

لقد شاهدت موظفًا جديدًا يضغط على الدواسة كما لو كان يدوس على العنب. صفيحة فولاذ خفيف بسماكة ثُمن بوصة في قالب على شكل V، والضاغط يهبط بقوة. وصلت الصفيحة إلى زاوية تسعين درجة أثناء التحميل. رفع الضاغط. استرخت القطعة إلى أربعٍ وتسعين درجة.
نظر إلى الماكينة وكأنها كذبَت عليه.
تلك الأربع درجات هي حيث تبدأ الخدعة.
بالنسبة للمبتدئ، ينزل الضاغط، ينحني المعدن، وتنتهي القصة. ضغط هيدروليكي يدخل، زاوية تخرج. تمامًا كدهس علبة صودا.
لكن المعدن ليس إسفنجة. إنه شبكة من البلورات تتمدد قبل أن تستسلم. عندما تدفع الصفيحة إلى القالب لأول مرة، يكون الفولاذ لا يزال في حالته المرنة — أي أنه يتصرف مثل نابض. يمكنك رفع الضغط وسيعود إلى وضعه المسطح. لم يحدث أي تغيير دائم بعد.
لا يصبح الانحناء حقيقيًا إلا عند حد محدد جدًا.

تخيّل الضاغط يهبط على تلك الصفيحة السماكتها ثُمن بوصة. في البداية، تزداد المقاومة بسلاسة. أنت فقط تثنيها قليلاً. ثم، عند مستوى معين من الإجهاد — نقطة الخضوع — يبدأ التركيب الداخلي بالانزلاق. تتحرك الانزياحات. يتوقف المعدن عن “تذكّر” وضعه المسطح.
تلك هي التشوهات اللّدِنة. تغيّر دائم.
قبل نقطة الخضوع، أنت فقط تمدّ نابضًا. بعدها، أنت تعيد تشكيله.
وهنا الجزء الذي يفوّته أغلب المبتدئين: الماكينة لا تُعلن عن تلك اللحظة. لا صوت نقرة، ولا ضوء. أنت تضبط الحمولة بناءً على سماكة المادة، واتساع القالب، ومتانة الشد، بحيث فقط تتجاوز تلك النقطة — دون أن تتخطاها كثيرًا.
فخ الحمولة هو الاعتقاد بأن الضغط الأكبر يعني انحناءات أفضل. بعد نقطة الخضوع، القوة الزائدة تُسبب أغلبها انحراف الماكينة والأدوات بدلًا من تحسين الزاوية.
نسيج الندبة: لقد رأيت مشغلين يحاولون تصحيح زاوية الخطأ بزيادة الضغط، وانتهى بهم الأمر بثني الضاغط ببضعة أجزاء من الألف — ثم تساءلوا لماذا خرجت القطع الطويلة متموجة.
إذا كان الوصول إلى الخضوع يجعل الانحناء دائمًا، فلماذا لم يبقَ ذلك الانحناء عند تسعين درجة؟
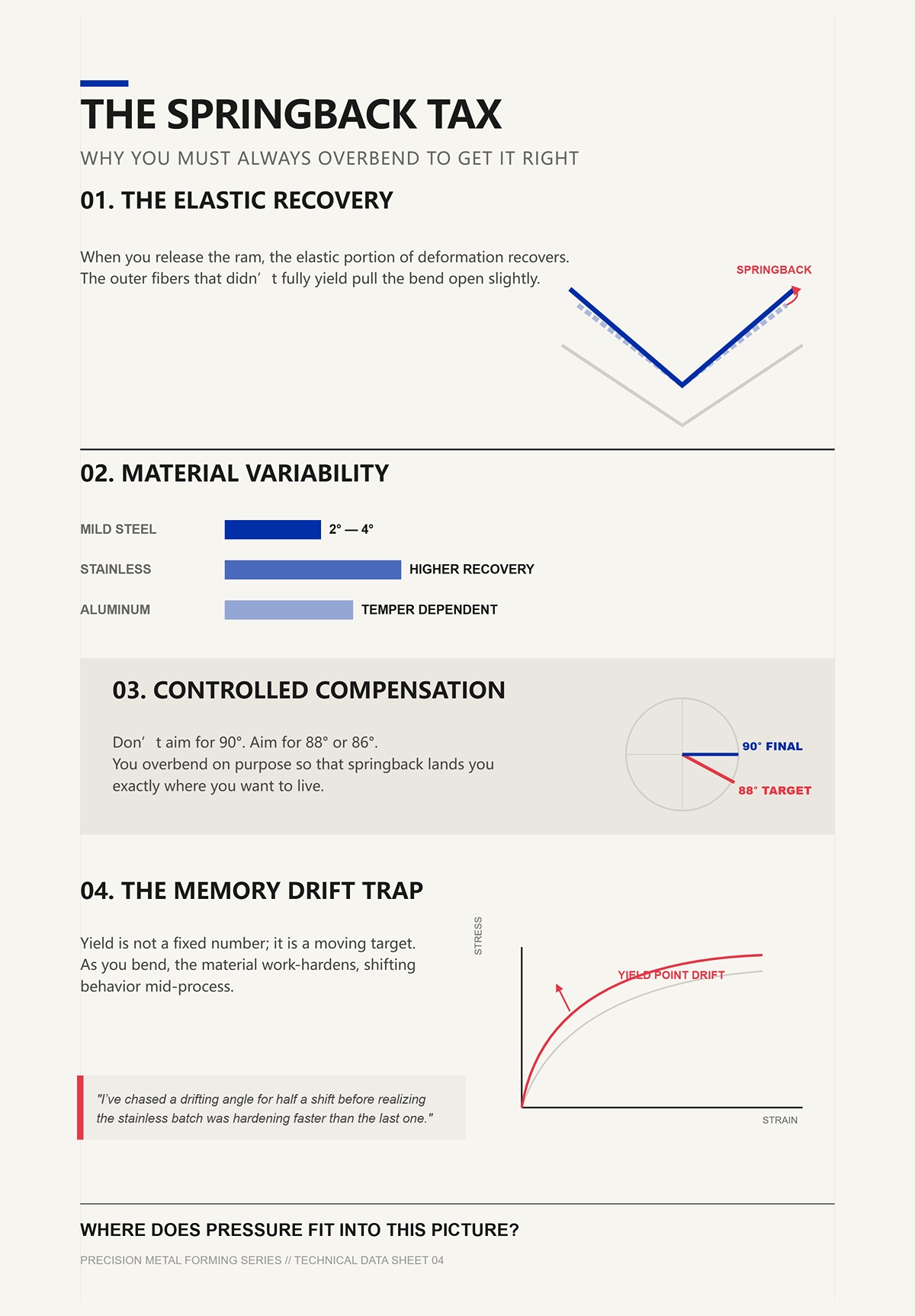
عندما ترفع الضاغط، يستعيد الجزء المرن من التشوه شكله. الألياف الخارجية التي لم تخضع تمامًا تسحب الانحناء قليلًا إلى الخارج. ذلك هو الارتداد المرن.
في الفولاذ الخفيف، قد يكون ذلك بين درجتين وأربع درجات في عملية الثني في الهواء. في الفولاذ المقاوم للصدأ، أكثر. في الألمنيوم، يعتمد الأمر على الصلابة (التقسية).
إذاً، أنت لا تستهدف تسعين درجة. بل تستهدف ثمانيًا وثمانين، وربما ستًا وثمانين، اعتمادًا على المهمة. أنت تتجاوز الانحناء عمدًا حتى يعود ارتداد النابض إلى الزاوية التي تريدها بالضبط.
هذا ليس تخمينًا. إنها تعويض محكوم بدقة.
وهنا تبدأ الأمور في أن تصبح مثيرة للاهتمام: أثناء الانحناء، يخضع المعدن لتصلب بالتشغيل. ترتفع نقطة الخضوع تدريجيًا. المعدن الذي تنتهي به ليس تمامًا المعدن الذي بدأت به. إذا عملت بسرعة كبيرة أو انتظرت وقتًا طويلاً، فإنك تغيّر سلوك المادة أثناء العملية.
فخ انجراف الذاكرة هو افتراض أن حد الخضوع رقم ثابت بدلاً من هدف متحرك أثناء التشكيل.
أنسجة الندبة: لقد طاردت زاويةً تنجرف نصف وردية قبل أن أدرك أن دفعة الفولاذ المقاوم للصدأ كانت تتصلب بسرعة أكبر من الدفعة السابقة.
إذا كانت الزاوية تعتمد على مدى عمق تجاوزك لحد الخضوع وكمية الارتداد التي تتوقعها، فأين يقع الضغط في هذه الصورة؟
خذ إعدادين مختلفين. نفس الصفيحة. نفس الماكينة.
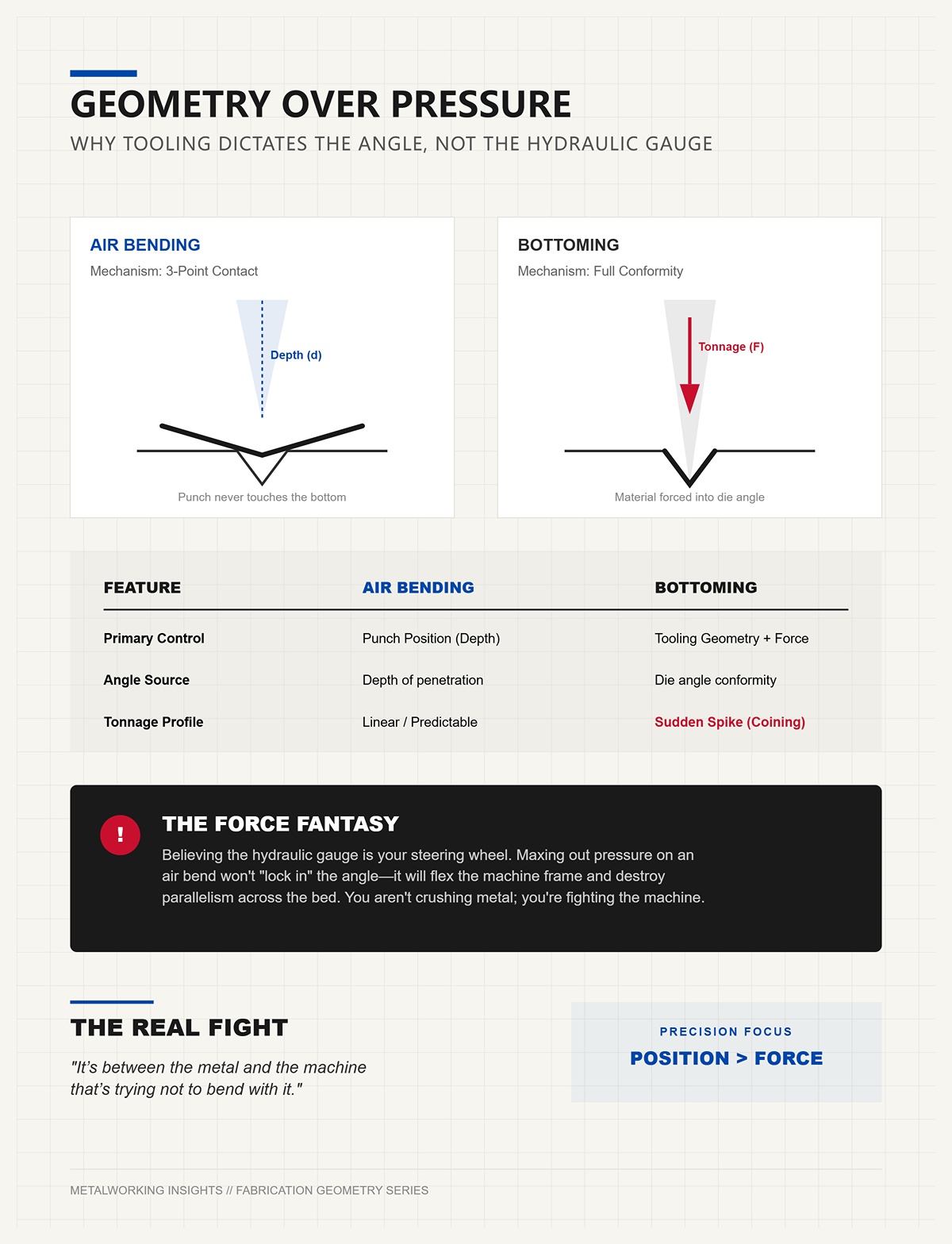
في الانحناء بالهواء، لا يجبر الكباس المعدن على قاع قالب الـV. تلامس الصفيحة طرف الكباس وحافتي القالب، مما يشكل انحناءً ثلاثي النقاط. تعتمد الزاوية النهائية على مدى عمق تغلغل الكباس في فتحة القالب. غيّر العمق ببضعة أجزاء من الألف من البوصة، وستتغير الزاوية.
الضغط فقط يجعلك تصل إلى العمق المطلوب. الهندسة هي التي تحدد النتيجة.
في التثبيت، تدفع الصفيحة بقوة إلى زاوية القالب نفسها. عندها تهيمن زاوية الأدوات، ويزداد الحمل فجأة لأنك تقوم بعملية "سك" للمادة — أي إجبارها على التوافق تمامًا.
هل ترى الفرق؟
الانحناء بالهواء يدور حول التحكم في الموضع. التثبيت يعتمد أكثر على القوة. لكن حتى هناك، ما زلت تتحكم في الخضوع والارتداد، لا تسحق المعدن لإخضاعه.
وهم القوة هو الاعتقاد بأن مقياس الضغط الهيدروليكي هو عجلة قيادتك. في الواقع، عمق الكباس وهندسة الأداة هما كذلك.
أنسجة الندبة: لقد شاهدت مشغلين يزيدون الضغط إلى الحد الأقصى في عملية انحناء هوائي ظنًا منهم أنهم “سيثبتون” الزاوية، فقط ليقوموا بثني الهيكل وفقدان التوازي عبر السرير.
إذا كانت الزاوية ناتجة عن الهندسة والانحناء الزائد المحكوم — وليس عن القوة الخام — فإن المعركة الحقيقية ليست داخل المعدن فقط.
بل بين المعدن والآلة التي تحاول ألا تنحني معه.
| جانب | الانحناء بالهواء | الربض (Bottoming) |
|---|---|---|
| الإعداد | نفس الصفيحة ونفس الماكينة كأساس للمقارنة | نفس الصفيحة ونفس الماكينة كأساس للمقارنة |
| طريقة التلامس | يتلامس الكباس مع الصفيحة في ثلاث نقاط (طرف الكباس وكتفا القالب) | يُدفع الصفيح بإحكام إلى زاوية القالب |
| كيفية تحديد الزاوية | تُحدد حسب عمق اختراق المكبس في فتحة القالب | تُحدد بشكل أساسي بواسطة زاوية الأدوات (القالب) |
| دور الضغط | الضغط يحقق فقط العمق المطلوب؛ الشكل الهندسي هو الذي يحدد الزاوية | يزداد الحمل بشكل كبير لإجبار المادة على أخذ شكل القالب (تأثير الصك أو التلميع) |
| مبدأ التحكم | التحكم في الموضع (إدارة العمق بدقة) | الاعتماد الأكبر على القوة، مع الاستمرار في إدارة الخضوع والارتداد المرن |
| الحساسية | تغيرات صغيرة في العمق (بمقدار أجزاء الألف) تؤثر بشكل كبير على الزاوية | تكون الزاوية خاضعة لجِد الهندسة بمجرد الوصول إلى القاع بالكامل |
| سوء فهم شائع | زيادة الضغط سوف “تُثبّت” الزاوية | القوة وحدها تضمن الدقة |
| الخطر الملاحظ | الضغط الزائد يمكن أن يُحدث انحناءً في هيكل الماكينة ويؤثر على توازي السرير | الحمولة العالية تزيد من إجهاد الماكينة |
| رؤى أساسية | الزاوية تنشأ من الهندسة والتحكم في الانحناء الزائد—وليس من الحمولة الخام | حتى مع زيادة القوة، لا تزال الهندسة وسلوك المادة حاسمين |
| التوتر الكامن | التوازن بين تشوه المعدن وصلابة الماكينة | التوازن بين حد خضوع المادة والحدود الهيكلية للماكينة |
في مكبسي القديم بطول 10 أقدام، كنت أستطيع ثني حامل بطول 3 أقدام بدقة تامة، ولكنني كنت أخطئ في الزاوية بدرجة واحدة عند 9 أقدام دون تعديل البرنامج. نفس المادة. نفس القالب. نفس عمق الهدف.
إذا كانت الهندسة تحدد الزاوية، والعمق يحدد الهندسة، فكيف يتسلل انحناء الماكينة ويسرق الدقة؟
لأن العمق ليس ما يعرضه الشاشة. العمق هو المكان الذي يصل إليه القالب فعليًا تحت الحمل — بعد أن يتمدد الإطار، وينحني الكباس، ويكمل نظام الدفع إيصال القوة. يمكن أن ترتدي ماكينتان نفس شارة “100 طن”. لكن الماكينة التي لا يمكنها التحكم في كيفية وصول تلك القوة وتدرجها وتوقفها، لن تحافظ على نفس عمق الضربة عبر السرير. وإذا انحرف العمق بمقدار بضعة أجزاء من الألف، فإن الزاوية تنحرف معه.
لذا عندما نسأل “إلى أي مدى بالقوة؟” فإننا في الواقع نسأل: كيف تولّد هذه الماكينة القوة، ومدى قدرتها على التوقف بدقة عند الموضع الذي تتطلبه الهندسة؟
أنظمة الدفع المختلفة تجيب على هذا السؤال بخمس طرق مختلفة تمامًا.
تعلمت العمل على ماكينة تعمل بعجلة طيّارة تصدر صوتًا كقطار شحن. كتلة ضخمة دوّارة في الأعلى، يتشابك القابض، ويحوّل عمود المرفق الدوران إلى حركة رأسية للكباس. وبمجرد أن يلتقط القابض، فإن الكباس في طريقه للنزول. ليس هناك رجوع.
إليك الآلية. المكبس الميكانيكي يخزّن الطاقة في عجلة طيّارة دوّارة. عندما تشغّل القابض، تُفرغ تلك الطاقة الحركية المخزنة عبر وصلة المرفق. تبلغ القوة ذروتها بالقرب من النقطة السفلى الميتة — ذلك الجزء الأخير من الشوط. قبل ذلك، تكون الحمولة في ارتفاع ولكن لم تصل بعد إلى أقصاها.
شكل منحنى القوة هذا مهم.
في الثني الهوائي، ما نهتم به هو الموضع. لكن المكبس الميكانيكي تتحكم فيه هندسة المرفق، وليس تدفق هيدروليكي مضبوط بدقة. لا يمكنك تعديل آخر جزء من الألف بسهولة. الكباس يريد المرور عبر النقطة السفلى الميتة لأن الوصلة لا تزال تتحرك. لذلك أنت تضبط توقيت تشغيل القابض، وإطلاق المكبح، وتأمل ألا تحملك القصور الذاتي إلى عمق أكبر من المخطط.
لهذا السبب هي سريعة. معدلات الشوط يمكن أن تكون عالية لأنك لا تنتظر حركة الزيت. لكن نفس القصور الذاتي هو فخ انجراف الدقة. بمجرد أن تدخل الطاقة إلى النظام، لا يمكنك تخفيفها برفق — بل يجب أن توقفها.
ندبات الخبرة: لقد رأيت قطعة طويلة تخرج بشكل محدب لأن مركز الكباس وصل إلى ذروة الحمولة قبل الأطراف بقليل في الشوط، ولم يكن هناك تعديل دقيق لتصحيح ذلك أثناء الضربة.
المكابس الميكانيكية تكافئ التكرار في التشغيلات القصيرة ذات الإعدادات الثابتة. ولكن عندما يختلف سُمك الصفائح ببضعة آلاف من البوصة، أو عندما تسعى لتحقيق تسامحات نصف درجة عبر ثمانية أقدام، يصبح السؤال غير مريح:
كيف يمكنك “تعديل” العمق عندما تكون حركة الماكينة مقيدة بعجلة دوّارة؟
في أول مرة قمت فيها بثني صفيحة نصف بوصة على مكبس هيدروليكي حديث، شاهدت مقياس الضغط يرتفع بسلاسة بينما ينزل الكباس. لا دراما. فقط ضغط متحكم به.
تُولد الأنظمة الهيدروليكية القوة عن طريق ضغط الزيت داخل الأسطوانات. الضغط مضروباً في مساحة المكبس يساوي القوة. رياضيات بسيطة. جمال النظام في التحكم: صمامات نسبية تقيس التدفق، وصمامات مؤازرة تضبطه بدقة، ويمكنك إبطاء حركة الكباس حتى الزحف في آخر بضعة مليمترات. وهذا يعني أنك تستطيع ضبط العمق بسلطة حقيقية.
وتحت أحمال مستمرة، تتألق الأنظمة الهيدروليكية. فالقوة العالية المستمرة على الصفائح السميكة هي مجالها الطبيعي لأنها تستطيع الحفاظ على الضغط بثبات دون الاعتماد على طاقة حركية مخزنة. لا يزال الإطار ينحرف، نعم — لكن النظام يستطيع أن يتوقف مؤقتاً، ويُبقي الضغط، ويُعوض.
وهنا يظهر التحدي الصامت.
الزيت ينضغط قليلاً. الخراطيم تتمدد. الحشيات تنثني. تحت الحمل الثقيل، خاصة عبر الأسرّة الطويلة، يجب أن تبقى الأسطوانتان متزامنتين. إذا انجرفتا Y1 وY2 (الأسطوانة اليسرى واليمنى) ببضعة آلاف من البوصة فقط، يميل الكباس. والآن عمق الثقب ليس متوازياً.
تُغلق أنظمة CNC الكهروهيدروليكية تلك الحلقة باستخدام مقاييس خطية تقيس كل جانب بشكل مستقل. أما الأنظمة القديمة ذات قضيب الالتواء فتربط الجانبين ميكانيكياً؛ وإذا تأخر أحد الجانبين تحت الحمل، يلتوي القضيب في محاولة لمعادلة ذلك.
هذه هي "وهم التوازي": افتراض أن الضغط المتساوي يعني موقعاً متساوياً. الضغط هو قوة. الموقع هو هندسة. وهما ليسا الشيء نفسه.
ندبة خبرة: لقد لاحقت انحرافاً في لوحة من الستانلس طوله عشرة أقدام، لأكتشف أن إحدى الأسطوانتين كانت تتقدم بثلاثة آلاف من البوصة تحت الحد الأقصى للحمل — غير مرئي على مقياس الضغط، واضح في الزاوية.
لا تزال الأنظمة الهيدروليكية مهيمنة لأنها تستطيع توليد وتحكم قوة هائلة. ولكن دقتها تعتمد على مدى قدرة الماكينة على قياس وتصحيح الانحراف في الوقت الحقيقي.
إذن إذا كان الزيت يمنحنا العضلات مع حركة قابلة للتحكم، فماذا يحدث عندما نتخلى عن الزيت تماماً؟
زرت ورشة كانت تشغل مكبس ثني كهربائي مؤازر صغير بقوة 22 طناً — محركات مؤازرة تدير لوالب كروية، بدون وحدة هيدروليكية تصدر أزيزاً في الخلفية. كانوا يثنون أغلفة من الستانلس الرقيق بطول أقل من ثلاثة أقدام. ويدّعون قابلية تكرار في نطاق الميكرون.
ميكانيكياً، النظام نظيف. محرك مؤازر يدير لولباً كروياً — عموداً ملولباً يحتوي على كريات دائرية معادة الدوران تُحوِّل الحركة الدورانية إلى حركة خطية بكفاءة عالية جداً. الموقع يُتتبع بواسطة مشفرات موضوعة مباشرة على المحرك أو اللولب. عندما يقول جهاز التحكم "توقف"، يتوقف المحرك. لا يوجد زيت ينضغط. ولا تأخير في الصمام.
للقطع القصيرة والسماكات الخفيفة، هذا التحكم المباشر في الموضع دقيق جداً. يمكنك برمجة سرعة الاقتراب، وسرعة الثني، وسرعة الرجوع بشكل مستقل. ينخفض استهلاك الطاقة لأن المحرك يسحب الطاقة فقط أثناء الحركة.
ولكن هنا تبدأ الشعارات التسويقية في التلاشي.
اللواالب الكروية لها حدود حمولة. وتحت الأحمال العالية، تتمدد ميكروسكوبياً. ولا يزال الإطار ينحرف. والاستجابة الديناميكية تحت المواد السميكة يمكن أن تتأخر مقارنة بالأنظمة الهيدروليكية المصممة لضغط عالٍ مستمر. أظهرت بعض المقارنات أن الأنظمة الكهربائية تخسر الأداء في الأعمال الثقيلة عالية الحمولة حيث تكون استقرار الضغط تحت الحمل أهم من الكفاءة أثناء الخمول.
فخ هالة الكفاءة هو الاعتقاد بأن الهدوء والنظافة يعنيان دقة أعلى في كل حالة. الدقة تحت الحمل تعتمد على الصلابة والتغذية الراجعة، وليس فقط على نوع المحرك.
أنسجة الندب: لقد رأيت ورشة تشتري مكبس ثني كهربائي لتوفير الطاقة، ثم توكل أعمالها السميكة إلى الخارج لأن الآلة ببساطة لم تُصمَّم لتحافظ على العمق تحت ذلك النوع من الإجهاد.
الأنظمة السيرفو-كهربائية هي مشرط دقيق. الأنظمة الهيدروليكية هي مطارق يتم التحكم بها. الأداة التي تختارها تغيّر طريقة تعاملك مع الانحراف — ومدى قدرتك الواقعية على تحييده.
فأين يندرج الهواء المضغوط في هذه الأوركسترا؟
لقد وثقت بالمكابح الهوائية فقط مع ألواح الألمنيوم الرقيقة والحوامل الخفيفة. إنها سريعة. إنها هادئة. وتنفد أنفاسها بسرعة.
الهواء المضغوط يحرك الأسطوانات تماماً مثل الهيدروليكيات، ولكن الهواء قابل للانضغاط بدرجة عالية. وهذا يعني أنه تحت الحمل، يتصرف النظام مثل نابض. ومع زيادة المقاومة، ينضغط الهواء أكثر قبل أن ينقل القوة الكاملة إلى الكباس.
بالنسبة للأعمال الخفيفة، تلك المرونة لا تكون قاتلة. في الواقع، يمكن أن تكون أوقات الدورة قصيرة لأن النظام بسيط وسريع الحركة. ومع الصفائح الرقيقة التي تتطلب قوة ضغط منخفضة، يمكن للأنظمة الهوائية أن تتفوق على الأنظمة الهيدروليكية الأثقل من حيث السرعة الخالصة.
الآن ضع لوح فولاذ بسماكة ربع بوصة تحتها.
تزداد القوة المطلوبة بشكل حاد مع السماكة وعرض قالب الـV. ينضغط الهواء أكثر. تصبح السيطرة إسفنجية. ويصبح من الصعب إيقاف العمق بدقة لأن الوسط نفسه مرن.
لكن المعدن ليس إسفنجة. الهواء هو الإسفنجة.
ذلك الاختلال هو ما يسمى بـ"تتابع المطاوعة": نظام دفع مرن يغذي مادة مرنة بينما الإطار نفسه ينثني بينهما. إنك تكدس النوابض وتُعوِّل على الدقة.
أنسجة الندب: شاهدت وحدة هوائية تتوقف في منتصف عملية ثني سميكة، الضغط في أقصاه، والكباس دون عمق الهدف — الآلة ببساطة لم تكن قادرة على تقديم القوة التي تطلبتها الهندسة.
للأنظمة الهوائية مجالها الخاص. إن خرجتَ منه، فإن الانحراف ينتصر قبل أن تصل حتى إلى نقطة الخضوع.
إذن، حتى لو اخترنا “العضلة” الصحيحة، لا يزال هناك «دماغ» خلفها — أو أحياناً، ليس هناك الكثير منه.
لقد أدرتُ ذات مرة مكبس انحناء بالتحكم العددي مع قضيب ليّ، حيث كنت تبرمج عمق Y واحد فقط. كلا الأسطوانتين تتحركان معاً، مرتبطتان ميكانيكياً. وإذا انحنى الإطار تحت حمل طويل وثقيل، كنت تعوّض عن ذلك بتعديل العمق وربما بإضافة تقويس يدوي.
كنت تتحكم في الحركة.
الأنظمة الكهربائية-الهيدروليكية الحديثة التي تعمل بالتحكم الرقمي بالحاسوب تقيس Y1 وY2 بشكل مستقل باستخدام مقاييس خطية مثبتة بالقرب من الكباس. يقارن المتحكم الموقع المطلوب بالموقع الفعلي آلاف المرات في الثانية، ويُعدّل الصمامات لإبقاء الجانبين متزامنين أثناء التحميل.
هذا هو برمجة النتيجة.
يظهر الفرق في الأجزاء الطويلة. ففي أنظمة الليّ بالتحكم العددي، إذا تأخر أحد الجانبين بسبب حمل غير متساوٍ أو التواء في الإطار، يقوم قضيب الليّ بمعدل الخطأ. أما في التحكم الرقمي الكامل، فكل جانب يُصحح في الوقت الفعلي. يمكن لبرمجة الزاوية أن تخفي انحرافات بسيطة في أنظمة التحكم العددي، لكنها مجرد حلٍّ مؤقت — وليست تحكماً متوازياً حقيقياً.
فخ "المنزل في منتصف الطريق" هو الاعتقاد بأن مؤشرات الرجوع الخلفية التي تعمل بالمحركات المؤازرة والشاشات الرقمية تعني تلقائيًا التزامن الكامل بين المحاور. من دون تغذية راجعة مستقلة من Y1/Y2، ما زلت تثق في الإطار أكثر مما ينبغي.
ندبة الخبرة: لقد رأيت ورشًا تطارد ثبات الزاوية عن طريق ضبط مواضع الرجوع الخلفي بينما كان السبب الحقيقي هو حركة الكباس غير المتزامنة تحت الحمولة.
يمكن لآلتين أن تدعيا كلتاهما 100 طن. إحداهما توفرها بواسطة عجلة دوارة، والأخرى بزيت مضغوط، وثالثة بواسطة لولب كروي، ورابعة بواسطة هواء مضغوط. إحداهما تقيس جانبي الكباس وتصحح أثناء الانحناء؛ والأخرى تفترض التماثل وتأمل أن يكون صحيحًا.
إذا كانت الزاوية ناتجة عن الهندسة والانحناء المتحكم فيه — وليس عن القوة الخام — فحينها لا يتعلق نظام الدفع فقط بـ “مدى القوة”.”
بل يتعلق بمدى دقة التوقف، والثبات، والحفاظ على القوة متوازية تمامًا عندما "تصبح الموسيقى صاخبة".
وحتى مع أفضل نظام دفع في العالم، لا يزال الإطار نفسه يحاول الانحناء.
تخيل شريطًا بطول 10 أقدام وسُمك 1/4 بوصة من A36 موضوعًا عبر السرير. لديك جدول القوة مضبوطًا. الأسطوانات متزامنة. وحدة التحكم تقول إن كلا الجانبين في مستوى ميت ضمن بضعة ميكرونات. تضغط على الدواسة، وتصل الورقة إلى تسعين درجة تحت الحمل.
ثم تفحصها.
تسعين في المنتصف. ثمانية وثمانون وأجزاء بسيطة في كلا الطرفين.
لم “تفقد الضغط”. لم يحدث انزلاق. ما تحرك هو الآلة نفسها. تحت الحمل الكامل، انحنى الكباس والسرير — تقوسا بشكل مجهري — بحيث تغلغل القالب أعمق في المنتصف من الطرفين. قام نظام الدفع بالضبط بما طُلب منه. نقل الهيكل تلك القوة بشكل غير متساوٍ عبر طوله. إذا كانت الزاوية ناتجة عن الهندسة والانحناء المتحكم فيه — وليس عن القوة الخام — فإن المعركة الحقيقية ليست داخل المعدن وحده.
بل عبر عشرة أقدام من الفولاذ تحاول أن تتصرف مثل شوكة ضبط تحت شد.
مضاعفة سماكة المادة لا تضاعف القوة فقط؛ في عملية الثني الهوائي فإنها تقريبًا تربّعها لأن القوة المطلوبة تتناسب مع مربع السماكة. استخدم فولاذًا معتدلًا بسماكة 1/8 بوصة وستكون مرتاحًا. انتقل إلى 1/4 بوصة في نفس قالب V وسترتفع الحمولة بسرعة. هذه الحمولة الأعلى تضغط بقوة أكبر على حنجرة الإطار ومركز السرير، حيث يكون الامتداد الأطول. يزداد الانحراف بشكل غير خطي، لكن “200 طن” المعلن عنها لم تتغير. التصنيف هو سقف. التوازي هدف متحرك.
ندبة الخبرة: شاهدت ورشة تلوم تغير المادة على ميل بمقدار درجتين لم يكن سوى انحراف في منتصف المسافة لم يقيسوه قط.
لذا حتى إذا كانت قوتك دقيقة وعمقك صحيح، كيف تحافظ على توازن الكباس الحقيقي عندما تتغير الحمولة نفسها على طول السرير؟
قم بثني دعامة قصيرة على الجانب الأيسر فقط. الآن الحمولة غير مركزية — خارج المركز. الأسطوانة اليسرى ترى مقاومة أعلى؛ الجانب الأيمن يسير بسهولة. في آلة أقدم مزودة بقضيب التوائية، تجبر الآلية الميكانيكية كلا الجانبين على التحرك معًا، مما يوازن الخطأ. الجانب الثقيل يريد التأخر؛ الجانب الخفيف يريد التقدم. القضيب يقسم الفرق.
تحصل على حركة متوازية. لا تحصل على قوة متساوية.
مكابح CNC الحديثة تقرأ Y1 وY2 بشكل مستقل باستخدام مقاييس خطية مركبة بالقرب من الكباس. تقارن وحدة التحكم بين الموضع المطلوب والفعلي آلاف المرات في الثانية وتعدل كل صمام على حدة. إذا انخفض الجانب الأيسر تحت حمل أعلى، يمده النظام بضغط إضافي للحفاظ على تطابق المواقع.
يبدو الأمر وكأنه نصر.
لكن إليك المفارقة: عندما تزيد السماكة أو يتقلص عرض القالب، يرتفع العزم المطلوب بشكل حاد. إذا انخفضت فتحة الـ V إلى أقل من نحو ستة أضعاف سماكة المادة، فإن القوة المطلوبة ترتفع بسرعة، مع زيادة في علامات السطح وتوزيع إجهاد غير متوقع. حينها يبدأ نظام التصحيح في الكفاح بقوة أكبر، مضاعفًا الضغط على أحد الجانبين للحفاظ على التوازي. لقد أنشأت صراع شد وجذب بين التزامن وصلابة الهيكل.
فخّ التزامن هو الاعتقاد بأن الموضع المتساوي يعني دائمًا زاوية متساوية. إذا التوى الإطار قليلًا تحت حمل غير متماثل، يمكن أن يكون الكباس متوازيًا رقميًا في حين أن السرير نفسه لا يقدم سطح رد فعل موحدًا.
ندوب التجربة: رأيت مشغلين يلاحقون فروق Y1/Y2 لمدة ساعة، بينما السبب الحقيقي كان قالبًا ضيقًا يفرط في تحميل أحد جانبي الإطار دون أن يلحظوا ذلك.
إذًا حتى لو أبقينا الكباس مستويًا من جانب إلى آخر، لماذا ينتج السرير المستقيم تمامًا انحناءةً في الأجزاء الطويلة؟
خذ نفس الانحناءة بطول عشرة أقدام، هذه المرة في المنتصف تمامًا. الأسطوانتان متوازنتان. لا حمل غير مركزي. قبل أن تضغط على الدواسة، السرير مستقيم ضمن حدود دقة التشغيل.
تحت الحمل، لن يبقى كذلك.
يضغط السنّ في منتصف الامتداد، فينحني السرير إلى الأسفل عند الوسط بينما تقاوم الإطارات الجانبية. أما الكباس، الممتد على نفس العرض، فينحني قليلًا إلى الأعلى عند أطرافه. معًا، يشكلان نمط فجوة: أعمق اختراق في المنتصف، وأقل عند الأطراف. والنتيجة زاوية أضيق في المنتصف وأكثر انفتاحًا عند النهايتين.
بشكل ساخر، كلما كان سريرك مستقيمًا أكثر في وضع السكون، أصبح الانحناء تحت الحمل أكثر قابلية للتنبؤ—وبالتالي وجب عليك مقاومته عمدًا.
وهنا يأتي دور التقويـس (Crowning). أنظمة التقويـس الميكانيكية أو الهيدروليكية تُدخل تقويسًا مقصودًا للأعلى في السرير قبل وصول الحمل. أنت تُقوّس الماكينة مسبقًا ضد منحنى الانحناء المتوقع. اضبطه بدقة، وعند وصول القوة الكاملة، يتسطح السرير تحت الضغط، موزّعًا القوة بالتساوي على الطول كله.
أنت تضبط الآلة الموسيقية قبل أن يبدأ العزف.
إذا أخطأت في الضبط—تقويـس قليل جدًا—يبقى الوسط مغلقًا بإحكام. وإن زاد، فإن الأطراف تنحني أكثر من اللازم. لأن القوة تتناسب مع مربع السماكة، فإن تغيير المادة من 3 مم إلى 6 مم لا يتطلب قوة أكبر فحسب؛ بل يحتاج أيضًا إلى منحنى تعويض مختلف. التقويـس ليس إعدادًا لمرة واحدة، بل هو تعديل مستمر مرتبط بالهندسة، وعرض القالب، ومقاومة المادة.
ندوب التجربة: رأيت طاقم تشغيل ينجزون زوايا مثالية طوال الصباح، ثم ينتقلون إلى مادة أكثر سماكة بعد الغداء، ويقضون بقية اليوم يلومون المشغل بينما الشيء الوحيد الذي تغير هو منحنى الانحناء.
وهنا نصل إلى الحقيقة غير المريحة: لعقود، كان المشغلون يعوضون بالإحساس والتجارب اليدوية. أما الآن، فالآلات تعدك بأنها ستفكر بدلاً عنك.
الأنظمة الحديثة تقيس موضع الكباس بواسطة مقاييس خطية، وفي بعض الحالات، تقدّر الحمل عبر مستشعرات الضغط. يتحقق المتحكم من مكتبة المواد—السماكة، مقاومة الشد، فتحة القالب—ويحسب الانحناء المتوقع. ثم يقوم بتعديل التقويـس وعمق الكباس تلقائيًا أثناء الشوط.
أنت لا تتحكم فقط في العمق. بل تبرمج حدثًا مرنًا متوقعًا.
في تصميمات الهبوط الكهروهيدروليكية، يحدث التزامن باستمرار بينما يقترب الكباس من النقطة السفلى القصوى. يمكن للآلة أن تبطئ، وتصحح انحراف Y1/Y2، وتطبق تقويـسًا ديناميكيًا بناءً على بيانات فورية. عند تنفيذ ذلك بشكل صحيح، يتقلص تفاوت الزاوية عبر الانحناءة الطويلة بشكلٍ كبير مقارنة بالآلات اليدوية.
لكن المستشعرات لا تجعل الفولاذ أكثر صلابة.
إذا كان الإطار يفتقر إلى الصلابة، فإن التصحيح الإلكتروني يزيد الضغط الموضعي للحفاظ على الموضع، مما قد يعمق الإجهاد البنيوي في مناطق أخرى. أنظمة الهبوط من نوع JEELIX تحسن التوازي بالفعل، لكنها تتطلب مراقبة دقيقة للعزم لأن التعويض نفسه يعيد توزيع القوة. أنت تحل خطأً في اتجاه واحد بينما تزيد الحمل في آخر.
مصيدة الهالة الآلية تفترض أن البرنامج يلغي الفيزياء. لكنه في الواقع يقوم بنمذجتها فقط — وبقدر ما تتطابق بيانات إدخالك مع الواقع.
النسيج الندبي: لقد رأيت أجهزة استشعار الزاوية تخفي مشكلة إجهاد الإطار المتزايد لعدة أشهر، إلى أن انتهت يوماً ما حركة التعويض وظهر التناقص بأسنانه.
لقد حيّدنا انجراف المكبس، وثنينا السرير مسبقاً ضد ترهله، وتركنا الإلكترونيات تضبط آخر عدة ميكرونات. ما تبقّى هو الحرفة اليومية: اختيار نسب العدد التي لا ترفع الحمولة، وضبط المساند الخلفية بحيث لا تلتوي الأجزاء تحت حمل غير متوازن، والتحكم في الشوط بحيث يتطابق الانحناء الزائد مع الارتداد الحقيقي للزنبرك — لا مع القيم الموجودة في الكتالوج.
هناك تختبر نظرية الانحراف مدى نجاة الاتصال مع أرض الورشة أو تُسحق تحت افتراضاتها الخاصة.
تخيّل شريطاً بطول 10 أقدام من فولاذ معتدل بسمك 1/8 بوصة على السرير. لقد أعطيت الآلة انحناءً مناسباً للحمل. مكتبة المواد مضبوطة. الشاشة تشير إلى 92 طن.
تضغط على الدواسة.
تصل الصفيحة إلى زاوية تسعين درجة تحت الحمل.
وعندما يرتفع المكبس، تسترخي لتصل إلى أربعٍ وتسعين.
تلك الأربع درجات ليست خطأ. إنها ارتداد زنبركي — استرداد مرن بعد زوال الحمل. لكن المعدن ليس إسفنجة. فهو لا يرتد بشكل عشوائي. إنه يطلق الإجهاد المرن المخزون اعتماداً على السمك، وعرض القالب، وقوة الخضوع. فإذا جاءت الزاوية من الهندسة والانحناء المراقب — لا من الحمولة الخام — فإن الصراع الحقيقي لا يحدث داخل المعدن وحده، بل في كيفية ترتيب الإعداد بحيث يتوافق الجهاز والعدد والمادة جميعاً على نفس الرقم في نفس اللحظة.
إليك كيفية القيام بذلك فعلياً.
ابدأ بالقالب، لا بجدول الحمولة.
خذ نفس الفولاذ المعتدل بسماكة 1/8 بوصة — أي 0.125 بوصة. القاعدة الشائعة تقريباً هي فتحة V تساوي ثمانية أضعاف السمك. هذا يعني قالباً بعرض 1 بوصة. أدخله في معادلة الانحناء الهوائي القياسية وستكون في حدود 14 إلى 15 طن لكل قدم. مد ذلك إلى 10 أقدام وستكون قريباً من 150 طن.
الآن قلّل فتحة القالب إلى 0.5 بوصة. نفس المادة. نفس الطول. القوة المطلوبة تتضاعف تقريباً لأن الحمولة تتناسب عكسياً مع عرض القالب. لم تغيّر الجزء. لقد غيّرت الهندسة. والإطار الآن ينحرف أكثر تحت نفس المهمة.
فخ الهندسة هو الاعتقاد بأن القوالب الأضيق تعني دقة أعلى. لكنها في الواقع تعني حملاً أعلى وانحرافاً أكبر يجب تعويضه.
النسيج الندبي: لقد شاهدت المشغلين يطاردون تناقصاً بدرجتين وُلد في اللحظة التي استبدلوا فيها القالب الضيق “من أجل الدقة”.”
يتحكم القالب في نصف قطر الداخل — حوالي 16 بالمئة من فتحة الـV في الانحناء الهوائي. ذلك النصف قطر يحدد مقدار شد الألياف الخارجية ومقدار الإجهاد المرن المخزون. نصف قطر أصغر يعني طاقة مخزنة أكثر، وارتداد زنبركي أكبر يجب تعويضه. لا “تجبر” زاوية 90. بل تثني إلى 86 أو 88 تحت الحمل بحيث تسترخي إلى 90 بعد التحرير.
ذلك الانحناء الزائد مدفوع بالهندسة. وليس بالغرور.
يبدو التشكيل الكامل وكأنه طريق مختصر. تضرب اللكمة بقوة في القالب، تتجاوز حد الخضوع عبر السمك، ويكاد يرتد الزنبرك أن يختفي لأنك سحقت المادة بلاستيكياً لتطابق العدد. لكن التشكيل الكامل يرفع الحمولة بين ثلاثة إلى خمسة أضعاف الانحناء الهوائي. إطار الآلة، المكبس، الدبابيس — كلها ترى تلك الزيادة المفاجئة. الزلال يبدأ بالتسلل. وتتفعّل أجهزة الحماية من الحمل الزائد الطارئ.
لقد استبدلت عدم اليقين المرن بالإجهاد البنيوي.
إذن، أول وسادة في هذا النقاش الثلاثي هي هندسة الأدوات. اختر قالبًا عريضًا بما يكفي للحفاظ على الحمولة — وبالتالي الانحناء — ضمن نطاق يمكن التحكم فيه. اختر نصف قطر لللكمة يتناسب مع نصف القطر الداخلي المستهدف دون أن تمد الألياف الخارجية أكثر من اللازم. قم برسم تدفق المعدن قبل أن تضع قدمك على الدواسة.
ثم تسأل: إذا كانت الهندسة تحدد خط الثني، فكيف تتأكد من أن كل قطعة تهبط فعلاً على نفس الخط؟
لقد شاهدتُ مرة موظفًا جديدًا يُشغّل دفعة من الحوامل المعدنية. كانت الزوايا متطابقة تمامًا. الأطوال لم تكن كذلك. بعض الحواف انحرفت بمقدار 0.020 بوصة. استمر في تعديل العمق معتقدًا أن الكبّاس يتجول.
لم يكن كذلك.
كانت أصابع دليل الارتداد غير متوازية قليلًا — عدة آلاف من البوصة على طول الامتداد. عندما استقر اللوح عليها، انحرف بشكل مجهري قبل أن تلمسه اللكمة. قامت الآلة بالثني تمامًا في المكان الذي أُمرت به. المشكلة أن القطعة لم تكن مستقيمة أثناء الوضع.
أدلة الارتداد هي أنظمة تحديد مواقع خطية — عادةً بمسامير كروية أو سيور تُدار بواسطة محركات سيرفو، وتصل دقتها إلى عدة ميكرونات. إنها لا تحدد فقط طول الحافة، بل تحدد أيضًا موضع محور التعادل للثني نسبةً إلى خط مركز الأداة. إذا كانت إحدى الأصابع متقدمة على الأخرى بمقدار 0.003 بوصة في قطعة طولها 10 أقدام، فقد أضفت انحرافًا قطريًا إلى الإعداد.
ستثني الآلة ذلك الانحراف القطري بإخلاص.
فخ المحاذاة هو افتراض أن القراءة الرقمية تساوي الحقيقة الفيزيائية. المحولات الخطية تُبلغ عن موضع المسمار، لا عما إذا كانت الأصابع على مستوى واحد تحت الحمل أم لا.
نسيج الندوب: لقد رأيت تزامن Y1/Y2 مثالي يُلام على قطع مستدقة بينما الجاني الحقيقي كان سكة دليل الارتداد المليئة بالشوائب.
في القطع الطويلة، تُسند اللوح حتى لا يتدلى عن الأصابع بسبب الجاذبية. في القطع غير المتماثلة، تُعيد ضبط الأدلة لتجنب دفع المعدن جانبياً أثناء نزول الكبّاس. كل نقطة تماس هي ذراع رافعة يمكنها أن تلوى اللوح قبل بدء التشكيل.
الموازاة لا تتعلق فقط بالكبّاس والسرير. بل تتعلق بكيفية دخول قطعة العمل إلى المعركة.
إذن تم رسم الهندسة، واللوح مستقر بشكل مستقيم. الآن تأتي اللحظة التي تميز بين المكابح الميكانيكية والأنظمة المتحكم بها: كيف تقرر الضربة متى يكون "الكفاية" كافيًا.
في مكابح الكبس الكهروهيدروليكية الحديثة، توجد محولات خطية على كل جانب من الإطار تقيس الموقع الفعلي للكبّاس، وليس فقط حركة الأسطوانة. مجسات الضغط تقرأ الحمل الهيدروليكي. يقارن المتحكم العمق المستهدف بالتغذية الراجعة في الزمن الفعلي آلاف المرات أثناء شوط النزول.
إنها لا تخمن. بل تُصحح.
عندما تلامس اللكمة اللوح، يرتفع الحمل بشكل حاد. يبدأ الإطار بالتمدد — نعم، بالتمدد — بمقدار بضعة آلاف من البوصة. هذا التمدد يعني أن الكبّاس قد يكون عند عمقه المبرمج بالنسبة للأسطوانات، لكنه لم يصل بعد إلى نفس العمق بالنسبة للسرير. يستمر المتحكم بإمداد الضغط حتى تُشير تغذية المحول الخطي إلى أن الموضع المطلوب قد تحقق تحت الحمل.
لهذا قد يتطلب الثني تغلغلًا أعمق بمقدار 0.010 بوصة تحت الحمولة الكاملة مما أشارت إليه المقاربة بدون حمل.
نسيج الندوب: لقد قست آلات كانت أطول بمقدار 0.006 بوصة وهي في حالة راحة مقارنة بما تكون عليه تحت ضربة بوزن 120 طنًا. الفولاذ يتحرك. دائمًا.
المكابح الميكانيكية لا “تشعر” بهذا. يُشغل عمود المرفق الكبّاس إلى النقطة الميتة السفلى الثابتة. إذا تغير الانحراف تبعًا للمادة أو الطول، فالتصحيح الوحيد يكون بالضبط اليدوي بعد الواقعة. الأنظمة الهيدروليكية والكهربائية المؤازرة تضبط العمق ديناميكيًا، لكنها لا تزال تعمل ضمن صلابة الإطار. إذا تضاعفت القوة المطلوبة لأنك ضاعفت طول الثني، فإن الانحراف يتضاعف كذلك. المتحكم يعوض ضمن حدود شوطه — لكنه لا يجعل الإطار أكثر سماكة.
فخ الثقة المفرطة هو الاعتقاد بأنه لأن معظم الانحناءات تخرج صحيحة، فقد اختفى عنصر الدراما. لقد جعلت أنظمة التغذية الراجعة الحديثة عملية الموازنة روتينية، لكنها لم تجعلها غير ضرورية. ثمانون بالمئة من قطع الإنتاج تنجح لأن المشغل قدم للجهاز هندسة دقيقة، وبيانات مادية واقعية، واختيار قالب أبقى القوة المطلوبة ضمن نطاق المرونة المريح للآلة.
عندما يتفق الثلاثة معًا — هندسة الأداة، وسلوك المادة، وموضع الكباس — تصل الزاوية إلى الدقة في حدود بضعة أجزاء من الألف عبر الامتداد.
لم تُجبر المعدن بالقوة حتى يخضع.
لقد ضبطت آلة فولاذية طويلة وثقيلة تحت الشد حتى رنّت النغمة بطريقة صحيحة.
وهذا يثير سؤالاً مختلفًا: إذا كان تشغيل مكبس الثني يدور في الحقيقة حول الضبط وردود الفعل، فلماذا لا نزال نتحدث عنها كما لو كانت مجرد أرقام قوة كبيرة على ورقة المواصفات؟
تجول في أي صالة عرض للمعدات وستجد أن أول رقم سيضعونه أمامك هو الحمولة الكلية (الطنّاج). مئتا طن. ثلاثمئة. الأكبر لابد أن يكون الأفضل.
ذلك لأن الطنّاج سهل الطباعة على ملصق وسهل المقارنة بين العلامات التجارية. أما عرض نطاق التحكم، ودقة المجسات الخطية (إنكودر)، وتزامن محوري Y1/Y2 تحت حمل غير متماثل — فلا يمكن وضعها على لوحة مبيعات. القوة مرئية. أما التوازي تحت الحمل فلا يُرى.
إذا كانت الزاوية ناتجة عن الهندسة والتحكم في الانحناء الزائد — وليس عن القوة الخام — فإن المعركة الحقيقية لا تدور داخل المعدن فقط. إنها داخل إطار طويل ومرن يتمدد ويلتوي ويتعافى كل مرة تضغط فيها على الدواسة. تضرب الصفيحة زاوية تسعين تحت الحمل، والآلة جزء من مسار ذلك الحمل. المكبس وحدة مرنة يتم التحكم بها، وليس جدارًا خرسانيًا.
لكن المعدن ليس إسفنجة.
لا يمكنك فقط نقعه بمزيد من الضغط وتتوقع أن تتساقط الدقة منه. بعد نقطة معينة، لا تزيد القوة الإضافية التحكم دقةً، بل تضخم الانحراف. خطأ المبتدئ — فخ السحق — هو التفكير بأن السعة الزائدة تعني دقة زائدة. في الحقيقة، زيادة الحجم دون تحكم يشبه تركيب محرك أكبر في شاحنة ذات توجيه متراخٍ. ستتحرك بقوة أكبر، لكنك لن تتبع المسار باستقامة أفضل.
إذن، إذا لم يكن الطنّاج هو النجم الهادي، فما هو؟
ابدأ بالتعامل مع الحمولة القصوى كحد أعلى، لا كهدف.
تحسب القوة المطلوبة من سماكة المادة، وعرض القالب، وطول الثني. هذه رياضيات الورشة الأساسية. تضاعفت السماكة، فالقوة ترتفع بمقدار يقارب أربع مرات. حسنًا. لكن بمجرد أن تكون بأمان تحت الحد الأقصى لقدرة الآلة، يتحول السؤال من “هل يمكنها أن تضغط بقوة كافية؟” إلى “هل يمكنها أن تتوقف بدقة كافية تحت الحمل؟”
هذا هو التحكم في الشوط.
على الورق، قد تقدم آلتان شوطًا بطول 10 بوصات و200 طن من القوة. إحداهما تستخدم تزامنًا هيدروليكيًا أساسيًا عبر قضيب لَيّ — وهو رابط ميكانيكي يربط بين الأسطوانتين حتى النقطة السفلى. والأخرى تعمل بأسطوانتين مستقلتين مع مقاييس خطية على كل جانب، تصحح موضعي Y1 وY2 في الزمن الحقيقي.
دون حمل، تبدوان متطابقتين.
لكن تحت ثني غير متماثل بطول 10 أقدام، فهما ليستا كذلك.
عندما يرى الجانب الأيسر مادة أكثر من الجانب الأيمن، تتغير توزيعات القوة. يقاوم قضيب اللف الالتواء ميكانيكيًا لكنه لا يستطيع ضبط الاختراق بين الجانبين بدقة بعد أن يتكوّن الحمل. يمكن للأسطوانات المستقلة ضبط كل جانب — إذا كانت حلقة التحكم سريعة ومُعايرة. هذا “إذا” هو كل شيء. فخ الأسطوانات المستقلة هو افتراض أن المرونة تعني الدقة تلقائيًا؛ بدون تغذية راجعة دقيقة، تكون قد أنشأت طريقتين لتكون مخطئًا.
ندبة: لقد شاهدت نظام محورين ضعيف الضبط يُحدث التواءً دقيقاً على شكل فلّينة في الفولاذ المقاوم للصدأ كان من الممكن أن يتجنبه نظامُ وصلات أبسط وأكثر صلابة.
لذا، عندما تقرأ ورقة المواصفات، اسأل ثلاثة أمور: كيف يقيس موضع الكباس تحت الحمل؟ كيف يزامن بين الجهة اليسرى واليمنى؟ وكيف يعوّض عن انحراف السرير عبر الامتداد؟ إذا كانت الإجابات غامضة، فإن رقم الحمولة (الطنّاج) مجرد إلهاء.
وهذا يقودنا إلى أنظمة القيادة نفسها.
الفرامل الميكانيكية تعمل بواسطة عمود مرفقي. يتحرك الكباس إلى نقطة سفلى ثابتة في كل دورة. قابل للتكرار، نعم. قابل للتكيّف، لا. إذا تغيّك سُمك المادة أو طول الثني، تقوم بالضبط يدوياً. لا يوجد استشعار — فقط ضرب نفس النغمة في كل مرة سواء كانت الآلة مضبوطة أم لا.
جلبت الأنظمة الهيدروليكية التعديل المتدرّج. يتراكم الضغط تدريجياً. باستخدام الصمامات التناسبية والمشفرات، يمكن للتحكم أن “يشعر” بمقاومة تتزايد ويتوقف عند العمق المبرمج تحت الحمل. غالباً ما تزحف سرعات الشعاع العلوي ببضعة مليمترات في الثانية عند الاقتراب من نقطة التلامس لسبب وجيه: التحكم يعيش في تلك النافذة الضيقة حيث تتغير القوة والموقع معاً. السرعة ليست أفضل إذا تجاوزت حلقة التغذية الراجعة الخاصة بك.
تستبدل الآلات الكهربائية-السيرفو الزيتَ بمسامير كروية ومحركات. أنظف. غالباً أسرع بين الثنيات. دقيقة للغاية في التحكم بالموضع لأن دوران المحرك يُترجم مباشرة إلى حركة الكباس. لكن حدود عزم الدوران تحل محل حدود الضغط الهيدروليكي؛ فبمجرد الاقتراب من السعة، تتكرر نفس الحقائق المرنة. الإطارات لا تزال تتمدد. والأسرة لا تزال تنحني. الفيزياء تعمل سواء دفعت مقابل الهيدروليك أو السيرفو.
فخ نوع القيادة هو الظن أن مصدر الطاقة يحدد الدقة. لا يفعل ذلك. الذي يحددها هو جودة القياس، والمزامنة، والتعويض.
ندبة: لقد رأيت فرامل سيرفو مصنّعة بدقة جميلة تكافح مع قطع طويلة غير مركزية لأن نظام التاج فيها كان أمراً ثانوياً.
لذلك يصبح إطار عمل المبتدئ بسيطاً: اختر حمولة كافية لتتجنب التحميل الزائد، ثم قيّم الآلة بناءً على مدى ذكائها في قياس نفسها وتصحيح أخطائها أثناء الثني.
ما الذي تكسبه من ذلك على أرضية الورشة؟
الثقة لا تأتي من معرفتك بأن آلتك تضرب بقوة 300 طن. بل تأتي من معرفتك لماذا انثنى اليوم دفعة بسمك 1/8 بوصة بشكل مختلف عن دفعة الأمس.
عندما ترى الفرامل كنظام للتحكم بالقوة، تتوقف عن التفاعل العاطفي مع التغيّرات. انفتحت الزاوية درجتين؟ تسأل: هل تغيّر حد الخضوع للمادة، هل غيّر عرض القالب الحمولة الفعالة، هل بدّلت درجة الحرارة الاستجابة الهيدروليكية، هل انحرف Y1/Y2 بألف من البوصة؟ أنت تشخّص النظام، لا تلوم الرقم.
كما تتوقف عن الانبهار بالقوة الغاشمة وحدها. آلة أصغر مزودة بمقاييس خطية عالية الدقة، وصمامات أو مشغلات سريعة الاستجابة، ونظام تاج مصمم جيداً يمكن أن تحافظ على توازي أدق عبر الأعمال الفعلية مقارنةً بإطار أكبر وأقل ذكاءً. هذا غير بديهي لأن القوة تبدو محسوسة، والتحكم يبدو خفياً.
تبيع الصناعة الطنّاج لأنه سهل المقارنة. ويختاره المشترون لأنه يبدو آمناً. لكن الأمان في الثني لا يتعلق بمدى قوتك في الدفع، بل بمدى دقتك في التوقف — ومدى اتساقك في توزيع ذلك التوقف على عشرة أقدام من الفولاذ المقاوم للانحناء.
بمجرد أن ترى ذلك، تتغيّر ورقة المواصفات في يديك. يتلاشى الرقم الكبير. وتبدأ عيناك تبحثان عن حلقات التغذية الراجعة، واستراتيجية المزامنة، وتصميم التعويض.
وفي المرة القادمة التي يتفاخر فيها أحد بقوة السحق، ستطرح سؤالاً أكثر هدوءاً وحدةً: كيف تحافظ على التوازي عندما يعلو صخب الأداء؟


















