

先月、私は新しいオペレーターがパンチと20分間格闘するのを見た。営業マンが彼に「それはアメリカ式だ——ぴったり合うよ」と言ったからだ。タンは差し込まれ、ボルトは締められ、ラムが下りてきた。.
部品は中央が盛り上がったままで、両端は開いたままだった。.
彼はずっとプログラムのせいにしていたが、私はツールが荷重でずれるのを見続けていた。機械が実際に気にするのは何だと思う?
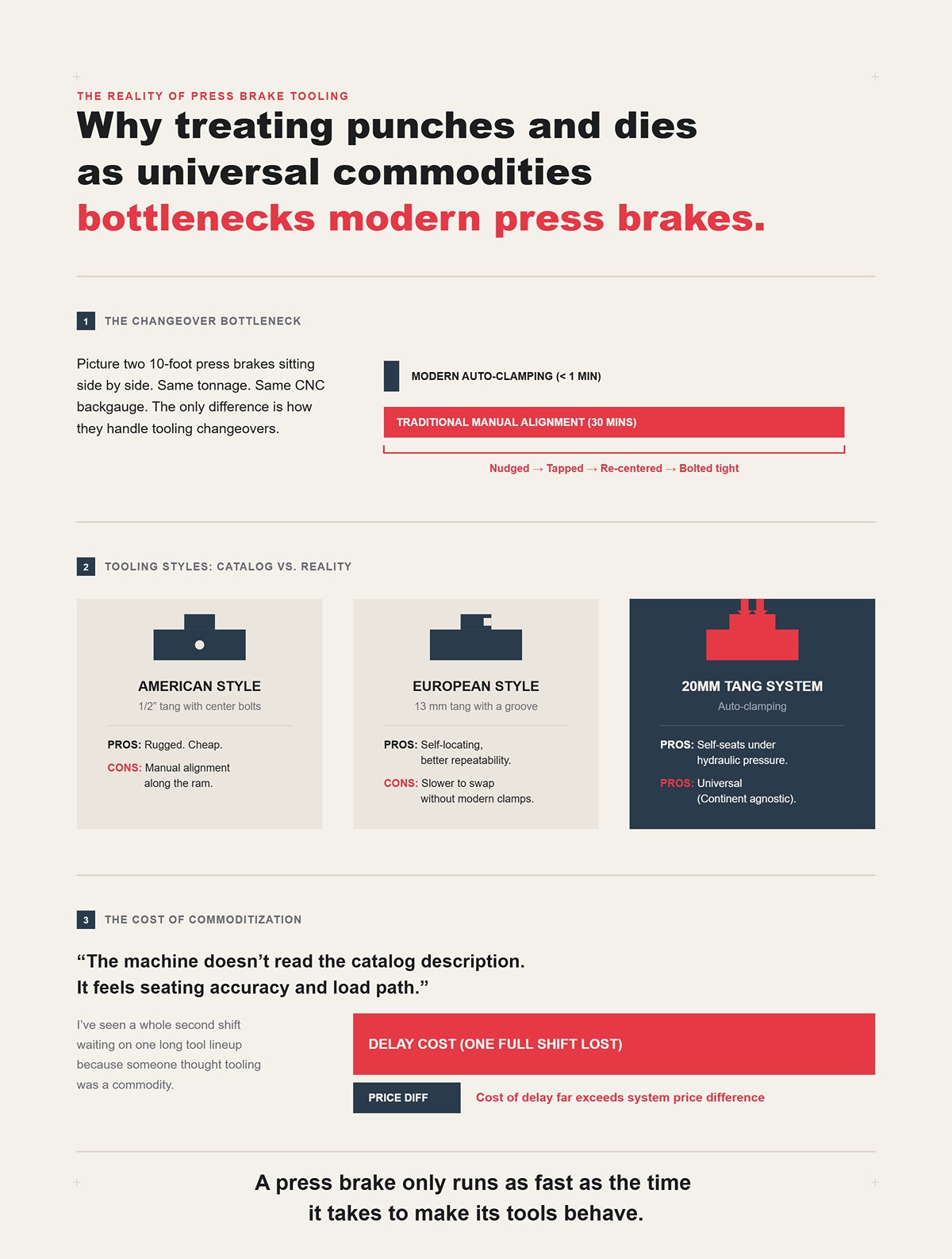
2台の10フィートプレスブレーキが並んでいる光景を想像してみてほしい。同じトン数。同じCNCバックゲージ。1台は1分以内で工具交換できる。もう1台はパンチを押し、叩き、再センタリングし、ビームに沿ってボルトで締める必要があるため、交換のたびに30分もかかる。.
どちらも「地域」ラベルが貼られている。“
中心ボルト付きアメリカ式タン?頑丈で安価。人気のある1/2インチタン。しかし各セクションをラムに沿って手動で揃える必要がある。溝付き13mmタンのヨーロッパ式?自己位置決め性が高く、繰り返し精度も良いが、クランプシステムが現代的でない限り交換は遅い。そして20mmタンの自動クランプ式は、油圧圧力で自己位置決めする——大陸なんて関係ない。.
機械はカタログの説明を読まない。感じるのは座り精度と荷重経路だ。.
アメリカ式でもヨーロッパ式でも、クランプ面が狭く、座りがボルトをどれだけ直角に締めたかに依存しているなら、その「スタイル」はボトルネックになる。工具は汎用品だと思って、1本の長い工具配置のために丸ごと二次シフトが待たされた例を見たことがある——その遅延はシステム間の価格差以上のコストを生んだ。.
そして現実はこうだ:プレスブレーキの動作速度は、工具を扱えるようにする時間で決まる。.
「まあ大丈夫」について話そう。“
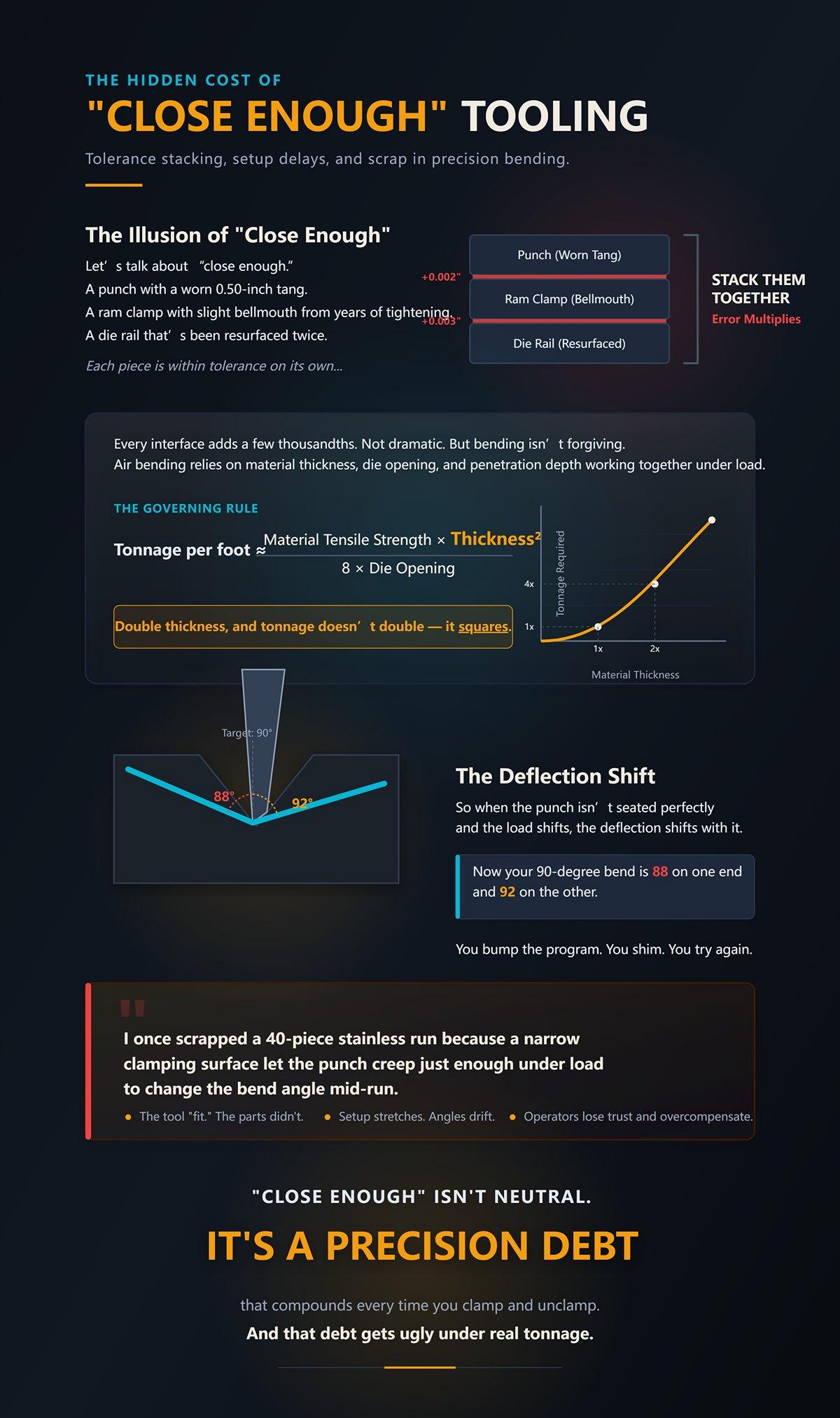
摩耗した0.50インチタンのパンチ。何年も締めてベルマウス気味になったラムクランプ。2回再研磨されたダイレール。それぞれ単体では公差内に収まっている。.
それらを組み合わせる。.
各インターフェースが数千分の数インチ分の誤差を加える。劇的ではない。しかし曲げ加工は許してくれない。エア曲げは材料の厚さ、ダイの開き幅、貫入深さが荷重下で協調することに依存する——そして力は急速に増える。昔習ったルールは今でも成り立つ: 1フィートあたりのトン数 ≈ (材料の引張強さ × 厚さ²) ÷ (8 × ダイ開口幅). 厚さを2倍にすると、トン数は2倍ではなく平方になる。.
だからパンチが完全に座っていないと荷重がずれ、それに伴ってたわみもずれる。すると90度の曲げが片方では88度、もう片方では92度になる。プログラムを微調整し、シムを入れ、再挑戦することになる。.
かつて私は、狭いクランプ面のせいでパンチが荷重下でわずかにずれ、ラン中に曲げ角度が変わってしまったため、40個ものステンレス製品を廃棄したことがある。工具は「合って」いた。しかし部品は合わなかった。.
セットアップが伸びる。角度がずれていく。オペレーターは機械への信頼を失い、過剰に補正し始める。.
“「十分近い」は中立ではない。それは、クランプするたびに複利で増えていく精度の負債だ。.
そしてその負債は、実際の加圧下では醜い形で表れる。.

あなたは新しいCNCプレスブレーキに多額の資金を投じた。クラウニングシステム。レーザー角度測定。フル容量対応の油圧クランプ。.
それから「アメリカンスタンダード」でまだ使えるという理由で20年前のセクショナルツールを差し込む。.
ラムはミクロン単位で正確だ。クランプは均等に圧力をかける。しかしタンの形状は昔のまま ― 座り面が狭く、手動調整で、接触面積が小さい。精度はスタックの上から入ってきても、インターフェイスで漏れ出してしまう。.
それは、スプラインにガタのあるドライブシャフトにレース用エンジンをボルトで取り付けるようなものだ。馬力はあっても、制御性はない。.
現代の20 mmタンシステム(セルフシーティング機構付き)が普及したのは、地理的な理由ではない。広い接触面で荷重を分散し、人間の整列誤差をなくすからだ。軽いツールにはスプリングボタン。重いツールにはピン。油圧クランプが毎回ツールを再現性のある座り位置に引き込む。これは物理が問題を解いた結果であり、マーケティングが命名規則を解いた結果ではない。.
もしあなたの新しいプレスブレーキが、いまだにデッドブローでパンチを叩いて位置を合わせる必要があるなら、システムをアップグレードしたとは言えない ― 半分だけアップグレードしたのだ。.
ここであなたに求めたいのは考え方の転換だ。ツールがどこで設計されたかを問うのをやめ、荷重がラムからパンチ、被加工材、そしてダイへとどう伝わるかに目を向けてほしい。.
なぜなら、鋼はあなたがそれを何と呼ぶかなど気にしないからだ。.
あなたは仕様書の前に立っている。そこにはアメリカン。ヨーロピアン。Wila互換と書かれている。.
あなたが知りたいのはこうだ――どんな測定値を見れば、監視なしで一日中まっすぐ曲げられるかが分かるのか?
まずは3つの数値から始める:タン厚さ、座り面の幅、そして1フィートあたりの定格荷重。次に、クランプがどのようにツールを位置決めするかを見る――ボルト圧、くさび動作、油圧引き込み。これが荷重経路であり、再現性の要だ。.
地域で選ぶのは、バルブカバーの色でエンジンを買うようなものだ。バッジは飾りにすぎず、トルクカーブこそが本質だ。.
4つのシステムを、鋼がそれをどう感じるかの観点で分解してみよう――どのように座り、どのように荷重を伝え、そして100回目のツール交換後にどう振る舞うのか。.
私はこれまでの人生で何マイルもの0.50インチのタング工具をセットしてきた。タングをスロットに滑り込ませる。センターボルトを軽く締める。隣と揃うまで、デッドブロウで叩く。ビームに沿って進む。繰り返す。.
これはうまくいく。だから今でも至る所で使われている。.
しかしインターフェースを見てみよう。半インチのタング。狭い接触面。位置合わせは作業者の目と腕力に任せられている。クランプは真っ直ぐ押し込むだけで、自動センタリングはしない。工具交換ごとに、鋼と人間の判断の間で小さな交渉が行われる。.
次に、プレーン加工と精密研削のアメリカ製工具を比較してみよう。プレーン加工の工具はサイズ控えだけで、全長にわたって仕上げ研削はされていない。セクションごとにわずかな誤差が見られることがある — 数千分の数インチだけの誤差がここにもそこにもある。短い部品なら気づかないかもしれない。10フィートに渡る加工では、その誤差が積み重なる。.
精密研削されたアメリカ製工具はその誤差を抑え込む。表面仕上げが良くなる。セクションがまっすぐになる。ビーム全体で高さがより一貫する。.
しかしタングの形状は変わらなかった。.
荷重がかかると、クランプは依然として比較的狭い接触面を締め付けている。トン数が増えると — 厚い素材、狭いVダイ — たわみはそのインターフェースに集中する。座りが完全に直角でない場合、全荷重が落ち着く前にパンチが微妙に動くことがある。.
私はかつて、パンチが片端で完全に座っていないために、割れたダイがブレーキから外れるのを見たことがある。重いプレート、ほぼ許容範囲いっぱい。荷重が高い側に移動し、ダイの肩を過負荷にし、きれいに割ってしまった。工具が「間違っていた」わけではない。インターフェースが厳しかったのだ。.
では、ワークホースが負担になるのはいつか?部品の長さがセクションごとの誤差を拡大する時、トン数が上限に近づく時、あるいは1シフト内に複数回工具交換を行い、手動での位置合わせに依存するシステムからミクロン単位の再現性を期待する時だ。.
アメリカ製工具は廃れていない。正直なのだ。セットアップの規律に応じた精度を正確に与える。.
それを超えて使えば、利息を請求される。.
では、背面に溝のある13 mmタングを考えてみよう。それを対応するクランプに滑り込ませる。クランプが閉じると、工具を上方・後方に引き込み、決まったシートに収める。位置合わせのために叩く必要はない — 形状がそれを行う。.
それがプロメカムスタイルの利点だ:機械的な自動位置決め。.
交換時間が短縮されるのは、位置合わせ時間が短縮されるからだ。さらに重要なのは、クランプが傾斜面に沿って力を加え、毎回同じ方法で工具を押し込むため、座りの再現性が向上することだ。.
ここでトレードオフがある。.
そのタングは20 mmのヘビーデューティシステムよりも細い。接触面が小さい。通常は軽から中トン数の作業に適しており、強化ホルダーと組み合わせない限り重作業には向かない。もちろん本格的な作業も可能だが、負荷表を守らなければならない。.
そしてエアベンディングについて覚えておくべきことがある:内側の半径は主にダイの開口幅によって決まるのであり、パンチのプロファイルによってではない。ミルド鋼を1Tパンチ半径 — 先端半径が材料厚とほぼ同じ — でエアベンドしているなら、角度の一貫性は、パンチ形状の珍しさよりも、侵入深さとダイ幅の一貫性に依存する。.
では、機械が実際に気にするのは何だと思うか?
それは、パンチが毎回同じように座ることで、侵入深さが予測可能な角度に変わることだ。自動センタリング形状はそれを助ける。しかし、タングを1フィートあたりの定格トン数を超えて過負荷にすれば、ホルダーの弾性変形からは自動センタリング機能でも救えない。.
ヨーロピアンスタイルは、高混合で中程度のトン数環境において真価を発揮します。その環境では、繰り返し可能な位置合わせと迅速な交換が、単なる力容量よりも重要です。重量制限を無視すると、軽量なインターフェースに重量級のような動作を求めることになります。.
鋼はあなたのスケジュールと交渉しません。.
20 mmのタングを油圧クランプで初めて使うと、感覚が違います。工具を持ち上げ、それがかみ合い、クランプが閉じ、システムが広い接触面で硬化した基準面に工具を引き込むのです。.
叩く必要なし。シム調整不要。推測不要。.
軽いセクションは、素早い配置のためにスプリング式ボタンを使用することが多く、重いセクションはピンロック機構に切り替えます。同じ形状でも重量によって保持方法が異なります。この詳細は重要です — なぜなら、軽く分割された工具を繰り返し扱う場合にこそ、速度の利点が最大になるからです。.
機械的に見ると、20 mmタングは工具とラムの間の支持面積を増やします。表面積が増えると、同じ荷重で接触応力が低くなります。高トン数/フィートでは、それは局所的な変形を減らし、長期的な再現性を向上させます。.
では、セットアップ速度は価格を相殺するのでしょうか?
工具交換が1日1回なら、おそらく価値はありません。短いバッチを運営し、例えばシフトごとに5〜10回のセットアップを行い、従来の手動位置合わせに15分ずつかかるなら、毎日1時間以上、工具を従わせる努力に費やしていることになります。.
そして現実はこうだ:プレスブレーキの動作速度は、工具を扱えるようにする時間で決まる。.
プレミアムの理由は地理ではありません。セットアップ時間を取り戻し、荷重下でインターフェースの精度を守るためのものです。中規模で高混合の工場では、数値はしばしば広いタングと油圧引き込みに傾きます。長期的で安定したジョブでは、その利得は縮小します。.
速度は、実際に変更を行うときにのみ価値があります。.
高級なセルフシーティング工具を注文した工場を見たことがあります — それを古い手動クランプにボルトで固定し、直径0.50インチのタング用に設計されたものでした。彼らはアダプターで「適合」させたのです。.
アダプターは荷重経路を変えます。.
手動クランプは、ボルトの位置にある一点に圧力をかけます。油圧クランプは、ビーム全体に均等に力を分配します。空圧システムはその中間で、手動より速く、油圧より力が弱いことが多いです。.
機械が手動クランプなら、工具交換のたびに人的な位置合わせ誤差が再び入ります。タング形状がどれだけ精巧でも同じです。油圧クランプがフルトン数対応なら、細くサポートが少ない工具を使うと能力を無駄にし、インターフェースにストレスを増加させます。.
クランプシステムは、予算が意見するずっと前に、どの工具を安全に再現性をもって運用できるかを決定します。.
私は一度、急ぎのアルミジョブを廃棄したことがあります。アダプタースタックがわずかなたわみを生み、角度測定がランの途中でずれ始めたのです。プログラムを1時間追いかけた末に、原因をクランプインターフェースに辿り着きました。工具カタログは互換性があるように見えましたが、荷重経路はそうではありませんでした。.
手動クランプは頑丈で許容度の大きい形状を好みます。油圧クランプは、一定の引き込み力に依存する精密システムを解放します。空圧システムは、互換性を前提にする前に速度と力の両方の定格を確認する必要があります。.
ここで地域ラベルは完全に意味を失います。.
質問はアメリカ式かヨーロッパ式かということではありません。工具がどのように座席に引き込まれるのか、その際にどれだけの面積に渡って、そして1フィートあたり何トンの荷重がかかるのかということです。
それに答えれば、購入ミスの半分はなくなります。.
これを無視すれば、目の前で起きているインターフェースの問題をCNCのせいにし続けることになるでしょう。.
| セクション | 内容 |
|---|---|
| タイトル | 手動 vs. 油圧 vs. 空圧クランプ:あなたの機械のクランプシステムが、特定の工具カテゴリを即座に失格にする理由 |
| 核心的観察 | 工場では、プレミアムなセルフシーティングツールを注文し、まっすぐな0.50インチタン用に設計された古い手動クランプに取り付けるため、適合させるアダプターを使用することがよくあります。. |
| 重要な原則 | アダプターは荷重経路を変えます。. |
| 手動クランプ | ボルトがある場所に点圧をかけます。タン形状に関係なく、工具交換のたびに人間による位置ずれの誤差を再び持ち込みます。頑丈で寛容な形状を好みます。. |
| 油圧クランプ | 力をビーム全体に均等に配分します。定格が全トン数に達している場合でも、狭いまたは支持が弱いツールを使うと、能力を浪費し、インターフェースへのストレスを増加させます。一貫した引き込み力に依存する精密システムを解放します。. |
| 空気圧クランプ | 手動と油圧の中間に位置します。手動より速く、通常は油圧より力が弱いです。互換性を想定する前に、速度と力の両方の定格を確認する必要があります。. |
| 実務的洞察 | クランプシステムは、予算を考慮する前に、安全かつ繰り返し使用できる工具を決定します。. |
| 実例 | アルミニウムの急ぎの仕事が、アダプタースタックによってたわみが発生し、実行中に角度がずれたために廃棄されました。問題はプログラムではなく、クランプのインターフェースに起因していました。工具カタログ上では互換性があるように見えましたが、荷重経路は一致していませんでした。. |
| 重要な疑問 | アメリカ式対ヨーロッパ式の工具ではなく、工具がどのように座席に引き込まれるのか、その際にどれだけの面積で、そして1フィートあたり何トンの荷重がかかるのかということです。. |
| まとめ | これらのインターフェースに関する質問に答えることは、多くの購入ミスを防ぎます。無視すれば、クランプインターフェースが原因の問題をCNCのせいにすることになります。. |
想像してください:厚さ0.125インチの軟鋼、長さ10フィート、90度曲げ。175トンの油圧プレスブレーキがあります。ダイラックには0.75インチVと1.0インチVがあります。.
どちらがあなたをトラブルから遠ざける?
まずは 8の法則: V = 8 × T. 0.125インチの材料の場合、それは1.0インチのVです。ヨーロッパがそう言ったからではありません。アメリカがより頑丈なものを好むからでもありません。厚さの8倍のVであれば、材料は予測可能な内半径—軟鋼で約0.16インチ—を形成でき、1フィートあたりの必要トン数は機械と工具が設計された範囲に収まるからです。.
この係数は伝説ではありません。それは幾何と力をつなぐヒンジです。そこから外れると、荷重経路が変わり、ラム、ダイの肩部、クランプが確実にその変化を認識します。.
鋼はあなたのスケジュールと交渉しません。.
ブランド名を議論する代わりに、計算してみましょう。.
引張強度60,000 PSIの軟鋼をエアベンドする場合、1フィートあたりのトン数はおおよそ T² / V. に比例します。V開口を半分にすると、必要トン数はほぼ倍になります。同じ素材。同じ厚さ。ただVが狭くなるだけです。.
だから、0.125インチの板が「もっと半径を小さくしたい」という理由で1.0インチVから0.75インチVに変わると、1フィートあたりのトン数は急上昇します。礼儀正しくではなく、本当に急に。.
それを10フィートに拡大してみましょう。.
同期式ダウンストローク油圧プレスでは、その追加需要は油圧圧力の増加、中間スパンでのラムのたわみ増加、そしてダイの肩部への集中荷重増加として現れます。フレームは工具カタログでそのダイが何と呼ばれていたかを気にしません。曲げモーメントを気にします。.
機械が実際に気にするのは何でしょうか?
力の曲線が定格容量—総トン数と1フィートあたりのトン数—の範囲内にあるかどうかです。電動ブレーキはさらに融通がきかず、ピーク力を同等の油圧機械より低く制限することが多いです。200トンの油圧機で「問題ない」ダイ選択でも、ストローク下端で電動駆動が停止することがあります。.
計算し直さずに途中でエアベンドからボトミングに切り替えたら?
ボトミングはエアベンドの 3〜5倍 のトン数が必要になることがあります。材料をダイの側面と完全に接触させるため、その接触が抵抗を増やすのです。私は作業を安全にエアベンドで行い、最後のフランジを「きれいに仕上げるため」にボトミングしたら、ダイが肩半径に沿って割れたのを見たことがあります。一度の鋭い音で作業終了です。.
率直な現実:無視すると V = 8 × T, そして、トン数は線形に上昇するわけではありません—予期しない荷重表の領域に突如跳ね上がります。.
8×ダイでのエアベンディングでは得られない、より小さい内半径が欲しいわけですね。なるほど。.
エアベンディングでは半径は主にダイ幅と材料特性から形成されます。 V = 8 × T, 軟鋼では内半径として約16%のVを与えます。それは予測可能で、再現性があり、貫入深さで調整可能です。.
ボトミングは異なります。シートをパンチ先端の半径とダイ角度に沿わせるよう強制します。断面のより多くの部分にわたる塑性変形。より多くの接触。より多くの摩擦。より多くのトン数。.
より鋭い半径を得るために、狭いダイでボトミングして規則を「抜け道」できますか?
機械的には可能です。実際には、形状制御を力の増大と引き換えにしています。機械は降伏強度と全面のフランク接触を克服するための十分な荷重を出す必要があります。もし工具インターフェース—タン、クランプ、ホルダー—がエアベンディング用の荷重に合わせて選定されているならば、ハードウェアを変えずに応力状態を変えてしまったことになります。.
それが不良部品の原因です。.
そしてここが微妙な点です:エアベンディングでは素材とダイが全面接触していないので、ストローク深さによって角度を修正できます。ボトミングではその余裕がなくなります。調整の幅が狭まります。ラムのたわみがより重要になります。クラウニング設定がより重要になります。工具の摩耗が早く現れます。.
ですから、規則を抜け道することは可能です。.
しかし、その新しい力の経路に対応できるように、荷重計算を再度行い、クランプシステムとダイの定格がその条件に合っていることを確認しないと、借用した容量で曲げていることになります。.
同じ0.125インチの板厚を使いながら、60,000 PSIの軟鋼から150,000 PSIの4140合金に切り替えてみましょう。.
形状は変わりません。V開口は変わりません。板厚も変わりません。.
必要なトン数はただ倍増します。 (150,000 / 60,000) = 2.5.
これは四捨五入の誤差ではありません。場合によっては新しい機械が必要です。.
一般的なトン数表は60,000 PSIを基準としています。補正係数は簡単です: 調整後のトン数 = 基準トン数 × (実際の引張強度 / 60,000). 高張力鋼では、この係数が必要な力を2倍、3倍にすることがあります。.
さあ、自分に問いかけてみましょう: V = 8 × T まだ「機能している」か?
幾何学的には、はい—依然としてエアベンディングにおける半径制御の合理的な出発点を与えます。機械的には、それが示す負荷は、あなたのダイのフィート毎の能力や機械の容量を超える可能性があります。特にピークの力が低い電動ブレーキではそうです。.
ここで地域ごとの表示は完全に破綻します。20 mm のタン、0.50インチのタン、油圧クランプ、手動クランプ—材料の引張強度が必要なトン数をインターフェースが変形せずに耐えられる範囲を超えてしまえば、そのどれも役に立ちません。.
「ルール・オブ・8」を間違っているから放棄するわけではありません。.
材料強度が方程式の力の側面を変えるため、それに盲目的に従うことをやめるのです。そして力こそがダイを割り、ホルダーを伸ばす原因です。.
そして現実を確認しましょう:機械に負荷をかける前に引張強度を調整しなければ、修正は必ず起こります—たわみ、過負荷アラーム、または工具破損を通して。.
必要があってトン数を再計算したのは、 V = 8 × T. から離れたからです。良いことです。今、3インチのリターンフランジを持つ深い箱を見つめ、本当の疑問を投げかけています:力の制限でダイ幅が固定されている場合、角度に到達する前にポンチが自分の部品にぶつからないようにするにはどうすればいいのか?
「半径は合っている」と言って、4インチ深のチャンネルに10ゲージのミルド材をまっすぐなポンチに通した若者を見たことがあります。最初の2回の曲げはうまくいきました。3回目で、リターンフランジが約60度の地点でポンチ本体に触れました。彼はそれに気づきませんでした。ラムは進み続け、フランジは座屈し、ポンチは肩沿いに欠け、私たちはそのロットを廃棄しました。ひとつの誤ったプロファイル選択で、数千ドルが消えました。.
もしポンチプロファイルが作り出している形状を物理的にクリアできないなら、ブレーキは喜んで鋼を鋼に押し込み、何か高価な物が壊れるまで止めません。.
だからブランド名で考えるのをやめ、部品がポンチ周りを通る経路を逆設計してください。.
ストレートポンチとグースネックポンチをベンチに並べて置いてください。同じ先端半径。同じ角度。一方は真っ直ぐ下に落ちる大きなシャンクを持ち、もう一方は後方にスイープして喉のクリアランスを作ります。.
タンが差し込まれた。.
どちらもクランプできます。素材とダイが同じであれば、どちらも同じトン数定格に達します。しかし、リターンフランジを90度を超えてスイングさせてもポンチ本体に衝突しない空間を与えるのは一方だけです。.
その仕組みです。エアベンディングの際、シートはダイのショルダーを軸にしてポンチ先端を包み込みます。角度が30度から90度、さらにそれ以上閉じていくと、既に形成されたフランジが上に回転します。箱が深くフランジが長いほど、そのフランジはポンチの垂直部分に向かってより遠くまで移動します。.
衝突は半径ではなく、包絡空間の問題です。.
これをスケッチできます。フランジの長さ(F)と箱の深さ(D)を取り、90度に近づくにつれ、そのフランジの外縁はポンチ先端の中心を中心としたFにほぼ等しい弧を描きます。目標角度とスプリングバック補正に到達する前にポンチ本体がその弧の包絡内に侵入すれば、それで終了です。.
浅いパンではストレートパンチで1インチのフランジをクリアできるかもしれません。4インチ深のボックスで3インチのフランジを試すと、80度に達する前にスチール同士がぶつかります。スロート部がくり抜かれたグースネックは、パンチの質量を後方に移動させ、ダイ幅や加圧能力を変えずにクリアランスを確保します。.
機械が実際に気にするのは何でしょうか?
「グースネック」という言葉自体が重要なのではありません。大事なのは荷重経路が軸方向に保たれており、衝突によってラムを捻じ曲げガイドを叩くような横荷重が発生していないことです。回転中のクラッシュは非対称な力を生みます。これがベッド全体で角度のばらつきを追い始める原因になります。.
完全な回転とスプリングバックを加味して、形状をクリアに保てるプロファイルを選びましょう。それ以外は見栄です。.
ここからは、経験豊富な人でもよくやってしまうミスに入ります。.
エアベンドでは、最終的な内側半径はパンチ先端半径よりも、ダイの開口と材料の挙動によってほぼ決まります。軟鋼と標準セットアップでは、内側半径はVの15〜20%程度になります。これがダイの物理です。.
しかし、その「自然な」エアベンド半径より小さい先端半径のパンチを選び、シートをその先端に押し付けるほど深く曲げると、知らないうちにエアベンドからボトミング、さらにはコイニングに移行しています。.
JEELIXは簡潔に説明しています:エアベンドは最小の加圧力でスプリングバックのばらつきが大きい;ボトミングは接触と加圧力が増える;コイニングは最大加圧力を要求し、スプリングバックは最小で、ほぼ柔軟性はゼロです。.
機構は重要です。エアベンドでは接触点はパンチ先端と2つのダイショルダーの3点です。ボトミングでは板がダイの側面に接触します。コイニングでは材料を先端半径で塑性的に圧縮します。.
この最後の方法は力が急上昇します。.
0.125インチの304ステンレスを機械の1フィートあたりの定格内でエアベンド用に選んだダイで曲げると想像してください。エアベンド用の加圧力を計算して安全に作業します。しかし鋭いパンチを装着し、内側半径が先端半径に視覚的に一致するまで押し込むと、接触面積と塑性変形領域が増えます。加圧力はボトミング値に近づき—多くの場合エアベンドの3倍になります。.
私はステンレスでこの動きが原因でダイショルダーが割れるのを見たことがあります。オペレーターは自分がエアベンドしていると信じていました。ダイの側面の磨かれた摩耗パターンはそれとは異なることを示していました。.
パンチ先端半径がダイが形成したがる半径より小さい場合、それは「よりタイトな曲げを得ている」のではなく、力を増大させ、調整可能性を減らしています。.
そして率直な事実を言います:偶発的なコイニングはセットアップシートには現れず、過負荷警報や破損した工具として現れます。.
6フィートの部品に4種類のフランジ長、2つの逃げノッチ、中央にジョグがあると想像してください。全長の標準パンチで実行できます—全ての障害物を避けるために工具を抜き、毎回再測定する気があればですが。.
または、セグメントセクションで構築することで、全面を分解することなく特徴をクリアできます。.
現代のクイッククランプシステム—おおよそ20 mmの幅広タングで、オートシーティングとスプリングアシストがあり、1セグメントあたり約27ポンド以下で—では、セクションを数秒で交換でき、垂直位置を繰り返し正確に保持できます。古い手動ボルトアップシステム、特に狭いタングスタイルでは、交換のたびに高さの僅かな変動の危険があり、細心の注意が必要です。これはブランドの違いではなく、クランプ面積と再現性の問題です。.
ここでトレードオフがある。.
標準の全長工具は剛性があり単純です。ジョイントが少なく、積み重なりの公差も少ない。直線で反復的な作業に適しています。.
セグメント工具はより多くの接合部を導入しますが、幾何学的自由度を与えます。タブを避けるために長さをずらしたり、内部フランジ用に部分長パンチを使用したり、プロファイルの妥協を迫るような衝突を避けたりできます。.
複雑な形状では柔軟性が勝る―ただし、クランプシステムが荷重下でセグメントを正確に位置合わせしたまま保持できる場合に限る。クランプが工具の入れ替え後にずれる、または不安定に座るのを許してしまえば、あなたの「柔軟性」は角度のばらつきと再加工に変わる。.
私が一度、小さなアルミ加工のロットを廃棄したことがある。摩耗した手動クランプでセグメント化された工具を使っていたところ、複数回の入れ替え後にベッド全体で数千分の数インチほど下にずれてしまった。角度が歩くように変化し、私たちは丸一日それを追いかける羽目になった。.
問題なのはセグメント化された工具ではない。制御されないクランプ機構だ。.
そして現実はこうだ:プレスブレーキの動作速度は、工具を扱えるようにする時間で決まる。.
あなたはすでに、型幅は荷重の決定事項、パンチ形状は干渉範囲の決定事項、そしてセグメント化はクランプの再現精度に関する決定事項であるということを見てきた。これらを誤って組み合わせれば、カタログが工具に何と記載していようと機械は気にしない―それは荷重の急増、たわみ、または廃材としてあなたのミスを表すだろう。.
だから、作業があなたに規格からの逸脱を求めるときは V = 8 × T, 、次の質問は「アメリカ式かヨーロッパ式か?」ではない。“
それは、あなたの機械、クランプ、パンチ形状、そして材料の強度が、これから作ろうとしている荷重経路に耐えられるかどうかだ。.
複雑な部品のパンチ形状、先端半径、セグメント化を選ぶためのステップバイステップの方法が欲しいですか?
ここから始めよう:形状がクリアし、荷重経路が整ったら、次のフィルターは単純だ―カタログが警告していない場所で荷重が集中するとどうなるか。.
なぜなら、「標準精密工具」は、それに十分な力をかけて破片に変えてしまうまでしか正確ではないからだ。.
私は、新品の精密ダイがステンレスのヘミング作業中にショルダーに沿って割れるのを見た。クラッシュも、作業者のパニックもなかった。ただヘムを閉じるにつれて力が徐々に増え、そしてライフルの発砲のような音を立ててひび割れた。ダイは間違っていなかった。ラベルも間違っていなかった。物理が変わったのだ。.
だから工具の選択が荷重経路と干渉管理の問題なら、ここからが高額になる。.
ヘミングとオフセットは、荷重が礼儀を失う場所だ。.
標準のエアベンドは荷重を3つの接点に広げる。ヘムは素材をほぼ平らに押しつぶし、広い面で接触を生み、塑性変形を大幅に増加させる。つまり荷重がエアベンドの値からボトミング領域にまで跳ね上がり、材料と厚さによってはコイニングレベルに近づくこともある。ブランドの問題ではない。変形の問題だ。.
通常のパンチとダイでもヘムを段階的に作ることはできる。30度程度にプレベンドしてから、平らなパンチで押しつぶす。多くの工場がそうしている。.
しかし、機械が実際に気にするのは何かを自問してみよう。.
それは、フランジを平らにする時、荷重は先端に集中するのではなく、下で支えられるべき線上に分布するということだ。専用のヘミングダイは、マッチした形状で荷重を支え、力がまっすぐベッドに流れるようにする。段取り替えでは最初に不均一な接触が生じ、その後全面接触となり、瞬時に荷重が急増することが多い。.
オフセットも同様だ。オフセットパンチとダイは、2つの曲げを1ストロークで制御した支えの間で行う。標準工具で2回の別々の打ち込みで代用しようとすると、積み重なる誤差と同じ領域で繰り返される高荷重サイクルが発生する。それは単に遅いだけではない。累積的なストレスなのだ。.
これが取引だ。.
特殊工具はラックスペースと前払いの資金を食う。段階的なセットアップは、毎サイクルごとのトン数容量と時間を食う。.
薄い軟鋼を四半期に一度加工するなら、段階的セットアップで問題ない。週中ずっと11ゲージのステンレスでヘムを閉じるなら、標準ツールが不死であるふりをしても金は節約できない。.
鋼は工具予算と交渉しない。.
「精密」が「脆弱」に変わる静かな閾値がある。“
精密研磨された工具 ― 繰り返し精度で愛されるもの ― は、肩部が小さく半径も小さいことが多い。それが許容差を維持する方法だ。しかし小さい肩部は、トン数が上昇したときに曲げ応力に抵抗する断面積が少なくなる。.
応力は力を面積で割った値だ。単純で、容赦ない。.
ダイの開口を以下に狭めると V = 8 × T エアベンディングではトン数が急激に上昇する。直線的ではなく、急激に。さらにボトミングに突っ込むと、素材の強度によってはエアベンド力の3倍の倍率がかかることもある。その力はパンチ先端からダイの肩部へ伝わる。肩部形状が精度重視であり、耐荷重重視でない場合、鋼が最も薄い部分に正確に応力を集中させることになる。.
「クランプに合うから」という理由で、ある工場が狭い精密ダイで3/16インチの高強度プレートをボトミングしようとしたのを見た。肩部が破裂し、欠片が機械を横切って飛んだ。誰も怪我はしなかったが、あのダイはその荷重密度を見るようには作られていなかった。.
では板厚の限界はどこにあるのか?
普遍的な数字は存在しない。引張強度、ダイ幅、そしてエアベンディングかボトミングかによる。それがポイントだ。限界は地域ではなく物理によって決まる。重いアメリカ型の直力パンチは、軽い精密システムでは過荷重になるような負荷にも耐えるかもしれない。深いタングの係合と広い座面を持つ高級クイックチェンジシステムは両方より高性能である可能性もある。バッジでは荷重時の断面積は判断できない。.
予想トン数をフィート単位で計算し、それを機械の定格と工具の荷重定格の両方と比較しないなら、それは単なる推測だ。.
集中荷重で推測すると、硬化鋼が破片に変わる。.
では逆にしてみよう。.
トン数に耐えられる工具だったとしよう。素晴らしい。しかしそれは1セクションあたり80ポンド重く、交換後に位置合わせするのに毎回20分かかる。.
機械が実際に気にするのは何でしょうか?
交換に時間がかかって、作業員が手順を省略し始めるなら、パンチが±0.0004インチに研磨されていても意味がない。重く高容量の工具は、安全リスク、セットアップ時間、手動クランプでの位置合わせのばらつきを増加させる。それは隠れたコストだ。.
現代のクイックチェンジシステム ― 広いタングの係合、スプリングアシスト、セルフシーティング ― は、交換時間をセグメントごとに1分未満にまで短縮する。このスピードは贅沢ではなく、一貫性だ。取り扱いが少ないほど、タングとクランプの間の傷やゴミ、そして高さのばらつきも減る。.
しかし、ここに緊張があります。.
より重い工具は、より高い荷重能力を意味することが多いです。より軽い精密セグメントは、より速い段取り替えとより良い再現性をもたらします――ただし、それらの設計荷重を超えるまでは。.
したがって、今あなたの意思決定プロセスには3つの関門があります:
3番目を見落とすと、理論上の完璧さは実際の生産現場で死にます。.
そして現実はこうだ:プレスブレーキの動作速度は、工具を扱えるようにする時間で決まる。.
あなたが求めているのはシステムです。カタログ見学ではありません。いいですね。.
明日の朝、工具ラックに歩み寄り、ラベルを読まないでください。「アメリカ製」を無視。「ヨーロッパ製」を無視。塗装が消え、刻印が削り落とされたと仮定してください。そして次の3つの質問だけをしてください:
それがあなたの監査です。その他はすべて飾りにすぎません。.
私はある工場が、オペレーターが「クランプに合うから」という理由でより軽いクイックチェンジパンチに交換した結果、ステンレス製の60個分のロット全体を廃棄するのを見たことがあります。確かにそれはフィットしました。しかし荷重には耐えられませんでした。パンチがずれ、角度が狂い、部品が誤って積み重ねられ、誰かが確認したときにはすでにパレット全体がゴミになっていました。それはスタイルの間違いではなく、制約の間違いでした。.
地域で標準化することで推測を排除することはできません。物理に基づいて標準化し、実際の機械に照らして文書化することで、推測を排除できるのです。.
では、どこから始めればいいのでしょうか?
まず機械のタイプです。機械式、油圧式、電動式——それぞれ力のかけ方が異なり、許される誤差も違います。.
油圧式は制御と保持を与えます。機械式は下死点で強く速く打ち込みます。それは、あなたの作業内容にとって「底打ち」が現実的な考えかどうかを変えるのです。もし機械式ブレーキで容量近くまで底打ちしているなら、それは「生産運転」ではありません。フレームを賭けたギャンブルです。.
では、あなたのマニュアルから厳密な数値を3つ書き出してください:
これらは固定値です。交渉の余地はありません。.
次に、あなたの典型的な作業に必要な曲げ力を計算します。軟鋼のエア曲げの場合、フィートあたりのトン数は次のように見積もることができます:
トン/ft ≈(材料の引張強度 × 厚さ²)÷(8 × V開口)
そしてそう、あの 8 × T という分母はおなじみのエア曲げの指針です — V開口はおよそ 材料厚さの 8倍. 。V開口を狭めればトン数は急上昇します。ボトミングに切り替えると、材料によってはエア曲げの2〜3倍の力が必要になることもあります。.
あなたの上位5種類の材料と厚さで数値を計算してください。仮想ではなく、実際の作業です。.
そして比較します:
これらのいずれかが作業の要求より低ければ、その工具は使用不可です — どの地域の刻印があろうとも関係ありません。.
工具重量も見逃さないでください。クイックチェンジシステムの中には、軽いセグメントはある質量まで対応可能で、それを超えるとピンロックや別のクランプが必要になる閾値があります。平均セグメント重量が80ポンドでクランプが手動ボルトダウン式なら、交換時間は安全性や位置合わせの問題になり、便利さの細部では済みません。.
この手順は華やかではありません。単なる算数です。.
しかし率直な事実はこうです。もしあなたが機械のフィート当たりのトン数制限をブレーキの上の壁に書いていないなら、それはシステムを運用しているのではなく、伝承を運用しているに過ぎません。.
計算に合わない工具の山をどうしますか?
そのラックには資金が結びついています。わかっています。私もその購入注文書に署名しました。.
アメリカ式のボルト固定工具は安価で、今も広く使われているのには理由があります。低トン数の軟鋼材のエアベンディングには、しばしば「十分」なのです。この市場はノスタルジーのために生き残ったわけではありません。.
だから、この問題は道徳ではなく構造の問題です。.
もし監査の結果、あなたの作業の80%が機械と工具の負荷制限を大幅に下回っており、チェンジオーバーが1シフトに2回ある程度なら、高価なクイックチェンジシステムに全面移行してもすぐには回収できないかもしれません。その場合、軽負荷で交換頻度の低い作業には旧式工具を使い、最大許可厚さと材質を明確にタグ付けしてください。.
しかし、1シフトに5回セットアップを交換し、混合バッチを動かし、トン数制限近くで運用しているなら、アダプターやハイブリッドクランプは摩擦ポイントになります。アダプターの追加はスタック高さを増します。各インターフェースは公差を増します。公差の積み重ねは曲げラインを少しずらします。.
私が以前見たある割れたダイは、平座りしていないアダプタープレートに起因していました。負荷経路はベッドに真っ直ぐ落ちるのではなく、偏っていました。ショルダーが横方向に受け止めたのです。パキッ。その割れは、先延ばしにしていたアップグレードよりも高くつきました。.
ハイブリッドセットアップは橋です。住まいではありません。.
もしあなたの業務構成が、速度、再現性、高トン数を常に必要とするなら、1つの堅牢なクランプ標準に統一することで、訓練の簡略化、座り込みミスの減少、位置合わせ時間の短縮が実現できます。それはブランドへの忠誠心ではなく、力の系統における変数を減らすことです。.
だから本当の疑問はこうです:ラック上の各工具は実際にどんな問題を解決しているのか?
これが私があなたに持ち続けてほしい視点です。.
すべてのパンチとダイは、次の3つの制約のいずれかを管理するために存在します:
広いショルダーで深く噛み合うダイは、荷重分布を解決します。狭いグースネックパンチは、フランジのクリアランスを解決します。精密研磨された自己座り式タンは、頻繁な交換時の位置ずれを解決します。.
これらはいずれも地域特有の特徴ではありません。機械的な解決策です。.
工具を評価するとき、「これはアメリカ式かヨーロッパ式か?」ではなく、「これは荷重下でより多くの断面積を必要としているのか、より多くの喉クリアランスを必要としているのか、もしくはより速く安全な交換を必要としているのか?」と問いましょう。“
その質問は、頭の中のラックを再構成します。.
今、あなたの監査はマトリックスになります:
そのマトリックスの中で明確に枠を得られないものは、死荷重、もしくは最悪の場合、間違った日、間違ったオペレーターを待ち受ける罠です。.
そして、ここがほとんどの人が見落とす部分です。.
工具を地域ごとに並べるのをやめ、制約ごとに並べ始めると、隙間が見えてきます。重く高負荷の金型が軽いもの3つを置き換えられることに気づくかもしれません。切り欠き式のクイックチェンジパンチが週ごとの位置合わせ時間を数時間削減することに気づくかもしれません。特殊なヘム金型がラックの場所を確保できるのは、厚いステンレス作業でのトン数急増を3倍防ぐからだということもあります。.
それは無意味な統合ではありません。.
それは鋼、力、人の手を一つの一貫したシステムに揃えることです。.
これを先に進めましょう:正しい工具とは、正しい国籍を持つものではなく、機械と仕事が課す物理的限界を最小限の変数で正確に解決するものです。.
機械が実際に気にするのは何でしょうか?


















