

В 16:37 мы укладывали полированные панели 5052, которые выглядели идеально под светом в цехе. К 17:10, на солнечном свете, каждая линия изгиба показывала слабый, похожий на молнию след от нижней матрицы. Двадцать четыре панели по $202,50 каждая. $4,860.00 прямо в мусорный ящик, потому что мы доверились малярному скотчу, чтобы “защитить” работу на $38,000.
После этого я не менял марку скотча. Я изменил свое представление о том, что находится между поршнем и моей прибылью.
Большинство цехов относятся к пленке для пресс-форм как к рабочим тряпкам — дешево, заменяемо, достаточно хорошо, пока не порвется. Я тоже так делал. Рулон малярного скотча стоит денег на обед; полоска ПВХ-обертки выглядит аккуратно и ощущается гладкой. Логика кажется непреложной: если матрица не касается детали, деталь не поцарапается.
Но эта логика игнорирует то, что 60 тонн силы делают в зоне контакта 1/8 дюйма. Под нагрузкой пресс не “отдыхает” на пленке. Он сжимает ее, истончается и толкает вбок. То, что начинается как барьер, превращается в конвейерную ленту, перетаскивающую абразив и дефекты матрицы прямо по полированному алюминию.
Если материал между деталью и матрицей деформируется непредсказуемо, вы защищаете поверхность или просто перемещаете повреждение?
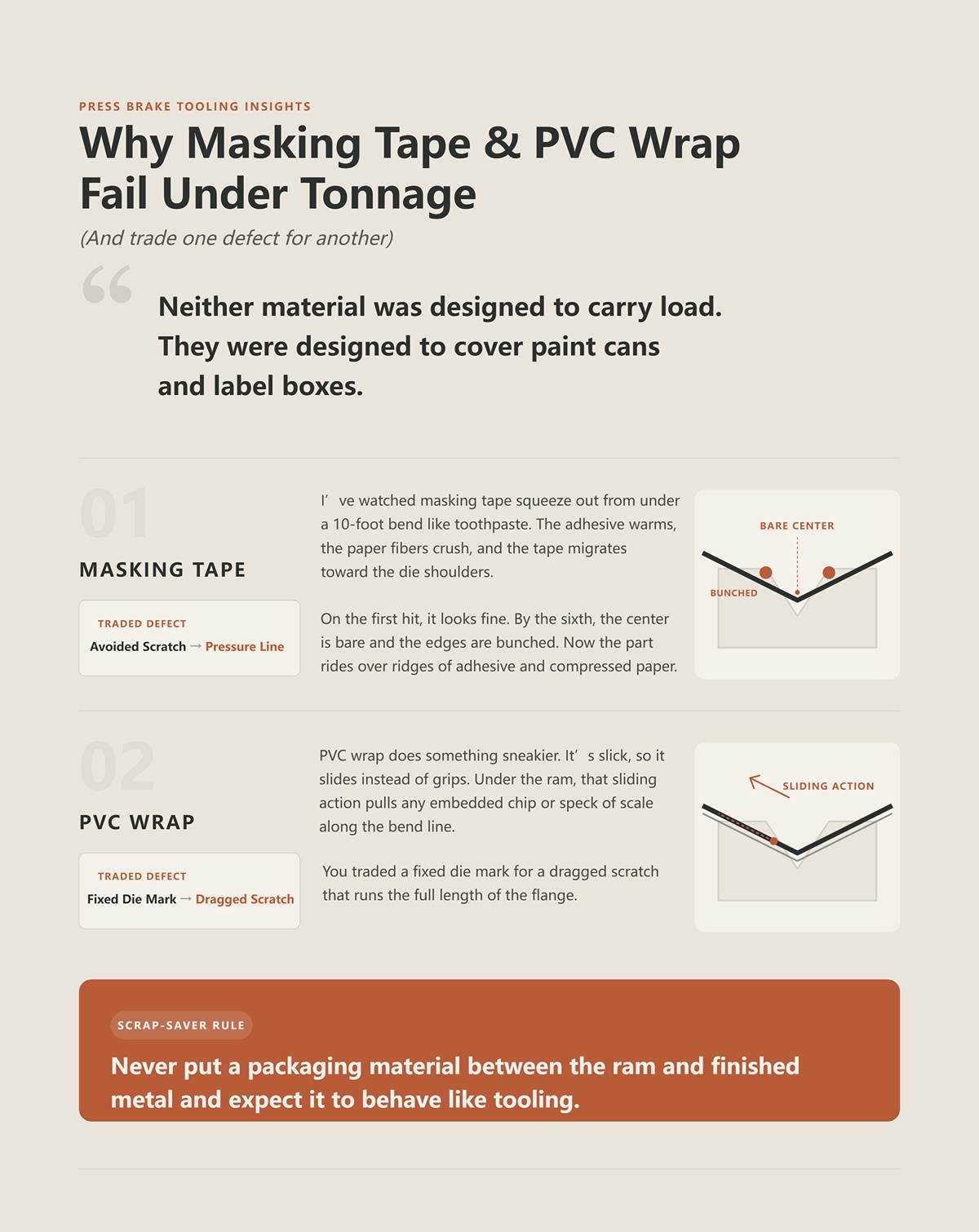
Я видел, как малярный скотч выдавливается из-под 10-футового изгиба, как зубная паста. Клей нагревается, бумажные волокна сжимаются, и скотч перемещается к плечам матрицы. На первом ударе он выглядит нормально. К шестому центру уже голый, а края собраны. Теперь деталь движется по гребням клея и сжатой бумаги.
Таким образом, царапина, которую вы пытались избежать, становится линией давления из-за неравномерной толщины.
ПВХ-обертка делает что-то более хитрое. Она гладкая, поэтому скользит, а не цепляется. Под поршнем это скользящее движение тянет любой вкрапленный чип или кусочек окалины вдоль линии изгиба. Вы обменяли фиксированный след матрицы на перетаскиваемую царапину, которая проходит по всей длине фланца.
Ни один из материалов не был разработан для переноса нагрузки. Они были созданы для покрытия банок с краской и маркировки коробок.
Правило экономии на отходах: никогда не ставьте упаковочный материал между поршнем и готовым металлом и не ожидайте, что он будет вести себя как инструмент.
Считайте так, как это делает прораб в 18:00, а не так, как это делает отдел закупок в 9:00.
Предположим, вы изгибаете 200 предварительно покрытых стальных панелей в неделю, маржа прибыли $18 за деталь. Если “достаточно хорошая” защита приводит к тому, что просто 3% отклоняется из-за косметических повреждений, это шесть деталей. $108 маржи потеряно на этой неделе. За год это составит $5,616.
Теперь оцените пленку для матриц из высококачественного уретана для того же пресса. Даже если это обойдется вам в несколько тысяч долларов в год, уровень отходов, при котором вы выходите в ноль, шокирующе низок — часто ниже 2% для работ с чувствительными к косметическим дефектам.
Точка перелома не драматична. Она тихая. Одна панель здесь. Один переработанный элемент там. Клиент, просящий скидку, потому что “отделка не однородная”.”
Когда мы решили, что потеря готовых деталей дешевле, чем обновление слоя, который защищает каждую отдельную линию изгиба?
Я платил за полировку матриц до зеркального блеска. Они выглядели как хром. Первый запуск на анодированном алюминии, и мы все равно видели волоски.
Поскольку полировка не изменяет давление. Тормоз концентрирует силу вдоль двух узких плечей V-матрицы. Даже безупречная поверхность будет микро-галлиться — микроскопический перенос материала между матрицей и деталью — особенно с более мягкими сплавами. Добавьте одну невидимую пылинку из цеха, и эта пылинка становится режущим инструментом под нагрузкой.
Гладкие, полированные инструменты убирают одну переменную: шероховатость поверхности. Они не устраняют загрязнение. Они не распределяют силу. Они не поглощают удар.
Мы думали, что блеск — это защита. Это было просто эстетикой.
Если отделка матрицы не может изменить физику контактного напряжения, что может?
На 10-футовом тормозе, работающем с 0,125-дюймовым 5052, мы формировали угол 90 градусов с примерно 60 тоннами по длине. Липкая лента порвалась на третьем ударе. ПВХ сморщился и полировал плечи матрицы в деталь. Затем мы положили полоску уретана с твердостью 90 — правильная пленка для матрицы, а не пластиковая из хозяйственного магазина — и запустили ту же программу.
При максимальной нагрузке вы могли видеть, как она сжимается. Не экструзия. Не сдвиг. Сжатие.
И когда поршень поднялся, он вернулся к толщине.
Этот отскок — вся история. Тормоз передает силу в узкой линии вдоль плеч матрицы. Если материал в этой линии поддается — то есть, он постоянно деформируется — вы теряете толщину, теряете однородность и вызываете контакт металла с металлом. Если у него есть память — упругая восстановимость — он поглощает удар и возвращается, готовый к следующему циклу. Это не поведение упаковки. Это поведение под нагрузкой.
Правило экономии отходов: если слой между вашей деталью и матрицей не восстанавливается упруго после полной нагрузки, это не защита — это пред-отходы.

Заморозьте момент, когда штамп достигает нижней точки хода.
Сталь поддается на линии изгиба. Плечи матрицы концентрируют силу в зоне контакта примерно в одну восьмую дюйма. Барьер между ними имеет два варианта: течь или отклоняться.
Липкая лента течет. Волокна бумаги раздавливаются, клей размягчается от трения, и материал мигрирует вбок. Эта миграция истоняет центральную линию. На шестой детали вы фактически изгибаете на голой стали с клеевыми гребнями по краям.
Уретан — когда он правильно указан — отклоняется вместо этого. Под давлением штампа он сжимается и формирует временную женскую матрицу. Я наблюдал, как он обвивает лист вокруг носа штампа, достаточно подстраиваясь, чтобы поддержать изгиб, не оставляя отпечатка на краю матрицы. Это не пассивное амортизирование. Это геометрия, изменяющаяся под нагрузкой.
Но вот в чем загвоздка, о которой большинство торговых представителей не скажут вслух: уретан “активируется” только если вы действительно нагружаете его. Слишком мелкое проникновение, слишком консервативно по нагрузке, и он остается там, как жесткий коврик. Никакого обвивания. Никакого перераспределения. Вы думаете, что защищены, но контактное напряжение все еще давит на плечи матрицы.
Но эта логика игнорирует то, что 60 тонн силы делают в зоне контакта 1/8 дюйма. При достаточной нагрузке уретан высокого качества входит в диапазон упругого сжатия и накапливает энергию, вместо того чтобы терять толщину. Когда поршень отходит, эта накопленная энергия возвращает его к профилю. Это память. Это повторяемость.
Разные формулы имеют значение. Более мягкая полоска с твердостью 70 будет прекрасно подстраиваться под легкую оцинкованную сталь, но может быстрее стираться на тяжелой нержавейке. Более жесткий элемент с твердостью 95 выдерживает более высокую нагрузку, но не будет обвиваться так агрессивно на тонком алюминии. Физика не меняется — меняется только рабочий диапазон.
Так что настоящий вопрос не в том, “Работает ли уретан?” А в том, “Соответствует ли твердость нагрузке, с которой вы на самом деле работаете?”
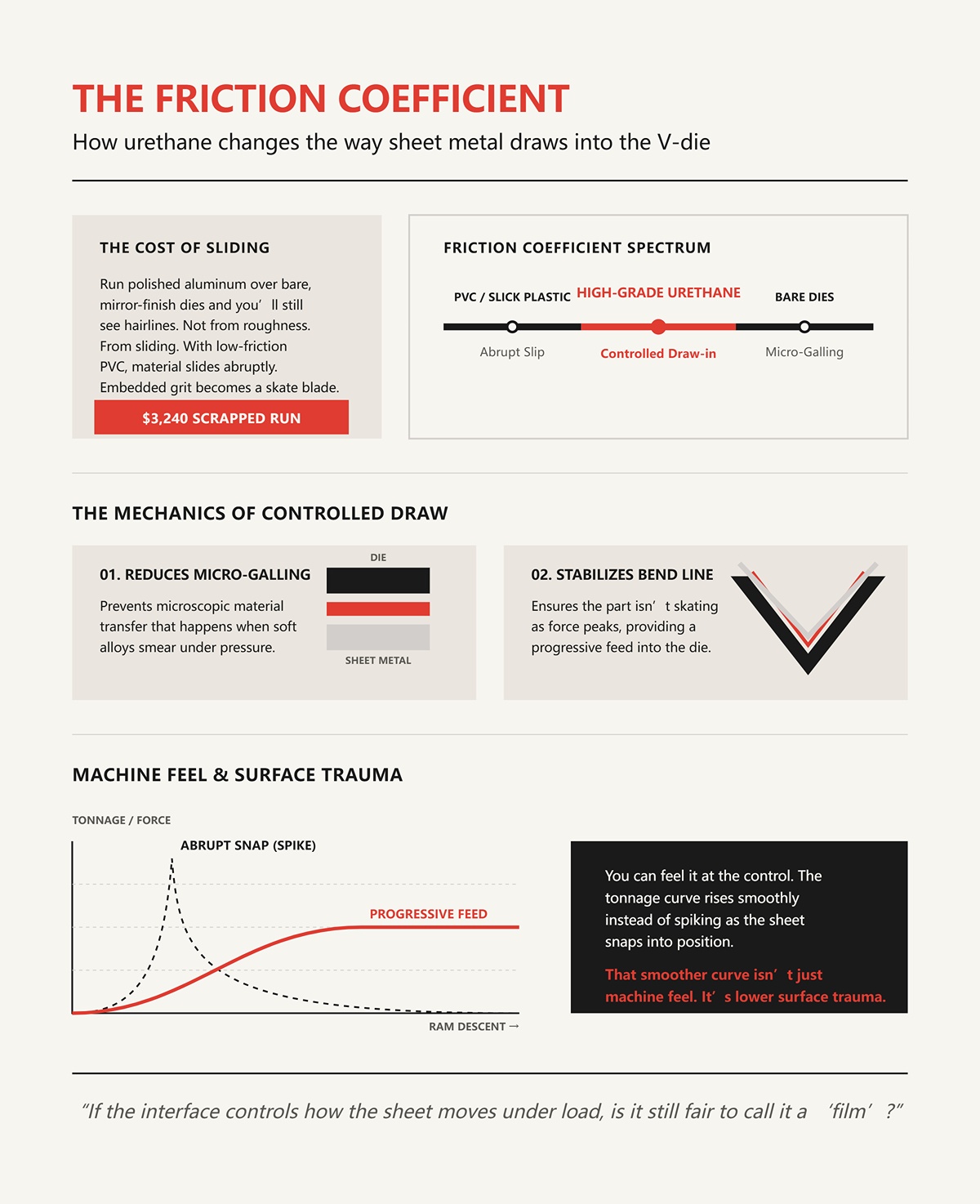
Запустите полированный алюминий по голым, зеркальным формам, и вы все равно увидите волоски. Не от шероховатости. От скольжения.
Когда поршень опускается, лист должен втягиваться в V-образный зазор. При низкофрикционных интерфейсах — таких как ПВХ — материал скользит резко. Любая вкрапленная грязь становится лезвием конька, которое тянется на всю длину фланца. Я списывал партии, где единственным видимым дефектом была одна непрерывная линия, идеально центрированная, $3,240 пропала, потому что пленка позволила панели двигаться слишком свободно.
Уретан высокого качества изменяет это взаимодействие, потому что его коэффициент трения выше, чем у гладкого пластика, но ниже, чем при контакте необработали стали с алюминием. Он хватает достаточно, чтобы контролировать втягивание. Вместо резкого скольжения вы получаете более прогрессивную подачу в форму.
Это контролируемое втягивание делает две вещи. Во-первых, оно уменьшает микро-галлинг — микроскопический перенос материала, который происходит, когда мягкие сплавы размазываются под давлением. Во-вторых, оно стабилизирует линию изгиба, так что деталь не скользит, когда сила достигает пика.
Вы можете почувствовать это на управлении. Кривая тоннажа плавно поднимается, вместо того чтобы резко подниматься, когда лист фиксируется на месте. Эта более плавная кривая — это не просто ощущение машины. Это меньшее травмирование поверхности.
Если интерфейс контролирует, как лист движется под нагрузкой, справедливо ли все еще называть это “пленкой”?
Возьмите V-образную форму с открытием 0.500 дюйма. Контакт происходит вдоль двух узких плеч. Даже если эти плечи полированы, они все равно остаются краями. Края концентрируют напряжение.
Голый металл к металлу, это напряжение переносит все, что есть на поверхности формы, на деталь — следы инструмента, вкрапленные чипы, даже легкая текстура от прохода по восстановлению. Я видел, как предварительно покрытая сталь выходила с призрачными линиями, которые точно совпадали с направлением шлифовки формы. Форма не была шероховатой. Давление было сосредоточено.
Когда уретан сжимается, он распределяет эту нагрузку в стороны. Не бесконечно. Просто достаточно. Контактная область расширяется от линии ножа до слегка более широкой, податливой зоны. Сила, распределенная по большей площади, равна меньшему пиковому давлению. Меньшее пиковое давление означает меньшее переноса.
Представьте, что вы вдавливаете ноготь в древесину твердых пород по сравнению с резиновым подушкой на древесине твердых пород. Одна и та же рука. Разные следы. Подушка не устраняет силу; она распределяет ее.
Это распределение — причина, по которой многоцелевые уретановые формы могут формировать более узкие радиусы на различных материалах. Материал адаптируется под нагрузкой, действуя как временная индивидуальная форма для каждой толщины. Для цеха, работающего с различными сплавами в одну неделю, эта адаптивность не является удобством. Это страховка.
Страховка, которая находится прямо между поршнем и вашей прибылью.
Что приводит нас к практическому вопросу, который действительно интересует прораба: если поведение уретана зависит от твердости, диапазона сжатия и того, как он установлен на форме, как вы сравниваете варианты в долларах за изгиб вместо долларов за рулон?
Двадцать четыре панели по $202 каждая.
Это была одна партия из нержавеющей стали — шлифованная, предварительно обработанная, лазерная резка с декоративными прорезями. Мы изгибали их на стандартной пленке .030 дюйма, которая “всегда работала”. К восемнадцатой панели внутренние ноги начали показывать легкие линии плеча рядом с прорезями. Не по всему фланцу — только там, где геометрия концентрировала силу. Мы продолжали работать. К двадцать четвертой панели каждая деталь имела призраки вокруг вырезов. Общий брак: $4,848. Пленка не порвалась. Она просто размягчилась, сжалась больше, чем в начале смены, и изменила давление под прессом.
Так что, когда кто-то спрашивает, как сравнить уретан в долларах за изгиб, я не начинаю с цены за рулон. Я начинаю с: насколько стабилен интерфейс от первого удара до пятисотого?
На бумаге вы увидите 70A, 80A, 90A, 95A — рейтинги твердости, которые описывают жесткость. На практике вы обычно получаете две толщины на рынке: .015″ и .030″. Вот и все. Так что реальная переменная — это не столько толщина, сколько жесткость и то, как она ведет себя в вашем диапазоне тоннажа.
Запустите 14-калиберную нержавеющую сталь 304 при 60 тоннах через узкую V-образную форму. Лента 70A будет красиво обвиваться на первых десяти изгибах. К пятидесятому изгибу она будет постоянно сжата по центральной линии. Полиуретан не ломается, как лента. Он ползет. По мере износа он фактически становится мягче и более эластичным в этой контактной зоне. Ваша позиция в нижней части хода не изменилась. Поршень не сдвинулся. Но угол открывается на полградуса, потому что пленка не сопротивляется так, как это было утром.
Вот о чем говорят критики, когда утверждают, что нейлон “более повторяемый”. Нейлон не сжимается так сильно, поэтому он дольше сохраняет геометрию. Он также легче оставляет отпечатки и не контролирует трение так же. Разный режим отказа.
Теперь переключитесь на алюминий толщиной 0,063 дюйма с предварительной окраской. Пленка 95A будет служить вечно. Она также не будет сильно подстраиваться при низком тоннаже. Вы получите защиту, но не тот контролируемый втягивание, о котором мы говорили ранее. Лист может скользить, особенно вокруг отверстий и вырезов, и следы от штампов появляются именно там, где покрытый ПВХ материал все еще терпит неудачу — на геометрических местах напряжения.
Таким образом, соответствие дюрометру не связано с “мягче для мягкого металла, тверже для твердого металла”. Это связано с соответствием диапазона упругого сжатия вашему фактическому нагрузке на дюйм. Если ваш тормоз никогда не толкает пленку в рабочую зону, вы не используете несущую интерфейс. Вы просто укладываете дорогую подложку.
Правило экономии отходов: выберите дюрометр, который достигает контролируемого упругого сжатия при вашем реальном тоннаже, а не вашем теоретическом максимуме.
Я снимал пленку с клеевой основой с нижнего штампа после длительной работы с нержавеющей сталью и чувствовал, как изменяется клейкость под моим большим пальцем. Трение нагревает контактную зону. Не до красного, но достаточно тепло, чтобы размягчить некоторые клеи с чувствительностью к давлению.
Означает ли это, что самоклеящаяся пленка всегда оставляет остатки? Нет. Это означает, что риск остатков увеличивается с температурой и временем контакта. Нержавеющая сталь тяжелого калибра, узкие радиусы, длительные производственные циклы — больше тепла. Короткие алюминиевые циклы при умеренном тоннаже — меньше.
Настоящая стоимость не в пяти минутах очистки растворителем. Это то, что происходит, когда остатки накапливаются неравномерно вдоль плеч штампа. Это изменяет местную высоту на несколько тысячных. Несколько тысячных на плече становится изменением угла на 10-футовом панеле. Вы пытаетесь это исправить на контроле, увеличивая глубину, и теперь ваша “проблема повторяемости” обвиняется на поршень, когда на самом деле это накопление клея.
С другой стороны, пленка с клеевой основой не мигрирует. Она остается там, где вы ее положили. Никакого повторного позиционирования. В работе с высоким тоннажем, где скольжение означает царапины, эта стабильность может перевесить время очистки.
Таким образом, вопрос не в “клей или нет?” А в “оправдывает ли тепловой профиль этой работы механическое удержание вместо этого?”
Правило экономии отходов: если плечи вашего штампа нагреваются достаточно, чтобы размягчить клей, предположите, что они достаточно горячие, чтобы исказить согласованность изгиба, и планируйте свой метод удержания соответственно.
На нашей 60-мм европейской рельсовой системе магнитные держатели с регулировкой высоты — это подарок. Вы устанавливаете спереди назад, настраиваете высоту в соответствии с высотой штампа, и пленка движется вместе с инструментом. Меняйте штампы, сдвигайте держатели, продолжайте движение.
Свободно уложенная пленка быстрее в начале. Бросьте ее, прокачайте поршень, пусть трение удерживает ее. В однородном материале, с одним штампом, это работает. В высоком смешивании — переходя от V-образной формы 1.000 дюйма к V-образной форме 0.500 дюйма три раза до обеда — она начинает подводить вас.
Вот как она терпит неудачу: не катастрофически. Она ползет. Лист тянет ее вперед на шестнадцатую. Затем на восьмую. Теперь край пленки находится только под одним плечом штампа. Распределение давления асимметрично. Один фланец чистый. Другой имеет слабую линию, которая проявляется только при определенном освещении. Вы не замечаете этого, пока детали не выйдут из тормоза.
Магнитные или рельсовые системы терпят неудачу по-разному. Они не ползут, но зависят от правильной настройки высоты. Слишком низко, и пленка никогда полностью не зацепится. Слишком высоко, и вы преднагружаете ее, прежде чем лист даже коснется штампа, меняя математику изгиба.
И это зависит от архитектуры вашей машины. Сравнение "лоб в лоб" без учета стандартов рельсов, высоты штампа и дисциплины оператора — это полуправда.
Правило экономии отходов: в условиях высокого смешивания приоритизируйте методы удержания, которые устраняют боковое ползение, прежде чем вы будете стремиться к незначительным улучшениям в скорости настройки.
| Аспект | Магнитные / Рельсовые держатели пленки | Свободно уложенная пленка |
|---|---|---|
| Базовая настройка | Установлена на 60-мм европейской направляющей; регулируемая по глубине и высоте для соответствия высоте штампа | Размещена непосредственно на штампе; удерживается на месте за счет трения во время цикла пресса |
| Начальная скорость | Требует настройки и регулировки высоты | Сначала быстрее; просто уложите и запустите цикл |
| Наилучший вариант использования | Производство с высоким разнообразием и частыми сменами штампов | Запуски с одним материалом и одним штампом |
| Производительность в условиях высокого разнообразия | Стабильна при правильной настройке; сдвиньте держатели и продолжайте | Начинает смещаться во время частых замен V-штампов |
| Основной режим отказа | Неправильная настройка высоты (слишком низко: нет полного зацепления; слишком высоко: предварительная нагрузка изменяет расчеты изгиба) | Постепенное боковое смещение под движением листа |
| Характеристики отказа | Не смещается; ошибки связаны с точностью настройки | Смещается постепенно (1/16″, затем 1/8″); асимметричное распределение давления |
| Влияние на качество | Вариация расчетов изгиба при неправильной настройке | Неровное качество фланца; слабые линии видны при определенном освещении |
| Время обнаружения | Обычно заметно во время настройки или первых изгибов | Часто обнаруживается после того, как детали покидают пресс |
| Факторы зависимости | Архитектура машины, стандарт рельсов, высота штампа, дисциплина оператора | Трение материала, изменения штампа, внимание оператора |
| Правило экономии отходов | Приоритизируйте методы удержания, которые устраняют боковое смещение в условиях высокой смеси | Незначительные приросты скорости настройки не компенсируют риск отходов, связанный с смещением |
Давайте рассмотрим чистую гипотетическую ситуацию.
Рулон $200 дает 8000 изгибов, прежде чем угловое смещение, вызванное износом, превысит ваше допустимое окно. Это $0.025 за изгиб. Более дешевый рулон $120 служит 3000 изгибов, прежде чем сжатие по центру изменит ваши углы настолько, что потребуется доработка или появится видимое маркирование. Это $0.04 за изгиб.
Более дешевый рулон кажется ответственным при покупке. Он на 40% дешевле изначально. Но за изгиб он на 60% дороже.
Теперь добавьте одну отклоненную архитектурную панель стоимостью $1,200, потому что смещение пленки или износ напечатали плечо штампа вокруг выреза. Ваш премиальный рулон должен предотвратить единственный брак за весь срок службы, чтобы оправдать свою стоимость в шесть раз.
И мы еще не оценили износ штампа. Когда пленка деградирует и истончается неравномерно, вы получаете локализованный контакт металл-металл. Это не теоретически. Я видел, как отполированные нижние штампы получали микро-царапины, требующие повторной обработки. Один переточка штампа может стоить от $600 до $900 в зависимости от размера.
Но вот что большинство таблиц рентабельности инвестиций упускает: окно производительности. Уретан не обеспечивает одинаковую защиту от первого изгиба до последнего. По мере износа сжатие увеличивается, повторяемость уменьшается. Ваша истинная стоимость за изгиб должна учитывать только изгибы в пределах вашего допустимого диапазона. Как только вы начинаете регулировать глубину, чтобы следить за смещением угла, вы тратите труд на компенсацию усталости материала.
Когда мы решили, что потеря готовых деталей дешевле, чем обновление слоя, который защищает каждый отдельный изгиб?
Если интерфейс между листом и штампом эластичен, сжимаем и изнашивается в реальном времени, тогда толщина становится следующей переменной, которую нельзя игнорировать. Насколько .015″ или .030″ изменяет вашу вычитание изгиба и необходимую тоннажность — это не академическое, это математика, которая живет на контроле.
Прошлой весной мы пропустили сталь 14-го калибра с предварительной окраской через V-штамп 0.750 дюйма с уретаном 0.015 дюйма на плечах. Вычитание изгиба было настроено. Углы были в пределах половины градуса на 10-футовой панели. Затем закупки заменили пленку 0.030 дюйма от того же поставщика — тот же дюрометр, двойная толщина. Без изменений в программе. Первый деталь с пресса оказался открытым на 1.8 градуса, фланец короткий на 0.042 дюйма. Рам не был неправ. Мы просто изменили геометрию под 60 тоннами силы.
Вот механизм: уретан не просто сидит там. Он сжимается. С пленкой 0.015 дюйма вы можете увидеть сжатие 30–40% при рабочей тоннаже. С пленкой 0.030 дюйма общее сжатие может превышать первоначальную высоту стека 0.015 дюйма, фактически поднимая лист выше в штампе в начале хода. Это смещает нейтральную ось и увеличивает эффективный внутренний радиус до полного контакта со штампом. Ваш CNC все еще думает, что он изгибает сталь-сталь. Это не так.
Если вы добавите 0.030 дюйма уретана и не скорректируете свои вычеты на изгиб, то проблема не в прессе — проблема в вас.
Правило экономии отходов: рассматривайте любое изменение толщины пленки как изменение инструмента, требующее перерасчета вычета на изгиб перед тем, как следующая деталь попадет на задний упор.
На предварительно окрашенной стали 16-го калибра 0.015 дюйма уретана с высокой жесткостью обычно достаточно, чтобы предотвратить маркировку плеча, не увеличивая существенно внутренний радиус. Покрытие тонкое. Вы защищаете краску, а не компенсируете за миллиметровую окалины или шероховатость поверхности. При типичном тоннаже воздушного изгиба этот более тонкий слой сжимаются предсказуемо и достигает дна ближе к геометрии сталь-сталь.
Теперь переключитесь на оцинкованную.
Цинковый слой мягче и слегка неровный. Операторы начинают нервничать из-за отслаивания на узких радиусах и берут 0.030 дюйма “на всякий случай”. Но этот более толстый подкладка делает две вещи одновременно: она смягчает покрытие и увеличивает эффективное отверстие матрицы, потому что лист лежит на сжимаемой основе перед контактом с плечами матрицы. В узком V — скажем, 0.500 дюйма — 0.030 дюйма с каждой стороны означает, что вы фактически сужаете отверстие во время начального контакта, а затем расширяете его, когда уретан течет. Это нестабильное состояние. Это движущаяся цель.
Я видел, как оцинкованные детали трескаются не потому, что радиус был слишком узким с точки зрения стали, а потому, что программа требовала дополнительной глубины, чтобы компенсировать пружинистость угла, вызванную избыточной подкладкой. Больше глубины означает больше напряжения на внешних волокнах. Покрытие выходит из строя первым. Затем следует основной металл.
Так где же граница? На практике 0.015 дюйма — это стандарт для окрашенной и оцинкованной стали при умеренном тоннаже; 0.030 дюйма занимает свое место только тогда, когда допуск по поверхности критичен, а ширина матрицы достаточно велика, чтобы поглотить добавленную податливость без искажения радиуса. Выбор толщины не зависит от того, насколько вы нервничаете — это зависит от того, сколько геометрического дрейфа ваша матрица может выдержать.
Правило экономии отходов: начинайте с 0.015 дюйма для покрытых сталей и переходите к 0.030 дюйма только если ширина вашей матрицы и математика изгиба могут поглотить добавленную податливость без нестабильности радиуса.
Представьте себе V-матрицу 0.375 дюйма, изгибающую 0.060 дюймов алюминия с 0.030 дюйма уретана, уложенного на оба плеча. Это уже не подкладка. Это вторичный формирующий материал.
Когда поршень опускается, штамп заставляет лист входить в слой, который ведет себя как плотная резиновая прокладка. Уретан течет вбок, прежде чем полностью сжаться. Этот поток поддерживает лист ближе к кончику штампа, эффективно увеличивая внутренний радиус за пределами того, что сама ширина матрицы могла бы предписать. Как только уретан восстанавливается после разгрузки, пружинистость усугубляется, потому что лист никогда не был полностью установлен против жесткой стали при максимальной нагрузке.
В результате радиус оказывается больше, чем предсказывает ваша таблица воздушного изгиба, и угол открывается больше, чем ожидает ваша таблица пружинистости. Вы исправляете это, добавляя глубину. Теперь уретан предварительно загружен перед тем, как лист полностью взаимодействует. Следующая деталь, немного другая толщина листа, немного другое сжатие. Ваш внутренний радиус "гуляет" на несколько тысячных, а ваш угол "дрейфует" на градус по ходу.
Это не пресс теряет точность. Это вы просите эластичный слой вести себя как закаленная инструментальная сталь.
Правило экономии отходов: никогда не сочетайте толстый уретан с узкой V-матрицей, если вы не проверили полученный внутренний радиус и пружинистость на нескольких листах, а не только на одной первой детали.
Однажды я записывал тоннаж на изгибе 10-футовой стали 12-го калибра с и без 0.030 дюйма уретана высокой плотности. Одна и та же матрица. Один и тот же штамп. Сталь-сталь в среднем составила 48 тонн. С уретаном максимальная нагрузка возросла до 58–60 тонн, прежде чем угол закрылся. Это не тривиально.
Но эта логика игнорирует, что 60 тонн силы делает в зоне контакта 1/8 дюйма.
Часть этих дополнительных 10–12 тонн вообще не идет в сталь. Она сжимает уретан до его рабочей толщины. Вы тратите мощность машины на деформацию защитного слоя. На прессе, работающем близко к своему предельному значению, эта разница имеет значение. На оцинкованной или более прочной материале эта дополнительная сила может перевести вас из безопасного формования в зону разрушения покрытия.
Также следует учитывать поведение машины. Более высокий тоннаж означает большее отклонение в поршне и станине. Даже с конированием дополнительная нагрузка изменяет, насколько равномерно сила распределяется по длине. Вы думаете, что добавили пленку для защиты. Вы могли только что ввести изменение угла на концах.
Это то место, где уретан как несущая компонента становится буквальным. Он несет нагрузку. Он требует нагрузки. И тормоз реагирует соответственно.
Правило экономии отходов: Измеряйте фактическую тоннажность с пленкой и без пленки на критических работах и подтверждайте, что ваш станок имеет запас мощности, прежде чем переходить на более толстый уретан.
У нас была работа — двадцать четыре панели по $202 каждая — где пленка толщиной 0.030 дюйма была обязательной, потому что отделка была зеркальной. Первый образец оказался длиннее на обоих концах на 0.055 дюйма в общей сложности. Вычет на изгиб в программе предполагал радиус внутренней стороны 0.090 дюйма по таблице воздушного изгиба. Фактический измеренный радиус с пленкой составил 0.118 дюйма.
Этот рост радиуса на 0.028 дюйма смещает допустимый изгиб. Для изгиба под углом 90 градусов в алюминии толщиной 0.125 дюйма это изменение само по себе может изменить вычет на изгиб примерно на 0.040–0.060 дюйма в зависимости от K-фактора. Это не ошибка обрезки. Это геометрия.
Решение не было мистическим. Мы измерили фактический внутренний радиус, образованный с установленным уретаном. Пересчитали допустимый изгиб, используя этот радиус и проверенный K-фактор из образца резки и травления. Обновили программу ЧПУ. Запустили три валидационных детали. Закрепили это. Тормоз сделал именно то, что ему сказали, как только мы сказали ему правду.
Высококачественный уретан не является “дополнением”. Это часть вашего инструмента. Это означает, что ваши таблицы изгиба, компенсация возврата и настройки глубины должны отражать его сжатую рабочую толщину, а не его номинальную толщину рулона. В противном случае вы программируете для стали и изгибаете в резину.
И здесь расчет встречается с дисциплиной — потому что даже правильные числа разваливаются, если пленка не нанесена ровно, по центру и на постоянной высоте на столе и матрице.
Правило экономии отходов: Всегда измеряйте сформированный внутренний радиус с установленным уретаном и пересчитывайте вычет на изгиб на основе этой реальной геометрии перед запуском производства.
Вы измерили внутренний радиус. Вы пересчитали вычет на изгиб. Тормоз запрограммирован на сжатую рабочую толщину пленки.
Так почему же смена во втором потоке все еще вызывает вас, когда углы отклоняются и царапины появляются посередине процесса?
Потому что геометрия — не единственная переменная. Установка — это тоже.
Если уретан является несущим слоем, то то, как вы его укладываете на матрицу, не отличается от того, как вы устанавливаете штамп в поршень: небрежность приводит к движению, а движение под нагрузкой в 60 тонн приводит к повреждениям. Я наблюдал, как мастерские тратят час на настройку первого образца, а затем бросают рулон пленки на стол, как тряпку, и удивляются, почему восемнадцатая деталь выглядит иначе, чем вторая. Разрывы в середине процесса — это не невезение. Это высвобождение накопленной энергии, когда пленка была неправильно нанесена.
Это страховой полис между поршнем и вашей прибылью. Либо он поглощает удар последовательно, либо передает удар прямо в готовую панель.
Правило экономии отходов: Если пленка влияет на геометрию изгиба, относитесь к ее установке с той же повторяемостью, что и к настройке вашего штампа и матрицы — без исключений.
Мы не детализируем шоу-кар. Мы создаем контроль трения.
Ржавчина очевидна. Вы чувствуете ее кончиком пальца; она отпечатывается через тонкий алюминий, как Брайль. Но остатки масла тише и более опасны. Тонкая пленка гидравлического тумана на плечах матрицы превращает уретан в скользкий лист, и когда поршень опускается, это скольжение концентрирует сжатие в локализованных зонах вместо равномерного распределения по V.
Вот где начинается разрыв.
Под нагрузкой уретан стремится сцепляться с металлом. Если этого не происходит, он микроскопически растягивается в точке наибольшего давления — обычно прямо на радиусе матрицы. Сделайте это несколько сотен циклов, и вы получите трещину, которая идет вдоль. Ничего драматичного. Просто достаточно, чтобы оставить линию на панели зеркального качества $202 на двадцать четвертом элементе.
Замена масла изменяет трение. Ржавчина изменяет высоту. Оба фактора изменяют, как нагрузка проходит через пленку.
Протрите плечи матрицы растворителем. Соскоблите накипь мелким абразивом. Вы не полируете; вы нормализуете контакт, чтобы уретан видел равномерную поддержку по всей ширине.
Правило экономии отходов: очищайте плечи матрицы до голого, однородного металла перед каждой установкой пленки — удалите масло для контроля трения и удалите накипь для контроля высоты.
Морщина — это просто избыток материала, которому некуда идти.
Когда поршень закрывается, этот избыток не исчезает. Он вдавливается в изделие.
Представьте себе легкую волну на пленке, едва видимую. Под 60 тоннами в зоне контакта 1/8 дюйма эта волна становится гребнем. Пресс заставляет лист вдавливаться в него, и уретан сжимается неравномерно — толще на морщине, тоньше рядом с ней. Это изменение толщины меняет эффективное V-открытие локально, что сдвигает внутренний радиус на несколько тысячных. Достаточно, чтобы изменить угол на долю градуса. Достаточно, чтобы заставить вас преследовать регулировки глубины, которые никогда не были настоящей проблемой.
А поверхность? Край морщины становится линией давления. Пресс не знает, что это косметическая проблема. Он просто видит сопротивление.
Я натягиваю рулон, как будто растягиваю натяжную нить — крепко, но не слишком сильно. Один оператор подает, другой разглаживает от центра к краям, ладони плоские, устраняя воздушные карманы до того, как они станут карманами сжатия. Если пленка хочет свернуться обратно, это накопленное напряжение от памяти рулона. Позвольте ей расслабиться на машине в течение нескольких минут перед укладкой.
Морщины — это будущие царапины, ожидающие, когда поршень вдавит их в готовую деталь.
Правило экономии отходов: наносите уретан под контролируемым, равномерным натяжением и разглаживайте от центра к краям — любая видимая волна гарантированно станет следом давления под нагрузкой.
Пленки с клеевым слоем решают проблему движения и создают другую — остатки и непостоянную высоту стопки.
Я предпочитаю неадгезивный уретан высокого качества и механическое крепление.
Вот метод: выровняйте пленку по переднему краю матрицы, слегка зажмите оба конца с помощью низкопрофильных пружинных зажимов снаружи зоны изгиба, затем проведите одну полоску качественного малярного скотча вдоль заднего края только — подальше от плечей матрицы. Скотч не является структурным; он предотвращает сдвиг во время индексирования. Зажимы обеспечивают натяжение.
Почему не клеить скотч по лицевой стороне матрицы? Потому что скотч сжимается иначе, чем уретан. Под нагрузкой он выдавливается, как зубная паста, и оставляет за собой пустоту в толщине. Теперь ваш путь нагрузки меняется в середине хода. Вы только что ввели переменную, которую не можете увидеть.
Этот метод зажима и скотча добавляет, возможно, девяносто секунд к настройке. Девяносто секунд дешевле, чем одна отклоненная панель $202. Я утилизировал двадцать четыре панели $202 раньше, потому что пленка сместилась на 1/16 дюйма и оголила необработанное плечо матрицы на возвратном фланце.
Движение — враг. Ограничение без искажения — цель.
Правило экономии отходов: закрепляйте неадгезивный уретан только с помощью концовых зажимов и скотча на заднем крае — никогда не помещайте сжимаемый скотч на путь нагрузки.
Даже идеальная установка имеет срок службы.
Уретан не ломается сразу. Он сигнализирует. Плечи матрицы полируют в нем дорожку. Вы увидите слегка темную полосу, где оксид алюминия или оцинкованные частицы встраиваются в поверхность. Этот встраиваемый абразив становится резательным составом.
Игнорируйте это, и следующая деталь заплатит.
Проводите пальцем по пути износа каждые десять-двадцать циклов на косметической работе. Если вы чувствуете бороздку или видите частичное пятно, продвиньте вал на дюйм или два. Не ждите, пока появится царапина, чтобы подтвердить то, что ваши глаза уже сказали вам. Магазины с высоким объемом в Европе жалуются, что уретан теряет повторяемость по мере смягчения. Они не ошибаются, но большая часть этой непостоянности проявляется сначала как неравномерный износ на плечах, а не как полное разрушение материала.
Продвижение вала дешевле, чем полировка линии, которая не должна существовать.
Но вот граница: когда вы работаете с высокими тоннажами, узкими V-матрицами на производственной скорости, пленка будет деградировать быстрее, чем вам хотелось бы. Существует предел, когда стальные инструменты — или другой защитный материал — имеют больше смысла.
Защита имеет предел прочности. Так же, как и отрицание.
Правило экономии отходов: проактивно проверяйте плечевые износные полосы и продвигайте уретан до того, как встраиваемые частицы или бороздки смогут отпечататься на готовой поверхности.
Я помню, как в первый раз команда спросила меня, с серьезным лицом, уложить пленку для работы по чеканке на алюминии 3/16. Восемь футов панели. Косметической стороной наружу. Полное дно, преследуя узкий внутренний радиус. Таблица тормозов требовала тоннажа, который заставлял раму ворчать.
Они думали о защите от царапин.
Я думал о том, что происходит, когда вы просите сжимаемый слой выжить под воздействием сил, предназначенных для холодной формовки металла.
До этого момента мы рассматривали уретан как дисциплинированный, распределяющий нагрузку интерфейс — установленный ровно, правильно натянутый, контролируемый как инструмент. Эта дисциплина позволяет вам оставаться прибыльным при воздушном изгибе. Но чеканка — это другое дело. При воздушном изгибе лист касается носа штампа и плеч матрицы; материал плавает между ними. При чеканке рама вталкивает кончик штампа в материал, пока он не примет угол матрицы. Вы больше не направляете металл. Вы сжимаете его в форму.
И все, что между сталью и сталью, становится еще одной вещью, которую рама должна сжать.
Даже высококачественный полиэфирный уретан — тот, который сопротивляется скользящему абразиву и отталкивает удар — имеет предел сжатия. Я не буду придумывать волшебное число тоннажа, потому что оно зависит от V-отверстия, ширины материала и радиуса штампа. Но я дам вам механизм: по мере увеличения тоннажа контактное давление на плечах матрицы возрастает. Это давление превышает упругий предел пленки. Уретан перестает возвращаться и начинает течь. Микроскопическое сдвиговое напряжение превращается в глазурь на поверхности. Глазурь превращается в тепло. Тепло ускоряет разрушение. То, что выглядело как многоразовый барьер, становится истончающимся прокладкой.
Но эта логика игнорирует, что 60 тонн силы делает в зоне контакта 1/8 дюйма.
Под нагрузками чеканки пленка не “защищает”. Она уплотняется тоньше на плечах и толще в центре. Это изменяет ваше эффективное V-отверстие в середине хода. Вы увидите это как угловое отклонение, которое не удается точно настроить. Вам придется корректировать глубину. Тем временем пленка умирает один цикл сжатия за раз.
Правило экономии отходов: если работа требует истинной чеканки или полного дна при указанном полном тоннаже, предположите, что пленка уретана будет пластически деформироваться и уберите ее из пути нагрузки.
Проведите контролируемое сравнение. Один и тот же алюминий 0,125, одна и та же V-матрица 1 дюйм. Первый запуск: воздушный изгиб до 90 градусов. Второй запуск: чеканка для закрепления угла и уменьшения обратного изгиба.
В изгибе воздуха уретан видит локализованный контакт на плечах и легкое скольжение под листом. Качественная пленка с твердостью 90 дюрометров может выдержать десятки — иногда сотни — циклов, если вы продвигаете ее до того, как абразив застрянет. Напряжение прерывистое и частично упругое. Пленка восстанавливается.
В процессе чеканки восстановление исчезает. Кончик штампа полностью вдавливает лист в угол штампа, сжимая пленку на более широкой площади. Теперь вы не просите уретан амортизировать. Вы просите его сопротивляться сжатию между двумя закаленными инструментами. Сжимаемая деформация накапливается. После нескольких ударов измерьте толщину пленки в области плеча. Она не будет такой, с какой вы начали.
И как только толщина меняется, меняется и геометрия.
Полиэфирные уретаны лучше справляются с абразивным воздействием, чем полиэфирные типы; полиэфир лучше справляется со скольжением. Эта химия имеет значение в воздухе, где доминирует режим трения. В чеканке химия вторична по отношению к физике. Когда контактное давление пересекает упругий порог, обе группы поддаются. Добавьте тепло с рабочего этажа от повторяющихся циклов, и вы еще больше понижаете этот порог. То, что выживает при десяти ударах при комнатной температуре, может покрыться глазурью за пять во время производственного цикла.
Так что реальный ответ на вопрос “при каком тоннаже?” таков: в тот момент, когда ваш процесс требует пластической деформации листа через полный контакт с матрицей, вы работаете на уровне давления, при котором срок службы пленки падает с “управляемого расходного материала” до “непредсказуемой точки отказа”.”
Это не моральная оценка. Это случай нагрузки.
Теперь представьте носик штампа под углом 30 градусов, достаточно острый, чтобы вы могли почувствовать край через перчатку. Мы формируем острый возвратный фланец на анодированном алюминии. Косметическая сторона наружу, конечно.
Положите пленку толщиной 0,030 дюйма на матрицу и медленно прокачайте раму. Смотрите, что происходит на кончике штампа. Площадь контакта резко сужается по сравнению с инструментом под углом 90 градусов. Давление концентрируется вдоль более тонкой линии. Уретан не имеет возможности распределить нагрузку вбок, прежде чем штамп проникнет в лист и заставит его войти в V-образный зазор.
С острым штампом режим отказа не является глобальным сжатием. Это резка и сдвиг. Пленка может не взорваться. Она может самозакрыть мелкие надрезы — это одно из преимуществ прецизионно отлитых уретановых листов. Но под углом 30 градусов каждый удар оставляет ту же линию. Повторение превращает этот след в трещину. Трещина становится гребнем. Гребень отпечатывается в детали.
Может ли пленка работать для нескольких прототипных ударов? Да, если тоннаж умеренный и вы следите за износом каждый цикл. Жизнеспособна ли она для косметической партии из 200 штук? Нет, без постоянного контроля, как за критическим размером.
И когда защита требует постоянной бдительности, чтобы предотвратить превращение защитника в дефект, вам нужно задать вопрос, что вы на самом деле сохраняете.
Я утилизировал двадцать четыре панели на $202 однажды, потому что мы настаивали на “работе с рулоном” на высоконагруженной архитектурной работе. Пленка не рвалась резко. Она сжималась неравномерно. Угол отклонялся. На девятнадцатой детали появилась слабая линия плеча. К двадцать четвертой детали у нас была стопка полированного алюминия стоимостью $4,848 и команда, притворяющаяся, что это неудача.
Это не была неудача. Это была чрезмерная зависимость.
Постоянные уретановые вставки для матриц — отлитые подушки, установленные в полость матрицы — меняют уравнение. Они толще. Они поддерживаются по всей ширине. Они предназначены для несения нагрузки, а не только для жертвования. Поскольку они захвачены, они не ползут. Поскольку они контролируются по размеру — часто в пределах нескольких тысячных — они вводят стабильный, предсказуемый сжимаемый слой.
Вы все еще учитываете толщину в своих расчетах изгиба. Вы все еще следите за износом. Но вы больше не укладываете временную страховую полис между рамой и вашей прибылью, надеясь, что она выдержит нагрузки чеканки.
Вот практическая точка перехода, которую я использую: если работа требует полного тоннажа при дне, острых инструментов ниже 45 градусов для производственных количеств или количества циклов, где продвижение пленки каждые 10–20 ударов нарушает поток, я закладываю стоимость специализированных вставок. Не как роскошь. Как инструмент.
Когда мы решили, что потеря готовых деталей дешевле, чем обновление слоя, который защищает каждый отдельный изгиб?
Правило экономии отходов: в тот момент, когда уретановая пленка требует больше управления, чем ваш штамп и матрица, замените ее на постоянную, рассчитанную на нагрузку вставку и рассматривайте защиту поверхности как инструмент — не упаковку.
Если пленка не выдерживает высоких нагрузок и острых инструментов, ответ не в том, чтобы сделать пленку толще. Нужно указывать уретан так же, как вы указываете пуансоны и штампы: по нагрузочному случаю, химическому составу, методу поддержки и сроку службы.
Постоянный вставной элемент — это не рулон, уложенный поперек V-образного штампа. Это литая или обработанная уретановая подушка, обычно на основе полиэфира для устойчивости к гидролизу, полностью установленная внутри полости штампа, чтобы путь нагрузки проходил через поддерживаемый материал, а не через плавающую полосу. Вы выбираете твердость в зависимости от режима формования — мягче для косметических изгибов, где важна конформность, жестче, когда стабильность угла важна при высоких нагрузках. Затем вы фиксируете допуск по толщине, потому что отклонение ±0,005 в захваченном вставном элементе проявляется как смещение угла так же верно, как и изношенное плечо штампа.
Здесь большинство мастерских спотыкается. Они покупают “уретан” так же, как покупают тряпки. Но химия полиэфира и полиэстера определяет, как этот вставной элемент выдерживает влажность, тепло от пресса и туман охлаждающей жидкости, висящий в воздухе. Полиэстер хорошо справляется со скользящим абразивом, но он более уязвим к гидролизу в теплых, влажных мастерских. Полиэфир устойчив к воздействию влаги и дольше сохраняет свои свойства в реальных условиях — не в условиях брошюры. Если ваш пресс находится в не климатизированном помещении в августе, химия не является академической.
Правило экономии на отходах: указывайте химию вставного элемента и твердость в зависимости от нагрузочного случая и окружающей среды, прежде чем вы вообще начнете оценивать работу.
Контроль качества — это следующая линия разлома. Уретан, который не был правильно смешан, дегазирован и отвержден, может содержать нереагировавшие компоненты, размерные несоответствия или внутренние пузыри, которые коллапсируют под давлением. Я видел вставные элементы, которые выглядели идеально на столе, но передавали линии пустот в анодированные панели к двенадцатой детали. Уважаемый поставщик предоставит размерные допуски, протокол отверждения и отслеживаемость партий; если они не могут говорить на этом языке, они продают материал, а не инструменты.
И не забывайте о здоровье. Правильно отвержденные вставные элементы обычно стабильны в эксплуатации, но свежезалитый или плохо изготовленный полиуретан может выделять ЛОС, особенно при нагревании. Пресс генерирует тепло. Трение генерирует тепло. Если вы вставляете новый элемент в производственную ячейку, дайте ему отвердиться и проветриться в соответствии с рекомендациями производителя, прежде чем ставить оператора на восемь часов. Производственная стратегия включает качество воздуха.
Таким образом, внедрение становится процедурным, а не случайным. Установите вставной элемент так, чтобы он был полностью поддержан по ширине штампа. Устраните зазоры, которые позволяют боковому смещению. Пересчитайте вычеты на изгиб и обратную пружинную деформацию с учетом сжимаемости вставного элемента — проведите тестовые образцы, измерьте фактический угол под производственной нагрузкой и зафиксируйте эти числа в программе. Затем определите интервал проверки на основе количества циклов и визуального износа плеча, так же как вы отслеживаете рост радиуса наконечника пуансона.
Вы больше не защищаете детали. Вы проектируете интерфейс между поршнем и вашей прибылью.
Что меняет то, что вы измеряете.
В первый раз, когда вы останавливаете полировку плеч штампа в середине работы, это кажется обманом.
С пленкой, особенно под высокой нагрузкой, абразив проникает. Пленка смещается. На седьмой детали появляется слабая линия. Теперь пресс бездействует, пока кто-то не обрабатывает штамп Scotch-Brite, не протирает его, не укладывает пленку заново и не меняет программу, потому что толщина изменилась. Десять минут здесь. Пятнадцать там. Это не отображается как отходы. Это отображается как “нормально”.”
Установленный вставной элемент не перемещается и не задерживает мусор так, как это делает свободный слой. Поскольку он захвачен, скольжение происходит по стабильной поверхности, а не по движущейся мембране. Эта стабильность означает меньше неожиданных остановок для устранения косметических дефектов. За 300 деталей даже четыре избегнутых цикла очистки и сброса по 12 минут каждый — это почти час восстановленного времени шпинделя — гипотетически, да, но каждый прораб знает, как быстро накапливаются эти “малые” прерывания.
Пресс зарабатывает деньги, когда поршень движется под контролем, а не когда ведущий рабочий полирует закаленную сталь, чтобы исправить то, что вызвал рулон $40.
Правило экономии на отходах: если защита поверхности заставляет вас останавливать поршень для поддержания инструмента, эта защита стоит больше, чем экономит.
Отходы громкие. Переработка тиха.
Двадцать четыре панели на $202 — это $4,848, которые вы можете обвести красной ручкой. Но что насчет двух часов, которые изготовитель тратит на сглаживание слабого следа на шлифованной нержавейке, надеясь, что текстура его скроет? Что насчет деталей, которые проходят проверку, но требуют дополнительной обработки, потому что операторы не доверяют поверхности?
Когда вставные элементы стабильно удерживают геометрию, смещение угла уменьшается. Когда смещение угла уменьшается, улучшаетсся подгонка на последующих этапах. Меньше зажимов. Меньше ударов с мертвым ударом. Сбережения накапливаются в отделах, которые никогда не касаются пресса.
Это неочевидная часть: защита определяет стабильность геометрии, а стабильность геометрии определяет трудозатраты далеко за пределами изгиба. Истинная стоимость за изгиб включает сварщика, которому не нужно бороться с несоответствующим фланцем, и отделочника, которому не нужно объяснять полированную полосу менеджеру проекта.
“Но эта логика игнорирует то, что 60 тонн силы делают в зоне контакта шириной 1/8 дюйма”. Именно так. Эта сила либо предсказуемо деформирует контролируемую, сертифицированную вставку, либо находит слабое звено и оставляет свой след на вашей детали.
Правило экономии отходов: отслеживайте часы переработки, связанные с несоответствием изгиба, и возвращайте их к вашему выбору защиты поверхности.
Косметический алюминий и предварительно обработанная нержавеющая сталь не должны восприниматься как азартная игра.
С рыхлой пленкой вы следите за морщинами, разрывами и вкраплениями абразива в каждом цикле. Защита зависит от бдительности. Один пропущенный шаг рулона, и гребень отпечатывается на панели зеркального качества $202, потому что слой, предназначенный для защиты, стал дефектом.
Постоянная вставка переносит качество отделки от осведомленности оператора к проектированию системы. Контактная поверхность однородна, без натяжения и повторяема. Как только вы подтвердите эту комбинацию — твердость вставки, толщину, программу изгиба, тоннаж — вы сможете обрабатывать чувствительный материал без постоянного контроля за каждым движением. Безупречность становится базовым уровнем, а не наилучшим сценарием.
Это не означает бесконечную жизнь. Вставки изнашиваются. Они сжимаются со временем. Ультрафиолетовое воздействие может пожелтеть определенные формулы, если вы храните их неправильно. Срок службы должен определяться в циклах или визуальных критериях, а не мечтами. Но определенный износ управляем. Случайный отказ пленки — нет.
Когда мы решили, что потеря готовых деталей дешевле, чем обновление слоя, который защищает каждый отдельный изгиб?
Мастерские, которые рассматривают уретан как статью расходов, вечно гоняются за царапинами. Те, кто рассматривает его как инструмент с заданной нагрузкой, начинают планировать в циклах, допусках и химии — и их отчеты по отходам становятся скучными.
Правило экономии отходов: сделайте защиту поверхности заданным, проверяемым и бюджетируемым активом инструмента — или продолжайте платить за это как за непредсказуемые отходы.


















