

O programa correu sem problemas. Nenhum destaque vermelho de colisão. Uma animação suave e fluida do martelo a descer, a aba a passar livremente pela ferramenta, os dedos do batente traseiro a deslizarem para fora do caminho como numa coreografia.
A primeira peça na prensa real? A aba de retorno roçou na carcaça do batente traseiro e fez o ciclo parar a meio caminho.
Não havia nada “errado” no software. Esse é o problema.
A maioria das oficinas compra simulação para ver a dobra antes de cortar o aço. Justo. Um modelo 3D em movimento dá sensação de controlo. Mas o movimento num ecrã não é o mesmo que o movimento limitado por 60 toneladas de aço, atraso de servomotor, ferramentas desgastadas e um batente traseiro que foi desalinhado três vezes este ano.
Um jogo de arcade de voo parece voo. Um simulador certificado modela cada superfície de controlo, deslocamento de peso e comportamento em estol. Um diverte. O outro treina pilotos que esperam consequências.
O software de prensas dobradeiras não é diferente.

Veja a biblioteca de máquinas que vem com o seu software. É a sua prensa — ou uma versão “suficientemente parecida” com tonelagem e profundidade de garganta semelhantes?
A maioria dos sistemas de terceiros usa envelopes cinemáticos genéricos. É linguagem empresarial para “move-se como algo desta gama de tamanho”. No chão da fábrica, isso significa que os limites de curso do martelo, a geometria do suporte de ferramenta, os desvios das garras e o curso do batente traseiro são aproximados. Próximos. Não exatos.
A dobra no ar — o método que 90 % das oficinas usam — não perdoa “aproximações”. O ângulo resulta da profundidade do punção, da espessura do material e do retorno elástico. Uma variação de 0,2 mm na espessura do material ou na altura da matriz altera o ângulo. Se o software tratar isso como uma condição estática e ideal, estará a ver uma versão caricaturada do seu processo.
Pare de adivinhar. Se a sua viga superior flete 0,3 mm no centro sob carga e o seu modelo assume um martelo rígido, a sua folga “perfeita” na simulação pode ser negativa na realidade.
Uma vez vi uma peça passar lindamente num modelo genérico e depois bater na estrutura lateral porque a altura útil da máquina real era 8 mm menor do que a da versão da biblioteca. Essa peça foi diretamente para o caixote do lixo. A animação era impecável.
Então, quanto vale realmente essa confiança visual?

Ouça com atenção: deteção de colisões de 90 % não é um A‑menos. É uma colisão garantida — apenas com atraso.
Se o seu software verifica interferências punção‑matriz e colisões básicas peça‑ferramenta, mas ignora a geometria das garras, os transportadores de cabos do batente traseiro ou ferramentas de acabamento personalizadas, está a operar com proteção parcial. Os folhetos corporativos chamam‑lhe “visualização abrangente”. No chão de fábrica, significa “não modelámos essa peça”.”
Uma interferência que passa despercebida não aparece como um ícone de aviso. Aparece como um eixo travado, uma ferramenta marcada ou uma aba dobrada que não consegue endireitar.
Olhe para o martelo. Ele não quer saber que as outras nove dobras correram bem na simulação. A décima dobra — aquela que o software não compreendeu totalmente — é a que decide o seu tempo de paragem.
E aqui está a parte que a maioria das oficinas não diz em voz alta: os operadores deixam de confiar no software depois de uma falha grave. Depois passam a fazer ciclos a seco de tudo, de qualquer maneira. Se ainda precisa de avançar a primeira peça manualmente em modo passo‑a‑passo para “ter a certeza”, o que é que o modelo 3D realmente lhe poupou?
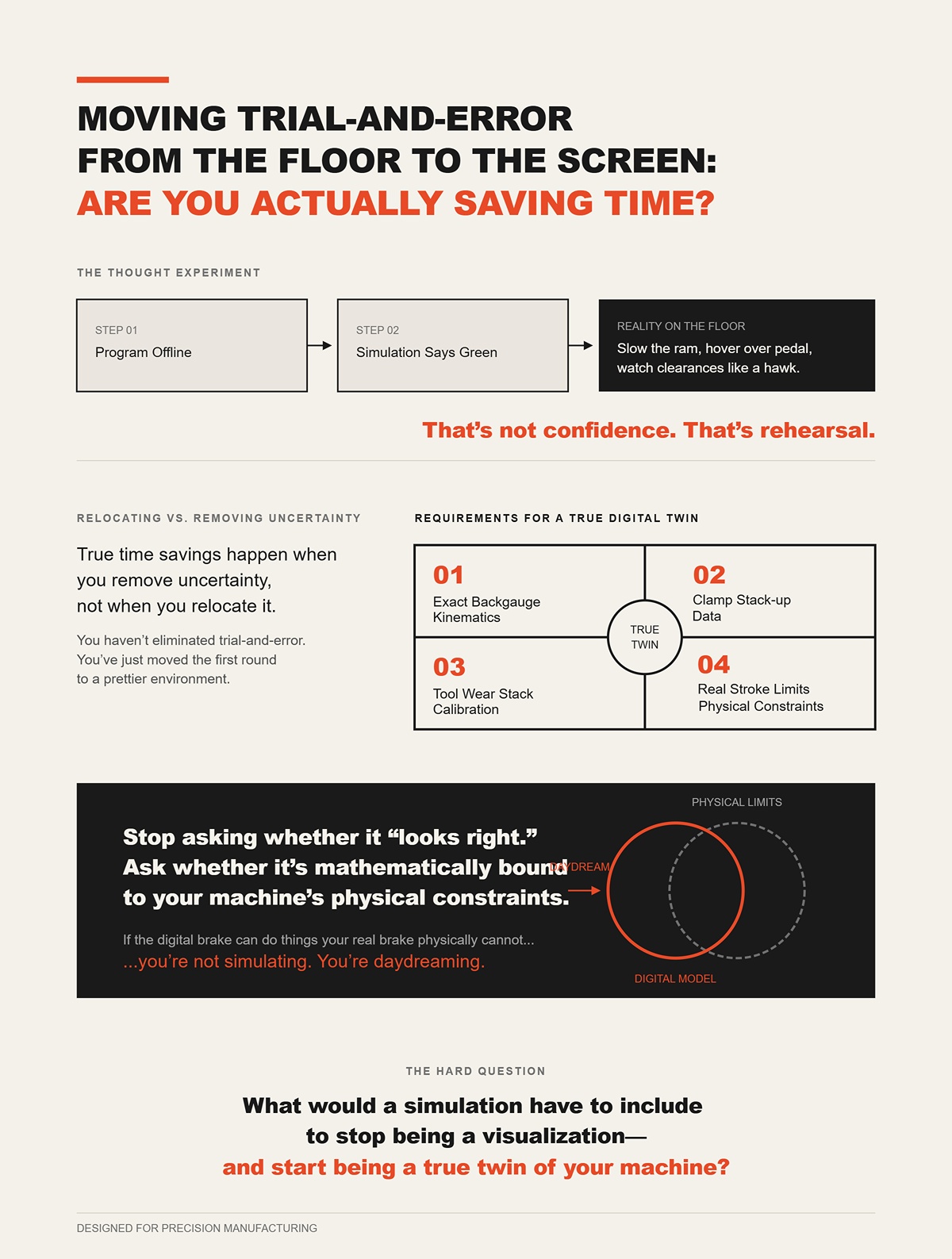
Faça a experiência mental. Programa offline. A simulação dá luz verde. No chão, ainda abranda o curso, paira sobre o pedal e vigia as folgas como um falcão.
Isso não é confiança. É ensaio.
A verdadeira poupança de tempo acontece quando se elimina a incerteza, não quando se muda de lugar. Se o seu modelo não reproduz exatamente a cinemática do seu batente traseiro, a pilha de fixações, o desgaste das ferramentas e os limites reais do curso, não eliminou a tentativa‑erro. Apenas transferiu a primeira ronda para um ambiente mais bonito.
Pare de perguntar se “parece bem”. Pergunte se está matematicamente vinculado às restrições físicas da sua máquina.
Porque se o travão digital consegue fazer coisas que o seu travão real fisicamente não pode, não está a simular. Está a sonhar acordado.
E isso levanta a questão mais difícil: o que teria de incluir uma simulação para deixar de ser uma visualização — e começar a ser um verdadeiro gémeo da sua máquina?
Imagine um painel de 3 metros, aço macio de 6 mm, quatro dobras feitas. O ecrã mostra folga de sobra, rotação limpa, sem realces vermelhos. No chão, a quinta dobra trava porque o corpo da pinça superior — nunca modelado — ocupa o mesmo espaço que a flange de retorno agora necessita. O programa correu limpo. O travão não.
É essa lacuna que estamos a fechar aqui.
Se um gémeo digital quiser merecer esse nome, tem de replicar todas as restrições físicas que podem impedir o movimento: geometria real da ferramenta, curso real do batente traseiro, deflexão real sob carga, limites reais do curso. Não “semelhante”. Não “classe de máquina”. A sua máquina. Um gémeo que ignora o teto do curso e a curva de deflexão não é um gémeo — é um primo afastado que nunca pôs os pés na sua oficina.
E quando se aceita isso, a questão deixa de ser “parece certo?” e passa a ser “o que exatamente deve ser modelado para que fisicamente não me possa mentir?”
Comece pelo armário das ferramentas, não pelo ficheiro CAD.
Já vi oficinas importar orgulhosamente um DXF perfeito, apenas para descobrir que a sua simulação usava um “punção padrão de 88 graus” que não existia em lado nenhum do seu suporte. O punção real tinha um ombro aliviado. A pilha de pinças acrescentava 42 mm de altura. Os suportes tinham orelhas assimétricas. Nada disso estava presente no modelo.
Pare de adivinhar. Se a sua biblioteca de ferramentas não incluir exatamente o raio da ponta do punção, o perfil do ombro, o corpo do suporte, o tipo de pinça e a altura total da pilha, não está a simular um travão — está a animar um conceito de dobra.
Eis o mecanismo: os motores de deteção de colisões funcionam com geometria. Se a geometria for simplificada — por exemplo, o punção é modelado como uma cunha infinitamente fina — então o software só pode detetar interferências com base nessa ficção. Mesmo sistemas sofisticados que usam hierarquias de delimitação (linguagem de programador para “testes de colisão 3D rápidos”) ainda falham na deteção de problemas de fabricabilidade quando as formas das ferramentas subjacentes estão incorretas. Um perfil não planar pode parecer viável num visualizador 3D genérico e, no entanto, ser impossível numa prensa dobradeira porque o corpo do suporte bloqueia a rotação muito antes de a ponta do punção o fazer.
E o desgaste das ferramentas importa. Já medi matrizes com 0,15 mm de diferença em altura entre estações após anos de uso. O desvio de ângulo seguiu o ombro mais alto. Se a sua biblioteca assume que cada matriz é nova de fábrica e perfeitamente igualada, o modelo já está a mentir sobre profundidade de penetração e ângulo.
Há anos, confiei num modelo de ferramenta “suficientemente aproximado” num trabalho urgente. Primeira peça pronta, a orelha real da pinça marcou a perna de retorno. Marca minúscula. O cliente viu. Todo o lote foi para o contentor de sucata porque a especificação estética era apertada.
Por isso, quando um fornecedor diz “gestão integrada de ferramentas”, traduza para termos de oficina: está a modelar exatamente o aço aparafusado ao meu curso hoje — incluindo as suas imperfeições — ou apenas um desenho de catálogo?
Olha para o carro do batente traseiro, não apenas para os dedos.
A maioria das simulações mapeia os limites de deslocamento X e R e dá o trabalho por concluído. Isso é como modelar um camião apenas pela distância entre eixos e ignorar a cabina. Na realidade, o alojamento, os trilhos lineares, os transportadores de cabos e até as cabeças dos parafusos definem o teu envelope real.
Deixa de assumir que o batente é um ponto no espaço. É um conjunto móvel com largura, altura e profundidade.
Os erros caros acontecem durante a rotação da peça. O software verifica a aba em relação à ponta do dedo, mas ignora o corpo do carro 80 mm atrás. A dobra passa na animação. Na realidade, a aba descreve um arco largo e atinge a chapa lateral do carro a meio da rotação.
Mecanicamente, isto é geometria simples: o raio de rotação é igual ao comprimento da aba mais a espessura do material, mais qualquer desvio da linha de dobra. Se esse raio exceder a folga até à massa sólida mais próxima—suporte do dedo, alojamento, estrutura—ocorre colisão. Se o modelo incluir apenas a ponta do dedo, não consegue detectar essa varredura.
Uma vez observei um canal de 1,5 metros a rodar lindamente no ecrã. Na prensa, a segunda aba apanhou o percurso do cabo que alimenta o eixo Y2. Nem sequer foi o próprio batente—foi o percurso de cabos. O reparo custou mais do que a licença do software.
As brochuras corporativas chamam a isto “deteção de interferência do batente traseiro”. No chão da fábrica, isso deve significar: cada corpo sólido atrás dos dedos está mapeado em 3D e limitado ao seu verdadeiro deslocamento de eixo. Qualquer coisa a menos é visão parcial.
E se a tua oficina trabalha com frotas mistas, aqui vai a verdade incómoda: os sistemas de inferência que monitorizam a carga elétrica e o movimento dos eixos podem indicar tendências de tempo de atividade sem modelar nada desta geometria. Isso serve para painéis de manutenção. Mas não conseguem dizer-te se uma aba de retorno de 600 mm vai passar livremente pelo alojamento do eixo R na máquina #3. Trabalhos diferentes. Física diferente.
Por isso, quando alguém afirma “compatibilidade independente da máquina”, pergunta a ti próprio: quero um relatório da frota—ou quero saber se esta peça vai rodar fisicamente?
Prende uma chapa de aço inoxidável de 3 metros e 4 mm e aplica 70% de tonelagem da máquina. Observa o pistão e a mesa sob carga. Não o verás a olho nu, mas mede a penetração ao centro em comparação com as extremidades e encontrarás variação. Registei cerca de 0,3 mm de deflexão central em hidráulicas mais antigas sob carga elevada.
Se o modelo trata o pistão e a mesa como vigas perfeitamente rígidas, cada dobra simulada ao longo dessa extensão assume penetração uniforme. Isso é fantasia.
Deixa de fingir que o aço não flete.
Os sistemas de coroamento—cunhas manuais ou controladas por CNC—existem porque a máquina flete no meio sob carga. Se a tua simulação não incluir a curva de deflexão da tua máquina e o comportamento do seu sistema de coroamento, pode prever folgas e ainda assim falhar na uniformidade do ângulo ao longo da peça.
O mecanismo é simples: o ângulo na dobra ao ar é função da profundidade do punção em relação à abertura da matriz. Se a deflexão central reduzir a penetração efetiva em apenas 0,1–0,2 mm, o ângulo abre. Em peças longas, isso acumula-se ao longo de várias dobras e a geometria final desvia-se.
As máquinas servoelétricas acrescentam outra camada. As suas transmissões de parafuso de esferas podem repetir a posição do pistão com precisão de mícrons porque não há óleo hidráulico a “respirar” com a temperatura. Mas essa precisão só importa se a simulação refletir os perfis de movimento e limites específicos dos servos. Modelar cada prensa como um deslizador hidráulico genérico ignora como a aceleração, desaceleração e controlo do curso diferem entre plataformas.
Se o software tratar isso como uma condição estática e ideal, estarás a assistir a uma versão animada do teu processo.
Já persegui um problema de ângulo numa peça longa durante meia pausa antes de perceber que o modelo não tinha qualquer lógica de deflexão. A peça fletiu o suficiente para que a flange final não se assentasse plana na montagem. Recurvamos. Rachou. Outro lote encostado à parede.
Portanto, pergunta: a simulação sabe como o teu quadro específico flete—e como o teu coroamento o corrige—ou está a assumir uma máquina que existe apenas numa brochura?
Olhe para o gráfico de curso do martelo no seu manual.
Cada prensa tem limites rígidos: abertura máxima, altura mínima de fecho, limite superior do curso do eixo Y, velocidades de aproximação seguras, zonas de desaceleração. No entanto, muitas bibliotecas de software definem o movimento como “o martelo desce até ao contacto”, ponto final.
Pare de aceitar “tonelagem semelhante” como identidade da máquina.
Numa instalação que analisei, o modelo digital permitia mais 15 mm de altura aberta do que a prensa real. Na simulação, uma caixa alta rodava facilmente. No chão da fábrica, a peça bateu na estrutura lateral porque a abertura real era mais apertada e o martelo não conseguia recuar o suficiente para permitir espaço de rotação.
Isso é pura cinemática: se a retração máxima em Z for menor do que o envelope de rotação exigido pela peça, o movimento é fisicamente impossível. Um modelo genérico que estenda o curso para além da realidade cria movimentos que a sua prensa não consegue executar.
As máquinas hidráulicas acrescentam variabilidade. A temperatura do óleo altera o posicionamento efetivo durante longas execuções. As máquinas servo não derivam da mesma forma, mas apresentam características diferentes de binário e velocidade próximos dos limites de curso. Se 73% das oficinas ainda utilizam hidráulicos antigos, então um modelo “um martelo serve para todos” apaga o comportamento quotidiano da maioria das oficinas.
Há anos confiei num limite de curso genérico durante um programa de caixa funda. A simulação indicava: retrair, rodar, continuar. A máquina real atingiu o seu limite superior e parou a meio do ciclo. O operador improvisou uma solução. O punção tocou no ombro da matriz. Colisão de ferramenta. Uma lição cara sobre o que “quase suficiente” significa a 80 toneladas.
Um verdadeiro gémeo digital restringe o movimento exatamente como a sua prensa faz — mesmo limite superior de curso, mesma altura de fecho, mesmo comportamento de desaceleração, mesmos limites de eixo. Se o martelo virtual consegue mover-se onde o martelo físico não pode, não está a simular produção. Está a ensaiar um movimento que a sua máquina recusará realizar. Esse nível de fidelidade começa com a própria máquina, razão pela qual avaliar a plataforma real — como uma solução baseada em CNC da CN-HAWE sistemas de prensas dobradeiras— é inseparável da avaliação do software que a modela.
E quando compreender o quão elevado é realmente esse padrão, a próxima questão deixa de ser teórica.
Que software realmente o cumpre — e quais continuam a vender jogos de arcada com melhores gráficos?
Há alguns anos atrás, fiquei atrás de uma nova prensa de 8 eixos a executar o software offline da sua própria marca. O programa correu limpo. Sem colisões no ecrã. As réguas moveram-se como coreografia. Primeira peça saída da máquina? A flange traseira bateu na estrutura do eixo R porque a oficina tinha substituído por um dedo personalizado mais curto que não constava na biblioteca OEM.
Essa é a questão que temos diante de nós agora. Não quem tem os gráficos mais bonitos. Não quem tem mais vídeos de marketing. Quais plataformas realmente modelam a sua máquina como ela existe no chão da fábrica — e quais assumem a versão de catálogo?
Já viu quão alto está o nível: limites reais de curso, curvas reais de deflexão, envelopes reais de eixos. Portanto, quando comparamos sistemas nativos OEM com ferramentas “agnósticas” de terceiros, estamos na verdade a perguntar uma coisa: isto é um simulador de voo certificado ligado ao seu cockpit, ou um jogo de arcada que apenas se parece com um?
Vamos separar os pesos pesados.
Abra um ficheiro nativo de uma suíte OEM e envie-o diretamente para o controlador. Sem pós-processamento. Sem tradução. Sem intermediário. A mesma empresa que escreveu o firmware de controlo escreveu o simulador offline. Isso tem importância.
Porque “comunicação sem fricção” em linguagem de brochura significa isto em termos de oficina: o código NC que o teu controlador executa é gerado pela mesma árvore lógica que corre na simulação. Cálculo de profundidade de dobra, tabelas de compensação de coroamento, zonas de desaceleração perto do ponto morto inferior — estão a usar a mesma matemática.
Se o teu controlador faz uma pausa de 2 mm antes da profundidade teórica para permitir que o seu sistema de correção de ângulo em tempo real leia a carga e ajuste — a simulação offline conhece esse comportamento porque foi desenhada em torno dele. Isso não é cosmético. É alinhamento cinemático.
Agora, o compromisso.
Vê um retrofit da Cincinnati de há alguns anos — novo controlo OEM adicionado a uma estrutura hidráulica veterana. Obténs simulação 3D e rede, sim. Mas a instalação requer assistência de fábrica, migração de parâmetros, integração de hardware. E uma vez dentro desse ecossistema, ficas lá. Bibliotecas de ferramentas, modelos de máquina, atualizações — tudo nativo. Tudo controlado.
Pára de fingir que isso é flexibilidade gratuita.
Mesmo em ambientes OEM, o atrito de dados aparece. Já vi tabelas de compensação de dobra mudarem quando exportações de CAD foram interpretadas de forma diferente pelo módulo do controlador. O DXF é “universal” em teoria. Na prática, as suposições de fator K ainda variam. Se até os sistemas nativos podem tropeçar na tradução de geometria, a única razão pela qual recuperam é porque o controlador e a simulação partilham a mesma linguagem interna.
Essa linguagem partilhada é o verdadeiro ativo. O bloqueio é o preço.
Então o que acontece quando o software não vem da mesma fábrica que o ferro?
Certa vez analisei um pacote de terceiros a correr três marcas diferentes de prensas dobradeiras numa única oficina. No ecrã, geria todas. Mesma interface. Mesmo fluxo de trabalho. Essa é a promessa das ferramentas agnósticas: um só cérebro para uma frota mista.
Em linguagem corporativa, elas “suportam múltiplos dialetos de controladores.” No chão, isso significa que geram instruções genéricas de dobra e depois passam por um pós-processador — um tradutor — para converter em código nativo de cada controlador.
Se ainda tens de avançar a primeira peça em modo manual para “estar seguro”, o que é exatamente que o modelo 3D te poupou.
Olha para o êmbolo.
O modelo de terceiros inclui a tua rampa exata de desaceleração do eixo Y perto da altura final? Sabe os limites de velocidade de aproximação segura do teu controlador específico quando a tonagem excede um certo limiar? Ou está a calcular uma profundidade idealizada e a confiar que o pós-processador corrija as diferenças na exportação?
JEELIX e análises semelhantes apontaram a dura verdade: gerar código NC universalmente preciso e otimizado para todas as marcas e modelos é extremamente difícil. A lógica proprietária vive dentro de cada controlador — rotinas de compensação de retorno elástico, ajustes dinâmicos de coroamento, interbloqueios de segurança que alteram trajetórias de movimento.
Uma ferramenta agnóstica pode modelar a geometria lindamente e ainda tratar mal o comportamento específico do controlador durante a geração do código. Isso não é um problema gráfico. É um problema de fidelidade cinemática na camada de execução.
O lado positivo? Flexibilidade. Frota mista? Hidráulicas antigas ao lado de servoelétricas novas? Plataformas de terceiros frequentemente permitem centralizar a programação sem comprar três ecossistemas OEM.
O risco? Cada dobra passa por um tradutor.
E cada tradutor introduz interpretação.
O que nos traz ao dinheiro, porque ideologia não paga pelo inox descartado.
Imagine uma caixa médica com tolerância de ±0,2 mm na localização do furo em relação à flange. Material: aço inox 304 de 2 mm. Quatro dobras. Se a primeira peça estiver errada, não se faz “ajustes e envio”. Faz-se desperdício.
Uma oficina que aconselhei utilizava simulação OEM nativa ligada diretamente ao sistema de medição de ângulo. O controlador fazia uma pausa perto da profundidade final, medindo o ângulo real sob carga, compensando em tempo real. A simulação offline previa a tonelagem e a penetração com base nas mesmas tabelas de compensação. A primeira peça atingia consistentemente as especificações sem necessidade de ajustar manualmente.
Agora compare isso com uma oficina hipotética de frota mista que usa programação offline de terceiros. A simulação indica penetração de 12,43 mm. O pós-processamento traduz para o código do controlador. A rotina interna da máquina para recuperação de mola ajusta a profundidade de forma diferente do esperado. A primeira peça sai com 0,6° de abertura. O operador aumenta a profundidade e volta a executar.
Essa única correção pode custar cinco minutos.
Se fizeres isso em 40 trabalhos de precisão por semana, perdes horas — sem contar o desperdício ocasional quando as tolerâncias se acumulam em várias dobras.
Deixa de adivinhar o ROI apenas em termos de custo de licença.
A cinemática nativa justifica o investimento quando a precisão da primeira peça é mais importante do que a flexibilidade do software. Mas aqui está o contraponto desconfortável: controladores modernos com correção de ângulo em tempo real podem, por vezes, eliminar o desperdício da primeira peça mesmo sem uma simulação offline perfeita. Medem e ajustam na própria máquina.
Por isso, tens de te perguntar: o teu desperdício vem do erro de ângulo sob carga — que os controladores inteligentes podem corrigir — ou de trajetórias de movimento impossíveis e erros de folga — que apenas a cinemática de alta fidelidade pode prevenir antes que o êmbolo se mova?
Modos de falha diferentes. Propostas de valor diferentes.
E tudo depende de como o código chega efetivamente ao controlo.
Imagina dois caminhos.
Caminho um: o sistema offline escreve código diretamente no formato nativo do controlador. Sem conversão. O que simulas é o que executas.
Caminho dois: o sistema offline gera uma descrição neutra da dobra — posições, ângulos, sequências — e depois um pós-processador converte-a em código específico da marca.
Esse pós-processamento não é um simples dicionário. É um conjunto de regras que tenta imitar um comportamento proprietário que não domina completamente.
Quando um controlador tem lógica incorporada — ajuste automático de compensação com base em curvas de tonelagem, mudanças adaptativas de velocidade de dobra perto do ponto de contacto, sincronização de eixos motivada pela segurança — o pós-processador de terceiros deve ou aproximar essa lógica ou delegar à máquina e esperar que o alinhamento se mantenha.
Se o software tratar isso como uma condição estática e ideal, estarás a assistir a uma versão animada do teu processo.
Já vi um pós-processador falhar um requisito específico de pausa do controlador antes da medição do ângulo. A simulação mostrava um fluxo suave. No chão de produção, a máquina fez uma pausa inesperada, deslocando o equilíbrio da peça durante a rotação. Insignificante? Sim. Mas acumula-se um número suficiente de pequenas divergências e voltas a ter de supervisionar as primeiras peças.
Aqui está, portanto, a linha de separação.
Os sistemas nativos OEM reduzem o risco de tradução porque não existe tradutor. Os sistemas de terceiros vivem ou morrem pela qualidade dos seus pós-processadores e pela profundidade com que modelam a lógica do controlador, não apenas a geometria.
Um dá-lhe uma integração apertada com menos flexibilidade. O outro dá-lhe liberdade total com exposição à tradução.
Agora que separámos a física das máquinas da marca de software, a próxima promessa dos fornecedores parece ainda maior: sequenciação de dobras automática que “otimiza” tudo por si.
Mas a otimização só tem significado se a física subjacente disser a verdade.
Já viu a demonstração.
O operador carrega uma peça. Clica em “Sequência Automática”. O software reorganiza as dobras, evita colisões, mostra um visto verde arrumado. O representante diz que o tempo de ciclo diminui 18 por cento. O programa correu sem problemas.
Agora responda à verdadeira questão: pode esse algoritmo realmente otimizar a produção se a simulação subjacente não for totalmente fiel à cinemática e lógica do controlador da sua máquina?
Se o modelo subjacente estiver a mentir sobre a desaceleração do aríete, o comportamento do arqueamento, ou sobre como o seu controlador faz pausas para medição de ângulo, então o algoritmo não está a otimizar a física. Está a reorganizar suposições. E reorganizar suposições apenas muda o local onde aparece o desperdício.
Aprendi isso da maneira difícil quando uma sequência “otimizada” encaixou uma aba de retorno mais cedo para reduzir as reoperações. Parecia brilhante no ecrã. No chão da fábrica, a velocidade real de aproximação segura da máquina perto da altura de fecho alongou o tempo de curso o suficiente para que as supostas economias de tempo desaparecessem — e a aba antecipada bloqueou o contacto do calibrador na terceira dobra. Essa peça foi diretamente para o contentor de desperdício. Otimização sem cinemática real é apenas adivinhação confiante.
Então, quando deve confiar no algoritmo?
Se não tiver a certeza se o seu sistema atual é realmente baseado na física ou apenas em regras com melhor marketing, vale a pena testar sob pressão a estrutura por trás dele. A CN-HAWE apoia soluções de dobra CNC de topo e automação de chapa metálica, apoiadas por I&D dedicada em quinadeiras e equipamentos inteligentes para validar o comportamento real da máquina — não apenas sequenciação teórica. Se quiser avaliar o seu fluxo de simulação atual, comparar a fidelidade da cinemática ou discutir uma configuração de quinadeira alinhada com as restrições reais de produção, pode contactar a CN-HAWE aqui para iniciar a conversa.
Pare de adivinhar que tipo de motor está realmente a usar.
A maioria das chamadas sequenciações automáticas em sistemas de gama média é baseada em regras. Isso significa que segue heurísticas: dobrar a aba maior primeiro, evitar características aprisionadas, minimizar trocas de ferramenta, manter a peça estável contra o calibrador traseiro. Pense nisso como uma lista de verificação inteligente.
Não resolve as equações de movimento dinâmico da sua máquina específica. Assume que a máquina se comportará dentro dos limites idealizados fornecidos pelo software.
Um otimizador baseado em física, por contraste, executa simulação de movimento com limites de eixos, curvas de aceleração e envelopes de colisão ligados à configuração real da sua máquina. Avalia não apenas “Pode esta dobra ser feita?” mas “Quanto tempo levará exatamente este movimento de eixo nesta quinadeira, com este comportamento de controlador?”
Aqui está a linha de fratura.
Se a sua base de dados de materiais for genérica e os coeficientes de retorno elástico não tiverem sido calibrados com dobras de teste, o otimizador está a calcular a profundidade de penetração a partir da teoria, não da realidade da sua oficina. Ambos sabemos que o aço inoxidável de dois fornecedores pode variar o suficiente para alterar o ângulo em meio grau. As quinadeiras padrão podem manter ±0,5° “quando devidamente mantidas.” Essa frase esconde muito — ombros de ferramentas gastos, vedantes hidráulicos fatigados, arqueamento irregular.
Se o otimizador tratar isso como uma condição estática e ideal, está a ver uma versão de desenho animado do seu processo.
Uma vez causei danos nas ferramentas porque um motor baseado em regras sequenciou uma caixa profunda com uma dobra de janela estreita demasiado cedo. A geometria estava aprovada na simulação. Na realidade, os dedos do calibrador traseiro da máquina tinham um desvio de montagem ligeiramente diferente do da biblioteca padrão. Cinco milímetros de ficção. Um punção rachado. O algoritmo não falhou por ser estúpido. Falhou porque não conhecia a minha máquina.
Portanto, a próxima questão não é se a sequência “funciona.” É se o motor compreende a sua prensa como um sistema físico ou apenas como uma forma geométrica.
Olhe para a sua peça mais feia.
Não o suporte arrumado do folheto comercial. Refiro-me à caixa assimétrica com bordas deslocadas, alturas de flange misturadas e um lado que tem de desobstruir um pino soldado mais tarde na montagem.
Agora imagine executar isso através de uma sequência automática em lote de 40 peças durante a noite.
A promessa é sedutora: deixar o software trabalhar e chegar a programas totalmente otimizados. Em famílias simples de peças — mesmo material, mesmas ferramentas, geometria consistente — isso pode funcionar. O algoritmo aplica o mesmo conjunto de regras e a sua máquina comporta-se de forma suficientemente previsível.
Mas a assimetria quebra padrões.
Quando uma peça tem um flange longo e flexível e um retorno curto e rígido, a ordem das dobras altera a forma como a peça flete e torce sob carga. A simulação offline raramente modela a deformação elástica da peça parcialmente formada com alta fidelidade, a menos que se trate de sistemas muito avançados com grande tempo de cálculo. A maioria dos motores assume corpos rígidos entre as dobras.
Essa suposição importa.
Observei uma execução otimizada em lote em painéis galvanizados finos onde o algoritmo dobrava consistentemente o flange longo primeiro para “melhorar a estabilidade.” No chão da fábrica, essa primeira dobra introduziu uma ligeira torção. À terceira dobra, o contacto do calibrador traseiro era inconsistente. O operador compensou manualmente, peça por peça. Sem embates. Apenas um desvio dimensional gradual e manuseio extra.
A lógica de lote não vê torções. Vê geometria limpa.
É por isso que trabalhos complexos e assimétricos ainda precisam de um olhar humano antes da liberação. Não para reescrever cada sequência — mas para verificar se o otimizador compreendeu o comportamento da peça, e não apenas a sua forma.
Se ainda tiver de avançar lentamente a primeira peça em modo manual para “ficar em segurança”, o que exatamente é que o modelo 3D lhe poupou?
Exija um número: tempo real de curso a curso na sua máquina.
Os fornecedores adoram percentagens de redução em “tempo de programação” ou “tempo de ciclo teórico.” O tempo de ciclo teórico normalmente soma as distâncias percorridas pelos eixos divididas pelas velocidades nominais. Assume velocidade máxima de aproximação, desaceleração ideal, sem pausas impostas pelo controlador.
Mas muitos sistemas de medição de ângulo em tempo real fazem uma pausa perto da profundidade final para medir e corrigir. Essa pausa pode ser meio segundo. Multiplique por seis dobras. São três segundos que o otimizador provavelmente não contou.
Em máquinas hidráulicas mais antigas, aceleração e desaceleração não são simétricas. Os primeiros 50 mm de aproximação podem ser mais lentos devido a zonas de segurança. Se o otimizador assumir velocidade uniforme, preferirá sequências com cursos mais curtos, pensando que são mais rápidas. No chão, a máquina passa mais tempo a acelerar do que a dobrar.
Uma vez cronometrei um programa “otimizado” em comparação com um sequenciado manualmente num travão hidráulico de tamanho médio. O software previu uma redução de ciclo de 12 por cento. Melhoria real medida? Menos de 3 por cento — e só depois de ajustarmos duas dobras que o algoritmo insistia serem ótimas. O programa corria perfeitamente na simulação. A realidade cobrou um imposto por cada suposição.
Por isso, quando avalia a otimização, não pergunte “Parece mais rápido?” Pergunte “Modela o perfil real de movimento da minha máquina e as pausas do controlador?”
Caso contrário, está a comparar matemática de marketing com óleo hidráulico e gravidade.
Eis a verdade desconfortável.
Quanto mais fundo o motor de otimização escava — modelando a dinâmica dos eixos, a lógica do controlador, o comportamento do material — mais complexo e rigidamente bloqueado pode tornar-se o programa resultante.
Sistemas de alta fidelidade ligados estreitamente aos controladores OEM costumam gerar código NC denso, com lógica de compensação incorporada. Isso é poderoso. Mas também significa que o operador tem menos alavancas intuitivas para acionar sem quebrar as premissas do modelo.
Sistemas de terceiros, especialmente os concebidos para frotas mistas, tendem a gerar sequências mais limpas e genéricas. Mais fáceis de editar no controlo. Mais fáceis de adaptar quando a realidade não concorda.
Vi uma sequência gerada por um OEM altamente otimizada que minimizava perfeitamente as repegas. No papel, linda. No chão de fábrica, o operador queria trocar duas dobras para corresponder à forma como segurava fisicamente a peça. O controlo permitia, mas isso invalidava parte da lógica automática de compensação. A correção de ângulo tornava-se menos previsível. Estávamos a trocar precisão algorítmica por ergonomia humana.
Por outro lado, vi um programa flexível de terceiros salvar o dia porque o operador pôde ajustar rapidamente a ordem das sequências para lidar com um lote de material ligeiramente empenado. Sem luta com lógica oculta. Sem brigar com o controlador.
Por isso, pergunte a si mesmo o que valoriza mais no seu chão de fábrica: otimização teórica máxima sob condições ideais, ou adaptabilidade controlada quando o material, as ferramentas e as máquinas se afastam do ideal.
Porque aqui está a linha divisória.
Se a sua simulação é um simulador de voo certificado — cada eixo, atraso e compensação modelados — então confiar no algoritmo faz sentido dentro do seu limite validado.
Se é um jogo de arcada que parece real até surgir a primeira consequência real, então o sequenciamento automático é apenas uma forma mais rápida de estar errado.
E essa é a pergunta que tem de responder antes de começar a calcular se a licença se paga.
Eis como verificar se o seu motor de otimização reflete realmente a sua máquina.
Não comece com uma peça de demonstração escolhida pelo vendedor. Pegue num trabalho que já o tenha feito sofrer — algo com um retorno apertado perto da caixa do batente traseiro, ou uma aba longa que costumava dobrar e torcer. Programe-o offline. Depois meça três coisas no chão: tempo real entre golpes, precisão do ângulo na primeira batida sem ajuste do operador e folgas físicas no ponto de maior interferência. Se o modelo digital previu folga dentro de um milímetro, ângulo dentro da sua banda normal de correção e tempo de ciclo dentro de alguns por cento, está perante um simulador de voo certificado. Se falhar de forma que o operador tenha de “sentir”, está a jogar um jogo de arcada com melhores gráficos.
Essa é a verdade técnica.
Agora a financeira.
Modelação cinemática de alta fidelidade — ou seja, o software conhece a curva de velocidade do êmbolo, as pausas do controlador, o comportamento de deflexão, os corpos reais do batente traseiro, e não apenas “um travão de 3 eixos” — tem um custo real, tanto em dinheiro como em tempo de configuração. Integração. Ajustes posteriores. Bibliotecas específicas da máquina. Não está a comprar um visualizador; está a construir um gémeo digital que precisa de ser mantido como outra peça de equipamento.
Por vezes isso faz sentido.
Por vezes não faz.
O erro não é comprar menos software. O erro é fingir que um visualizador o vai proteger quando a complexidade entra pela porta.
Olha para o êmbolo.
Se estiver a dobrar os mesmos dois suportes durante todo o ano — dobras ao ar de 90°, mesmo material, mesmo punção, mesmo matriz — a sua variabilidade já está controlada. As ferramentas estão afinadas. Os operadores conhecem de cor o retorno elástico. O tempo de configuração é o fator dominante, não o cálculo das sequências.
Vi uma fábrica reduzir o tempo de configuração de 30 minutos para 15 apenas ao padronizar as pilhas de ferramentas e adicionar grampos de troca rápida. Sem simulação. Apenas disciplina mecânica. O retorno do investimento foi medido em meses, porque a limitação não era “inteligência de software”. Era tempo com chaves e idas constantes à sala de ferramentas.
Nesse ambiente, um gémeo digital completo pode ser excessivo.
Pare de fingir que todas as oficinas têm a complexidade da aeronáutica.
Se as suas peças são simples e se repetem continuamente, uma simulação de alta fidelidade não irá criar poupanças que não existem. O algoritmo não consegue otimizar além de um processo já estável e repetitivo. Os ganhos serão marginais — a retirar segundos de uma sequência de dobra que não muda há seis meses.
Mas aqui está o senão.
No dia em que surgir um invólucro complexo — assimétrico, com folgas apertadas e múltiplas trocas de ferramentas — o seu visualizador não ganhará subitamente coragem. Ele mostrar-lhe-á algo que “parece dobrável”, e descobrirá no chão de fábrica se realmente o era.
Assim, em trabalhos de baixo mix e alto volume, a integração profunda pode não compensar todos os dias.
Compensa no dia em que as suas suposições se quebram.
Agora imagine três travões no seu chão de fábrica: marcas diferentes, gerações diferentes, controlos diferentes. Um elétrico, dois hidráulicos. Aberturas diferentes. Batentes traseiros diferentes.
Um gémeo digital específico para cada um significa três integrações, três pós-processadores — linguagem de fábrica para “três tradutores diferentes a converter a saída do software em código do controlador” — e três dores de cabeça de manutenção sempre que o firmware de um controlo muda.
Isso consome recursos.
Já vi oficinas optarem por uma plataforma universal — cinemática menos precisa, modelos de máquina mais genéricos — porque lhes permitia programar tudo num só lugar. A saída não estava perfeitamente ajustada à curva de aceleração de cada travão, mas era um código NC limpo e legível, que os operadores podiam ajustar no controlo sem lutar contra lógicas ocultas.
Certa vez, no início da minha carreira, confiei num pós-processador “universal” numa frota mista sem verificar as diferenças de geometria do batente traseiro. O programa passou na simulação. Num dos travões mais antigos, a caixa do batente estava 5 mm mais à frente do que o modelo assumia. A primeira peça bateu no lado de retorno. Não foi uma colisão catastrófica de ferramenta, mas sucata suficiente para que a lição ficasse gravada: universal significa compromisso.
Então, porque escolhê-lo?
Porque, às vezes, a consistência supera a perfeição. Se a tua mistura é moderada e os teus operadores são competentes, um sistema ligeiramente menos preciso mas flexível pode produzir mais rendimento real do que três gémeos digitais perfeitos mas isolados em que ninguém confia totalmente.
Essa é uma decisão empresarial, não moral.
Vamos traduzir o folheto.
“Motor de viabilidade rápida” significa desenrolamento rápido da geometria e verificações básicas de colisão. Em termos de oficina: indica se as linhas podem teoricamente dobrar sem que dois sólidos ocupem o mesmo espaço.
Não significa que compreenda os limites de movimento da tua máquina, a curva de deflexão ou o comportamento de paragem do controlador.
Deixa de confundir possibilidade geométrica com fabricabilidade física.
Os visualizadores básicos são bons a detetar erros óbvios — ordem de dobra errada que provoca auto-interseção, reposições impossíveis, colisões de ferramentas num sentido genérico. São maus a modelar o comportamento dinâmico: variação do retorno elástico ao longo dos comprimentos das abas, torção após dobras assimétricas, atrasos reais de sincronização dos eixos.
Então, o que perdes realmente?
Previsibilidade.
Ganhas velocidade na programação. Ganhas menor custo inicial. Mas perdes a capacidade de confiar na otimização por lotes sem supervisão, de avançar com sequenciação totalmente automatizada, de depender de decisões automáticas de trajetórias de ferramentas sem que um operador experiente verifique a primeira peça.
E isso é aceitável — se o planeares.
Se ainda tiver de avançar lentamente a primeira peça em modo manual para “ficar em segurança”, o que exatamente é que o modelo 3D lhe poupou?
A simulação de alta fidelidade nem sempre justifica o investimento.
Mas se escolheres o jogo de arcada, fá-lo de olhos bem abertos — e constrói o teu fluxo de trabalho com base no facto de que a realidade, e não o ecrã, continua a ser o inspetor final.
Então, como decides, de forma sistemática, em que lado dessa linha se encontra a tua oficina?
Não começas esta decisão numa sala de demonstração.
Começas na tua prensa dobradeira mais antiga, com as proteções abertas, a observar o que realmente se pode mover, o que realmente se pode fletir e o que realmente pode colidir.
O valor da simulação é condicional. Por isso, o quadro tem de começar onde começam as colisões — na máquina — não onde começam os comerciais — na lista de funcionalidades. O que estás realmente a decidir não é “Queremos melhores gráficos?” É “Estamos a pilotar um simulador certificado que reflete cada superfície de controlo, ou estamos a jogar um jogo de arcada que parece real até que algo caro aconteça?”
Eis a perspetiva que quero que mantenhas: compra uma simulação baseada no perfil de risco físico da tua oficina, não na sofisticação visual do software. Parece óbvio. Não é. A maioria das oficinas faz o contrário porque o ecrã é mais fácil de avaliar do que o cilindro.
Pára de ler brochuras.
Percorre o chão de fábrica e responde a três perguntas.
Quantas gerações de prensas tens a funcionar? Quão diferentes são os seus batentes traseiros, aberturas de luz, limites de curso e lógicas de controlo? E com que frequência dobras peças que ficam a menos de 10 mm de qualquer um desses limites?
A idade da máquina importa porque os controlos e retrofits mais antigos raramente têm dados digitais limpos. Um verdadeiro gémeo digital — em linguagem de oficina: um modelo que conhece todos os limites dos eixos, curvas de aceleração e interferências físicas — precisa de geometria e dados de movimento exatos da máquina. Numa prensa hidráulica com 20 anos, duas atualizações de controlo e um batente traseiro substituído, esses dados vivem geralmente num dossier, não num servidor.
Trabalhei com uma oficina que comprou uma simulação topo de gama para uma prensa de 1998 que tinha sido “modificada ao longo dos anos”. O modelo correspondia às especificações originais. A máquina não. Primeira peça complexa, flange de retorno profundo, regrip apertado. O programa correu limpo. No ecrã, zero colisões. No chão, a orelha de fixação tocou na peça porque a fixação real estava 4 mm mais baixa do que o desenho original. O caixote do desperdício foi alimentado. O software não mentiu. Simplesmente não estava a modelar a máquina que realmente existia.
Prensas mais novas, com servo-acionamento, geometria documentada e controlos em rede são mais fáceis de reproduzir com precisão. Máquinas mais antigas e modificadas exigem ou uma medição e integração intensiva ao início — em linguagem de oficina: semanas a rastejar com paquímetros e a perseguir parâmetros — ou a aceitação de que o teu “gémeo digital” é mais um primo digital.
Portanto, antes de perguntares o que o software pode fazer, pergunta: a minha frota de máquinas é capaz de ser modelada com precisão sem reconstruir toda a minha infraestrutura de dados?
E se não for, quanto risco estou realmente a tentar eliminar?
Não aceites a demonstração pré-formatada.
Traz a tua peça mais problemática.
Falo daquela caixa assimétrica com flanges desencontradas, espessuras de material mistas e um regrip que faz os novos operadores suarem. Diz ao fornecedor que queres isso programado ao vivo, para o teu modelo específico de prensa, com a tua biblioteca de ferramentas real — incluindo o pescoço de ganso esquisito que só usas duas vezes por ano.
Depois faz perguntas desconfortáveis.
O modelo inclui o corpo completo do batente traseiro, não apenas os dedos? Simula a deflexão do cilindro ao longo de uma dobra de 3 metros — até a curvatura de 0,3 mm no centro que altera as condições reais de contacto? Considera os atrasos de sincronização dos eixos nas hidráulicas mais antigas, ou assume um movimento ideal?
Se o software tratar isso como uma condição estática e ideal, estarás a assistir a uma versão animada do teu processo.
Há anos, vi um fornecedor apresentar uma prevenção de colisões impecável num modelo genérico. Pedi-lhes para rodarem a vista e mostrarem a folga das fixações durante um regrip. Não conseguiram — as fixações não estavam modeladas em detalhe. Tentámos mesmo assim no chão. Pequeno choque de ferramenta. Nada catastrófico, mas suficiente para lascar um canto do punção e perder uma tarde a polir novamente. O ecrã dizia seguro. O aço dizia o contrário.
O teu objetivo na demonstração não é ver o que funciona.
É descobrir onde falha.
Porque as falhas que expões num ambiente controlado são mais baratas do que as que descobres a plena tonelagem.
Mesmo uma cinemática perfeita não é suficiente.
Um modelo de alta fidelidade pode reproduzir cada eixo e folga e, ainda assim, afastar-se da realidade no momento em que as variáveis físicas mudam. O desgaste da ferramenta altera o raio de punção. O lote do material altera a direção do grão. O retorno elástico muda meio grau numa aba longa.
Os especialistas dir-lhe-ão — corretamente — que a simulação complementa os testes do mundo real. Não os substitui. Tradução: se parar de validar as primeiras peças porque “o computador verificou”, está a confundir um simulador de voo com o ar verdadeiro.
Vi uma oficina a tentar corrigir um erro consistente de ângulo de 0,6° numa caixa médica com uma pilha de tolerâncias de ±0,2 mm. O software previa que estava tudo bem. A geometria da máquina era precisa. O culpado? Novo lote de material, diferente orientação do grão em relação à linha de dobra. O modelo não considerou essa variabilidade. Confiaram no ecrã, produziram um lote e encheram uma prateleira com peças todas consistentemente erradas.
Um gémeo digital sem disciplina para atualizar dados de ferramentas, validar o comportamento do material e alimentar as correções de volta no sistema degrada-se. Não instantaneamente. Gradualmente. Até que os operadores deixem de confiar nele.
E quando a confiança desaparece, volta-se a ajustar as peças manualmente, passo a passo.
Portanto, a estrutura tem de incluir esta questão: temos a disciplina de processo para manter o gémeo, ou estamos a comprar algo que iremos ignorar lentamente?
Pare de comprar com base no que parece impressionante.
Compre com base no que reduz o risco físico por trabalho.
Aqui está a estrutura de decisão que uso com os clientes:
Repara no que está em falta.
Gráficos. Suavidade da animação. Linguagem de marketing sobre “otimização inteligente.” Em termos de oficina, isso normalmente significa “adivinhação automática da ordem das dobras.”
A mudança não óbvia é esta: não estás a comprar simulação para tornar a programação mais bonita. Estás a comprá-la para transferir o risco do aço para os píxeis. Se o software não conseguir refletir as restrições reais da tua máquina — ou se a tua oficina não conseguir manter os dados de que ele depende — não transferiste o risco. Apenas deslocaste a tua confiança.
Os jogos de arcada são divertidos. Os simuladores certificados são caros e aborrecidos.
Só um deles te prepara para o dia em que a complexidade entra pela porta.


















