

Yeni 175 tonluk CNC sert abkant pres, sahibi bana “Artık her şeyi bükebiliriz.” dediğinde hâlâ kurulumu tamamlanmış halde sıcaktı.”
O hafta 20 numara elektrik kutuları ürettiler. Burada elli tane. Orada otuz tane. Dört flanş varyasyonu. Cuma gününe gelindiğinde, operatör metali bükmekten çok zımbaları aramak ve kalıpları değiştirmekle zaman harcamıştı. Makine bütün gün yarım inçlik plakayı şekillendirebilirdi. Sadece hiçbir zaman yapmadı.
Güç performans değildir. Eğer takım bekliyorsa hiçbir işe yaramaz.
Üreticiler tonaj satmayı sever. Atölyeler kapasite satın almayı sever. Sahiplerin, “gelecek için” diyerek abkant presleri –30 oranında fazla boyutlandırdığını gördüm; daha fazla kuvvetin daha fazla fırsat anlamına geldiğine inanarak. Aslında satın aldıkları şey $4,000 takım hatasıydı ilk fazla boyutlandırılmış kalıp seti ince sac işlerine uymadığında.
Dinleyin, on ayak boyunca yarım inçlik plakayı bükebilen bir sert abkant pres harika bir şeydir. Ancak programınızın ’i 18 ila 22 numara braketler, kapaklar ve kutulardan oluşuyorsa, bu harika şey çok pahalı bir kalıp değiştirme istasyonuna dönüşür. İş yükünüzün ötesindeki kapasite nötr değildir—iş akışını demir dolu bir römork gibi peşinden sürükler.
Öyleyse sert abkant presler bu kadar üstünse, bildiğim en iyi atölyeler neden hâlâ bir parmaklı abkantı yere sabitleyip tutuyor?
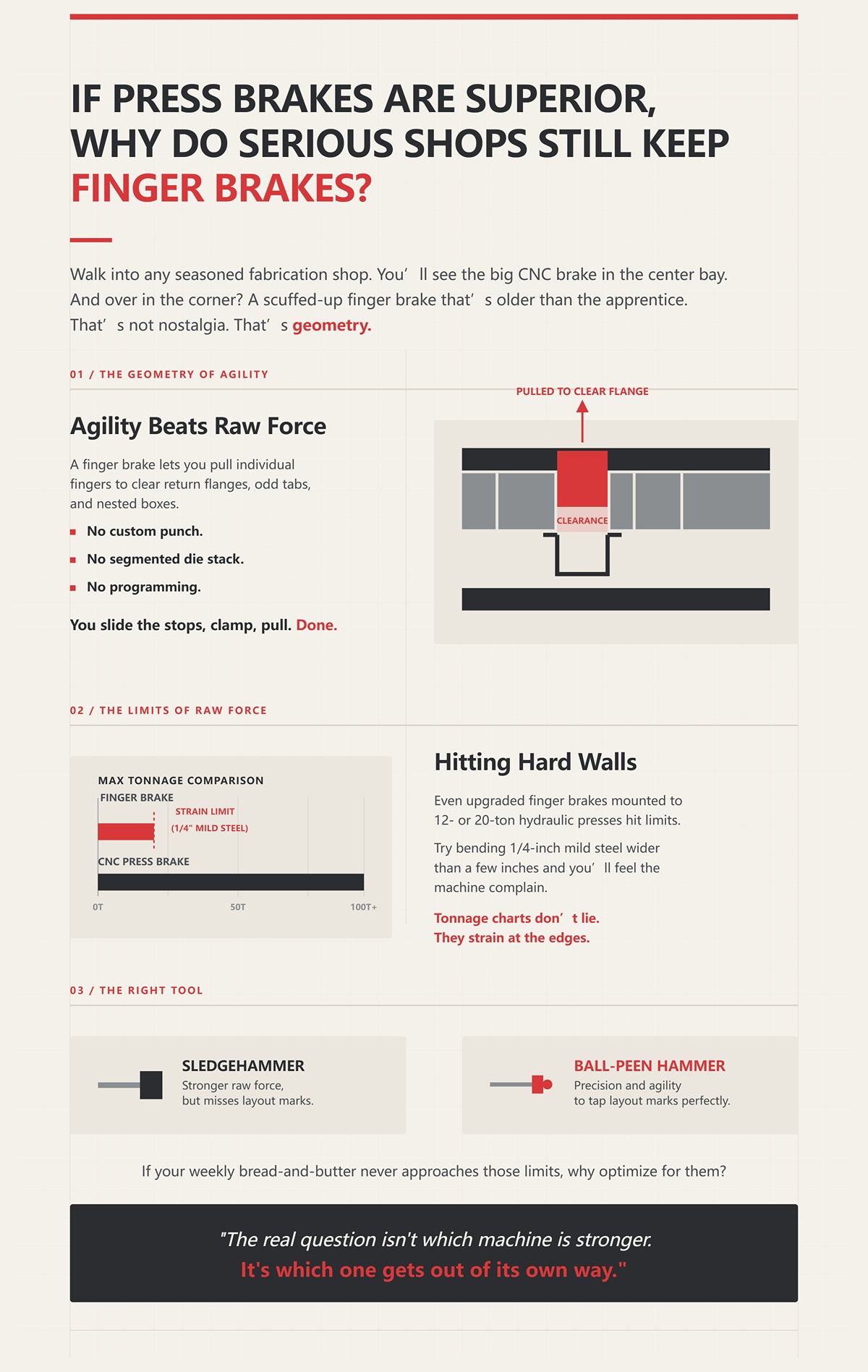
Her tecrübeli imalat atölyesine girin. Merkezde büyük CNC abkant presi görürsünüz. Peki köşede? Kalfa’dan bile yaşlı, çiziklerle dolu bir parmaklı abkant pres.
Bu nostalji değil. Bu geometri.
Parmaklı abkant pres, geri flanşları, garip sekmeleri, iç içe kutuları temizlemek için tek tek parmakları çıkarmanıza olanak tanır—özel zımba yok, bölünmüş kalıp yığını yok, programlama yok. Mesnetleri kaydırırsınız, sıkıştırırsınız, çekersiniz. Bitti. Düşük hacimli parçalarda, o geometrik çeviklik her zaman ham kuvveti geride bırakır.
Şimdi, sınırlar konusunda dürüst olalım. 12 veya 20 tonluk hidrolik preslere monte edilmiş geliştirilmiş parmaklı abkantlar bile sert sınırlarla karşılaşır. Birkaç inçten daha geniş 1/4 inç yumuşak çeliği bükmeye çalışırsanız, makinenin şikâyet ettiğini hissedersiniz. Tonaj çizelgeleri yalan söylemez. Sınırlarda zorlanırlar.
Ama asıl mesele bu.
Haftalık temel işleriniz bu sınırlara hiç yaklaşmıyorsa, neden onlar için optimize edesiniz? Balyoz, küçük çekiçten daha güçlüdür, ama işaretleri balyozla vurmazsınız. İşte o zaman hedefi kaçırırsınız.
Gerçek soru hangi makinenin daha güçlü olduğu değil. Hangisinin kendi önünden çekildiğidir.
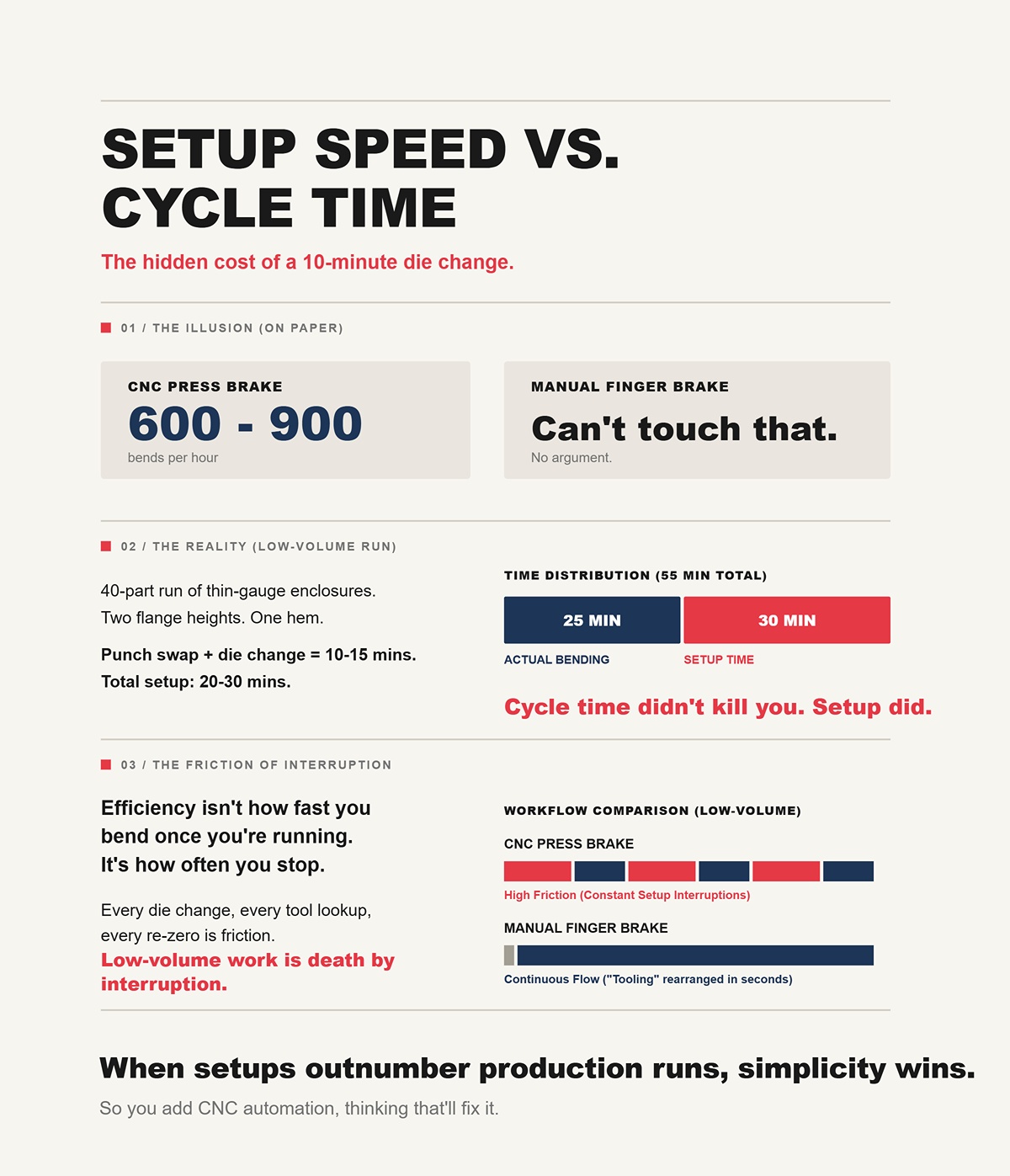
Kağıt üzerinde bir CNC abkant pres saatte 600 ila 900 bükme yapabilir. Manuel bir parmaklı abkant pres buna yaklaşamaz. Tartışmasız.
Şunu hayal et: ince sac muhafazalardan oluşan 40 parçalık bir seri. İki flanş yüksekliği. Bir katlama. Pres bükme tezgâhında, bu bir zımba değişimi ve bir kalıp değiştirmedir. Operatörün iyi ise 10 dakika. İnsan ise on beş.
Bu, sadece 25 dakikalık gerçek bükme süresi olan bir işte 20–30 dakika kurulum demek.
Seni yoran çevrim süresi değil. Kurulum oldu.
Dinle, verimlilik, çalışırken ne kadar hızlı büküldüğünle ilgili değildir. Ne kadar sık durduğunla ilgilidir. Düşük hacimli iş kesintilerle ölüm gibidir. Her kalıp değişimi, her takım araması, her sıfırlama bir sürtünmedir. Parmak bükme tezgâhı bunların çoğunu önler çünkü “takım” zaten oradadır—birkaç saniyede elle yeniden düzenlediğin bölünmüş parmaklardır.
Kurulumlar üretim serilerinden fazla olduğunda, basitlik kazanır.
Bu yüzden CNC otomasyonunu eklersin, bunun sorunu çözeceğini düşünerek.
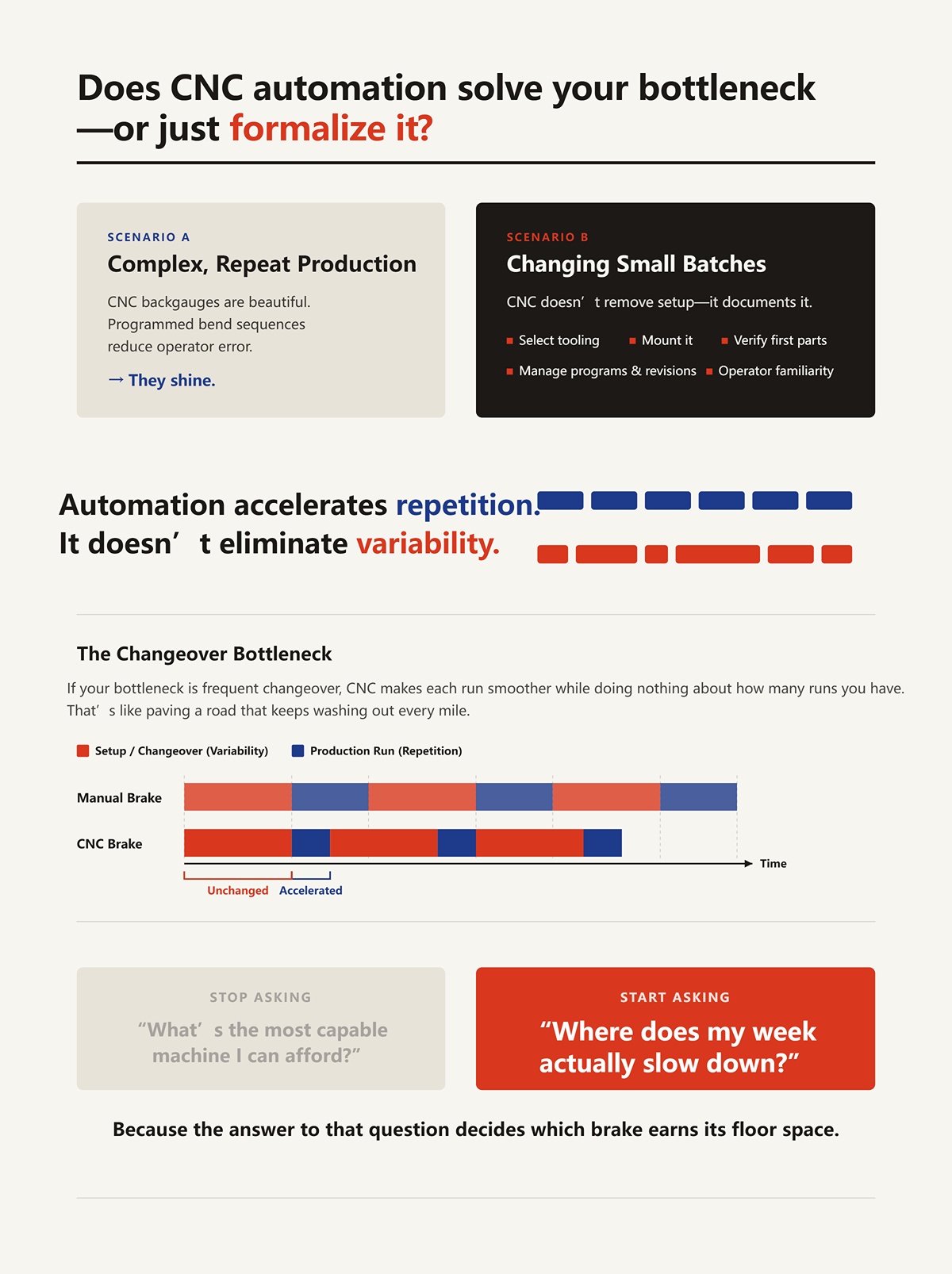
CNC arka dayamalar harikadır. Programlanmış bükme sıraları operatör hatasını azaltır. Karmaşık, tekrarlı üretimlerde mi? Parlarlar.
Ama sürekli değişen küçük partilerde CNC kurulumu kaldırmaz—onu belgeler. Yine takımları seçersin. Yine monte edersin. Yine ilk parçaları doğrularsın. Şimdi bir de programları, revizyonları ve operatör alışkanlığını yönetirsin.
Otomasyon tekrarları hızlandırır. Değişkenliği ortadan kaldırmaz.
Darboğazın sık değişimse, CNC her seriyi daha akıcı hale getirebilir ama kaç seri yaptığın konusunda hiçbir şey değiştirmez. Bu, her milde yeniden toprak kayması olan bir yolu asfaltlamaya benzer.
Bunun sonunda şu farkı hissetmeni istiyorum: “En güçlü makineyi ne kadar bütçeyle alabilirim?” demeyi bırak ve “Haftamın hangi noktasında gerçekten yavaşlıyorum?” demeye başla.”
Çünkü o sorunun cevabı, hangi büküm tezgâhının zeminde yer kazanacağını belirler.
İş yüküne hangi büküm tezgâhının uyacağını pratik bir şekilde belirlemek ister misin?
Tek bir parçayla başla. 20 kalınlığında elektrik muhafazası, 12 inç genişlik, 8 inç derinlik, 4 inç yanlar, dört geri dönüş flanşı. Elli parça. Sonraki hafta, aynı ölçüler ama bir flanş 5 inç ve yanlarda bir delik çıkıntısı var.
Bir pres bükme tezgâhında bu parça takım geometrisine göre yaşar ya da ölür. Bir parmak bükme tezgâhında ise iki parmağı çekip arada boşluk bırakabiliyorsan yaşar ya da ölür.
Bu fark güçle ilgili değil. Fiziksel erişimle ilgili.
Bir pres bükme tezgâhı bir ray sistemidir — üstte zımba, altta kalıp. Şekillendirdiğin her şey, hareket etmeyen çeliğe çarpmadan o rayların arasından geçmelidir. Parmak bükme tezgâhı bir çit gibidir — ihtiyacın olmayan sırıkları çıkartırsın ve metal açık havada döner. Ray sistemi vs. çit sistemi. Aynı iş tanımı. Farklı özgürlükler.
Haftan düşük hacimli kutular, kapaklar, braketler ve revizyonlarla doluysa, geometrik özgürlük bir lüks değildir. Parçayı makineye uydurmak yerine makineyi parçaya uydurmanı sağlayan şeydir.
Peki o özgürlük gerçek metallerde nerede ortaya çıkıyor?
Basit bir kutu düşünün: dört kenarı yukarı bükülmüş, sonra o kenarlardan birinde içe kıvrılan küçük bir döndürme flanşı kapatmak istiyorsunuz.
Bir abkant presse, üç kenarı şekillendirdiğinizde, o kısmen oluşmuş kutunun duvarları yukarı doğru çıkmış olur. Şimdi onu düz bir zımba ve kalıp altına kaydırmayı denersiniz. Bu duvarlar, pedala basmadan önce zımba tutucusuna veya çerçeveye çarpar. Bunun bir kısmını temizlemek için kuğu boynu şeklinde zımbalar satın alabilirsiniz. Kalıpları segmentlere ayırabilirsiniz. Bükmeleri sırayla yapabilirsiniz.
Ama çelik yalan söylemez. Eğer şekillendirilmiş duvarlar mevcut boğaz ve zımba boşluğundan daha uzunsa, iş bitmiştir. Dünyadaki tüm tonajlar o parçayı kurtaramaz.
Bakın, atölyelerin bunun peşinde özel takımlar yaptıklarını gördüm. Özel offset zımbalar. Özel işlenmiş kalıp yığınları. Yılda 200 adet satan bir ürün için tek seferlik üretimler. İşte o zaman kendinizi şu duruma bakarken bulursunuz $4,000 takım hatasıydı çünkü revizyon bir flanş yüksekliğini yarım inç değiştirmiştir.
Şimdi parmak abkantına gidin. O dönüş flanşının yer açması gereken iki parmağı çıkarın. Üç kenarı bükün. Oluşturduğunuz boşluğa son flanşı kaldırın. Çarpışma yok. Özel çelik gerekmiyor. Yalnızca ihtiyacınız olan yerde boşluk var.
İşte kutu ve pan paradoksu: daha büyük, daha güçlü makine bazen kısıtlanan taraftır.
Ama geometri sadece parçanın sığıp sığmamasıyla ilgili değildir. Takımın başladığınız işi bitirmenize izin verip vermemesiyle ilgilidir.
16-gauge yumuşak çelik alın — çoğu manuel parmak abkantının konfor sınırının üst seviyesidir. Bir kenarda 3 inçlik bir flanş, ardından o flanşta 1 inçlik bir dönüş istiyorsunuz.
Bir abkant presse, tonaj meselesi önemsizdir. 16-gauge üzeri bir ayak genişliğinde hava bükme, V-kalıp açıklığına bağlı olarak birkaç ton alabilir. Küçük bir hidrolik ünite için bile sorun değildir. Sorun kuvvet değil; gün ışığı — koç ve yatak arasındaki dikey açık alan — ve zımba profili.
Zımbanızın yeterli boğaz derinliği yoksa, o 3 inçlik flanş, 1 inçlik dönüş 90 dereceye ulaşmadan zımba gövdesine çarpar. Bu yüzden daha derin bir kuğu boynu zımbaya geçersiniz. Bu, büküm indirimini değiştirir. Şimdi düz deseniniz kayar. Programı düzeltirsiniz. İlk parça 0.030 inç uzun çıkar çünkü paslanmaz çelik, yumuşak çeliğe göre daha sert geri yaylanır — yaklaşık 1,5 kat daha fazla kuvvet ve daha fazla elastik geri toplama. Şimdi arka dayamayı takozluyorsunuz.
Beş parça yapmadan önce üç ayarlama yaptınız demektir.
Bir parmak abkantta, boşluk tasarımın içine yerleştirilmiştir. Çıkarılabilir parmaklar, yüksek flanşların geçebileceği dikey boşluklar oluşturur. Sabit bir zımba profiliyle savaşmıyorsunuz. Hangi çeliğin kalacağını, hangisinin gideceğini siz belirliyorsunuz.
Ama parmak abkantlarının sihirli olduğunu da söylemeyelim. Çoğu 24 inçlik kutu ve pan abkant, yaklaşık 16-gauge yumuşak çeliğe kadar dayanır çünkü hidrolik sistem sizsiniz. Kollarınız tonaj çizelgesidir. 10-gauge denerseniz, çekişin yarısında durursunuz.
İşte sınır çizgisi. Geometrik özgürlük ince sac alanında kazanır. Daha kalın levhaya geçtiğinizde abkant pres sadece kullanışlı olmaz — zorunlu hale gelir.
Peki eğer parmak abkantlar kalın tek seferlik işleri kaldıramıyorsa, neden hâlâ erken aşama özel çalışmalarda hâkim?
Bir müşteri bir peçeteye çizdiği bir eskizle içeri girer. 0.090 inç kalınlığında alüminyum panel. Üç büküm. Sahada nasıl oturduğuna bağlı olarak bir taraf değişebilir.
Pres brakında, istediğiniz iç yarıçapı elde etmek için bir zımba ve bir kalıp açıklığı seçersiniz, arka dayama mesafenizi ayarlarsınız, sıralamayı programlarsınız, bir deneme bükümü yaparsınız, geri esnemeyi ölçersiniz, ayarlarsınız. Eğer işinizde ustaysanız on ila on beş dakikanızı alır. Farklı takımlar kullanılmış bir önceki işten geçiş yapıyorsanız bu süre daha uzun olabilir.
Parmak brakında, bir şerit metreyle derinlik mesnedini ayarlarsınız, gerek duymadığınız parmakları çıkarırsınız, sıkıştırır ve bükersiniz. Eğer flanşın 1/8 inç daha uzun olması gerekiyorsa, mesnedi kaydırır ve tekrar çekersiniz. Takım deposu yok. Program düzenlemesi yok. Koçun çevrimini bekleme yok.
Bakın, CNC brakinde çevrim süresi yüzlerce parçada manuel bir makinayı açık ara geride bırakır. Orada otuz. Burada elli. Kıyaslanamaz bile.
Ama asıl mesele bu.
Prototip üretiminde en yavaş işlem bükme değildir. Karar vermektir. Fikrini ne kadar hızlı değiştirebilirsen, parça o kadar hızlı kullanışlı bir hale yakınsar. Pres brakı kesinlikten yana ödül verir. Parmak brakı ise kararsızlığa tolerans gösterir.
İşte istediğiniz pratik test: geçen ayki işlerinize bakın. Kaç tanesi 100 adedin altındaydı? Kaç tanesi 18 ila 22 ölçü sacdı? İlk parçadan sonra flanş yükseklikleri veya kulak yerleri ne sıklıkla değişti?
Eğer yanıtlarınızın çoğu ince sac ve sürekli revizyonda toplanıyorsa, geometrik özgürlük size her hafta karşılığını verir.
Ama eğer öyle değilse — işleriniz daha kalın, daha uzun ve daha tekrarlanabilir hale geliyorsa — özgürlük ne zaman yeterli olmaktan çıkar?
Çalıştığım bir atölye, bir telekom rafı için 18 ölçü galvanizli braket büküyordu — her biri dört büküm, süslü hiçbir şey yok. İlk hafta: 40 parça. İkinci hafta: 120. Üçüncü ayda, her hafta 600 adet gönderiyorlardı, aynı çizim, aynı malzeme, hiçbir revizyon yok.
40 parçada parmak brak mantıklıydı. Sıkıştır, bük, bırak. Operatör dengeliyse her büküm on saniye. Ama haftada 600 parçada bu, 2.400 büküm eder. Büküm başı net 8 saniyede bile, sadece kol çekmekle beş saati aşan bir iş. Ve bu, 317 numaralı parçadan sonra yorgunluğun açıyı bir derece sığlaştırmasından önce.
İşte bu eşik noktasıdır.
Parçalarınız değişmemeye başladığında ve hacminiz kabaca ince sacta haftada 300–500 aynı parça ya da orta kalınlıkta 100+ parça sınırını aştığında, soru “Yapabiliyor muyum?”dan “Cuma 4:30”da, Pazartesi 8’de yaptığım gibi aynı şekilde yapabilir miyim?”e döner. İşte pres brak orada zemindeki yerini hak eder.
Ama aslında ilk hangi taraf bozulur — makine mi, insan mı?
İyi bir operatörün 20 ölçü sacda, sabah boyunca parmak brak ile ±1 derece tutabildiğini gördüm. Öğle yemeğine kadar o tutarlılık düşer. Unuttuğundan değil. Çelik karşılık verdiği için.
Manuel braketler kas gücüne ve hisse dayanır. Çekme hızındaki küçük farklılık bile levhanın esneme şeklini değiştirir. Sıkıştırma çubuğu yük altında hafifçe eğilir. Geri esneme — metalin büküldükten sonra açılma eğilimi — sacdan saca değişir. 18 ölçü yumuşak çelikte, 1 inçlik bir flanşta bir derecelik hata kenar konumunu yaklaşık 0,017 inç kaydırır. Dört büküm üst üste gelirse, bu hata montajlarda işinizi zorlaştıran birikimli sapmalara dönüşür.
Hidrolik pres brak yorulmaz. Koç her seferinde aynı strokta iner. Temel, CNC’siz bir makine bile silindirler aracılığıyla omuzlar yerine tutarlı kuvvet uygular. Bir arka dayama eklerseniz — parçayı konumlandıran motorlu bir durdurucu — flanş uzunluğunuz şerit metreyle göz kararı değil, programlanmış bir konuma birkaç binde bir hassasiyetle ayarlanır.
Bakın, tekrarlanabilirlik duvarı gurur meselesi değildir. Bu, matematik ve yorgunluk meselesidir.
Bir kez 500+ aynı braket koşusuna geçtiğinizde, tolerans dışına kayan bir partinin maliyeti bir haftanızı silebilir. Operatör, yeni bir rulo saca geçtiğinde açının 1,5 derece açıldığını fark etmediği için 150 parçanın hurdaya ayrıldığına tanık oldum. Bu bir $3,200 hurdalık seri üretimdi.—her şey, işlem darbe kontrolü yerine hisse dayandığı için.
Burada parmak fren ile pres freni arasındaki fark, tork anahtarı ile kol anahtarı arasındaki fark gibidir. Biri kuvveti hassas ve tekrarlanabilir şekilde uygular; diğeri o gün nasıl eğildiğinize bağlıdır.
Yani hacim insan sınırlarını ortaya çıkarır. Kalınlık fiziksel sınırları ortaya çıkarır.
10 numara yumuşak çelik alın—yaklaşık 0,135 inç kalınlığında. Standart bir 24 inç kutu ve kepenk freninde (16 numara için derecelendirilmiş) 24 inç genişliğinde bir parçayı 90 derece bükmeyi deneyin. Yarıya kadar gelir ve tüm gövdenin karşı çıktığını hissedersiniz. Sıkıştırma çubuğu kalkar. Yaprak esner. Bir şey kırılmadan önce durursunuz.
O derecelendirme pazarlama süsü değildir. Yapısal tasarımdır. Menteşe pimleri, yaprak sertliği, sıkıştırma basıncı—hepsi maksimum bükme momenti için boyutlandırılmıştır. Bunu aşarsanız, sadece kötü bir büküm elde etmezsiniz. Makineyi kalıcı olarak bozarsınız.
Pres frenleri tonajı malzeme kalınlığına, çekme mukavemetine, bükme uzunluğuna ve kalıp açıklığına göre hesaplar. Örneğin, 1 inç V kalıbında 10 numara yumuşak çeliği hava bükmek ayak başına yaklaşık 12–15 ton gerektirebilir. 4 ayak bükün, 50–60 ton aralığındasınız. Bu, orta boy bir hidrolik fren için rahat bir iştir.
Bakın, standart işleriniz 12 numara ve daha kalın malzemelerde gerçekleşiyorsa, konuşma bitmiştir. Kontrollü tonaja ihtiyacınız var.
Ve konu sadece “bükebilir mi” değil. Kalın malzeme yaylanmayı artırır. 12 numara paslanmaz çelik 2–3 derece geri yaylanabilir. Pres freninde, daha derin bir darbe programlayarak fazla bükersiniz. Parmak freninde tahmin edersiniz, daha fazla çekersiniz, gönye ile kontrol eder, yeniden bükersiniz. Her düzeltme büküm hattını iş sertleştirir ve çatlama riski oluşturur.
İnce sacda geometrinin gücü geçerlidir. Levhada fiziğin gücü kazanır.
Şimdi iki kesin çizgi çizdik: hacim ve kalınlık. Bu çizgileri aştıktan sonra pres frenini gerçekten kârlı yapan nedir?
Üç aydır kurulum değişmemiş bir pres freninin olduğu bir atölyeye girdim. Aynı zımba, aynı dört yönlü V kalıp, aynı arka dayama konumları. Uzunlukları sadece farklı olan bir braket ailesi üretiyorlardı. Operatör yükledi, pedala bastı, parça düştü, tekrarladı. CNC freninde saatte ortalama 700–800 büküm yapıyorlardı. Makine sihirli olduğu için değil. Çünkü hiçbir şey değişmiyordu.
İşte ritim budur.
İşiniz sabit kalıplar etrafında denge kazandığında, pres freni kendini amorti eder. İstediğiniz iç yarıçapı veren bir kalıp açıklığı seçersiniz. Büküm telafilerini ayarlarsınız—malzeme uzaması için düz desen kompanzasyonu. Arka dayamayı bir kez programlarsınız. Bundan sonra kurulum maliyeti binlerce çevrim üzerine yayılır.
100 parçanın altında, kurulum süresi sizi mahvedebilir. 1000 özdeş bükümün üzerinde, kurulum gürültüye karışıp kaybolur.
İşte atölyelerin kendilerini kandırdığı nokta: büyük freni esnekliğin kâra dönüşeceğini umarak satın alırlar. Ancak pres freni bir ray sistemidir. Raylar sabit olduğunda en iyi şekilde çalışır. Parmak freni ise bir kamyonettir—ne zaman gerekirse tarladan geçebilirsiniz.
İş modeliniz öngörülebilir, tekrarlayan siparişlere bağlı hale geldiğinde—bu hafta 500, gelecek hafta 500, aynı çizim—ray sistemi kazanır. Tutarlı darbe derinliği. Tutarlı flanş uzunluğu. Minimum operatör değişkenliği. İşçilik yükleme ve boşaltma haline gelir, yargı ve düzeltme değil.
Ama sahiplerin çoğunun gözden kaçırdığı nokta budur.
Pres freni eşiği duygusal değildir. Operasyoneldir. Tekrarlayan üretime, kalın stoklara ve montajlarda sıkı tolerans birikimine geçtiğinizde, tonaj ve tekrarlanabilirlik lüks olmaktan çıkar. Üzerinde durduğunuz zemin haline gelirler.
Ve o zeminin gerektiğine karar verdikten sonra, bir sonraki soru “Abkant pres almalı mıyım?” olmaz.”
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Abkant Pres ilgili bir sonraki adımdır.
Soru, ona bağlı her şey için hazır olup olmadığınızdır.
Yeni 175 tonluk CNC abkant pres, sahibi bana “Artık her şeyi bükebiliriz” dediğinde hâlâ montajdan sıcak sayılırdı. Üç hafta sonra, forklift 10 fitlik sacı lazere engel olmadan boğaza sokamadığı için tüm atölyeyi yeniden düzenliyorduk. Kimse o kısım için bütçe ayırmaz. Oysa abkant pres denklemin sadece yarısıdır—üst akıştaki kesici, onu verimli şekilde besleyecek ölçüde, formatta ve otomasyonda olmalıdır. Bükme kapasitesini yüksek güçlü, büyük formatlı bir sistemle eşleştirmek—örneğin CN-HAWE lazer kesim makinesi—tamamen CNC kontrollü sac metal üretimi için tasarlanmış olan—hücreyi iki ayrı satın alım değil, bir sistem olarak planlamaya zorlar.
Artık abkant presin isteğe bağlı olmadığı çizgiyi geçtiniz. Güzel. Ancak buna karar vermek yerleşim planınızı, kalıp bütçenizi, güç tüketiminizi, iş akışı sürenizi ve operatör beceri setinizi değiştirir. Makine fiyatı peşinattır; kalıp rafı ise bütçenize koymadığınız ipotek.
Peki o “gerekli” yükseltmeyle birlikte tam olarak neler gelir?
Tipik bir 10 fitlik hidrolik abkant pres 20 000 pound’dan ağırdır ve servis boşluğu dahil edildiğinde yaklaşık 18–22 fitlik doğrusal duvar alanını tüketir. Bu sadece demir kısmıdır. Şimdi ön tarafa malzeme hazırlığını ekleyin—en azından tam büküm uzunluğu artı operatör yürüme alanı—ve uzun kenarlar yukarı doğru kalkarken arka tarafta güvenli boşluk. Gerçekte, 10 × 25 fitlik birinci sınıf atölye alanına göz dikmiş oluyorsunuz.
Bakın, teknik özellik tablosu size tabla uzunluğu ve tonajı söyler. Salınım yarıçapından bahsetmez.
Boğaz derinliği—koçtan çerçeveye olan mesafe—8 ya da 12 inç olabilir. Bu kulağa cömert gelir ama 36 inçlik bir paneli geri kıvrımla şekillendirdiğinizde, birden parçayı işlem ortasında döndürür, yana kaydırır ya da çerçeve sizi engellediği için büküm sırasını yeniden düşünürsünüz. Abkant pres size kuvveti verir; parmaklı pres ise açık geometrisiyle avantaj sağlar. Biri çukur pres gibidir; diğeri açık mengeneye benzer.
Bu fark kendini malzeme işleme süresinde gösterir. Düşük hacimli ince sac işlerinde—örneğin kıvrım ve dönüşlü 20 kalibrelik elektrik kutularında—gerçek büküm döngüsü abkant preste üç saniye sürebilir. Ama çevirme, döndürme, yeniden hizalama? Dakikalar orada gider. Kutu tipi pres, parçayı önlük üzerinde düz bırakmanıza ve 4 × 4 fitlik saclarla göğüs hizasında boğuşmadan sırayı yürütmenize olanak tanır.
Ama asıl mesele bu.
Atölyeniz sabit bir 10 fitlik ray sistemiyle dolduğunda, artık her garip şekilli, revizyonu bol, ince sac işi o raya uymak zorundadır. Makine hareket etmez. İş akışınız eder. Üretim akışınızı tek bir hareketsiz omurga etrafında tasarlamaya hazır mısınız?
Bir müşteri bir keresinde ikinci el 150 tonluk bir presi ucuza kaptığını övünerek anlatmıştı. Altı ay sonra, $4,000 takım hatasıydı parça çünkü metrik ton/metre ile derecelendirilmiş Avrupa tipi zımbaları sipariş etmiş ve bunları kısa ton/fit cinsinden belirtilmiş Amerikan prese takmıştı. Kâğıt üzerindeki rakamlar aynı. Çelikteki fizik farklı.
Kalıp dayanım değerleri evrensel değildir. Bir katalog metrede 60 ton, bir diğeri fit başına 20 ton yazar. Dönüştürme yapmadan ya zımbayı çatlatma riskine girecek kadar küçük seçersiniz ya da kalıplar zayıf sanıp makineyi fazla büyük alırsınız. Bu kafa karışıklığı sessizce atölyeleri ihtiyaçlarından fazla abkant prese yönlendirir.
Şimdi tonaj formülünü ekleyin: bükme kuvveti, malzeme kalınlığının karesiyle artar ve V kalıp ağzı genişledikçe düşer. 1/4 inç A36’nın 10 fit boyunca 2 inç V kalıpta neredeyse 200 ton istediğini, 3 inç kalıpta ise yaklaşık 140 tona düştüğünü gördüm. Aynı malzeme. Aynı uzunluk. Farklı kalıp seçimi.
Peki gerçek değişken ne—makine boyutu mu, kalıp seçimi mi?
Dinle, ince saclarda daha dar bir iç yarıçap peşinde koştuğunda, V-açılışını daraltırsın. Dar V, ayak başına daha yüksek tonaj ihtimali demektir. Bu da kalıp değişimi anlamına gelir. Bu da kurulum süresi demektir. 40 parçalık özel bir üretimde, 20 dakikalık bir kalıp değişimi kârı silip süpürebilir.
Bir parmaklı abkant V-açılışlarını umursamaz. Yapraksı geometri ve çıkarılabilir parmaklar etrafında bükme yapar. Kalıp rafı yok. Zımba kütüphanesi yok. Taç için takoz kullanmak yok. Burada pres abkant ve parmaklı abkant farkı, lokma seti ile ayarlanabilir anahtar farkı gibidir: biri farklı boyutlarda hassasiyet sağlar ama yalnızca tüm lokmalara sahipsen.
Ve her lokma paraya mal olur.
Bir pres abkant ekosistemine bağlandığında—geri bükmeler için kaz boynu zımbalar, kıvırma kalıpları, dar yarıçaplar için dar V’ler, tonaj azaltımı için geniş V’ler—düzenli tutulması, doğru oranda derecelendirilmesi ve hızlı değişim için hazır bulundurulması gereken bir kalıp envanteri oluşturuyorsun. Bu, maaş süresi ve rafta duran sermaye demektir. Yüksek hacimli tekrarlı işlerde bu ekosistem kusursuz çalışır. Düşük hacimli, ince saclı karmaşada ise sürtünmeye dönüşür.
Peki bu ne zaman sürtünme olmaktan çıkıp kaldıraç haline gelir?
Sana varsayımsal bir örnek vereyim. 90 inçlik 10 numara kalınlığında parçalar büküyorsun, sıkı 90 derece büküler, tutarlı flanş uzunlukları. Standart bir V kalıbı seni tonaj eğrisinin üstlerine taşır. 1 inçlik bir açıklığa geçtiğinde, ayak başına tonaj yeterince düşer ve orta boy bir abkant, daha iyi yarıçap kontrolüyle işi kolayca halleder. Bir parmaklı abkant ise o kalınlık ve uzunlukta oyuna bile giremez.
İşte hidrolik bir pres abkant kitinin anlamlı olduğu yer burasıdır.
Etkileyici olduğu için değil. Malzeme kalınlığın, bükme uzunluğun ve tolerans yığınların kontrollü tonaj ve kalıba göre ayarlı yarıçaplar gerektirdiği için. Makinenin kuvvet zarfı, üretim zarfunla eşleşir.
Ama haftalık işinin 'i 18–22 numara arasıysa, 48 inç altında, garip çıkıntılarla ve son dakika çizim değişiklikleriyle doluysa, aynı hidrolik kit her kalıp seçiminde SWAG—bilimsel vahşi tahmin—haline gelir. Bu sefer hangi V? Hangi zımba geri dönüşü temizler? Boyun derinliği sıralamayı sıkıştırır mı?
Bak, SWAG prototipte işe yarar. Üretimde parayı emer.
Orta yol dürüst matematikte yatar: ne sıklıkla kalıp değiştirdiğini, 100 parçadan az kaç kurulum yaptığını, bir sonraki “büyük” işi beklerken ne kadar yerin boşta kaldığını takip et. Eğer abkantın vuruştan çok kurulumda zaman harcıyorsa, karışımının beslemediği bir kapasite satın almışsın demektir.
Belli hacim ve kalınlıklarda bir pres abkant yapısal olarak gerekli hale gelir. O çizginin ötesinde, üzerinde durduğun zemin odur. Ama o çizginin altında—ince sac, kısa seriler, yüksek geometrik çeşitlilik—parmaklı abkantın açık erişimi ve sıfır kalıp değişimi ritmi, 175 tonluk bir anıtı geride bırakabilir.
Yani demiri imzalamadan önce kendine şu çirkin soruyu sor: gelirini güce mi yoksa esnekliğe mi dayandırıyorsun?
Hesaplama istiyorsun, gaz verme konuşması değil. Güzel. Çünkü bu, bir makinenin değil ne yaptığıyla ilgili değil. İşinin seni her gün ne yapmaya zorladığıyla ilgili.
Gerçek dünya makine yetenekleri—CNC pres abkantlar, lazer kesim sistemleri ve entegre sac metal otomasyonu—ile rakamları karşılaştırmak istiyorsan, CN-HAWE’nin indirilebilir dokümantasyonundaki teknik detayları ve yapılandırma seçeneklerini incele: Teknik broşürleri ve özellikleri indir. Gerçek parametrelerin önünüzde olması, kapasiteyi, kontrolü ve otomasyon seviyesini atölyenizin gerçekten yürüttüğü işe uygun hale getirmeyi kolaylaştırır.
Gözlemlediğim hata—bunu bir kez gördüysem otuz kez görmüşümdür—sahiplerin sürtünmeyi fiyatlandırmadan önce demiri fiyatlandırmasıdır. Tonaj tablolarına bakarlar, zaman çizelgelerine değil. Maksimum kapasiteyi karşılaştırırlar, baskın kısıtlamayı değil. Sonra yanlış problemi mükemmel şekilde çözen bir makineye imza atarlar.
İşte, eğer benim atölyem ve benim ipotekim olsaydı, kullanacağım filtre bu olurdu.
Fizikle başlayın, gururla değil.
Son 90 günün işlerini çıkarın. Her parça için üç sayıyı not alın: malzeme türü, kalınlık ve en uzun tek kıvrım uzunluğu. Şimdi temel olarak yumuşak çelik için hava bükme tonaj formülünü çalıştırın: P = 650 × S² × L / V.
S, inç cinsinden kalınlıktır. L, feet cinsinden bükme uzunluğudur. V, inç cinsinden kalıp açıklığıdır. Sonra malzeme için ayarlayın—paslanmaz çelik için 1.5 ile, alüminyum için 0.55 ile çarpın. 20% güvenlik payı ekleyin. İşte bu gerçek makinedeki etiket değil, tonaj talebinizdir.
Şimdi bu işler arasındaki en yüksek sayıya bakın.
En kötü durum parçası bile diyelim ki 12–16 ton toplamın ve 48 inç uzunluğun altındaysa, muhtemelen sorununuz kuvvet değil demektir. Geometri—geri dönüşler, kenetler, kutulu köşeler, garip sekmeler. Burada parmak bükücü parlıyor.
Ama rutin işlerde 80, 120, 180 ton gerekiyorsa—yılda bir yapılan “tek boynuzlu at” işlerde değil—o zaman şekil esnekliği sizi kurtarmaz. Kontrollü kuvvet ve uygun kalıplara ihtiyacınız var.
Çoğu kişinin kaçırdığı kısım şudur: pres kapasitesi ile takım kapasitesi farklı şeylerdir. 12 tonluk takımları olan bir 20 tonluk pres, hâlâ 12 tonluk bir bükme sistemidir. O zımbayı aşırı yüklerseniz öğle yemeğinden önce $4,000 takım hatasıydı bir sorunla karşı karşıya kalırsınız. Önce çerçeve değil, takım arızalanır.
Bu aşamada pres bükme ile parmak bükme, tork anahtarı ile kol anahtarı gibidir: biri size ölçülü kuvvet verir, diğeri erişim ve his. Günlük kısıtlamanız tork spesifikasyonu ise hangisine ihtiyacınız olduğunu bilirsiniz.
Peki işlerinizi gerçekten boğan sayı hangisi—feet başına ton mu, yoksa bir kıvrım etrafındaki açıklık mı?
Kuvvet size neyin mümkün olduğunu söyler. Kurulum ise neyin kârlı olduğunu.
Aynı 90 günü alın ve zımba veya kalıp kurulumunu kaç kez değiştirdiğinizi sayın. Vuruşları değil. Kurulumları. 20, 40, 80 parçalık partileri çalıştırmak için günde beş kez takımları değiştiriyorsanız, o makine kurulum modunda yaşıyor demektir.
Şimdi şunu hesaplayın: Ortalama aynı bükümler kurulum başına ÷ ortalama kurulum dakikaları.
Bir sonraki adım doğrudan ekiple konuşmaksa, Bize ulaşın buraya doğal şekilde oturur.
40 parça ve her biri dört kıvrımlı olacak şekilde kalıpları değiştirmek için 25 dakika harcıyorsanız, bu, 25 dakika duruş süresi için 160 darbe demektir. Her darbe üç saniye sürerse, 25 dakikalık hazırlığa karşılık sekiz dakikalık büküm yapıyorsunuz demektir.
Makine bir anıttır. Kâr, etrafında kan kaybediyor.
Bir parmak presinde, kalıp kütüphanesi yoktur. Parmakları ayarlarsın, sıkıştırırsın, bükersin. “Kurulum” genellikle büküm sırasının kendisidir. Düşük hacimli, ince sac işlerde bu ritim kazanır çünkü geometrik değişiklikler çelik değişimini gerektirmez.
Dinle, frenin parçalardan çok koç kolunda anahtarla zaman geçiriyorsa, sen şehir trafiği için yarış arabası almışsın.
Ama işleriniz 400 aynı parça, aynı malzeme, aynı bükümler, haftadan haftaya devam ediyorsa? O zaman kurulum gürültüye karışır. Vuruş hızı ve tekrarlanabilirlik öne çıkar. O zaman pres freni kendini ispatlar.
Yani siz üretim mi yapıyorsunuz… yoksa kontrollü kaos mu?
Şimdi dürüst oluyoruz.
Gelirinizi kalınlık aralıklarına göre yüzdesel olarak yazın. Gelecek yıl kazanmayı umduğunuz şeyleri değil. Bu çeyrekte sizi kim ödedi?.
Faturalarınızın ’i 18–22 ölçü ve dört fittin altındaysa, ince sac bölgesinde yaşıyorsunuz. Bir parmak presi bunu gün boyu minimum genel giderle halleder. 1/4 inçten 8 fit uzunluğunda bir iş teklifi geldi diye 175 tonluk bir fren almak, tarihi belli olmayan bir düğün için katedral inşa etmektir.
Ama esas kazancınız 3/16, 1/4, 5/16 levhalarsa — kısa serilerde bile — manuel yöntem yorucu, tutarsız ve risklidir. Bu romantizm değil. Bu, oluşmayı bekleyen iş kazası tazminatıdır.
İşte çerçeve tek cümlede:
Gelirinizin en az ’ında bugünün baskın kısıtlamasını çözen makineyi satın alın.
En gürültülü işi değil. En büyük teklifi değil. Size gerçekten ödeme yapılan işlerin istatistiksel çoğunluğunu.
Dinle, izlediğim iflasların çoğu yetersiz kapasiteden kaynaklanmadı. Beslenmeyen aşırı kapasiteden geldi. Demir ödemeleri “potansiyelinizle” ilgilenmez. Onları ilgilendiren şey kullanım oranıdır.
Pres freni ile parmak freni arasındaki fark, sonuçta, freze ile torna tezgâhı arasındaki fark gibidir. Birine daha etkileyici olduğu için yatırım yapmazsınız. Rafınızdaki stokla şu anda en çok eşleşeni alırsınız.
Yani ekipman satıcısını aramadan önce, faturalarınızı çıkarın ve hesabınızı yapın. İş karışımınız zaten size ne almanız gerektiğini söylüyor.
Onu dinlemeye hazır mısınız?


















