

Il mese scorso ho visto un nuovo operatore lottare con un punzone per venti minuti perché il venditore gli aveva detto: “È stile americano — si adatterà.” La linguetta è entrata. I bulloni sono stati serrati. Il pressore è sceso.
Il pezzo restava ancora arcuato al centro e aperto alle estremità.
Continuava a dare la colpa al programma. Io continuavo a osservare l’utensile che si spostava sotto carico. Secondo te, a cosa importa davvero alla macchina?
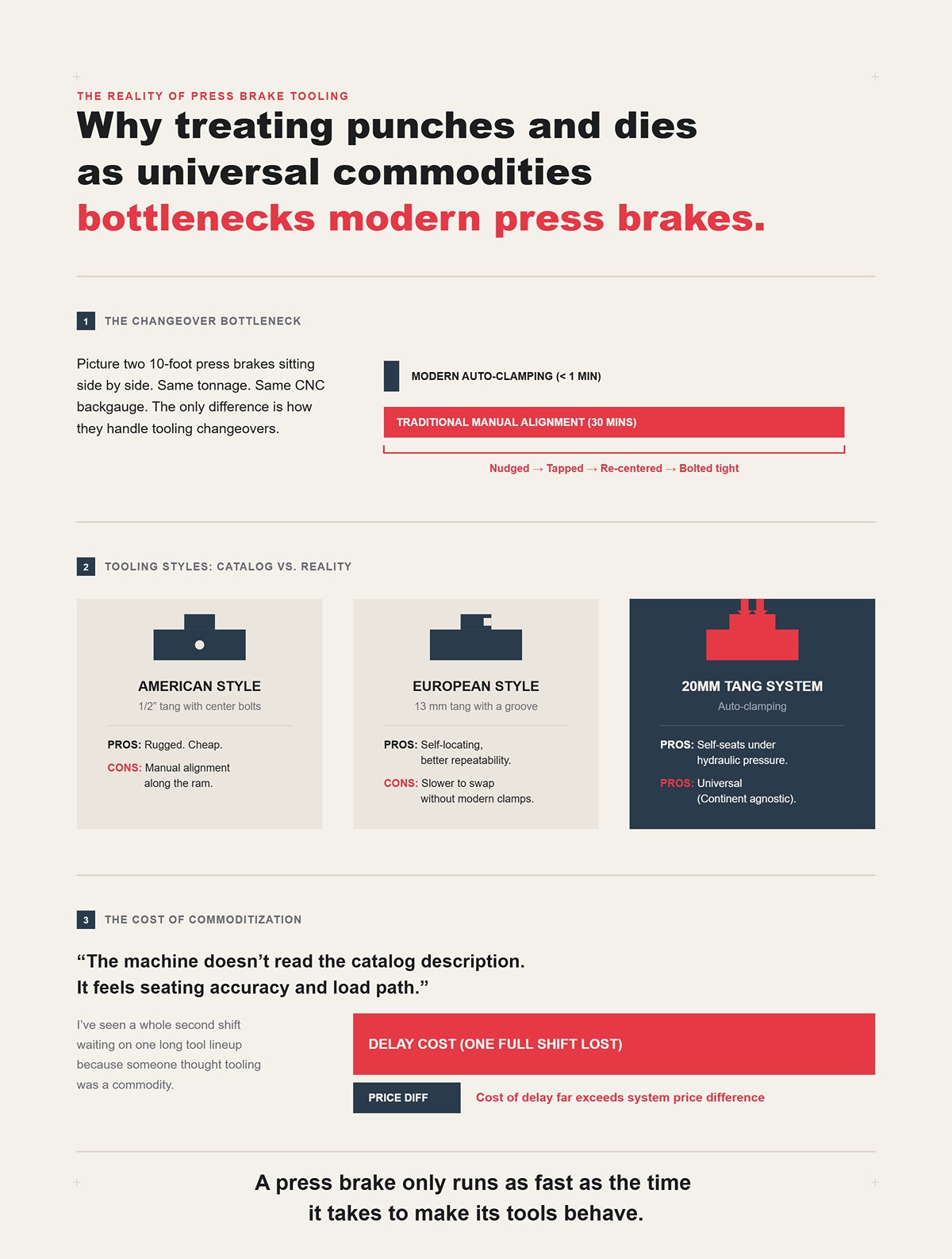
Immagina due piegatrici da 10 piedi affiancate. Stessa tonnellaggio. Stesso riscontro CNC. Una cambia utensile in meno di un minuto; l’altra impiega mezz’ora a ogni cambio perché il punzone deve essere spinto, picchiettato, ricentrato e stretto con bulloni lungo la trave.
Entrambe sono etichettate per “regione”.”
Linguetta stile americano con bulloni centrali? Robusta. Economica. Popolare linguetta da mezzo pollice. Ma ogni sezione deve essere allineata manualmente lungo il pressore. Linguetta stile europeo da 13 mm con scanalatura? Più auto-allineante, migliore ripetibilità, ma più lenta da sostituire a meno che il sistema di bloccaggio sia moderno. Poi ci sono sistemi con linguetta da 20 mm e bloccaggio automatico che si auto-posizionano sotto pressione idraulica — non importa su quale continente ti trovi.
La macchina non legge la descrizione del catalogo. Percepisce la precisione dell’alloggiamento e il percorso del carico.
Chiamalo americano. Chiamalo europeo. Se la superficie di bloccaggio è stretta e il posizionamento dipende da quanto perfettamente hai serrato un bullone, il tuo “stile” è appena diventato un collo di bottiglia. Ho visto un intero secondo turno fermo in attesa dell’allineamento di un lungo utensile perché qualcuno pensava che gli utensili fossero una commodity — quel ritardo è costato più della differenza di prezzo tra i sistemi.
Ecco la verifica della realtà: una piegatrice lavora solo alla velocità con cui riesci a far comportare i suoi utensili.
Parliamo di “quasi giusto”.”
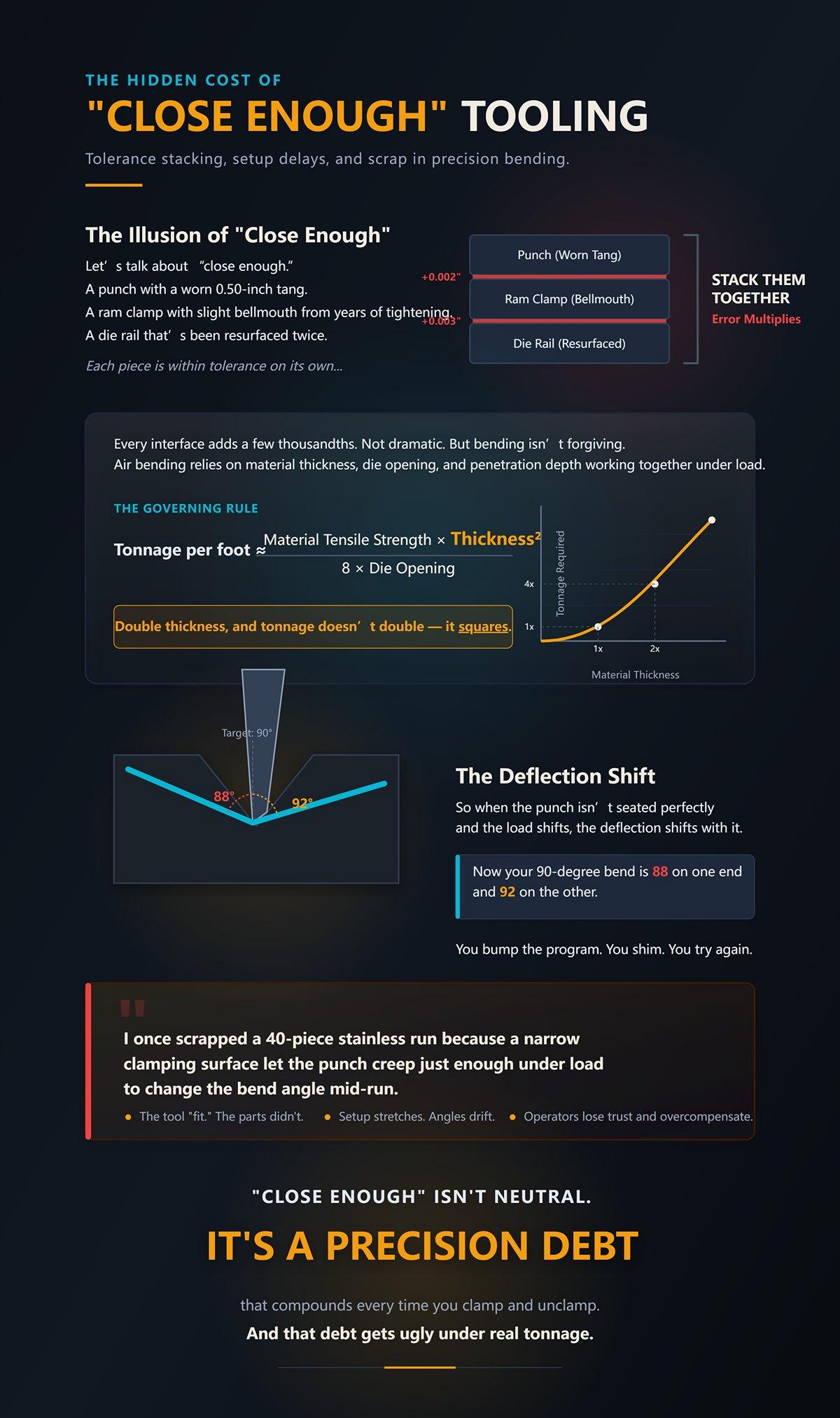
Un punzone con linguetta usurata da 0,50 pollici. Un morsetto del pressore con un leggero effetto campana dovuto agli anni di serraggio. Una guida della matrice che è stata rettificata due volte. Ogni pezzo è entro tolleranza da solo.
Mettili insieme.
Ogni interfaccia aggiunge qualche millesimo. Non è drammatico. Ma la piegatura non perdona. La piegatura in aria si basa su spessore del materiale, apertura della matrice e profondità di penetrazione che lavorano insieme sotto carico — e la forza cresce rapidamente. La vecchia regola che hai imparato vale ancora: Tonnellaggio per piede ≈ (Resistenza a trazione del materiale × Spessore²) ÷ (8 × Apertura matrice). Raddoppia lo spessore, e il tonnellaggio non raddoppia — si quadruplica.
Quindi, quando il punzone non è perfettamente alloggiato e il carico si sposta, la deflessione si sposta con esso. Ora la tua piega a 90 gradi diventa 88 su un’estremità e 92 sull’altra. Correggi il programma. Metti uno spessore. Provi di nuovo.
Una volta ho scartato una serie di 40 pezzi in acciaio inox perché una superficie di bloccaggio stretta aveva permesso al punzone di spostarsi quel tanto sotto carico da cambiare l’angolo di piega a metà produzione. L’utensile “andava bene”. I pezzi no.
L’impostazione si dilata. Gli angoli si spostano. Gli operatori perdono fiducia nella macchina e iniziano a compensare eccessivamente.
“Abbastanza vicino” non è neutro. È un debito di precisione che si accumula ogni volta che si serra e si rilascia.
E quel debito diventa brutto sotto una vera tonnellata.

Investi una somma considerevole in una nuova pressa piegatrice CNC. Sistema di bombatura. Misurazione dell’angolo laser. Serraggio idraulico qualificato per la piena capacità.
Poi inserisci utensili sezionali di vent’anni fa perché sono “standard americani” e ancora utilizzabili.
Il pistone è preciso al micron. Il serraggio applica una pressione uniforme. Ma la geometria della linguetta è ancora quella di una volta — appoggio stretto, allineamento manuale, piccola area di contatto. La precisione entra in cima alla catena e fuoriesce all’interfaccia.
È come imbullonare un motore da corsa a un albero di trasmissione con gioco nelle scanalature. La potenza c’è. Il controllo no.
I moderni sistemi a linguetta da 20 mm con meccanica di autoallineamento non sono diventati comuni per motivi geografici. Hanno vinto perché distribuiscono il carico su una maggiore superficie e eliminano l’errore umano di allineamento. Bottoni a molla per utensili leggeri. Perni per quelli pesanti. Serraggio idraulico che tira l’utensile nella stessa sede ripetibile ogni volta. Questa è la fisica che risolve un problema, non il marketing che risolve una convenzione di denominazione.
Se la tua nuova pressa piegatrice dipende ancora dal colpo di martello per mettere in posizione il punzone, non hai aggiornato il sistema — ne hai aggiornato solo metà.
Ecco il cambiamento che ti chiedo di fare: smetti di chiedere dove è stato progettato l’utensile e inizia a chiedere come viaggia il carico dal pistone al punzone, al materiale, allo stampo.
Perché all’acciaio non importa come lo chiami.
Ti trovi davanti a una scheda tecnica. Dice Americano. Dice Europeo. Dice compatibile con Wila.
Vuoi sapere: quali misurazioni mi dicono davvero se questo piegherà parti dritte tutto il giorno senza doverle sorvegliare?
Inizia con tre numeri: spessore della linguetta, larghezza della superficie d’appoggio e carico nominale per piede. Poi guarda come il sistema di serraggio porta l’utensile in posizione — pressione dei bulloni, azione a cuneo, trazione idraulica. Questo è il percorso del carico. Questa è la ripetibilità.
Scegliere in base alla regione è come acquistare un motore in base al colore del coperchio delle valvole. Il marchio è cosmetico. La curva di coppia è meccanica.
Analizziamo i quattro sistemi come li percepisce l’acciaio — per come si appoggiano, come trasmettono la tonnellata e come si comportano dopo il centesimo cambio di utensile.
Ho montato chilometri di utensili con linguetta da 0,50 pollici nella mia vita. Fai scorrere la linguetta nella scanalatura. Stringi il bullone centrale. Dai un colpo di martello finché la sezione non si allinea con la vicina. Procedi lungo la trave. Ripeti.
Funziona. Ecco perché è ancora ovunque.
Ma guarda l’interfaccia. Una linguetta di mezzo pollice. Superficie di appoggio stretta. Allineamento gestito dall’occhio dell’operatore e olio di gomito. Il morsetto spinge dritto in avanti; non si auto-centra. Ogni cambio di utensile è una piccola trattativa tra l’acciaio e il giudizio umano.
Ora confronta utensili americani piallati e utensili americani rettificati di precisione. Gli utensili piallati sono lavorati alla misura ma non rettificati sull’intera lunghezza. Vedrai leggere variazioni da sezione a sezione — un paio di millesimi qui, un paio là. Su un pezzo corto potresti non accorgertene mai. Su una corsa di 3 metri, quei millesimi si accumulano.
Gli utensili americani rettificati di precisione riducono quella variazione. Migliore finitura superficiale. Sezioni più dritte. Altezza più uniforme lungo la trave.
Ma la geometria della linguetta non è cambiata.
Sotto carico, il morsetto sta ancora comprimendo una superficie di contatto relativamente piccola. Quando il tonnellaggio aumenta — materiale più spesso, matrice a V più stretta — la deflessione si concentra in quell’interfaccia. Se l’appoggio non è perfettamente squadrato, il punzone può micro-spostarsi prima che il carico completo si stabilizzi.
Una volta ho visto una matrice incrinata uscire da una pressa perché il punzone non era completamente appoggiato a un’estremità. Lamiera pesante, vicino alla capacità. Il carico è migrato verso il lato alto, ha sovraccaricato la spalla della matrice e l’ha spaccata di netto. L’utensile non era “sbagliato.” L’interfaccia era implacabile.
Quindi quando il cavallo da tiro diventa una responsabilità? Quando la lunghezza del pezzo amplifica la variazione da sezione a sezione, quando il tonnellaggio si avvicina alla gamma alta, o quando cambi utensili più volte a turno e ti aspetti micron di ripetibilità da un sistema che dipende dall’allineamento manuale.
Gli utensili americani non sono obsoleti. Sono onesti. Ti danno esattamente la precisione che la tua disciplina di messa a punto ti garantisce.
Spingili oltre, e ti fanno pagare interessi.
Ora prendi una linguetta da 13 mm con una scanalatura posteriore. Falla scorrere in un morsetto corrispondente. Quando il morsetto si chiude, tira l’utensile verso l’alto e indietro in una sede definita. Non la tocchi per allinearla — è la geometria che lo fa per te.
Questo è il vantaggio dello stile Promecam: auto-posizionamento meccanico.
Il tempo di cambio si riduce perché si riduce il tempo di allineamento. Più importante, la ripetibilità dell’appoggio migliora perché il morsetto applica forza lungo una superficie inclinata che spinge l’utensile in posizione nello stesso modo a ogni ciclo.
Ecco il compromesso.
Quella linguetta è più sottile di un sistema da 20 mm pesante. L’area di contatto è più piccola. Il sistema è tipicamente progettato per lavori da leggeri a medi in termini di tonnellaggio, a meno che non sia abbinato a supporti rinforzati. Puoi sicuramente fare lavori impegnativi con esso — ma devi rispettare la tabella dei carichi.
E ricorda qualcosa riguardo alla piegatura in aria: il raggio interno è determinato principalmente dall’apertura della matrice, non dal profilo del punzone. Se pieghi in aria acciaio dolce a raggio punzone 1T — raggio della punta circa pari allo spessore del materiale — la consistenza dell’angolo dipende più da una profondità di penetrazione e larghezza della matrice coerenti che da forme esotiche del punzone.
Quindi cosa pensi che interessi davvero alla macchina?
Le interessa che il punzone si appoggi nello stesso modo ogni volta, così la profondità di penetrazione si traduce in un angolo prevedibile. La geometria auto-centrante aiuta in questo. Ma se sovraccarichi la linguetta oltre il tonnellaggio per piede previsto, la funzione auto-centrante non ti salverà dalla deformazione elastica nel supporto.
Lo stile europeo brilla in ambienti ad alto mix e tonnellaggio moderato dove l’allineamento ripetibile e i rapidi cambi superano la pura capacità di forza. Ignora i limiti di peso, e stai chiedendo a un’interfaccia sottile di comportarsi come una pesante.
L’acciaio non negozia con il tuo programma.
La prima volta che usi una linguetta da 20 mm con serraggio idraulico, sembra diverso. Sollevi l’utensile. Si innesta. La ganascia si chiude. Il sistema tira l’utensile su una superficie di riferimento temprata su un’ampia area di contatto.
Niente colpetti. Niente spessori. Niente supposizioni.
Le sezioni leggere usano spesso pulsanti a molla per un posizionamento rapido; le sezioni più pesanti passano a un meccanismo di blocco a perno. Stessa geometria, diverso metodo di ritenzione a seconda del peso. Questo dettaglio conta — perché il vantaggio di velocità è più grande quando maneggi utensili leggeri e sezionali ripetutamente.
Meccanicamente, la linguetta da 20 mm aumenta la superficie di contatto tra utensile e slitta. Più superficie significa minore stress di contatto per lo stesso carico. Sotto alta tonnellaggio per piede, ciò si traduce in meno deformazione localizzata e migliore ripetibilità a lungo termine.
Quindi la velocità di setup compensa il prezzo?
Se cambi utensili una volta al giorno, probabilmente no. Se esegui lotti brevi — diciamo cinque-dieci setup per turno — e ogni allineamento manuale tradizionale richiede quindici minuti, stai bruciando più di un’ora al giorno solo per persuadere gli utensili a comportarsi.
Ecco la verifica della realtà: una piegatrice lavora solo alla velocità con cui riesci a far comportare i suoi utensili.
Il premium non riguarda la geografia. Riguarda il riacquisto del tempo di setup e la protezione della precisione dell’interfaccia sotto carico. Per officine a volume medio e alta varietà, la matematica spesso pende verso la linguetta più ampia e il tiro idraulico. Per lavori lunghi e stabili, il guadagno si riduce.
La velocità paga solo quando effettivamente si cambia qualcosa.
Ho visto officine ordinare utensili premium auto-allineanti — per poi imbullonarli in un vecchio serraggio manuale progettato per una linguetta dritta da 0,50 pollici. L’hanno fatto “entrare” con adattatori.
Gli adattatori cambiano il percorso del carico.
Un serraggio manuale applica pressione puntuale dove si trova il bullone. Un serraggio idraulico distribuisce la forza uniformemente lungo la trave. I sistemi pneumatici si collocano a metà strada — più veloci del manuale, tipicamente meno forza dell’idraulico.
Se la tua macchina ha serraggio manuale, ogni cambio utensile reintroduce errore di allineamento umano, indipendentemente da quanto sofisticata sia la geometria della linguetta a valle. Se ha serraggio idraulico a pieno tonnellaggio, usare utensili stretti e poco supportati lascia capacità inutilizzata e aumenta lo stress sull’interfaccia.
Il tuo sistema di serraggio decide quale utensile puoi eseguire in sicurezza e con ripetibilità ben prima che il tuo budget abbia voce in capitolo.
Una volta ho scartato un lavoro urgente in alluminio perché una pila di adattatori introdusse abbastanza flessione da far derapare le letture dell’angolo a metà della commessa. Abbiamo rincorso il programma per un’ora prima di ricondurre il problema all’interfaccia di serraggio. Il catalogo degli utensili sembrava compatibile. Il percorso del carico non lo era.
I serraggi manuali favoriscono geometrie robuste e tolleranti. I serraggi idraulici sbloccano sistemi di precisione che dipendono da una forza di tiro costante. I sistemi pneumatici richiedono di controllare sia la velocità che i valori di forza prima di presumere l’intercambiabilità.
Qui le etichette regionali crollano completamente.
La domanda non è “americano o europeo”. È: come viene tirato l’utensile nella sua sede, su quanta superficie di contatto e a quale tonnellaggio per piede?
Rispondi a questo, e metà degli errori d’acquisto scompariranno.
Ignoralo, e continuerai a dare la colpa alla CNC per ciò che sta facendo l’interfaccia sotto i tuoi occhi.
| Sezione | Contenuto |
|---|---|
| Titolo | Serraggio Manuale vs. Idraulico vs. Pneumatico: Come il sistema di serraggio della tua macchina esclude istantaneamente intere categorie di utensili |
| Osservazione fondamentale | Le officine spesso ordinano utensili autosedenti di qualità superiore e li installano in vecchi morsetti manuali progettati per un codolo diritto da 0,50 pollici, usando adattatori per farli entrare. |
| Principio chiave | Gli adattatori cambiano il percorso del carico. |
| Bloccaggio manuale | Applica una pressione puntuale dove si trova il bullone. Reintroduce l’errore di allineamento umano a ogni cambio utensile, indipendentemente dalla geometria del codolo. Favorisce geometrie robuste e tolleranti. |
| Bloccaggio idraulico | Distribuisce la forza uniformemente lungo la trave. Quando è valutato per la piena tonnellata, l’utilizzo di utensili stretti o con supporto leggero spreca capacità e aumenta lo stress sull’interfaccia. Sblocca sistemi di precisione che dipendono da una forza di trazione costante. |
| Bloccaggio pneumatico | Si colloca tra i sistemi manuali e quelli idraulici. Più veloce del manuale, generalmente con meno forza rispetto all’idraulico. Richiede la verifica sia delle velocità che delle valutazioni di forza prima di presumere l’intercambiabilità. |
| Approccio pratico | Il sistema di bloccaggio determina quali utensili possono essere utilizzati in modo sicuro e ripetibile prima delle considerazioni di budget. |
| Esempio reale | Un lavoro urgente in alluminio è stato scartato perché una pila di adattatori ha introdotto flessione, causando una deriva dell’angolo durante la lavorazione. Il problema è stato ricondotto all’interfaccia del morsetto, non al programma. Il catalogo degli utensili sembrava compatibile, ma il percorso del carico non lo era. |
| Domanda critica | Non questione di utensili americani o europei — ma di come l’utensile viene tirato nel suo alloggiamento, su quale superficie e a quale tonnellaggio per piede. |
| Conclusione | Rispondere a queste domande sull’interfaccia evita molti errori di acquisto. Ignorarle porta ad attribuire alla CNC problemi causati dall’interfaccia di bloccaggio. |
Immagina questo: acciaio dolce da 0,125 pollici, lungo 10 piedi, piega a 90 gradi. Hai una pressa piegatrice idraulica da 175 tonnellate. Il portamatrici offre una V da 0,75 pollici e una V da 1,0 pollici.
Quale ti tiene fuori dai guai?
Inizia con il Regola dell’8: V = 8 × T. Per un materiale da 0,125 pollici, si tratta di una V da 1,0 pollice. Non perché l’Europa l’ha deciso. Non perché l’America preferisce qualcosa di più robusto. Ma perché a otto volte lo spessore, il materiale può formare un raggio interno prevedibile—circa 0,16 pollici in acciaio dolce—e la tonnellata per piede rimane nell’intervallo per cui la tua macchina e gli utensili sono stati progettati.
Quel moltiplicatore non è folklore. È il perno tra geometria e forza. Se ti discosti, il percorso del carico cambia in modi che il tuo pistone, le spalle della matrice e il tuo morsetto noteranno sicuramente.
L’acciaio non negozia con il tuo programma.
Facciamo i conti invece di discutere sui marchi.
Per la piegatura in aria dell’acciaio dolce a una resistenza alla trazione di 60.000 PSI, la tonnellata per piede è approssimativamente proporzionale a T² / V. Tagliare l’apertura V a metà significa quasi raddoppiare la tonnellata richiesta. Stesso materiale. Stesso spessore. Solo una V più stretta.
Quindi, se il tuo foglio da 0,125 pollici passa da una V da 1,0 pollice a una V da 0,75 pollici perché “ci serve un raggio più stretto”, la tonnellata per piede aumenta bruscamente. Non cortesemente. Bruscamente.
Ora scala il tutto su 10 piedi.
Su una pressa idraulica a corsa sincronizzata verso il basso, quella domanda extra si manifesta come una pressione idraulica più alta, più deflessione del pistone a metà campata e un carico concentrato maggiore sulle spalle della matrice. Il telaio non si interessa di come il catalogo degli utensili abbia chiamato la matrice. Si interessa del momento flettente.
Secondo te, a cosa interessa realmente la macchina?
Si interessa che la curva di forza rimanga entro la sua capacità nominale—sia la tonnellata totale che la tonnellata per piede. Le presse elettriche sono ancora meno tolleranti; spesso limitano la forza di picco a valori inferiori rispetto a macchine idrauliche comparabili. Una scelta di matrice che va “bene” su un’unità idraulica da 200 tonnellate può bloccare un azionamento elettrico al fondo corsa.
E se passi dalla piegatura in aria alla piegatura in fondo a metà lavoro senza ricalcolare?
La piegatura in fondo può richiedere 3–5× la tonnellata della piegatura in aria perché il materiale viene forzato a pieno contatto con i fianchi della matrice. Quel contatto moltiplica la resistenza. Ho visto una squadra eseguire un lavoro in sicurezza con piegatura in aria, poi piegare in fondo l’ultima flangia “per affilarla”. La matrice si è incrinata lungo il raggio della spalla. Un rumore secco. Lavoro finito.
Ecco la dura realtà: ignorare V = 8 × T, e la tonnellata non aumenta in modo lineare—si impenna in parti della curva di carico che non avevi mai intenzione di raggiungere.
Vuoi un raggio interno più stretto rispetto alla piegatura in aria su una matrice da 8×. Va bene.
La piegatura in aria forma il raggio principalmente dalla larghezza della matrice e dalle proprietà del materiale. Con V = 8 × T, l’acciaio dolce ti dà circa 16% della V come raggio interno. È prevedibile. Ripetibile. Regolabile in base alla profondità di penetrazione.
L’impronta è diversa. Stai forzando il foglio a conformarsi al raggio della punta del punzone e all’angolo della matrice. È deformazione plastica su una parte maggiore della sezione trasversale. Più contatto. Più attrito. Più tonnellaggio.
Puoi “barare” sulla regola usando una matrice più stretta per ottenere un raggio netto?
Meccanicamente, sì. Praticamente, stai scambiando il controllo geometrico con un aumento della forza. La macchina deve ora fornire abbastanza carico per superare sia il carico di snervamento sia il contatto completo sulle fiancate. Se la tua interfaccia di utensile—codolo, morsetto, supporto—è stata selezionata per carichi da piegatura in aria, hai appena cambiato il regime di stress senza cambiare l’hardware.
Ecco come si producono pezzi scartati.
Ecco la parte sottile: la piegatura in aria ti permette di correggere l’angolo con la profondità della corsa perché non sei in pieno contatto materiale-matrice. L’impronta rimuove quel margine. La finestra di regolazione si riduce. La deflessione del pistone conta di più. Le impostazioni di bombatura contano di più. L’usura dell’utensile appare più velocemente.
Quindi sì, puoi aggirare la regola.
Ma faresti meglio a rifare il calcolo del carico e confermare che il tuo sistema di morsetti e la matrice siano progettati per quel nuovo percorso di forza, oppure stai piegando con capacità prestata.
Ora prendi lo stesso spessore di 0,125 pollici—ma passa dall’acciaio dolce da 60.000 PSI alla lega 4140 da 150.000 PSI.
La tua geometria non è cambiata. L’apertura V non è cambiata. Lo spessore non è cambiato.
Il tonnellaggio richiesto si è appena moltiplicato di (150,000 / 60,000) = 2.5.
Non è un errore di arrotondamento. A volte è una nuova macchina.
Le tabelle di tonnellaggio comuni assumono un valore di base di 60.000 PSI. Il fattore di correzione è semplice: Tonnellaggio corretto = Tonnellaggio base × (Resistenza a trazione reale / 60.000). Con l’acciaio ad alta resistenza, questo fattore può raddoppiare o triplicare il requisito di forza.
Ora chiediti: V = 8 × T ancora “funziona”?
Geometricamente, sì—offre ancora un punto di partenza ragionevole per il controllo del raggio nella piegatura in aria. Meccanicamente, il carico che implica può superare la valutazione di tonnellaggio per piede della tua matrice o la capacità della tua macchina, soprattutto su presse piegatrici elettriche con forza di picco più bassa.
È qui che le etichette regionali crollano completamente. Un codolo da 20 mm, un codolo da 0,50 pollici, una pinza idraulica, una pinza manuale—niente di tutto ciò ti salva se la resistenza alla trazione del materiale spinge il tonnellaggio richiesto oltre ciò che l’interfaccia può sopportare senza deformarsi.
Non abbandoni la Regola dell’8 perché è sbagliata.
Abbandoni la fedeltà cieca ad essa perché la resistenza del materiale cambia il lato della forza dell’equazione, e la forza è ciò che spacca le matrici e allunga i supporti.
Ed ecco il confronto con la realtà: se non ti regoli per la resistenza alla trazione prima di caricare la macchina, la correzione avverrà comunque—attraverso la flessione, gli allarmi di sovraccarico o l’attrezzatura rotta.
Hai ricalcolato il tonnellaggio perché hai dovuto allontanarti da V = 8 × T. Bene. Ora ti trovi davanti a una scatola profonda con flange di ritorno da 3 pollici e ti poni la vera domanda: se la larghezza della matrice è bloccata dai limiti di forza, come evito che il punzone si schianti contro il mio stesso pezzo prima di raggiungere l’angolo?
Ho visto un ragazzo piegare lamiera dolce da 10 gauge con un punzone dritto su un canale profondo 4 pollici perché “il raggio è giusto.” Le prime due pieghe sono andate bene. Alla terza, la flangia di ritorno ha sfiorato il corpo del punzone a circa 60 gradi. Non se n’è accorto. Il montante ha continuato a scendere. La flangia si è piegata, il punzone si è scheggiato lungo la spalla e abbiamo scartato l’intero lotto. Una scelta di profilo sbagliata. Migliaia persi.
Se il profilo del tuo punzone non libera fisicamente la geometria che stai creando, la piegatrice continuerà volentieri a spingere acciaio contro acciaio finché qualcosa di costoso non cede.
Quindi smetti di pensare in termini di marchi e inizia a fare il reverse-engineering del percorso che il tuo pezzo compie intorno al punzone.
Metti un punzone dritto e uno a collo d’oca fianco a fianco sul banco. Stesso raggio di punta. Stesso angolo. Uno ha uno stelo ingombrante che scende dritto; l’altro si inclina all’indietro per creare spazio di gola.
Il codolo è scivolato dentro.
Entrambi si bloccheranno. Entrambi raggiungeranno la stessa valutazione di tonnellaggio se il materiale e la matrice rimangono invariati. Ma solo uno ti dà spazio per far passare una flangia di ritorno oltre i 90 gradi senza schiantarsi contro il corpo del punzone.
Ecco il meccanismo. Durante la piegatura in aria, il foglio ruota intorno alle spalle della matrice mentre avvolge la punta del punzone. Man mano che l’angolo si chiude da 30 a 90 gradi e oltre, la flangia formata in precedenza ruota verso l’alto. Più la scatola è profonda e più lunga è la flangia, più quella flangia si avvicina alla massa verticale del punzone.
La collisione non riguarda il raggio. Riguarda l’ingombro.
Puoi disegnarla. Prendi la lunghezza della tua flangia (F) e la profondità della scatola (D). Quando ti avvicini ai 90 gradi, il bordo esterno di quella flangia descrive un arco circa uguale a F intorno al centro della punta del punzone. Se il corpo del punzone invade quell’ingombro ad arco prima di raggiungere l’angolo target più la compensazione del ritorno elastico, hai finito.
Un punzone dritto potrebbe liberare una flangia da 1 pollice su un contenitore poco profondo. Prova una flangia da 3 pollici su una scatola profonda 4 pollici e colpirai acciaio contro acciaio prima di 80 gradi. Un collo d’oca, con la gola sgombrata, sposta la massa del punzone all’indietro, dandoti spazio senza cambiare la larghezza della matrice o il tonnellaggio.
Secondo te, a cosa interessa realmente la macchina?
Non la parola “collo d’oca”. Conta che il percorso del carico rimanga assiale e che tu non introduca carichi laterali dovuti a una collisione che torce il pistone e colpisce le guide. Un urto durante la rotazione crea una forza asimmetrica. È così che inizi a inseguire variazioni d’angolo lungo il piano.
Scegli il profilo che mantiene la geometria libera a rotazione completa più il ritorno elastico. Tutto il resto è vanità.
Ora arriviamo all’errore che vedo commettere anche da operatori esperti.
Nella piegatura in aria, il raggio interno finale è determinato principalmente dall’apertura della matrice e dal comportamento del materiale, non dal raggio della punta del punzone. Con acciaio dolce e una configurazione standard, il raggio interno si attesta intorno a 15–20% di V. È la fisica della matrice.
Ma se scegli un punzone con un raggio di punta più piccolo di quel raggio naturale di piegatura in aria e poi spingi abbastanza da forzare il foglio contro quella punta, sei appena passato dalla piegatura in aria al fondo o, peggio, alla coniatura—senza ammetterlo.
JEELIX lo spiega chiaramente: la piegatura in aria usa la minor tonnellatura e ha la maggiore variabilità di ritorno elastico; il fondo aumenta il contatto e la tonnellatura; la coniatura richiede la massima tonnellatura con minimo ritorno elastico e quasi zero flessibilità.
Il meccanismo conta. Nella piegatura in aria, il contatto è in tre punti: punta del punzone e due spalle della matrice. Nel fondo, il foglio tocca i fianchi della matrice. Nella coniatura, stai comprimendo plasticamente il materiale al raggio della punta.
Quest’ultima fa impennare la forza.
Immagina acciaio inox 304 da 0,125 pollici su una matrice scelta per piegatura in aria entro la portata per piede della tua macchina. Calcoli la tonnellatura per piegatura in aria e resti sicuro. Ma installi un punzone affilato e spingi finché il raggio interno visivamente corrisponde alla punta del punzone. Hai aumentato l’area di contatto e la zona di deformazione plastica. La richiesta di tonnellatura è appena salita verso i valori del fondo—spesso 3× rispetto alla piegatura in aria.
Ho visto una spalla di matrice crepata proprio per quella manovra sull’inox. L’operatore giurava di piegare in aria. Il segno di usura lucido sui fianchi della matrice diceva il contrario.
Se il raggio della punta del punzone è più piccolo del raggio che la matrice vuole formare, non stai “ottenendo una piega più stretta”. Stai aumentando la forza e riducendo la possibilità di regolazione.
Ecco la verità cruda: la coniatura accidentale non appare sul foglio di setup—si manifesta come allarmi di sovraccarico o utensili rotti.
Ora immagina un pezzo da 6 piedi con quattro diverse lunghezze di flangia, due tacche di scarico e un gradino al centro. Puoi eseguirlo con un punzone standard a lunghezza completa—se sei disposto a rimuovere gli utensili per ogni ostacolo e a riallineare ogni volta.
Oppure puoi costruirlo con sezioni segmentate che ti permettono di liberare le caratteristiche senza dover smontare tutto.
Nei sistemi moderni a bloccaggio rapido—quelle ampie versioni con linguetta da 20 mm e auto-posizionamento con molla di assistenza sotto circa 27 libbre per segmento—puoi sostituire le sezioni in pochi secondi e mantenere un posizionamento verticale ripetibile. Nei vecchi sistemi manuali a bulloni, specialmente quelli con linguette strette, ogni sostituzione rischia una leggera variazione di altezza a meno che tu non sia meticoloso. Non è questione di marchio. È questione di area di bloccaggio e ripetibilità.
Ecco il compromesso.
Gli utensili standard a lunghezza completa sono rigidi e semplici. Meno giunzioni. Meno tolleranze di accumulo. Buoni per lavori diritti e ripetitivi.
Gli utensili segmentati introducono più interfacce—ma offrono libertà geometrica. Puoi sfalsare le lunghezze per liberare linguette, usare punzoni a lunghezza parziale per flange interne e evitare collisioni che altrimenti costringerebbero a un compromesso del profilo.
La flessibilità vince quando la geometria è complessa—a condizione che il sistema di bloccaggio mantenga i segmenti allineati con precisione sotto carico. Se il bloccaggio permette agli utensili di muoversi o di posizionarsi in modo incoerente dopo i cambi, la tua “flessibilità” si traduce in variazione d’angolo e rilavorazione.
Una volta ho scartato una piccola serie di alluminio perché gli utensili segmentati in un morsetto manuale usurato erano scesi di qualche millesimo lungo il banco dopo diversi cambi. Gli angoli si erano spostati. Li abbiamo rincorsi tutto il pomeriggio.
L’utensileria segmentata non è il problema. Lo sono i meccanismi di serraggio non controllati.
Ecco la verifica della realtà: una piegatrice lavora solo alla velocità con cui riesci a far comportare i suoi utensili.
Ora hai visto che la larghezza della matrice è una decisione di forza, il profilo del punzone è una decisione di ingombro di collisione, e la segmentazione è una decisione di ripetibilità di serraggio. Se li impili nel modo sbagliato, la macchina non si cura di come il catalogo ha chiamato l’utensileria — esprimerà il tuo errore in picchi di tonnellaggio, flessione o scarto.
Quindi quando il lavoro richiede di deviare da V = 8 × T, la domanda successiva non è “Americana o Europea?”
È se la tua macchina, il morsetto, la geometria del punzone e la resistenza del materiale possono sopravvivere al percorso di forza che stai per creare.
Vuoi un metodo passo-passo per scegliere il profilo del punzone, il raggio della punta e la segmentazione per un pezzo complesso?
Inizia qui: una volta che la geometria è libera e il percorso del carico è pulito, il tuo filtro successivo è semplice — cosa succede quando il tonnellaggio si concentra in punti di cui il catalogo non ti ha mai avvertito.
Perché “utensileria di precisione standard” è precisa solo fino a quando non ci si appoggia abbastanza da trasformarla in schegge.
Ho visto una matrice di precisione nuova di zecca spaccarsi lungo la spalla durante un’operazione di ribaditura su inox. Nessun incidente. Nessun panico dell’operatore. Solo una salita costante della forza mentre chiudevano la piega, poi una crepa che suonava come un colpo di fucile. La matrice non era sbagliata. L’etichetta non era sbagliata. Era cambiata la fisica.
Quindi, se la scelta dell’utensileria è un problema di percorso di forza e di gestione delle collisioni, è qui che diventa costosa.
La ribaditura e gli offset sono dove il tonnellaggio smette di essere educato.
Una piegatura in aria standard distribuisce la forza su tre punti di contatto. Una ribaditura schiaccia quasi completamente il materiale, portando il contatto su una superficie ampia e aumentando drasticamente la deformazione plastica. Ciò significa che il tuo tonnellaggio salta dai valori di piegatura in aria verso la zona di stampaggio a fondo — talvolta avvicinandosi ai livelli di coniatura a seconda del materiale e dello spessore. Non è un problema di marca. È un problema di deformazione.
Puoi realizzare una ribaditura con un punzone e una matrice normali. Prepiega a circa 30 gradi, poi appiattisci con un punzone piatto. Molte officine lo fanno.
Ma chiediti cosa interessa davvero alla macchina.
Le interessa che, quando appiattisci quella flangia, il carico non sia più concentrato su una punta — ma sia distribuito lungo una linea che deve essere ben supportata sotto. Le matrici dedicate per la ribaditura supportano quel carico con geometria abbinata in modo che la forza fluisca direttamente verso il banco. Una configurazione a stadi spesso crea un contatto inizialmente irregolare, poi pieno, il che fa impennare la forza in un istante.
Gli offset sono simili. Un punzone e una matrice offset controllano due pieghe in un solo colpo con un supporto controllato tra di esse. Se provi a imitarlo con due colpi separati e utensileria standard, introduci errori di allineamento e cicli ripetuti ad alto tonnellaggio nella stessa zona dell’utensile. Non è solo più lento. È stress cumulativo.
Ecco il compromesso.
Gli utensili speciali consumano spazio nel rack e denaro in anticipo. Le configurazioni a stadi consumano capacità di tonnellaggio e tempo a ogni ciclo.
Se pieghi acciaio dolce sottile una volta a trimestre, una configurazione a stadi va bene. Se chiudi bordi in acciaio inox da 11 gauge per tutta la settimana, non stai risparmiando denaro fingendo che il tuo utensile standard sia immortale.
L’acciaio non negozia con il tuo budget per gli utensili.
C’è una soglia silenziosa in cui “precisione” diventa “fragilità”.”
Gli utensili rettificati di precisione — quelli che ami per la ripetibilità — spesso hanno spalle più piccole e raggi più stretti. È così che mantengono le tolleranze. Ma spalle più piccole significano meno area della sezione trasversale che resiste alla sollecitazione di flessione quando il tonnellaggio aumenta.
La tensione è uguale alla forza divisa per l’area. Semplice. Brutale.
Quando restringi l’apertura della matrice sotto V = 8 × T per la piegatura aerea, il tonnellaggio aumenta bruscamente. Non in modo lineare. Bruscamente. Spingendo ulteriormente verso la piegatura completa, puoi vedere moltiplicatori di 3× la forza di piegatura aerea a seconda della resistenza del materiale. Quella forza passa attraverso la punta del punzone e nelle spalle della matrice. Se la geometria della spalla è ottimizzata per la precisione anziché per il carico bruto, stai concentrando la tensione esattamente dove l’acciaio è più sottile.
Ho visto un’officina cercare di piegare completamente una lamiera di acciaio ad alta resistenza da 3/16 di pollice con una matrice di precisione stretta perché “si adatta al morsetto”. La spalla si è fratturata e ha lanciato una scheggia attraverso la macchina. Nessuno si è fatto male, grazie a Dio. Ma quella matrice non era mai destinata a sopportare quella densità di carico.
Allora dov’è il limite di spessore?
Non esiste un numero universale. Dipende dalla resistenza a trazione, dalla larghezza della matrice e dal fatto che tu stia piegando aerea o completamente. Questo è il punto. Il limite è determinato dalla fisica, non dalla regione. Un punzone pesante in stile americano a forza diretta potrebbe sopravvivere a carichi che sovraccaricherebbero un sistema di precisione più leggero. Un sistema premium a cambio rapido con innesto profondo e seduta ampia potrebbe superare entrambi. Il marchio non ti dice la sezione trasversale sotto carico.
Se non calcoli il tonnellaggio previsto per piede e non lo confronti sia con la capacità della macchina sia con la classificazione di carico degli utensili, stai indovinando.
E indovinare con un carico concentrato è il modo in cui l’acciaio temprato si trasforma in schegge.
Ora capovolgiamo la situazione.
Diciamo che i tuoi utensili resistono al tonnellaggio. Ottimo. Ma pesano 80 libbre per sezione e servono venti minuti per l’allineamento dopo ogni cambio.
Secondo te, a cosa interessa realmente la macchina?
Non importa che il tuo punzone sia rettificato a ±0,0004 pollici se il cambio richiede così tanto tempo da spingere gli operatori a tagliare angoli. Utensili pesanti ad alta capacità aumentano il rischio di sicurezza, il tempo di configurazione e la variabilità di allineamento sui morsetti manuali. Questo è un costo nascosto.
I sistemi moderni a cambio rapido — innesto della linguetta ampio, assistenza a molla, auto-posizionamento — riducono il tempo di cambio a meno di un minuto per segmento. Quella velocità non è un lusso. È coerenza. Meno movimentazione significa meno ammaccature, meno detriti tra linguetta e morsetto, minore variazione di altezza.
Ma ecco la tensione.
Gli utensili più pesanti significano spesso una maggiore capacità di carico. I segmenti di precisione più leggeri significano cambi più veloci e una migliore ripetibilità — fino a quando non si supera il loro limite di carico progettuale.
Quindi ora il tuo processo decisionale ha tre porte:
Se perdi la terza, la tua perfezione teorica muore in produzione.
Ecco la verifica della realtà: una piegatrice lavora solo alla velocità con cui riesci a far comportare i suoi utensili.
Ti serve un sistema. Non un tour del catalogo. Bene.
Domani mattina avvicinati al tuo scaffale degli utensili e non leggere le etichette. Ignora “Americano.” Ignora “Europeo.” Fingi che la vernice sia sparita e che i marchi siano stati levigati via. Chiediti solo tre cose:
Questo è il tuo audit. Tutto il resto è decorazione.
Ho visto un’officina scartare un’intera serie di 60 pezzi in acciaio inox perché l’operatore aveva sostituito un punzone a cambio rapido più leggero “poiché si adatta al morsetto.” Si adattava. Ma non sopportava il carico. Il punzone si è mosso, gli angoli sono derivati, i pezzi si sono impilati in modo errato e, quando qualcuno ha controllato, il pallet era da buttare. Non era un errore di stile. Era un errore di vincolo.
Non si elimina l’incertezza standardizzando su una regione. La si elimina standardizzando sulla fisica e documentandola in relazione alla tua macchina effettiva.
Allora, da dove si comincia?
Il tipo di macchina viene per primo. Meccanica, idraulica, elettrica — non applicano la forza allo stesso modo e non perdonano gli stessi errori.
Le idrauliche ti danno controllo e tempo di sosta. Le meccaniche colpiscono forte e veloce a fine corsa. Questo cambia il fatto che la battuta al fondo sia o meno una scelta sensata per la tua combinazione di lavorazioni. Se stai battendo a fondo su una pressa piegatrice meccanica vicino alla capacità, non stai “facendo produzione.” Stai giocando d’azzardo con il telaio.
Ora annota tre numeri fissi dal tuo manuale:
Questi sono fissi. Non si negoziano.
Successivamente, calcola la forza di piegatura prevista per i tuoi lavori tipici. Per la piegatura in aria dell’acciaio dolce, puoi stimare il tonnellaggio per piede con:
Tonnellate/piede ≈ (Resistenza a trazione del materiale × Spessore²) ÷ (8 × Apertura V)
E sì, quel 8 × T al denominatore è la nota regola della piegatura in aria — apertura V di circa 8 × spessore del materiale. Stringere la V e il tonnellaggio sale rapidamente. Passa alla piegatura in fondo e potresti vedere una forza da 2 a 3 volte quella della piegatura in aria, a seconda del materiale.
Esegui i calcoli per i tuoi cinque materiali e spessori principali. Niente ipotetici. Lavori reali.
Poi confronta:
Se anche solo uno di questi è inferiore alla richiesta del tuo lavoro, quell’utensile è escluso — non importa da quale regione provenga.
Non trascurare il peso dell’utensile. Alcuni sistemi a cambio rapido hanno soglie in cui segmenti leggeri vanno bene fino a una certa massa, poi richiedono bloccaggi a perno o morsetti diversi. Se il tuo segmento medio pesa 80 libbre e il tuo morsetto è a bullone manuale, il tempo di cambio diventa una variabile di sicurezza e allineamento — non un dettaglio di comodità.
Questo passaggio non è affascinante. È aritmetica.
Ma ecco la verità schietta: se non hai scritto il limite di tonnellaggio per piede della tua macchina sul muro sopra la pressa, non stai gestendo un sistema — stai gestendo del folklore.
Cosa fai con la pila di utensili che non superano la verifica matematica?
Hai soldi investiti in quel rastrelliere. Lo so. Ho firmato quegli ordini d’acquisto.
L’attrezzatura con fissaggio a bulloni in stile americano è più economica ed è ancora ovunque per una ragione. Per piegatura ad aria a bassa tonnellaggio in acciaio dolce, spesso è “abbastanza buona”. Il mercato non l’ha mantenuta viva per nostalgia.
Quindi la questione non è morale. È strutturale.
Se il tuo audit mostra che 80% del tuo lavoro è ben al di sotto dei limiti di carico di macchina e utensili, e i cambi di setup avvengono due volte per turno, strappare via tutto per un sistema di cambio rapido premium potrebbe non ripagare presto. In tal caso, mantieni gli utensili legacy per lavori a basso carico e rari cambi, etichettandoli chiaramente con lo spessore massimo approvato e il materiale.
Ma se cambi setup cinque volte per turno, lavori con lotti misti e sei vicino ai limiti di tonnellaggio, adattatori e bloccaggi ibridi diventano punti di attrito. Ogni adattatore aggiunge altezza alla pila. Ogni interfaccia aggiunge tolleranza. Ogni accumulo di tolleranze sposta un po’ la linea di piega.
Una volta ho visto una matrice crepata che si è ricollegata a una piastra adattatrice che non era posizionata in piano. Il percorso di carico non andava dritto nel banco — era inclinato. La spalla lo ha preso di lato. Crack. Quella crepa è costata più dell’aggiornamento che avevano rimandato.
I setup ibridi sono un ponte. Non una casa.
Se il tuo mix di lavori richiede regolarmente velocità, ripetibilità e alto tonnellaggio, consolidare su un unico robusto standard di bloccaggio semplifica la formazione, riduce errori di posizionamento e taglia i tempi di allineamento. Non è fedeltà al marchio. È ridurre le variabili in un sistema di forze.
Quindi la vera domanda diventa: quale problema sta realmente risolvendo ogni utensile nel tuo rastrelliere?
Questa è la lente che voglio che tu mantenga.
Ogni punzone e matrice esiste per gestire uno dei tre vincoli:
Una matrice a spalla larga con profonda impegno risolve la distribuzione del carico. Un punzone a collo d’oca stretto risolve il problema della distanza per il flange. Un tang di precisione molato, auto-posizionante, risolve la deriva di allineamento durante frequenti cambi.
Nessuno di questi è un tratto regionale. Sono soluzioni meccaniche.
Quando valuti un utensile, non chiedere, “È americano o europeo?” Chiedi, “È qui perché ho bisogno di più area della sezione trasversale sotto carico, più spazio di gola o un cambio più veloce e sicuro?”
Quella domanda riorganizza mentalmente il tuo rastrelliere.
Ora il tuo audit diventa una matrice:
Qualsiasi cosa che non guadagni chiaramente un posto in quella matrice è peso morto — o peggio, una trappola in attesa dell’operatore sbagliato nel giorno sbagliato.
Ed ecco la parte che la maggior parte delle persone si perde.
Quando smetti di ordinare gli utensili per regione e inizi a ordinarli per vincolo, puoi vedere i vuoti. Potresti renderti conto che una matrice pesante, ad alto carico può sostituirne tre più leggere. Oppure che un punzone segmentato a cambio rapido elimina ore di allineamento a settimana. O che una matrice speciale per bordatura guadagna spazio nel rack solo perché impedisce picchi di tonnellaggio 3× sul tuo lavoro in acciaio inox spesso.
Non è consolidamento fine a sé stesso.
È allineare acciaio, forza e mani umane in un unico sistema coerente.
Porta avanti questo concetto: l’utensile giusto non è quello con il passaporto giusto — è quello che risolve il limite fisico esatto che la tua macchina e il tuo lavoro impongono, con il minor numero possibile di variabili aggiuntive.
Secondo te, a cosa interessa realmente la macchina?


















