

Le mois dernier, j’ai vu un nouvel opérateur lutter avec un poinçon pendant vingt minutes parce que le vendeur lui avait dit : “ C’est du style américain — ça ira ”. La languette s’est glissée dedans. Les boulons ont été serrés. Le coulisseau est descendu.
La pièce bombait encore au centre et restait ouverte aux extrémités.
Il continuait à blâmer le programme. Je continuais à regarder l’outil se déplacer sous charge. À votre avis, qu’est-ce qui importe réellement à la machine ?
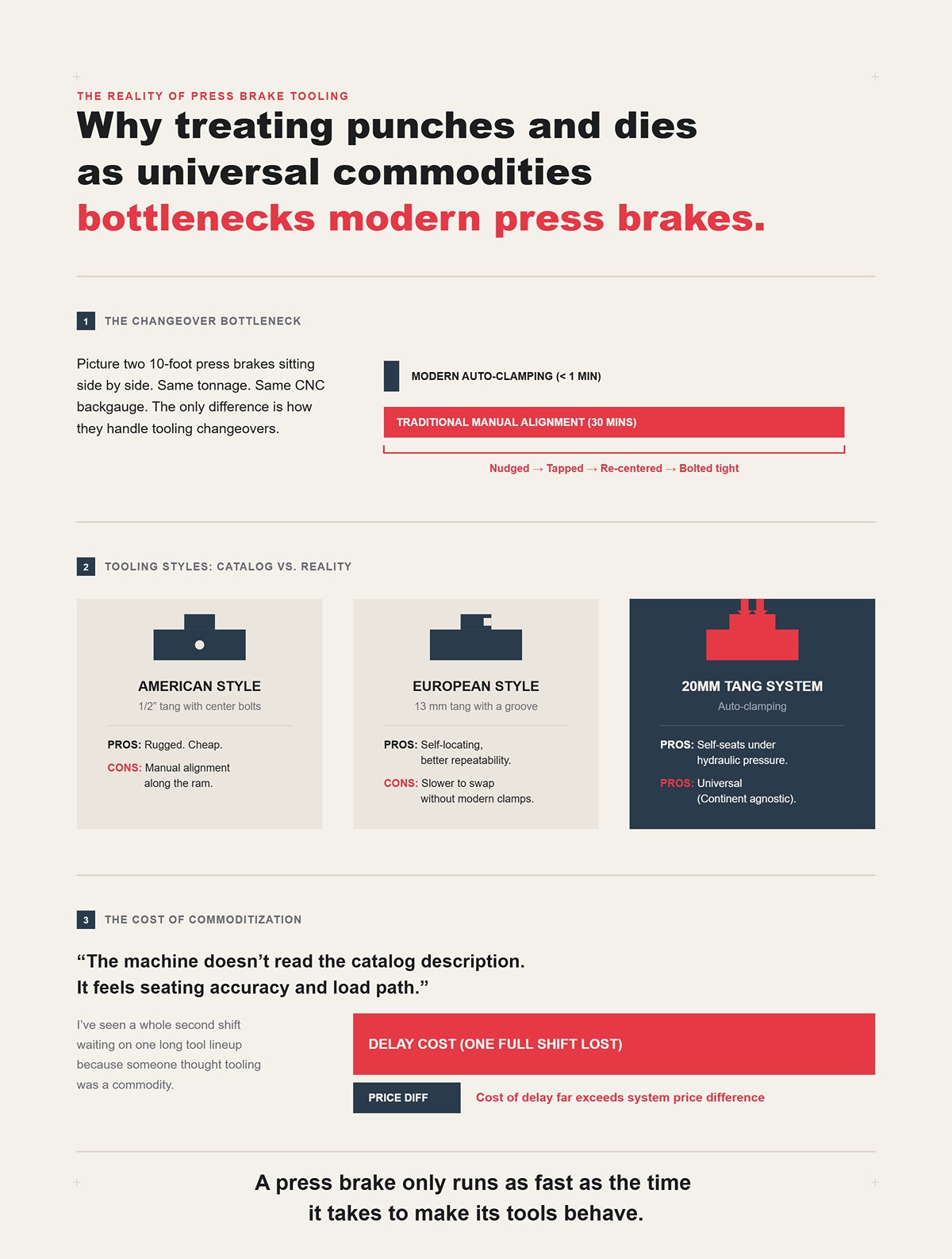
Imaginez deux presses plieuses de 3 m côte à côte. Même tonnage. Même butée CNC. L’une échange les outils en moins d’une minute ; l’autre prend une demi-heure à chaque changement parce qu’il faut pousser, taper, recentrer et boulonner le poinçon le long de la poutre.
Toutes deux sont étiquetées par “ région ”.”
Languette style américain avec boulons centraux ? Robuste. Bon marché. Languette populaire d’un demi-pouce. Mais chaque section doit être alignée manuellement le long du coulisseau. Languette style européen 13 mm avec une rainure ? Plus auto-positionnante, meilleure répétabilité, mais plus lente à changer à moins que le système de serrage soit moderne. Ensuite, vous avez les systèmes à languette de 20 mm avec serrage automatique qui s’auto-positionnent sous pression hydraulique — ils se moquent de savoir sur quel continent vous êtes.
La machine ne lit pas la description du catalogue. Elle ressent la précision d’assise et le chemin de charge.
Appelez-le américain. Appelez-le européen. Si la surface de serrage est étroite et que l’assise dépend de la façon dont vous avez serré un boulon, votre “ style ” vient de devenir un goulot d’étranglement. J’ai vu tout un deuxième poste attendre l’alignement d’un long outil parce que quelqu’un pensait que l’outillage était une marchandise — ce retard a coûté plus que la différence de prix entre les systèmes.
Et voici la vérification de réalité : une presse plieuse ne tourne qu’aussi vite que le temps nécessaire pour faire obéir ses outils.
Parlons de “ à peu près ”.”
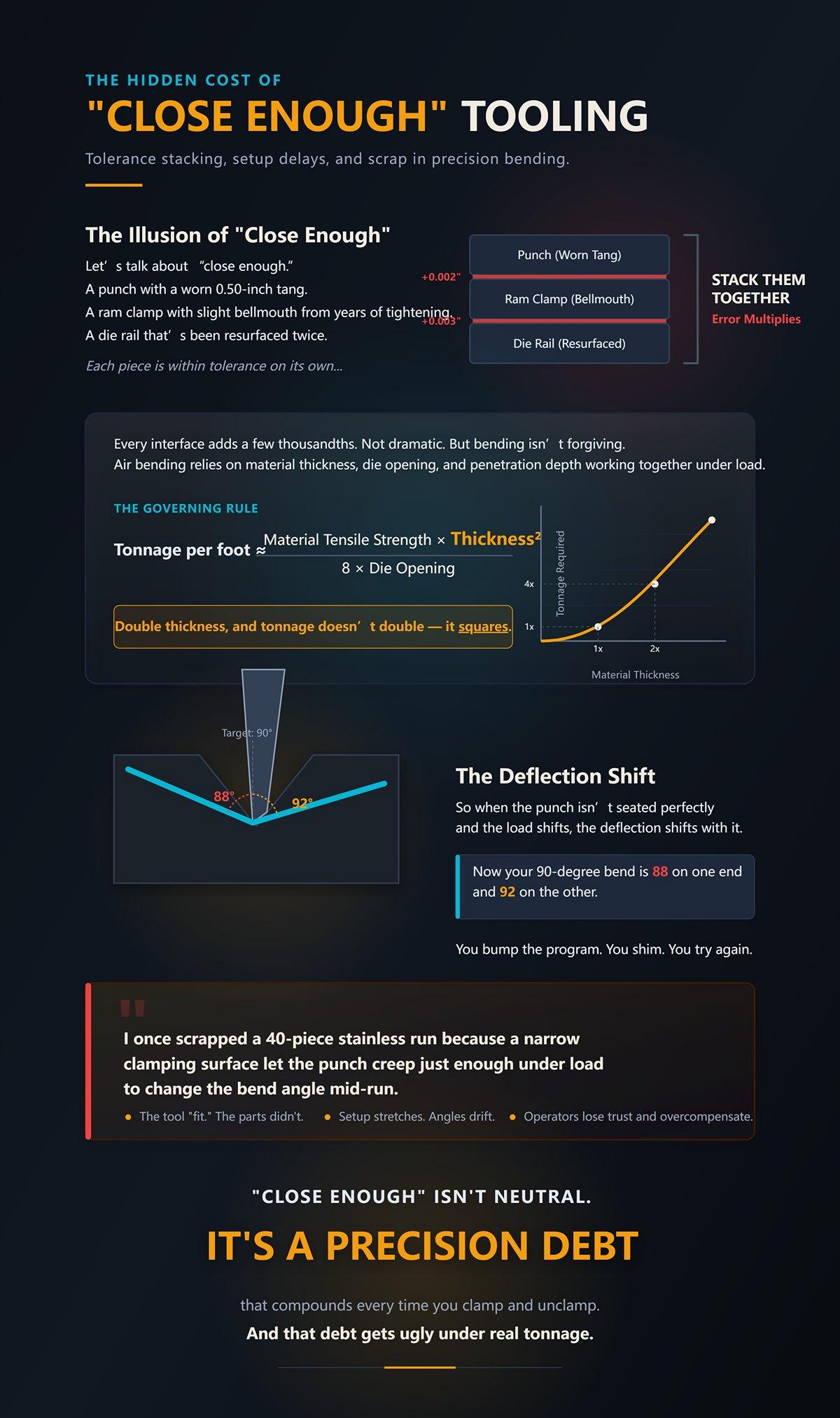
Un poinçon avec une languette usée de 0,50 pouce. Un serre-coulisseau avec un léger évasement dû à des années de serrage. Un rail de matrice qui a été resurfacé deux fois. Chaque pièce est dans la tolérance individuellement.
Assemblez-les.
Chaque interface ajoute quelques millièmes. Pas dramatique. Mais le pliage n’est pas tolérant. Le pliage à l’air repose sur l’épaisseur du matériau, l’ouverture de la matrice et la profondeur de pénétration travaillant ensemble sous charge — et la force monte rapidement. La vieille règle que vous avez apprise reste valable : Tonnage par pied ≈ (Résistance à la traction du matériau × Épaisseur²) ÷ (8 × Ouverture de la matrice). Doublez l’épaisseur, et le tonnage ne double pas — il se met au carré.
Ainsi, lorsque le poinçon n’est pas parfaitement assis et que la charge se déplace, la déformation se déplace avec lui. Maintenant, votre pliage à 90° est à 88 d’un côté et à 92 de l’autre. Vous ajustez le programme. Vous mettez une cale. Vous recommencez.
J’ai déjà mis au rebut une série de 40 pièces en inox parce qu’une surface de serrage étroite avait laissé le poinçon glisser juste assez sous charge pour modifier l’angle de pliage en cours de production. L’outil “s’adaptait”. Les pièces, elles, non.
Les réglages s’allongent. Les angles dérivent. Les opérateurs perdent confiance dans la machine et commencent à surcompenser.
“Presque suffisant” n’est pas neutre. C’est une dette de précision qui se multiplie chaque fois que vous serrez et desserrez.
Et cette dette devient terrible sous un tonnage réel.

Vous investissez lourdement dans une nouvelle presse plieuse CNC. Système de compensation. Mesure d’angle laser. Serrage hydraulique conçu pour la capacité maximale.
Puis vous insérez des outils sectionnels vieux de vingt ans parce qu’ils sont “standard américain” et encore utilisables.
Le coulisseau est précis au micron. Le serrage applique une pression uniforme. Mais la géométrie de la languette reste la même — siège étroit, alignement manuel, petite surface de contact. La précision entre en haut de la pile et fuit au niveau de l’interface.
C’est comme boulonner un moteur de course sur un arbre de transmission avec du jeu dans les cannelures. La puissance est là. Le contrôle ne l’est pas.
Les systèmes modernes à languette de 20 mm avec mécanismes auto-positionnants ne se sont pas imposés par leur origine géographique. Ils l’ont fait parce qu’ils répartissent la charge sur une plus grande surface et éliminent l’erreur d’alignement humaine. Boutons à ressort pour les outils légers. Goupilles pour les lourds. Serrage hydraulique qui tire l’outil dans un siège reproductible à chaque fois. C’est la physique qui résout un problème, pas le marketing qui résout une convention de nommage.
Si votre nouvelle presse plieuse dépend encore de vous pour frapper un poinçon en position avec un maillet, vous n’avez pas modernisé le système — seulement la moitié.
Et voici le changement que je veux que vous fassiez : arrêtez de demander où l’outil a été conçu, et commencez à demander comment la charge se transmet du coulisseau au poinçon, au matériau, puis à la matrice.
Parce que l’acier se moque de comment vous l’appelez.
Vous vous tenez devant une fiche technique. Elle indique Américain. Elle indique Européen. Elle indique compatible Wila.
Vous voulez savoir : quelles mesures me disent vraiment si cela pliera des pièces droites toute la journée sans surveillance ?
Commencez avec trois chiffres : épaisseur de la languette, largeur de la surface d’appui, et charge nominale par pied. Puis regardez comment le serrage tire l’outil en position — pression par boulon, action en coin, tirage hydraulique. C’est le chemin de charge. C’est la répétabilité.
Choisir par région, c’est comme acheter un moteur selon la couleur du cache-soupape. L’insigne est cosmétique. La courbe de couple est mécanique.
Décomposons les quatre systèmes comme l’acier les ressent — par la façon dont ils s’installent, dont ils supportent le tonnage, et dont ils se comportent après le centième changement d’outil.
J’ai installé des kilomètres d’outillage à tenon de 0,50 pouce dans ma vie. Glissez le tenon dans la fente. Serrez le boulon central. Tapotez la section avec un marteau anti-rebond jusqu’à ce qu’elle s’aligne avec sa voisine. Déplacez-vous le long de la poutre. Répétez.
Ça marche. C’est pourquoi on le trouve encore partout.
Mais regardez l’interface. Un tenon d’un demi-pouce. Surface portante étroite. L’alignement est assuré par l’œil et l’huile de coude de l’opérateur. Le serre-outil pousse droit; il ne s'auto-centre pas. Chaque changement d’outil est une petite négociation entre l’acier et le jugement humain.
Comparez maintenant l’outillage américain raboté et celui rectifié de précision. Les outils rabotés sont usinés à la dimension mais non rectifiés sur toute la longueur. Vous verrez de légères variations d’une section à l’autre — quelques millièmes ici, quelques autres là. Sur une pièce courte, vous pourriez ne jamais le remarquer. Sur une longueur de 3 mètres, ces millièmes s’additionnent.
L’outillage américain rectifié de précision réduit cette variation. Meilleure finition de surface. Sections plus droites. Hauteur plus cohérente sur toute la poutre.
Mais la géométrie du tenon n’a pas changé.
Sous charge, le serre-outil comprime toujours une surface de contact relativement petite. Lorsque le tonnage augmente — matériau plus épais, matrice en V plus étroite — la déformation se concentre à cette interface. Si l’assise n’est pas parfaitement d’équerre, le poinçon peut micro-décaler avant que la charge complète ne se stabilise.
J’ai déjà vu une matrice fissurée sortir d’une presse plieuse parce que le poinçon n’était pas complètement assis à une extrémité. Plaque lourde, proche de la capacité maximale. La charge s’est déplacée vers le côté haut, a surchargé l’épaulement de la matrice, et l’a fendue net. L’outillage n’était pas “ mauvais ”. L’interface était impitoyable.
Alors, quand le cheval de trait devient-il un handicap ? Quand la longueur de la pièce amplifie les variations d’une section à l’autre, quand le tonnage approche de la plage supérieure, ou quand vous changez d’outils plusieurs fois par quart en espérant des microns de répétabilité avec un système qui dépend de l’alignement manuel.
L’outillage américain n’est pas obsolète. Il est honnête. Il vous donne exactement la précision que votre rigueur de mise en place mérite.
Poussez-le au-delà, et il vous facture des intérêts.
Prenez maintenant un tenon de 13 mm avec une rainure arrière. Glissez-le dans un serre-outil assorti. Lorsque le serre-outil se ferme, il tire l’outil vers le haut et vers l’arrière dans un siège défini. Vous ne le tapotez pas pour l’aligner — la géométrie s’en charge.
C’est l’avantage du style Promecam : positionnement mécanique automatique.
Le temps de changement diminue car le temps d’alignement diminue. Plus important encore, la répétabilité de l’assise s’améliore car le serre-outil applique une force le long d’une surface inclinée qui entraîne l’outil en position de la même façon à chaque cycle.
Voici le compromis.
Ce tenon est plus fin qu’un système robuste de 20 mm. La surface de contact est plus petite. Le système est généralement conçu pour des travaux légers à moyens, sauf s’il est associé à des supports renforcés. Vous pouvez tout à fait effectuer des travaux exigeants avec — mais vous devez respecter le tableau des charges.
Et souvenez-vous de quelque chose concernant le pliage à l’air : le rayon intérieur est déterminé principalement par l’ouverture de la matrice, pas le profil du poinçon. Si vous pliez à l’air de l’acier doux avec un rayon de poinçon de 1T — rayon de pointe à peu près égal à l’épaisseur du matériau — la régularité de l’angle dépend plus de la profondeur de pénétration et de la largeur de la matrice que de formes de poinçons exotiques.
Alors, à votre avis, qu’est-ce qui importe réellement à la machine ?
Elle importe que le poinçon soit assis de la même manière à chaque fois afin que la profondeur de pénétration se traduise par un angle prévisible. La géométrie auto-centrante facilite cela. Mais si vous surchargez le tenon au-delà de son tonnage nominal par pied, la fonction d’auto-centrage ne vous sauvera pas de la déformation élastique dans le support.
Le style européen brille dans des environnements à forte mixité et tonnage modéré, où l’alignement reproductible et les changements rapides priment sur la capacité brute. Ignorez les limites de poids, et vous demandez à une interface fine de se comporter comme une lourde.
L’acier ne négocie pas avec votre planning.
La première fois que vous utilisez une languette de 20 mm avec un serrage hydraulique, la sensation est différente. Vous soulevez l’outil. Il s’engage. Le serrage se ferme. Le système tire l’outil sur une surface de référence trempée, sur une large zone de contact.
Pas de frappes. Pas de calage. Pas de suppositions.
Les sections légères utilisent souvent des boutons à ressort pour un positionnement rapide ; les sections plus lourdes passent à un mécanisme de verrouillage par goupille. Même géométrie, méthode de retenue différente selon le poids. Ce détail compte — car l’avantage en vitesse est maximal lorsque vous manipulez de manière répétée des outils sectionnels plus légers.
Mécaniquement, la languette de 20 mm augmente la surface d’appui entre l’outil et le coulisseau. Plus de surface signifie moins de contrainte de contact pour la même charge. Sous un tonnage élevé par pied, cela se traduit par moins de déformation localisée et une meilleure reproductibilité à long terme.
Alors, la vitesse de configuration compense-t-elle le prix ?
Si vous changez les outils une fois par jour, probablement pas. Si vous effectuez de petites séries — disons cinq à dix configurations par poste — et que chaque alignement manuel traditionnel prend quinze minutes, vous perdez plus d’une heure par jour rien qu’à convaincre les outils de fonctionner correctement.
Et voici la vérification de réalité : une presse plieuse ne tourne qu’aussi vite que le temps nécessaire pour faire obéir ses outils.
Le premium ne concerne pas la géographie. Il s’agit de récupérer du temps de configuration et de protéger la précision de l’interface sous charge. Pour les ateliers à volume moyen et forte mixité, le calcul penche souvent en faveur de la languette plus large et de l’aspiration hydraulique. Pour les travaux stables et en longues séries, le gain diminue.
La vitesse ne paie que lorsque vous changez réellement les choses.
J’ai vu des ateliers commander des outils premium auto-alignants — puis les fixer sur un vieux serrage manuel conçu pour une languette droite de 0,50 pouces. Ils l’ont “adapté” avec des entretoises.
Les adaptateurs modifient le chemin de charge.
Un serrage manuel applique une pression ponctuelle là où se trouve le boulon. Un serrage hydraulique répartit la force uniformément le long de la poutre. Les systèmes pneumatiques se situent entre les deux — plus rapides que les manuels, généralement moins de force que l’hydraulique.
Si votre machine dispose d’un serrage manuel, chaque changement d’outil réintroduit l’erreur d’alignement humaine, peu importe la sophistication de la géométrie de la languette en aval. Si elle dispose d’un serrage hydraulique supportant le tonnage total, l’utilisation d’outils étroits et faiblement soutenus laisse de la capacité inutilisée et augmente la contrainte sur l’interface.
Votre système de serrage détermine quels outils vous pouvez utiliser en toute sécurité et de manière répétée bien avant que votre budget ait son mot à dire.
J’ai déjà annulé un travail urgent en aluminium parce qu’un empilement d’adaptateurs avait introduit juste assez de flexion pour que les relevés d’angle dérivent en milieu de série. Nous avons poursuivi le programme pendant une heure avant de remonter le problème à l’interface de serrage. Le catalogue d’outils semblait compatible. Le chemin de charge ne l’était pas.
Les serrages manuels favorisent des géométries robustes et tolérantes. Les serrages hydrauliques libèrent des systèmes de précision qui dépendent d’une force d’aspiration constante. Les systèmes pneumatiques exigent que vous vérifiiez à la fois les vitesses et les forces avant de supposer une interchangeabilité.
C’est là que les étiquettes régionales s’effondrent complètement.
La question n’est pas américaine ni européenne. C’est : comment l’outil est-il tiré dans son siège, sur quelle surface, et avec quelle pression en tonnes par pied ?
Répondez à cela, et la moitié des erreurs d’achat disparaîtront.
Ignorez-le, et vous continuerez à blâmer la CNC pour ce que l’interface fait en plein jour.
| Section | Contenu |
|---|---|
| Titre | Serrage manuel vs hydraulique vs pneumatique : Comment le système de serrage de votre machine disqualifie instantanément des catégories entières d’outils |
| Observation principale | Les ateliers commandent souvent des outillages auto-centrants haut de gamme et les installent dans d’anciennes pinces manuelles conçues pour une tige droite de 0,50 pouce, utilisant des adaptateurs pour les faire rentrer. |
| Principe clé | Les adaptateurs modifient le chemin de charge. |
| Serrage manuel | Applique une pression ponctuelle là où se trouve le boulon. Réintroduit une erreur d’alignement humaine à chaque changement d’outil, quelle que soit la géométrie de la tige. Favorise les géométries robustes et tolérantes. |
| Serrage hydraulique | Répartit la force uniformément le long de la poutre. Lorsqu’il est prévu pour la pleine capacité, l’usage d’un outillage étroit ou faiblement soutenu gaspille la capacité et augmente la contrainte sur l’interface. Donne accès à des systèmes de précision dépendant d’une force d’extraction constante. |
| Serrage pneumatique | Se situe entre les systèmes manuels et hydrauliques. Plus rapide que le manuel, généralement moins puissant que l’hydraulique. Nécessite la vérification de la vitesse et des valeurs de force avant de supposer une interchangeabilité. |
| Observation pratique | Le système de serrage détermine quels outillages peuvent être utilisés en toute sécurité et de manière répétable avant toute considération de budget. |
| Exemple réel | Un travail urgent sur aluminium a été mis au rebut parce qu’une pile d’adaptateurs a introduit une flexion, provoquant une dérive d’angle en cours de production. Le problème provenait de l’interface de la pince, non du programme. Le catalogue d’outillage semblait compatible, mais le chemin de charge ne l’était pas. |
| Question critique | Pas d’outillage américain contre européen — mais la façon dont l’outil est tiré dans son siège, sur quelle surface, et avec quelle pression en tonnes par pied. |
| Conclusion | Répondre à ces questions d’interface évite de nombreuses erreurs d’achat. Les ignorer conduit à blâmer la CNC pour des problèmes causés par l’interface de serrage. |
Imaginez ceci : acier doux de 0,125 pouce, 10 pieds de long, pli à 90 degrés. Vous disposez d’une presse hydraulique de 175 tonnes. Le rack de matrices propose une matrice en V de 0,75 pouce et une de 1,0 pouce.
Laquelle vous garde hors des ennuis ?
Commencez par le Règle du 8: V = 8 × T. Pour un matériau de 0,125 pouce, cela donne un V de 1,0 pouce. Pas parce que l’Europe l’a décidé. Pas parce que l’Amérique préfère quelque chose de plus costaud. Parce qu’à huit fois l’épaisseur, le matériau peut former un rayon intérieur prévisible — environ 0,16 pouce dans l’acier doux — et que le tonnage par pied reste dans la plage pour laquelle votre machine et vos outils ont été conçus.
Ce multiplicateur n’est pas une légende. C’est la charnière entre la géométrie et la force. En vous en écartant, le chemin de charge change de manière que votre coulisse, vos épaules de matrice et votre bride remarqueront assurément.
L’acier ne négocie pas avec votre planning.
Faisons les calculs au lieu de débattre des marques.
Pour le pliage à l’air de l’acier doux à une résistance à la traction de 60 000 PSI, le tonnage par pied est approximativement proportionnel à T² / V. Si vous réduisez l’ouverture du V de moitié, vous doublez quasiment le tonnage requis. Même matériau. Même épaisseur. Juste un V plus étroit.
Ainsi, si votre tôle de 0,125 pouce passe d’un V de 1,0 pouce à un V de 0,75 pouce parce que “ nous avons besoin d’un rayon plus serré ”, votre tonnage par pied grimpe brusquement. Pas gentiment. Brutalement.
Maintenant, multipliez cela sur 10 pieds.
Sur une presse hydraulique à descente synchronisée, cette exigence supplémentaire se traduit par une pression hydraulique plus élevée, une plus grande flexion du coulisseau au milieu de la course, et une charge concentrée plus forte sur les épaules de la matrice. Le bâti ne se soucie pas du nom que le catalogue d’outillage a donné à la matrice. Il se soucie du moment de flexion.
À votre avis, de quoi la machine se soucie-t-elle réellement ?
Elle se soucie que la courbe de force reste à l’intérieur de sa capacité nominale — à la fois pour le tonnage total et le tonnage par pied. Les presses électriques sont encore moins tolérantes ; elles plafonnent souvent la force de crête plus bas que les machines hydrauliques comparables. Un choix de matrice “ correct ” sur une unité hydraulique de 200 tonnes peut bloquer une commande électrique en fin de course.
Et si vous passez du pliage à l’air au matage en cours de travail sans recalculer ?
Le matage peut exiger 3 à 5× le tonnage du pliage à l’air, car le matériau est forcé d’entrer en contact complet avec les flancs de la matrice. Ce contact multiplie la résistance. J’ai vu une équipe exécuter un travail en toute sécurité en pliage à l’air, puis mater le dernier rebord “ pour l’affiner ”. La matrice s’est fissurée le long du rayon d’épaule. Un coup sec. Travail terminé.
Voici la réalité brute : ignorez V = 8 × T, et le tonnage n’augmente pas linéairement — il grimpe à des niveaux du diagramme de charge que vous n’aviez jamais prévu d’atteindre.
Vous voulez un rayon intérieur plus serré que ce qu’un pliage à l’air avec une matrice 8× vous donne. D’accord.
Le pliage à l’air forme le rayon principalement à partir de la largeur de la matrice et des propriétés du matériau. Avec V = 8 × T, l’acier doux vous donne environ 16% de V comme rayon intérieur. C’est prévisible. Répétable. Ajustable par la profondeur de pénétration.
Le matriçage est différent. Vous forcez la tôle à épouser le rayon de pointe du poinçon et l’angle de la matrice. C’est une déformation plastique sur une plus grande section transversale. Plus de contact. Plus de friction. Plus de tonnage.
Pouvez-vous “ contourner ” la règle en matriçant dans une matrice plus étroite pour obtenir un rayon vif ?
Mécaniquement, oui. En pratique, vous échangez le contrôle géométrique contre une montée en force. La machine doit maintenant fournir une charge suffisante pour vaincre à la fois la limite d’élasticité et le contact complet sur les flancs. Si votre interface d’outillage — tenon, bride, support — a été sélectionnée pour des charges de pliage à l’air, vous venez de changer le régime de contraintes sans changer le matériel.
C’est ainsi que les pièces finissent au rebut.
Et voici la partie subtile : le pliage à l’air vous permet de corriger l’angle avec la profondeur de course car vous n’êtes pas en contact complet matériau-matrice. Le matriçage supprime ce coussin. Votre fenêtre d’ajustement se réduit. La flexion du coulisseau compte plus. Les réglages de compensation comptent plus. L’usure des outils apparaît plus rapidement.
Donc oui, vous pouvez contourner la règle.
Mais vous feriez mieux de recalculer la charge et de confirmer que votre système de serrage et la capacité nominale de la matrice sont conçus pour ce nouveau chemin de force, sinon vous pliez sur une capacité empruntée.
Prenez maintenant cette même épaisseur de 0,125 pouce — mais passez de l’acier doux de 60 000 PSI à l’alliage 4140 de 150 000 PSI.
Votre géométrie n’a pas changé. Votre ouverture V n’a pas changé. Votre épaisseur n’a pas changé.
Votre tonnage requis vient de multiplier par (150,000 / 60,000) = 2.5.
Ce n’est pas une erreur d’arrondi. C’est parfois une nouvelle machine.
Les tableaux de tonnage courants supposent une base de 60 000 PSI. Le facteur de correction est simple : Tonnage ajusté = Tonnage de base × (Résistance à la traction réelle / 60 000). Avec l’acier à haute résistance, ce facteur peut doubler ou tripler votre besoin de force.
Maintenant, demandez-vous : est-ce que V = 8 × T encore “fonctionnel” ?
Géométriquement, oui — cela reste un point de départ raisonnable pour le contrôle du rayon en pliage à l’air. Mécaniquement, la charge qu’il implique peut dépasser la capacité en tonnes par pied de votre matrice ou la capacité de votre machine, en particulier sur les presses électriques à force de pointe plus faible.
C’est ici que les désignations régionales s’effondrent complètement. Une tige de 20 mm, une tige de 0,50 pouce, une pince hydraulique, une pince manuelle — rien de tout cela ne vous sauvera si la résistance à la traction du matériau pousse la charge requise au-delà de ce que l’interface peut supporter sans déformation.
Vous n’abandonnez pas la Règle du 8 parce qu’elle est fausse.
Vous abandonnez la loyauté aveugle envers elle parce que la résistance du matériau modifie le côté “force” de l’équation, et la force est ce qui fissure les matrices et déforme les porte-outils.
Et voici la vérification de réalité : si vous n’ajustez pas en fonction de la résistance à la traction avant de charger la machine, la correction aura lieu de toute façon — par déflexion, alarmes de surcharge ou outillage cassé.
Vous avez recalculé la charge parce que vous deviez vous éloigner de V = 8 × T. Bien. Maintenant, vous fixez un regard sur une boîte profonde avec des retours de 3 pouces et vous posez la vraie question : si la largeur de la matrice est verrouillée par les limites de force, comment empêcher le poinçon d’écraser votre propre pièce avant d’atteindre l’angle ?
J’ai vu un jeune faire passer une tôle de calibre 10 dans un poinçon droit sur un canal de 4 pouces de profondeur parce que “ le rayon est bon ”. Les deux premiers plis étaient corrects. Au troisième, le retour a touché le corps du poinçon vers 60 degrés. Il ne l’a pas vu. Le vérin a continué. Le retour s’est déformé, le poinçon s’est ébréché au niveau de l’épaule, et nous avons tout mis au rebut. Un mauvais choix de profil. Des milliers perdus.
Si le profil de votre poinçon ne dégage pas physiquement la géométrie que vous créez, la presse pliera volontiers l’acier contre l’acier jusqu’à ce qu’un composant coûteux cède.
Alors arrêtez de penser en termes de marques et commencez à rétroconcevoir le chemin que parcourt votre pièce autour du poinçon.
Placez un poinçon droit et un poinçon à col de cygne côte à côte sur l’établi. Même rayon de pointe. Même angle. L’un a une tige massive qui descend droit ; l’autre s’incurve vers l’arrière pour créer un dégagement de gorge.
La tige s’est insérée.
Les deux se fixeront. Les deux supporteront la même charge nominale si le matériau et la matrice ne changent pas. Mais un seul vous donne de l’espace pour qu’un retour passe au-delà de 90 degrés sans heurter le corps du poinçon.
Voici le mécanisme. Pendant le pliage à l’air, la tôle pivote autour des épaules de la matrice tout en s’enroulant autour de la pointe du poinçon. À mesure que l’angle se ferme de 30 à 90 degrés et au-delà, le retour précédemment formé pivote vers le haut. Plus la boîte est profonde et plus le retour est long, plus ce retour se rapproche de la masse verticale du poinçon.
La collision ne dépend pas du rayon. Elle dépend du volume d’encombrement.
Vous pouvez le dessiner. Prenez la longueur de votre retour (F) et la profondeur de votre boîte (D). À mesure que vous approchez de 90 degrés, le bord extérieur de ce retour décrit un arc d’environ F autour du centre de la pointe du poinçon. Si le corps du poinçon pénètre dans cette enveloppe d’arc avant que vous atteigniez votre angle cible plus la compensation de retour élastique, c’est terminé.
Un poinçon droit peut dégager un retour de 1 pouce sur un bac peu profond. Essayez un retour de 3 pouces sur une boîte de 4 pouces de profondeur et vous heurterez l’acier contre l’acier avant 80 degrés. Un col de cygne, avec sa gorge évidée, déplace la masse du poinçon vers l’arrière, vous offrant un dégagement sans changer la largeur de la matrice ni la charge.
À votre avis, de quoi la machine se soucie-t-elle réellement ?
Pas le mot “ col-de-cygne ”. Ce qui compte, c’est que votre trajet de charge reste axial et que vous n’introduisiez pas de charges latérales issues d’une collision qui tord le vérin et martèle les glissières. Un choc pendant la rotation crée une force asymétrique. C’est ainsi que vous commencez à poursuivre une variation d’angle à travers le lit.
Choisissez le profil qui garde la géométrie dégagée à rotation complète plus le retour élastique. Tout le reste n’est que vanité.
Nous abordons maintenant l’erreur que je vois même les vétérans commettre.
En pliage à l’air, le rayon intérieur final est principalement déterminé par l’ouverture de la matrice et le comportement du matériau, non par le rayon de pointe du poinçon. Avec de l’acier doux et une configuration standard, le rayon intérieur se situe autour de 15 à 20 % de V. C’est la physique de la matrice.
Mais si vous choisissez un poinçon avec un rayon de pointe plus petit que ce rayon “naturel” de pliage à l’air et que vous poussez assez profondément pour forcer la tôle à épouser cette pointe, vous venez de glisser du pliage à l’air vers le matriçage — ou pire, le marquage — sans l’admettre.
JEELIX l’explique clairement : le pliage à l’air utilise la force la plus faible et présente la plus grande variabilité de retour élastique ; le matriçage augmente le contact et la force ; le marquage exige la force la plus élevée avec un retour élastique minimal et presque aucune flexibilité.
Le mécanisme importe. En pliage à l’air, le contact se fait en trois points : la pointe du poinçon et les deux arêtes de la matrice. En matriçage, la tôle touche les flancs de la matrice. En marquage, vous comprimez plastiquement le matériau au niveau du rayon de la pointe.
Ce dernier cas fait grimper brutalement la force.
Imaginez de l’inox 304 de 0,125 pouce au-dessus d’une matrice choisie pour le pliage à l’air dans la limite de charge par pied de votre machine. Vous calculez la force pour le pliage à l’air et restez en sécurité. Mais vous installez un poinçon vif et poussez jusqu’à ce que le rayon intérieur semble correspondre à celui de la pointe. Vous avez augmenté la zone de contact et la zone de déformation plastique. Votre demande de force vient d’augmenter vers des valeurs de matriçage — souvent 3 × le pliage à l’air.
J’ai vu une épaule de matrice fissurée à cause exactement de cette manœuvre sur de l’inox. L’opérateur jurait qu’il faisait du pliage à l’air. Le motif d’usure poli sur les flancs de la matrice disait le contraire.
Si le rayon de pointe de votre poinçon est plus petit que le rayon que la matrice veut former, vous n’obtenez pas un “pli plus serré”. Vous augmentez la force et réduisez la capacité d’ajustement.
Et voici la vérité crue : le marquage accidentel n’apparaît pas sur la fiche de réglage — il se manifeste sous forme d’alarmes de surcharge ou d’outillages cassés.
Imaginez maintenant une pièce de 6 pieds avec quatre longueurs de rebord différentes, deux encoches de dégagement et un décalage au milieu. Vous pouvez la plier avec un poinçon standard pleine longueur — si vous êtes prêt à retirer les outils pour chaque obstruction et à réindicer à chaque fois.
Ou vous pouvez la composer de sections segmentées qui vous permettent d’éviter les obstacles sans démontage complet.
Sur les systèmes de serrage rapide modernes — ces larges styles à tenon de 20 mm avec mise en place automatique et ressort d’assistance d’environ 12 kg par segment — vous pouvez échanger les sections en quelques secondes et maintenir un positionnement vertical reproductible. Sur les anciens systèmes à boulons manuels, surtout ceux à tenon étroit, chaque échange risque une légère variation de hauteur à moins d’être méticuleux. Ce n’est pas une question de marque : c’est la surface de serrage et la répétabilité.
Voici le compromis.
L’outillage pleine longueur standard est rigide et simple. Moins de joints. Moins de tolérances cumulées. Bon pour les travaux rectilignes et répétitifs.
L’outillage segmenté introduit plus d’interfaces — mais offre une liberté géométrique. Vous pouvez décaler les longueurs pour dégager des languettes, utiliser des poinçons partiels pour des rebords internes et éviter les collisions qui autrement forceraient un compromis de profil.
La flexibilité l’emporte lorsque la géométrie est complexe — à condition que votre système de serrage maintienne les segments dans un alignement précis sous charge. Si le serrage laisse les outils glisser ou se placer de manière incohérente après les changements, votre “ flexibilité ” devient variation d’angle et retouche.
J’ai mis au rebut une petite série d’aluminium une fois parce que les outils segmentés dans un serre-manuel usé descendaient de quelques millièmes sur la table après plusieurs changements. Les angles se déformaient. Nous les avons poursuivis tout l’après-midi.
Le problème, ce n’est pas l’outillage segmenté. Ce sont les mécanismes de serrage incontrôlés.
Et voici la vérification de réalité : une presse plieuse ne tourne qu’aussi vite que le temps nécessaire pour faire obéir ses outils.
Vous avez maintenant vu que la largeur du poinçon est une décision liée à la force, le profil du poinçon est une décision liée à l’enveloppe de collision, et la segmentation est une décision liée à la répétabilité du serrage. Si vous les empilez mal, la machine se moque de ce que le catalogue appelle l’outillage — elle exprimera votre erreur par des pics de tonnage, de la déflexion ou du rebut.
Donc, lorsque le travail exige que vous vous écartiez de V = 8 × T, la question suivante n’est pas “ Américain ou Européen ? ”
C’est de savoir si votre machine, votre serre, la géométrie du poinçon et la résistance du matériau peuvent supporter le chemin de force que vous êtes sur le point de créer.
Vous voulez une méthode étape par étape pour choisir le profil du poinçon, le rayon de pointe et la segmentation pour une pièce complexe ?
Commencez ici : une fois que la géométrie est dégagée et que le chemin de charge est propre, votre prochain filtre est simple — que se passe-t-il quand le tonnage se concentre à des endroits que le catalogue n’a jamais mentionnés.
Parce que “ l’outillage de précision standard ” n’est précis que jusqu’à ce que vous vous appuyiez dessus assez fort pour le transformer en éclats.
J’ai vu une matrice de précision toute neuve se fendre le long de l’épaule lors d’un pliage à ourlet sur de l’inox. Pas de crash. Pas de panique de l’opérateur. Juste une montée régulière de la force à mesure qu’ils fermaient l’ourlet, puis une fissure qui a sonné comme un coup de fusil. La matrice n’était pas en cause. L’étiquette n’était pas en cause. Ce sont les lois physiques qui ont changé.
Ainsi, si le choix de l’outillage est un problème de chemin de force et de gestion des collisions, c’est là que cela devient coûteux.
Les ourlets et les décalages sont les endroits où le tonnage cesse d’être poli.
Un pliage en l’air standard répartit la force sur trois points de contact. Un ourlet écrase le matériau presque à plat, générant un contact sur une large surface tout en augmentant considérablement la déformation plastique. Cela signifie que votre tonnage passe des valeurs de pliage en l’air vers le domaine du matage — parfois jusqu’au niveau du monnayage selon le matériau et l’épaisseur. Ce n’est pas un problème de marque. C’est un problème de déformation.
Vous pouvez réaliser un ourlet en plusieurs étapes avec un poinçon et une matrice standard. Pré-pliez à environ 30 degrés, puis aplatis avec un poinçon plat. Beaucoup d’ateliers le font.
Mais demandez-vous ce qui intéresse réellement la machine.
Elle se soucie du fait que, lorsque vous aplatissez cette bride, la charge n’est plus concentrée sur une pointe — elle est répartie le long d’une ligne qui doit être bien soutenue en dessous. Les matrices dédiées à l’ourlet soutiennent cette charge avec une géométrie adaptée afin que la force s’écoule directement dans la table. Une configuration étagée crée souvent d’abord un contact inégal, puis un contact total, ce qui fait grimper la force en une fraction de seconde.
Les décalages sont similaires. Un poinçon et une matrice de décalage contrôlent deux plis en un seul coup avec un support maîtrisé entre les deux. Essayez de le simuler avec deux frappes séparées et un outillage standard, et vous introduisez des erreurs d’empilement ainsi que des cycles répétés à fort tonnage dans la même zone de l’outil. Ce n’est pas seulement plus lent. C’est un stress cumulatif.
Voici le compromis.
Les outils spécialisés occupent de l’espace dans le rack et coûtent cher dès le départ. Les configurations étagées grignotent la capacité en tonnage et le temps à chaque cycle.
Si vous travaillez de l’acier doux mince une fois par trimestre, l’étagé, c’est bien. Si vous fermez des ourlets en acier inoxydable de calibre 11 toute la semaine, vous n’économisez pas d’argent en prétendant que votre outillage standard est immortel.
L’acier ne négocie pas avec votre budget d’outillage.
Il existe un seuil discret où “ précision ” devient “ fragile ”.”
L’outillage rectifié avec précision — celui que vous aimez pour sa répétabilité — possède souvent des épaules plus petites et des rayons plus serrés. C’est ainsi qu’il maintient les tolérances. Mais des épaules plus petites signifient moins de section transversale pour résister aux contraintes de flexion lorsque le tonnage augmente.
La contrainte égale la force divisée par la superficie. Simple. Brutal.
Lorsque vous rétrécissez l’ouverture de matrice en dessous V = 8 × T pour le pliage à l’air, le tonnage augmente brutalement. Pas linéairement. Brutalement. Allez plus loin dans le matriçage, et vous pouvez voir des multiplicateurs de 3× la force de pliage à l’air selon la résistance du matériau. Cette force se transmet par la pointe du poinçon jusque dans les épaules de la matrice. Si la géométrie des épaules est optimisée pour la précision plutôt que pour la charge brute, vous concentrez la contrainte précisément là où l’acier est le plus mince.
J’ai vu un atelier essayer de matriçer une plaque à haute résistance de 3/16 pouces avec une matrice de précision étroite parce que “ ça rentre dans la pince ”. L’épaule s’est fracturée et a envoyé un éclat à travers la machine. Personne blessé, Dieu merci. Mais cette matrice n’a jamais été conçue pour supporter cette densité de charge.
Alors, où se situe l’épaisseur limite ?
Il n’y a pas de chiffre universel. Cela dépend de la résistance à la traction, de la largeur de la matrice et de si vous pliez à l’air ou en matriçage. C’est le point. La limite est dictée par la physique, pas par la région. Un poinçon lourd de style américain à force directe pourrait survivre à des charges qui surmêneraient un système de précision plus léger. Un système premium à changement rapide avec un engagement profond du tenon et un large contact pourrait surpasser les deux. L’étiquette ne vous dit pas la section transversale sous charge.
Si vous ne calculez pas le tonnage attendu par pied et ne le comparez pas à la fois à la capacité de la machine et à la capacité de charge de l’outillage, vous devinez.
Et deviner avec une charge concentrée, c’est transformer l’acier trempé en éclats.
Passons maintenant à l’inverse.
Supposons que votre outillage survive au tonnage. Parfait. Mais il pèse 36 kg par section et nécessite vingt minutes pour être ajusté après chaque échange.
À votre avis, de quoi la machine se soucie-t-elle réellement ?
Ce n’est pas que votre poinçon soit rectifié à ±0,0004 pouces si le changement prend tellement de temps que les opérateurs commencent à couper les coins. Un outillage lourd, à haute capacité, augmente le risque pour la sécurité, le temps de configuration, et la variabilité d’alignement sur des pinces manuelles. C’est un coût caché.
Les systèmes modernes à changement rapide — engagement large du tenon, assistance par ressort, auto-positionnement — réduisent le temps d’échange à moins d’une minute par segment. Cette rapidité n’est pas un luxe. C’est de la constance. Moins de manipulation signifie moins de coups, moins de débris entre le tenon et la pince, moins de variation de hauteur.
Mais voilà la tension.
Les outils plus lourds signifient souvent une capacité de charge plus élevée. Les segments de précision plus légers permettent des changements plus rapides et une meilleure répétabilité — jusqu’à ce que vous dépassiez leur conception de charge.
Votre processus de décision comporte donc désormais trois étapes :
Ratez la troisième, et votre perfection théorique s’effondre en production.
Et voici la vérification de réalité : une presse plieuse ne tourne qu’aussi vite que le temps nécessaire pour faire obéir ses outils.
Vous voulez un système. Pas une visite de catalogue. Bien.
Allez à votre rack d’outillage demain matin et ne lisez pas les étiquettes. Ignorez “ Américain ”. Ignorez “ Européen ”. Faites comme si la peinture avait disparu et que les marquages avaient été effacés. Posez seulement trois questions :
Voilà votre audit. Tout le reste n’est que décoration.
J’ai vu un atelier mettre au rebut une série complète de 60 pièces en inox parce que l’opérateur avait changé pour un poinçon plus léger à changement rapide “ puisqu’il s’adapte à la pince ”. Il s’adaptait, oui. Mais il ne supportait pas la charge. Le poinçon a glissé, les angles ont dérivé, les pièces se sont empilées de travers, et au moment où quelqu’un a vérifié, la palette était à jeter. Ce n’était pas une erreur de style. C’était une erreur de contrainte.
Vous n’éliminez pas les incertitudes en vous standardisant sur une région. Vous les éliminez en vous standardisant sur la physique et en la documentant par rapport à votre machine réelle.
Alors, par où commencer ?
Le type de machine vient en premier. Mécanique, hydraulique, électrique — elles n’appliquent pas la force de la même manière, et elles ne pardonnent pas les mêmes erreurs.
L’hydraulique offre le contrôle et le maintien. Les mécaniques frappent fort et rapidement en bas de course. Cela change tout quant à la pertinence du matriçage pour votre gamme de travaux. Si vous faites du matriçage en bas de course sur une presse plieuse mécanique proche de sa capacité, vous ne “ faites pas de la production ”. Vous jouez avec le bâti.
Notez maintenant trois chiffres clés tirés de votre manuel :
Ce sont fixes. Vous ne les négociez pas.
Ensuite, calculez la force de pliage attendue pour vos travaux typiques. Pour le pliage à l’air de l’acier doux, vous pouvez estimer le tonnage par pied avec :
Tons/pied ≈ (Résistance à la traction du matériau × Épaisseur²) ÷ (8 × Ouverture de V)
Et oui, ce 8 × T dans le dénominateur est la directive familière du pliage à l’air — ouverture de V d’environ 8 × épaisseur du matériau. Réduisez l’ouverture de V et le tonnage grimpe rapidement. Passez à l’écrasement (bottoming) et vous pouvez voir une force 2 à 3 fois celle du pliage à l’air selon le matériau.
Faites les calculs pour vos cinq principaux matériaux et épaisseurs. Pas de cas hypothétiques. Du travail réel.
Puis comparez :
Si l’un de ces chiffres est inférieur à la demande de votre travail, cet outil est exclu — peu importe la région marquée dessus.
Ne négligez pas le poids de l’outil. Certains systèmes à changement rapide ont des seuils où les segments légers vont bien jusqu’à une certaine masse, puis exigent un verrouillage par goupille ou des serres différentes. Si votre segment moyen pèse 80 livres et que votre serre est à boulonnage manuel, le temps de changement devient une variable de sécurité et d’alignement — pas un détail de commodité.
Cette étape n’est pas glamour. C’est de l’arithmétique.
Mais voici la vérité brute : si vous n’avez pas inscrit la limite de tonnage par pied de votre machine sur le mur au-dessus de la presse plieuse, vous ne faites pas fonctionner un système — vous faites fonctionner du folklore.
Que fais-tu de la pile d’outils qui ne passent pas les calculs ?
Tu as de l’argent immobilisé dans ce rack. Je sais. J’ai signé ces bons de commande.
L’outillage américain à fixation par boulons est moins cher et encore très répandu pour une raison. Pour du pliage à l’air de faible tonnage sur acier doux, il est souvent “ suffisamment bon ”. Le marché ne l’a pas maintenu en vie par nostalgie.
La question n’est donc pas morale. Elle est structurelle.
Si ton audit montre que 80% de ton travail se situe bien sous les limites de charge de la machine et de l’outillage, et que les changements de configuration ont lieu deux fois par poste, tout arracher pour un système de changement rapide haut de gamme pourrait ne pas être rentable de sitôt. Dans ce cas, garde les outils hérités pour les travaux à faible charge et faibles changements, et identifie-les clairement avec l’épaisseur et le matériau maximum approuvés.
Mais si tu modifies les configurations cinq fois par poste, que tu travailles sur des lots mixtes et que tu opères près des limites de tonnage, les adaptateurs et les brides hybrides deviennent des points de friction. Chaque adaptateur ajoute de la hauteur d’empilement. Chaque interface ajoute une tolérance. Chaque empilement de tolérances déplace légèrement ta ligne de pliage.
J’ai déjà vu une matrice fissurée, dont la cause remontait à une plaque d’adaptation qui n’était pas posée à plat. Le chemin de charge n’allait pas droit vers le banc — il était biaisé. L’épaulement l’a prise de côté. Crack. Cette fissure a coûté plus cher que la mise à niveau qu’ils reportaient.
Les configurations hybrides sont un pont. Pas une maison.
Si ton mix de production exige de la vitesse, de la répétabilité et un tonnage élevé de manière régulière, se consolider sur une norme unique de bridage robuste simplifie la formation, réduit les erreurs d’emboîtement et diminue le temps d’alignement. Ce n’est pas de la loyauté envers une marque. C’est la réduction des variables dans un système de forces.
La vraie question devient donc : quel problème chaque outil de ton rack résout-il réellement ?
C’est la perspective que je veux que tu gardes.
Chaque poinçon et chaque matrice existent pour gérer l’une de trois contraintes :
Une matrice à large épaulement avec un engagement profond résout la distribution de charge. Un poinçon à col de cygne étroit résout le dégagement du flanc. Un tenon rectifié avec précision et auto-positionnant résout la dérive d’alignement lors des changements fréquents.
Aucun de ceux-ci n’est un trait régional. Ce sont des solutions mécaniques.
Quand tu évalues un outil, ne demande pas : “ Est-il américain ou européen ? ” Demande : “ Est-il là parce que j’ai besoin de plus de surface en section sous charge, de plus de dégagement de gorge, ou d’un changement plus rapide et plus sûr ? ”
Cette question réorganise ton rack dans ta tête.
Votre audit devient maintenant une matrice :
Tout ce qui ne mérite pas clairement une case dans cette matrice est du poids mort — ou pire, un piège attendant le mauvais opérateur au mauvais moment.
Et voici la partie que la plupart des gens manquent.
Lorsque vous cessez de trier les outils par région et que vous commencez à les trier par contrainte, vous pouvez voir les manques. Vous pourriez réaliser qu’une matrice lourde à forte charge peut remplacer trois plus légères. Ou qu’un poinçon segmenté à changement rapide élimine des heures d’alignement par semaine. Ou qu’une matrice spéciale pour ourlet ne mérite sa place sur le rack que parce qu’elle empêche des pics de tonnage de 3× sur vos travaux en acier inoxydable épais.
Ce n’est pas une consolidation pour elle-même.
C’est l’alignement de l’acier, de la force et des mains humaines en un système cohérent.
Faites-en un principe : le bon outillage n’est pas celui avec le bon passeport — c’est celui qui résout la limite physique exacte que votre machine et votre travail imposent, avec le moins de variables ajoutées.
À votre avis, de quoi la machine se soucie-t-elle réellement ?


















