

Geçen ay yeni bir operatörün bir zımbayla yirmi dakika boyunca uğraştığını izledim çünkü satış elemanı ona, “Bu Amerikan tarzı — uyar o,” demişti. Dil yerine oturdu. Cıvatalar sıkıldı. Koç aşağı indi.
Parça ortada hâlâ bombeliydi ve uç kısımları açıktı.
Sürekli programı suçladı. Ben ise yük altında kayan takımı izliyordum. Sence makine aslında neyle ilgilenir?
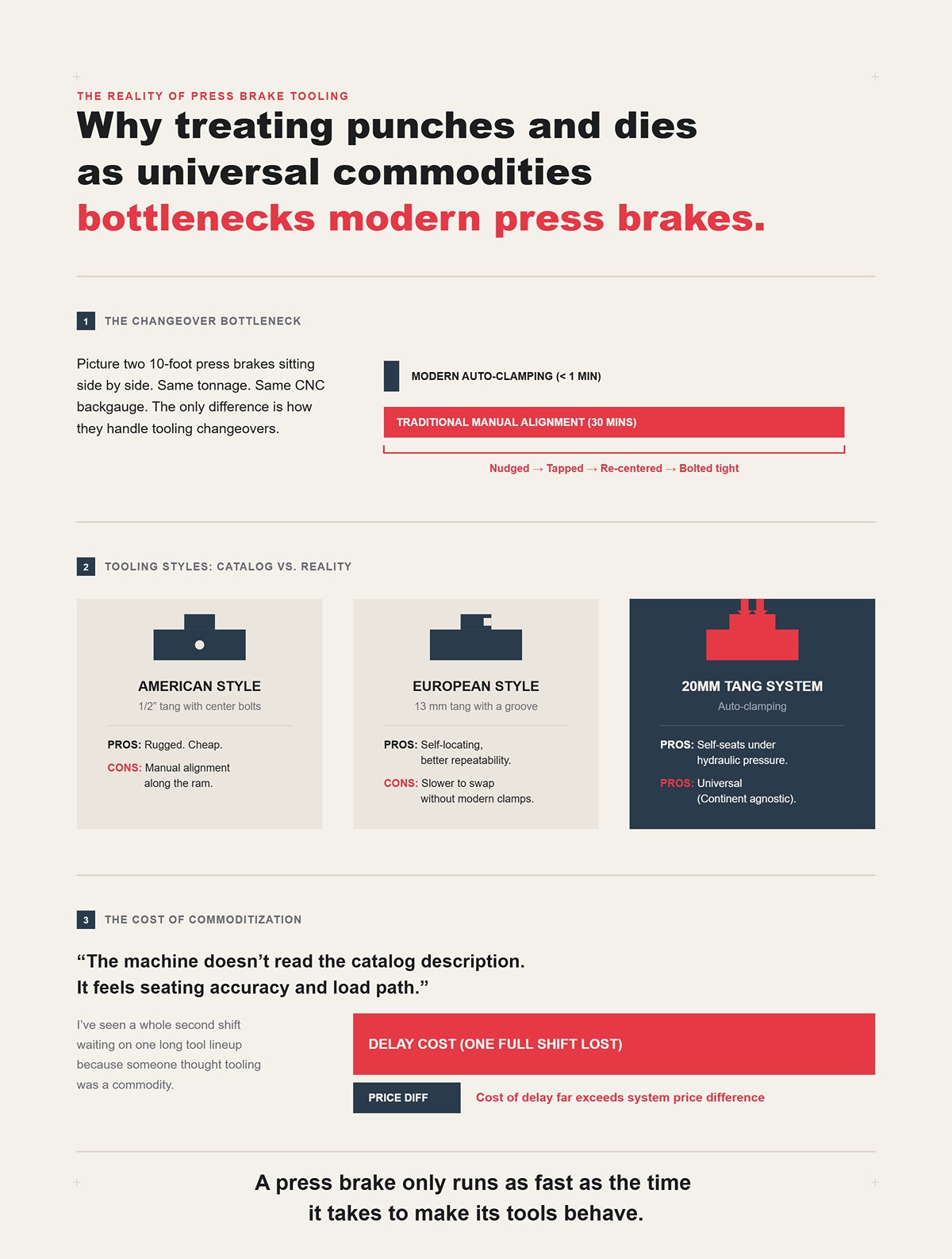
Yan yana duran iki adet 10 metrelik abkant pres hayal et. Aynı tonaj. Aynı CNC arka dayama. Birinde takım değişimi bir dakikadan kısa sürüyor; diğerindeyse her değişimde yarım saat harcanıyor çünkü zımba hizada olması için dürtülmek, vurulmak, yeniden merkezlenmek ve kiriş boyunca sıkıca cıvatalanmak zorunda.
İkisi de “bölgeye göre” etiketlenmiş.”
Orta cıvatalı Amerikan tarzı dil mi? Sağlam. Ucuz. Popüler yarım inç dil. Ama her bölümün koç boyunca elle hizalanması gerekiyor. 13 mm yivli Avrupa tarzı dil mi? Daha kendiliğinden yerleşir, tekrarlanabilirlik daha iyidir ama kelepçe sistemi modern değilse değişimi daha yavaştır. Sonra bir de hidrolik basınçla kendiliğinden oturan otomatik kelepçeli 20 mm dil sistemleri var — hangi kıtada olduğun onların umurunda değil.
Makine katalog açıklamasını okumaz. Oturma hassasiyetini ve yük yolunu “hisseder”.
Adına Amerikan de. Avrupa de. Eğer kelepçeleme yüzeyi darsa ve oturması bir cıvatayı ne kadar kare sıktığına bağlıysa, “tarzın” bir darboğaza dönüşmüş demektir. Birinin takımın bir meta olduğunu düşündüğü için tüm ikinci vardiyanın bir uzun takım dizilimini beklediğini gördüm — o gecikme, sistemler arasındaki fiyat farkından daha pahalıya mal oldu.
Ve işte gerçekle yüzleşme zamanı: Bir abkant presi, takımlarını uslu hale getirmek için geçen süre kadar hızlı çalışır.
“Hemen hemen aynı”yı konuşalım.”
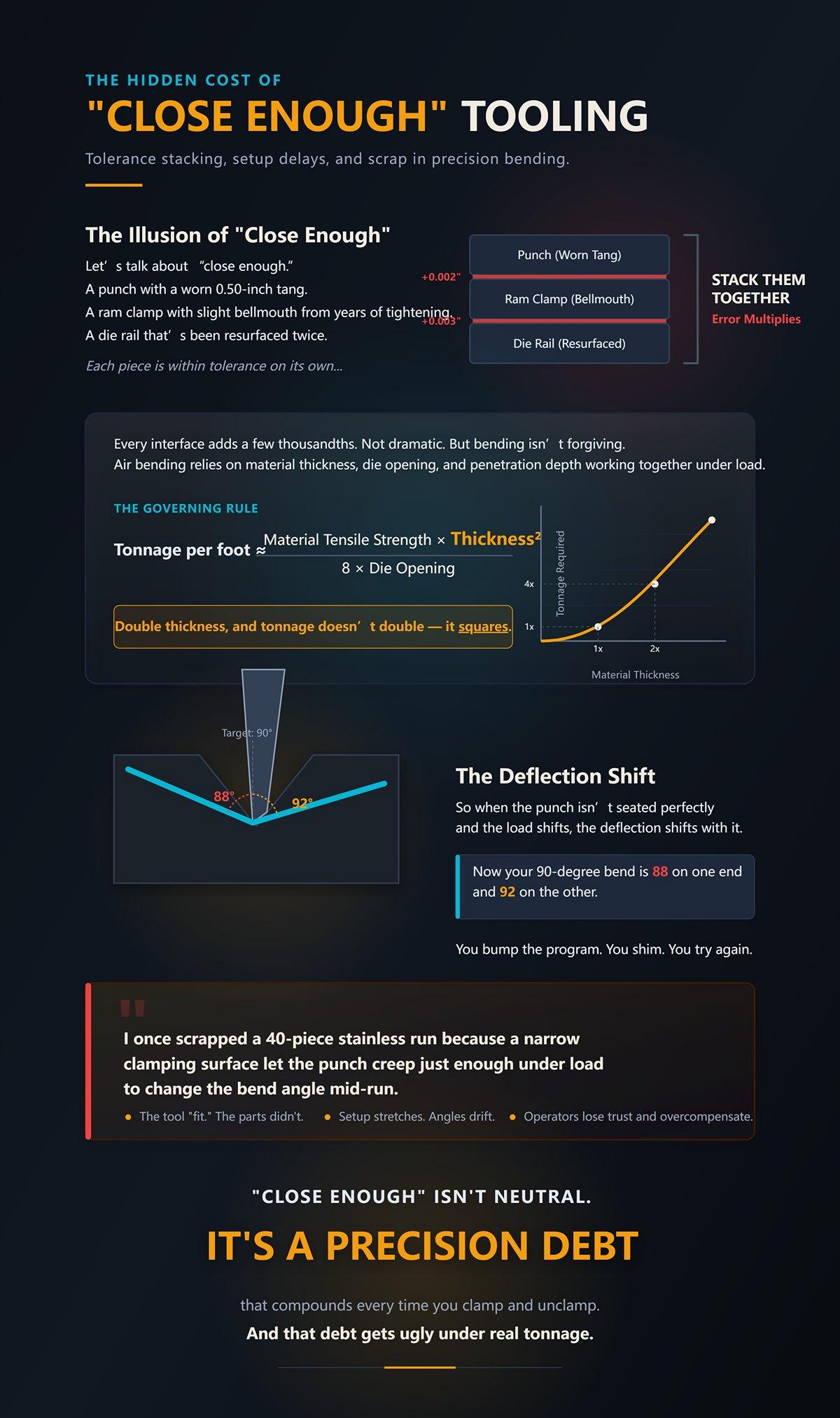
Aşınmış 0,50 inçlik dile sahip bir zımba. Yıllarca sıkılmaktan hafifçe çan ağzı oluşmuş bir koç kelepçesi. İki kez yeniden taşlanmış bir kalıp rayı. Her parça kendi başına tolerans içindedir.
Hepsini birleştir.
Her temas yüzeyi birkaç binde ekler. Göze çarpmaz. Ama büküm affetmez. Havalı büküm, malzeme kalınlığı, kalıp açıklığı ve yük altındaki dalma derinliğinin birlikte çalışmasına dayanır — ve kuvvet hızla artar. Öğrendiğin eski kural hâlâ geçerli: Ayak başına tonaj ≈ (Malzeme Çekme Dayanımı × Kalınlık²) ÷ (8 × Kalıp Açıklığı). Kalınlığı ikiye katla, tonaj iki katına çıkmaz — karesine çıkar.
Dolayısıyla zımba mükemmel şekilde oturmamışsa ve yük kayıyorsa, sehim de onunla birlikte kayar. Artık 90 derecelik bükümün bir ucu 88, diğeri 92 derecedir. Programı değiştirirsin. Takoz koyarsın. Yeniden denersin.
Bir keresinde, dar bir kelepçeleme yüzeyinin, zımbanın yük altında tam ortasında açı değiştirecek kadar kaymasına neden olduğu için 40 parçalık paslanmaz bir seriyi hurdaya çıkardım. Takım “uydu.” Parçalar uymadı.
Kurulumlar uzar. Açı sapmaları meydana gelir. Operatörler makineye olan güvenlerini kaybeder ve aşırı telafi etmeye başlarlar.
“Yeterince yakın” tarafsız değildir. Her kelepçeleme ve çözme işleminde biriken bir hassasiyet borcudur.
Ve bu borç gerçek tonaj altında çirkinleşir.

Yeni bir CNC abkant için ciddi para harcarsınız. Taçlama sistemi. Lazer açı ölçümü. Tam kapasiteye uygun olarak derecelendirilmiş hidrolik kelepçeleme.
Sonra “Amerikan standartı” olduğu ve hâlâ kullanılabilir olduğu için yirmi yıllık bölümlü takımları takarsınız.
Koç mikron hassasiyetindedir. Kelepçe eşit basınç uygular. Ancak, tırnak geometrisi hâlâ eskisi gibidir — dar oturma, manuel hizalama, küçük temas alanı. Hassasiyet üst yığından girer ve ara yüzeyde sızar.
Bu, sürgülerinde boşluk bulunan bir tahrik miline yarış motoru bağlamak gibidir. Beygir gücü vardır. Kontrol yoktur.
Kendi kendine oturan mekaniklere sahip modern 20 mm’lik tırnak sistemleri coğrafyadan dolayı yaygınlaşmadı. Kazandılar çünkü yükü daha geniş bir yüzey alanına dağıtıyorlar ve insan kaynaklı hizalama hatasını ortadan kaldırıyorlar. Hafif takımlar için yay düğmeleri. Ağır olanlar için pimler. Her seferinde takımı tekrarlanabilir bir yuvaya çeken hidrolik kelepçeleme. Bu, bir adlandırma geleneğiyle ilgili pazarlama değil, fiziksel bir sorunu çözmektir.
Yeni abkantınız hâlâ kalıbı yerine oturtmak için tokmakla vurmanıza güveniyorsa, sistemi yükseltmediniz — yalnızca yarısını yükselttiniz.
Ve yapmanızı istediğim değişiklik şu: aracın nerede tasarlandığını sormayı bırakın, yükün koçtan kalıba, malzemeye, sonra kalıba nasıl aktarıldığını sormaya başlayın.
Çünkü çelik ona ne dediğinizi umursamaz.
Bir teknik dokümanın önünde duruyorsunuz. Üzerinde Amerikan yazıyor. Avrupa yazıyor. Wila-uyumlu yazıyor.
Bilmek istiyorsunuz: Bana bu sistemin parçalara gün boyu düz olarak bükülüp bükülmeyeceğini, sürekli kontrol gerektirip gerektirmeyeceğini gerçekten gösteren ölçümler neler?
Üç sayıdan başlayın: tırnak kalınlığı, oturma yüzeyi genişliği ve ayak başına düşen nominal yük. Sonra kelepçenin takımı pozisyonuna nasıl çektiğine bakın — cıvata basıncı, kama hareketi, hidrolik çekme kuvveti. İşte bu, yük yolu. İşte bu, tekrarlanabilirliktir.
Bölgeye göre seçim yapmak, supap kapağının rengine göre motor almak gibidir. Rozet kozmetiktir. Tork eğrisi ise mekanikseldir.
Dört sistemi çeliğin onları hissettiği şekilde inceleyelim — nasıl oturduklarına, tonajı nasıl taşıdıklarına ve yüzüncü takım değişiminden sonra nasıl davrandıklarına göre.
Hayatım boyunca 0.50 inç tırnaklı takımlardan kilometrelerce kurulum yaptım. Tırnağı yuvaya kaydırın. Merkez cıvatayı sıkın. Bölümü yanındakine hizalanana kadar tokmakla vurun. Kiriş boyunca ilerleyin. Tekrarlayın.
İşe yarıyor. Bu yüzden hâlâ her yerde.
Ama arayüze bakın. Yarım inç çıkıntı. Dar rulman yüzeyi. Hizalama, operatörün gözü ve kol gücüyle sağlanıyor. Mengene doğrudan bastırıyor; kendi kendine merkezleme yapmıyor. Her takım değişimi, çelik ile insan muhakemesi arasında küçük bir pazarlık.
Şimdi planyalanmış ve hassas taşlanmış Amerikan takımını karşılaştırın. Planyalanmış takımlar ölçüye göre işlenir ama tam uzunluk boyunca son taşlamadan geçmez. Bölmeden bölmeye hafif farklılıklar görürsünüz — burada birkaç binlik, orada birkaç binlik. Kısa bir parçada fark etmeyebilirsiniz. 3 metrelik bir çalışmada, o binlikler birikir.
Hassas taşlanmış Amerikan takımı bu değişkenliği azaltır. Daha iyi yüzey kalitesi. Daha düz kesitler. Kiriş boyunca daha tutarlı yükseklik.
Ama çıkıntı geometrisi değişmedi.
Yük altında, mengene hâlâ görece küçük bir temas alanını sıkıştırıyor. Tonaj yükseldiğinde — daha kalın malzeme, daha dar V-kalıp — esneme bu bölgede yoğunlaşır. Oturma tamamen dik değilse, tam yük yerleşmeden önce zımba mikro kayma yapabilir.
Bir keresinde, zımbanın bir ucundan tam oturmaması nedeniyle fren presinden çatlamış bir kalıbın çıktığını gördüm. Ağır plaka, kapasiteye yakın. Yük yüksek tarafa kaydı, kalıbın omzunu aşırı zorladı ve temizce ayırdı. Takım “hatalı” değildi. Arayüz affetmiyordu.
Peki yük beygiri ne zaman bir yük haline gelir? Parça uzunluğunuz kesitten kesite değişkenliği büyüttüğünde, tonaj üst sınırlara yaklaştığında, veya vardiya başına birkaç kez takım değiştirip manuel hizalamaya dayalı bir sistemden mikron seviyesinde tekrarlanabilirlik beklediğinizde.
Amerikan takımı modası geçmiş değil. Dürüst. Size tam olarak kurulum disiplininizin kazandığı hassasiyeti verir.
Bunun ötesine zorlarsanız, faizini alır.
Şimdi arkasında oluk olan 13 mm’lik bir çıkıntı alın. Onu uyumlu bir mengeneye kaydırın. Mengene kapandığında, takımı yukarı ve geriye doğru belirli bir yuvaya çeker. Onu hizalamak için çekiçle vurmazsınız — bunu sizin yerinize geometri yapar.
İşte Promecam tarzının avantajı: mekanik olarak kendi kendine konumlanma.
Değişim süresi kısalır çünkü hizalama süresi kısalır. Daha da önemlisi, mengene her çevrimde takımı aynı şekilde konuma iten açılı bir yüzey boyunca kuvvet uyguladığı için oturma tekrarlanabilirliği artar.
İşte ödün.
Bu çıkıntı, 20 mm ağır hizmet sisteminden daha incedir. Temas alanı daha küçüktür. Sistem genellikle hafif ila orta tonajlı işlerde derecelendirilir, takviyeli tutucularla eşleştirilmediği sürece. Onunla kesinlikle ciddi işler yapabilirsiniz — ancak yük tablosuna uymanız gerekir.
Ve hava bükme hakkında şunu unutmayın: iç yarıçap esas olarak kalıp açıklığına bağlıdır, zımba profiline değil. Yumuşak çeliği 1T zımba yarıçapında — uç yarıçapı yaklaşık malzeme kalınlığına eşit — hava büküyorsanız, açı tutarlılığı daha çok tutarlı nüfuz derinliği ve kalıp genişliğine bağlıdır, egzotik zımba şekillerine değil.
Peki sizce makine gerçekte neye önem verir?
Her seferinde zımbanın aynı şekilde oturmasına, böylece nüfuz derinliğinin öngörülebilir açıya dönüşmesine önem verir. Kendi kendine merkezleme geometrisi buna yardımcı olur. Ancak çıkıntıyı ayak başına belirtilen tonajın ötesinde aşırı yüklerseniz, bu özellik sizi tutucudaki elastik deformasyondan kurtaramaz.
Avrupa tarzı, yüksek çeşitlilik, orta tonaj ortamlarında; tekrarlanabilir hizalama ve hızlı değişimlerin, kaba kapasiteye ağır basması durumunda öne çıkar. Ağırlık sınırlarını görmezden gelirseniz, ince bir arayüzden ağır bir arayüz gibi davranmasını istersiniz.
Çelik sizin programınızla pazarlık yapmaz.
20 mm tırnaklı hidrolik sıkma sistemini ilk kez kullandığınızda farklı hissettirir. Aleti kaldırırsınız. Devreye girer. Kelepçe kapanır. Sistem, aleti geniş bir temas alanı boyunca sertleştirilmiş bir referans yüzeyine doğru çeker.
Vurma yok. Takozlama yok. Tahmin yürütme yok.
Hafif kesitlerde hızlı yerleştirme için yaylı düğmeler kullanılır; daha ağır kesitlerde pim kilitleme mekanizmasına geçilir. Aynı geometridir, ancak ağırlığa bağlı olarak farklı tutma yöntemleri kullanılır. Bu ayrıntı önemlidir — çünkü hız avantajı, hafif, bölümlü takımları tekrar tekrar işlerken en büyük hale gelir.
Mekanik olarak, 20 mm tırnak, takım ile koç arasındaki temas yüzeyini artırır. Daha fazla yüzey alanı, aynı yük için daha düşük temas gerilimi anlamına gelir. Yüksek tonaj/foot altında bu, daha az lokal deformasyon ve daha iyi uzun vadeli tekrarlanabilirlik demektir.
Peki kurulum hızı fiyat farkını dengeliyor mu?
Günde bir kez takım değiştiriyorsanız, muhtemelen hayır. Eğer kısa partiler üretiyorsanız — diyelim ki vardiya başına beş ila on kurulum — ve her geleneksel manuel hizalama on beş dakikanızı alıyorsa, sadece aletlere “davranmaya” çalışarak her gün bir saatten fazla kaybediyorsunuz demektir.
Ve işte gerçekle yüzleşme zamanı: Bir abkant presi, takımlarını uslu hale getirmek için geçen süre kadar hızlı çalışır.
Fark coğrafyayla ilgili değil. Kurulum süresini geri satın almak ve yük altında arayüz hassasiyetini korumakla ilgilidir. Orta hacimli, yüksek çeşitliliğe sahip atölyeler için hesap genellikle daha geniş tırnak ve hidrolik çekme sistemleri lehine eğilir. Uzun süreli, sabit işler için kazanç azalır.
Hız ancak gerçekten bir şeyleri değiştirdiğinizde işe yarar.
Atölyelerin, kendi kendine oturan premium takımları sipariş ettiklerini ama sonra düz 0.50 inçlik tırnak için tasarlanmış eski bir manuel kelepçeye cıvataladıklarını gördüm. Uydurma aparatlarla “uygun” hale getirdiler.
Aparatlar yük yolunu değiştirir.
Bir manuel kelepçe, cıvatanın bulunduğu noktada noktasal basınç uygular. Bir hidrolik kelepçe, kuvveti kiriş boyunca eşit şekilde dağıtır. Pnömatik sistemler arada kalır — manuellerden daha hızlıdır, genellikle hidroliklerden daha az kuvvet uygular.
Makineniz manuel sıkma sistemine sahipse, her takım değişiminde tırnak geometrisi ne kadar gelişmiş olursa olsun insan kaynaklı hizalama hatası yeniden devreye girer. Tam tonaj için derecelendirilmiş bir hidrolik sıkması varsa, dar, zayıf destekli takımlar çalıştırmak kapasiteyi boşa harcar ve arayüz gerilimini artırır.
Sıkma sisteminiz, bütçeniz söz hakkı kazanmadan önce, hangi takımları güvenli ve tekrarlanabilir şekilde çalıştırabileceğinizi belirler.
Bir keresinde acil bir alüminyum işi hurdaya çıkarmak zorunda kaldım, çünkü aparat istifleri yeterince esneme yaratarak açılar arasında kayma oluşmasına neden oldu. Programla bir saat uğraştık, sonunda sorunun kelepçe arayüzünden kaynaklandığını bulduk. Takım kataloğu uyumlu görünüyordu. Yük yolu öyle değildi.
Manuel kelepçeler sağlam, toleranslı geometrileri tercih eder. Hidrolik kelepçeler, tutarlı çekme kuvvetine bağlı hassas sistemlerin kilidini açar. Pnömatik sistemlerde değiştirilebilirliği varsaymadan önce hem hız hem kuvvet değerlerini kontrol etmeniz gerekir.
İşte bölgesel etiketlerin tamamen anlamını yitirdiği yer burasıdır.
Soru Amerikan ya da Avrupa değil. Soru: Alet yuvasına nasıl çekiliyor, ne kadar yüzey alanı üzerinden ve foot başına kaç tonajda?
Bunu yanıtlayın, satın alma hatalarının yarısı ortadan kalkar.
Bunu görmezden gelirseniz, arayüzün göz göre göre yaptıklarından CNC’yi sorumlu tutmaya devam edersiniz.
| Bölüm | İçerik |
|---|---|
| Başlık | Manuel vs. Hidrolik vs. Pnömatik Sıkma: Makinenizin sıkma sistemi, tüm takım kategorilerini anında nasıl devre dışı bırakır |
| Temel Gözlem | Atölyeler genellikle kendinden oturan, premium takım setlerini sipariş eder ve bunları düz 0,50 inç tırnak için tasarlanmış eski manuel mengelere, uydurma adaptörler kullanarak takar. |
| Temel İlke | Aparatlar yük yolunu değiştirir. |
| Manuel Sıkma | Cıvatanın oturduğu noktaya noktasal basınç uygular. Tırnak geometrisinden bağımsız olarak her takım değişiminde insan hizalama hatasını yeniden devreye sokar. Sağlam ve tolere edici geometrilere uygundur. |
| Hidrolik Sıkma | Kuvveti kiriş boyunca eşit olarak dağıtır. Tam tonaj için derecelendirildiğinde, dar veya yetersiz destekli takımlar çalıştırmak kapasiteyi boşa harcar ve arayüz gerilimini artırır. Tutarlı çekme kuvvetine dayalı hassas sistemlerin kilidini açar. |
| Pnömatik Sıkma | Manuel ve hidrolik sistemler arasında yer alır. Manuelden hızlıdır, genellikle hidrolikten daha az kuvvet uygular. Değiştirilebilir sayılmadan önce hem hız hem de kuvvet değerlerinin doğrulanması gerekir. |
| Pratik İçgörü | Sıkma sistemi, bütçe düşünülmeden önce hangi takımların güvenli ve tekrarlanabilir şekilde çalıştırılabileceğini belirler. |
| Gerçek Dünya Örneği | Bir alüminyum acil işi, adaptör istifinin esneme yaratması sonucu, çalışma ortasında açı kayması meydana geldiği için hurdaya çıkarıldı. Sorun programa değil, mengene arayüzüne kadar takip edildi. Takım kataloğu uyumlu görünüyordu, ancak yük yolu uygun değildi. |
| Kritik Soru | Amerikan–Avrupa takımı farkı değil — ancak takımın yuvasına nasıl çekildiği, ne kadar yüzey alanı üzerinde ve ayak başına ne kadar tonajla olduğu önemlidir. |
| Sonuç | Bu arayüz sorularını yanıtlamak pek çok satın alma hatasını önler. Bunları görmezden gelmek, mengene arayüzünden kaynaklanan sorunlar için CNC’yi suçlamaya yol açar. |
Şunu hayal edin: 0,125 inç yumuşak çelik, 10 fit uzunluğunda, 90 derece büküm. Elinizde 175 tonluk hidrolik bir pres bükme makinesi var. Kalıp rafında 0,75 inç’lik bir V ve 1,0 inç’lik bir V mevcut.
Hangisi sizi sorun yaşamaktan kurtarır?
Başlangıç noktası 8 Kuralı: V = 8 × T. 0.125 inçlik malzeme için bu, 1.0 inçlik bir V demektir. Avrupa öyle dediği için değil. Amerika daha sağlamı tercih ettiği için değil. Sekiz kat kalınlıkta, malzeme öngörülebilir bir iç yarıçap oluşturabilir—yumuşak çelikte yaklaşık 0.16 inç—ve ayak başına tonaj makinenizin ve kalıp takımınızın taşıması için tasarlandığı aralıkta kalır.
Bu çarpan bir efsane değil. Geometri ile kuvvet arasındaki menteşe noktasıdır. Ondan saparsanız, yük yolu, presiniz, kalıp omuzlarınız ve mengenelerinizin mutlaka fark edeceği şekilde değişir.
Çelik sizin programınızla pazarlık yapmaz.
Marka isimleri tartışmak yerine sayıları çalıştıralım.
60.000 PSI çekme mukavemetinde yumuşak çelikte havada bükme işlemi için, ayak başına tonaj yaklaşık olarak T² / V. ile orantılıdır. V açıklığını yarıya düşürmek, gerekli tonajı neredeyse iki katına çıkarır. Aynı malzeme. Aynı kalınlık. Sadece daha dar bir V.
Yani 0.125 inçlik sacınız 1.0 inçlik V’den “daha dar bir yarıçap lazım” denilerek 0.75 inçlik V’ye geçtiğinde, ayak başına tonaj sert bir şekilde artar. Nazikçe değil. Sert şekilde.
Şimdi bunu 10 fit boyunca ölçeklendirin.
Eşzamanlı aşağı vuruşlu hidrolik preslerde, bu ekstra talep daha yüksek hidrolik basınç, orta açıklıkta daha fazla pres gövdesi sapması ve kalıp omuzlarında daha büyük yoğun yük olarak ortaya çıkar. Çerçeve, kalıp katalogunda kalıbın ne olarak adlandırıldığını umursamaz. Bükme momentini umursar.
Makinenin aslında neyi umursadığını düşünüyorsunuz?
Güç eğrisinin hem toplam tonaj hem de ayak başına tonaj olarak nominal kapasitesi içinde kalmasını umursar. Elektrikli frenler daha da az toleranslıdır; genellikle benzer hidrolik makinelerden daha düşük tepe kuvvet sınırı koyarlar. 200 tonluk hidrolik ünitede “uygun” olan bir kalıp seçimi, elektrikli tahriki strokun sonunda durdurabilir.
Ve hesaplama yapmadan yarı işte havada bükmeden bastırmaya (bottoming) geçerseniz?
Bastırma işlemi 3–5× havada bükme tonajının gereksinimini doğurabilir çünkü malzeme kalıp yan yüzeyleriyle tam temas ettirilir. Bu temas direnci katlar. Bir ekibin işi güvenli şekilde havada bükerek yürütüp, son flanşı “daha keskin olsun” diye bastırmaya geçtiğini gördüm. Kalıp omuz yarıçapı boyunca çatladı. Tek bir keskin pat. İş bitti.
Gözü pek gerçek: bunu görmezden gelirseniz V = 8 × T, tonaj doğrusal olarak artmaz—yük çizelgesinde hiç girmek istemediğiniz bölgelere sıçrar.
8× kalıp üzerinde hava bükmeyle elde ettiğinizden daha dar bir iç yarıçap istiyorsunuz. Makul.
Hava bükme, yarıçapı esas olarak kalıp genişliği ve malzeme özelliklerinden oluşturur. V = 8 × T, yumuşak çelik size içinde yaklaşık 16% V kadar bir yarıçap verir. Bu öngörülebilirdir. Tekrarlanabilirdir. Delinme derinliğiyle ayarlanabilir.
Altına bastırma farklıdır. Sacı, zımba ucu yarıçapına ve kalıp açısına uymaya zorlarsınız. Bu, kesit boyunca daha fazla plastik deformasyondur. Daha fazla temas. Daha fazla sürtünme. Daha fazla tonaj.
Daha keskin bir yarıçap elde etmek için daha dar bir kalıpta altına bastırarak “kuralı kandırabilir” misiniz?
Mekanik olarak evet. Pratikte, geometrik kontrolü kuvvet artışıyla takas ediyorsunuz. Makine artık hem akma dayanımını hem de tam yüzey temasını aşacak kadar yük sağlamalı. Eğer takım arayüzünüz—kavrama, kelepçe, tutucu—hava bükme yüklerine göre seçildiyse, donanımı değiştirmeden gerilim rejimini değiştirmiş oluyorsunuz.
İşte bu, hurda parçaların nasıl oluştuğudur.
Ve işin ince kısmı burada: hava bükme, tam malzeme-kalıp teması olmadığı için strok derinliğiyle açıyı düzeltmenize izin verir. Altına bastırma bu tamponu kaldırır. Ayar penceresi daralır. Ram sapması daha çok önem kazanır. Taç ayarları daha fazla etkiler. Takım aşınması daha hızlı görünür.
Yani evet, kuralı kandırabilirsiniz.
Ama yük hesaplarını yeniden yapmanız ve kelepçe sisteminizin ile kalıp derecenizin bu yeni kuvvet yoluna uygun olarak tasarlandığını doğrulamanız gerekir, yoksa ödünç alınmış kapasiteyle bükme yapıyorsunuz demektir.
Şimdi aynı 0,125 inç kalınlığı alın—ama 60.000 PSI yumuşak çelikten 150.000 PSI 4140 alaşımına geçin.
Geometriniz değişmedi. V açıklığınız değişmedi. Kalınlığınız değişmedi.
Gerekli tonajınız yalnızca şu kadar çarpıldı: (150,000 / 60,000) = 2.5.
Bu bir yuvarlama hatası değil. Bu bazen yeni bir makinedir.
Yaygın tonaj tabloları 60.000 PSI temel varsayar. Düzeltme faktörü basittir: Ayarlanmış Tonaj = Temel Tonaj × (Gerçek Çekme Dayanımı / 60.000). Yüksek mukavemetli çelikte, bu faktör kuvvet gereksiniminizi iki hatta üç katına çıkarabilir.
Şimdi kendinize sorun: yapabilir misiniz V = 8 × T hâlâ “işe yarıyor” mu?
Geometrik olarak, evet—hava bükmede yarıçap kontrolü için hâlâ makul bir başlangıç noktası sağlar. Mekanik olarak, ima ettiği yük kalıbınızın ayak başına tonaj oranını veya makinenizin kapasitesini aşabilir, özellikle tepe kuvveti daha düşük olan elektrikli preslerde.
İşte bu noktada bölgesel etiketler tamamen işe yaramaz hale geliyor. 20 mm tırnak, 0,50 inç tırnak, hidrolik kelepçe, manuel kelepçe—malzemenin çekme dayanımı, gerekli tonajı ara yüzün deformasyonsuz taşıyabileceği seviyenin ötesine iterse, bunların hiçbiri sizi kurtarmaz.
8 Kuralı’ndan onun yanlış olduğu için vazgeçmezsiniz.
Ona körü körüne bağlılıktan vazgeçersiniz, çünkü malzeme dayanımı denklemin kuvvet tarafını değiştirir ve kuvvet kalıpları çatlatan ve tutucuları geren şeydir.
Ve işte gerçeklik testi: makineyi yüklemeden önce çekme dayanımına göre ayarlama yapmazsanız, düzeltme yine de gerçekleşecektir—sapma, aşırı yük uyarıları veya kırılmış takım aracılığıyla.
Tonajı yeniden hesapladınız çünkü V = 8 × T. den uzaklaşmanız gerekiyordu. Güzel. Şimdi 3 inç geri dönüş flanşına sahip derin bir kutuya bakıyorsunuz ve asıl soruyu soruyorsunuz: eğer kalıp genişliği kuvvet sınırlarıyla kilitliyse, açıya ulaşmadan önce zımbanın kendi parçama çarpmasını nasıl önlerim?
“Yarıçap doğru” diye 4 inç derin kanal üzerinde 10 numara yumuşak çeliği düz bir zımbaya basan bir genci izledim. İlk iki büküm gayet iyiydi. Üçüncüde, geri dönüş flanşı yaklaşık 60 derecede zımba gövdesine değdi. Bunu fark etmedi. Koç aşağı inmeye devam etti. Flanş buruştu, zımba omuz boyunca çatladı ve tüm partiyi hurdaya ayırdık. Yanlış profil seçimi. Binlerce dolar gitti.
Zımba profiliniz oluşturduğunuz geometriden fiziksel olarak temizlenemiyorsa, pres bir şey pahalıya patlayana kadar çeliği çeliğe basmaktan çekinmez.
Yani marka isimlerini düşünmeyi bırakın ve parçanızın zımba etrafında izlediği yolu tersine mühendislikle çözmeye başlayın.
Bir düz zımbayı ve bir kaz boynu zımbayı tezgâha yan yana koyun. Aynı uç yarıçapı. Aynı açı. Birinin doğrudan aşağı inen kalın bir sapı vardır; diğeri, boğaz boşluğu oluşturmak için geriye doğru kıvrılır.
Tırnak içeri kaydı.
Her ikisi de kenetlenir. Eğer malzeme ve kalıp değişmemişse, her ikisi de aynı tonaj değerine ulaşır. Ancak yalnızca biri, geri dönüş flanşının 90 dereceyi aşarak zımba gövdesine çarpmadan geçmesi için size alan sağlar.
Mekanizma şöyle işler: Hava bükme sırasında, sac zımba ucunu sararken kalıp omuzları etrafında döner. Açı 30 dereceden 90 dereceye ve ötesine kapanırken, önceden oluşmuş flanş yukarı doğru döner. Kutu ne kadar derin ve flanş ne kadar uzunsa, o flanşın zımba kütlesine doğru hareketi o kadar fazla olur.
Çarpışma yarıçapla ilgili değildir. Kapsama alanıyla ilgilidir.
Bunu çizebilirsiniz. Flanş uzunluğunuzu (F) ve kutu derinliğinizi (D) alın. 90 dereceye yaklaşırken, o flanşın dış kenarı zımba ucu merkezi etrafında kabaca F kadar bir yay çizer. Eğer zımba gövdesi hedef açınıza ve yaylanma telafisine ulaşmadan önce bu yay alanına girerse, işiniz bitmiş demektir.
Düz bir zımba, sığ bir tavada 1 inçlik bir flanşta geçiş sağlayabilir. 4 inç derin bir kutuda 3 inçlik bir flanş deneyin; 80 dereceye gelmeden çelik çeliğe çarpar. Kaz boynu, rahatlatılmış boğazıyla zımba kütlesini geriye kaydırarak, kalıp genişliği veya tonajı değiştirmeden size boşluk kazandırır.
Makinenin aslında neyi umursadığını düşünüyorsunuz?
“Gooseneck” kelimesi değil. Önemli olan yük yolunun eksenel kalması ve bir çarpışmanın koçun dönmesine, kızaklara darbe atmasına neden olacak yan yüklerin oluşmamasıdır. Dönme sırasında meydana gelen bir çarpışma asimetrik kuvvet yaratır. İşte bu, yatak boyunca açı değişimini kovalamaya başlamanın yoludur.
Tam dönme ve geri esnemede geometrinin net kalmasını sağlayan profili seç. Diğer her şey gösteriştir.
Şimdi deneyimli kişilerin bile yaptığı hataya geliyoruz.
Hava bükmede, son iç yarıçap çoğunlukla kalıp açıklığı ve malzeme davranışıyla belirlenir, zımba ucu yarıçapıyla değil. Yumuşak çelik ve standart kurulumda, iç yarıçap yaklaşık olarak V’nin 15–20% kadardır. Bu kalıp fiziğidir.
Ama eğer o “doğal” hava bükme yarıçapından daha küçük uca sahip bir zımba seçip, sacı uca sıkıca bastıracak kadar derine inersen, hava bükmeden tabanlamaya—ya da daha kötüsü, baskılamaya—doğru kayarsın, farkında olmadan.
JEELIX bunu açıkça ortaya koyar: hava bükme en az tonajı kullanır ve en fazla geri esneme değişkenliğine sahiptir; tabanlama temas ve tonajı artırır; baskılama en yüksek tonajı, minimum geri esnemeyi ve neredeyse sıfır esnekliği gerektirir.
Mekanizma önemlidir. Hava bükmede temas üç noktadadır: zımba ucu ve iki kalıp köşesi. Tabanlamada sac kalıp kenarlarına temas eder. Baskılamada, malzemeyi ucu yarıçapı civarında plastik olarak sıkıştırırsın.
Sonuncusu kuvveti zirveye çıkarır.
Makinenin feet başına değerlendirmesi dahilinde hava bükme için seçtiğin bir kalıp üzerinde 0.125 inç 304 paslanmaz çeliği hayal et. Hava bükme tonajını hesaplar ve güvenli kalırsın. Ama keskin bir zımba takıp, iç yarıçap görsel olarak zımba ucuna uyana kadar bastırırsan, temas alanını ve plastik deformasyon bölgesini artırmış olursun. Tonaj gereksinimin tabanlama değerlerine doğru çıkar—çoğu zaman hava bükmeden 3 kat fazla.
Paslanmazda tam da o hareket yüzünden çatlamış bir kalıp köşesi gördüm. Operatör hava bükme yaptığını sanıyordu. Kalıp kenarlarındaki cilalı aşınma izi başka bir şey söylüyordu.
Zımba ucu yarıçapın, kalıbın oluşturmak istediği yarıçaptan küçükse, “daha sıkı bir bükme” yapmıyorsun. Kuvveti artırıyor ve ayarlanabilirliği azaltıyorsun.
Ve işte açık gerçek: kazara yapılan baskılama kurulum çizelgesinde görünmez—aşırı yük alarmlarında veya kırık takımlarda ortaya çıkar.
Şimdi şu parçayı düşün: dört farklı flanş uzunluğu, iki rölyef girintisi ve ortada bir çıkıntı bulunan 6 fitlik bir parça. Her engel için takımları çıkarıp her seferinde yeniden hizalamayı göze alırsan, tam uzunlukta standart bir zımbayla çalışabilirsin.
Ya da tam söküm yapmadan özellikleri temizlemeni sağlayan segmentli bölümlerle kurabilirsin.
Modern hızlı kelepçe sistemlerinde—yaklaşık 27 libre başına segment altında otomatik oturma ve yay destekli, geniş 20 mm sap biçimli olanlarda—bölümleri saniyeler içinde değiştirip tekrarlanabilir dikey konumlandırma sağlayabilirsin. Eski manuel civatalı sistemlerde, özellikle dar sap biçimlerinde, her değişim ufak yükseklik farkı riski taşır, dikkatli olmadıkça. Bu marka farkı değil, kelepçe yüzey alanı ve tekrarlanabilirlik farkıdır.
İşte ödün.
Standart tam uzunluktaki takım sert ve basittir. Daha az birleşim. Daha az yığılma toleransı. Düz, rutin işler için iyi.
Segmentli takımlar daha fazla ara yüz getirir—ama geometrik özgürlük verir. Uzunlukları sekteye uğratabilir, iç flanşlar için yarım uzunlukta zımbalar kullanabilir ve profili değiştirmeye zorlayacak çarpışmalardan kaçınabilirsin.
Esneklik, geometri karmaşık olduğunda kazanır—tabii kelepçe sistemi yük altında segmentleri hassas hizalamada tutabiliyorsa. Kelepçe takımların kaymasına veya değişim sonrası tutarsız oturmasına izin verirse, “esneklik” açı sapması ve yeniden işleme haline gelir.
Bir keresinde küçük bir alüminyum seri işini hurdaya çıkarmak zorunda kalmıştım; çünkü aşınmış bir manuel mengenedeki bölümlü takımlar, birkaç değişimden sonra tabla boyunca birkaç mil kadar aşağıya doğru kaymıştı. Açılar bozulmuştu. Bütün öğleden sonrayı onları düzeltmeye çalışarak geçirdik.
Sorun bölümlü takımda değil. Sorun, kontrolsüz sıkıştırma mekaniklerinde.
Ve işte gerçekle yüzleşme zamanı: Bir abkant presi, takımlarını uslu hale getirmek için geçen süre kadar hızlı çalışır.
Artık gördünüz: kalıp genişliği bir kuvvet kararıdır, zımba profili bir çarpışma zarfı kararıdır, ve bölümlendirme bir sıkma-tekrarlanabilirlik kararıdır. Bunları yanlış sırayla birleştirirseniz, makine katalogun takımdan ne diye bahsettiğiyle ilgilenmez — hatanızı tonaj dalgalanması, sapma veya hurda olarak gösterir.
Yani iş sizden V = 8 × T, standarttan sapmanızı istediğinde, sorulacak bir sonraki soru “Amerikan mı Avrupa tipi mi?” değildir.”
Asıl soru, oluşturmak üzere olduğunuz kuvvet yoluna makinenizin, mengeninizin, zımba geometrinizin ve malzeme dayanımınızın dayanıp dayanamayacağıdır.
Karmaşık bir parça için zımba profili, uç yarıçapı ve bölümlendirmeyi adım adım seçmenin bir yolunu mu istiyorsunuz?
Buradan başlayın: geometriniz temiz ve yük yolu düzgün olduğunda, sonraki süzgeciniz basittir — katalogda uyarılmadığınız yerlere tonaj yoğunlaştığında ne olur?.
Çünkü “standart hassas takım” yalnızca üzerine onu şarapnel haline getirecek kadar bastırmadığınız sürece hassastır.
Yeni bir hassas kalıbın, paslanmaz çelikte kenar kıvırma işi sırasında, omuz kısmından ayrıldığını görmüştüm. Ne çarpışma oldu, ne operatör paniği. Sadece kıvırmayı kapatırken kuvvet yavaşça arttı ve ardından tüfek sesine benzer bir çatlama duyuldu. Kalıp hatalı değildi. Etiket de hatalı değildi. Fiziğin kendisi değişmişti.
Yani takım seçimi bir kuvvet yolu ve çarpışma yönetimi problemiyse, işte pahalılaşmaya başladığı yer burasıdır.
Kıvırma ve ofset işlemleri tonajın artık kibar davranmayı bıraktığı yerlerdir.
Standart bir hava bükümünde kuvvet üç temas noktasına yayılır. Bir kıvırma, malzemeyi neredeyse düz hale getirerek teması geniş bir yüzeye yayar ve plastik deformasyonu dramatik biçimde artırır. Bu da tonajın hava bükümü değerlerinden tabanlama aralığına sıçraması anlamına gelir — bazen malzeme ve kalınlığa bağlı olarak baskılama seviyelerine yaklaşır. Bu bir marka sorunu değil, deformasyon sorunudur.
Bir kıvırmayı normal bir zımba ve kalıpla kademeli olarak yapabilirsiniz. Yaklaşık 30 derece ön büküm yapın, ardından düz bir zımba ile düzleştirin. Pek çok atölye bunu böyle yapar.
Ama kendinize şunu sorun: makine aslında neyle ilgilenir?.
Makine, o kenarı düzleştirirken yükün artık bir uçta yoğunlaşmadığını — aşağıda desteklenmiş olması gereken bir çizgi boyunca dağıldığını önemser. Özel kıvırma kalıpları o yükü eşleşmiş geometrilerle destekler, böylece kuvvet doğrudan yatağa doğru akar. Kademeli bir kurulum genellikle önce düzensiz temas, ardından tam temas oluşturur; bu da kuvveti bir anda tırmandırır.
Ofsetler de benzer şekilde işler. Bir ofset zımba ve kalıp, iki bükümü tek bir vuruşta, aradaki destek kontrollü olacak şekilde yönetir. Bunu iki ayrı darbe ve standart takımla taklit etmeye çalışırsanız, takımın aynı bölgesinde yığılma hatası ve tekrarlanan yüksek tonaj döngüleri oluşturursunuz. Bu sadece daha yavaş değildir. Bu, birikimli strestir.
İşte takas noktası.
Özel takımlar raf alanını ve ilk yatırım maliyetini tüketir. Aşamalı kurulumlar ise her çevrimde tonaj kapasitesini ve zamanı tüketir.
Eğer üç ayda bir ince yumuşak çelik çalışıyorsan, aşamalı kurulum uygundur. Ancak haftada boyunca 11 kalınlıkta paslanmaz çelikte kenar kapatıyorsan, standart takımının ölümsüz olduğunu varsayarak tasarruf etmiyorsun.
Çelik senin takım bütçenle pazarlık yapmaz.
“Hassas” ile “kırılgan” arasındaki sessiz bir eşik vardır.”
Hassas taşlanmış takımlar — tekrarlanabilirliği için sevdiğin tür — genellikle daha küçük omuzlara ve daha dar yarıçaplara sahiptir. Bu toleransları böyle korur. Ancak daha küçük omuzlar, tonaj arttığında eğilme gerilmesine karşı daha az kesit alanı demektir.
Gerilme, kuvvetin alana oranıdır. Basit. Acımasız.
Kalıp açıklığını aşağıya daralttığında V = 8 × T hava bükme için, tonaj keskin bir şekilde artar. Doğrusal olarak değil. Keskin bir şekilde. Batırma işlemine daha fazla bastırdığında, malzeme dayanımına göre hava bükme kuvvetinin 3× katlarına ulaşabildiğini görebilirsin. Bu kuvvet, zımba ucundan geçip kalıp omuzlarına taşınır. Eğer omuz geometrisi hassasiyet için, kaba yük için değilse, gerilmeyi tam olarak çeliğin en ince olduğu yere yoğunlaştırıyorsun.
Bir atölyenin, “kelepçeye uyuyor” diye dar hassas kalıpla 3/16 inç yüksek dayanımlı plakayı batırmaya çalıştığını gördüm. Omuz çatladı ve makinenin karşısına bir parça fırladı. Kimse yaralanmadı, Tanrı'ya şükür. Ama o kalıp bu yük yoğunluğunu asla görmemeliydi.
Peki kalınlık sınırı nerede?
Evrensel bir sayı yok. Bu, çekme dayanımına, kalıp genişliğine ve hava bükme mi batırma mı yaptığına bağlı. İşte mesele bu. Sınır bölgeye göre değil, fiziğe göre belirlenir. Ağır Amerikan tipi düz kuvvet zımba, daha hafif hassas bir sistemi aşırı zorlayacak yükleri kaldırabilir. Derin tırnak tutuşu ve geniş oturma alanıyla birinci sınıf hızlı değiştirme sistemi ikisinden de iyi performans gösterebilir. Rozet, yük altında kesit alanını göstermez.
Beklenen tonajı ayak başına hesaplayıp hem makine hem takım yük sınırıyla karşılaştırmazsan, tahmin yürütüyorsun.
Ve yoğun yüklerde tahmin yürütmek, sertleştirilmiş çeliğin şarapnele dönüşmesidir.
Şimdi konuyu tersine çevirelim.
Diyelim ki takımın tonaja dayanıyor. Harika. Ama her parça 80 pound ağırlığında ve her değişimde konumlandırması yirmi dakika sürüyor.
Makinenin aslında neyi umursadığını düşünüyorsunuz?
Zımba ±0.0004 inç toleransla taşlanmış olsa ne fark eder, eğer değişim bu kadar uzun sürüp operatörler kestirme yollara başlıyorsa? Ağır, yüksek kapasiteli takım manuel kelepçelerde güvenlik riskini, kurulum süresini ve hizalama değişkenliğini artırır. Bu da gizli maliyettir.
Modern hızlı değişim sistemleri — geniş tırnak tutuşu, yay destekli, kendinden oturan — değişim süresini her parça için bir dakikanın altına indirir. Bu hız lüks değil, tutarlılıktır. Daha az elleçleme, daha az çizik, tırnakla kelepçe arasındaki daha az kalıntı, daha az yükseklik farkı anlamına gelir.
Ama işte gerilim burada.
Daha ağır takımlar genellikle daha yüksek yük kapasitesi anlamına gelir. Daha hafif hassas segmentler ise daha hızlı değişim ve daha iyi tekrarlanabilirlik sağlar — ta ki yük tasarım sınırlarını aşana kadar.
Yani artık karar sürecinizin üç aşaması var:
Üçüncüyü kaçırırsanız, teorik mükemmelliğiniz üretimde ölür.
Ve işte gerçekle yüzleşme zamanı: Bir abkant presi, takımlarını uslu hale getirmek için geçen süre kadar hızlı çalışır.
Bir sistem istiyorsunuz. Bir katalog gezisi değil. Güzel.
Yarın sabah takımlama rafınıza yürüyün ve etiketleri okumayın. “Amerikan”ı görmezden gelin. “Avrupa”yı görmezden gelin. Boyanın silindiğini ve damgaların kazındığını hayal edin. Sadece üç şey sorun:
İşte denetiminiz bu. Diğer her şey süs.
Bir atölyenin, operatörün “kelepçeye uyduğu için” daha hafif bir hızlı değişim zımbasına geçtiği için 60 parçalık paslanmaz bir seriyi tamamen çöpe attığını gördüm. Uymuştu. Ancak yükü taşımadı. Zımba kaydı, açılar saptı, parçalar yanlış şekilde birikti ve kimse kontrol ettiğinde palet çöptü. Bu bir tarz hatası değildi. Bir kısıtlama hatasıydı.
Tahmini ortadan kaldırmanın yolu bir bölgeye standardizasyon yapmak değildir. Fizik üzerine standardizasyon yaparak ve bunu kendi makinenize göre belgelendirerek ortadan kaldırırsınız.
Peki nereden başlıyorsunuz?
Önce makine tipiniz gelir. Mekanik, hidrolik, elektrik — kuvveti aynı şekilde uygulamazlar ve aynı hataları affetmezler.
Hidrolikler kontrol ve bekleme süresi sağlar. Mekanikler alt noktada sert ve hızlı vurur. Bu, altlama işleminin iş karışımınız için akılcı bir fikir olup olmadığını değiştirir. Kapasiteye yakın bir mekanik pres frendinde altlama yapıyorsanız, “üretim çalıştırmıyorsunuz.” Gövdeyle kumar oynuyorsunuz.
Şimdi el kitabınızdan üç kesin sayıyı yazın:
Bunlar sabittir. Onları pazarlık yapmazsınız.
Sonraki adımda, tipik işleriniz için beklenen bükme kuvvetini hesaplayın. Yumuşak çeliğin hava bükme işlemi için, ayak başına tonajı şu şekilde tahmin edebilirsiniz:
Ton/ft ≈ (Malzeme Çekme Dayanımı × Kalınlık²) ÷ (8 × V-açıklığı)
Ve evet, bu 8 × T paydasında yer alan, tanıdık hava bükme kılavuzudur — V-açıklığı yaklaşık 8 × malzeme kalınlığı. V’yi daraltırsanız tonaj hızlıca yükselir. Alt bükmeye geçtiğinizde, malzemeye bağlı olarak hava bükme kuvvetinin 2–3 katını görebilirsiniz.
En çok kullandığınız beş malzeme ve kalınlık için hesaplamaları yapın. Hayali veriler değil. Gerçek işler.
Sonra karşılaştırın:
Bunlardan herhangi biri işinizin gereksiniminden düşükse, o takım elenir — hangi bölge damgası taşıdığı önemli değil.
Takım ağırlığını atlamayın. Bazı hızlı değiştirme sistemleri, hafif parçaların belli bir kütleye kadar uygun olduğu, sonrasında pim kilitleme veya farklı kelepçeler gerektirdiği eşiklere sahiptir. Ortalama parçanız 80 pound ağırlığındaysa ve kelepçeniz manuel civatalı ise, değişim süresi güvenlik ve hizalama değişkeni haline gelir — sadece rahatlık detayı değil.
Bu adım havalı değil. Bu, aritmetiktir.
Ama işte açık gerçek: Eğer makinenizin ayak başına tonaj limitini frenin üzerine duvara yazmadıysanız, bir sistem çalıştırmıyorsunuz — söylence çalıştırıyorsunuz.
Matematiğe uymayan o alet yığınını ne yaparsınız?
O rafın içinde bağlı paranız var. Biliyorum. O satın alma emirlerini imzaladım.
Amerikan tarzı yere sabitlenen takımlar daha ucuzdur ve hala her yerde bulunmalarının bir sebebi vardır. Düşük tonajlı, düşük karbonlu çelikte hava bükme için genellikle “yeterince iyi”dir. Pazar, onları nostalji yüzünden canlı tutmadı.
Yani sorunun ahlaki değil, yapısal olduğu ortaya çıkıyor.
Denetiminiz, işinizin 80%’sinin makine ve takım yük limitlerinin oldukça altında olduğunu ve vardiyada iki kez değişim yapıldığını gösteriyorsa, her şeyi birinci sınıf, hızlı değişim sistemi için sökmenin geri dönüşü kısa vadede olmayabilir. Bu durumda, düşük yük ve düşük değişim gerektiren işler için eski takımları tutun ve maksimum onaylı kalınlık ve malzeme ile net şekilde etiketleyin.
Ama vardiyada beş kez kurulum değiştiriyorsanız, karışık partiler çalışıyorsanız ve tonaj limitlerine yakın dolaşıyorsanız, adaptörler ve hibrit kelepçeler sürtünme noktası haline gelir. Her adaptör yığın yüksekliği ekler. Her arayüz tolerans ekler. Her tolerans yığını, bükme çizginizi biraz kaydırır.
Bir keresinde düz oturmayan bir adaptör plakasına kadar izlenen çatlamış bir kalıp gördüm. Yük yolu doğrudan yatağa inmemişti — yönlenmişti. Omuz onu yana taşıdı. Çat. O çatlak, ertelemekte oldukları yükseltmeden daha pahalıya mal oldu.
Hibrit kurulumlar bir köprüdür. Bir yuva değil.
İş karışımınız düzenli olarak hız, tekrar edilebilirlik ve yüksek tonaj gerektiriyorsa, tek bir sağlam kelepçeleme standardına konsolide olmak eğitimi basitleştirir, oturma hatalarını azaltır ve hizalama süresini kısaltır. Bu marka sadakati değildir. Bu, bir kuvvet sisteminde değişkenleri azaltmaktır.
Yani gerçek soru şu hale geliyor: Rafınızdaki her alet hangi problemi aslında çözüyor?
Bu bakış açısını korumanızı istiyorum.
Her punch ve kalıp üç kısıttan birini yönetmek için vardır:
Geniş omuzlu, derin oturma yüzeyli bir kalıp yük dağılımını çözer. Dar boyunlu bir punch flanş açıklığını çözer. Hassas taşlanmış, kendi oturan bir tang, sık değişimlerde hizalama kaymasını çözer.
Bunların hiçbiri bölgesel özellikler değildir. Bunlar mekanik çözümlerdir.
Bir aleti değerlendirirken, “Bu Amerikan mı, Avrupa mı?” diye sormayın. “Bu burada çünkü daha fazla yük altı kesit alanına, daha fazla boğaz açıklığına veya daha hızlı, daha güvenli değişime mi ihtiyacım var?” diye sorun.”
O soru, rafınızı kafanızda yeniden düzenler.
Artık denetiminiz bir matrise dönüşüyor:
Bu matriste haklı olarak yer kazanmayan hiçbir şey, ya ölü ağırlık — ya da yanlış gününde yanlış operatör için bekleyen bir tuzaktır.
Ve işte çoğu kişinin kaçırdığı kısım.
Araçları bölgeye göre sıralamayı bırakıp kısıtlara göre sıralamaya başladığınızda, boşlukları görebilirsiniz. Tek bir ağır, yüksek yük taşıyan kalıbın üç hafif kalıbın yerini alabileceğini fark edebilirsiniz. Ya da bir bölümlü hızlı değişim zımbasının haftada saatlerce hizalama süresini ortadan kaldırdığını. Ya da özel bir "hem" kalıbının, kalın paslanmaz çelik işlerinizde 3× tonaj artışını engellediği için sadece raf yerini hak ettiğini.
Bu, kendi hatırı için yapılan bir konsolidasyon değildir.
Bu, çeliği, gücü ve insan ellerini tek bir tutarlı sistemde hizalamaktır.
Bunu ileriye taşıyın: doğru takım, doğru pasaporta sahip olan değil — makinenizin ve işinizin dayattığı fiziksel sınırı en az ek değişkenle çözen takımdır.
Makinenin aslında neyi umursadığını düşünüyorsunuz?


















