

كانت اللوحة تبدو مثالية تحت أضواء الورشة. ثم قام العميل بتحريكها تحت ضوء السقف الزجاجي وظهرت خطوط V الخفيفة مثل بصمات الأصابع. تم رفض كامل منصة التحميل.
عادةً ما يكون هذا هو الوقت الذي يلوح فيه شخص بكتيب V-die من مادة اليوريثان ويقول: “تم حل المشكلة.” يبدو الأمر نظيفًا وبسيطًا. لكنه ليس كذلك.
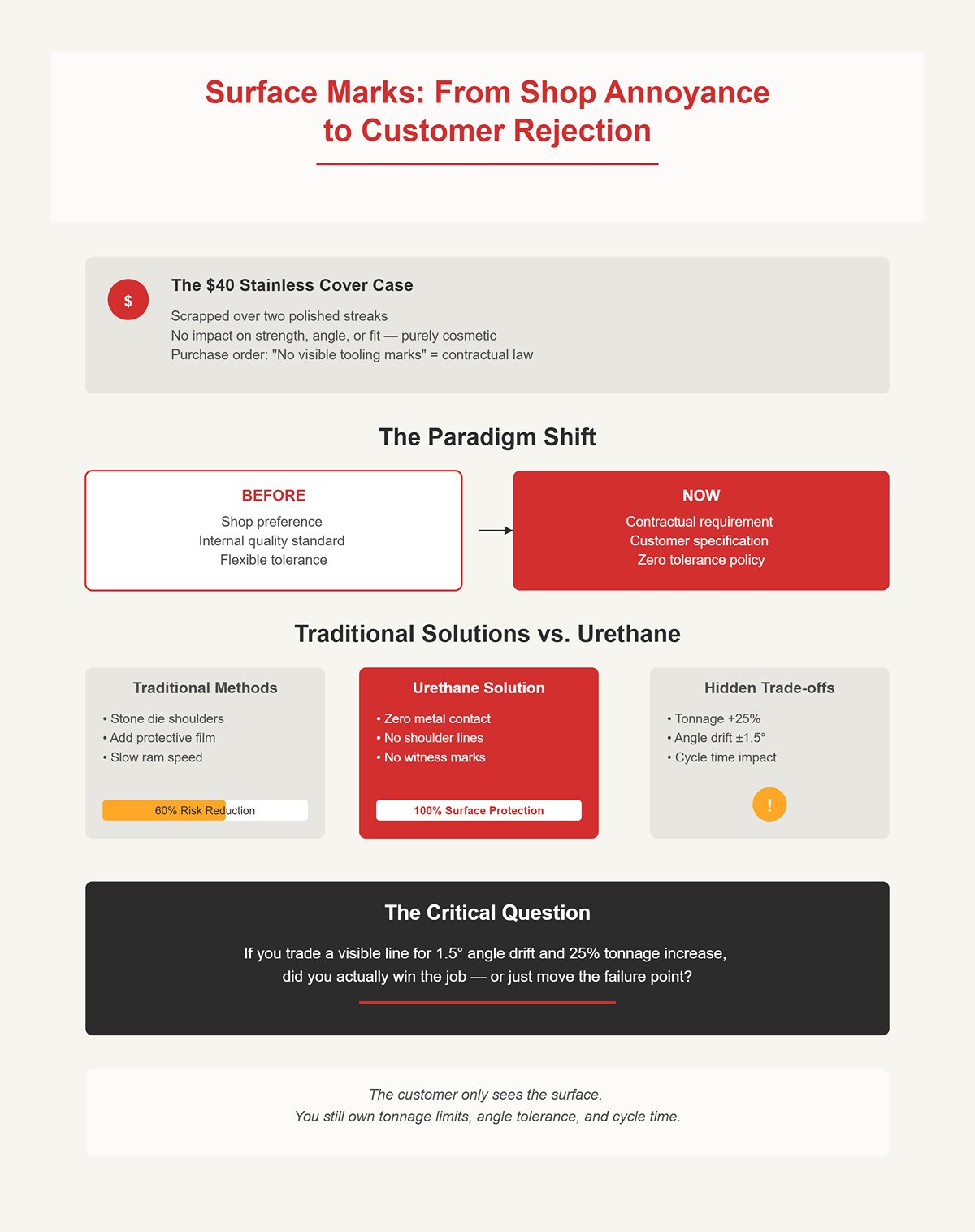
لقد شاهدت غطاء من الفولاذ المقاوم للصدأ $40 يتم التخلص منه بسبب شريطين مصقولين لم يغيرا القوة أو الزاوية أو الملاءمة. الأمر تجميلي فقط. لكن أمر الشراء نص على “عدم وجود علامات أدوات ظاهرة”، وهذا هو القانون.
الآن أصبح التشطيب السطحي ليس مجرد تفضيل للورشة؛ بل أصبح مطلبًا تعاقديًا. يمكنك صقل أكتاف القالب، إضافة طبقة فيلم، أو إبطاء نزول المكبس. ما زال الأمر محفوفًا بالمخاطر. اليوريثان يعد بعدم وجود أي تلامس معدني-معدني، بدون خطوط أكتاف، بدون علامات واضحة. هذا الجزء حقيقي.
لكن ما يغير الحوار هو أن العميل يرى السطح فقط. ما زلت تتحمل حدود الحمولة، ودقة الزاوية، ومدة الدورة. إذا استبدلت خطًا مرئيًا بانحراف زاوية قدره 1.5° وزيادة في الحمولة بمقدار 25%، هل فزت فعلاً بالعمل — أم أنك فقط نقلت نقطة الفشل؟

سيقول مهندس مبتدئ: “إنه لا يزال V-die. نفس الفتحة. نفس خصم الانحناء. نحن فقط نضعه مكان القديم.”
على الورق، ربما. على أرض الورشة، لا.
قالب V الفولاذي: أكتاف صلبة، هندسة ثابتة. تحسب الحمولة من جدول الانحناء بالهواء القياسي وتكون ضمن بضعة بالمائة إذا كانت شهادة المادة صادقة. قالب V من اليوريثان: تنغمس الورقة في وسادة قابلة للضغط قبل أن تشكل زاوية حقيقية. بعض قوة المكبس تذهب إلى ثني المعدن. وبعضها يذهب إلى ضغط المطاط. هذا هو ضريبة الحمولة.
لقد شاهدت أعمالًا كانت تعمل عند 60 طن في الفولاذ ترتفع إلى حوالي 75 طن عند الاستبدال باليوريثان على نفس الفولاذ الطري 3 مم. هذه زيادة قدرها 25%. على مكبس 100 طن، هذا هو الفرق بين العمل براحة وبين القلق على صمامات التنفيس. هل أنت تحسب هذا الهامش أم لا؟
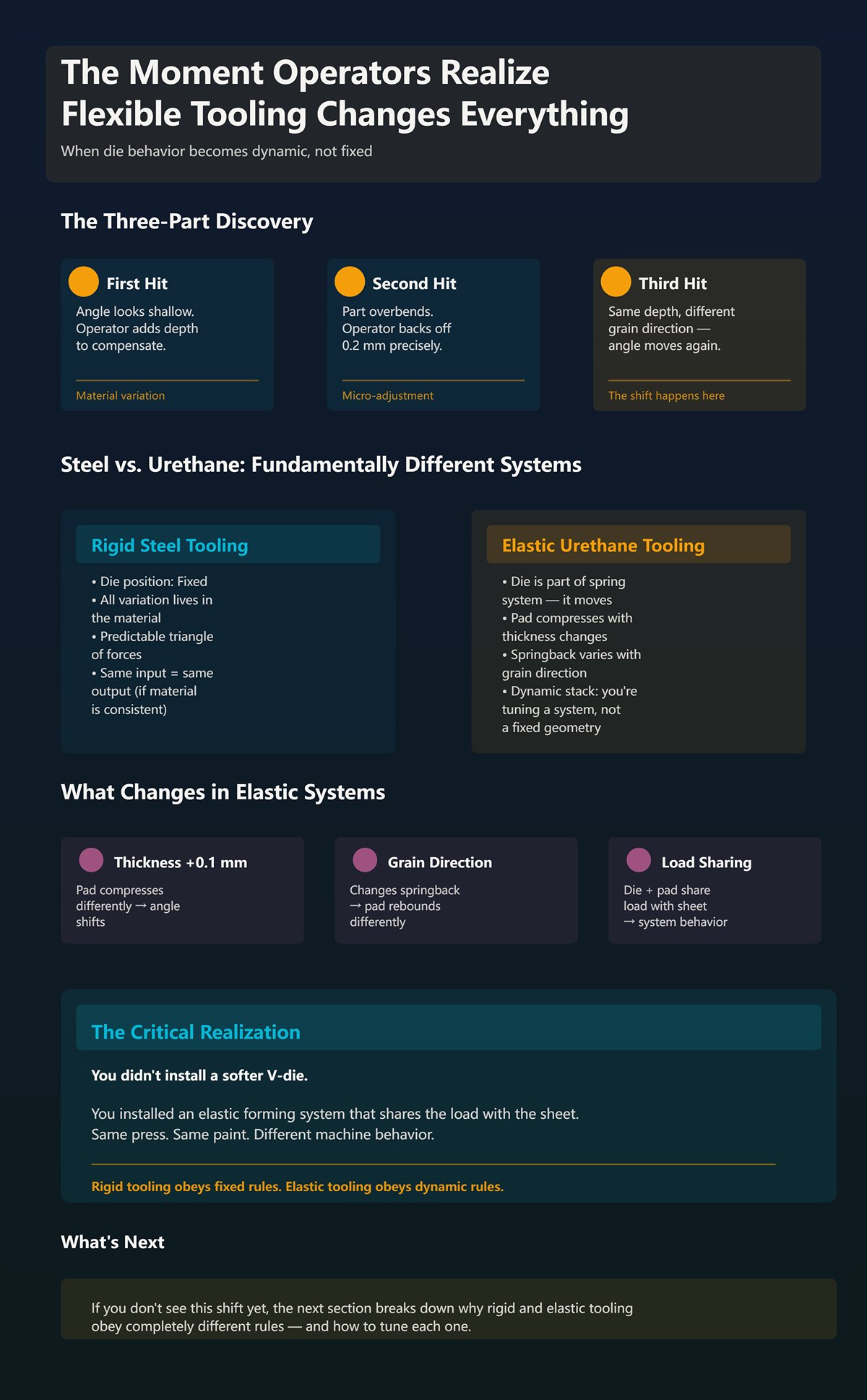
عادةً ما يحدث ذلك مع الجزء الثالث.
الضربة الأولى: الزاوية تبدو ضحلة. المشغل يزيد العمق. الضربة الثانية: زيادة في الانحناء. يخفض العمق 0.2 مم. الجزء الثالث، نفس العمق، اتجاه حبوب مختلف — الزاوية تتغير مرة أخرى.
مع الفولاذ، القالب لا يتحرك. كل التباين يأتي من المادة. مع اليوريثان، القالب جزء من نظام الزنبرك. زيادة السماكة بمقدار 0.1 مم؟ الوسادة تنضغط بشكل مختلف. تغير اتجاه الحبوب في الارتداد؟ الوسادة ترتد بشكل مختلف. الآن أصبحت تضبط نظامًا ديناميكيًا، وليس مثلثًا ثابتًا.
هذا هو التحول الذي تحتاج إلى القيام به: لم تقم بتركيب قالب V أكثر نعومة. لقد ركبت نظام تشكيل مرن يتشارك الحمل مع الورقة. نفس المكبس. نفس الطلاء. سلوك آلة مختلف.
إذا لم تدرك ذلك بعد، فإن القسم التالي هو حيث نشرح لماذا تخضع الأدوات الصلبة والمرنة لقواعد مختلفة تمامًا.
خذ مهمة بسيطة: فولاذ معتدل بسماكة 3 مم، فتحة V تساوي 8× سماكة المادة، ثني بالهواء إلى 90°. في قالب فولاذي، ينزل البنش، يلامس لوح المعدن كتفين صلبين، والقالب لا يتحرك. لا يوجد أي انحراف قابل للقياس في الأدوات. كل الهندسة ثابتة في الفولاذ، وكل التشوه في اللوح.
الآن استبدل وسادة V من اليوريثان بنفس الفتحة الاسمية. أول تماس ليس بين اللوح والكتفين، بل بين اللوح وكتلة مرنة. قبل أن يخضع المعدن عند حوالي 250 ميجا باسكال، يبدأ اليوريثان بالانضغاط. لذا جزء من ضربة الكباس يذهب إلى ثني الفولاذ، وجزء يذهب إلى سحق البوليمر. منحنيان مختلفان للإجهاد–الانفعال مكدسان في نفس النظام.
هذه الحقيقة الواحدة تعيد كتابة ورقة إعدادك.
في الثني بالهواء باستخدام الفولاذ، نصف قطر الانحناء الداخلي يتبع فتحة V. تضييق الفتحة يرفع الحمولة بشكل أُسّي؛ توسيعها يخفض الحمولة. هندسة القالب تحكم الانحناء. مع اليوريثان، “فتحة V” لم تعد ثابتة تحت الحمل. إنها تتشوه. الكتفين يتباعدان بشكل ميكروسكوبي، مساحة التماس تنمو، واللوح يغوص أعمق قبل أن يتكوّن عزم الانحناء الحقيقي. العلاقة بين عرض الفتحة ونصف القطر الداخلي تصبح معتمدة على الحمل بدلاً من أن تكون هندسية.
لم تعد تختار عرض القالب فقط. أنت تختار مقدار السماح للقالب بأن يتحرك تحت القوة. هل تأخذ هذا الإزاحة في الاعتبار ضمن خصم الانحناء، نعم أم لا؟
لقد شاهدت مهمة احتاجت 60 طن في قالب V فولاذي ترتفع إلى 75 طن في اليوريثان على نفس المكبس. نفس المادة. نفس السماكة. نفس الزاوية. هذه زيادة 25%. ليس لأن الفولاذ أصبح أقوى، بل لأن أول 10–20% من ضربتك تُنفق في ضغط الوسادة قبل أن يتطور إجهاد الانحناء الكامل في اللوح.
هذه هي ضريبة الحمولة.
في الأدوات الفولاذية، يقاوم القالب فوراً. تتحول قوة الكباس مباشرة تقريباً إلى عزم انحناء. في اليوريثان، تتحول القوة أولاً إلى طاقة مرنة مخزنة في الوسادة. فقط بعد ضغط كافٍ يتعرض اللوح لنفس الرافعة الفعّالة. أنت تدفع قوة لتحريك القالب بعيداً قبل أن تتمكن من تحريك المعدن.
وهذه الطاقة المخزنة لا تختفي. إنها تدفع للخلف. عند تراجع البنش، ترتد الوسادة، مضيفة استعادتها المرنة الخاصة إلى ارتداد المعدن. الآن أصبح القالب نابضاً نشطاً في النظام، لا دعامة ساكنة.
يشعر المشغلون بهذا على شكل عدم اتساق. زادت السماكة بمقدار 0.1 مم؟ تنضغط الوسادة أكثر، مما يغير توزيع ضغط التماس. تغير اتجاه الحبوب مقاومة الخضوع؟ تتشوه الوسادة للتكيف، مما يغير مكان استقرار المحور المحايد. مع الفولاذ، التفاوت يعيش في اللوح فقط. مع اليوريثان، التفاوت يعيش في اللوح وفي القالب معاً.
لم تعد تقاتل نابضاً واحداً. أنت تقاتل نابضين مقترنين بمودولات مختلفة ومنحنيات تباطؤ مختلفة. هل كنت تعتقد حقاً أن جدول قوتك القديم لا يزال صالحاً؟
هنا يصبح الأمر مزعجاً. في الثني بالهواء باستخدام الفولاذ، تنحني زيادة متوقعة—لنقل 2° لذلك الفولاذ المعتدل—وانتهى الأمر. القالب لا يغير شكله بين الضربات. إذا كانت شهادة المادة صادقة، فإن تشتت زاويتك قد يبقى ضمن ±0.5° بعد الضبط.
مع اليوريثان، الانحناء الزائد الذي تحتاجه مرتبط بمقدار انضغاط الوسادة في تلك الضربة. المزيد من الانضغاط يعني المزيد من الطاقة المرنة المخزنة. المزيد من الطاقة المخزنة يعني المزيد من الارتداد عندما يرتفع الكباس. لذا الانحناء الزائد لا يعوض فقط ارتداد المعدن؛ بل يعوض ارتداد الأدوات أيضاً.
والانضغاط يعتمد على الحمل.
الحمل يعتمد على السماكة، مقاومة الخضوع، وحتى التفاوتات الطفيفة في عرض فتحة V على طول الوسادة. لأن اليوريثان يتخذ شكل المادة، فإنه “يتسامح” مع اختلافات السماكة عبر التشوه حولها. وهذا يبدو متسامحاً في الكتيب. على أرض الواقع، يعني أن زاوية الانحناء تنحرف مع كل تغيير في اللفة لأن القالب يمتص التفاوت بدلاً من مقاومته.
حاول إجراء انحناء حاد بزاوية 30° حادة. في الفولاذ، تختار فتحة V المناسبة، تؤكد الحمولة، وتتحكم بالعمق. في اليوريثان، الإجهاد الموضعي العالي يمكن أن يتجاوز حد قوة الوسادة، مما يسرّع التآكل أو يجبرك على فتح الفتحة لتقليل الإجهاد. فتح الفتحة يزيد نصف القطر الداخلي. الآن طباعة القطعة خارج المواصفات قبل حتى أن تتجادل حول الزاوية.
لذا عندما يخبرك أحد أن اليوريثان هو مجرد حل لسطح أنظف، اسأل نفسك: هل أنت مستعد لمعايرة الانحناء الزائد مقابل قالب يغير صلابته مع كل دورة حمل، أم كنت تعتمد على الهندسة الصلبة للقيام بهذا العمل؟
لقد سألت كيف نحسب الحمولة والانحناء الزائد عندما يتحرك القالب نفسه تحت الحمل.
ابدأ بعمل واقعي. صلب معتدل بسماكة 1 مم، فتحة V بقطر 6 مم، ثني هوائي بزاوية 90°. في قالب V فولاذي، قد تحتاج تقريباً من 8 إلى 10 أطنان لكل متر. مكبس بقدرة 100 طن يتعامل معها بسهولة. الآن استبدل القالب بوسادة V من اليوريثان يتم تسويقها كـ “بديل مباشر”. نفس الورقة. نفس الزاوية. ترتفع قدرة الجهاز إلى 35–45 طن قبل أن تبدأ الزاوية حتى بالإغلاق.
لم يتغير شيء في المعدن. الأطنان الإضافية البالغ عددها 25–35 ذهبت إلى الوسادة.
هذا هو ضريبة الحمولة. أنت لا تدفعها مرة واحدة. تدفعها في كل ضربة، وتأتي مباشرة من القدرة المتاحة للمكبس. إذا كان إعدادك الفولاذي يحتاج إلى 40 طن، توقع من 55 إلى 80 طن مع اليوريثان قبل أن ترى نفس الانحناء يبدأ. إذا كان مكبسك يعمل عند قدرة 70% سابقاً، فقد دفعته الآن إلى الحد الأحمر. هل ما زلت تعتبر هذا تحسيناً شكلياً؟
دعنا نتحدث عن الآلية، لا التسويق.
اليوريثان يتصرف كزنبرك غير خطي. في بداية الضربة، يكون معامل مرونته منخفضاً. مع زيادة الانفعال، يرتفع الصلابة الفعالة بسرعة. هذا يعني أن بضعة مليمترات الأولى من حركة المكبس تتعلق أساساً بضغط البوليمر، وليس بثني الفولاذ. الورقة لا تتعرض لعزم الانحناء الكامل حتى يتم ضغط الوسادة بما يكفي لتتصرف بشكل شبه صلب.
المصنعون يعترفون بهدوء بالمضاعف: 3× أمر شائع. في ظروف V أكثر ضيقاً، 4× إلى 6× ليست غير مألوفة. لقد رأيت عملاً فولاذياً بقدرة 60 طن يتجاوز 75 طن مع اليوريثان على نفس الجهاز. هذا مضاعف 1.25× في حالة معتدلة. في أشكال أكثر ضيقاً، رأيته يقترب من 2× وما بعد ذلك.
لماذا؟
لأن الوسادة تقاوم الضغط بشكل موحد. تحت رأس السنبة، تتمدد جانبياً أثناء سحقها عمودياً. أنت تتغلب على القص الداخلي في البوليمر قبل أن تشكل الورقة. القوة التي تحسبها من صيغ الثني الهوائي القياسية تأخذ في الاعتبار فقط خضوع المعدن. اليوريثان يضيف منحنى إجهاد-انفعال ثانٍ على التوالي.
إذن يصبح حسابك العملي:
حمولة الفولاذ × مضاعف اليوريثان (من 1.3 إلى 2.0 بشكل محافظ، 3.0+ في فتحة V ضيقة أو في سيناريوهات صلابة أعلى) = الحمولة المطلوبة للمكبس.
وذلك قبل أن تأخذ في الاعتبار التحميل غير المتمركز. مكبس بقدرة 100 طن على طول 120 بوصة قد يكون محدوداً بنحو 1.3–1.4 طن لكل بوصة على خط الوسط. اليوريثان لا يحمل بشكل نظيف على كتفين؛ بل ينشر الضغط بشكل غير متوقع. النقاط الساخنة المحلية قد تتجاوز حدود خط الوسط حتى عندما تبدو الحمولة الكلية “آمنة”.”
هل تعتقد أن مكبسك مصمم لتحمل 100 طن؟ هل هو مصمم لتحمل 100 طن موزعة عبر كتلة مطاطية مضغوطة، نعم أم لا؟
راقب مؤشر موضع المكبس أثناء القطعة الأولى.
مع الأدوات الفولاذية، يتتبع تغير الزاوية عمق المكبس تقريباً مباشرة. مع اليوريثان، يمكنك التحرك من 1 إلى 3 مم قبل أن تتحرك الزاوية بشكل ملحوظ. هذه الضربة مخزنة كطاقة انفعال في الوسادة. الجهاز يقوم بعمل. الورقة لم تبدأ بالانحناء بعد.
هذه الضربة المفقودة هي عقوبة الإزاحة.
في مكبس الثني الهيدروليكي، ترتفع القوة مع الاختراق. إذا تم إنفاق 20% من ضربة جهازك فقط لضغط اليوريثان، فإن جزءاً من منحنى القوة المتاحة يتم استهلاكه قبل أن يبدأ الثني الفعّال. قد يصل مكبسك لحد الضغط في وقت مبكر من الضربة، مما يقيد ما تبقى منه للانحناء الفعلي.
والأسوأ، أن هذه الطاقة المخزنة تعود مرة أخرى. مع تراجع المكبس، ترتد الوسادة. أنت الآن تطرح ارتداد الوسادة من تصحيح الزاوية. كلما ضغطتها أكثر — بمعنى كلما دفعت حمولة أكبر — كلما دفعت هي أكثر للخلف.
إذن جزء من القدرة المصنفة لجهازك لا يصل للمعدن بشكل مفيد. بل يتم استهلاكه في ضغط وتحرير البوليمر مثل ممتص الصدمات.
إذا كانت مكابحتك على الحد في عمل بطول 10 أقدام وسمك 3 مم في الفولاذ، ماذا يحدث عندما يُستهلك 15–30% من منحنى الشوط والقوة بسبب انضغاط الوسادة؟
الآن خذ فولاذًا معتدلًا بسماكة 4 مم. نفس وسادة اليوريثان المصنفة لـ “قياس خفيف إلى متوسط”. تبدأ في الثني. يرتفع الحمل بسرعة—أسرع بكثير مما توقعت من مخطط الفولاذ لديك. الوسادة تقترب من حد انضغاطها. خلاياها تنهار. تتوقف عن التصرف كقالب مرن وتبدأ بالعمل ككتلة كثيفة.
في تلك اللحظة، يحدث شيئان.
أولاً، يتضاعف المعامل بشكل كبير. ما كان 1.5× عند سماكة 1 مم يصبح 2× أو 3× عندما تقترب من حد الإجهاد للوسادة. ثانيًا، يتركز ضغط التلامس. بدلاً من توزيع الحمل بلطف، فإن اليوريثان شبه المضغوط ينقل القوة بشكل مباشر أكثر، وحل “خالٍ من الخدوش” لديك يبدأ في الطباعة إذا كانت هناك شوائب صلبة أو بقايا.
هذا هو سقف القياس لديك. ليس “حتى 6 مم” الموجود في الكتيب. السقف الحقيقي هو حيث يقترب الانضغاط المطلوب لتحقيق الزاوية من الحد المرن للوسادة. بعد ذلك، تصبح فعليًا تضغط كتلة مطاطية باستخدام مكبس هيدروليكي.
يمكن لقضبان الانحراف والوسائد المخصصة أن ترفع هذا السقف لأعلى. يمكنك ضبط القساوة والسمك لتقليل المعامل لمهمة محددة. لكن هذا تصميم نظام حول الضريبة، وليس إلغاؤها.
لذا قبل أن تحدد اليوريثان على لوحة من الفولاذ المقاوم للصدأ بسماكة 5 مم لأن أمر الشراء قال “لا علامات أداة مرئية”، وهذا القانون، أجب عن هذا: هل لدى مكبسك فائض سعة 30–80% للحمل لتسديد الضريبة دون أن يختنق في المهمة التالية بالجدول؟
تريد أن تعرف قبل الإعداد ما إذا كانت المهمة والمكبس لديهما فائض حقيقي كافٍ لليوريثان.
إليك كيف أتحقق من ذلك على أرض المصنع. آخذ حمولة الثني الهوائي للفولاذ من المخطط، أضربها في 1.5 كعامل يوريثان محافظ، ثم أنظر إلى رقمين: الحمولة المتاحة للآلة عند الطول العامل، وتسامح القطعة. إذا تجاوزت الحمولة المضاعفة قدرة المكبح بنسبة 80% من تقييم خطه المركزي، والمخطط يتطلب ±0.5° أو أكثر دقة، فأنا أعلم بالفعل أننا نعمل بلا هامش أمان. وذلك قبل أن نتحدث عن التآكل.
لأن المشكلة الحقيقية ليست فقط قوة الذروة. بل أن القالب المرن يحوّل مشكلة الهندسة الصلبة إلى هدف متغير بمرور الوقت.
القوالب الفولاذية تعطيك تغيرًا فجائيًا: إذا انكسرت ستراه فورًا. اليوريثان يعطيك انحدارًا تدريجيًا. تخسر عُشرًا هنا، عُشرين هناك، حتى يتحول تقرير الفحص بهدوء إلى اللون الأحمر. رفض كامل للدفعة. لم تغيّر البرنامج. الوسادة تغيرت تحتك.
هذا هو منحنى التدهور الذي توافق عليه.
تخيل دعامة من الفولاذ المقاوم للصدأ 304 بسماكة 3 مم، هندسة مكافئة 8×V، ثني 90°، تسامح ±0.5°. في أدوات الفولاذ، قد تثني أكثر بمقدار 1.5–2° لتعويض ارتداد المادة وتضبطه بعد ضربتين. بمجرد ضبطه، تتبع الزاوية عمق الكباس بدقة لأن القالب لا يتحرك.
الآن ضع وسادة يوريثان 90A تحتها.
أولاً، تنضغط الوسادة بمقدار 1–3 مم قبل أن تتعرض الورقة لعزم الثني الكامل. ثم تستسلم الورقة. ثم، عند التراجع، ترتد الورقة. وترتد الوسادة أيضًا. نظامان مرنان متسلسلان.
إذا كان الفولاذ المقاوم للصدأ يريد أن يستعيد 1.8°، وارتداد الوسادة يفرغ فعليًا جزءًا إضافيًا من الدرجة اعتمادًا على مقدار سحقها، فإن رقم التعويض الخاص بك لم يعد مرتبطًا بالمعدن وحده. إنه مرتبط بإجهاد الوسادة. غيّر سماكة الدفعة بمقدار 0.1 مم وتغيّر انضغاط الوسادة. غيّر درجة حرارة الوسادة في التشغيل الطويل وتغيّر معاملها. يتغير تكدس الارتداد.
بعض الموردين سيخبرونك أن اليوريثان “يقلل خطأ الارتداد”. في المواد الرقيقة والناعمة ومع اختراق ضحل، يمكن أن يكون ذلك صحيحًا لأن الوسادة تحافظ على اتصال أوسع ويمكن أن تثبت نصف القطر. لقد رأيت ذلك يساعد في الألومنيوم المطلي بسماكة 1 مم حيث كان V الفولاذي واسعًا جدًا وتذبذب نصف القطر.
لكن عند الدفع في مواد أصعب، أو اختراق أعلى، أو زوايا أكثر ضيقًا، تصبح صلابة الوسادة المتغيرة هي العامل المسيطر. كلما دفعت حمولة أكبر، خزّنت طاقة أكبر، وزاد تدخل الارتداد في الزاوية النهائية. لم تعد تعوض فقط عن المعدن؛ بل تعوض عن إرهاق البوليمر الذي يتطور مع كل دورة.
هل أنت مستعد للتعامل مع قالبك كزنبرك مستهلك بمعدل ثابت متغير، نعم أم لا؟
اكسر كتف قالب V فولاذي وسترى خطًا في القطعة في الضربة التالية. الأمر ثنائي. جيد. ثم سيئ.
البولي يوريثين لا يفشل بهذه الطريقة.
تخيّل تشغيلًا افتراضيًا: 5,000 إطار باب خزانات من الفولاذ المقاوم للصدأ قبل التلميع، ±0.7° تسامح، يعمل بمعدل 60 ضربة في الساعة. في اليوم الأول، تضبط 91.6° مبرمجة للحصول على 90.0° نهائية. بحلول القطعة رقم 2,000، تقوم بدفعها إلى 91.8°. بحلول القطعة رقم 4,000، 92.1°. لا أحد يذعر لأن كل تعديل صغير. لكن الوسادة تعرضت لتسوية ضغط—تشوه دائم من الإجهاد المتكرر. لقد تغير ارتفاعها الفعّال وصلابتها.
لن تجد منحنى منشورًا مرتبًا يقول “البولي يوريثين يفقد X% من الصلابة عند 10,000 دورة.” وهذا بالضبط هو المشكلة. الإرهاق يعتمد على الحمل، والصلابة الشورية، ودرجة الحرارة. الوسائد الأشد مقاومة للتأشير ولكنها ترى إجهادًا داخليًا أعلى. الوسائد الألين تحمي السطح لكنها تنضغط أعمق وتسخن أسرع.
لقد شاهدت غطاءً من الفولاذ المقاوم للصدأ $40 يُهدر بسبب خطين لامعين لم يغيرا القوة أو الزاوية أو الملاءمة. كان السطح قانونًا. لكني شاهدت أيضًا انحراف الزاوية يلتهم إنتاج صباح كامل لأن الوسادة “المتسقة” عند القطعة 1 لم تكن نفس الأداة عند القطعة 3,000.
مع الفولاذ، يقفز مخطط التحكم لديك عندما ينكسر شيء ما. مع البولي يوريثين، فإنه ينحدر. هل لديك SPC ضيق بما يكفي لرؤية انحراف 0.2° قبل أن يفعل عميلك ذلك؟
| الموضوع | التفاصيل |
|---|---|
| العنوان | التشقق الكارثي مقابل الإرهاق غير المرئي: تتبع انخفاض الدقة عبر 10,000 دورة |
| وضع فشل الفولاذ | اكسر كتف قالب V فولاذي وسترى خطًا في القطعة في الضربة التالية. الأمر ثنائي. جيد. ثم سيئ. |
| وضع فشل البولي يوريثين | البولي يوريثين لا يفشل بهذه الطريقة. |
| تشغيل إنتاج افتراضي | تخيّل تشغيلًا افتراضيًا: 5,000 إطار باب خزانات من الفولاذ المقاوم للصدأ قبل التلميع، ±0.7° تسامح، يعمل بمعدل 60 ضربة في الساعة. في اليوم الأول، تضبط 91.6° مبرمجة للحصول على 90.0° نهائية. بحلول القطعة رقم 2,000، تقوم بدفعها إلى 91.8°. بحلول القطعة رقم 4,000، 92.1°. لا أحد يذعر لأن كل تعديل صغير. لكن الوسادة تعرضت لتسوية ضغط—تشوه دائم من الإجهاد المتكرر. لقد تغير ارتفاعها الفعّال وصلابتها. |
| نقص بيانات الإرهاق المتوقعة | لن تجد منحنى منشورًا مرتبًا يقول “البولي يوريثين يفقد X% من الصلابة عند 10,000 دورة.” وهذا بالضبط هو المشكلة. الإرهاق يعتمد على الحمل، والصلابة الشورية، ودرجة الحرارة. الوسائد الأشد مقاومة للتأشير ولكنها ترى إجهادًا داخليًا أعلى. الوسائد الألين تحمي السطح لكنها تنضغط أعمق وتسخن أسرع. |
| العواقب الواقعية | لقد شاهدت غطاءً من الفولاذ المقاوم للصدأ $40 يُهدر بسبب خطين لامعين لم يغيرا القوة أو الزاوية أو الملاءمة. كان السطح قانونًا. لكني شاهدت أيضًا انحراف الزاوية يلتهم إنتاج صباح كامل لأن الوسادة “المتسقة” عند القطعة 1 لم تكن نفس الأداة عند القطعة 3,000. |
| SPC والانجراف | مع الفولاذ، يقفز مخطط التحكم لديك عندما ينكسر شيء ما. مع البولي يوريثين، فإنه ينحدر. هل لديك SPC ضيق بما يكفي لرؤية انحراف 0.2° قبل أن يفعل عميلك ذلك؟ |
قد تكون وسادة البولي يوريثين أقل تكلفة مقدمًا من مجموعة V مقسمة مصقولة بدقة. هذا هو العنوان التسويقي.
الآن احسب الأمر كما تفعل ورشة العمل. افترض أن مجموعة قالب فولاذي تعمل 100,000 ضربة قبل إعادة الصقل، وتبقى الزاوية ضمن ±0.3° مع تصحيح طفيف. وسادة البولي يوريثين، تحت حمل متوسط في عمل الفولاذ المقاوم للصدأ، تبدأ بحاجة إلى تغييرات في تعويض الزاوية كل بضعة آلاف ضربة وتصبح غير موثوقة أبعادها بحلول، لنقل، 15,000–20,000 ضربة. أنا لا أعطيك رقمًا عالميًا—لأنه لا يوجد—لكن هذا النطاق ليس خيالًا في الورش الحقيقية.
كل وسادة استبدال هي أمر شراء آخر. كل إعادة تأهيل أثناء التشغيل هي وقت مشغّل. كل انجراف زاوي هو عمل فحص واحتمال نفايات. وتذكر ضريبة الحمولة: إذا كنت تعمل عند 85–90% من قدرة الماكينة أساسًا، فأنت تسرّع اهتراء المكبح نفسه—الأنظمة الهيدروليكية، نظام التاج، دلائل المكبس.
هذا إنفاق متكرر، وليس خيار أدوات لمرة واحدة.
إذا كانت المهمة ذات أهمية قصوى من الناحية الجمالية، وحجم الإنتاج منخفض، وتقع جيدًا ضمن هامش القدرة الحقيقية لماكينتك، فقد يكون اليوريثان هو الخيار المناسب. الكمال السطحي مقابل تكلفة استهلاك يمكن التنبؤ بها. جيد.
لكن إذا كنت قريبًا من الحد الأقصى للحمولة، وتتمسك بزوايا ضيقة، وتخطط لعمليات إنتاج طويلة، فأنت لا تشتري حلاً للخدوش فحسب، بل أنك تلتزم بزيادة القوة المطلوبة، وانجراف الزوايا، ودورة استبدال يجب أن تضعها في ميزانيتك مثل زيت القطع.
إذن، عند تسعير المهمة، هل تأخذ في الاعتبار أن الوسادة جزء قابل للاستهلاك ذو منحنى صلابة متناقص، أم أنك لا تزال تتظاهر بأنها مجرد قالب V ناعم؟
ها هو السؤال الذي تسأله حقًا: إذا كان اليوريثان نابضًا قابلاً للاستهلاك مع ضريبة حمولة، فهل هناك طريقة أرخص للتخلص من الخدوش دون إعادة صياغة مخطط قدرتك؟
ابدأ بالقيود. القوالب الفولاذية تترك علامات لأن الفولاذ أقسى من الجزء الذي تعمل عليه، وكل أثر، أو نتوء، أو تأكل في الكتف ينتقل إلى السطح أثناء التحميل. ضغط التلامس هذا حقيقي. في فتحة V ضيقة، أنت تركز القوة على خطين. لكن القالب نفسه لا يتحرك. لا يوجد انكماش ضغط. لا انجراف في معامل المرونة. الهندسة تبقى ثابتة.
الآن ضع طبقة فيلم تضحية فوق ذلك الفولاذ — شريط بوليوريثان، مايلار، أيًا كان ما يبيعه لك المورد على شكل لفائف.
لقد أضفت حاجزًا رقيقًا وقابلًا للاستبدال دون تحويل الأداة السفلية بأكملها إلى إسفنجة.
الفيلم يتشوه بضعة أعشار. يوزع التلامس قليلًا. يمتص انطباع الحطام البسيط. لكن مسار التحميل لا يزال من الفولاذ إلى الكباس إلى الإطار. مخطط الحمولة لديك لا يتغير. حساب التاج لا يتغير. التعويض عن الزوايا لا يزال يتبع ارتداد المعدن، لا ارتداد البوليمر.
هذا مهم.
إذا كانت شريحة فيلم $20 تقضي على 80 بالمئة من العلامات وتكلفك صفر حمولة إضافية، فأنت لم تحل مشكلة الجماليات فحسب — بل تجنبت الضريبة المتكررة لانضغاط الوسادة، والانحراف، والاستبدال. الفيلم يتآكل؟ تقوم بنزعه. القالب الموجود تحتها لم يتغير في الارتفاع أو الصلابة أو الذاكرة.
إذن لا، الفيلم لا يجعل اليوريثان غير ضروري.
لكن ذلك يجبرك على تبرير سبب دفعك مقابل حماية كاملة من الخدوش بنسبة 100 بالمئة بدلاً من 80 بالمئة.
لنناقش ما الذي يستهلك الوقت فعليًا على أرض الورشة.
لصق قالب أمر مزعج. تنظف الأكتاف، تضع الشريط بشكل مستقيم، تقصه، تجري ضربة اختبار، وتراقب الانكماش أو التجعد. في عملية قصيرة — لنقل 200 لوحة جمالية — ذلك يعني عشر دقائق إضافية. ربما خمس عشرة إذا كان العامل جديدًا. عندما يتلف الشريط، تعيد التطبيق. عمل دقيق.
لكن زاوية الانحناء الأولى التي تقوم بها هي نفس الزاوية التي كنت تحققها دائمًا.
ضبط كتلة يوريثان أمر مختلف. أنت لا تحمي السطح فقط؛ بل تؤسس علاقة جديدة بين الحمل والانحراف. الضربات الأولى تكون أنعم مما تظن. تزيد الاختراق. تنضغط الوسادة أكثر مما تتوقع. الآن تطارد الزاوية لأن المعدن والوسادة يستعيدان شكلهما معًا. على الخامات السميكة، قد تجد أنك بحاجة إلى قوة أعلى بنسبة 20–30 بالمئة مقارنة بإعداد قالب V الفولاذي المكافئ، وهذا يعتمد على مدى عمق دفعك للوسادة.
هذا ليس كلام كتيب دعائي. هذا ضغط الأسطوانة.
وإذا كنت على مكبح 100 طن وتعمل بالفعل عند 75–80 طن على الفولاذ، فلن يكون لديك 30 بالمئة إضافية في الاحتياطي. أنت تستعيرها من هامش السلامة. من الأختام. من الأدلة.
فأي احتكاك إعداد تفضل: عشر دقائق مع لفة شريط، أم نصف ساعة من تغييرات العمق المتكررة بالإضافة إلى ضربة دائمة لسعة الحمولة المتاحة؟
أجب عن ذلك مع أخذ لوحة بيانات جهازك في الاعتبار.
هنا يصبح الكتيب صامتاً.
لأن في بعض الأحيان، نسبة 80 في المئة لا تكفي. لقد شاهدت منصة كاملة تُرفض بسبب خطوط قَطْعٍ خافتة بالكاد تراها إذا قمّت بإمالتها تحت الضوء. لكن أمر الشراء نصَّ على “لا علامات أدوات مرئية”، وهذا هو القانون. في ذلك العالم—الفولاذ المقاوم للصدأ المعماري، أغطية الأجهزة، الألواح الجاهزة—الفرق بين “نظيف إلى حد كبير” و“نظيف بشكل جراحي” هو الفرق بين المدفوع وغير المدفوع.
حينها يثبت اليوريثان قيمته.
حجم منخفض. هامش طاقة واسع. زوايا معتدلة. مادة كانت ستكشف كل عيب في الكتف لولا ذلك. وظائف يكون فيها السطح هو الملك تعاقديًا، ويمكنك تحمل اعتبار الوسادة مستهلكة، مع ميزانية لكل تشغيل.
لكن إذا كنت تقوم بثني فولاذ مقاوم للصدأ بسماكة 3 مم عند ±0.5° على مدى 5,000 قطعة، وأنت بالفعل تدير الانحراف على الفولاذ، فإن إضافة طبقة مرنة تحت القطعة ليست تعديلًا تجميليًا. إنها تغيير هيكلي لعمليتك. ستدفع في قوة التحميل الإضافية، وفي مراقبة الزوايا، وفي معدل استبدال أعلى.
إليك الطريقة الواضحة لصياغة الأمر.
الفيلم على الفولاذ: إزعاج صغير متكرر، تغيير فيزيائي طفيف، تخفيف جزئي للمظهر.
وسادة يوريثان صلبة: حماية تجميلية شبه كاملة، بالإضافة إلى ضريبة حمولة دائمة ونابض يضعف مع كل ضربة.
إذا كانت المهمة تتطلب حقًا عدم وجود أي علامات مرئية وكانت لديك سعة فائضة بنسبة 30 في المئة، فإن اليوريثان هو الخيار المناسب. إذا كنت قريبًا من الحد الأقصى للحمولة أو تحافظ على دقة زوايا ضيقة في تشغيلات طويلة، فإن الفولاذ مع الفيلم قد يكون الحل الأمثل.
هل أنت تشتري تأمينًا على السطح — أم أنك تعيد كتابة فيزياء عمليتك لمشكلة كان يمكن للشريط أن يعالجها؟
القيود بسيطة: مكبسك له لوحة بيانات، وهي لا تهتم بالكتيبات.
قبل أن تلتزم باليوريثان، أجرِ ذلك على الورق. خذ قيمة الحمولة الفعلية في إعداد الفولاذ للمهمة — وليس قيمة الرسم البياني، بل الرقم الذي تراه فعلاً على الشاشة عند العمق. اضربه في 1.25 كنقطة بداية محافظة. إذا كنت تثني بالقرب من الحد التشغيلي للوسادة أو تطارد زوايا حادة، استخدم 1.30. هذه هي تقدير ضريبة الحمولة.
الآن انظر إلى جهازك. إذا دفعك هذا الرقم الجديد لتتجاوز 80 في المئة من السعة الاسمية، فأنت لا تشتري حماية سطحية — بل تصرف هامش الأمان، وعمر الختم، وانحراف الإطار. إذا أبقاك تحت 70 في المئة مع مساحة لهجمات تصحيحية، فهناك على الأقل قدرة ميكانيكية احتياطية.
هذا هو البوابة الأولى: السعة.
الثانية هي استقرار الزاوية. اسأل نفسك: ما هو التسامح الزاوي في المخطط، وكم عدد القطع في التشغيل؟ إذا كنت تحافظ على ±1.5° في 300 غطاء تجميلي، يمكنك متابعته. إذا كنت تحافظ على ±0.5° في 5,000 قطعة، فقد وافقت للتو على قتال نابض متحرك لثلاث ورديات.
لذا فإن الاختبار الحاسم ليس “هل يمنع اليوريثان الخدوش؟” بل: بعد إضافة 25–30 في المئة للقيمة الفعلية للحمولة وقبول الانحراف المرن، هل لا يزال لديك هامش سعة وتسامح إضافي — نعم أم لا؟
لا يمكنك خدمة سيدين عندما يتحرك أحدهما تحت الحمل.
الفولاذ يمنحك الهندسة. نصف القطر الداخلي يتبع فتحة الـ V — حوالي 16–17 في المئة من الفتحة في الفولاذ اللين — وبمجرد ضبط العمق، فإنه يتكرر. اليوريثان يمنحك التسامح في التلامس، لكن نصف القطر يتشكل جزئيًا من إزاحة الوسادة، وليس فقط من هندسة الـ V. غير الاختراق بضعة أعشار، وسوف تتغير كل من الزاوية ونصف القطر الفعّال.
هذا يعني أنه عندما تتصادم المظاهر الجمالية مع السماحية، عليك أن ترتبها حسب الأولوية.
لقد شاهدت منصة كاملة تُرفض بسبب خطوط قالب باهتة يجب أن تميلها تحت الضوء لترى. لكن أمر الشراء قال “لا علامات أدوات مرئية”، وهذا هو القانون. في هذه الحالة، ±1° كان مقبولاً، وقد دفعت السطح الفاتورة. الجماليات فازت.
اقلب السيناريو. حاوية ضيقة، ±0.5°، تتزاوج مع إطار مقطوع بالليزر. لا أحد يهتم بخط خفيف داخل الانحناء. الملاءمة هي الملك. في هذا التسلسل الهرمي، السماحية تفوز، ويصبح اليوريثان عبئًا لأن امتثاله يعمل ضد التنبؤ بالزاوية.
إذن عندما يتعارضان — وسيحدث ذلك — أيهما يُدر عليك المال؟
القيد هنا هو عمر الوسادة.
اليوريثان هو نابض قابل للاستهلاك. كل ضربة تضغطه، تسخنه، وتدفعه نحو الانضغاط الدائم. على الألمنيوم الرقيق المطلي مسبقًا أو الفولاذ المقاوم للصدأ #4 تحت 2 مم، يكون ضريبة الحمولة قابلة للإدارة لأن القوة الأساسية منخفضة أصلاً. أضف 25 في المئة إلى رقم صغير، ولن تلاحظ مكبستك بالكاد.
في الإنتاج الجمالي القصير — 100، 300، ربما 800 قطعة — يمكنك التعامل مع الوسادة كبند في الميزانية. ضع لها ميزانية. استبدلها عندما تلين. تحقق الزاوية لكل أول قطعة في الدفعة. يخرج السطح نظيفًا، بلا أكتاف مطبوعة، بلا أشباح من القشور. شاهدت غطاء فولاذي $40 يُرفض بسبب خطين مصقولين لم يغيرا القوة أو الزاوية أو الملاءمة. في هذا الجو، الوسادة تؤدي وظيفتها لأن الكمال هو عقد.
لكن حتى هنا، قم بالحساب أولاً. إذا كان إعداد الفولاذ يسحب 20 طنًا واليوريثان يتوقع 26، فأنت بخير على مكبس 100 طن. إذا كان إعداد الفولاذ يسحب 60 واليوريثان يتوقع 75، وكانت ماكينتك مصنفة بـ 80، فأنت تراهن في كل ضربة.
هل هامش قدرتك يستوعب الضريبة دون العيش على صمام التنفيس؟
القيد الآن هو الانحراف التراكمي.
الصفائح الثقيلة تضاعف ضريبة الحمولة لأنك بالفعل في عمق منحنى الحمل. أضف 30 في المئة إلى عمل بـ90 طن، ولن تكون مجرد تعديل — بل إعادة كتابة صورة الإجهاد للآلة. يزيد انحراف الإطار. يزيد طلب التاج. يزيد ضغط الوسادة. كل شيء يتراكم.
ثم هناك طول التشغيل. قوالب الفولاذ، عند التعامل معها بشكل صحيح، أدوات مدى الحياة. وسادات اليوريثان تتحلل. ليس بشكل كارثي. تدريجيًا. اليوم الأول واليوم الثالث لا يتصرفان بنفس الطريقة تحت نفس الضربة. هذا يعني أن إعداد عمق الانحناء يصبح هدفًا متحركًا على مدى آلاف الضربات.
في تشغيل بـ5000 قطعة مع ±0.5° سماحية، هذا ليس تأمين سطح — بل تصحيح عملية متكرر. المزيد من الفحوص. المزيد من التعديلات. المزيد من الفرص لتراكم ينتهي بـ“رفض منصة كاملة”.”
الصيانة يمكن أن تبطئ التحلل. خزن الوسادات مسطحة. حافظ على نظافتها. تجنب الاختراق الزائد. هذا يمد العمر. لا يقضي على فقدان معامل المرونة. ما زلت تدفع الضريبة؛ أنت فقط توزعها على فواتير أكثر.
إليك المنظور الذي أريدك أن تحمله معك.
تشغيل اليوريثان ليس خيار أدوات. إنه نموذج مالي. أنت توافق على ضريبة حمولة متكررة، ضريبة استقرار، وضريبة استبدال مقابل أسطح مثالية. إذا كان الكمال السطحي هو ما يدققه الزبون وكانت السماحية الزاوية مرنة، ادفعها. إذا كانت السماحية تحكم التجميع وهامش القدرة ضيق، ابتعد.
قبل أن تصدق على الوسادة، اضرب قدرة الفولاذ الواقعية لديك بـ1.25، وقارنها بـ70–80 في المئة من تصنيف مكبسك، واقرأ كتلة السماحية على الرسم. بعد ذلك، لن يكون الجواب فلسفيًا.
إنه يعمل.


















