

Лист длиной 10 футов толщиной 14‑го калибра скользит в штамп. Новичок щурится на таблицу тоннажа, нажимает на педаль сильнее, чем нужно, и ждет, пока сталь сдастся. Она сдаётся.
Затем она отскакивает на два градуса и царапает краску там, где пуансон ударил слишком сильно.
Если бы это была просто машина для гибки металла в словарном смысле — что-то, что “гибает металл”, — большее усилие означало бы больше уверенности. Но первое, что узнаешь на производстве: металл никогда просто не подчиняется. Он ведёт переговоры.

Представьте листогиб на 90 тонн, гнущий тонкий окрашенный лист 16‑го калибра. Таблица тоннажа говорит, что нужно лишь малая часть этой мощности. Тем не менее, запас есть, и новичкам кажется безопаснее полагаться на силу.
Вот ловушка: металл хочет сопротивляться ровно настолько, чтобы накопить энергию, а потом высвободить её в виде упругого возврата. Если перейти за оптимум, получится не более острый изгиб, а следы от штампа, выгнутые детали и ускоренный износ инструмента. Дополнительная сила не улучшает геометрию; она усиливает каждое несоответствие в настройке.
Я видел операторов, которые пытаются компенсировать ошибку угла, увеличивая глубину. Они думают, что исправляют силой. На деле они деформируют материал за пределом запланированной нейтральной оси — слоя в листе, который не растягивается и не сжимается при гибке — и провоцируют несоответствия от детали к детали.
Листогиб оценивают в тоннах, но живёт он или умирает из-за тысячных долей дюйма.
Проверьте свой калибр: Если вы считаете, что большее нажатие на педаль означает большую точность, вы всё ещё думаете как оператор молота, а не как оператор листогиба.

Давайте замедлим этот момент.
Когда пуансон опускается в V‑образный штамп, внешние волокна листа растягиваются. Внутренние — сжимаются. Между ними проходит нейтральная ось, слегка смещающаяся в зависимости от материала и инструмента. Металл стремится распределить напряжение вдоль этой кривой, а не разрушиться под ним.
Истинная гибка — это контролируемая пластическая деформация: вы превышаете предел текучести ровно настолько, чтобы форма сохранилась после снятия давления. Деформация, её небрежный родственник, происходит, когда игнорируешь направление потока напряжений. Вы разрушаете структуру зерна, повреждаете поверхность и теряете повторяемость.
Разница измеряется контролем глубины, точностью заднего упора и параллельностью траверсы — а не максимальным тоннажем. Два градуса упругого возврата у мягкой стали могут потребовать рассчитанного перегиба в две с половиной градуса. Это — переговоры, а не подчинение.
Если при гибке важно намеренно превышать предел текучести, что ещё внутри машины должно вести себя столь же точно?
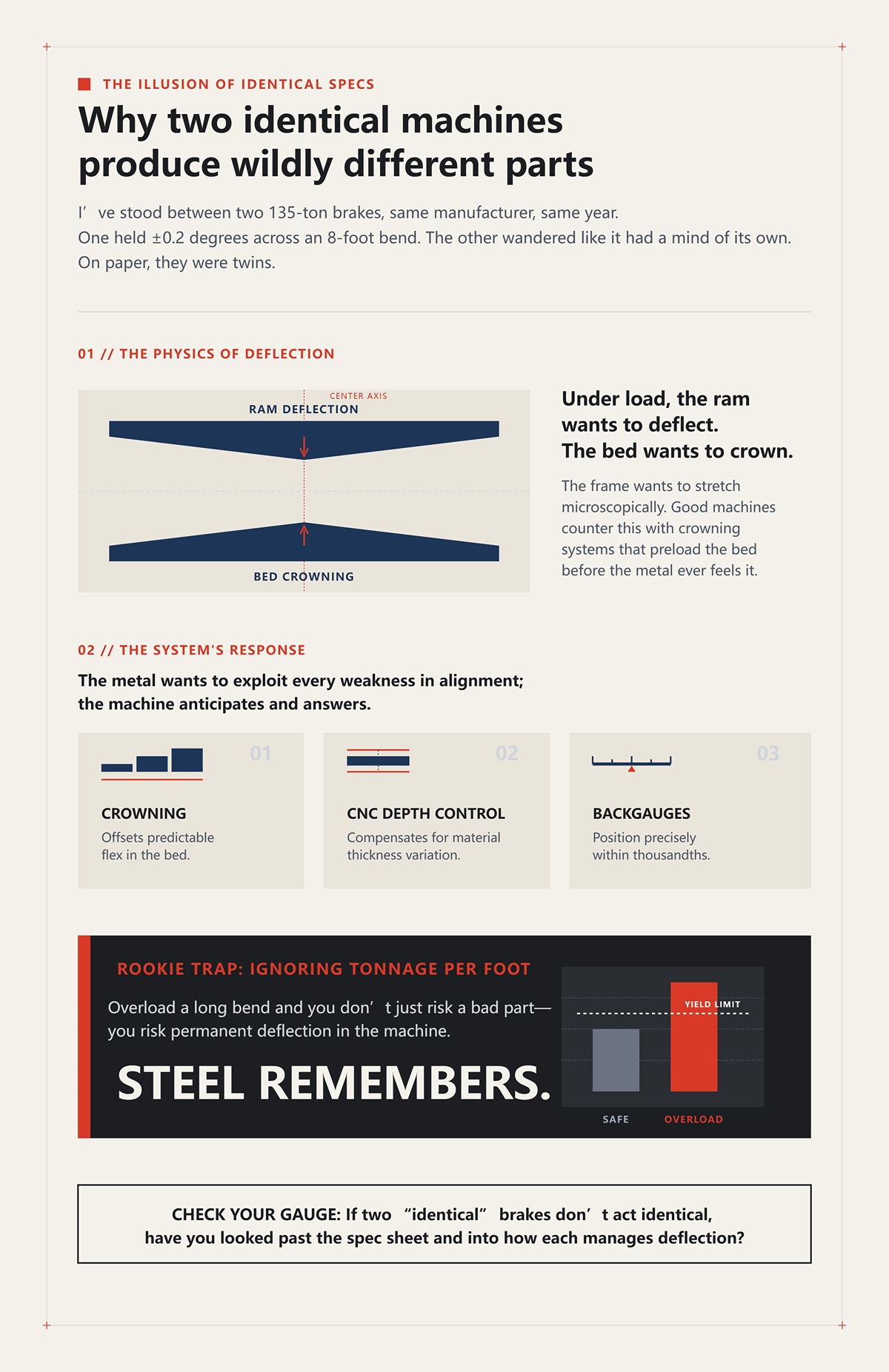
Я стоял между двумя листогибами на 135 тонн, того же производителя, того же года. Один держал точность ±0,2 градуса на изгибе длиной 8 футов. Второй блуждал, будто обладал собственной волей.
На бумаге они были близнецами.
Под нагрузкой шток любого листогиба стремится прогнуться посередине. Стол хочет выгнуться дугой. Рама хочет микроскопически растянуться. Хорошие машины компенсируют это с помощью систем компенсации прогиба — механических или гидравлических устройств, которые предварительно нагружают стол, борясь с деформацией ещё до того, как металл её ощутит.
Вот где система проявляет себя. CNC‑контроль глубины компенсирует колебания толщины материала. Задние упоры позиционируются с точностью до тысячных долей дюйма. Компенсация прогиба устраняет предсказуемое искривление. Металл стремится использовать каждую слабину в выравнивании; машина предугадывает и отвечает.
Ловушка новичков: игнорирование тоннажа на фут. Перегрузи длинный изгиб — и рискнешь не только получить бракованную деталь, но и навсегда деформировать саму машину. Сталь помнит.
Проверьте свой калибр: Если два “идентичных” листогиба ведут себя по‑разному, заглядывали ли вы дальше спецификации — в то, как каждый справляется с прогибом?
Назовите это металлофальцовщиком — и вы представите себе петлю и толчок. Просто постойте у пульта управления подольше — и вы увидите нечто другое.
Листогиб координирует три процесса одновременно: силу, передаваемую через шток, движение, управляемое осями CNC, и поведение материала, формируемое направлением волокон, допуском по толщине и упругим возвратом. Измените одну переменную — и остальные реагируют. Металл хочет вернуться в плоскость; машина противодействует рассчитанным «перегибом». Рама хочет прогнуться; система компенсации прогиба предварительно это учитывает. Оператор стремится к скорости; физика требует терпения.
Это не грубая сила. Это управление усилием в условиях ограничений — как игра в шахматы с противником, помнящим каждый ход.
И если вся игра заключается в том, как металл накапливает и высвобождает напряжение, то что именно происходит внутри листа в тот миг, когда пуансон касается металла?
Встаньте сбоку листогиба и присмотритесь. Пуансон ещё даже не погрузился в V‑образную матрицу — лишь первое касание — а лист уже получает лёгкое вмятие под кончиком. Угол ещё не сформирован. Никакого впечатляющего сгиба. Только неглубокое углубление, где начинает концентрироваться напряжение.
Этот миг имеет значение.
Внешняя поверхность под кончиком пуансона первой ощущает растягивающее напряжение — она хочет растянуться. Внутренняя поверхность, прижатая к опорам матрицы, стремится сжаться. Между ними находится нейтральная ось — тонкий внутренний слой, который ни растягивается, ни сжимается. Она не остаётся аккуратно в центре; по мере увеличения нагрузки смещается к внутреннему радиусу. Металл стремится сдвинуть эту ось, чтобы защитить себя, перераспределяя деформацию туда, где волокна способны её выдержать.
На этом этапе всё остаётся упругим. «Упругое» значит временное. Можно остановить шток раньше, снять давление — и лист выпрямится, будто ничего не было. Это — память металла, его внутренняя решётка, сопротивляющаяся постоянной перестройке.
Продолжайте опускаться.
Напряжение во внешних волокнах в конце концов превышает предел текучести — момент, когда материал перестаёт вести себя как пружина и начинает течь пластически. Теперь вы перестраиваете структуру волокон. Теперь вы тратите память металла, а не просто занимаете её. Этот переход от упругого к пластическому состоянию — не обрыв, а узкий гребень. Перейдите его чисто — получите повторяемые изгибы. Останьтесь слишком мелко — получите сильный упругий возврат. Перегните слишком глубоко — повредите инструмент и непредсказуемо сместите нейтральную ось.
Вот почему листогиб с повторяемостью штока ±0,01 мм всё равно выдаёт детали, различающиеся в реальности в пять раз сильнее. Переменная толщина, направление волокон, износ инструмента — всё это влияет на то, где именно происходит переход от упругости к пластичности. Машина может достигать одинаковой глубины каждый цикл, но материал не реагирует одинаково.
Первый ход в этой шахматной партии совершается ещё до того, как угол становится видимым.
Проверьте настройку: когда пуансон впервые касается листа, вы думаете об угле — или о том, где на самом деле начинается текучесть?
Изогните кусок мягкой стали под нагрузкой до измеренных 93 градусов. Освободите пресс. Он раскрывается до 90.
Эта разница в три градуса — не ошибка. Это высвобождается накопленная упругая энергия.
Когда пуансон вдавливает лист в матрицу, внешние волокна растягиваются за предел текучести, но более глубокие слои, ближе к нейтральной оси, могут оставаться упругими. Когда давление снимается, эти упругие зоны восстанавливаются, слегка раскрывая изгиб. Металл стремится вернуться к плоскому состоянию, потому что часть его так и не «согласилась» остаться изогнутой.
Воздушная гибка — наиболее распространённый метод — основана на этом поведении. Пуансон никогда не упирается в дно; он управляет углом за счёт глубины проникновения. Это означает, что возврат упругости необходимо предсказать и компенсировать рассчитанным «перегибом». Для мягкой стали — возможно, 1–3 градуса. Для высокопрочных материалов — больше. Для тонкого листа — часто пропорционально больше, чем для толстого.
Вот момент, который переворачивает интуицию новичка: более толстый материал часто показывает меньший процент возврата упругости, чем тонкий лист. В тонком металле большая часть сечения ведёт себя упруго по отношению к пластической зоне. Поэтому хлипкий металл толщиной 20 gauge может потребовать более агрессивного перегиба, чем пластина 10 gauge. Металл стремится «отскочить» сильнее, если лишь малая часть его толщины подверглась пластическому течению.
Есть и другой путь: осадка или чеканка. Пуансон продвигается достаточно глубоко, чтобы плотно вдавить материал в угол матрицы, «раздавливая» большую часть упругой памяти. Возврат упругости почти исчезает. Звучит идеально — пока не рассчитаешь усилие. Осадка может потребовать в несколько раз больше силы, чем воздушная гибка, и зачастую — специальные углы инструмента. Это не просто энергия; это нагрузка на раму, износ инструмента и затраты на настройку. Точность, купленная грубой силой, обходится дорого.
Поэтому мы выбираем перегиб — не потому что это грубо, а потому что это эффективно. Мы принимаем, что металл «вернёт» несколько градусов обратно, и планируем это заранее.
Новичок щурится на таблицу усилий, сильнее давит на педаль и ждёт, пока сталь «сдастся». Но сдача — не цель. Цель — предсказание.
Если возврат упругости — это проявление «памяти» металла, то почему эта память так сильно меняется между сплавами?
Возьмите два листа одинаковой толщины: один мягкой стали, другой — нержавеющей 304. Установите одинаковый инструмент. Согните оба на одну и ту же запрограммированную глубину.
Нержавеющая сталь раскрывается больше после освобождения.
Нержавеющая сталь имеет более высокий предел текучести и больший разрыв между пределом текучести и пределом прочности. Это значит, что она может накапливать больше упругой энергии до и даже во время пластической деформации. Металл стремится растянуться и при этом сохраняет сильное стремление вернуться к исходному кристаллическому состоянию. Поэтому возврат упругости увеличивается, и требуемое усилие возрастает соответственно.
Алюминий ведёт себя иначе. Он имеет меньший модуль упругости, чем сталь. Это значит, что при одинаковом напряжении он пружинит сильнее. Он ощущается «мягким» под пуансоном, но возвращается энергично по отношению к пределу текучести. Металл легко деформируется — и затем восстанавливается сильнее, чем ожидаешь.
Направление прокатки добавляет ещё один слой. При гибке поперёк направления прокатки материал обычно выдерживает меньший внутренний радиус. При гибке вдоль — риск растрескивания возрастает, потому что вы заставляете вытянутые зёрна открываться вдоль своей длины. Металл стремится расколоться по своему слабейшему направлению.
Поэтому “стандартные таблицы усилий на фут” становятся отправной точкой, а не гарантией. Они предполагают номинальную толщину, средние свойства и новое оснащение. В реальности рулоны различаются. Разница в несколько тысячных дюйма по толщине на 10‑футовом изгибе может изменить необходимые усилия настолько, что изменится конечный угол. Поэтому опытные операторы подбирают глубину по пробным гибам, а не по слепой вере.
Проверьте свой инструмент: когда вы переходите с мягкой стали на нержавеющую, вы меняете только усилие — или и своё ожидание того, как материал «запомнит» изгиб?
Представьте поперечное сечение изгиба под увеличением. Внешние зёрна — вытянутые. Внутренние — сжатые и слегка смятые. Где‑то между ними проходит граница, где упругое поведение переходит в пластическое течение.
Ваша задача — намеренно определить эту границу.
Слишком малое заглубление — и большая часть толщины остаётся в упругой зоне. Под нагрузкой изгиб выглядит правильно, но при снятии её открывается непредсказуемо. Слишком глубокое — и вы вызываете избыточную пластическую деформацию, истончая внешний радиус и рискуя получить микротрещины — особенно в высокопрочной стали или при неправильной ориентации волокон. Металл старается сохранить свою внутреннюю структуру; действуйте бездумно — и он ответит трещиной или нестабильностью.
Оптимум находится там, где достаточная часть сечения перешла в пластическое состояние, чтобы зафиксировать форму, но не настолько, чтобы повредить целостность или перегрузить станок. Это равновесие зависит от выбора внутреннего радиуса, ширины раскрытия матрицы (часто около 8 толщин материала при гибке на воздухе для низкоуглеродистой стали) и точного контроля глубины.
Вот почему гибка требует гораздо меньше энергии, чем механическая обработка. Мы не срезаем материал; мы убеждаем его течь чуть дальше предела текучести. Эффективно, да. Но вместе с эффективностью приходит чувствительность. Незначительные изменения толщины или износ инструмента смещают границу между упругим и пластическим состоянием, и ваш угол «уплывает».
Таким образом, листогибочный пресс не ломает сталь, подчиняя её силой. Он целенаправленно располагает напряжения так, чтобы при снятии давления материал занял именно то положение, которое вы рассчитали.
И если память металла и направление волокон так сильно влияют на результат, какая архитектура машины нужна, чтобы управлять этими силами, не внося собственных ошибок?
Два листогибочных пресса стоят рядом на заводском полу. Оба рассчитаны на 135 тонн. Одинаковый инструмент. Один и тот же оператор. Одна десятифутовая полоса низкоуглеродистой стали толщиной 11 га.
Один удерживает точность ±0,5° по всей длине после одной корректировки. Другой уходит на градус в центре и требует постоянного подгона. Одинаковая табличка по тоннажу. Разный результат.
Вот ваш первый намёк, что грузоподъёмность и управление усилием — это две разные вещи.
Но первое, что вы усваиваете на производстве, — металл никогда просто не подчиняется. Он торгуется. Он отыгрывает через упругое восстановление, смещает нейтральную ось при текучести и усиливает любые различия в том, как ползун достигает нижней точки. Если ваш привод не умеет дозировать силу и позицию в процессе перехода от упругости к пластичности, вы не гнёте — вы рискуете.
Так что главный вопрос конструкции — не “Сколько тонн?”. А “Как эта машина передаёт эти тонны на протяжении всего хода?”
Проверьте свой датчик: если два пресса имеют одинаковую номинальную силу, какую часть хода — подход, контакт или нижнюю точку — вы действительно контролируете на своём?
Представьте старый механический пресс: маховик вращается, муфта сцеплена, кривошип преобразует вращательную энергию в вертикальное движение ползуна. Как только вы его запустили, ползун завершает цикл. Без колебаний. Без пересмотра на полпути.
Вот она — производственная мощь.
Механические системы особенно хороши при серийной работе. Если вы штампуете одну и ту же неглубокую гибку тысячи раз в тонком листе, фиксированный ход становится преимуществом. Нижняя мёртвая точка — самое нижнее положение кривошипа — определяется механически. Каждый удар оказывается почти в одном и том же месте, потому что это задаёт геометрия кривошипа, а не давление жидкости или обратная связь сервопривода.
А вот и ловушка.
Ход фиксирован. Энергия хранится в вращающемся маховике. После включения вы не можете «перышком» отрегулировать последние несколько тысячных дюйма, чтобы компенсировать катушку, пришедшую на 0,004″ толще. Сегодня металл сопротивляется чуть сильнее, чем вчера. Механический прессу всё равно. Он проходит через нижнюю мёртвую точку с той энергией, что накопил маховик.
Если вы гнёте на воздухе, отсутствие возможности регулировать глубину становится проблемой. Вы пытаетесь остановиться на точной глубине, где упругая память вернёт вас к целевому углу. Но кривошип не “останавливается и измеряет”. Он действует. Ошибки в перегибе превращаются в разброс углов.
И вот ловушка новичка: попытка «догнать» угол, увеличивая тоннаж на механическом прессе, когда настоящая проблема — негибкость хода. Новый парень щурится на таблицу тоннажа, нажимает на педаль сильнее, чем нужно, и ждёт, пока сталь сдастся. В механической системе это может означать удар в мёртвую точку с энергией, которую не оценят ни рама, ни инструмент.
Механические прессы вознаграждают за однообразие. Они наказывают за переменность.
Проверьте индикатор: ваши задания настолько одинаковы, что фиксированный ход работает на вас — или вы пытаетесь заставить коленвал договориться с упругим возвратом?
Встаньте перед гидравлическим прессом во время пробного изгиба. Ползун опускается быстро, замедляется у контакта, затем медленно продвигается в заготовку, пока растёт давление. Вы можете остановить его на середине хода. Развернуть. Подтолкнуть глубже на тысячные доли дюйма.
Эта управляемость изменила отрасль.
Гидравлические цилиндры превращают давление жидкости в линейную силу. Давление растёт только по мере увеличения сопротивления. Металл стремится стать жёстче при переходе через предел текучести; гидравлическая система реагирует повышением давления, чтобы сохранить движение. Эта обратная связь — сопротивление, уравновешенное давлением — и делает воздушный изгиб практически применимым в массовом производстве.
Теперь добавим фактор реальности: большинство электрических прессов сегодня ограничены примерно 300 тоннами. Если вы гнёте толстый лист или длинные детали с широкими матрицами, вам нужна сила выше этого предела. Гидравлика масштабируется — большие цилиндры, большее давление, длиннее столы. Поэтому тяжёлые производственные цеха по‑прежнему на них полагаются.
Но гидравлика имеет свой характер.
Жидкость немного сжимается. Уплотнения изнашиваются. Температура меняет вязкость. Незначительная внутренняя утечка может вызвать дрейф давления во время выдержки в нижнем положении, что приводит к изменению угла. Я видел, как машина идеально держала угол утром и «открывалась» на полградуса к вечеру, потому что температура масла изменила время отклика. Металл хочет стабильности; гидравлическая система иногда ведёт переговоры по‑разному от часа к часу.
Регулируемый ход сделал гидравлику доминирующей, потому что вы можете подходить к границе упруго‑пластической зоны осознанно. Но эта точность зависит от исправной и обслуженной системы давления. Игнорируйте это — и ваше “управление” останется теоретическим.
Проверьте индикатор: когда ваши углы плывут, вы вините оператора — или проверяли состояние масла, износ уплотнений и термическую стабильность?
Теперь посмотрите, как современный электрический пресс гнёт деталь из нержавейки толщиной 14‑го калибра. Серводвигатели вращают шариковые винты, напрямую соединённые с ползуном. Без масла. Без клапанов. Только крутящий момент, превращающийся в линейное движение, с обратной связью энкодеров, измеряющей положение в микронах.
Ползун движется вниз. Останавливается точно там, где задано. Удерживает без колебаний давления, потому что нет жидкостного столба, который нужно сжимать.
Это прямое приведение в движение — причина, по которой цеха сообщают о более быстрых циклах и значительной экономии энергии: питание подаётся в основном во время движения, а не постоянно для поддержания гидравлического давления. Один знакомый производитель заменил большую часть своего гидравлического парка электрическими машинами для лёгких и средних работ, сократил энергопотребление почти вдвое и улучшил повторяемость при гибке тонкой нержавейки. Но одну гидравлическую машину оставили для толстого листа.
Вот реальность, стоящая за “революцией”.”
Электрические системы превосходны там, где точность по глубине равна точности по углу — тонкие и средние материалы, короткие столы, умеренный тоннаж. Серво способно микрокорректировать глубину, компенсируя различия упругого возврата от листа к листу. Металл стремится отскакивать по‑разному в каждой партии; серво может реагировать малыми приращениями без переразгиба.
Но ограничения по усилию реальны. Глубокие коробчатые изгибы в толстом материале требуют высокой тоннажности на длинных ходах. Сегодня в этой области всё ещё властвует гидравлика. Электрика не вытесняет гидравлику повсеместно — она переопределяет, что значит “точность прежде всего”.
Гибридные системы становятся всё более распространёнными, потому что цеха понимают неприятную истину: тип машины определяет, какого уровня точности вы можете обещать заказчику.
Проверьте свой калибр: выбираете ли вы машину по максимальной номинальной мощности на бумаге — или по типу контроля усилия, который действительно требуется для ваших самых сложных деталей?
Попробуйте сделать длинный изгиб в 12 футов на металле толщиной 10 калибра с использованием гидравлического пресса без активной компенсации прогиба. Часто можно заметить, что середина слегка открыта по сравнению с краями, потому что рама прогибается под нагрузкой. Конструкция машины растягивается; стол изгибается. Металл требует равномерного напряжения; рама вносит собственные искажения.
Теперь попробуйте то же самое на высокоточной электрической машине, предназначенной для более лёгких работ. Можно получить исключительный контроль по глубине — но если задание превышает её комфортную зону по тоннажу, вы работаете почти на пределе, где любой риск перегрузки заставляет осторожнее программировать.
Вот то, о чём большинство брошюр не говорит: система привода и конструкция рамы вместе определяют ваш практический предел точности. Механический пресс может повторять нижнюю мёртвую точку весь день — но только для задач, терпящих фиксированную энергию хода. Гидравлический пресс способен выдерживать огромные нагрузки — но только настолько точно, насколько это позволяют стабильность давления и компенсация прогиба. Электрический пресс может позиционировать ползун с хирургической точностью — но только внутри своего диапазона тоннажа. Если вы оцениваете, каким должен быть этот предел для вашей комбинации задач, то ЧПУ‑пресс, спроектированный с проверенной жёсткостью рамы и предсказуемым управлением усилием — как те, что выпускает CN-HAWE — становится практическим следующим шагом; изучите, как эти возможности объединяются в современном прессе с ЧПУ созданном для повторяемой точности без работы на грани возможностей.
Точность — это не просто вопрос разрешения энкодера. Это пересечение метода передачи усилия, структурной жёсткости и того, насколько плавно система реагирует, когда металл сопротивляется сильнее, чем ожидалось.
В этой шахматной партии ваша система привода — это стратегия открытия. Выберите неправильно, и всю оставшуюся игру вы будете компенсировать работу машины, которая добавляет собственную неопределённость к «памяти» материала.
Так если архитектура привода определяет, как сила передаётся и ограничивается, что произойдёт, когда мы приблизим взгляд от источника энергии к геометрии — к тому, как ползун сохраняет параллельность, как позиционируется задний упор и как рама компенсирует собственный прогиб под нагрузкой?
Прокатайте 12‑футовую полосу 10‑го калибра под пуансон, вызовите программу и дайте машине развить 180 тонн усилия. Угол показывает 90° на концах. В центре — 90,7°. Та же глубина. Та же сила. Разный результат.
В системе привода ничего не изменилось. Изменился под нагрузкой сам корпус машины.
Когда вы передаёте такое большое усилие через ползун, боковые стойки микроскопически растягиваются, а стол прогибается вверх в середине. Сталь под напряжением не спорит — она удлиняется. Машина делает то же самое, что и ваш заготовок. Металл стремится к равномерному сжатию вдоль линии гиба. Рама вносит собственную кривизну в этот процесс.
Вот где новички ошибаются. Они думают, что точность заключается в тоннаже и разрешении энкодера. Но первое, чему учишься на производстве, — металл никогда просто не «повинуется», как и рама, которая его держит. Если ползун не параллелен, если задний упор не перпендикулярен и не повторяем, если стол не компенсирован по прогибу — ваше тщательно рассчитанное усилие превращается в неравномерную геометрию.
Передача усилия задаёт потолок возможностей. Геометрия решает, достигнете ли вы его вообще.
Проверьте свой калибр: когда углы изгиба отличаются по длине детали, вы регулируете глубину наугад — или задаётесь вопросом, не гнётся ли сама машина?
Встаньте перед современным ЧПУ‑прессом и посмотрите на дисплей: Y1 — левый цилиндр, Y2 — правый. Два числа. Они должны совпадать с точностью до нескольких тысячных долей дюйма.
На старых машинах обе стороны были связаны механически. Один гидравлический контур, одно предположение о положении. Но под нагрузкой левая сторона может испытывать немного другое сопротивление, чем правая — из‑за неравномерной толщины материала, смещения центра или небольшого износа рамы. Если обе стороны двигаются вслепую вместе, ползун перекашивается. Один конец достигает нижней точки раньше. Другой следует позже. В результате угол гиба меняется слева направо.
Независимое управление Y1/Y2 использует линейные шкалы по обе стороны ползуна, которые в реальном времени подают данные о положении в систему ЧПУ. Если левая сторона отстаёт на 0,001 дюйма, контроллер немедленно исправляет это. Он постоянно корректирует, удерживая ползун параллельно столу, даже когда 100 тонн пытаются вывернуть его из квадрата.
Здесь теория заканчивается. Представьте гибку четырёхстороннего короба с отгибами. После первых двух гибов деталь больше не лежит ровно. Нагрузка смещается на одну сторону, потому что геометрия асимметрична. Без независимой коррекции машина будет следовать по пути наименьшего сопротивления. Металл стремится опрокинуться. Ползун должен этому сопротивляться.
Ошибка новичка: считать, что параллельность — это одноразовая калибровка. Это не так. Износ направляющих, дрейф цилиндров, даже неравномерная усадка пола со временем могут ввести перекос. Если Y1 и Y2 не контролируются независимо, ошибку вы не заметите, пока детали не начнут проваливать контроль качества.
Проверьте свой измеритель: знаете ли вы допустимое отклонение Y1/Y2 вашей машины под нагрузкой — или полагаетесь на вчерашнюю калибровку?
Теперь перейдите за линию гиба. Задний упор не выглядит впечатляюще, но именно он решает, соберётся ли деталь или окажется в отходах.
Ось X контролирует глубину — насколько далеко деталь подаётся в матрицу. Ось R перемещает пальцы вверх и вниз. Добавьте Z1 и Z2 — и пальцы смогут независимо смещаться влево и вправо.
Для простого П‑образного кронштейна достаточно X и R. Задайте глубину, подстройте высоту под длину отгиба — и повторяйте. Двухосный упор справляется с этим весь день.
Но представьте, что вы формируете закрытый короб, где третий гиб столкнётся с неподвижным пальцем. При наличии только X и R оператор должен вынуть деталь, вручную её переставить, возможно, перевернуть, возможно, выровнять «на глаз» по упору. Каждый контакт вносит вариации — особенно после двух‑трёх гибов, когда деталь становится гибкой. Металл стремится провиснуть под собственным весом. Ваши руки добавляют давление неравномерно.
Четырёхосная система (X, R, Z1, Z2) позволяет пальцам раздвигаться для поддержки нестандартных отгибов и автоматически перестраиваться между гибами. ЧПУ перемещает опору туда, где этого требует геометрия. Вы устраняете человеческое вмешательство.
Но не переоценивайте её. Большинство цехов выполняет большой процент простых деталей. Восьмиосной упор не исправит изношенные направляющие или люфт в муфтах. Точность позиционирования нарушается по пяти распространённым причинам: механический износ, ослабленные приводные элементы, проблемы с энкодером, недостаточная жёсткость пальцев и тепловое расширение. Сначала идёт калибровка. Затем механический осмотр. Затем термостабильность. Если вы настраиваете параметры софта, не проверив это, вы играете в шахматы, видя лишь половину доски.
Точность — это не количество осей. Это управляемое, повторяемое позиционирование в реальных цеховых условиях.
Проверьте свой измеритель: добавляете ли вы оси, чтобы решить геометрическую проблему — или игнорируете механический дрейф, который никакое ПО не исправит?
Возьмём тот же 12‑футовый гиб. Прогиб в середине при большой нагрузке может составлять несколько тысячных дюйма. Это кажется мало, пока не вспомните, что при воздушной гибке угол чрезвычайно чувствителен к глубине. Отклонение проникновения на 0,001 дюйма может заметно изменить угол, особенно на тонком материале.
Системы компенсации прогиба противодействуют этому, вводя лёгкую выпуклость в стол до пика нагрузки. Механическая компенсация использует клинья вдоль нижней балки. Гидравлическая — небольшие цилиндры. Суть проста: заранее изогнуть станок в противоположную сторону относительно того, как он хочет прогнуться.
Хитрость в расчёте. Нужная компенсация зависит от усилия, толщины материала, ширины матрицы и длины гиба. Недостаточная компенсация — центр разжимается. Избыточная — центр перегибается, а концы остаются недогнутыми. Металл стремится к равномерному напряжению. Компенсация — это способ договориться с рамой, чтобы она не искажала это поле напряжений.
Ошибка новичка: установить компенсацию один раз и больше не трогать. Перейдите с листа 14‑го калибра из мягкой стали на 10‑й калибр из нержавейки — и тоннаж на фут резко возрастает. Кривая прогиба изменится. Следовательно, изменится и компенсация.
Проверьте свой измеритель: при смене материала или длины вы пересчитываете компенсацию — или надеетесь, что вчерашние настройки всё ещё действуют?
Теперь добавь время в уравнение.
Ты начинаешь утреннюю пробежку. В мастерской прохладно. К середине дня машина совершает сотни циклов. Винтовые пары нагреваются. Гидравлическое масло становится горячим. Стальные рамы расширяются. Несколько тысячных теплового роста в системе позиционирования достаточно, чтобы сместить длину фланца за пределы допуска.
Высококлассные системы используют линейные энкодеры, установленные непосредственно на ползуне, а иногда и датчики температуры, подключённые к алгоритмам компенсации. Вместо того чтобы предполагать, что длина винта равна позиции, они измеряют фактическое положение балки. Некоторые системы управления применяют коэффициенты теплового роста, когда машина достигает рабочей температуры.
Большинство мастерских пропускают цикл прогрева. Они калибруют на холодную, работают на горячую и ловят плавающие размеры через правки программы. Металл требует стабильности. Окружающая среда меняет правила незаметно.
И помни саму деталь. После нескольких гибов, особенно в тонкой нержавейке, жёсткость падает. Третий изгиб в последовательности может отличаться не потому, что измеритель ошибся, а потому, что деталь по‑другому согнулась о пальцы. Опорные рычаги, правильная последовательность и постоянное усилие оператора имеют такое же значение, как и разрешение сервопривода.
Это та часть, о которой никто не хвастается в рекламных буклетах: точность — это система, включающая геометрию машины, логику компенсации, контроль окружающей среды и дисциплину оператора. Убери один элемент — и остальные не выдержат нагрузку.
Проверь свой измеритель: прежде чем обвинять ЧПУ, дал ли ты машине достичь тепловой стабильности и проверил, что компенсация активна — или ты исправляешь симптомы вместо причин?
Следующий вопрос, и он стратегический: когда геометрию и компенсацию взяли под контроль, как сам метод гибки — гибка на воздухе против осадки — влияет на взаимосвязь силы и прогиба?
Ты выровнял ползун. Учёл прогиб. Прогрел машину и проверил измерители.
Теперь появляется настоящее решение.
Когда геометрия и компенсация под контролем, выбранный метод гибки переписывает взаимосвязь между силой, прогибом и точностью угла. Гибка на воздухе и осадка — это не просто два способа достичь одного угла, это две философии того, насколько сильно ты давишь на сталь и сколько даёшь ей свободы.
Но первое, что узнаёшь на производстве, — металл никогда просто не подчиняется.
При гибке на воздухе ты останавливаешься, не вдавливая лист полностью в матрицу. Пуансон нажимает на материал, загоняя его в V‑образное отверстие матрицы, а конечный угол определяется глубиной проникновения, а не сопоставлением угла пуансона с углом матрицы. Металл опирается на плечи матрицы, как мост. Он договаривается. Ты формируешь напряжение, а не фиксируешь геометрию.
Осадка переворачивает эту логику. Ты загоняешь пуансон глубже, пока материал полностью не соприкоснётся с поверхностями матрицы. При чеканке идёшь ещё дальше — прикладываешь давление, достаточное для пластической деформации внутреннего радиуса гиба и подавления упругого возврата силой. Металл почти не получает возможности договариваться. Ты говоришь ему, каким будет его «память».
Так какая стратегия уважает физику, которую ты так тщательно контролировал?
Проверь свой измеритель: перед выбором метода ты задаёшь вопрос, как металл будет переносить напряжение — или лишь насколько быстро можно достичь 90 градусов?
Гибка на воздухе — это управление глубиной, а не принуждение к форме.
Поскольку пуансон никогда полностью не вдавливает материал в угол матрицы, требуемое усилие остаётся значительно ниже, чем при осадке. Меньшая сила означает меньшее прогибание рамы, меньшее напряжение инструмента и меньшую усталость самой детали. В приложениях, чувствительных к усталости, это сниженное внутреннее напряжение может быть важнее, чем идеальные полградуса точности.
Металл стремится вернуть свою форму. При воздушной гибке это учитывается заранее. Заготовку намеренно перегибают — например, до 93 градусов, чтобы после освобождения получить ровно 90 — и позволяют упругому восстановлению завершить движение. Это означает, что точность угла зависит от точного положения ползуна и повторяемости глубины хода. Здесь важны тысячные доли.
Преимущество — гибкость. Изменилась толщина материала? Отрегулируй глубину. Изменился целевой угол? Отрегулируй глубину. Один комплект пуансона и матрицы способен производить целый диапазон углов без замены инструмента. Именно поэтому большинство современных ЧПУ‑мастерских используют воздушную гибку для большей части работ. Скорость остаётся высокой. Износ инструмента — разумным. Машина не борется сама с собой при каждом цикле.
Но воздушная гибка требует дисциплинированной машины. Повторяемость хода ползуна, точность компенсации прогиба, согласованность заднего упора — если эти параметры “плывут”, вместе с ними плывёт угол. Нет поверхности матрицы, которая могла бы «исправить» тебя в нижней точке хода.
Проверьте свой упор: достаточно ли ваша машина точна по глубине хода, чтобы воздушная гибка работала как надо — или вы ожидаете, что матрица исправит то, чего ползун не может повторить?
Осадка — это страховка через давление.
На старых механических прессах без точного управления ползуном операторы использовали осадку для компенсации неточности положения. Принудительно вдавливая лист полностью в угол матрицы, геометрия инструмента определяла результат, даже если глубина хода слегка варьировалась. Сталь буквально прижималась и принимала форму.
Чеканка идёт дальше. Чрезвычайно высокая нагрузка сжимает материал в линии сгиба, немного истончая его и пластически закрепляя угол, так что упругое восстановление почти исключается. Получается высокая повторяемость угла — иногда в пределах половины градуса — особенно на тонком материале, где допуски складываются безжалостно.
Но ничего не бывает бесплатно.
Большая нагрузка означает больше прогиба рамы во время хода. Больше нагрузки на подшипники. Больше напряжения на пуансонах и матрицах. Некоторые производители оснастки прямо предупреждают против регулярной осадки, потому что риск заключается в треснувшем инструменте и перегруженных машинах. Новичок щурится на таблицу усилий, жмёт педаль сильнее, чем нужно, и ждёт, когда сталь сдастся.
Это ловушка для новичков.
Осадка и чеканка имеют своё место — работы с тонколистовым материалом и жёсткими допусками, старые станки с ограниченным управлением, детали, где минимальная упругая деформация критична. Но необходимо подтвердить номинальное усилие пресса на фут и сравнить его с фактическим требованием. Превысите — и рама станет слабым звеном в вашей цепи точности.
Проверьте свой упор: выбираете ли вы осадку потому, что деталь действительно требует этого — или потому, что вы не доверяете контролю глубины хода?
Воздушная гибка и осадка могут различаться по необходимому усилию не на проценты, а в несколько раз.
При воздушной гибке требуемое усилие зависит главным образом от прочности материала, толщины, раскрытия матрицы и длины гиба. Увеличьте ширину V‑образной матрицы — и необходимое усилие снижается, но радиус внутреннего изгиба растёт. Это компромисс: меньше силы — больше радиус.
Осадка игнорирует эту снисходительность. Так как вы заставляете материал полностью контактировать с углом матрицы, требуемое усилие резко возрастает — часто в несколько раз по сравнению с воздушной гибкой для того же материала и толщины. При чеканке нужно ещё больше — иногда почти до предельной мощности машины на длинных деталях.
А большее усилие значит больше прогиб, который нужно компенсировать.
Вспомните обсуждение компенсации прогиба. Прогиб масштабируется с нагрузкой. Если вы переходите от воздушной гибки к осадке на длинной детали, предыдущие значения компенсации больше не действительны. Рама сама вносит свою кривизну в процесс. Нужно пересчитать параметры, иначе вы будете гоняться за изменяющимся углом по всей длине.
Таким образом, метод определяет не только контроль угла. Он показывает, насколько сильно вы заставляете машину работать — и сколько геометрических корректировок требуется, чтобы сохранить точность.
Проверьте свой калибр: когда вы меняете метод, пересчитываете ли вы усилие и компенсацию — или предполагаете, что вчерашние настройки воздушного гиба выдержат сегодняшнюю нагрузку при осадке?
Инструмент — это место, где философия превращается в сталь.
При воздушном гибе внутренний радиус изгиба формируется как функция ширины раскрытия матрицы — обычно около доли этой ширины. Металл естественно хочет обернуться между плечами матрицы. Выберите более широкую V-образную форму — радиус увеличится. Выберите узкую V — радиус уменьшится, но усилие возрастёт.
При осадке угол матрицы должен точно соответствовать углу пуансона и целевому углу. Если вы осаживаете пуансон с углом 90 градусов в матрицу с углом 88 градусов, вы добиваетесь корректировки за счёт давления. Это давление куда-то уходит — в инструмент и в раму.
Один комплект матриц не может работать с каждой толщиной, потому что каждая толщина имеет собственную предел прочности и поведение при упругом восстановлении. Матрица, которая прекрасно подходит для мягкой стали толщиной 16 калибр, может перегрузить пресс при осадке нержавеющей стали толщиной 10 калибр. Металл стремится распределять напряжения по предсказуемым линиям; несовпадающий инструмент концентрирует их не там, где нужно.
Вот где шахматная партия становится острее. Вы не просто выбираете инструмент. Вы решаете, как будет формироваться поле напряжений внутри детали, насколько прогнётся рама и сколько компенсации придётся внести, чтобы попасть в допуск.
Выберите методику до того, как нажмёте на педаль.
Потому что, как только ползун начинает движение вниз, физика уже работает.
Проверьте свой калибр: соответствуют ли ваши инструменты методу гиба и прочности материала — или вы пытаетесь заставить один комплект матриц решать задачи, для которых он никогда не предназначался?
Вы не начинаете с вопроса: “Какой пресс-гиб выбрать?”
Вы начинаете с вопроса: “Что эта деталь потребует от стали — и насколько сильно сталь будет сопротивляться?”
Это звучит философски, пока вы не купите слишком маленькую машину, не расколете матрицу или не увидите, как длинное основание провисает посередине, потому что ваш расчёт предполагал идеально жёсткую раму, которой не существует вне учебника. Формулы предполагают равномерное усилие, нулевое прогибание, идеальное распределение. Реальные прессы изгибаются под нагрузкой. Реальная сталь пружинит неравномерно. Металл помнит.
Так что матрица решений — это не список покупок. Это карта сил. Сначала определите геометрию детали, допуск, прочность материала и метод гиба. Только после этого вы поймёте, какой класс машин способен выдержать это взаимодействие, не обманывая вас точностью.
Проверьте свой калибр: вы определяете машину по каталожным характеристикам — или по силам, которые на самом деле создаст ваша деталь?
Разложите чертёж на верстаке.
Посмотрите на длину отбортовок, внутренние радиусы, отгибы, общую длину. Четырёхсторонний короб с тесными возвратными отбортовками — это не просто “короб”. Он ограничивает доступ к матрице. Он уменьшает ширину V-образного раскрытия. И это одно ограничение может удвоить вашу нагрузку ещё до того, как вы нажмёте на педаль.
Вот то, что большинство новичков упускают: ширина раскрытия V-матрицы часто является доминирующей переменной. Уменьшите V с восьми толщин материала до шести — и требуемое усилие может резко вырасти. Металл стремится течь по более широкому плечу; сузьте это плечо — и сопротивление возрастёт. Это сопротивление напрямую передаётся в ползун, инструмент и раму.
Итак, геометрия определяет выбор матрицы. Выбор матрицы определяет усилие. Уcилие определяет класс машины.
А не наоборот.
Если на чертеже указан малый внутренний радиус, меньше чем тот, который естественно создаётся при воздушном гибе с разумным V-отверстием, вы уже загнали себя в угол — к осадке или узкой матрице. Это означает повышенные коэффициенты силы. А значит — больше прогиба, который нужно компенсировать.
Прежде чем читать брошюру, ответьте на вопрос: какое отверстие матрицы действительно допускает эта деталь?
Теперь мы считаем — но считаем честно.
Большинство формул для воздушного гиба выглядят красиво на бумаге. Толщина в квадрате, умноженная на длину гиба, делённая на отверстие матрицы, умноженная на постоянный коэффициент. Настолько просто, что новичок доверяет ей без сомнений.
Но первое, что узнаёшь на производстве, — металл никогда просто не подчиняется.
Эти базовые формулы предполагают воздушный гиб. Перейдите к осадке — и требуемое усилие можно умножить в несколько раз. К чеканке? Ещё выше. Я видел работы, рассчитанные "на бумаге" как комфортные по мощности, но фактически они были на грани, как только менялся метод.
И вот вторая ловушка: калькулятор выдаёт число — скажем, 38 тонн — и новичок думает, что машина на 40 тонн идеальна. Без запаса на прогиб. Без запаса на вариации материала. Без запаса на циклы, которые со временем утомляют инструмент и станину.
Машина не бесконечно жёсткая. При длинных тяжёлых гибах центр прогибается. Без достаточной компенсации прогиба — намеренного подъёма, заложенного в стол — ваши углы расходятся в середине, даже если расчёт “верен”.”
Так что расчёт усилия — это первый шаг. Способность к компенсации прогиба — второй. Игнорируйте второй шаг, и ваша точность исчезнет под нагрузкой.
Проверьте свой расчёт: добавили ли вы реальный запас прочности и учли прогиб — или доверяете идеальной математике против реальной стали?
Небольшая мастерская, гнущая короткие кронштейны из мягкой стали, не нуждается в той же машине, что и цех, работающий целый день с двенадцатифутовыми панелями из нержавейки.
Но “минимально достаточный” не означает “едва способный выдержать один гиб”.”
Мастерские с малым объёмом производства попадают в тихую ловушку: они покупают машину ровно по расчётной мощности, потому что работа вроде бы подходит. А потом заказчик меняет материал на нержавейку 304. Предел текучести повышается. Возврат упругости увеличивается. Требуемое усилие растёт. И вдруг каждый гиб выполняется почти на максимальной нагрузке.
Работа на пределе — как езда на грузовике с оборотами в красной зоне. Рама гнётся сильнее. Гидравлика напрягается. Точность плывёт по мере нагрева.
На производстве мыслят иначе. Они покупают запас — не из-за престижа, а ради стабильности. Машина, работающая на 60–70 % номинальной мощности, ведёт себя более предсказуемо. Меньше прогиба. Меньше износа. Более повторяемые углы из смены в смену.
Скрытая цена недостаточной мощности — не только поломанный инструмент. Это непостоянство.
Так что спросите себя: этот листогиб предназначен для редких работ — или для стабильного повторяемого результата под ежедневной нагрузкой?
Вот угол зрения, который я хочу, чтобы вы взяли на вооружение.
Не “Насколько большой тормоз?” Не “Гидравлический или электрический?”
Задайте эти три вопроса:
1. Какой метод гибки требует использовать деталь с наиболее строгими допусками? Если ваша самая сложная работа требует осадки (bottoming) или узких матриц, ваш базовый уровень тоннажа сразу повышается. Метод — это множитель.
2. Какое раскрытие матрицы реально допускает моя геометрия? Если требования по доступу или радиусу ограничивают вас малыми V-образными раскрытиями, рассчитывайте усилие, исходя из этого ограничения — а не из удобного учебного соотношения.
3. Как станок будет контролировать прогиб под этой нагрузкой? Имеет ли он достаточный диапазон компенсирования прогиба (crowning)? Независимое управление ползуном? Повторяемую точность по глубине, достаточную для гибки на воздухе, если вы её выберете? Потому что тоннаж без геометрического контроля — это грубая сила, а грубая сила — причина того, почему рамы теряют точность формы.
Вот малозаметный момент: листогибочный пресс определяется не максимальной силой, а тем, насколько разумно он управляет этой силой в рамках ваших конкретных ограничений.
Вы покупаете не мощность. Вы покупаете управляемое взаимодействие с памятью материала и прогибом машины.
И если вы чётко определите это взаимодействие до того, как определите саму машину, сталь перестанет вас удивлять.
Следующий вопрос — не какую машину выбрать.
А готовы ли вы уважать физику, прежде чем нажмёте педаль.


















