

Bulan lalu saya melihat seorang operator baru berjuang dengan sebuah punch selama dua puluh menit karena si salesman berkata padanya, “Itu gaya Amerika — pasti pas.” Bagian tang masuk. Baut dikencangkan. Ram turun.
Bagian itu tetap cembung di tengah dan terbuka di ujungnya.
Dia terus menyalahkan programnya. Saya terus memperhatikan alat bergeser di bawah beban. Menurut Anda, apakah mesin benar-benar peduli soal itu?
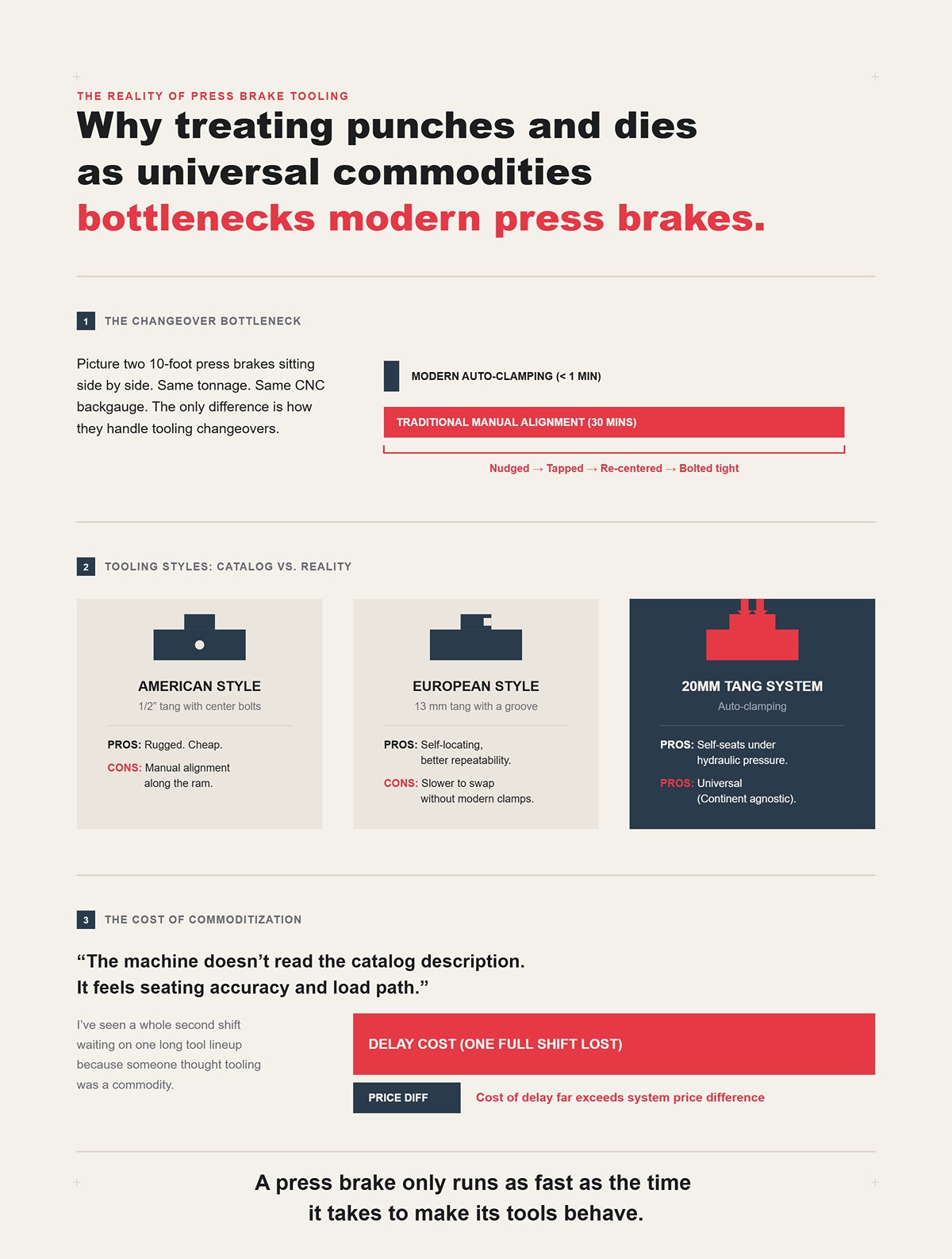
Bayangkan dua press brake sepanjang 10 kaki berdiri berdampingan. Daya tekan sama. Backgauge CNC sama. Yang satu mengganti alat dalam waktu kurang dari semenit; yang lain memakan waktu setengah jam setiap kali ganti alat karena punch harus disesuaikan, diketuk, disenter ulang, dan dibaut rapat sepanjang balok.
Keduanya diberi label berdasarkan “wilayah.”
Tang gaya Amerika dengan baut tengah? Tangguh. Murah. Populer dengan tang setengah inci. Tapi setiap bagiannya harus disejajarkan secara manual di sepanjang ram. Tang gaya Eropa 13 mm dengan alur? Lebih mudah menyetel sendiri, pengulangan hasil lebih baik, tapi pergantian lebih lambat kecuali sistem penjepitnya modern. Lalu ada sistem tang 20 mm dengan penjepit otomatis yang mengunci sendiri di bawah tekanan hidrolik — sistem ini tidak peduli Anda ada di benua mana.
Mesin tidak membaca deskripsi katalog. Mesin merasakan akurasi dudukan dan jalur beban.
Sebut saja gaya Amerika. Sebut saja gaya Eropa. Jika permukaan penjepitnya sempit dan dudukannya bergantung pada seberapa siku Anda mengencangkan baut, “gaya” Anda baru saja menjadi hambatan. Saya pernah melihat satu shift penuh menunggu satu susunan alat panjang karena seseorang menganggap perkakas hanyalah komoditas — keterlambatan itu biayanya lebih mahal daripada selisih harga antar sistem.
Dan inilah kenyataannya: press brake hanya bisa bekerja secepat waktu yang dibutuhkan untuk membuat alatnya berfungsi dengan benar.
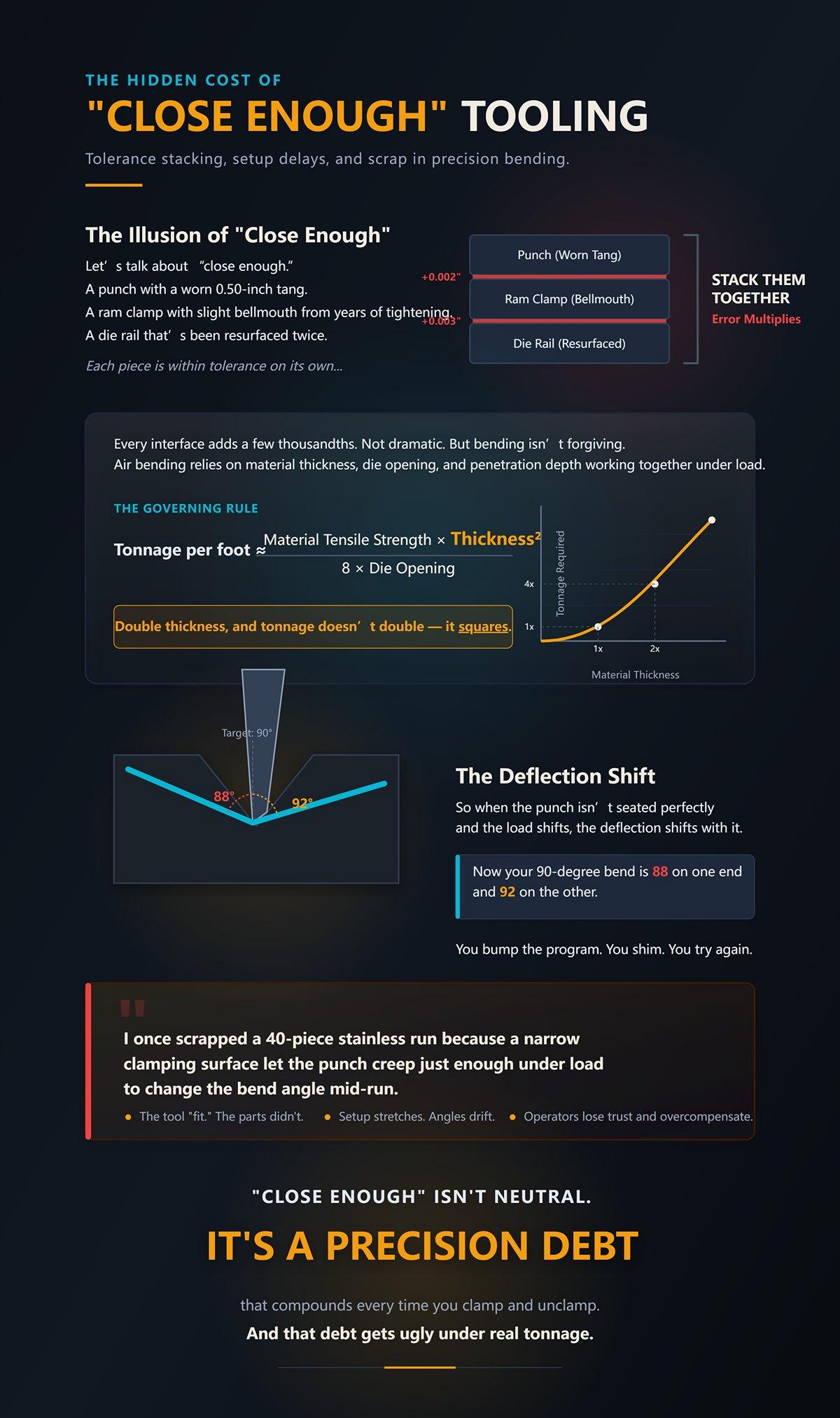
Mari kita bicarakan tentang “cukup pas.”
Sebuah punch dengan tang aus 0,50 inci. Penjepit ram dengan mulut lonceng sedikit akibat bertahun-tahun dikencangkan. Rel die yang telah dua kali dipermukaan ulang. Setiap bagian masih dalam batas toleransi masing-masing.
Satukan semuanya.
Setiap antarmuka menambah beberapa ribu milimeter. Tidak dramatis. Tapi proses bending tidak memaafkan. Air bending bergantung pada ketebalan material, bukaan die, dan kedalaman penetrasi yang bekerja bersama di bawah beban — dan gaya naik dengan cepat. Aturan lama yang Anda pelajari masih berlaku: Tonnage per kaki ≈ (Kekuatan Tarik Material × Ketebalan²) ÷ (8 × Bukaan Die). Gandakan ketebalan, dan tonase tidak hanya menjadi dua kali lipat — tapi menjadi pangkat dua.
Jadi ketika punch tidak duduk dengan sempurna dan beban bergeser, defleksi ikut bergeser. Sekarang sudut tekukan Anda 90 derajat di satu sisi menjadi 88 di satu sisi dan 92 di sisi lainnya. Anda ubah program. Anda menambahkan shim. Anda mencoba lagi.
Saya pernah membuang 40 buah bahan stainless karena permukaan penjepit yang sempit membuat punch bergeser sedikit di bawah beban hingga mengubah sudut tekukan di tengah produksi. Alatnya “pas.” Tapi bagiannya tidak.
Pengaturan meregang. Sudut melayang. Operator kehilangan kepercayaan pada mesin dan mulai melakukan kompensasi berlebihan.
“Cukup dekat” bukanlah netral. Itu adalah utang presisi yang bertambah setiap kali Anda menjepit dan melepas.
Dan utang itu menjadi buruk di bawah tonase nyata.

Anda mengeluarkan uang serius untuk rem CNC baru. Sistem crowning. Pengukuran sudut laser. Penjepit hidrolik yang dinilai untuk kapasitas penuh.
Lalu Anda memasang alat sektoral berusia dua puluh tahun karena mereka “standar Amerika” dan masih dapat digunakan.
Ram akurat hingga mikron. Penjepit menerapkan tekanan yang merata. Tetapi geometri tang masih seperti dulu — dudukan sempit, penyelarasan manual, area kontak kecil. Presisi masuk di bagian atas tumpukan dan bocor di antarmuka.
Seperti memasang mesin balap ke poros penggerak dengan kelonggaran pada spline. Tenaga kuda ada. Kontrol tidak.
Sistem tang 20 mm modern dengan mekanika self-seating tidak menjadi umum karena faktor geografis. Mereka menang karena mendistribusikan beban ke lebih banyak area permukaan dan menghilangkan kesalahan penyelarasan manusia. Tombol pegas untuk alat ringan. Pin untuk alat berat. Penjepit hidrolik yang menarik alat ke dudukan yang dapat diulang setiap kali. Itu adalah fisika yang menyelesaikan masalah, bukan pemasaran yang menyelesaikan konvensi penamaan.
Jika rem baru Anda masih bergantung pada Anda untuk mengetuk punch ke posisi dengan palu mati, Anda tidak meng-upgrade sistemnya — Anda hanya meng-upgrade setengahnya.
Dan inilah pergeseran yang saya butuhkan Anda lakukan: berhenti bertanya di mana alat dirancang, dan mulailah bertanya bagaimana beban bergerak dari ram ke punch ke material ke die.
Karena baja tidak peduli apa yang Anda sebut.
Anda berdiri di depan lembar spesifikasi. Tertulis Amerika. Tertulis Eropa. Tertulis kompatibel Wila.
Anda ingin tahu: ukuran apa yang sebenarnya memberi tahu saya jika ini akan membengkokkan bagian lurus sepanjang hari tanpa diawasi?
Mulailah dengan tiga angka: ketebalan tang, lebar permukaan duduk, dan beban yang dinilai per kaki. Lalu lihat bagaimana penjepit menarik alat ke posisi — tekanan baut, aksi baji, tarikan hidrolik. Itulah jalur beban. Itulah kemampuan pengulangan.
Memilih berdasarkan wilayah seperti membeli mesin berdasarkan warna penutup katup. Lencana itu kosmetik. Kurva torsi itu mekanis.
Mari kita pecahkan empat sistem sebagaimana baja merasakannya — berdasarkan bagaimana mereka duduk, bagaimana mereka membawa tonase, dan bagaimana mereka berperilaku setelah seratus kali pergantian alat.
Saya telah memasang bermil-mil tooling tang 0,50 inci dalam hidup saya. Masukkan tang ke dalam slot. Kencangkan baut tengah. Ketuk bagian dengan palu mati sampai sejajar dengan tetangganya. Bergerak menyusuri balok. Ulangi.
Itu berfungsi. Itulah sebabnya masih ada di mana-mana.
Tapi lihat antarmukanya. Tangkai setengah inci. Permukaan tumpuan sempit. Penyelarasan dilakukan oleh mata operator dan usaha manual. Klem mendorong lurus ke dalam; tidak menyelaraskan diri sendiri. Setiap pergantian alat adalah sedikit negosiasi antara baja dan penilaian manusia.
Sekarang bandingkan peralatan Amerika yang di-planing versus yang digiling presisi. Alat yang di-planing diproses sesuai ukuran tetapi tidak digiling akhir sepanjang panjangnya. Anda akan melihat sedikit variasi dari satu bagian ke bagian lain — beberapa ribuan inci di sini, beberapa di sana. Pada bagian pendek, mungkin tidak terlihat. Pada jalur 10 kaki, ribuan itu akan bertambah.
Peralatan Amerika yang digiling presisi memperketat variasi tersebut. Hasil permukaan lebih baik. Bagian lebih lurus. Tinggi lebih konsisten di sepanjang balok.
Namun geometri tangkai tidak berubah.
Saat diberi beban, klem masih menekan area kontak yang relatif kecil. Ketika tonase naik — material lebih tebal, V-die lebih sempit — defleksi terkonsentrasi pada antarmuka itu. Jika tumpuan tidak benar-benar persegi, punch bisa bergeser mikro sebelum beban penuh menetap.
Pernah saya melihat sebuah die retak keluar dari brake karena punch tidak sepenuhnya duduk di salah satu ujung. Pelat berat, mendekati kapasitas. Beban bergerak ke sisi tinggi, membebani bahu die secara berlebihan, dan membelahnya bersih. Peralatan tersebut tidak “salah.” Antarmukanya saja yang tidak memaafkan.
Jadi kapan kuda kerja menjadi liabilitas? Ketika panjang bagian memperbesar variasi antar-bagian, ketika tonase mendekati batas atas, atau ketika Anda mengganti alat beberapa kali per shift dan mengharapkan repeatability dalam mikron dari sistem yang bergantung pada penyelarasan manual.
Peralatan Amerika tidak usang. Ia jujur. Ia memberi Anda tepat sebanyak presisi yang dihasilkan oleh disiplin setup Anda.
Dorong melampaui itu, dan ia akan mengenakan bunga.
Sekarang ambil tangkai 13 mm dengan alur belakang. Geser ke dalam klem yang cocok. Saat klem menutup, ia menarik alat ke atas dan ke belakang ke tumpuan yang telah ditentukan. Anda tidak perlu mengetuknya untuk sejajar — geometrinya yang melakukan itu untuk Anda.
Itulah keunggulan gaya Promecam: pelokalan mekanis otomatis.
Waktu pergantian berkurang karena waktu penyelarasan berkurang. Yang lebih penting, repeatability tumpuan membaik karena klem memberikan gaya di sepanjang permukaan miring yang mendorong alat ke posisi yang sama setiap siklus.
Inilah komprominya.
Tangkai tersebut lebih ramping daripada sistem heavy-duty 20 mm. Area kontak lebih kecil. Sistem ini biasanya diberi peringkat untuk pekerjaan tonase ringan hingga sedang kecuali dipasangkan dengan pemegang yang diperkuat. Anda tetap bisa menjalankan pekerjaan serius dengan itu — tetapi Anda harus menghormati grafik beban.
Dan ingat sesuatu tentang air bending: radius dalam ditentukan terutama oleh bukaan die, bukan profil punch. Jika Anda melakukan air bending baja lunak pada radius punch 1T — radius ujung kira-kira sama dengan ketebalan material — konsistensi sudut Anda lebih bergantung pada kedalaman penetrasi yang konsisten dan lebar die daripada bentuk punch yang eksotis.
Jadi apa menurut Anda yang sebenarnya dianggap penting oleh mesin?
Mesin peduli agar punch duduk dengan cara yang sama setiap kali sehingga kedalaman penetrasi menghasilkan sudut yang dapat diprediksi. Geometri self-centering membantu itu. Tetapi jika Anda membebani tangkai melampaui tonase per kaki yang telah ditetapkan, fitur self-centering tidak akan menyelamatkan Anda dari deformasi elastis pada pemegang.
Gaya Eropa unggul di lingkungan tonase sedang dengan variasi tinggi di mana penyelarasan yang dapat diulang dan pergantian cepat lebih penting daripada kapasitas murni. Abaikan batas berat, dan Anda meminta antarmuka ramping untuk berperilaku seperti yang berat.
Baja tidak akan bernegosiasi dengan jadwalmu.
Saat pertama kali kamu menggunakan tang 20 mm dengan penjepit hidrolik, rasanya berbeda. Kamu mengangkat alat. Ia mengait. Penjepit menutup. Sistem menarik alat ke permukaan referensi yang dikeraskan di seluruh area kontak yang luas.
Tidak ada ketukan. Tidak ada ganjalan. Tidak ada tebak‑tebakan.
Bagian ringan sering menggunakan tombol pegas untuk penempatan cepat; bagian yang lebih berat beralih ke mekanisme penguncian pin. Geometri sama, metode penahan berbeda tergantung pada beratnya. Detail itu penting — karena keunggulan kecepatan paling besar ketika kamu berulang kali menangani perkakas ringan yang bersifat modular.
Secara mekanis, tang 20 mm meningkatkan permukaan bantalan antara alat dan ram. Semakin luas area kontak, semakin rendah tegangan kontak untuk beban yang sama. Di bawah tekanan tinggi per kaki, hal itu berarti deformasi lokal yang lebih kecil dan kemampuan pengulangan jangka panjang yang lebih baik.
Jadi, apakah kecepatan pengaturan sebanding dengan harganya?
Jika kamu mengganti alat sekali sehari, mungkin tidak. Jika kamu menjalankan batch pendek — katakanlah lima hingga sepuluh pengaturan per shift — dan setiap penyelarasan manual tradisional memakan waktu lima belas menit, kamu membuang lebih dari satu jam setiap hari hanya untuk membuat alat mau bekerja.
Dan inilah kenyataannya: press brake hanya bisa bekerja secepat waktu yang dibutuhkan untuk membuat alatnya berfungsi dengan benar.
Premiumnya bukan soal lokasi geografis. Ini tentang membeli kembali waktu pengaturan dan melindungi presisi antarmuka di bawah beban. Untuk bengkel volume menengah dengan variasi tinggi, perhitungannya sering berpihak pada tang yang lebih lebar dan sistem tarikan hidrolik. Untuk pekerjaan panjang yang stabil, keuntungannya menyusut.
Kecepatan hanya menguntungkan bila kamu benar‑benar melakukan perubahan.
Saya pernah melihat bengkel memesan perkakas premium yang bisa menyesuaikan sendiri — lalu memasangnya ke penjepit manual lama yang dirancang untuk tang lurus 0,50 inci. Mereka membuatnya “pas” dengan adaptor.
Adaptor mengubah jalur beban.
Penjepit manual memberikan tekanan titik di tempat baut berada. Penjepit hidrolik mendistribusikan gaya secara merata di sepanjang balok. Sistem pneumatik berada di antara keduanya — lebih cepat daripada manual, biasanya dengan gaya lebih kecil daripada hidrolik.
Jika mesinmu memiliki penjepitan manual, setiap pergantian alat memperkenalkan kembali kesalahan penyelarasan manusia, tidak peduli seberapa canggih geometri tang‑nya. Jika memiliki penjepitan hidrolik yang dirancang untuk tonase penuh, menjalankan perkakas sempit yang kurang didukung berarti kapasitas terbuang dan tekanan antarmuka meningkat.
Sistem penjepitanmu menentukan perkakas apa yang dapat kamu jalankan secara aman dan berulang jauh sebelum anggaranmu ikut menentukan.
Saya pernah membuang pekerjaan aluminium mendesak karena tumpukan adaptor menimbulkan cukup lenturan sehingga pembacaan sudut bergeser di tengah proses. Kami mengejar programnya selama satu jam sebelum melacak kembali ke antarmuka penjepit. Katalog perkakas tampak kompatibel. Jalur bebannya tidak.
Penjepit manual lebih cocok untuk geometri yang kuat dan toleran. Penjepit hidrolik membuka sistem presisi yang bergantung pada gaya tarikan yang konsisten. Sistem pneumatik menuntut kamu memeriksa baik kecepatan maupun peringkat gaya sebelum menganggap dapat dipertukarkan.
Inilah titik di mana label regional sama sekali tidak relevan lagi.
Pertanyaannya bukan Amerika atau Eropa. Pertanyaannya adalah: bagaimana alat ditarik ke dudukannya, seberapa luas area kontaknya, dan pada tonase per kaki berapa?
Jawab itu, dan setengah dari kesalahan pembelian akan hilang.
Abaikan itu, dan Anda akan terus menyalahkan CNC atas apa yang dilakukan antarmuka dengan jelas di depan mata.
| Bagian | Konten |
|---|---|
| Judul | Penjepitan Manual vs. Hidrolik vs. Pneumatik: Bagaimana sistem penjepitan mesinmu langsung mendiskualifikasi seluruh kategori perkakas |
| Pengamatan Inti | Bengkel sering memesan perkakas premium dengan kemampuan self-seating dan memasangnya ke dalam penjepit manual lama yang dirancang untuk tang lurus 0,50 inci, menggunakan adaptor agar pas. |
| Prinsip Utama | Adaptor mengubah jalur beban. |
| Penjepitan Manual | Menerapkan tekanan titik di tempat baut berada. Mengembalikan kesalahan penyelarasan manusia di setiap pergantian alat, terlepas dari geometri tang. Mengutamakan geometri yang kokoh dan mudah disesuaikan. |
| Penjepitan Hidraulik | Mendistribusikan gaya secara merata di sepanjang balok. Saat diberi nilai tonase penuh, menggunakan perkakas yang sempit atau kurang ditopang membuang kapasitas dan meningkatkan tekanan antarmuka. Membuka sistem presisi yang bergantung pada gaya tarik yang konsisten. |
| Penjepitan Pneumatik | Berada di antara sistem manual dan hidraulik. Lebih cepat daripada manual, biasanya dengan gaya lebih kecil dibanding hidraulik. Membutuhkan verifikasi terhadap kecepatan dan nilai gaya sebelum mengasumsikan kesetaraan penggunaan. |
| Wawasan Praktis | Sistem penjepitan menentukan perkakas apa yang dapat dijalankan dengan aman dan berulang sebelum pertimbangan anggaran dilakukan. |
| Contoh Dunia Nyata | Sebuah pekerjaan darurat aluminium dibatalkan karena tumpukan adaptor menyebabkan lenturan, menimbulkan penyimpangan sudut di tengah proses. Masalahnya dilacak kembali ke antarmuka penjepit, bukan programnya. Katalog perkakas tampak kompatibel, tetapi jalur beban tidak sesuai. |
| Pertanyaan Kritis | Bukan soal perkakas Amerika vs. Eropa — tetapi bagaimana alat ditarik ke dudukannya, seberapa luas area permukaan yang digunakan, dan berapa tonase per kaki. |
| Kesimpulan | Menjawab pertanyaan antarmuka ini mencegah banyak kesalahan pembelian. Mengabaikannya mengarah pada menyalahkan CNC atas masalah yang disebabkan oleh antarmuka penjepitan. |
Bayangkan ini: baja lunak 0,125 inci, panjang 10 kaki, tekukan 90 derajat. Anda memiliki rem hidraulik 175 ton. Rak die menawarkan V 0,75 inci dan V 1,0 inci.
Mana yang membuat Anda terhindar dari masalah?
Mulailah dengan Rule of 8: V = 8 × T. Untuk material setebal 0,125 inci, itu berarti V sebesar 1,0 inci. Bukan karena Eropa yang menetapkan demikian. Bukan karena Amerika lebih menyukai sesuatu yang lebih kokoh. Melainkan karena pada delapan kali ketebalan, material dapat membentuk radius bagian dalam yang dapat diprediksi—sekitar 0,16 inci pada baja lunak—dan tonase per kaki tetap berada dalam kisaran yang dirancang untuk mesin dan perkakas Anda.
Pengali itu bukan sekadar cerita lama. Itu adalah titik engsel antara geometri dan gaya. Menyimpang darinya, jalur beban akan berubah dengan cara yang pasti akan dirasakan oleh ram, bahu cetakan, dan penjepit Anda.
Baja tidak akan bernegosiasi dengan jadwalmu.
Mari kita jalankan perhitungannya alih-alih berdebat tentang merek.
Untuk pembengkokan udara pada baja lunak dengan kekuatan tarik 60.000 PSI, tonase per kaki secara kasar berbanding lurus dengan T² / V. Potong bukaan V menjadi setengah dan Anda hampir menggandakan tonase yang diperlukan. Material sama. Ketebalan sama. Hanya V yang lebih sempit.
Jadi jika lembaran 0,125 inci Anda berubah dari V 1,0 inci menjadi V 0,75 inci karena “kami butuh radius yang lebih rapat,” tonase per kaki Anda melonjak tajam. Bukan dengan sopan, tapi dengan keras.
Sekarang kalikan itu pada sepanjang 10 kaki.
Pada press hidrolik dengan penurunan terkoordinasi, permintaan ekstra tersebut muncul sebagai tekanan hidrolik yang lebih tinggi, lebih banyak defleksi ram di titik tengah, dan beban yang lebih terkonsentrasi di bahu cetakan. Rangka mesin tidak peduli apa yang dikatakan katalog perkakas tentang cetakan tersebut. Ia peduli pada momen lentur.
Apa yang menurut Anda sebenarnya diperhatikan oleh mesin?
Mesin peduli bahwa kurva gaya tetap berada di dalam kapasitas yang ditetapkan—baik total tonase maupun tonase per kaki. Rem elektrik bahkan lebih tidak memaafkan; mereka sering membatasi gaya puncak lebih rendah daripada mesin hidrolik yang sebanding. Pilihan cetakan yang “baik-baik saja” pada unit hidrolik 200 ton dapat membuat penggerak elektrik berhenti di bagian bawah langkah kerja.
Dan jika Anda beralih dari pembengkokan udara ke pembengkokan dasar di tengah pekerjaan tanpa menghitung ulang?
Pembengkokan dasar dapat membutuhkan 3–5× tonase dari pembengkokan udara karena material dipaksa bersentuhan penuh dengan sisi cetakan. Kontak itu melipatgandakan resistansi. Saya pernah melihat kru menjalankan pekerjaan dengan aman menggunakan pembengkokan udara, lalu membengkokkan flensa terakhir sampai dasar “untuk mempertajamnya.” Cetakan retak di sepanjang radius bahu. Satu suara keras. Pekerjaan selesai.
Inilah kenyataan pahitnya: abaikan V = 8 × T, dan tonase tidak naik secara linear—melainkan melonjak ke bagian bagan beban yang tidak pernah Anda maksudkan untuk capai.
Anda menginginkan radius dalam yang lebih ketat daripada pembengkokan udara pada cetakan 8×. Wajar saja.
Pembengkokan udara membentuk radius terutama dari lebar cetakan dan sifat material. Dengan V = 8 × T, baja lunak memberi Anda sekitar 16% dari V sebagai radius dalam. Itu dapat diprediksi. Dapat diulang. Dapat disesuaikan dengan kedalaman penetrasi.
Bottoming berbeda. Anda memaksa lembaran untuk mengikuti radius ujung punch dan sudut cetakan. Itu adalah deformasi plastik di lebih banyak bagian penampang. Lebih banyak kontak. Lebih banyak gesekan. Lebih banyak tonase.
Bisakah Anda “mengakali” aturan dengan bottoming pada cetakan yang lebih sempit untuk mendapatkan radius tajam?
Secara mekanis, ya. Secara praktis, Anda menukar kontrol geometris dengan peningkatan gaya. Mesin sekarang harus memberikan beban yang cukup untuk mengatasi kekuatan tarik dan kontak penuh pada sisi cetakan. Jika antarmuka perkakas Anda—tang, penjepit, holder—dipilih untuk beban pembengkokan udara, Anda baru saja mengubah rezim tegangan tanpa mengubah perangkat keras.
Begitulah cara suku cadang menjadi rongsokan.
Dan ini bagian yang halus: pembengkokan udara memungkinkan Anda mengoreksi sudut dengan kedalaman stroke karena Anda tidak berada pada kontak penuh material-cetakan. Bottoming menghilangkan bantalan itu. Jendela penyesuaian Anda menyempit. Defleksi ram menjadi lebih penting. Pengaturan crowning menjadi lebih penting. Keausan perkakas terlihat lebih cepat.
Jadi ya, Anda bisa mengakali aturan.
Namun Anda sebaiknya menghitung ulang beban dan memastikan sistem penjepit serta rating cetakan Anda dibangun untuk jalur gaya baru itu, atau Anda membengkokkan dengan kapasitas pinjaman.
Sekarang ambil ketebalan yang sama 0,125 inci—tetapi ganti dari baja lunak 60.000 PSI menjadi paduan 4140 150.000 PSI.
Geometri Anda tidak berubah. Bukaan V Anda tidak berubah. Ketebalan Anda tidak berubah.
Kebutuhan tonase Anda baru saja dikalikan dengan (150,000 / 60,000) = 2.5.
Itu bukan kesalahan pembulatan. Itu mesin baru, kadang-kadang.
Bagan tonase umum mengasumsikan baseline 60.000 PSI. Faktor koreksi sederhana: Tonase Disesuaikan = Tonase Dasar × (Kekuatan Tarik Aktual / 60.000). Dengan baja berkekuatan tarik tinggi, faktor itu dapat menggandakan atau melipat tiga kebutuhan gaya Anda.
Sekarang tanyakan pada diri Anda: apakah V = 8 × T masih “berfungsi”?
Secara geometris, ya—itu masih memberikan titik awal yang masuk akal untuk mengontrol radius dalam pembengkokan udara. Secara mekanis, beban yang diimplikasikan mungkin melebihi peringkat tonase per kaki pada cetakan Anda atau kapasitas mesin Anda, terutama pada rem listrik dengan gaya puncak yang lebih rendah.
Inilah saat label regional sepenuhnya gagal. Sebuah tang 20 mm, tang 0,50 inci, penjepit hidraulik, penjepit manual—tidak ada satupun dari itu yang akan membantu jika kekuatan tarik material mendorong tonase yang dibutuhkan melebihi apa yang dapat ditanggung oleh antarmuka tanpa deformasi.
Anda tidak meninggalkan Aturan 8 karena itu salah.
Anda meninggalkan kesetiaan buta terhadapnya karena kekuatan material mengubah sisi gaya dari persamaan, dan gaya adalah yang meretakkan cetakan serta meregangkan pengikat.
Dan inilah kenyataan: jika Anda tidak menyesuaikan kekuatan tarik sebelum memuat mesin, koreksi itu tetap akan terjadi—melalui defleksi, alarm kelebihan beban, atau perkakas yang rusak.
Anda telah menghitung ulang tonase karena Anda harus mengambil langkah mundur dari V = 8 × T. Bagus. Sekarang Anda menatap kotak dalam dengan flensa balik setinggi 3 inci dan mengajukan pertanyaan nyata: jika lebar cetakan terkunci karena batas gaya, bagaimana saya menjaga agar punch tidak menabrak bagian saya sendiri sebelum mencapai sudut?
Saya menyaksikan seorang anak menjalankan pelat mild steel 10-gauge ke punch lurus pada saluran sedalam 4 inci karena “radiusnya tepat.” Dua tekukan pertama bagus. Pada yang ketiga, flensa balik menyentuh badan punch pada sekitar 60 derajat. Dia tidak melihatnya. Ram tetap turun. Flensa melengkung, punch terkelupas di bahu, dan kami membuang semua bagiannya. Satu pilihan profil yang buruk. Ribuan hilang.
Jika profil punch Anda tidak secara fisik membersihkan geometri yang Anda buat, rem akan dengan senang hati mendorong baja ke baja sampai sesuatu yang mahal rusak.
Jadi berhentilah berpikir dalam nama merek dan mulailah merekayasa balik jalur yang dilalui bagian Anda di sekitar punch.
Pasang punch lurus dan punch leher angsa berdampingan di atas meja. Radius ujung sama. Sudut sama. Yang satu memiliki tangkai besar yang turun lurus; yang lainnya melengkung ke belakang untuk menciptakan kelonggaran tenggorokan.
Batang pengikat masuk.
Keduanya akan terjepit. Keduanya akan mencapai peringkat tonase yang sama jika material dan cetakan tidak berubah. Namun hanya satu yang memberi ruang bagi flensa balik untuk berayun melewati 90 derajat tanpa menabrak badan punch.
Inilah mekanismenya. Selama pembengkokan udara, lembaran berputar di sekitar bahu cetakan sambil melilit ujung punch. Saat sudut menutup dari 30 ke 90 derajat dan lebih, flensa yang sebelumnya terbentuk berputar ke atas. Semakin dalam kotak dan semakin panjang flensa, semakin jauh flensa itu bergerak menuju massa vertikal punch.
Tabrakan bukan tentang radius. Ini tentang ruang gerak.
Anda bisa menggambarnya. Ambil panjang flensa Anda (F) dan kedalaman kotak (D). Saat Anda mendekati 90 derajat, tepi luar flensa tersebut menggambarkan busur kira-kira sebesar F di sekitar pusat ujung punch. Jika badan punch masuk ke dalam ruang lingkup busur itu sebelum Anda mencapai sudut target ditambah kompensasi pegas balik, maka selesai sudah.
Punch lurus mungkin mampu melewati flensa 1 inci pada wadah dangkal. Coba flensa 3 inci pada kotak sedalam 4 inci dan Anda akan mengenai baja dengan baja sebelum 80 derajat. Punch leher angsa, dengan tenggorokan yang dilonggarkan, menggeser massa punch ke belakang, memberi kelonggaran tanpa mengubah lebar cetakan atau tonase.
Apa yang menurut Anda sebenarnya diperhatikan oleh mesin?
Bukan pada kata “leher angsa.” Yang penting adalah jalur beban Anda tetap aksial dan Anda tidak memperkenalkan beban samping akibat tabrakan yang memutar ram dan menghantam pengarah. Tabrakan saat rotasi menciptakan gaya asimetris. Begitulah cara Anda mulai mengejar variasi sudut di sepanjang meja.
Pilih profil yang menjaga geometri tetap jelas pada rotasi penuh serta efek springback. Yang lainnya hanya kesia-siaan.
Sekarang kita masuk ke kesalahan yang bahkan sering dilakukan oleh orang-orang berpengalaman.
Pada pembengkokan udara (air bending), jari-jari dalam akhir terutama dipengaruhi oleh pembukaan die dan perilaku material, bukan oleh jari-jari ujung punch. Dengan baja lunak dan pengaturan standar, jari-jari dalam biasanya berada di sekitar 15–20% dari V. Itulah fisika die.
Namun, jika Anda memilih punch dengan jari-jari ujung yang lebih kecil dari jari-jari “alami” pembengkokan udara tersebut dan kemudian mendorong cukup dalam hingga lembaran menempel rapat pada ujung itu, Anda baru saja berpindah dari pembengkokan udara menuju bottoming—atau bahkan lebih buruk, coining—tanpa menyadarinya.
JEELIX menjelaskannya dengan jelas: pembengkokan udara menggunakan tonase paling kecil dan memiliki variasi springback terbesar; bottoming meningkatkan kontak dan tonase; coining membutuhkan tonase tertinggi dengan springback minimal dan hampir tanpa fleksibilitas.
Mekanisme itu penting. Dalam pembengkokan udara, kontak terjadi di tiga titik: ujung punch dan dua bahu die. Dalam bottoming, lembaran menyentuh sisi miring die. Dalam coining, Anda secara plastis menekan material pada jari-jari ujung.
Yang terakhir itu meningkatkan gaya secara drastis.
Bayangkan baja tahan karat 304 tebal 0,125 inci di atas sebuah die yang dipilih untuk pembengkokan udara sesuai batas beban mesin Anda per kaki. Anda menghitung tonase untuk pembengkokan udara dan tetap aman. Namun Anda memasang punch tajam dan menekan hingga jari-jari dalam secara visual sama dengan ujung punch. Anda telah meningkatkan area kontak dan zona deformasi plastis. Kebutuhan tonase Anda baru saja naik mendekati nilai bottoming—sering kali 3× lipat dari pembengkokan udara.
Saya pernah melihat bahu die retak akibat tindakan yang persis seperti itu pada baja tahan karat. Operator bersikeras bahwa ia melakukan pembengkokan udara. Pola aus mengilap pada sisi die berkata sebaliknya.
Jika jari-jari ujung punch Anda lebih kecil dari jari-jari yang ingin dibentuk oleh die, Anda tidak sedang “mendapatkan tekukan yang lebih rapat.” Anda sedang meningkatkan gaya dan mengurangi kemampuan penyesuaian.
Dan inilah kenyataannya: coining yang tidak disengaja tidak muncul di lembar pengaturan—tapi muncul sebagai alarm kelebihan beban atau perkakas yang rusak.
Sekarang bayangkan sebuah bagian sepanjang 6 kaki dengan empat panjang flange berbeda, dua takikan pelepas, dan satu lekukan di tengah. Anda bisa menjalankannya dengan punch penuh standar—jika Anda rela melepas perkakas setiap kali ada halangan dan melakukan penyetelan ulang tiap kali.
Atau Anda bisa membangunnya dari bagian-bagian tersegmentasi yang memungkinkan Anda menghindari fitur tersebut tanpa pembongkaran total.
Pada sistem penjepit cepat modern—gaya tang lebar 20 mm dengan auto-seating dan pegas bantuan sekitar 27 pon per segmen—Anda bisa menukar segmen dalam hitungan detik dan mempertahankan posisi vertikal yang konsisten. Pada sistem baut manual yang lebih lama, terutama gaya tang sempit, setiap pergantian berisiko menyebabkan sedikit variasi tinggi kecuali Anda sangat teliti. Itu bukan masalah merek. Itu masalah luas permukaan penjepit dan konsistensi pengulangan.
Inilah komprominya.
Perkakas penuh standar itu kaku dan sederhana. Lebih sedikit sambungan. Lebih sedikit toleransi tumpukan. Bagus untuk pekerjaan lurus dan berulang.
Perkakas tersegmentasi memperkenalkan lebih banyak antarmuka—tetapi memberikan kebebasan geometris. Anda dapat menyusun panjangnya untuk menghindari tab, menggunakan punch sebagian panjang untuk flange internal, dan menghindari benturan yang sebaliknya akan memaksakan kompromi profil.
Fleksibilitas menang saat geometri kompleks—selama sistem penjepit Anda mempertahankan keselarasan segmen secara presisi di bawah beban. Jika penjepit memungkinkan alat bergeser atau tidak duduk konsisten setelah pergantian, “fleksibilitas” Anda berubah menjadi variasi sudut dan pengerjaan ulang.
Saya pernah membatalkan produksi kecil aluminium karena perkakas tersegmentasi pada penjepit manual yang aus bergeser turun beberapa seperseribu inci di sepanjang meja setelah beberapa kali pergantian. Sudut-sudutnya berubah. Kami mengejarnya sepanjang sore.
Perkakas tersegmentasi bukanlah masalahnya. Mekanisme penjepitan yang tidak terkendali itulah masalahnya.
Dan inilah kenyataannya: press brake hanya bisa bekerja secepat waktu yang dibutuhkan untuk membuat alatnya berfungsi dengan benar.
Sekarang Anda telah melihat bahwa lebar cetakan adalah keputusan gaya, profil punch adalah keputusan amplop tabrakan, dan segmentasi adalah keputusan keterulangan penjepitan. Susun dengan salah, dan mesin tidak peduli apa yang disebut katalog untuk perkakas tersebut — mesin akan mengekspresikan kesalahan Anda dalam lonjakan tonase, defleksi, atau produk scrap.
Jadi ketika pekerjaan mengharuskan Anda menyimpang dari V = 8 × T, pertanyaan berikutnya bukanlah “Amerika atau Eropa?”
Ini adalah apakah mesin Anda, penjepit, geometri punch, dan kekuatan material dapat bertahan dari jalur gaya yang akan Anda buat.
Anda ingin cara langkah demi langkah untuk memilih profil punch, radius ujung, dan segmentasi untuk bagian yang kompleks?
Mulailah dari sini: setelah geometri lolos dan jalur beban bersih, penyaring berikutnya sederhana — apa yang terjadi ketika tonase terkonsentrasi di tempat yang tidak pernah diperingatkan oleh katalog kepada Anda.
Karena “perkakas presisi standar” hanya presisi sampai Anda menekannya cukup keras untuk menjadikannya serpihan.
Saya menyaksikan sebuah cetakan presisi baru terbelah di sepanjang bahu selama pekerjaan hemming pada stainless. Tidak ada tabrakan. Tidak ada kepanikan operator. Hanya peningkatan gaya yang stabil saat mereka menutup hem, lalu retakan yang terdengar seperti tembakan senapan. Cetakan tidak salah. Label tidak salah. Fisika yang berubah.
Jadi jika pilihan perkakas adalah masalah jalur gaya dan manajemen tabrakan, inilah titik di mana biaya menjadi tinggi.
Hemming dan offset adalah titik di mana tonase berhenti bersikap sopan.
Bending udara standar menyebarkan gaya pada tiga titik kontak. Hem menekan material hampir rata, mendorong kontak di seluruh permukaan yang lebar sambil secara dramatis meningkatkan deformasi plastik. Itu berarti tonase Anda melonjak dari nilai bending udara menuju wilayah bottoming — kadang mendekati tingkat coining tergantung pada material dan ketebalan. Bukan masalah merek. Masalah deformasi.
Anda bisa melakukan hem bertahap dengan punch dan cetakan biasa. Pre-bend sekitar 30 derajat, lalu ratakan dengan punch datar. Banyak bengkel melakukannya.
Tapi tanyakan pada diri Anda apa yang sebenarnya diperhatikan oleh mesin.
Mesin memperhatikan bahwa ketika Anda meratakan flange tersebut, beban tidak lagi terkonsentrasi di ujung — beban didistribusikan sepanjang garis yang harus memiliki penyangga di bawahnya. Cetakan hemming khusus mendukung beban itu dengan geometri yang serasi sehingga gaya mengalir langsung ke tempat tidur. Pengaturan bertahap sering menciptakan kontak tidak merata terlebih dahulu, lalu kontak penuh, yang memicu lonjakan gaya seketika.
Offset serupa. Punch offset dan cetakan mengontrol dua bending dalam satu langkah dengan penyangga terkontrol di antaranya. Coba memalsukannya dengan dua pukulan terpisah dan perkakas standar, dan Anda akan memperkenalkan kesalahan penumpukan ditambah siklus tonase tinggi berulang di wilayah perkakas yang sama. Itu bukan hanya lebih lambat. Itu adalah tegangan kumulatif.
Inilah pertukarannya.
Perkakas khusus memakan ruang rak dan biaya di awal. Pengaturan bertahap memakan kapasitas tonase dan waktu setiap siklus.
Jika Anda hanya menjalankan baja tipis lunak sekali setiap tiga bulan, metode bertahap tidak masalah. Jika Anda menutup lipatan pada baja tahan karat 11-gauge sepanjang minggu, Anda tidak menghemat uang dengan berpura-pura bahwa perkakas standar Anda abadi.
Baja tidak mau bernegosiasi dengan anggaran perkakas Anda.
Ada ambang batas tenang di mana “presisi” menjadi “rapuh.”
Perkakas yang digiling presisi — yang Anda sukai untuk pengulangan — sering memiliki bahu yang lebih kecil dan radius yang lebih rapat. Itulah cara mereka mempertahankan toleransi. Tetapi bahu yang lebih kecil berarti area penampang yang lebih sedikit untuk menahan tegangan lentur ketika tonase naik.
Tegangan sama dengan gaya dibagi area. Sederhana. Brutal.
Saat Anda mempersempit bukaan cetakan di bawah V = 8 × T untuk pembengkokan udara, tonase naik tajam. Tidak secara linear. Tajam. Dorong lebih jauh ke penekanan dasar, dan Anda bisa melihat kelipatan 3× gaya bengkok udara tergantung pada kekuatan material. Gaya itu mengalir melalui ujung pukulan dan masuk ke bahu cetakan. Jika geometri bahu dioptimalkan untuk presisi daripada beban kasar, Anda memusatkan tegangan tepat di tempat baja paling tipis.
Saya melihat sebuah bengkel mencoba menekan dasar pelat kekuatan tinggi setebal 3/16 inci dengan cetakan presisi sempit karena “muat di penjepit.” Bahunya patah dan mengirimkan serpihan melintasi mesin. Tidak ada yang terluka, untungnya. Tetapi cetakan itu tidak pernah dimaksudkan untuk menerima kepadatan beban tersebut.
Jadi di mana batas ketebalannya?
Tidak ada angka universal. Itu tergantung pada kekuatan tarik, lebar cetakan, dan apakah Anda melakukan pembengkokan udara atau penekanan dasar. Itulah intinya. Batasnya didorong oleh fisika, bukan wilayah. Pukulan gaya lurus model Amerika yang berat mungkin dapat bertahan dalam beban yang akan membebani sistem presisi yang lebih ringan. Sistem cepat premium dengan keterikatan tang yang dalam dan dudukan yang lebar mungkin mengungguli keduanya. Lencana tidak memberi tahu Anda penampang saat dibebani.
Jika Anda tidak menghitung tonase yang diharapkan per kaki dan membandingkannya dengan peringkat mesin serta peringkat beban perkakas, Anda sedang menebak.
Dan menebak dengan beban terkonsentrasi adalah cara baja keras berubah menjadi serpihan.
Sekarang mari kita balik.
Misalkan perkakas Anda bertahan terhadap tonase. Bagus. Tetapi beratnya 80 pon per bagian dan memerlukan waktu dua puluh menit untuk diindikasikan setelah setiap pergantian.
Apa yang menurut Anda sebenarnya diperhatikan oleh mesin?
Tidak ada gunanya pukulan Anda digiling hingga ±0,0004 inci jika pergantiannya memakan waktu lama sehingga operator mulai memotong prosedur. Perkakas berat dengan kapasitas tinggi meningkatkan risiko keselamatan, waktu pengaturan, dan variabilitas penyelarasan pada penjepit manual. Itu biaya tersembunyi.
Sistem cepat modern — keterikatan tang lebar, bantuan pegas, penyetelan otomatis — mengurangi waktu pergantian menjadi kurang dari satu menit per segmen. Kecepatan itu bukan kemewahan. Itu konsistensi. Penanganan yang lebih sedikit berarti lebih sedikit benturan, lebih sedikit kotoran di antara tang dan penjepit, lebih sedikit variasi tinggi.
Tetapi inilah ketegangannya.
Perkakas yang lebih berat sering berarti kapasitas beban yang lebih tinggi. Segmen presisi yang lebih ringan berarti pergantian lebih cepat dan pengulangan lebih baik — sampai Anda melampaui desain beban mereka.
Jadi proses pengambilan keputusanmu sekarang memiliki tiga gerbang:
Lewatkan yang ketiga, dan kesempurnaan teoretismu mati di produksi.
Dan inilah kenyataannya: press brake hanya bisa bekerja secepat waktu yang dibutuhkan untuk membuat alatnya berfungsi dengan benar.
Kamu ingin sebuah sistem. Bukan tur katalog. Bagus.
Berjalanlah ke rak perkakasmu besok pagi dan jangan baca labelnya. Abaikan “American.” Abaikan “European.” Anggap catnya hilang dan capnya terhapus. Tanyakan hanya tiga hal:
Itulah auditmu. Semuanya yang lain hanya hiasan.
Saya pernah melihat sebuah bengkel membuang seluruh produksi stainless sebanyak 60 buah karena operator mengganti punch cepat yang lebih ringan “karena cocok dengan penjepit.” Memang cocok. Tapi tidak mampu menahan beban. Punch itu bergeser, sudut berubah, bagian-bagian menumpuk dengan salah, dan saat seseorang memeriksa, paletnya sudah jadi sampah. Itu bukan kesalahan gaya. Itu kesalahan batasan.
Kamu tidak menghilangkan tebakan dengan standarisasi berdasarkan wilayah. Kamu menghilangkannya dengan standarisasi berdasarkan fisika dan mendokumentasikannya terhadap mesinmu yang sebenarnya.
Jadi, dari mana kamu mulai?
Jenis mesinmu adalah yang pertama. Mekanik, hidrolik, elektrik — semuanya tidak memberikan gaya dengan cara yang sama, dan tidak memaafkan kesalahan dengan cara yang sama.
Hidrolik memberimu kendali dan jeda. Mekanik menghantam keras dan cepat di bawah. Itu mengubah apakah bottoming bahkan ide yang masuk akal untuk kombinasi pekerjaanmu. Jika kamu melakukan bottoming pada press brake mekanik mendekati kapasitasnya, kamu tidak sedang “melakukan produksi.” Kamu sedang berjudi dengan rangkanya.
Sekarang tulislah tiga angka pasti dari manualmu:
Itu sudah tetap. Anda tidak menegosiasikannya.
Selanjutnya, hitung perkiraan gaya tekuk untuk pekerjaan khas Anda. Untuk tekuk udara baja ringan, Anda dapat memperkirakan tonase per kaki dengan:
Ton/kaki ≈ (Kekuatan Tarik Material × Ketebalan²) ÷ (8 × bukaan-V)
Dan ya, itu 8 × T di penyebut adalah pedoman tekuk udara yang familiar — bukaan-V sekitar 8 × ketebalan material. Kencangkan bukaan-V dan tonase naik cepat. Beralih ke bottoming dan Anda bisa melihat 2–3× gaya tekuk udara tergantung material.
Jalankan perhitungan untuk lima material dan ketebalan teratas Anda. Bukan hipotesa. Pekerjaan nyata.
Kemudian bandingkan:
Jika salah satu dari itu lebih rendah dari kebutuhan pekerjaan Anda, alat itu gugur — tidak peduli wilayah mana yang mencetaknya.
Jangan lewatkan berat alat. Beberapa sistem quick-change memiliki ambang di mana segmen ringan baik-baik saja sampai massa tertentu, lalu memerlukan penguncian pin atau penjepit yang berbeda. Jika segmen rata-rata Anda berbobot 80 pon dan penjepit Anda adalah pengencang manual dengan baut, waktu pergantian menjadi variabel keselamatan dan penyelarasan — bukan detail kenyamanan.
Langkah ini tidak glamor. Ini adalah aritmetika.
Namun inilah fakta lugasnya: jika Anda belum menulis batas tonase-per-kaki mesin Anda di dinding di atas mesin press brake, Anda tidak menjalankan sebuah sistem — Anda menjalankan folklore.
Apa yang Anda lakukan dengan tumpukan alat yang tidak lolos perhitungan?
Uang Anda terikat di rak itu. Saya tahu. Saya sudah menandatangani pesanan pembelian seperti itu.
Peralatan baut-bawah gaya Amerika lebih murah dan masih ada di mana-mana karena alasan tertentu. Untuk penekukan udara bermuatan rendah pada baja ringan, sering kali itu “cukup baik.” Pasar tidak mempertahankannya karena nostalgia.
Jadi pertanyaannya bukan soal moral. Ini soal struktur.
Jika audit Anda menunjukkan 80% dari pekerjaan Anda jauh di bawah batas beban mesin dan alat, dan pergantian setelan terjadi dua kali per shift, mencabut semuanya untuk sistem ganti-cepat premium mungkin tidak memberikan pengembalian dalam waktu dekat. Dalam kasus itu, pertahankan alat warisan untuk pekerjaan dengan beban rendah dan pergantian sedikit, serta beri label jelas dengan ketebalan dan material maksimum yang disetujui.
Namun jika Anda mengganti setelan lima kali per shift, menjalankan batch campuran, dan beroperasi mendekati batas tonase, adaptor dan pengikatan hibrida menjadi titik gesekan. Setiap adaptor menambah tinggi tumpukan. Setiap antarmuka menambah toleransi. Setiap tumpukan toleransi menggeser garis tekuk Anda sedikit.
Saya pernah melihat cetakan mati retak yang disebabkan oleh pelat adaptor yang tidak duduk rata. Jalur beban tidak lurus ke bawah ke ranjang — tetapi menyimpang. Bahunya menanggung beban ke samping. Patah. Retakan itu biayanya lebih mahal daripada peningkatan yang semula mereka tunda.
Pengaturan hibrida adalah jembatan. Bukan rumah permanen.
Jika campuran pekerjaan Anda menuntut kecepatan, pengulangan, dan tonase tinggi secara teratur, mengonsolidasikan ke satu standar pengikatan yang kuat menyederhanakan pelatihan, mengurangi kesalahan pemasangan, dan memangkas waktu penyelarasan. Itu bukan soal loyalitas merek. Itu tentang mengurangi variabel dalam sistem gaya.
Jadi pertanyaan sebenarnya menjadi: masalah apa yang sebenarnya diselesaikan oleh setiap alat di rak Anda?
Inilah cara pandang yang saya ingin Anda pertahankan.
Setiap punch dan die ada untuk mengelola salah satu dari tiga kendala:
Die bahu lebar dengan penjangkaran dalam menyelesaikan distribusi beban. Punch leher angsa sempit menyelesaikan kelonggaran flensa. Penjepit berpresisi tinggi yang mengikat sendiri menyelesaikan penyimpangan penyelarasan selama pergantian yang sering.
Tidak satu pun dari itu adalah ciri regional. Itu adalah solusi mekanis.
Saat Anda mengevaluasi sebuah alat, jangan tanya, “Apakah ini Amerika atau Eropa?” Tanyalah, “Apakah ini ada karena saya membutuhkan lebih banyak area penampang di bawah beban, lebih banyak kelonggaran leher, atau pergantian yang lebih cepat dan aman?”
Pertanyaan itu mengatur ulang rak Anda di kepala.
Sekarang audit Anda menjadi sebuah matriks:
Apa pun yang tidak jelas layak mendapatkan kotak di matriks itu adalah beban mati — atau lebih buruk lagi, jebakan yang menunggu operator yang salah pada hari yang salah.
Dan inilah bagian yang sering dilewatkan oleh kebanyakan orang.
Ketika Anda berhenti mengelompokkan peralatan berdasarkan wilayah dan mulai mengelompokkannya berdasarkan batasan, Anda bisa melihat celah. Anda mungkin menyadari satu cetakan berat dengan beban tinggi dapat menggantikan tiga cetakan yang lebih ringan. Atau bahwa satu punch segmented quick-change menghilangkan berjam-jam penyetelan setiap minggu. Atau bahwa cetakan hem khusus hanya layak menempati rak karena mencegah lonjakan tonase 3× pada pekerjaan stainless tebal Anda.
Itu bukan konsolidasi demi konsolidasi.
Itu adalah menyelaraskan baja, tenaga, dan tangan manusia menjadi satu sistem yang koheren.
Bawa ini lebih jauh: peralatan yang tepat bukanlah yang memiliki paspor yang tepat — melainkan yang memecahkan batas fisik yang tepat yang diberlakukan oleh mesin dan pekerjaan Anda, dengan variabel tambahan seminimal mungkin.
Apa yang menurut Anda sebenarnya diperhatikan oleh mesin?


















