

ある若いバイヤーが、中古の100トンプレスブレーキの側面を、まるで品評会に出す雄牛でも撫でるかのように愛おしそうに触っているのを見かけました。大きなメーカーのロゴ。塗りたての塗装。「これなら一生ものだ」と彼は言いました。.
3ヶ月後、彼から電話がありました。カードデッキのように金型にシムを挟まなければ、6フィートの曲げ加工で角度を維持できないというのです。.
その時、私は確信しました。彼は機械を買ったのではなく、数字を買ったのだと。真の能力とは、サイドフレームに貼られたロゴのことではありません。構造的な完全性、一貫したCNC制御、そして負荷がかかった状態でシステム全体がどう機能するか、それこそが重要です。だからこそ、以下のような最新の完全CNCベースのソリューションを評価することが、 CNC折弯机解决方案 CN-HAWEのソリューション(単なる公称トン数ではなく、統合された板金加工プラットフォームの一部として構築されたもの)を検討することは、古い銘板に書かれた大きな数字を追い求めるよりもはるかに理にかなっているのです。.
「100トン」という数字を見ると、脳は単純な計算をします。「トン数が多ければ、能力も高い」。明快で、安心感があります。ディーゼルトラックの馬力のようなものです。.
しかし、中古のCNCプレスブレーキにおけるトン数は、あくまで実験室での数値に過ぎません。それは、新品のシール、密閉されたシリンダー、歪みのないフレーム、基準となる軟鋼、エアベンディング、そして中心部に全負荷がかかることを前提としています。その条件が一つでも崩れれば、誇らしげな100トンという数字は急速に縮んでしまいます。.
私はかつて、「定格」100トンの12年落ちの油圧システムに圧力計を取り付けたことがあります。負荷をかけると、下死点に達する前に18%もたわみました。それはもう100トンではありません。せいぜい82トンがいいところです。しかも、それは実際の加工を始める前の話です。.
ベッド全体で一貫した圧力をかけられない100トンのプレスブレーキは、100トンのプライドを持った60トンの問題児に過ぎません。.
では、老朽化した油圧システムに負荷をかけると、内部では実際に何が起きているのでしょうか?

油圧の力は理論上は単純で、圧力×ピストン面積です。ポンプが3,000 PSIの圧力を生み出し、シリンダー面積が20平方インチであれば、理論上の力は計算できます。.
では、工場の現場を見てみましょう。.
シールは摩耗し、オイルは熱で粘度が下がります。シリンダー内部の微細な傷から、負荷がかかると流体が漏れ出します。アイドリング時には分かりません。しかし、厚い板を曲げる途中でラムが減速し、圧力計が安定せずにちらつく時に、その問題が露呈します。.
中古のプレスブレーキで、シリンダーのシール交換に4,800ドル、ポンプのオーバーホールに3,200ドルが必要だとしましょう。ほとんどの売り手はそれを自分から言いません。曲げ角度が安定せず、オペレーターが補正のために過剰な曲げ加工を強いられるようになって初めて、その事実に気づくのです。.
そして、バイヤーが見落としがちな点があります。トン数の定格は通常、引張強度60,000 PSIの軟鋼をエアベンディングする場合のものです。ステンレスに変えれば、必要な力は約1.5倍になります。先ほどの「82トンの現実」は、あなたが実際に請け負う仕事においては、わずか55トンの機械に成り下がってしまうのです。.
購入を控えるべき警告: もし売り手が、圧力計を安定させた状態で、全長にわたる定格に近い曲げ加工を実演できないのであれば、それは掘り出し物ではなく、修理が必要な機械を買わされていると考えたほうがいいでしょう。.
たとえ油圧系が健全だったとしても、その100トンという数字が、あなたの曲げ加工の方法に本当に適していると言い切れますか?
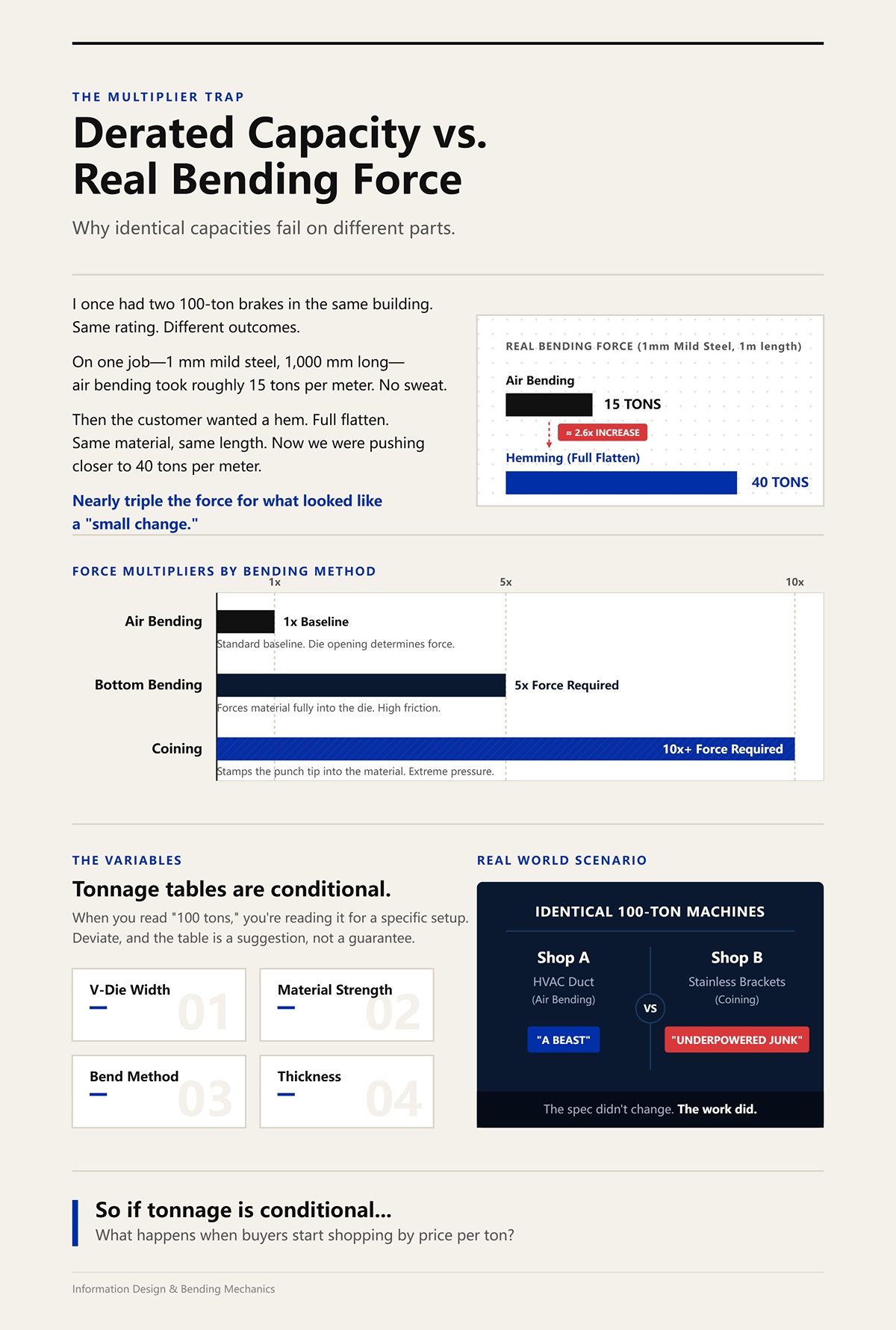
かつて同じ建物内に100トンのブレーキプレスを2台所有していたことがあります。定格は同じ。結果は別物でした。.
ある仕事で、厚さ1mmの軟鋼、長さ1,000mmのエアベンディングを行った際、必要な力は約15トン/メートルでした。余裕です。その後、顧客がヘミング加工(完全な押し潰し)を要求してきました。材質も長さも同じです。今度は40トン/メートル近くの力が必要になりました。「小さな変更」に見えるものに対して、力はほぼ3倍になったのです。“
これが「倍率の罠」です。.
エアベンディングが基準となります。ボトムベンディングではその5倍の力が必要になることがあります。コインニング(刻印)なら10倍以上です。つまり、「100トン」と書かれているのは、実際には「特定の加工方法、材質、ダイ開口幅、板厚における100トン」を意味しているのです。“
確かに、それらすべての変数をまとめたトン数表は存在します。それらは信頼できますが、それはセットアップが表と完全に一致している場合に限ります。Vダイの幅が同じ、材質の強度が同じ、曲げ方法が同じである必要があります。そこから逸脱すれば、その表は保証ではなく単なる目安に過ぎません。.
2つの工場が全く同じ100トンの機械を所有しているとします。一方は空調ダクトを一日中曲げており、その機械を「強力だ」と呼びます。もう一方はステンレスのブラケットをコインニングしようとして、その機械を「パワー不足のゴミ」と呼びます。.
スペックは変わっていません。仕事の内容が変わったのです。.
では、トン数が条件付きであるならば、バイヤーが「トンあたりの価格」で買い物をし始めるとどうなるでしょうか。

「120トンで28,000ドル」と宣伝している広告を見たことがあります。トンあたり233ドルならお買い得に聞こえます。バイヤーはその計算が大好きです。.
しかし、彼らが計算していないのは以下の点です。.
長年の過負荷でフレームにわずかなたわみが生じていると、ベッド全体でテーパー(曲げ精度のバラつき)を追いかけることになります。クラウニングシムを追加するかもしれません。最大圧力を避けるためにサイクルタイムを遅くするかもしれません。厳しい公差の仕事では、50個中3個を廃棄することになるかもしれません。.
廃棄される部品一つにつき、材料費と人件費で18ドルのコストがかかるとしましょう。1バッチにつき3個、1日4バッチなら、1日216ドルが「トンあたりの安さ」の裏で流出していることになります。半年もすれば、より剛性が高く、トン数は低くても健全な機械に対して支払うのを渋った差額以上の金額を、密かに浪費していることになるのです。.
その時こそ、認識を転換する必要があります。.
「お金に対して何トン手に入るか?」と聞くのはやめましょう。「この機械を酷使せずに、一時間あたり何個の安定した販売可能な部品を作れるか?」と問い始めるのです。“
なぜなら、側面に貼られたバッジが利益を生むわけではないからです。.
利益を生むのは作業範囲(ワークエンベロープ)です。.
トン数についての考え方は修正できましたね。結構です。では次に、ほとんどの工場が不意を突かれるポイントをお教えしましょう。.
数年前、ある顧客がすでにサイドフランジが成形された幅1.8メートルのパネルを持ち込んできました。書類上、彼が中古で購入したプレスブレーキは完璧に見えました。曲げ長さ3メートル、130トン、油圧系統もクリーン。彼はトン数の計算を2度も確認していました。.
その部品は、ベッドの上に平らに置くことさえできませんでした。.
ハウジングが邪魔をしたのです。ラムの中心線からフレームまでの距離である「懐の深さ(スロートデプス)」が浅すぎて、あらかじめ成形されたフランジが収まりませんでした。機械には十分なパワーがありましたが、スペースが足りなかったのです。.
その仕事は、そのまま競合他社に流れていきました。.
トン数だけで購入を判断すると、このような事態に陥ります。なぜなら、形状(ジオメトリ)はシリンダーのパワーなどお構いなしだからです。部品が物理的に作業範囲内に収まらなければ、それは曲げ加工の問題ではなく、見積もりの問題なのです。.
そして、見積もりの問題は、収益の問題へと直結します。.
懐の深さは、仕様書のリストの途中に埋もれているスペックの一つです。12インチ、16インチ、20インチ。ほとんどの購入者はそれを一瞥するだけで通り過ぎてしまいます。.
戻りフランジのある幅広のパネルを曲げようとするまでは。.
例えば、端から400mmの位置に90度のフランジが必要な2,000mmの板を想像してください。つまり、曲げ加工中に400mmの材料が金型を越えてフレーム側へ突き出る必要があります。もし懐の深さが300mmしかなければ、ラムが鋼材に触れる前にフレームが邪魔をしてしまいます。.
それが200トンの機械であっても関係ありません。.
ここからが微妙なところです。曲げ長さと懐の深さは独立しています。私は、薄板生産用に設計された懐の浅い3メートルの機械を見たことがあります。長さは十分ですが、奥行きが足りないのです。購入者は「3メートルの長さがあれば、大きな部品を曲げられる」と思い込んでしまいます。“
それは、その部品がフレームの内側で旋回する必要がない場合に限った話です。.
そして、現実的な余裕を忘れてはいけません。材料のばらつきに対応するために、トン数は20~30%の余裕を持つよう言われます。しかし、購入者は曲げ長さと懐の深さを絶対的なものとして扱います。実際には、材料の取り回し、バックゲージのフィンガー、作業者のクリアランスがその範囲の10~15%を食いつぶします。「2.5メートル」の機械であっても、快適かつ再現性のある生産ができるのは2.2メートル分かもしれません。.
10,000ポンドの牽引能力があるトラックを買って、毎日10,000ポンドを牽引しようとは思いませんよね? なぜジオメトリで同じことをするのでしょうか。
購入を控えるべき警告: もし懐の深さが、計画している最大のフランジ深さよりも少なくとも20%(金型を装着した状態で測定)大きくないのなら、「なんとかなるだろう」と自分を納得させてはいけません。なんとかなることはないのです。.
しかし、仮に部品が水平方向に収まったとしても、ラムはあなたが受注しようとしている曲げ加工を行うのに十分な距離を移動できるのでしょうか?
私は20年落ちの、12インチのストロークを持つプレスブレーキを検査したことがあります。売り手はまるで馬力が増したかのようにそれを自慢していました。.
確かに長いストロークがあれば、より深い箱や背の高いプロファイルを成形できます。それは事実です。しかし、ほとんどの購入者が理解していないのは、ストローク長と材料の厚さは直線的に比例するわけではないということです。.
ストロークとは、ラムの垂直方向の移動距離のことです。これは、パンチがダイスペース内にどれだけ下降できるかを決定します。深いチャンネル(溝)や多段曲げを成形する際には、この点が重要になります。.
しかし、板厚に応じたトン数は、Vダイの幅の選択によって決まります。10mmのプレートを曲げる場合、板厚の8倍以上のV幅が必要になることがあります。そのダイの形状が、ストロークとは無関係にトン数の要求量を決定します。ストロークを長くしても、必要な力は減りません。単に移動距離が長くなるだけです。.
そのため、深いチャンネルを成形するのに十分なストロークがあっても、実際に曲げようとする材料に対して(特に油圧系の摩耗後には)十分な剛性や力が足りない機械を選んでしまう可能性があります。.
そして、誰も語らない機械的な現実があります。ストロークが1インチ増えるごとに、シリンダーの移動距離も長くなるということです。古い機械では、これは多くの場合、シール摩耗面積の増加、数十年にわたるコラムへのストレス、シリンダー内部の傷(スコアリング)のリスク増大を意味します。2005年製の12インチストロークの機械は、より軽い作業を行ってきた8インチストロークの機械よりも、累積移動距離が数百万インチ多い可能性があります。.
長いストロークは能力になり得ます。.
あるいは、蓄積された疲労になり得ます。.
より厚いプレートへの「成長を見越した計画」を立てるなら、ストロークとトン数だけを確認してはいけません。実際の製品ロードマップをマッピングしてください。最大ボックス深さ、必要なVダイ、メートルあたりの真のトン数、そしてフレームと油圧系が、毎シフト90%の負荷で稼働し続けても耐えられるかどうかを確認する必要があります。.
「汎用性の高い中間的な」機械(例えば140トン、3メートルなど)は、薄板の高速作業にも、本格的な厚板作業にも対応できないことがよくあります。私は、そのような妥協案で機械を購入した工場が、3年後に最初の機械では新しい市場に対応できずに行き詰まり、結局2台目のプレスブレーキを導入する羽目になるのを何度も見てきました。.
購入を控えるべき警告: もし成長計画において、機械を定格ストロークおよび定格力の80%を超えて日常的に稼働させる必要があるなら、それは余裕を買っているのではなく、加速的な摩耗を買っているのと同じです。.
さて、ストロークが十分であると仮定します。部品はスロート(懐)に収まります。しかし、機械の代金を支払った後に取引を台無しにする、もう一つのクリアランス確認事項があります。.
あるバイヤーがパニック状態で私に電話をかけてきました。彼が中古で購入したプレスブレーキのオープンハイトは18インチありました。書類上は十分です。.
彼が背の高いパンチホルダーとボックス成形用のセグメントダイセットを取り付けたところ、使用可能なスペースは突然12インチになってしまいました。成形したチャンネルは、傾けて金型との干渉を避けながら取り出さなければならず、非常に困難でした。.
オープンハイトとは、上死点におけるラムとベッドの間の距離です。デイライトも同様の用語ですが、メーカーによって測定方法が異なる場合があります。重要なのは、金型、アダプター、ホルダーを取り付けた後の「実効オープンハイト」です。.
金型はスペースを消費します。それも急速に。.
深いボックス成形では、最初の曲げだけでなく、取り出しのためにも垂直方向のクリアランスが必要です。プレスブレーキに金型を詰め込みすぎたり、取り出し経路を考慮せずに構成したりすると、物理的に部品が取り出せなくなることがあります。作業者が成形品を取り出すためだけに、作業の途中で金型のボルトを外しているのを見たことがあります。.
それはトン数不足ではなく、幾何学的な設計ミスです。.
中古品のリストには、金型を装着した状態での実効オープンハイトが記載されていることは稀です。販売者はメーカーのカタログ数値を提示します。しかし、あなたの真の能力は「機械の数値 - 金型 - 安全マージン」です。.
そして忘れないでください。機械が長ければ、部品を回転させたり操作したりする余裕が生まれます。それは事実です。経験豊富なバイヤーは、曲げ長さが重要であることをすでに知っています。彼らが見落としがちなのは、多段曲げ部品においては垂直方向や後方のクリアランスも同様に重要であるということです。回転スペース、取り出し角度、バックゲージの干渉はすべて、同じ幾何学的な空間内に存在します。.
あなたが買っているのは「力」ではありません。部品がその中で完結しなければならない「三次元の包絡線(エンベロープ)」を買っているのです。.
購入を控えるべき警告: 中古のプレスブレーキを購入する前に、実際に加工する予定の最も背が高く、最も奥行きのある部品(または合板で作ったモックアップ)を、使用予定の金型セットで物理的にテストしてください。取り外しに「コツ」が必要な場合、そのコツのせいで毎日生産時間が削られることになります。.
さて、これでトン数の神話と、スペースが無制限であるという幻想を打ち砕きました。.
機械には力があるかもしれません。スペースもあるかもしれません。しかし、それを動かす頭脳が修理不能になったらどうなるでしょうか?
近所の工場が、2008年製のCNCプレスブレーキを62,000ドルで購入しました。電源は入り、画面は点灯し、軸は原点復帰しました。売り手は「問題なく動く」と言いました。“
3ヶ月後、制御装置がちらつき始めました。オペレーターは、電源を切ると再起動しないことがあるため、一晩中電源を入れたままにするようになりました。彼らは、7月の暑さでバテた犬のように、箱型扇風機を制御盤に向けていました。誰もその機械を信用できず、短納期の仕事を割り当てられなくなったため、生産は遅れました。.
そしてある朝、ついに起動しなくなりました。.
メーカーはすでにその制御装置のサポートを終了していました。モーションカードは製造中止になっていました。中古市場に出回っている基板は1枚3,800ドルで、保証もありません。結局、彼らは機械を初日からあるべき状態に戻すためだけに、28,500ドルをかけてレトロフィット(改造)を行うことになりました。.
そのブレーキは、購入した時点では「動作中」でした。.
しかし、中古CNCプレスブレーキのトン数は実験室での数値に過ぎません。そしてコントローラーの健全性は?それこそが、生産資産になるか、2万ポンドの文鎮になるかの分かれ目なのです。.
形状が受注できるかどうかを決め、コントローラーが実際に納品できるかどうかを決めます。そして、もしその頭脳が余命わずかなら、あなたが予定するすべての仕事はギャンブルになります。.
購入を控えるべき警告: 制御装置が12〜15年以上前のもので、OEMが現在の部品サポートを書面で確約できない場合は、24ヶ月以内にレトロフィットが必要になることを前提に価格を見積もるか、購入を見送ってください。.
私は「適切にメンテナンスされた」機械の制御盤を開けて、フロッピーディスクのバックアップが結束バンドで固定されているのを見たことがあります。それがプログラムのセキュリティです。3.5インチのディスクと、神頼み。.
古いCNCやPLCベースの制御装置は、多くの場合、独自のモーションカードやカスタムI/Oボードに依存しています。それらが陳腐化すると、一般的な電子部品サプライヤーに電話しても無駄です。別の廃機から取り外された中古在庫を探し回ることになります。そして、ラダーロジック(基盤となる制御プログラム)がバックアップされていなければ、ハードウェアだけあってもどうにもなりません。.
私はまさにこの故障モードを見たことがあります。電力サージによって、老朽化したPLCの破損したメモリが消去されたのです。基板はまだ機能し、機械の電源も入ります。しかし、プログラムロジックが消えてしまったのです。ドキュメントがなければ、それはブラックボックスです。修理するのではなく、リバースエンジニアリングするしかありません。それは時給150ドルのエンジニアリング費用がかかり、あっという間に積み上がります。.
さて、ここからが反撃です。レトロフィットの方が賢明な選択である場合もあります。最新の制御パッケージ(新しいCNC、ドライブ、配線の更新など)は、軸数や統合の程度にもよりますが、25,000ドルから40,000ドルで済みます。これは痛い出費に聞こえるかもしれませんが、180,000ドルから240,000ドルの新しい6軸175トンブレーキと比較すれば話は別です。.
フレームが真っ直ぐで油圧系が健全であれば、レトロフィットによって、最新のプログラミング、オフラインシミュレーション、容易な診断機能を備えた機械として、さらに10年の寿命を手に入れることができます。.
罠は、古い電子機器そのものではありません。.
罠は、古い電子機器が永遠に生き続けると仮定した価格で購入することなのです。.
ミドルレンジの機械は、適切にメンテナンスされていれば12〜18年は機械的精度を維持することがよくあります。私は、制御装置がまるで使い古されたノートパソコンのように動作が重くなった後も、完全溶接されたフレームが仕様の範囲内に収まっているのを何度も見てきました。これはリスクの等式を逆転させます。つまり、鉄製の本体は問題なくても、電子機器が弱点になることがあるのです。.
ですから、中古のブレーキプレスを評価する際は、単に「電源が入るか?」と尋ねるだけでなく、以下の点を確認してください。
なぜなら、一度モーションコンポーネントが故障すれば、ダウンタイムは時間単位では測れなくなるからです。それは、あなたがレトロフィット(改造)が必要だと認めるまでにどれだけ時間がかかるかによって決まるのです。.
購入を控えるべき警告: もし販売者が最新のソフトウェアバックアップ、パラメータファイル、部品供給の確認を提供できない場合は、最低でも30,000ドルのリスクを想定して交渉するか、あるいは購入を見送ってください。.
以前、ある工場がメーカーの技術者がパラメータ画面のロックを解除しに来るのを9日間待つのを見たことがあります。9日間です。機械は停止し、オペレーターは床を掃除していました。.
古い制御装置の中にはクローズドシステムのものがあります。メーカーのコードなしでは詳細なパラメータにアクセスできません。ブランド固有のファームウェアなしではドライブを交換することもできません。単純なキャリブレーションでさえ、OEMに紐付けられたサービス用ノートパソコンが必要になることがあります。.
それはサポートではありません。依存です。.
オープンアーキテクチャの制御装置(広く普及しているPLC、標準的なサーボドライブ、アクセス可能なパラメータ構造を使用するもの)は、主導権をあなたに取り戻させます。有能な地元のインテグレーターならトラブルシューティングが可能です。交換用ドライブは複数の販売代理店から入手できます。一つの電話番号に縛られることはありません。.
その違いは、最初は小さな部分に現れます。センサーが故障したとします。オープンアーキテクチャなら、180ドルの産業用センサーを調達して配線すれば済みます。独自仕様のシステムでは、同じ機能のために1,200ドルのブランド品モジュールが必要になるかもしれません(在庫があればの話ですが)。.
そして、ここからが厄介な点です。たとえハードウェアが生き残ったとしても、文書化されていない独自ロジックのせいで、将来の改造がほぼ不可能になる可能性があります。クラウニング機能を追加したいですか?軸構成を変更したいですか?編集可能なロジックとドキュメントがなければ、15年前に誰かが下した設計上の決定の中に閉じ込められたままになります。.
クローズドで老朽化した制御装置を搭載した中古のブレーキプレスを買うことは、正規ディーラーしかトランスミッションのコンピューターにアクセスできないような、走行距離の長いディーゼルトラックを買うようなものです。あなたはそれを所有しているのではなく、アクセス権をレンタルしているに過ぎません。.
購入を控えるべき警告: サービスへのアクセス、パラメータの編集、または交換部品の調達にメーカーの介入が必須である場合は、ダウンタイムのリスクを「日」ではなく「週」単位で計算し、あなたのキャッシュフローがその現実に耐えられるかどうかを判断してください。.
2軸バックゲージ(X軸およびR軸)は、奥行きと高さを位置決めします。これは単純なフランジや直線的な曲げには十分です。また、多くの「お買い得品」はここに該当します。.
しかし、顧客がオフセットフランジや非対称な曲げが必要な部品を持ってきたらどうなるでしょうか。.
Z1/Z2軸(左右独立した位置決め)や、テーパー補正のためのX1/X2軸がなければ、オペレーターは部品にシムを挟んだり、ブランクを裏返したり、曲げの間に手動で位置を調整したりしなければならなくなります。サイクルタイムは倍増し、精度は低下し、不良品が増加します。.
制御装置は技術的には「動作」するかもしれません。ラムは一日中サイクルを繰り返すでしょう。しかし、複雑な部品のプログラミングは、再現性のあるプロセスではなく、その場しのぎの作業になってしまいます。.
最新の多軸バックゲージと現在のCNCソフトウェアを組み合わせることで、オフラインプログラミング、干渉チェック、自動曲げ順序決定が可能になります。これは贅沢ではありません。見積もりの信頼性そのものです。図面を見て、交代勤務の熟練者の知識に頼ることなく、機械がそれを実行できると確信できるのです。.
基本的な2軸機でも、ブラケット、単純なチャンネル、リピートジョブといった狭いニッチな分野では利益を上げられるかもしれません。しかし、成長計画に筐体、成形キャビネット、または多曲げの構造部品が含まれている場合、軸制御の制限は生産のボトルネックとなります。.
そして、ソフトウェアの制限は形状の制限をさらに悪化させます。先ほど話した3次元エンベロープを覚えていますか?コントローラーは、その中をどれだけインテリジェントにナビゲートできるかを決定します。フトコロの浅さは一つの制約ですが、干渉を回避する順序を考えられない頭脳は、また別の制約です。.
ベッド全体で一貫した圧力をかけられない100トンのプレスブレーキは、100トンのプライドを持った60トンの問題児に過ぎません。.
多軸ゲージをインテリジェントに管理できない「CNC」ブレーキは、カラー画面が付いた手動機械に過ぎません。.
購入を控えるべき警告: ターゲット市場に多曲げや厳しい公差の仕事が含まれており、機械が2軸ゲージと時代遅れのソフトウェアしか備えていないのであれば、「後でアップグレードする」などと自分に言い聞かせてはいけません。今すぐアップグレードの価格を見積もるか、さもなければ立ち去りなさい。.
フトコロの深さを確認し、ストロークを確認し、オープンハイトを検証しました。今、キャビネットの中と画面の裏側を確認したところです。.
しかし、最新の制御装置とフル軸機能を備えていても、利益を静かに食いつぶすもう一つの要素があります。.
もし、鉄そのものが疲弊していたらどうでしょうか?
私は、10フィートの部品で角度が狂い続ける「精密な」150トン機械の調査を依頼されました。売り手は校正の問題だと断言していました。私たちがラムにダイヤルゲージを当て、下死点の上1インチまでサイクルさせたところ、左側が右側より0.012インチ低いことが分かりました。同じトン数、同じプログラム、同じ材料。これはソフトウェアの問題ではありません。長年、姿勢をチェックされることもなく働き続けた鉄の問題です。.
厳しい真実を言います。コントローラーの陳腐化は電子的に立ち往生させる可能性がありますが、構造疲労は稼働するたびに毎日あなたを苦しめます。フレームは伸び、ラムはねじれ、ガイドは過去10年間の仕事のパターンに合わせて摩耗します。そして、それらのどれもスペックシートや電源を入れただけのデモでは現れません。.
このようなものは「点検」するのではなく、機械のフォレンジック(鑑識)を行うのです。.
購入を控えるべき警告: もし売り手がラムにゲージを当てることや、全長テスト曲げを行うこと、カバーを外してガイドを点検することを許可しないなら、彼らはすでに何が見つかるかを知っていると想定してください。決断を下す前に第三者の目が必要なら、日々CNC曲げの現場に携わっている技術チームを呼ぶ価値があります。CN-HAWE に連絡して 独立した評価、能力比較、あるいは専任のR&Dと包括的な板金ソリューションに裏打ちされた最新のCNC代替機についての見積もりを相談するために。.
10フィートの精密研磨されたテストバーを用意し、下型にセットして、全長にわたって軽く触れるまでラムをゆっくりと下げます。圧力はかけません。接触させるだけです。次に、0.002インチのシックネスゲージを端から端までスライドさせてみてください。.
健全な機械であれば、抵抗は均一に感じられます。疲弊した機械では、私が「デッドゾーン」と呼ぶものが見つかります。中央や端に向かってラムが浮き上がり、突然強く締め付けられるような箇所です。これはフレームのたわみの記憶です。長年の過酷な中央荷重、特に高トン数でのボトムベンディングが、支柱とベッドを永久的に変形させているのです。.
“「しかし、中古CNCプレスブレーキのトン数は実験室での数値だ」。現場において、たわみは理論上の話ではありません。私は、同じ工場にあるはずの同一の機械で、片側に18%の油圧低下を測定したことがあります。一方はスペック通りでしたが、もう一方はサイクルごとに自滅していました。.
ベッド全体に一貫した圧力をかけられない100トンのプレスブレーキは、100トンの見栄を張った60トンの問題児に過ぎません。シムで角度を追いかけ、片側を過剰に曲げて修正し、フレームがすでに決めてしまった結果をオペレーターのせいにすることになるでしょう。.
ラムが作業全長にわたって数千分の1インチ以内で平行に下降しないのであれば、それはプレスブレーキを買っているのではなく、シム材と顧客からの苦情に対する一生涯のサブスクリプションを買っているようなものです。.
では、そもそも何がそのラムを真っ直ぐに保っているのでしょうか?
サイドカバーを外してください。外側の「塗りたての塗装」がどれほど綺麗に見えても関係ありません。ジブとウェイ(ラムを上下に真っ直ぐ移動させるための調整可能な摩耗面)を見てください。.
長年、幅の狭い部品を加工してきた機械では、中央に磨かれた跡があり、端に向かっては鈍く、ほとんど触れられていない金属面が見られるはずです。これは偏荷重です。時間が経つにつれて、ラムは垂直に動くだけでなく、ネジが緩んだドアの蝶番のように、微視的に揺れるようになります。.
ジブを締めればガタつきは取れます。私もやったことがあります。しかし、摩耗がテーパー状(ストロークの上部で0.003インチ、底部付近で0.010インチなど)になっている場合、それは損傷を修正しているのではなく、損傷に合わせて調整しているに過ぎません。研磨して再スクレーピングしますか?それならサイズにもよりますが12,000ドルから25,000ドルはかかりますし、その上、生産停止による損失も発生します。.
そして、買い手が見落としがちなのが、摩耗した金型がこの摩耗パターンを増幅させるという点です。セクション間で高さが0.005インチ不揃いな金型セットは、サイクルごとにラムに不均一な補正を強制します。長年にわたって、その不均一な反力がガイドを削り取っていきます。平行度を確認する頃には、損傷は構造的なものになっています。.
金型は8,000ドルで交換できます。しかし、フレームの摩耗を元に戻すのは簡単ではありません。.
ラムのガイダンスが損なわれたとき、現場はどのようにしてそれを隠そうとするのでしょうか?
私は、手動クラウニング(たわみを打ち消すためにベッドをわずかに弓なりにする手回しクランクシステム)を備えたブレーキで、長いステンレスパネルを加工している工場に入ったことがあります。オペレーターはダイヤルに「これで良し」というマジックの印をつけていました。“
理論上、クラウニングはたわみを解決します。しかし実際には、手動システムはたわみが仕事ごとに一定であると想定しています。実際はそうではありません。材料の硬度はバッチごとに変化します。95 HRBのステンレスは、88 HRBのステンレスと同じ挙動はしません。その余分な抵抗が、特に長い曲げ加工において、中央部に異なる負荷をかけます。.
最新の動的クラウニングシステムは、CNCに連動した油圧または機械式のウェッジを通じて、圧力分布を自動的に調整します。適切な校正を行えば、ハイエンドの機械は±0.1〜0.2度の精度を維持できます。そのシステムを怠ったり、厳しい公差が求められる現場で手動調整に頼ったりすれば、±0.5度かそれ以上にずれていきます。10フィートの化粧パネルにおいて、それは組み立て適合とスクラップ(廃棄)の分かれ目となります。.
もちろん、手動クラウニングを完全に否定するつもりはありません。多品種少量で精度の低いブラケット加工などでは、少なくとも予測可能であるため、メンテナンスの行き届いていない「高度な」システムよりも優れた結果を出すことがあります。しかし、見積もりが全長にわたる再現性の高い多段曲げ精度に依存している場合、手動補正は「職人の勘」に頼るものになってしまいます。そして、職人の勘は2交代制にスケールしません。.
クラウニングが絆創膏のようなものだとしたら、持ち上げ動作を行っているシリンダー内部では何が起きているのでしょうか?
購入を控えるべき警告: 精密作業を目的とした機械が手動クラウニングのみに依存し、全長にわたるテスト曲げで不一致を示す場合は、レトロフィット(改造)の予算を組むか、購入を見送るべきです。精密加工の現場は、マジックの印と「うまくいけばいいな」という願いで運営することはできません。.
機械の後ろに立ち、アプローチ中のラムを観察してください。スムーズに下降しますか、それとも圧力がかかる前にわずかにためらいがありますか?次に、成形圧力で保持して耳を澄ませてください。シリンダーシールからかすかなシューという音はしませんか?10秒間でわずかにドリフト(下降)しませんか?.
油圧フィルターを外して切り開いてみてください。ひだの中に銀色の光沢はありますか?それは内部の傷、つまりシリンダー内部やピストンロッドにある微細な溝です。クロムメッキのロッドにピッティング(点食)が生じると、シールはひとたまりもありません。シールを2,500ドルで交換しても、6ヶ月後にはロッドが圧力下で紙やすりのような状態になっているため、再び漏れが発生します。.
中型ブレーキのシリンダーのフルオーバーホールは、片側あたり9,000ドルから18,000ドルかかる可能性があります。ロッドの再クロムメッキや交換が必要な場合は、さらにそれぞれ6,000ドルから10,000ドルが加算されます。しかも、それは長年の不均一な負荷によってフレームのボア(穴)が楕円形になっていないと仮定した場合の話です。.
材料の不一致が診断を曖昧にします。硬いバッチは成形圧力を急上昇させ、ポンプやバルブに負担をかけます。現場は「油圧が弱い」と責めますが、真の問題は入力が制御されていないことにあります。しかし、シリンダーの傷やロッドの孔食は目に見える事実です。ラムから油が漏れているのは理論ではなく現実です。.
油圧の劣化は、通常、一度の劇的な故障で取引を台無しにするようなことはありません。それはシール、バルブ、ダウンタイム、清掃、圧力の不安定さによるスクラップといった、恒久的な経費項目となります。.
この評価を始めたとき、あなたは制御装置が故障するのではないかと心配していました。それはもっともです。しかし、疲労したフレームに結びついた老朽化した油圧システムは、一度だけあなたを困らせるのではなく、稼働させるたびに毎週あなたに負担を強いることになります。.
電子機器と幾何学的精度、そして鉄と油の状態を確認した後、問いは変わります。.
これらすべてにかかる5年間の真のコストはいくらでしょうか?
機械的に疲労し、油圧が劣化しているプレスブレーキを所有する5年間の真のコストはいくらでしょうか?
紙の上では無害に見える、現実的な仮定の話をしましょう。機械価格は42,000ドル。売り手は「保管前は稼働していた」と言います。塗装は新品同様。制御装置もまずまず。あなたは掘り出し物を見つけた気分です。.
工具の準備、輸送、配線、水平出し、デバッグを終える頃には、最初の製品を曲げる前にすでに73,400ドルの出費になっています。.
しかも、それは何も悪いことが起きなかった場合の話です。.
多くの買い手は、その機械が100トンか150トンかにこだわります。しかし、中古のCNCプレスブレーキにおけるトン数は実験室での数値に過ぎません。あなたの工場で重要なのは、最初の90日間で支払う小切手の額、そしてその後四半期ごとに支払い続ける静かな出費です。.
少し立ち止まって、損害を計算してみましょう。.
私が最初に尋ねる質問は、「どんな工具を使うのか?」です。
それが標準的なアメリカンスタイルやヨーロピアンスタイルの精密研磨工具であれば、状況は悪くありません。あちこちから探すことができますし、セクションごとに交換も可能です。時間をかけてライブラリを充実させることもできます。.
もしそれが独自規格(特殊なタング形状、廃止されたクランプシステム、奇妙な長さのセグメントなど)であれば、そのメーカーがサポートしているものに縛られることになります。メーカーが存続していればの話ですが。.
38,000ドルのプレスブレーキを購入し、1/2インチから2インチまでの一般的なV開口をカバーする基本的なパンチとダイのパッケージに15,000ドルを費やす買い手を見てきました。それは特殊な工具ではなく、生き残るための工具です。.
ここで機械的な摩耗が計算に再び忍び寄ります。疲労したフレームと摩耗したギブ(摺動ガイド)は、工具に均等に負荷をかけません。そのため、1,200ドルのひび割れた3フィートのダイセクションを1つ交換する代わりに、何もかもが均一に当たらないために、ベッド全体の不適合なセグメントを交換することになります。工具は資産ではなく消耗品になってしまうのです。.
ベッド全体で一貫した圧力をかけられない100トンのプレスブレーキは、100トンのプライドを持った60トンの問題児に過ぎません。.
次に、フィートあたりのトン数の間違いを重ねてみましょう。90トンと書かれたラベルを見て、10フィートの軟鋼部品を加工するために「安い」90トン機を買ったとします。あなたは分散荷重の限界ギリギリにいます。工具は欠け始め、パンチの先端はマッシュルーム状に変形します。初年度に交換部品として4,800ドルを使い果たし、あなたは工具ベンダーを責めるでしょう。.
悪かったのはベンダーではありません。.
購入を控えるべき警告: もし機械の基本的な動作セットを構築するために、購入価格の35%を超える専用工具が必要な場合は、やめておきなさい。それはお買い得品を買うのではなく、依存関係を買うことになるからです。.
さて、機械を購入し、工具も揃えました。次はそれを自社の建物に搬入する必要があります。.
14フィート、100トンのブレーキプレスは、仕様にもよりますが約20,000〜28,000ポンド(約9〜12.7トン)の重量があります。これはフォークリフトと人手でどうにかなる移動ではありません。.
据付作業(リギング)だけで、距離、クレーンの使用時間、工場内を台車で移動させる必要があるかどうかによって、6,000ドルから8,000ドルかかる可能性があります。両端でクレーンが必要なら、さらに費用は増えます。売り手が積み込みを行わない場合、その費用もあなたの負担です。.
次に電源です。あなたの工場には適切な電圧が来ていますか?もしそうでなければ、変圧器と電気工事で3,500ドルから7,000ドルかかる可能性があります。古い油圧ポンプの突入電流に対応するためだけに、配電盤をアップグレードした例も見てきました。.
基礎は人々が考える以上に重要です。疲労したフレームはねじれを増幅させます。それをすでにひび割れた不均一な6インチの床板の上に設置すれば、水平出しは毎週の儀式となるでしょう。極端な場合、工場は床を切り取って打ち直す必要があります。これにはサイズと補強にもよりますが、4,000ドルから12,000ドルかかります。.
“「現状有姿(As-Is)」とは、売り手の責任は彼らのドアまでで終了することを意味します。.
購入を控えるべき警告: 手付金を振り込む前に、据付、電気工事、床の準備費用を書面で見積もっていなければ、それは推測に過ぎません。そして推測こそが、42,000ドルの機械を60,000ドルの驚きに変えてしまう原因なのです。.
さらに、その上に工具代を積み上げてみてください。.
もはや42,000ドルではありません。ラムが8時間連続で負荷の下で平行を保てることを証明する前に、70,000ドルに近づいています。.
では、高い支払いの方が実際には安くつくのはいつでしょうか?
2台の仮想的な機械を比較してみましょう。.
機械A:42,000ドル。古い制御装置。目立つ油圧漏れ。手動クラウニング。不明な工具規格。工具に15,000ドル、据付に8,000ドル、電気工事とセットアップに5,000ドルを費やします。合計で70,000ドルになります。5年間で、シール、バルブ、アライメントのトラブルに年間平均6,000ドルかかります。これはさらに30,000ドルの追加です。.
5年間のコスト:約100,000ドル。しかも、精度が安定しないことによる仕事の損失は含まれていません。.
機械B:68,000ドル。より優れた構造。シリンダーのオーバーホール記録あり。標準的な精密工具が付属。過負荷保護付きの最新制御装置。据付とセットアップの合計費用は12,000ドル。.
初期費用は約80,000ドルです。フレームが無理をしておらず、油圧系も内部が摩耗していないため、メンテナンス費用は年間平均2,000ドルです。5年間で10,000ドルが加算されます。.
5年間のコスト:約90,000ドル。.
機械Bは初日には高く見えましたが、5年目にはより安くなっているのです。.
これは走行距離の長いディーゼルトラックの問題と同じです。安い方は、バッジ上の馬力は高く、フロントガラスの価格は低く表示されています。しかし、フレームは疲弊し、トランスミッションのコンピューターは時代遅れで、リアアクスルは10年間も過負荷状態に置かれていました。試乗ではそれを感じることはできません。6ヶ月後にトレーラーを牽引して坂道を登る時に初めて実感するのです。.
プレスブレーキも同じです。.
この業界で生き残るバイヤーは、「何トンか?」と尋ねるのをやめ、「まだ交換していない部品を含め、この機械を所有するのに年間いくらかかるのか?」と尋ね始めます。“
これが変化です。.
なぜなら、5年間のコストを明確に把握できれば、決断は感情的なものではなくなり、機械的なものになるからです。その論理は、退屈なほどに明確です。.
そして、その退屈な計算こそが、加工工場を存続させるのです。.
中古のプレスブレーキを探してはいけません。.
あなたが作る中で最も厄介な部品、つまり最も長く、最も厚く、最も形状が複雑で、見積もり担当者を悩ませるような部品から逆算して、機械を特定するのです。そして、感情が入り込む前に、計算によって機械をふるいにかけるのです。.
ほとんどのバイヤーはリストから探し始めますが、私は図面から始めます。なぜなら、総所有コスト(TCO)は購入後に計算する数字ではなく、オフィスを出る前に適用すべきフィルターだからです。実際の生産物から機械を逆算すれば、形状によってフレームの強度不足が露呈し、金型の不適合によって見せかけのトン数が明らかになり、コントローラーの制限が機能ではなく人件費として浮かび上がってきます。それこそが、先ほど説明した5年間の罠を回避する方法です。.
では、最初に何をチェックすべきでしょうか?
最初の質問:フトコロ深さ、オープンハイト、ストロークはどれくらいか。そして、それらは私の最も厄介な部品を物理的にクリアできるか?
もしあなたの部品に16インチの戻りフランジがあり、ブレーキのフトコロが12インチしかなければ、150トンあろうが関係ありません。そこで終わりです。ある工場が2,000mmの機械を購入したところ、400mmのフランジがフレームに当たって底突きしてしまうという事態を目の当たりにしました。彼らには馬力はありましたが、スペースが足りなかったのです。その解決策は機械的な調整ではなく、別のブレーキを買うことでした。.
2番目の質問:どのコントローラーが搭載されており、誰が現在もサポートを提供しているか?
もし制御装置が2008年製で、メーカーがすでに基板を在庫していない場合、一度の電圧サージで2万ポンドの文鎮に成り下がります。私は、たった1枚のモーションカードが故障し、調達できなかったために、28,500ドルのレトロフィットを余儀なくされたバイヤーを知っています。その機械は検査時には「正常に動作」していました。しかし6ヶ月後、一度点滅したきり、二度と戻ることはありませんでした。.
3番目の質問:ベッド全長のうち少なくとも60%にわたって全トン数が定格されているか。そして、実際にどのように曲げるのか?
ここでバイヤーは自分自身を欺きます。中古のCNCプレスブレーキにおけるトン数は、実験室での数値に過ぎません。それは荷重が分散されていることを前提としています。もし短いセクションで最大に近いトン数をかけようと計画しているなら、フレームを疲労させ、ラムをたわませるような方法で応力を集中させていることになります。南部の工場では、オペレーターが全定格で短い曲げ加工を繰り返した結果、サイドフレームを廃棄せざるを得なくなった例があります。リストに嘘はありませんでしたが、使い方が間違っていたのです。.
さて、自分自身に問いかけてみてください。もし売り手がこれら3つの質問に明確に答えられないなら、検査で何が明らかになると思いますか?
購入を控えるべき警告: フトコロ深さ、コントローラーのサポート、またはフィートあたりのトン数定格が曖昧で、文書化されておらず、「大丈夫なはず」と言われるようなら、訪問の予定は立てないでください。あなたは機械を評価しているのではなく、将来の負債を審査しているのです。.
しかし、リストを排除するのは防御的なアプローチです。では、実際に必要なものをどのように積極的に定義すればよいのでしょうか?
最も条件の厳しい部品を取り出し、材料、厚さ、曲げ長さ、内側半径、ダイ開口幅の5つの数値を書き出してください。.
次に、ダイ開口幅を変更してみます。.
同じ1/4インチのA36鋼、同じ10フィートの長さだとします。3インチのVダイでは約139トンの圧力が必要になるかもしれません。図面でより小さな半径が指定されているため1.5インチのVダイに変更すると、必要な圧力は300トン近くまで跳ね上がります。他の条件は何も変わっていません。金型を変えただけで、機械に求められる能力が倍増したのです。.
バイヤーが「油圧が弱い」と非難する原因はここにあります。実際の問題は、選択した金型が機械の定格トン数を無効にしてしまっていることにあります。.
また、成形方法も無視できません。エアベンディング(ダイに部分的に押し込んで成形する方法)は、パンチで材料をダイに完全に密着させるボトムベンディングよりも少ない力で済みます。複雑な部品で角度の安定性を確保するためにボトムベンディングが必要な場合、必要なトン数はさらに上昇します。エアベンディングの表で「90トン、10フィート対応」と謳われている機械でも、ボトムベンディングを行うステンレスパネルには全く対応できない可能性があります。.
ここで成長戦略の議論が重要になります。今日の仕事に「必要十分」な機械を購入し、将来の成長に合わせていく工場もあれば、過剰なトン数の機械を購入して5年間も資本を固定してしまう工場もあります。.
バランスを取るためのポイントは、単なる圧力ではなく、形状を過剰にスペック設定することです。スロート深さとオープンハイトに余裕を持たせても、ほとんどの場合、悪影響はありません。フレームの剛性やコントローラーのサポートを伴わない過剰なトン数は、本来たわむべきでない箇所がたわんだ際に修理費を膨らませるだけです。.
購入を控えるべき警告: 逆算した最悪の曲げ条件が、実際のダイ選択において、その機械の現実的な分散トン数の80%を超えている場合、あなたは限界ギリギリのところで買い物をしていることになります。その限界ギリギリの状態こそが、フレームの疲労を招き、利益を消失させる原因です。.
紙の上のスペックと、実際の断続的な動作は別物です。.
誰でも5分間ラムを上下させることはできます。.
私が見たいのは、2時間深さを維持できるかどうかです。.
断続的なCNCエラーはアラームとして表示されません。角度のズレ、ランダムなオーバートラベル、あるいは5回に1回0.012インチずれるバックゲージとして現れます。これはオペレーターの問題ではありません。サーボアンプの過熱、スケールのフィードバック喪失、あるいは油圧の不整合をコントローラーが補正しようとしている証拠です。.
テストピースを持参してください。生産ペースで同じ部品を10個曲げます。1番目、5番目、10番目を測定してください。角度がずれていくなら、それは制御の不安定さか、熱によるフレームのたわみを目の当たりにしていることになります。.
そして画面を注視してください。ちらつき、遅延、入力のフリーズ。工場の扇風機をむき出しの制御盤に向けているのは「追加冷却」ではありません。誰かが老朽化した電子機器をだましだまし使っている証拠です。.
あなたは機械が動くかどうかを確認しているのではありません。.
繰り返しの精度があるかどうかを確認しているのです。.
購入を控えるべき警告: 安定した負荷の下で、説明のつかない角度のズレ、ランダムな深さの変動、あるいは制御画面のちらつきが見られる場合は、直ちに制御装置全体のレトロフィット費用を見積もりに含めるか、その取引から手を引いてください。「安定したままでいてほしい」と願うことが、68,000ドルを96,000ドルに変えてしまうのです。.
安定した機械であっても、別の種類のコストが隠れていることがあります。.
油圧キャビネットを開けてください。フィルターハウジング内に金属片がないか確認してください。シリンダーロッドに傷がないかチェックしてください。シール交換の記録を要求してください。.
記録がない?ならば、次はあなたの番だと覚悟してください。.
油圧ポンプは予定通りに爆発したりはしません。ゆっくりと効率が低下していくのです。18%の圧力低下が直ちに生産を停止させることはありません。しかし、オペレーターは過剰な曲げ加工を強いられ、スプリングバックと格闘し、最大設定に近い状態で運転せざるを得なくなります。それが他のあらゆる箇所の摩耗を加速させます。機械は「少し疲れている」ように感じられ、工具代がかさみ始めます。.
さらに、芯出しの問題もあります。ラムがパンチ全体に対して不均一な接触痕を示しているなら、今後何年にもわたってシム調整やクラウニング調整に追われることになるかもしれません。ベッド全体に一貫した圧力をかけられない100トンのプレスブレーキは、100トンの見栄を張った60トンの問題児に過ぎません。.
予測可能な生産とは、フレームが直角であり、油圧が維持され、コントローラーが正確に繰り返し動作し、メンテナンスの履歴が把握できている状態を指します。メンテナンスの未処理案件があるということは、あなたがそのメンテナンスの当事者になるということです。.
そこで、覚えておくべき重要なことが一つあります。
「これは良い買い物か?」と聞くのはやめましょう。“
「もしこれが今後5年間所有できる唯一のブレーキであり、自分の最も難しい部品を加工するために使うとしたら、その形状、制御アーキテクチャ、構造状態は、コストを安定させるか、それとも不安定にするか?」と問いかけてください。“
その問いが明白でないのは、販売リストには「不安定さ」など決して記載されないからです。.
しかし、それこそがあなたが実際に購入しているものなのです。.


















