Quando deixa de organizar as ferramentas por região e começa a organizá-las por restrição, consegue ver lacunas. Pode perceber que uma matriz pesada e de alta carga pode substituir três mais leves. Ou que um punção segmentado de troca rápida elimina horas de alinhamento por semana. Ou que uma matriz especial de dobragem só justifica o espaço na prateleira porque evita picos de tonagem 3× no seu trabalho com aço inox espesso.
Isto não é consolidação por si só.
Isto é alinhar o aço, a força e as mãos humanas num sistema coerente.
Leve isto consigo: a ferramenta certa não é a que tem o passaporte certo — é a que resolve exatamente o limite físico que a sua máquina e o seu trabalho impõem, com o mínimo de variáveis adicionais.
De que é que acha que a máquina realmente se importa?


















