

El mes pasado vi a un operador nuevo luchar con una punzonadora durante veinte minutos porque el vendedor le dijo: “Así es el estilo americano: encajará”. La espiga entró deslizándose. Los pernos se apretaron. El émbolo bajó.
La pieza seguía combada en el centro y abierta en los extremos.
Él seguía culpando al programa. Yo seguía observando la herramienta desplazarse bajo carga. ¿Qué crees que realmente le importa a la máquina?
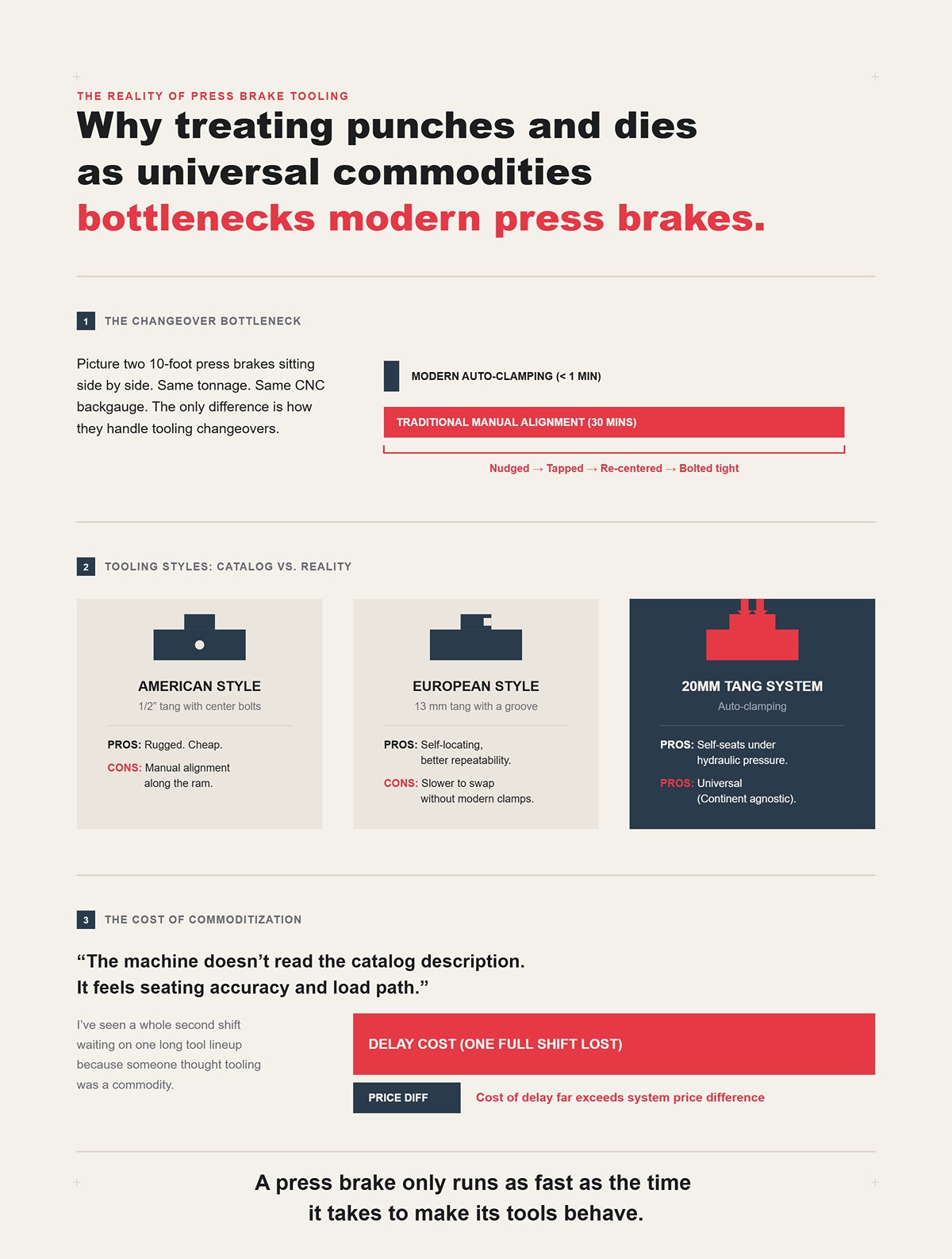
Imagina dos prensas plegadoras de 10 pies una al lado de la otra. Misma tonelada. Mismo tope trasero CNC. Una cambia las herramientas en menos de un minuto; la otra tarda media hora en cada cambio porque el punzón debe ajustarse, golpearlo, volver a centrarlo y apretarlo con pernos a lo largo de la viga.
Ambas están etiquetadas por “región”.”
¿Espiga de estilo americano con pernos centrales? Robusta. Barata. Popular espiga de media pulgada. Pero cada sección debe alinearse manualmente a lo largo del émbolo. ¿Espiga de estilo europeo de 13 mm con ranura? Más autoalineable, mejor repetibilidad, pero más lenta de cambiar a menos que el sistema de sujeción sea moderno. Luego están los sistemas de espiga de 20 mm con sujeción automática que se asientan por presión hidráulica: no les importa en qué continente estés.
La máquina no lee la descripción del catálogo. Siente la precisión del asiento y la trayectoria de carga.
Llámalo americano. Llámalo europeo. Si la superficie de sujeción es estrecha y el asentamiento depende de qué tan cuadrado apretaste un perno, tu “estilo” acaba de convertirse en un cuello de botella. He visto a un turno completo esperando una sola alineación larga de herramienta porque alguien pensó que las herramientas eran una mercancía; esa demora costó más que la diferencia de precio entre sistemas.
Y aquí está la prueba de realidad: una prensa plegadora solo trabaja tan rápido como el tiempo que lleve hacer que sus herramientas se comporten.
Hablemos de “más o menos”.”
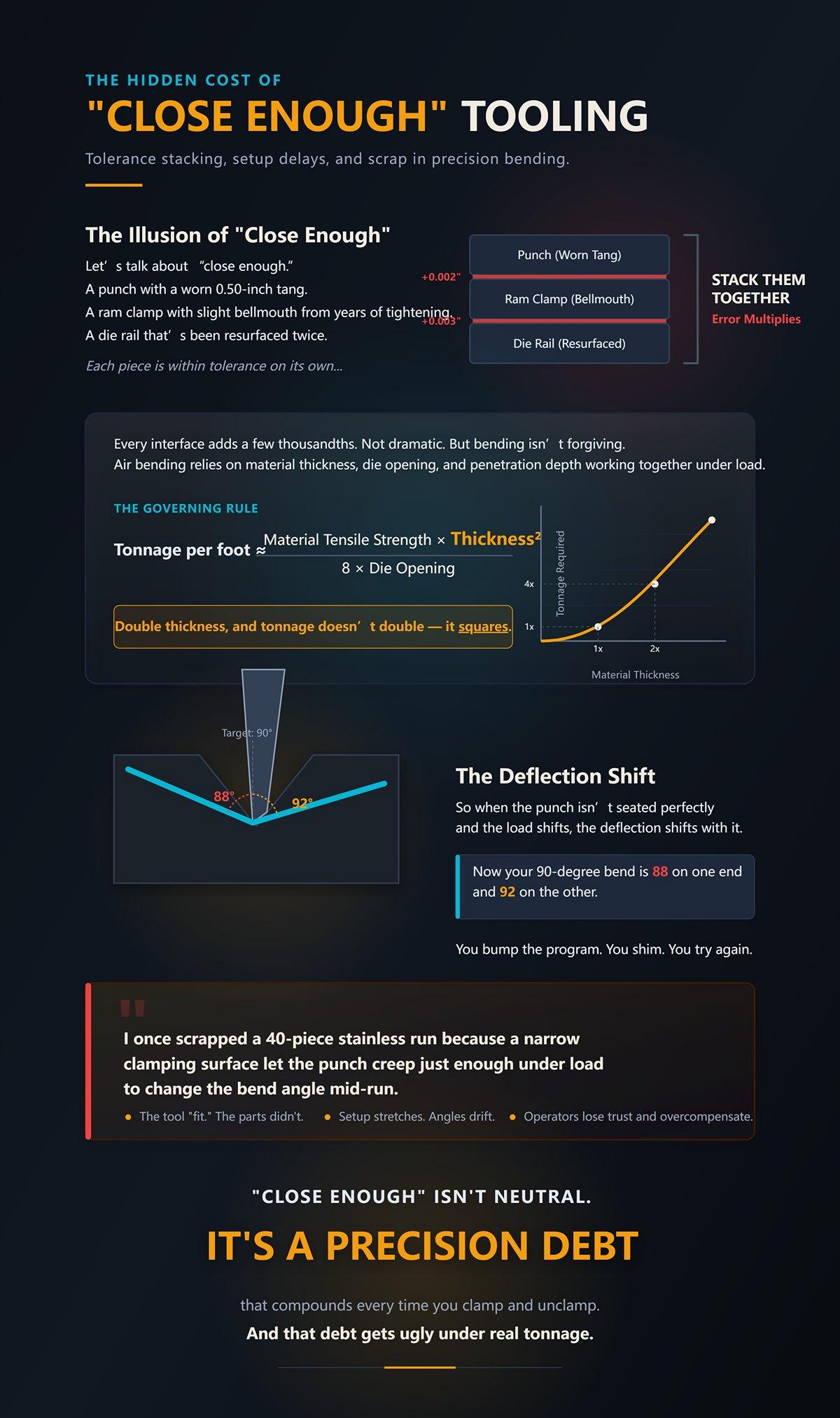
Un punzón con una espiga desgastada de 0.50 pulgadas. Una abrazadera del émbolo con una ligera forma de campana tras años de aprietes. Un riel de matriz que ha sido rectificado dos veces. Cada pieza está dentro de tolerancia por sí sola.
Júntalas.
Cada interfaz añade unas milésimas. Nada dramático. Pero el doblado no perdona. El doblado al aire depende de que el espesor del material, la abertura de la matriz y la profundidad de penetración trabajen juntos bajo carga, y la fuerza aumenta rápidamente. La vieja regla que aprendiste sigue siendo válida: Toneladas por pie ≈ (Resistencia a la tracción del material × Espesor²) ÷ (8 × Abertura de la matriz). Si duplicas el espesor, la tonelada no se duplica: se cuadruplica.
Así que cuando el punzón no está bien asentado y la carga se desplaza, la deflexión también cambia. Ahora tu doblez de 90 grados es 88 en un extremo y 92 en el otro. Ajustas el programa. Calzas. Intentas de nuevo.
Una vez deseché una serie de 40 piezas de acero inoxidable porque una superficie de sujeción estrecha permitió que el punzón se deslizara apenas lo suficiente bajo carga como para cambiar el ángulo de doblado a mitad de la producción. La herramienta “encajaba”. Las piezas no.
Las configuraciones se estiran. Los ángulos se desvían. Los operadores pierden confianza en la máquina y comienzan a sobrecompensar.
“Lo suficientemente cerca” no es neutral. Es una deuda de precisión que se acumula cada vez que cierras y abres la mordaza.
Y esa deuda se vuelve fea bajo tonelaje real.

Gastaste mucho dinero en una nueva prensa plegadora CNC. Sistema de coronado. Medición de ángulo por láser. Sujeción hidráulica con capacidad total.
Luego colocas herramientas seccionales de veinte años porque son “estándar americano” y aún utilizables.
El pisón es preciso a micras. La mordaza aplica presión uniforme. Pero la geometría del anclaje sigue siendo la misma: asiento estrecho, alineación manual, pequeña área de contacto. La precisión entra por la parte superior del conjunto y se pierde en la interfaz.
Es como atornillar un motor de carreras a un eje de transmisión con juego en las estrías. La potencia está ahí. El control no.
Los sistemas modernos de anclaje de 20 mm con mecanismos de autoasiento no se hicieron comunes por geografía. Ganaron porque distribuyen la carga sobre más superficie y eliminan el error humano de alineación. Botones de resorte para herramientas ligeras. Pasadores para las pesadas. Sujeción hidráulica que lleva la herramienta a un asiento repetible cada vez. Eso es la física resolviendo un problema, no el marketing resolviendo una convención de nombres.
Si tu nueva prensa aún depende de que golpees el punzón para colocarlo con un mazo, no actualizaste el sistema: actualizaste solo la mitad.
Y aquí está el cambio que necesito que hagas: deja de preguntar dónde se diseñó la herramienta y empieza a preguntar cómo viaja la carga desde el pisón al punzón, al material y al troquel.
Porque al acero no le importa cómo lo llames.
Estás frente a una hoja de especificaciones. Dice Americano. Dice Europeo. Dice Compatible con Wila.
Quieres saber: ¿qué medidas realmente me dicen si esto doblará piezas rectas todo el día sin supervisión?
Comienza con tres números: grosor del anclaje, ancho de la superficie de asiento y carga nominal por pie. Luego observa cómo la mordaza lleva la herramienta a posición — presión de perno, acción de cuña, atracción hidráulica. Ese es el camino de la carga. Esa es la repetibilidad.
Elegir por región es como comprar un motor por el color de la tapa de válvulas. La insignia es cosmética. La curva de torque es mecánica.
Analicemos los cuatro sistemas de la manera en que el acero los siente — por cómo asientan, cómo soportan el tonelaje y cómo se comportan después del centésimo cambio de herramienta.
He instalado kilómetros de herramientas con anclaje de 0.50 pulgadas en mi vida. Desliza el anclaje en la ranura. Ajusta el perno central. Golpea la sección con un mazo hasta que se alinee con su vecina. Avanza a lo largo de la viga. Repite.
Funciona. Por eso sigue estando en todas partes.
Pero mira la interfaz. Una lengüeta de media pulgada. Superficie de apoyo estrecha. La alineación depende del ojo del operador y de su esfuerzo. La abrazadera empuja directamente; no se auto-centra. Cada cambio de herramienta es una pequeña negociación entre el acero y el juicio humano.
Ahora compara herramientas americanas planeadas frente a las rectificadas con precisión. Las herramientas planeadas se mecanizan a medida, pero no se rectifican a lo largo de toda su longitud. Verás ligeras variaciones de una sección a otra: unas milésimas aquí, otras allá. En una pieza corta, puede que nunca lo notes. En una de tres metros, esas milésimas se acumulan.
Las herramientas americanas rectificadas con precisión reducen esa variación. Mejor acabado superficial. Secciones más rectas. Altura más uniforme a lo largo de la viga.
Pero la geometría de la lengüeta no cambió.
Bajo carga, la abrazadera sigue apretando un área de contacto relativamente pequeña. Cuando el tonelaje aumenta —material más grueso, matriz en V más estrecha— la deflexión se concentra en esa interfaz. Si el asiento no está perfectamente cuadrado, el punzón puede microdesplazarse antes de que se estabilice la carga total.
Una vez vi salir una matriz agrietada de una plegadora porque el punzón no estaba completamente asentado en un extremo. Placa gruesa, cerca de la capacidad máxima. La carga se desplazó hacia el lado alto, sobrecargó el hombro de la matriz y la partió limpiamente. La herramienta no estaba “mal”. La interfaz era implacable.
¿Entonces cuándo el caballo de batalla se convierte en una responsabilidad? Cuando la longitud de tu pieza magnifica la variación de sección en sección, cuando tu tonelaje se aproxima al rango superior, o cuando cambias herramientas varias veces por turno y esperas micrones de repetibilidad de un sistema que depende de la alineación manual.
La herramienta americana no está obsoleta. Es honesta. Te da exactamente la precisión que tu disciplina de configuración consigue.
Si la llevas más allá de eso, te cobra intereses.
Ahora toma una lengüeta de 13 mm con una ranura trasera. Deslízala en una abrazadera coincidente. A medida que la abrazadera se cierra, tira de la herramienta hacia arriba y hacia atrás hasta un asiento definido. No la golpeas para alinearla —la geometría lo hace por ti.
Esa es la ventaja del estilo Promecam: auto-ubicación mecánica.
El tiempo de cambio disminuye porque el tiempo de alineación disminuye. Más importante aún, la repetibilidad del asiento mejora porque la abrazadera aplica fuerza a lo largo de una superficie inclinada que coloca la herramienta en la misma posición cada ciclo.
Aquí está el compromiso.
Esa lengüeta es más delgada que un sistema de servicio pesado de 20 mm. El área de contacto es más pequeña. El sistema suele estar clasificado para trabajos de tonelaje medio a ligero, a menos que esté emparejado con soportes reforzados. Puedes realizar trabajos serios con él —pero debes respetar la tabla de cargas.
Y recuerda algo sobre el doblado al aire: el radio interior está determinado principalmente por la abertura de la matriz, no por el perfil del punzón. Si estás doblando al aire acero dulce con un radio de punzón de 1T —radio en la punta aproximadamente igual al espesor del material— la consistencia del ángulo depende más de la profundidad de penetración y del ancho de la matriz que de formas de punzón exóticas.
Entonces, ¿qué crees que le importa realmente a la máquina?
Le importa que el punzón se asiente de la misma manera cada vez para que la profundidad de penetración se traduzca en un ángulo predecible. La geometría auto-centrante ayuda a eso. Pero si sobrecargas la lengüeta más allá de su tonelaje nominal por pie, la función de auto-centrado no te salvará de la deformación elástica en el soporte.
El estilo europeo brilla en entornos de alta variabilidad y tonelaje moderado, donde la alineación repetible y los cambios rápidos pesan más que la capacidad bruta. Ignora los límites de peso, y estarás pidiendo a una interfaz delgada que se comporte como una pesada.
El acero no negocia con tu horario.
La primera vez que usas una lengüeta de 20 mm con sujeción hidráulica, se siente diferente. Levantas la herramienta. Se acopla. La abrazadera se cierra. El sistema atrae la herramienta hacia una superficie de referencia endurecida a través de un área amplia de contacto.
Sin golpear. Sin calzar. Sin adivinar.
Las secciones ligeras suelen utilizar botones con resorte para una colocación rápida; las secciones más pesadas cambian a un mecanismo de bloqueo con pasador. Misma geometría, diferente método de retención según el peso. Ese detalle importa — porque la ventaja de velocidad es mayor cuando manejas herramientas seccionales más ligeras repetidamente.
Mecánicamente, la lengüeta de 20 mm aumenta la superficie de apoyo entre la herramienta y el ariete. Más área significa menor tensión de contacto para la misma carga. Bajo un tonelaje alto por pie, eso se traduce en menos deformación localizada y mejor repetibilidad a largo plazo.
Entonces, ¿la velocidad de configuración compensa el precio?
Si cambias herramientas una vez al día, probablemente no. Si ejecutas lotes cortos — digamos cinco a diez configuraciones por turno — y cada alineación manual tradicional consume quince minutos, estás perdiendo más de una hora diaria solo tratando de que las herramientas se comporten.
Y aquí está la prueba de realidad: una prensa plegadora solo trabaja tan rápido como el tiempo que lleve hacer que sus herramientas se comporten.
La prima no trata de geografía. Trata de recuperar tiempo de configuración y proteger la precisión del interfaz bajo carga. Para talleres de volumen medio y mezcla alta, la ecuación suele inclinarse hacia la lengüeta más amplia y el sistema hidráulico de atracción. Para trabajos largos y estables, la ganancia disminuye.
La velocidad solo paga cuando realmente cambias las cosas.
He visto talleres pedir herramientas premium de autoalineación — y luego atornillarlas en una vieja abrazadera manual diseñada para una lengüeta recta de 0,50 pulgadas. Las hicieron “encajar” con adaptadores.
Los adaptadores cambian la ruta de carga.
Una abrazadera manual aplica presión puntual donde se encuentra el tornillo. Una abrazadera hidráulica distribuye la fuerza uniformemente a lo largo de la viga. Los sistemas neumáticos se sitúan entre ambos — más rápidos que los manuales, típicamente con menos fuerza que los hidráulicos.
Si tu máquina tiene sujeción manual, cada cambio de herramienta reintroduce el error humano de alineación, sin importar cuán sofisticada sea la geometría de la lengüeta en el siguiente nivel. Si tiene sujeción hidráulica clasificada para el tonelaje completo, usar herramientas estrechas y poco apoyadas deja capacidad desaprovechada y aumenta la tensión en la interfaz.
Tu sistema de sujeción decide qué herramientas puedes usar de forma segura y repetible mucho antes de que tu presupuesto tenga voto.
Una vez deseché un trabajo urgente de aluminio porque una pila de adaptadores introdujo la flexión justa para que las lecturas de ángulo se desviaran a mitad del ciclo. Perseguimos el programa durante una hora antes de rastrear el problema hasta la interfaz de sujeción. El catálogo de herramientas parecía compatible. La ruta de carga no lo era.
Las abrazaderas manuales favorecen geometrías robustas y tolerantes. Las hidráulicas desbloquean sistemas de precisión que dependen de una fuerza de atracción constante. Los sistemas neumáticos requieren verificar tanto la velocidad como las clasificaciones de fuerza antes de suponer intercambiabilidad.
Aquí es donde las etiquetas regionales se desmoronan completamente.
La pregunta no es estadounidense o europea. Es: ¿cómo se atrae la herramienta a su asiento, sobre cuánta área de superficie y con qué tonelaje por pie?
Responde eso, y la mitad de los errores de compra desaparecerán.
Ignóralo, y seguirás culpando al CNC por lo que la interfaz está haciendo a plena vista.
| Sección | Contenido |
|---|---|
| Título | Sujeción Manual vs. Hidráulica vs. Neumática: Cómo el sistema de sujeción de tu máquina descalifica instantáneamente categorías completas de herramientas |
| Observación central | Los talleres a menudo piden herramientas premium de auto-asiento y las instalan en viejas abrazaderas manuales diseñadas para una lengüeta recta de 0,50 pulgadas, usando adaptadores para que encajen. |
| Principio clave | Los adaptadores cambian la ruta de carga. |
| Sujeción manual | Aplica presión puntual donde se asienta el perno. Reintroduce error humano de alineación con cada cambio de herramienta, sin importar la geometría de la lengüeta. Favorece geometrías robustas y tolerantes. |
| Sujeción hidráulica | Distribuye la fuerza uniformemente a lo largo de la viga. Cuando está clasificada para tonelaje completo, usar herramientas angostas o con soporte limitado desperdicia capacidad e incrementa el estrés en la interfaz. Permite sistemas de precisión que dependen de una fuerza de atracción uniforme. |
| Sujeción neumática | Se encuentra entre los sistemas manuales e hidráulicos. Más rápida que la manual, generalmente con menos fuerza que la hidráulica. Requiere verificación tanto de la velocidad como de las clasificaciones de fuerza antes de asumir intercambiabilidad. |
| Perspectiva práctica | El sistema de sujeción determina qué herramientas pueden operarse de forma segura y repetible antes de considerar el presupuesto. |
| Ejemplo del mundo real | Un trabajo urgente de aluminio fue desechado porque una pila de adaptadores introdujo flexión, provocando desviación del ángulo a mitad de la ejecución. El problema se rastreó hasta la interfaz de sujeción, no al programa. El catálogo de herramientas parecía compatible, pero la ruta de carga no lo era. |
| Pregunta crítica | No se trata de herramientas americanas vs. europeas, sino de cómo se tira la herramienta hacia su asiento, sobre cuánta superficie, y con cuántas toneladas por pie. |
| Conclusión | Responder estas preguntas sobre la interfaz evita muchos errores de compra. Ignorarlas lleva a culpar al CNC por problemas causados por la interfaz de sujeción. |
Imagina esto: acero dulce de 0,125 pulgadas, 10 pies de largo, doblez de 90 grados. Tienes una prensa hidráulica de 175 toneladas. El estante de matrices ofrece una V de 0,75 pulgadas y otra de 1,0 pulgada.
¿Cuál te mantiene fuera de problemas?
Empieza con la Regla del 8: V = 8 × T. Para un material de 0.125 pulgadas, eso significa una V de 1.0 pulgada. No porque Europa lo haya dicho. No porque América prefiera algo más robusto. Sino porque a ocho veces el espesor, el material puede formar un radio interior predecible—aproximadamente 0.16 pulgadas en acero dulce—y el tonelaje por pie se mantiene dentro del rango para el que fueron diseñadas tu máquina y tus herramientas.
Ese multiplicador no es folclore. Es la bisagra entre geometría y fuerza. Si te desvías de él, la ruta de carga cambia de formas que tu pistón, tus hombros de matriz y tu prensa sin duda notarán.
El acero no negocia con tu horario.
Vamos a hacer los cálculos en lugar de discutir nombres de marcas.
Para doblado al aire de acero dulce con una resistencia a la tracción de 60,000 PSI, el tonelaje por pie es aproximadamente proporcional a T² / V. Si reduces la abertura en V a la mitad, casi duplicas el tonelaje requerido. Mismo material. Mismo espesor. Solo una V más estrecha.
Así que si tu lámina de 0.125 pulgadas pasa de una V de 1.0 pulgada a una de 0.75 pulgadas porque “necesitamos un radio más ajustado”, tu tonelaje por pie se dispara. No suavemente. Se dispara fuerte.
Ahora escala eso a lo largo de 10 pies.
En una prensa hidráulica sincronizada de carrera descendente, esa demanda adicional se manifiesta como mayor presión hidráulica, más deflexión del pistón en el punto medio y una carga más concentrada en los hombros de la matriz. Al bastidor no le importa cómo el catálogo de herramientas llamó a la matriz. Le importa el momento de flexión.
¿En qué crees que realmente le importa a la máquina?
Le importa que la curva de fuerza se mantenga dentro de su capacidad nominal—tanto tonelaje total como tonelaje por pie. Los frenos eléctricos son aún menos tolerantes; a menudo limitan la fuerza máxima más baja que las máquinas hidráulicas comparables. Una elección de matriz que está “bien” en una unidad hidráulica de 200 toneladas puede hacer que un accionamiento eléctrico se detenga al final de la carrera.
¿Y si cambias de doblado al aire a acuñado a mitad del trabajo sin recalcular?
El acuñado puede requerir 3–5× el tonelaje del doblado al aire porque el material se fuerza a un contacto completo con las paredes de la matriz. Ese contacto multiplica la resistencia. He visto a un equipo realizar un trabajo de manera segura con doblado al aire, y luego acuñar la última pestaña “para afilarla”. La matriz se agrietó a lo largo del radio del hombro. Un estallido seco. Trabajo terminado.
Aquí tienes la cruda realidad: ignora esto V = 8 × T, y el tonelaje no aumenta linealmente—se dispara hacia partes de la tabla de cargas en las que nunca pretendiste estar.
Quieres un radio interior más cerrado que el que te da el doblado por aire con una matriz de 8×. De acuerdo.
El doblado por aire forma el radio principalmente a partir del ancho de la matriz y de las propiedades del material. Con V = 8 × T, el acero dulce te da aproximadamente 16% de V como radio interior. Eso es predecible. Repetible. Ajustable mediante la profundidad de penetración.
La embutición es diferente. Obligas a la chapa a conformarse al radio de la punta del punzón y al ángulo de la matriz. Eso es deformación plástica en una mayor parte de la sección transversal. Más contacto. Más fricción. Más tonelaje.
¿Puedes “hacer trampa” con la regla embutiendo en una matriz más angosta para obtener un radio más agudo?
Mecánicamente, sí. Prácticamente, estás intercambiando control geométrico por una escalada de fuerza. La máquina ahora debe entregar suficiente carga para superar tanto el límite elástico como el contacto total de las caras. Si tu interfaz de herramientas—espiga, abrazadera, soporte—fue seleccionada para cargas de doblado por aire, acabas de cambiar el régimen de esfuerzos sin cambiar el hardware.
Así es como se generan piezas desechadas.
Y aquí está la parte sutil: el doblado por aire te permite corregir el ángulo con la profundidad de carrera porque no estás en contacto total material-matriz. La embutición elimina ese margen. Tu ventana de ajuste se reduce. La deflexión del ariete importa más. Los ajustes de abombamiento importan más. El desgaste de las herramientas se manifiesta más rápido.
Así que sí, puedes hacer trampa con la regla.
Pero será mejor que vuelvas a calcular la carga y confirmes que tu sistema de sujeción y la clasificación de la matriz están diseñados para esa nueva ruta de fuerza, o estarás doblando con capacidad prestada.
Ahora toma ese mismo espesor de 0.125 pulgadas, pero cambia de acero dulce de 60,000 PSI a una aleación 4140 de 150,000 PSI.
Tu geometría no cambió. La abertura en V no cambió. El espesor no cambió.
Tu tonelaje requerido simplemente se multiplicó por (150,000 / 60,000) = 2.5.
Eso no es un error de redondeo. A veces, eso significa una máquina nueva.
Las tablas comunes de tonelaje asumen una base de 60,000 PSI. El factor de corrección es simple: Tonelaje ajustado = Tonelaje base × (Resistencia a la tracción real / 60,000). Con acero de alta resistencia, ese factor puede duplicar o triplicar tu requerimiento de fuerza.
Ahora pregúntate: lo hace V = 8 × T ¿todavía “funciona”?
Geométricamente, sí—todavía ofrece un punto de partida razonable para el control del radio en el doblado con aire. Mecánicamente, la carga que implica puede exceder la clasificación de toneladas por pie de tu matriz o la capacidad de tu máquina, especialmente en frenos eléctricos con menor fuerza máxima.
Aquí es donde las etiquetas regionales se derrumban completamente. Un tang de 20 mm, un tang de 0,50 pulgadas, una abrazadera hidráulica, una abrazadera manual—nada de eso te salva si la resistencia a la tracción del material empuja la tonelada requerida más allá de lo que la interfaz puede soportar sin deformación.
No abandonas la Regla del 8 porque esté equivocada.
Abandonas la lealtad ciega a ella porque la resistencia del material cambia el lado de la fuerza de la ecuación, y la fuerza es lo que rompe matrices y estira portapunzones.
Y aquí está la comprobación de la realidad: si no ajustas por resistencia a la tracción antes de cargar la máquina, la corrección ocurrirá de todos modos—por deflexión, alarmas de sobrecarga o herramientas rotas.
Has recalculado la tonelada porque tuviste que alejarte de V = 8 × T. Bien. Ahora estás mirando una caja profunda con pestañas de retorno de 3 pulgadas y planteando la pregunta real: si el ancho de la matriz está bloqueado por límites de fuerza, ¿cómo evito que el punzón se golpee contra mi pieza antes de alcanzar el ángulo?
Vi a un chico trabajar acero dulce calibre 10 en un punzón recto en un canal de 4 pulgadas de profundidad porque “el radio es correcto”. Los dos primeros dobleces estuvieron bien. En el tercero, la pestaña de retorno rozó el cuerpo del punzón a unos 60 grados. Él no lo vio. El ariete siguió avanzando. La pestaña se dobló, el punzón se astilló a lo largo del hombro, y desechamos todo el lote. Una mala elección de perfil. Miles perdidos.
Si el perfil de tu punzón no despeja físicamente la geometría que estás creando, la prensa felizmente conducirá acero contra acero hasta que algo costoso ceda.
Así que deja de pensar en nombres de marca y empieza a hacer ingeniería inversa de la trayectoria que tu pieza recorre alrededor del punzón.
Coloca un punzón recto y uno con cuello de ganso uno al lado del otro en el banco. Mismo radio en la punta. Mismo ángulo. Uno tiene un vástago voluminoso que cae recto; el otro se curva hacia atrás para crear espacio en la garganta.
El tang se deslizó.
Ambos se sujetarán. Ambos alcanzarán la misma clasificación de toneladas si el material y la matriz no cambian. Pero solo uno te da espacio para que una pestaña de retorno gire más allá de 90 grados sin chocar contra el cuerpo del punzón.
Este es el mecanismo. Durante el doblado con aire, la lámina pivota alrededor de los hombros de la matriz mientras envuelve la punta del punzón. A medida que el ángulo se cierra de 30 a 90 grados y más allá, la pestaña previamente formada rota hacia arriba. Cuanto más profunda la caja y más larga la pestaña, más lejos viaja esa pestaña hacia la masa vertical del punzón.
La colisión no tiene que ver con el radio. Tiene que ver con el espacio de trabajo.
Puedes dibujarlo. Toma la longitud de tu pestaña (F) y la profundidad de tu caja (D). A medida que te acercas a los 90 grados, el borde exterior de esa pestaña describe un arco aproximadamente igual a F alrededor del centro de la punta del punzón. Si el cuerpo del punzón invade ese espacio antes de alcanzar tu ángulo objetivo más la compensación por retroceso del material, estás acabado.
Un punzón recto podría despejar una pestaña de 1 pulgada en una bandeja poco profunda. Prueba una pestaña de 3 pulgadas en una caja de 4 pulgadas de profundidad y golpearás acero contra acero antes de los 80 grados. Un cuello de ganso, con su garganta aliviada, desplaza la masa del punzón hacia atrás, dándote espacio sin cambiar el ancho de la matriz o la capacidad de toneladas.
¿En qué crees que realmente le importa a la máquina?
No la palabra “gooseneck”. Lo que importa es que tu trayectoria de carga se mantenga axial y que no introduzcas cargas laterales por una colisión que tuerza el émbolo y golpee las guías. Un choque durante la rotación crea una fuerza asimétrica. Así es como empiezas a perseguir la variación de ángulo a lo largo de la cama.
Elige el perfil que mantenga la geometría libre en rotación completa más el retroceso elástico. Todo lo demás es vanidad.
Ahora llegamos al error que veo cometer incluso a los más experimentados.
En el doblado al aire, el radio interior final está determinado principalmente por la abertura de la matriz y el comportamiento del material, no por el radio de la punta del punzón. Con acero dulce y una configuración estándar, el radio interior se ubica alrededor de 15–20 % de V. Eso es física del troquel.
Pero si eliges un punzón con un radio de punta más pequeño que ese radio de doblado al aire “natural” y luego bajas lo suficiente como para forzar la lámina contra esa punta, acabas de pasar del doblado al aire al repujado—o peor aún, al acuñado—sin admitirlo.
JEELIX lo explica claramente: el doblado al aire usa la menor tonelada y tiene la mayor variabilidad de retroceso elástico; el repujado aumenta el contacto y la tonelada; el acuñado exige la mayor tonelada con mínimo retroceso elástico y casi nula flexibilidad.
El mecanismo importa. En el doblado al aire, el contacto ocurre en tres puntos: la punta del punzón y los dos hombros de la matriz. En el repujado, la lámina toca los flancos de la matriz. En el acuñado, se comprime plásticamente el material en el radio de la punta.
Ese último incrementa bruscamente la fuerza.
Imagina acero inoxidable 304 de 0,125 pulgadas sobre una matriz elegida para doblado al aire dentro del rango por pie de tu máquina. Calculas la tonelada para el doblado al aire y estás seguro. Pero instalas un punzón afilado y presionas hasta que el radio interior coincide visualmente con la punta del punzón. Has aumentado el área de contacto y la zona de deformación plástica. Tu demanda de tonelada acaba de subir hacia los valores de repujado—a menudo 3 × la del doblado al aire.
He visto un hombro de matriz agrietado exactamente por ese movimiento en acero inoxidable. El operador juraba que estaba doblando al aire. El patrón de desgaste pulido en los flancos de la matriz decía lo contrario.
Si el radio de la punta de tu punzón es menor que el radio que la matriz quiere formar, no estás “logrando un doble más cerrado”. Estás aumentando la fuerza y reduciendo la capacidad de ajuste.
Y aquí va la verdad directa: el acuñado accidental no aparece en la hoja de configuración—aparece como alarmas de sobrecarga o herramientas rotas.
Ahora imagina una pieza de 6 pies con cuatro longitudes de pestaña diferentes, dos ranuras de alivio y un escalón en el medio. Puedes ejecutarla con un punzón estándar de longitud completa—si estás dispuesto a retirar herramientas por cada obstrucción y volver a calibrar cada vez.
O puedes construirla a partir de secciones segmentadas que te permitan liberar características sin un desmontaje total.
En los sistemas modernos de sujeción rápida—aquellos anchos de 20 mm con autoasiento y asistencia por resorte de aproximadamente 27 libras por segmento—puedes intercambiar secciones en segundos y mantener un posicionamiento vertical repetible. En los sistemas manuales antiguos atornillados, especialmente los de estilo de lengüeta estrecha, cada cambio implica riesgo de ligera variación de altura a menos que seas meticuloso. Eso no es marca. Es área de superficie de sujeción y repetibilidad.
Aquí está el compromiso.
Las herramientas estándar de longitud completa son rígidas y simples. Menos uniones. Menos tolerancias acumuladas. Buenas para trabajos rectos y repetitivos.
Las herramientas segmentadas introducen más interfaces, pero ofrecen libertad geométrica. Puedes escalonar longitudes para liberar pestañas, usar punzones de longitud parcial para pestañas internas y evitar colisiones que, de otro modo, obligarían a comprometer el perfil.
La flexibilidad gana cuando la geometría es compleja—siempre que tu sistema de sujeción mantenga los segmentos en alineación precisa bajo carga. Si la sujeción permite que las herramientas se deslicen o se asienten de forma inconsistente después de los cambios, tu “flexibilidad” se convierte en variación de ángulo y retrabajo.
Una vez deseché una pequeña tanda de aluminio porque las herramientas segmentadas en una abrazadera manual desgastada se deslizaron hacia abajo unas milésimas a lo largo de la cama después de varios cambios. Los ángulos se desajustaron. Los perseguimos toda la tarde.
La herramienta segmentada no es el problema. La mecánica de sujeción sin control sí lo es.
Y aquí está la prueba de realidad: una prensa plegadora solo trabaja tan rápido como el tiempo que lleve hacer que sus herramientas se comporten.
Ahora has visto que el ancho de la matriz es una decisión de fuerza, el perfil del punzón es una decisión de espacio de colisión, y la segmentación es una decisión de repetibilidad de sujeción. Si los combinas mal, a la máquina no le importa cómo llamaba el catálogo a la herramienta: expresará tu error en picos de tonelaje, deflexión o desperdicio.
Así que cuando el trabajo exige que te desvíes de V = 8 × T, la siguiente pregunta no es “¿americana o europea?”
Es si tu máquina, abrazadera, geometría del punzón y resistencia del material pueden soportar la trayectoria de fuerza que estás a punto de crear.
¿Quieres un método paso a paso para elegir el perfil del punzón, el radio de la punta y la segmentación para una pieza compleja?
Empieza aquí: una vez que la geometría esté libre y la trayectoria de carga sea limpia, tu siguiente filtro es sencillo: qué pasa cuando el tonelaje se concentra en lugares sobre los que el catálogo nunca te advirtió.
Porque “herramientas de precisión estándar” solo son precisas hasta que aplicas suficiente presión como para convertirlas en metralla.
Vi cómo una matriz de precisión completamente nueva se partía por el hombro durante un trabajo de doblado tipo cierre en acero inoxidable. Sin choque. Sin pánico del operador. Solo un aumento gradual de la fuerza mientras cerraban el pliegue, y luego una grieta que sonó como un disparo de rifle. La matriz no estaba mal. La etiqueta no estaba mal. La física cambió.
Así que, si la elección de la herramienta es un problema de trayectoria de fuerza y de gestión de colisiones, aquí es donde se vuelve costoso.
Los dobleces tipo cierre y los desplazamientos son donde el tonelaje deja de ser educado.
Un doblado al aire estándar reparte la fuerza sobre tres puntos de contacto. Un doblez tipo cierre aplasta el material casi plano, aplicando contacto sobre una superficie amplia mientras aumenta drásticamente la deformación plástica. Eso significa que tu tonelaje salta de los valores del doblado al aire hacia el territorio del doblado en el fondo, a veces acercándose a niveles de acuñado dependiendo del material y el espesor. No es un problema de marca. Es un problema de deformación.
Puedes escalonar un doblez tipo cierre con un punzón y matriz normales. Predobla a unos 30 grados, luego aplana con un punzón plano. Muchos talleres lo hacen.
Pero pregúntate qué es lo que realmente le importa a la máquina.
Le importa que, cuando aplanas esa pestaña, la carga ya no se concentra en una punta, sino que se distribuye a lo largo de una línea que debe estar bien soportada debajo. Las matrices dedicadas para doblez tipo cierre soportan esa carga con una geometría coincidente para que la fuerza fluya directamente hacia la cama. Un montaje escalonado suele crear un contacto desigual al principio, luego contacto total, lo que hace que la fuerza se dispare en un instante.
Los desplazamientos son similares. Un punzón y una matriz de desplazamiento controlan dos dobleces en un solo golpe con soporte controlado entre ellos. Si intentas improvisarlo con dos golpes separados y herramientas estándar, introduces un error acumulado además de ciclos repetidos de alto tonelaje en la misma región de la herramienta. No solo es más lento. Es estrés acumulativo.
Aquí está el punto de equilibrio.
Las herramientas especiales consumen espacio en el bastidor y dinero por adelantado. Los montajes escalonados consumen capacidad de tonelaje y tiempo en cada ciclo.
Si trabajas con acero dulce delgado una vez por trimestre, el sistema escalonado está bien. Si estás cerrando bordes en acero inoxidable calibre 11 toda la semana, no estás ahorrando dinero al fingir que tu herramienta estándar es inmortal.
El acero no negocia con tu presupuesto de herramientas.
Hay un umbral silencioso donde “precisión” se vuelve “fragilidad”.”
El herramental rectificado con precisión —el que te encanta por su repetibilidad— a menudo tiene hombros más pequeños y radios más estrechos. Así es como mantiene las tolerancias. Pero los hombros más pequeños significan menos área de sección transversal para resistir el esfuerzo de flexión cuando el tonelaje aumenta.
El esfuerzo equivale a fuerza sobre área. Simple. Brutal.
Cuando reduces la abertura de la matriz por debajo V = 8 × T para el doblado al aire, el tonelaje aumenta abruptamente. No de forma lineal. Abruptamente. Si avanzas hacia el embutido, puedes ver multiplicadores de 3× la fuerza de doblado al aire dependiendo de la resistencia del material. Esa fuerza viaja a través de la punta del punzón y hacia los hombros de la matriz. Si la geometría del hombro está optimizada para precisión en lugar de carga bruta, estás concentrando el esfuerzo exactamente donde el acero es más delgado.
Vi un taller intentar embutir una placa de alta resistencia de 3/16 de pulgada con una matriz de precisión estrecha porque “encaja en la abrazadera”. El hombro se fracturó y lanzó una astilla por la máquina. Nadie resultó herido, gracias a Dios. Pero esa matriz nunca estuvo destinada a soportar esa densidad de carga.
Entonces, ¿dónde está el límite de espesor?
No existe un número universal. Depende de la resistencia a la tracción, el ancho de la matriz y de si estás haciendo doblado al aire o embutido. Ese es el punto. El límite lo determina la física, no la región. Un punzón pesado de estilo americano de fuerza directa podría sobrevivir a cargas que sobreestresarían un sistema de precisión más ligero. Un sistema premium de cambio rápido con un acoplamiento profundo del tang y asiento amplio puede superar a ambos. La marca no te dice la sección transversal bajo carga.
Si no calculas el tonelaje esperado por pie y lo comparas tanto con la capacidad de la máquina como con la carga nominal del herramental, estás adivinando.
Y adivinar con carga concentrada es como el acero endurecido se convierte en metralla.
Ahora démosle la vuelta.
Digamos que tu herramienta sobrevive al tonelaje. Genial. Pero pesa 80 libras por sección y requiere veinte minutos para alinearse después de cada cambio.
¿En qué crees que realmente le importa a la máquina?
De nada sirve que tu punzón esté rectificado a ±0.0004 pulgadas si el cambio tarda tanto que los operadores empiezan a recortar pasos. El herramental pesado y de alta capacidad aumenta el riesgo de seguridad, el tiempo de configuración y la variabilidad de alineación en las abrazaderas manuales. Ese es un costo oculto.
Los sistemas modernos de cambio rápido —acoplamiento amplio del tang, asistencia por resorte, autoalineación— reducen el tiempo de cambio a menos de un minuto por segmento. Esa velocidad no es un lujo. Es consistencia. Menos manipulación significa menos golpes, menos residuos entre el tang y la abrazadera, menos variación de altura.
Pero aquí está la tensión.
Las herramientas más pesadas suelen significar una mayor capacidad de carga. Los segmentos de precisión más ligeros implican cambios más rápidos y mejor repetibilidad, hasta que superas su diseño de carga.
Por tanto, tu proceso de decisión ahora tiene tres niveles:
Si fallas en el tercero, tu perfección teórica muere en producción.
Y aquí está la prueba de realidad: una prensa plegadora solo trabaja tan rápido como el tiempo que lleve hacer que sus herramientas se comporten.
Quieres un sistema. No un recorrido por un catálogo. Bien.
Camina hasta tu estante de herramientas mañana por la mañana y no leas las etiquetas. Ignora “americano.” Ignora “europeo.” Finge que la pintura ha desaparecido y que los sellos están lijados. Pregunta solo tres cosas:
Esa es tu auditoría. Todo lo demás es decoración.
Vi a un taller desechar una producción completa de 60 piezas de acero inoxidable porque el operador cambió a un punzón de cambio rápido más ligero “ya que encaja en la mordaza”. Encajaba. No soportaba la carga. El punzón se desplazó, los ángulos se desviaron, las piezas se apilaron mal y, cuando alguien lo revisó, el pallet era basura. No fue un error de estilo. Fue un error de restricción.
No eliminas las conjeturas estandarizando por región. Las eliminas estandarizando según la física y documentándolo de acuerdo con tu máquina real.
Entonces, ¿por dónde empiezas?
Tu tipo de máquina viene primero. Mecánica, hidráulica, eléctrica — no aplican la fuerza de la misma manera y no perdonan los mismos errores.
Las hidráulicas te brindan control y tiempo de permanencia. Las mecánicas golpean con fuerza y rapidez en el fondo. Eso cambia si el abocardado siquiera es una idea sensata para tu mezcla de trabajo. Si estás abocardando en una prensa mecánica cerca de su capacidad, no estás “produciendo”. Estás apostando con el bastidor.
Ahora anota tres cifras clave de tu manual:
Esos son fijos. No se negocian.
A continuación, calcula la fuerza de doblado esperada para tus trabajos habituales. Para el doblado al aire de acero dulce, puedes estimar el tonelaje por pie con:
Toneladas/pie ≈ (Resistencia a la tracción del material × Espesor²) ÷ (8 × Apertura en V)
Y sí, esa 8 × T en el denominador es la conocida pauta para doblado al aire: apertura en V de aproximadamente 8 × espesor del material. Si reduces la V, el tonelaje sube rápidamente. Cambia a doblado en fondo y puedes ver una fuerza 2–3× superior a la del doblado al aire dependiendo del material.
Haz los cálculos para tus cinco materiales y espesores principales. Nada de hipotéticos. Trabajo real.
Luego compara:
Si cualquiera de esas es menor que la demanda de tu trabajo, esa herramienta queda fuera — sin importar en qué región esté estampada.
No omitas el peso de la herramienta. Algunos sistemas de cambio rápido tienen umbrales donde los segmentos ligeros están bien hasta cierto peso, luego requieren bloqueo por pasadores o abrazaderas diferentes. Si tu segmento promedio pesa 80 libras y tu abrazadera es de apriete manual con pernos, el tiempo de cambio se convierte en una variable de seguridad y alineación — no en un detalle de conveniencia.
Este paso no es glamoroso. Es aritmética.
Pero aquí está la cruda verdad: si no has escrito el límite de toneladas por pie de tu máquina en la pared encima de la prensa, no estás operando un sistema — estás operando folclore.
¿Qué haces con el montón de herramientas que no pasan las cuentas?
Tienes dinero invertido en ese bastidor. Lo sé. Yo he firmado esas órdenes de compra.
Las herramientas americanas de sujeción atornillada son más baratas y todavía están por todas partes por una razón. Para el doblado al aire de baja tonelada en acero dulce, a menudo son “suficientemente buenas”. El mercado no las mantuvo vivas por nostalgia.
Así que la pregunta no es moral. Es estructural.
Si tu auditoría muestra que 80% de tu trabajo está muy por debajo de los límites de carga de la máquina y la herramienta, y los cambios de configuración ocurren dos veces por turno, reemplazarlo todo por un sistema rápido premium puede que no se amortice pronto. En ese caso, conserva las herramientas heredadas para trabajos de baja carga y pocos cambios, y etiquétalas claramente con el grosor y material máximos aprobados.
Pero si estás cambiando configuraciones cinco veces por turno, trabajando con lotes mixtos y operando cerca de los límites de tonelaje, los adaptadores y las sujeciones híbridas se convierten en puntos de fricción. Cada adaptador añade altura de apilamiento. Cada interfaz añade tolerancia. Cada acumulación de tolerancias desplaza un poco tu línea de doblado.
Una vez vi una matriz agrietada que se remontaba a una placa adaptadora que no estaba asentada de forma plana. La trayectoria de carga no era directamente hacia abajo en la cama; estaba sesgada. El hombro la llevó de lado. ¡Crac! Esa grieta costó más que la actualización que llevaban posponiendo.
Las configuraciones híbridas son un puente. No un hogar.
Si la mezcla de tu trabajo exige velocidad, repetibilidad y alta tonelada de forma regular, consolidar en un solo estándar de sujeción robusto simplifica la capacitación, reduce errores de asentamiento y recorta el tiempo de alineación. No es lealtad a una marca. Es reducir las variables en un sistema de fuerzas.
Así que la verdadera pregunta pasa a ser: ¿qué problema está resolviendo realmente cada herramienta en tu estante?
Este es el enfoque que quiero que mantengas.
Cada punzón y matriz existe para gestionar una de tres restricciones:
Una matriz de hombro ancho con acoplamiento profundo soluciona la distribución de carga. Un punzón de cuello de cisne estrecho soluciona el espacio libre para la pestaña. Una espiga de asiento automático rectificada con precisión soluciona la desviación de alineación durante los cambios frecuentes.
Ninguna de esas son características regionales. Son soluciones mecánicas.
Cuando evalúes una herramienta, no preguntes: “¿Es americana o europea?” Pregunta: “¿Está aquí porque necesito más área de sección transversal bajo carga, más espacio libre de garganta o un cambio más rápido y seguro?”
Esa pregunta reorganiza tu estante en tu mente.
Ahora tu auditoría se convierte en una matriz:
Cualquier cosa que no claramente gane una casilla en esa matriz es peso muerto — o peor, una trampa esperando al operador equivocado en el día equivocado.
Y aquí está la parte que la mayoría de la gente pasa por alto.
Cuando dejas de clasificar herramientas por región y empiezas a clasificarlas por restricción, puedes ver huecos. Podrías darte cuenta de que una matriz pesada de alta carga puede reemplazar tres más ligeras. O que un punzón segmentado de cambio rápido elimina horas de alineación por semana. O que una matriz especial para rebordeado solo gana su espacio en el estante porque evita picos de tonaje de 3× en tu trabajo de acero inoxidable grueso.
Eso no es consolidación por el simple hecho de hacerlo.
Eso es alinear acero, fuerza y manos humanas en un sistema coherente.
Lleva esto adelante: la herramienta adecuada no es la que tiene el pasaporte correcto — es la que resuelve el límite físico exacto que tu máquina y trabajo imponen, con la menor cantidad de variables añadidas.
¿En qué crees que realmente le importa a la máquina?


















