

В прошлом месяце я наблюдал, как новый оператор боролся с пуансоном целых двадцать минут, потому что продавец сказал ему: “Это американский стиль — он подойдет”. Хвостовик вошёл. Болты затянули. Ползун опустился.
Деталь всё ещё была выпуклой посередине и открывалась на концах.
Он продолжал винить программу. А я продолжал наблюдать, как инструмент смещается под нагрузкой. Как думаете, что на самом деле волнует станок?
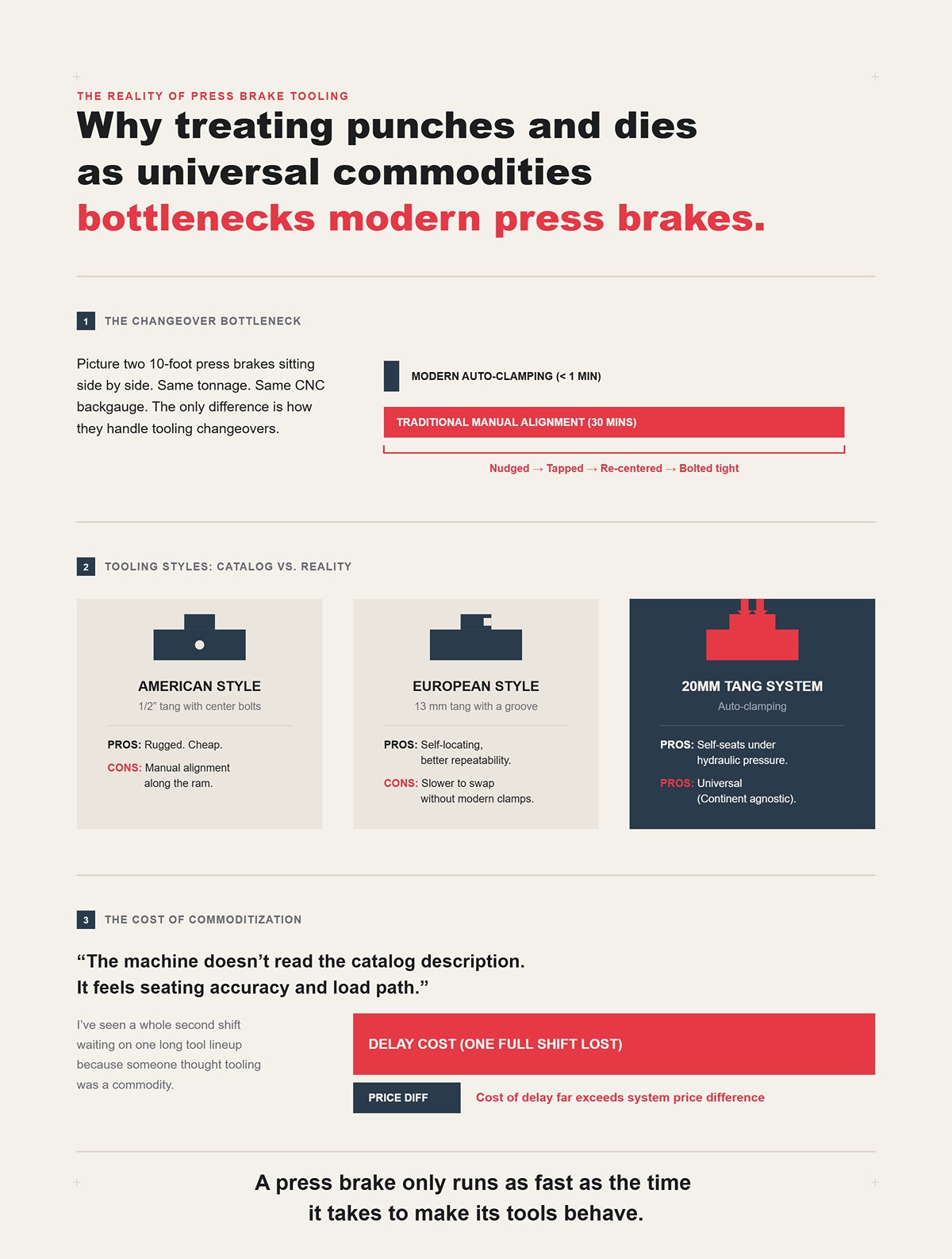
Представьте два 10-футовых гибочных пресса, стоящих рядом. Одинаковое усилие. Одинаковая ЧПУ-задняя опора. Один меняет инструмент менее чем за минуту; другой тратит полчаса на каждую перестановку, потому что пуансон нужно подталкивать, простукивать, выравнивать заново и затягивать болтами вдоль всей балки.
Оба имеют маркировку по “региону”.”
Американский стиль с центральными болтами и хвостовиком? Надёжный. Дешёвый. Популярный полдюймовый хвостовик. Но каждую секцию приходится вручную выравнивать вдоль ползуна. Европейский стиль с хвостовиком 13 мм и пазом? Самоцентрируется лучше, повторяемость выше, но медленнее при замене, если система зажима не современная. А есть системы с хвостовиком 20 мм и автоматическим зажимом, которые самоцентрируются под гидравлическим давлением — им всё равно, на каком вы континенте.
Станок не читает описание в каталоге. Он ощущает точность установки и путь передачи нагрузки.
Называйте это американским стилем. Называйте европейским. Если поверхность зажима узкая и точность установки зависит от того, насколько ровно вы затянули болт, ваш “стиль” только что стал узким местом. Я видел, как целая вторая смена ждала одну длинную установку инструмента, потому что кто-то решил, что инструмент — это просто товар, — а та задержка обошлась дороже разницы в цене между системами.
И вот проверка реальности: гибочный пресс работает так быстро, как быстро удаётся заставить его инструмент вести себя правильно.
Давайте поговорим о “почти подошёл”.”
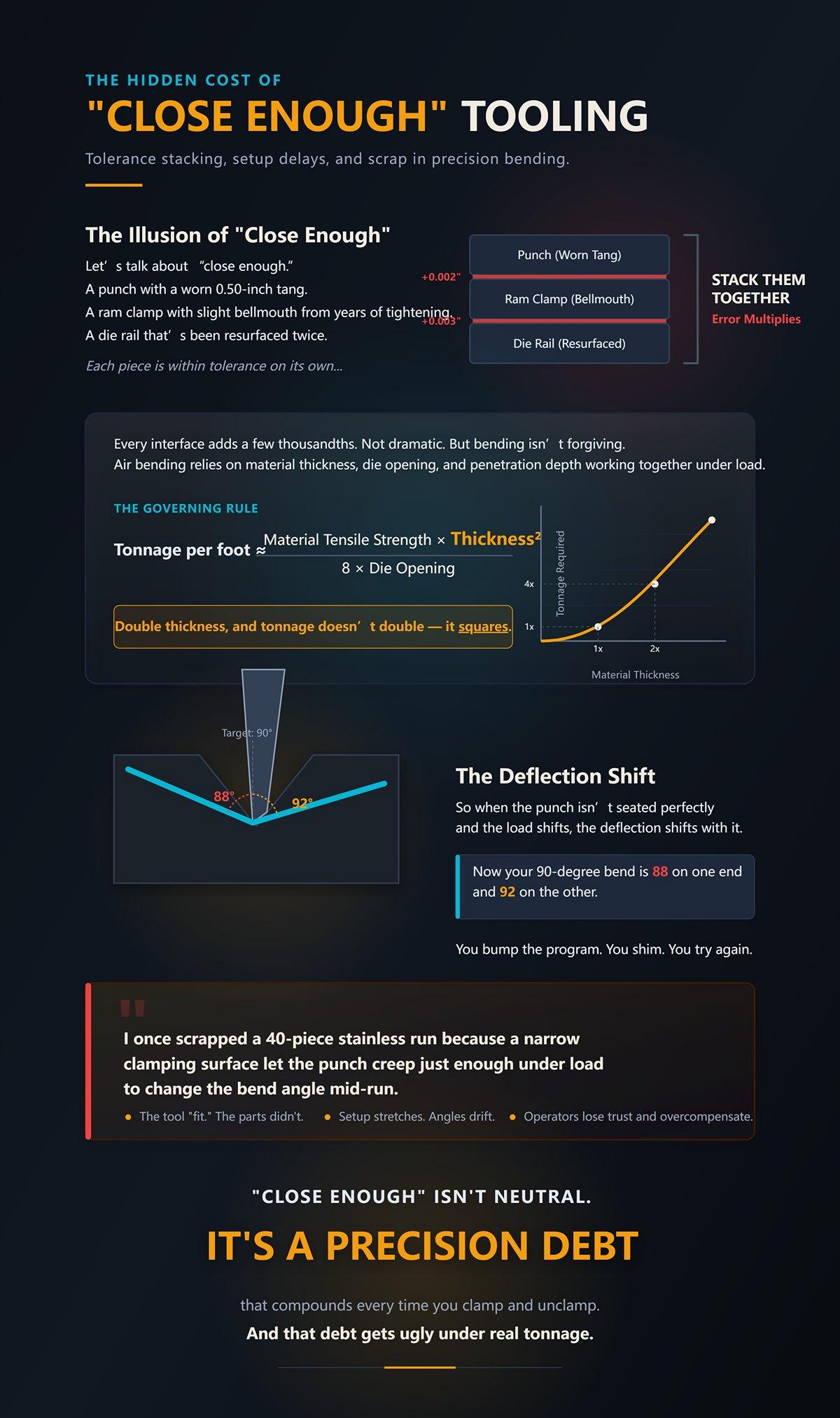
Пуансон с изношенным хвостовиком 0,50 дюйма. Зажим ползуна с лёгким разъёмом из-за многолетнего затягивания. Направляющая матрицы, дважды прошедшая шлифовку. Каждая деталь сама по себе в пределах допуска.
Сложите их вместе.
Каждый стык добавляет несколько тысячных дюйма. Не драматично. Но гибка не прощает. Воздушная гибка зависит от толщины материала, раскрытия матрицы и глубины проникновения, работающих вместе под нагрузкой — а сила растёт быстро. Старое правило, которое вы выучили, всё ещё действует: Усилие на фут ≈ (предел прочности материала × толщина²) ÷ (8 × раскрытие матрицы). Удвоите толщину — и усилие не удвоится, а возрастёт в квадрате.
Так что, когда пуансон сидит не идеально и нагрузка смещается, вместе с ней смещается и прогиб. Теперь ваш изгиб под 90 градусов на одном конце стал 88, а на другом — 92. Вы правите программу. Подкладываете shim. Пробуете снова.
Однажды я отправил в брак партию из 40 нержавеющих деталей, потому что узкая поверхность зажима позволила пуансону сместиться под нагрузкой ровно настолько, чтобы изменить угол гиба в середине партии. Инструмент “подошёл”. Детали — нет.
Настройки растягиваются. Углы «уплывают». Операторы теряют доверие к машине и начинают чрезмерно компенсировать ошибки.
“Достаточно близко” — это не нейтральный компромисс. Это долговая яма по точности, которая увеличивается каждый раз, когда вы зажимаете и разжимаете деталь.
И этот долг становится уродливым под реальной нагрузкой.

Вы вкладываете серьёзные деньги в новый листогиб с ЧПУ. С системой бомбирования. С лазерным измерением угла. С гидравлическим зажимом, рассчитанным на полную нагрузку.
А потом вставляете секционные инструменты двадцатилетней давности, потому что они “американского стандарта” и всё ещё пригодны.
Ползун точен до микрон. Зажим распределяет давление равномерно. Но геометрия хвостовика осталась прежней — узкая посадка, ручное выравнивание, малая контактная площадь. Точность входит на вершине системы и теряется на стыке.
Это как прикрутить гоночный двигатель к валу с люфтом на шлицах. Мощность есть. Управления — нет.
Современные системы с 20-миллиметровыми хвостовиками и самоцентрирующейся механикой стали распространены не из-за географии. Они победили потому, что распределяют нагрузку на большую площадь и устраняют человеческую ошибку выравнивания. Пружинные кнопки для лёгких инструментов. Штифты — для тяжёлых. Гидравлический зажим, который втягивает инструмент в одно и то же посадочное место каждый раз. Это физика решает проблему, а не маркетинг решает терминологию.
Если ваш новый листогиб всё ещё требует, чтобы вы подбивали пуансон на место киянкой, вы не обновили систему — вы обновили только её половину.
И вот на что я хочу обратить ваше внимание: перестаньте спрашивать, где был спроектирован инструмент, и начните спрашивать, как проходит нагрузка от ползуна к пуансону, к материалу, к матрице.
Потому что стали всё равно, как вы это называете.
Вы стоите перед техническим описанием. Там написано American. Там написано European. Там написано Wila-compatible.
Вы хотите знать: какие параметры действительно показывают, что этот инструмент будет гнуть ровные детали весь день без постоянного контроля?
Начните с трёх чисел: толщина хвостовика, ширина посадочной поверхности и номинальная нагрузка на фут. Затем посмотрите, как зажим втягивает инструмент в позицию — болтовым прижимом, клиновым механизмом или гидравлическим затягиванием. Это путь нагрузки. Это повторяемость.
Выбирать по региону — всё равно что покупать двигатель по цвету крышки клапанов. Значок — косметика. Кривая крутящего момента — механика.
Разберём четыре системы так, как их «чувствует» сталь — по тому, как они устанавливаются, как несут нагрузку и как ведут себя после сотого переустановленного инструмента.
Я устанавливал километры инструментов с хвостовиком 0,50 дюйма. Вставить хвостовик в паз. Подтянуть центральный болт. Подбить секцию киянкой, пока она не выровняется с соседней. Переместиться вдоль балки. Повторить.
Он работает. Вот почему он до сих пор повсюду.
Но посмотрите на интерфейс. Полудюймовый шип. Узкая опорная поверхность. Выравнивание выполняется глазом оператора и физическим усилием. Зажим толкает прямо внутрь; он не самоустанавливается. Каждая смена инструмента — это небольшое согласование между сталью и человеческим суждением.
Теперь сравните строганную и высокоточно шлифованную американскую оснастку. Строганная оснастка обрабатывается до нужного размера, но не шлифуется по всей длине. Можно заметить небольшие колебания от участка к участку — пару тысячных дюйма здесь, пару там. На короткой детали вы, возможно, этого никогда не заметите. На пробеге в 10 футов эти тысячные складываются.
Высокоточно шлифованная американская оснастка уменьшает эти колебания. Лучшее качество поверхности. Более прямые участки. Более стабильная высота по всей длине балки.
Но геометрия шипа не изменилась.
Под нагрузкой зажим всё ещё сжимает относительно небольшую площадь контакта. Когда тоннаж растёт — более толстый материал, более узкий V-матрица — деформация концентрируется на этом интерфейсе. Если установка не идеально квадратная, пуансон может микросместиться до того, как нагрузка полностью стабилизируется.
Однажды я видел, как треснувшая матрица вышла из пресса из-за того, что пуансон не был полностью установлен на одном конце. Тяжёлая плита, близкая к пределу мощности. Нагрузка сместилась на высокую сторону, перегрузила плечо матрицы и расколола её начисто. Оснастка была не “неправильной”. Интерфейс был безжалостен.
Так когда рабочая лошадка становится обузой? Когда длина вашей детали увеличивает вариации от участка к участку, когда тоннаж близок к верхней границе, или когда вы меняете оснастку несколько раз за смену и ожидаете микроны повторяемости от системы, которая зависит от ручного выравнивания.
Американская оснастка не устарела. Она честная. Она даёт вам ровно ту точность, которую заслуживает ваша дисциплина при настройке.
Давите на неё сверх этого — и она потребует процент.
Теперь возьмите шип 13 мм с задним пазом. Вставьте его в подходящий зажим. Когда зажим закрывается, он тянет инструмент вверх и назад в определённое гнездо. Вам не нужно выбивать его для выравнивания — геометрия делает это за вас.
Вот и преимущество стиля Promecam: механическая самоустановка.
Время переналадки сокращается, потому что сокращается время выравнивания. Более важно, повторяемость посадки улучшается, потому что зажим прикладывает усилие по наклонной поверхности, которая каждый цикл приводит инструмент в одно и то же положение.
Вот компромисс.
Этот шип тоньше, чем 20 мм в тяжёлой системе. Площадь контакта меньше. Обычно система рассчитана на лёгкие и средние работы по тоннажу, если только она не используется с усиленными держателями. Вы вполне можете выполнять серьёзную работу на ней — но должны уважать график нагрузок.
И помните одну вещь об гибке на воздухе: внутренний радиус определяется в первую очередь шириной раскрытия матрицы, а не профилем пуансона. Если вы гнёте мягкую сталь на пуансоне с радиусом 1T — радиус вершины примерно равен толщине материала — ваша стабильность угла зависит больше от постоянной глубины проникновения и ширины матрицы, чем от экзотических форм пуансона.
Так что, как вы думаете, что на самом деле волнует машину?
Ей важно, чтобы пуансон садился одинаково каждый раз, чтобы глубина проникновения превращалась в предсказуемый угол. Геометрия самоустановки этому помогает. Но если вы перегрузите шип выше его номинального тоннажа на фут, функция самоустановки не спасёт от упругой деформации в держателе.
Европейский стиль раскрывается в условиях с большим разнообразием работ и умеренным тоннажом, где повторяемое выравнивание и быстрые замены важнее грубой силы. Пренебрегите ограничениями по весу — и вы попросите тонкий интерфейс вести себя как тяжёлый.
Сталь не согласовывает свой график с вашим.
Впервые используете хвостовик 20 мм с гидравлическим зажимом — ощущения другие. Вы поднимаете инструмент. Он защёлкивается. Зажим закрывается. Система втягивает инструмент в закалённую опорную поверхность по широкой зоне контакта.
Без постукиваний. Без прокладок. Без догадок.
Лёгкие секции часто используют подпружиненные кнопки для быстрой установки; тяжёлые секции переключаются на механизм с фиксацией штифтом. Та же геометрия, но разный метод удержания в зависимости от веса. Эта деталь важна — ведь преимущество в скорости максимальное, когда вы многократно работаете с лёгким секционным инструментом.
С механической точки зрения, хвостовик 20 мм увеличивает опорную поверхность между инструментом и ползуном. Больше площадь — меньше контактное напряжение при той же нагрузке. При высокой тоннажности на фут это означает меньшую локализованную деформацию и лучшую долговременную повторяемость.
Так компенсирует ли скорость установки цену?
Если вы меняете инструмент раз в день — скорее всего, нет. Если вы выполняете короткие партии — скажем, пять–десять установок за смену — и каждая традиционная ручная настройка занимает пятнадцать минут, вы тратите более часа в день только на то, чтобы заставить инструмент работать как надо.
И вот проверка реальности: гибочный пресс работает так быстро, как быстро удаётся заставить его инструмент вести себя правильно.
Премия связана не с географией. Она о покупке обратно времени на настройку и защите точности интерфейса под нагрузкой. Для цехов среднего объёма и большого разнообразия изделий расчёт часто склоняется в пользу более широкого хвостовика и гидравлического втягивания. Для длительных и стабильных работ прирост уменьшается.
Скорость окупается только когда вы действительно что-то меняете.
Я видел, как цеха заказывают дорогой самоцентрирующийся инструмент — а потом закрепляют его в старом ручном зажиме, рассчитанном на прямой хвостовик 0,50 дюйма. “Подогнали” его при помощи переходников.
Переходники изменяют путь передачи нагрузки.
Ручной зажим создаёт точечное давление там, где находится болт. Гидравлический распределяет нагрузку равномерно вдоль балки. Пневматические системы находятся посередине — быстрее, чем ручные, но обычно с меньшей силой, чем гидравлика.
Если у вашего станка ручной зажим, каждая смена инструмента снова вносит человеческую погрешность выравнивания, независимо от того, насколько сложная геометрия хвостовика дальше по цепочке. Если у него гидравлический зажим, рассчитанный на полную тоннажность, использование узкого, слабо поддерживаемого инструмента оставляет мощность неиспользованной и увеличивает нагрузку на интерфейс.
Ваша система зажима определяет, какой инструмент вы можете безопасно и стабильно использовать задолго до того, как ваш бюджет вступает в игру.
Однажды я забраковал срочный заказ на алюминий, потому что пакет переходников создал достаточно гибкости, чтобы показания угла начали дрейфовать в середине партии. Мы час гонялись за программой, прежде чем нашли причину в интерфейсе зажима. Каталог инструмента выглядел совместимым. Путь нагрузки — нет.
Ручные зажимы предпочитают прочные, прощающие геометрии. Гидравлические открывают доступ к точным системам, которые зависят от постоянной силы втягивания. Пневматические требуют, чтобы вы проверяли и скорость, и силовые характеристики, прежде чем предполагать взаимозаменяемость.
Здесь региональные ярлыки полностью теряют смысл.
Вопрос не в том, американский или европейский инструмент. Вопрос в том: как инструмент втягивается в своё посадочное место, по какой площади поверхности и при какой тоннажности на фут?
Ответьте на это — и половина ошибок при покупке исчезнет.
Игнорируйте это — и вы продолжите обвинять станок с ЧПУ в том, что интерфейс делает прямо на виду.
| Раздел | Содержание |
|---|---|
| Заголовок | Ручной vs. гидравлический vs. пневматический зажим: как система зажима вашего станка мгновенно исключает целые категории инструментов |
| Основное наблюдение | Мастерские часто заказывают премиальный самоцентрирующийся инструмент и устанавливают его в старые ручные зажимы, рассчитанные на прямой хвостовик 0,50 дюйма, используя переходники, чтобы он подошёл. |
| Ключевой принцип | Переходники изменяют путь передачи нагрузки. |
| Ручное зажимание | Передаёт точечное давление в месте, где находится болт. Возвращает человеческую ошибку выравнивания при каждой смене инструмента, независимо от геометрии хвостовика. Предпочитает прочные, терпимые геометрии. |
| Гидравлическое зажимание | Равномерно распределяет усилие вдоль балки. Если рассчитано на полную мощность, использование узкого или слабо поддерживаемого инструмента приводит к потере производительности и увеличению напряжения в интерфейсе. Открывает доступ к прецизионным системам, зависящим от стабильной силы втягивания. |
| Пневматическое зажимание | Находится между ручными и гидравлическими системами. Быстрее ручного, обычно с меньшей силой, чем гидравлическое. Перед предполагаемой взаимозаменяемостью требуется проверка характеристик скорости и усилия. |
| Практическое понимание | Именно система зажимания определяет, какой инструмент можно использовать безопасно и повторяемо, ещё до учёта бюджета. |
| Пример из практики | Срочная алюминиевая партия была забракована, потому что стопка переходников внесла прогиб, вызвав смещение угла в ходе работы. Проблема оказалась связана с интерфейсом зажима, а не с программой. В каталоге инструмент выглядел совместимым, но путь нагрузки — нет. |
| Критический вопрос | Речь не об американском или европейском инструменте — а о том, как инструмент втягивается в своё посадочное место, по какой площади контакта и с каким усилием на фут. |
| Заключение | Ответы на эти вопросы по интерфейсу предотвращают многие ошибки при закупках. Игнорирование их приводит к обвинению станка с ЧПУ в проблемах, вызванных системой зажимания. |
Представьте: мягкая сталь толщиной 0,125 дюйма, длина 10 футов, изгиб на 90 градусов. У вас 175-тонный гидравлический пресс. В стойке доступны V-матрицы 0,75 и 1,0 дюйма.
Какая из них убережёт вас от неприятностей?
Начните с Правило восьмёрки: V = 8 × T. Для материала толщиной 0,125 дюйма это V = 1,0 дюйм. Не потому, что так решили в Европе. Не потому, что в Америке предпочитают что-то «помощнее». А потому, что при восьмикратной толщине материал образует предсказуемый внутренний радиус — около 0,16 дюйма для мягкой стали — и тоннаж на фут остаётся в диапазоне, на который рассчитаны ваша машина и оснастка.
Этот множитель — не народная легенда. Это звено между геометрией и силой. Отклонитесь от него — и путь нагрузки изменится так, что ваш ползун, плечи матрицы и зажим точно это почувствуют.
Сталь не согласовывает свой график с вашим.
Давайте посчитаем, а не будем спорить о марках.
При гибке на воздухе мягкой стали с пределом прочности 60 000 PSI тоннаж на фут приблизительно пропорционален T² / V. Уменьшите раскрытие V наполовину — и почти удвоите требуемый тоннаж. Тот же материал. Та же толщина. Просто более узкое V.
Так что если ваш лист толщиной 0,125 дюйма переходит от V = 1,0 дюйм к V = 0,75 дюйма, потому что “нужен более tight радиус”, тоннаж на фут резко подскакивает. Не мягко. Резко.
Теперь масштабируйте это на 10 футов.
На гидравлическом прессе с синхронизированным рабочим ходом это дополнительное требование проявляется как более высокое давление в гидросистеме, большее прогибание ползуна в середине и более концентрированная нагрузка на плечах матрицы. Раме всё равно, как называлась матрица в каталоге оснастки. Её волнует изгибающий момент.
Как вы думаете, что действительно волнует машину?
Её волнует, чтобы кривая силы оставалась в пределах номинальной мощности — как по общему тоннажу, так и по тоннажу на фут. Электрические пресса ещё менее терпимы: они часто ограничивают пиковую силу ниже, чем сопоставимые гидравлические машины. Матрица, которая “в порядке” на гидравлическом прессе мощностью 200 тонн, может остановить электропривод в нижней точке хода.
А если вы переключаетесь с гибки на воздухе на осадку в конце работы без пересчёта?
Осадка может требовать 3–5× тоннажа гибки на воздухе, потому что материал принудительно прижимается к боковым поверхностям матрицы. Этот контакт многократно увеличивает сопротивление. Я видел, как бригада безопасно выполняла работу гибкой на воздухе, а потом “для остроты” осаживала последнюю полку. Матрица треснула по радиусу плеча. Один резкий хлопок. Работа закончена.
Вот вам суровая реальность: проигнорируйте V = 8 × T, — и тоннаж растёт не линейно, а стремительно в части графика нагрузки, куда вы вовсе не собирались заходить.
Вы хотите получить меньший внутренний радиус, чем дает воздушная гибка с матрицей 8×. Это понятно.
При воздушной гибке радиус формируется главным образом от ширины матрицы и свойств материала. При V = 8 × T, мягкая сталь дает вам примерно 16% от V в качестве внутреннего радиуса. Это предсказуемо. Повторяемо. Регулируется по глубине проникновения.
Осадка отличается. Вы заставляете лист принимать форму радиуса кончика пуансона и угла матрицы. Это пластическая деформация по большей части поперечного сечения. Больше контакта. Больше трения. Больше усилия.
Можно ли “обмануть” правило, применив осадку в более узкой матрице, чтобы получить острый радиус?
Механически — да. Практически — вы меняете контроль геометрии на увеличение силы. Теперь машине нужно обеспечить достаточную нагрузку, чтобы преодолеть предел текучести и полный боковой контакт. Если ваш инструментальный интерфейс — гребень, зажим, держатель — был рассчитан на нагрузки при воздушной гибке, вы только что изменили силовой режим, не меняя оборудование.
Вот почему детали отправляются в брак.
И вот тонкость: при воздушной гибке вы можете корректировать угол глубиной хода, потому что не имеете полного контакта материала с матрицей. Осадка убирает эту «подушку». Ваш диапазон регулировки уменьшается. Прогиб ползуна становится более значим. Настройки компенсации становятся более важными. Износ инструмента проявляется быстрее.
Так что да, правило можно обойти.
Но вам лучше пересчитать нагрузку и убедиться, что система зажима и матрица рассчитаны на новый путь силы, иначе вы гнёте, используя резервную прочность.
Теперь возьмём ту же толщину 0,125 дюйма — но заменим мягкую сталь с прочностью 60 000 PSI на сплав 4140 с прочностью 150 000 PSI.
Ваша геометрия не изменилась. Открытие матрицы не изменилось. Толщина не изменилась.
Требуемая сила просто умножилась на (150,000 / 60,000) = 2.5.
Это не погрешность округления. Иногда это — новая машина.
Обычные таблицы усилий предполагают базу 60 000 PSI. Корректирующий коэффициент прост: Скорректированное усилие = Базовое усилие × (Фактическая прочность / 60 000). Для стали с высокой прочностью этот коэффициент может удвоить или утроить требуемое усилие.
Теперь спросите себя: делает ли V = 8 × T всё ещё “работает”?
Геометрически — да, это всё ещё даёт разумную отправную точку для контроля радиуса при гибке в воздухе. Механически же нагрузка, которую это подразумевает, может превышать рейтинг вашего штампа по тоннажу на фут или возможности вашего станка, особенно на электрических прессах с меньшей пиковой силой.
Вот здесь региональные обозначения полностью перестают работать. Хвостовик 20 мм, хвостовик 0,50 дюйма, гидравлический зажим, ручной зажим — ничто из этого не спасёт вас, если прочность на растяжение материала толкает требуемый тоннаж за пределы того, что интерфейс может выдержать без деформации.
Вы не отказываетесь от Правила 8 потому, что оно неверно.
Вы отказываетесь от слепой верности ему, потому что прочность материала меняет силовую часть уравнения, а сила — это то, что ломает штампы и растягивает держатели.
И вот проверка реальности: если вы не скорректируете расчёт по прочности на растяжение до загрузки станка, коррекция всё равно произойдёт — через прогиб, сигналы перегрузки или поломку инструмента.
Вы пересчитали тоннаж, потому что пришлось отказаться от V = 8 × T. Отлично. Теперь вы смотрите на глубокий короб с отгибами 3 дюйма и задаёте настоящий вопрос: если ширина матрицы фиксирована ограничениями по силе, как мне не дать пуансону врезаться в мою деталь до достижения угла?
Я видел, как парень гнул 10-й калибр мягкой стали в прямой пуансон на 4-дюймовом глубоком канале, потому что “радиус правильный”. Первые два изгиба были нормальными. На третьем отгиб коснулся корпуса пуансона примерно на 60 градусах. Он не заметил этого. Ползунок продолжил движение. Отгиб смялся, пуансон скололся по плечу, и мы отправили партию в утиль. Один неверный выбор профиля. Тысячи потеряны.
Если профиль вашего пуансона физически не проходит по геометрии, которую вы создаёте, пресс с радостью будет вдавливать сталь в сталь, пока что-то дорогостоящее не выйдет из строя.
Так что перестаньте думать о брендах и начните реверс-инжиниринг траектории, по которой движется ваша деталь вокруг пуансона.
Поставьте прямой пуансон и пуансон с гусиной шеей рядом на столе. Один и тот же радиус наконечника. Один и тот же угол. У одного массивный хвостовик, который опускается прямо вниз; у другого — изогнутая назад форма, создающая свободное пространство в горле.
Хвостовик заскользил внутрь.
Оба закрепятся. Оба выйдут на тот же рейтинг по тоннажу, если материал и матрица не изменились. Но только один даст вам возможность отгибу пройти за 90 градусов без столкновения с корпусом пуансона.
Механизм следующий. При гибке в воздухе лист вращается вокруг плеч матрицы, оборачивая наконечник пуансона. Когда угол закрывается от 30 до 90 градусов и выше, ранее сформированный отгиб вращается вверх. Чем глубже короб и длиннее отгиб, тем дальше этот отгиб перемещается к вертикальной массе пуансона.
Столкновение — это не про радиус. Это про габарит.
Вы можете это нарисовать. Возьмите длину вашего отгиба (F) и глубину короба (D). При приближении к 90 градусам внешняя кромка этого отгиба описывает дугу примерно равную F вокруг центра наконечника пуансона. Если корпус пуансона вторгается в этот объем дуги до достижения целевого угла плюс компенсация упругого возврата, всё — конец.
Прямой пуансон может пройти мимо 1-дюймового отгиба на неглубоком поддоне. Попробуйте 3-дюймовый отгиб на 4-дюймовом глубоком коробе — и вы ударите сталь о сталь до 80 градусов. Пуансон с гусиной шеей, благодаря снятому горлу, сдвигает массу пуансона назад, обеспечивая вам зазор без изменения ширины матрицы или тоннажа.
Как вы думаете, что действительно волнует машину?
Не “гусиная шея”. Важно, чтобы путь нагрузки оставался осевым и вы не вводили боковые нагрузки от столкновения, которое закручивает ползун и ударяет по направляющим. Авария во время вращения создаёт асимметричную силу. Так начинается погоня за изменением угла по всей поверхности стола.
Выберите профиль, который сохраняет геометрию чистой при полной вращении плюс обратной деформации (springback). Всё остальное — тщеславие.
Теперь мы переходим к ошибке, которую я вижу даже у опытных специалистов.
При гибке на воздухе конечный внутренний радиус в основном определяется шириной открытия матрицы и поведением материала, а не радиусом вершины пуансона. При использовании мягкой стали и стандартной настройки внутренний радиус оказывается около 15–20% от V. Это физика матрицы.
Но если вы выбираете пуансон с радиусом вершины меньше, чем этот “естественный” радиус гибки на воздухе, и затем опускаетесь достаточно глубоко, чтобы прижать лист плотно к вершине, вы только что перешли от гибки на воздухе к осадке — или хуже, к коингу — не признавая этого.
JEELIX объясняет просто: гибка на воздухе использует наименьший тоннаж и имеет наибольшую изменчивость обратной деформации; осадка увеличивает контакт и тоннаж; коинг требует максимального тоннажа с минимальной обратной деформацией и почти нулевой гибкостью.
Механизм имеет значение. При гибке на воздухе контакт происходит в трёх точках: вершина пуансона и два плеча матрицы. При осадке лист контактирует с боковыми поверхностями матрицы. При коинге вы пластически сжимаете материал на радиусе вершины.
Последний вариант резко увеличивает силу.
Представьте лист из нержавейки 304 толщиной 0,125 дюйма на матрице, выбранной для гибки на воздухе в пределах расчётного тоннажа машины на фут. Вы рассчитали тоннаж для гибки на воздухе и остались в безопасном диапазоне. Но вы устанавливаете острый пуансон и давите, пока внутренний радиус визуально не совпадёт с радиусом вершины пуансона. Вы увеличили площадь контакта и зону пластической деформации. Ваш требуемый тоннаж поднялся до значений осадки — часто в 3 раза больше, чем при гибке на воздухе.
Я видел трещину на плече матрицы именно от такого действия на нержавейке. Оператор уверял, что проводит гибку на воздухе. Полировка поверхности износа на боковых стенках матрицы говорила об обратном.
Если радиус вершины пуансона меньше, чем радиус, который матрица хочет сформировать, вы не “делаете более острый изгиб”. Вы увеличиваете силу и уменьшаете возможность регулировки.
И вот прямой факт: случайный коинг не отображается в листе настройки — он проявляется как сигналы перегрузки или сломанный инструмент.
Теперь представьте деталь длиной 6 футов с четырьмя разными длинами фланцев, двумя вырезами и одним уступом в середине. Вы можете выполнить её с помощью стандартного пуансона полной длины — если согласны снимать инструмент при каждой помехе и каждый раз выверять положение.
Или вы можете собрать её из сегментированных секций, которые позволяют обходить особенности детали без полного демонтажа.
На современных системах быстрого зажима — тех широких стилях с выступом 20 мм, автопозиционированием и пружинным помощником при весе примерно до 27 фунтов за сегмент — можно заменить секции за секунды и сохранить повторяемое вертикальное позиционирование. В старых системах с ручным болтовым креплением, особенно с узким выступом, каждая замена грозит небольшим отклонением по высоте, если не быть предельно точным. Это не маркетинг. Это площадь поверхности зажима и повторяемость.
Вот компромисс.
Стандартный инструмент полной длины жёсткий и простой. Меньше соединений. Меньше накопленных допусков. Хорош для прямых повторяющихся работ.
Сегментированный инструмент добавляет больше точек соприкосновения — но даёт свободу геометрии. Можно чередовать длины, чтобы обходить выступы, использовать пуансоны неполной длины для внутренних фланцев и избегать столкновений, которые иначе потребовали бы изменения профиля.
Гибкость побеждает, когда геометрия сложная — при условии, что система зажима удерживает сегменты в точном положении под нагрузкой. Если зажим позволяет инструментам смещаться или садиться непостоянно после замен, ваша “гибкость” превращается в изменение угла и переделку.
Однажды мне пришлось списать небольшую партию алюминия, потому что сегментированные инструменты в изношенном ручном зажиме сместились вниз на несколько тысячных по всей кровати после нескольких замен. Углы «ушли». Мы гонялись за ними весь день.
Проблема не в сегментированном инструменте. Проблема — в неконтролируемом механизме зажима.
И вот проверка реальности: гибочный пресс работает так быстро, как быстро удаётся заставить его инструмент вести себя правильно.
Теперь вы видели, что ширина матрицы — это решение, связанное с усилием, профиль пуансона — решение, связанное с зоной столкновения, а сегментация — решение по повторяемости зажима. Если собрать их неправильно, машине всё равно, как каталог называл этот инструмент — она выразит вашу ошибку всплесками тоннажа, прогибом или браком.
Так что, когда задание требует отклониться от V = 8 × T, следующий вопрос — это не “Американский или Европейский?”
А может ли ваша машина, зажим, геометрия пуансона и прочность материала выдержать путь силы, который вы собираетесь создать.
Хотите пошаговый способ выбрать профиль пуансона, радиус его вершины и сегментацию для сложной детали?
Начните отсюда: когда геометрия согласована и путь нагрузки чистый, ваш следующий фильтр прост — что происходит, когда тоннаж концентрируется в местах, о которых каталог никогда не предупреждал.
Потому что “стандартный прецизионный инструмент” точен ровно до того момента, пока вы не нагрузите его достаточно сильно, чтобы превратить в осколки.
Я видел, как совершенно новая прецизионная матрица раскололась вдоль плеча во время операции завальцовки на нержавейке. Без аварии. Без паники оператора. Просто плавный рост усилия при закрытии завальцовки — и затем треск, похожий на выстрел из винтовки. Матрица не была неправильной. Маркировка не была неправильной. Изменилась физика.
Так что если выбор инструмента — это задача управления путём силы и столкновениями, вот где всё становится дорого.
Завальцовки и смещения — это моменты, когда тоннаж перестаёт быть вежливым.
Стандартный воздушный гиб распределяет усилие на три точки контакта. Завальцовка сжимает материал почти до плоского состояния, создавая контакт по широкой поверхности и резко увеличивая пластическую деформацию. Это значит, что ваш тоннаж подскакивает от значений при воздушном гибе к области осадки — а иногда приближается к уровню чеканки, в зависимости от материала и толщины. Это не вопрос бренда. Это вопрос деформации.
Можно выполнить завальцовку стандартным пуансоном и матрицей поэтапно. Сначала предварительно согнуть примерно до 30 градусов, затем расплющить плоским пуансоном. Так делают многие цеха.
Но спросите себя, что на самом деле волнует машину.
Ей важно то, что при расплющивании этого фланца нагрузка больше не концентрируется на вершине — она распределяется по линии, которая должна быть хорошо поддержана снизу. Специализированные матрицы для завальцовки поддерживают нагрузку с согласованной геометрией, чтобы сила шла прямо вниз в станину. Ступенчатая установка часто создаёт сначала неравномерный контакт, потом полный, что вызывает всплеск усилия мгновенно.
Со смещениями та же история. Пуансоны и матрицы для смещений контролируют два сгиба за один ход с контролируемой опорой между ними. Попробуйте имитировать это двумя отдельными ударами и стандартным инструментом — и вы получите накопление погрешности плюс повторяющиеся высокотоннажные циклы в одной зоне инструмента. Это не только медленнее. Это накопленный стресс.
Вот компромисс.
Специализированный инструмент занимает место в стойке и требует значительных вложений сразу. Поэтапные настройки съедают тоннажную ёмкость и время при каждом цикле.
Если вы гнёте тонкую мягкую сталь раз в квартал — поэтапная настройка приемлема. Но если вы весь неделю закрываете кромки на нержавейке толщиной 11 га, то не экономите, притворяясь, что ваш стандартный инструмент вечен.
Сталь не ведёт переговоры с вашим бюджетом на инструмент.
Существует тихий порог, когда “точность” превращается в “хрупкость”.”
Инструмент с прецизионной шлифовкой — тот, который вы любите за повторяемость — часто имеет меньшие плечи и более узкие радиусы. Именно так достигается соблюдение допусков. Но меньшие плечи означают меньшую площадь поперечного сечения, сопротивляющегося изгибу при росте тоннажа.
Напряжение равно силе, делённой на площадь. Просто. Безжалостно.
Когда вы сужаете отверстие матрицы ниже V = 8 × T при воздушной гибке, тоннаж резко возрастает. Не линейно — резко. При переходе к осадке можно увидеть увеличение силы в 3 раза по сравнению с воздушной гибкой в зависимости от прочности материала. Эта сила проходит через вершину пуансона и в плечи матрицы. Если геометрия плеч оптимизирована под точность, а не под грубую нагрузку, вы концентрируете напряжение именно там, где сталь самая тонкая.
Я видел, как один цех пытался осадить плиту из высокопрочной стали толщиной 3/16 дюйма в узкой прецизионной матрице, потому что “она подходит к зажиму”. Плечо треснуло, и осколок улетел через станок. Никто не пострадал, слава Богу. Но эта матрица никогда не была рассчитана на такую плотность нагрузки.
Так где же граница толщины?
Универсального числа нет. Всё зависит от прочности на растяжение, ширины матрицы и того, выполняете ли вы воздушную гибку или осадку. В этом суть. Ограничение определяется физикой, а не регионом. Тяжёлый американский пуансон прямого действия может выдерживать нагрузки, которые приведут к перенапряжению более лёгкую прецизионную систему. Премиальная система быстрой замены с глубокой посадкой хвостовика и широкой базой может превзойти обе. Значок на инструменте не показывает его поперечное сечение под нагрузкой.
Если вы не рассчитываете ожидаемый тоннаж на фут и не сравниваете его с номиналом станка и допустимой нагрузкой инструмента, вы действуете наугад.
А угадывая при концентрированной нагрузке, вы превращаете закалённую сталь в осколки.
Теперь перевернём ситуацию.
Допустим, ваш инструмент выдерживает тоннаж. Отлично. Но он весит 80 фунтов на секцию и требует двадцать минут для юстировки после каждой замены.
Как вы думаете, что действительно волнует машину?
Неважно, что ваш пуансон отшлифован с допуском ±0,0004 дюйма, если переналадка занимает столько времени, что операторы начинают сокращать шаги. Тяжёлый, высоконагруженный инструмент увеличивает риск травм, время настройки и вариации выравнивания при ручных зажимах. Это скрытые затраты.
Современные системы быстрой замены — широкая посадка хвостовика, пружинная помощь, самопозиционирование — сокращают время перестановки до менее минуты на сегмент. Эта скорость — не роскошь, а стабильность. Меньше манипуляций означает меньше вмятин, меньше мусора между хвостовиком и зажимом, меньше перепадов по высоте.
Но вот в чём напряжение.
Более тяжёлые инструменты часто означают более высокую грузоподъёмность. Лёгкие прецизионные сегменты обеспечивают быструю смену и лучшую повторяемость — пока вы не превысите их расчётную нагрузку.
Так что теперь в вашем процессе принятия решений три контрольных пункта:
Пропустите третий — и ваше теоретическое совершенство погибнет в производстве.
И вот проверка реальности: гибочный пресс работает так быстро, как быстро удаётся заставить его инструмент вести себя правильно.
Вам нужна система. Не экскурсия по каталогу. Отлично.
Подойдите завтра утром к своему инструментальному стеллажу и не читайте ярлыки. Игнорируйте “American”. Игнорируйте “European”. Представьте, что краска стерта, а клейма сошлифованы. Задайте только три вопроса:
Вот и весь аудит. Всё остальное — украшения.
Я видел, как на одном производстве пустили в брак всю серию из 60 деталей из нержавейки, потому что оператор заменил инструмент на более лёгкий быстросъёмный пуансон “потому что он подходит к зажиму”. Подошёл — да. Но не выдержал нагрузку. Пуансон сместился, углы поплыли, детали наслаивались неправильно, и к моменту проверки весь поддон стал отходом. Это была не ошибка стиля. Это была ошибка в ограничениях.
Вы не устраните догадки, стандартизируя по региону. Вы устраните их, стандартизируя по физике и документируя это относительно вашего реального станка.
С чего начать?
Тип вашего станка — прежде всего. Механический, гидравлический, электрический — они прикладывают усилие по-разному и прощают не одинаковые ошибки.
Гидравлика даёт вам контроль и выдержку. Механика бьёт резко и быстро в нижней точке. Это меняет то, имеет ли нижний прижим вообще смысл для вашего производственного набора. Если вы прижимаете на механическом прессе почти на пределе, вы не “ведёте производство”. Вы играете с рамой.
Теперь запишите три точных числа из вашего руководства:
Они фиксированные. Их не обсуждают.
Далее рассчитайте ожидаемое усилие гибки для ваших типичных работ. Для воздушной гибки мягкой стали можно оценить тоннажность на фут по формуле:
Тонн/фут ≈ (Предел прочности материала × Толщина²) ÷ (8 × отверстие V)
И да, это 8 × T в знаменателе — знакомое правило воздушной гибки: отверстие V примерно 8 × толщина материала. Уменьшите V — и тоннаж быстро возрастает. Перейдите к осадке, и вы получите усилие в 2–3 раза больше, в зависимости от материала.
Просчитайте показатели для ваших пяти основных материалов и толщин. Не гипотетически. А для реальных работ.
Затем сравните:
Если хотя бы один из этих показателей ниже, чем требуется для работы, этот инструмент не подходит — независимо от страны производства.
Не забывайте про вес инструмента. У некоторых систем быстрой смены есть пороги: лёгкие сегменты допускаются до определённой массы, затем требуется фиксация штифтами или другие зажимы. Если средний сегмент весит 80 фунтов, а у вас ручной зажим на болтах, время переналадки становится фактором безопасности и точности, а не просто удобства.
Этот этап не эффектен. Это арифметика.
Но вот прямая правда: если вы не записали предельную тоннажность на фут вашей машины на стене над гибочным прессом, вы управляете не системой — вы полагаетесь на слухи.
Что вы делаете с кучей инструментов, которые не проходят проверку по расчетам?
На этой стойке у вас вложены деньги. Я знаю. Я подписывал эти закупочные ордера.
Инструмент американского типа, закрепляемый болтами, дешевле и до сих пор повсеместно встречается не просто так. Для низкотоннажного гиба на воздухе в мягкой стали он часто “достаточно хороший”. Рынок не сохранил его из-за ностальгии.
Так что вопрос не моральный. Он конструкционный.
Если ваш аудит показывает, что 80% вашей работы находится значительно ниже предельных нагрузок станка и инструмента, а переналадки происходят дважды за смену, полное обновление до дорогой системы быстрого перехода может окупиться не скоро. В этом случае оставьте устаревшие инструменты для работ с низкой нагрузкой и редкими заменами и четко отметьте их максимальную допустимую толщину и материал.
Но если вы меняете настройки пять раз за смену, работаете с смешанными партиями и приближаетесь к предельным нагрузкам, переходники и гибридные зажимы становятся точками трения. Каждый переходник добавляет высоту стека. Каждый интерфейс добавляет допуск. Каждый накопленный допуск чуть смещает линию гиба.
Однажды я видел треснувшую матрицу, поломка которой была вызвана переходной плитой, установленной не полностью ровно. Путь нагрузки шел не прямо в станину, а с перекосом. Плечо приняло боковую нагрузку. Хлоп — трещина. Эта трещина стоила дороже, чем модернизация, которую они откладывали.
Гибридные установки — это мост. Не дом.
Если ваш ассортимент работ регулярно требует скорости, повторяемости и высокой тонnage, переход на единый надежный стандарт зажимов упрощает обучение, уменьшает ошибки в установке и сокращает время на выравнивание. Это не лояльность к бренду. Это сокращение переменных в системе сил.
Так что настоящий вопрос становится: какую проблему каждый инструмент на вашей стойке действительно решает?
Вот это подход, который я хочу, чтобы вы сохранили.
Каждый пуансон и матрица существуют, чтобы справляться с одним из трех ограничений:
Матрица с широкими плечами и глубоким зацеплением решает проблему распределения нагрузки. Узкий пуансон типа «гусиная шея» решает проблему зазора для фланца. Пуансон с точно шлифованным, самоцентрирующимся хвостовиком устраняет смещение при частых заменах.
Ни одно из этих решений не является региональной особенностью. Это механические решения.
Когда вы оцениваете инструмент, не спрашивайте: “Это американский или европейский?” Спрашивайте: “Этот инструмент нужен, потому что мне требуется больше площадь сечения под нагрузкой, больше зазор в горловине или более быстрый и безопасный переход?”
Этот вопрос переставляет вашу стойку в голове.
Теперь ваш аудит превращается в матрицу:
Всё, что явно не заслуживает места в этой матрице — мёртвый груз или, хуже, ловушка, ожидающая неправильного оператора в неправильный день.
И вот часть, которую большинство упускает.
Когда вы перестаёте сортировать инструменты по региону и начинаете сортировать их по ограничениям, вы видите пробелы. Вы можете понять, что один тяжёлый, высоконагруженный штамп может заменить три более лёгких. Или что один сегментированный штамп с быстрой сменой устраняет часы выравнивания каждую неделю. Или что специализированный штамп для загиба заслуживает место на стойке только потому, что предотвращает трёхкратные скачки нагрузки на вашем толстом нержавеющем материале.
Это не консолидация ради самой консолидации.
Это согласование стали, силы и человеческих рук в одну целостную систему.
Перенесите это дальше: правильный инструмент — это не тот, у которого правильный «паспорт», а тот, который решает именно то физическое ограничение, которое накладывают ваша машина и задача, с минимальным добавлением переменных.
Как вы думаете, что действительно волнует машину?


















