

تنزلق صفيحة بطول 10 أقدام من سماكة 14 قياسًا إلى القالب. يحدّق الموظف الجديد في جدول الحمولة، يضغط على الدواسة بقوة أكثر مما ينبغي، وينتظر حتى يستسلم الفولاذ. فيفعل.
ثم يرتدّ الفولاذ درجتين ويخدش الطلاء في الموضع الذي ضغطت فيه أداة الثقب بقوة زائدة.
لو كان هذا مجرد “مطوي معدني” بالمعنى القاموسي—شيء "يطوي المعدن"—لكان مزيد من القوة يعني مزيدًا من اليقين. ولكن أول ما تتعلمه على أرض الورشة هو أن المعدن لا يطيع ببساطة. إنه يفاوض.

تخيّل مكبسًا بقوة 90 طنًا يثني صفيحة رقيقة مطلية من سماكة 16 قياسًا. يشير جدول الحمولة إلى أنك تحتاج فقط إلى جزء بسيط من تلك القدرة. ومع ذلك، تبقى تلك الطاقة الاحتياطية في الجهاز، ويشعر المبتدئون بالأمان عندما يعتمدون على القوة.
وهنا يقع الفخ: المعدن يريد أن يقاوم بقدر كافٍ ليخزّن طاقة، ثم يفرج عنها في شكل ارتداد. تجاوز النقطة المثلى لا يعطيك انحناءً أدق—بل يخلّف علامات على القالب، وأجزاء متقوسة، وتآكلًا متسارعًا للأدوات. القوة الزائدة لا تحسّن الهندسة؛ إنها تضخّم أي انحراف بسيط في الإعداد.
رأيت مشغّلين يطاردون أخطاء الزوايا بزيادة عمق الثني. يظنون أنهم يصحّحون بالقوة. لكنهم في الواقع يشوّهون المعدن متجاوزين المحور المحايد المخطط له—الطبقة في الصفيحة التي لا تتمدّد ولا تنضغط أثناء الانحناء—ويفتحون الباب أمام تفاوت القطع من جزء لآخر.
يُقاس مكبس الثني بالأطنان، لكنه يعيش أو يموت على أجزاء الألف من البوصة.
تحقق من العيار: إن كنت تعتقد أن مزيدًا من الضغط على الدواسة يعني دقة أعلى، فأنت ما زلت تفكر بعقلية مشغّل المطرقة، لا مشغّل مكبس الثني.

دعنا نُبطئ المشهد قليلاً.
عندما يهبط السِندان في قالب الـV، تتمدّد الألياف الخارجية للورقة المعدنية. تنضغط الألياف الداخلية. وبينهما يقع المحور المحايد، يتحرّك قليلًا بحسب المادة والأداة. يرغب المعدن في توزيع الإجهاد على طول ذلك المنحنى، لا أن ينهار تحت وطأته.
الانحناء الحقيقي هو تشوّه لدن مضبوط: تتجاوز حد الخضوع بمقدار كافٍ بحيث تبقى الشكلية بعد إزالة الضغط. أمّا التشويه، القريب المهمل، فهو ما يحدث حين تتجاهل كيفية تدفق الإجهادات. فتسوّي بنية المعدن الحبيبية، وتخدش السطح، وتفقد قابلية التكرار.
الفرق يُقاس بدقة العمق، وضبط السند الخلفي، وتوازي حركة الكباس—لا في أقصى الحمولة. درجتان من الارتداد في الفولاذ الطري قد تتطلب انحناءً زائدًا محسوبًا بمقدار درجتين ونصف. تلك هي المفاوضة، لا السيطرة.
إذا كان الانحناء يتمحور حول تجاوز حد الخضوع بقصد، فما الذي داخل الماكينة يجب أن يتصرف بنفس الدقة؟
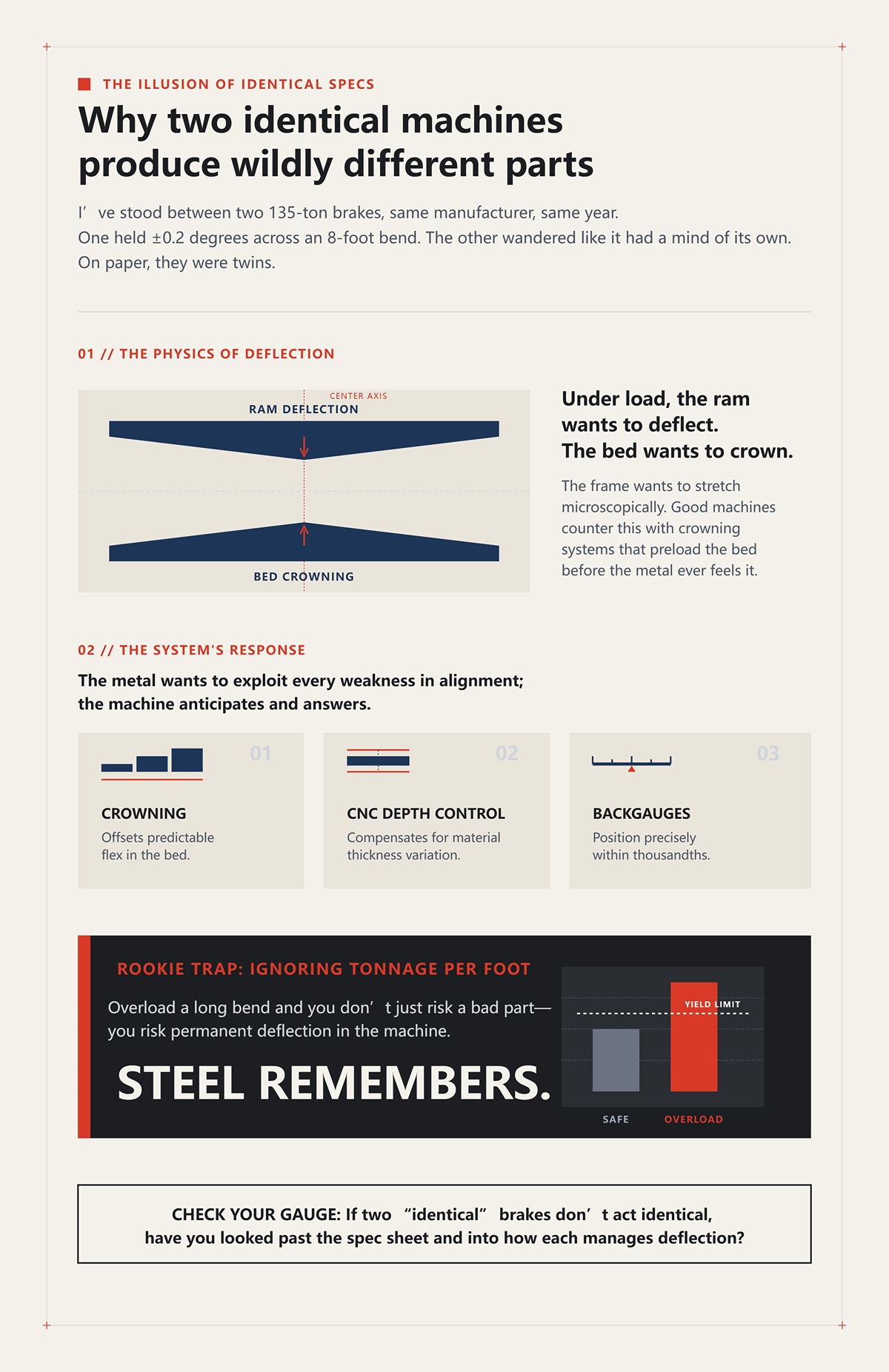
لقد وقفت بين مكبسين بقوة 135 طنًا، من نفس الشركة المصنعة، ونفس سنة الصنع. أحدهما حافظ على ±0.2 درجة عبر انحناء بطول 8 أقدام. والآخر تاه كأنه يملك عقلًا خاصًا به.
على الورق، كانا توأمين.
تحت الحمل، يميل الكباس في أي مكبس فرامل إلى الانحناء في المنتصف. السرير يميل إلى التقوس. الإطار يميل إلى التمدد بأي مقدار دقيق. الآلات الجيدة تعالج ذلك بأنظمة تقوس—تعديلات ميكانيكية أو هيدروليكية تهيئ السرير مسبقاً لمقاومة الانحناء قبل أن يشعر المعدن به.
هنا يظهر النظام نفسه. التحكم في عمق الـ CNC يعوض اختلافات سمك المادة. مؤشرات الرجوع تتموضع بدقة بالآلاف من المليمتر. أنظمة التقوس تعوض الانحناء المتوقع. المعدن يريد استغلال كل ضعف في المحاذاة؛ الآلة تتوقع وتتصدى.
فخ المبتدئين: تجاهل حمل الطن لكل قدم. التحميل الزائد على انحناء طويل لا يهدد فقط بقطعة سيئة—بل يخاطر بانحناء دائم في الآلة. الفولاذ يتذكر.
تحقق من العيار: إذا لم تتصرف مكابسان “متطابقتان” بنفس الطريقة، هل تجاوزت ورقة المواصفات لتنظر كيف يتعامل كل منهما مع الانحناء؟
إن أطلقت عليه "طي معدن" فسوف تتخيل مفصلاً ودفعاً. قف عند وحدة التحكم فترة كافية وسترى شيئاً آخر.
مكبس الفرامل ينسّق ثلاث محادثات في آن واحد: قوة تطبق عبر الكباس، حركة توجهها محاور الـ CNC، وسلوك المادة الذي يتشكل باتجاه الحبيبات، التفاوت في السمك، والارتداد. غيّر متغيراً واحداً وستستجيب البقية. المعدن يريد أن يعود مسطحاً؛ الآلة تقابل ذلك بانحناء محسوب زائد عن المطلوب. الإطار يريد أن ينثني؛ نظام التقوس يهيئ مسبقاً لمواجهته. المشغل يريد السرعة؛ الفيزياء تطالب بالصبر.
هذا ليس قوة غاشمة. هذا إدارة للقوة تحت القيود—مثل لعب الشطرنج ضد خصم يتذكر كل حركة.
وإذا كانت اللعبة بأكملها تدور حول كيف يخزن المعدن الإجهاد ويحرره، فماذا يحدث بالضبط داخل اللوح في اللحظة التي يلامس فيها الكباس المعدن؟
قف بجانب المكبس وشاهد بعناية. لم يغرس الكباس نفسه في قالب الـ V بعد—مجرد أول تماس—ويبدأ اللوح بالفعل بالانبعاج تحت الطرف. لم يتكون أي زاوية. لا طية درامية. مجرد انخفاض ضحل حيث يبدأ الإجهاد بالتجمع.
تلك اللحظة مهمة.
السطح الخارجي تحت طرف الكباس يشعر بالإجهاد الشد أولاً—يريد أن يتمدد. السطح الداخلي، المضغوط نحو أكتاف القالب، يريد أن ينكمش. بينهما يقع المحور المحايد، الطبقة الداخلية الرقيقة التي لا تتمدد ولا تنكمش. لا يبقى بأدب في الوسط؛ بل يتحرك نحو نصف القطر الداخلي مع زيادة الحمل. المعدن يريد نقل هذا المحور ليحمي نفسه، موزعاً الإجهاد حيث يمكن للحبيبات تحمله.
في هذه المرحلة، كل شيء مرن. المرونة تعني مؤقت. يمكنك إيقاف الكباس مبكراً، تحرير الضغط، وسيعود اللوح إلى مسطح كما لو لم يحدث شيء. هذه هي ذاكرة المعدن—بنيته الشبكية الداخلية التي تقاوم إعادة الترتيب الدائم.
استمر في النزول.
الإجهاد على الألياف الخارجية في النهاية يتجاوز مقاومة الخضوع—النقطة التي يتوقف عندها المعدن عن التصرف كزنبرك ويبدأ بالتدفق بلاستيكياً. الآن أنت تعيد ترتيب بنية الحبيبات. الآن أنت تستهلك ذاكرة المعدن، لا تستعيرها فقط. هذا الانتقال من مرن إلى بلاستيكي ليس هاوية؛ إنه حافة ضيقة. عبوره بوضوح يعطيك انحناءات متكررة بدقة. التوقف بعمق ضحل يعطيك ارتداداً عشوائياً. الغور بعمق مفرط يجرح الأدوات وينقل المحور المحايد بشكل غير متوقع.
لهذا السبب مكبس الفرامل بدقة تكرار حركة ±0.01 مم ينتج أجزاء تختلف خمس مرات عن ذلك في العالم الحقيقي. اختلاف السمك، اتجاه الحبيبات، تآكل الأدوات—كلها تغير المكان الذي يحدث فيه الانتقال من المرونة إلى البلاستيكية فعلياً. قد تضرب الآلة نفس العمق في كل دورة، لكن المادة لا تستجيب بنفس الطريقة.
الحركة الأولى في هذه لعبة الشطرنج تحدث قبل أن تصبح الزاوية مرئية.
افحص المؤشر: عندما يلامس الكباس المعدن لأول مرة، هل تفكر في الزاوية—أم في المكان الذي يبدأ فيه الخضوع فعلياً؟
اثنِ قطعة من الفولاذ المعتدل إلى زاوية مُقاسة 93 درجة تحت الحمل. أطلق الكباس. تنفتح إلى 90.
ذلك الفرق البالغ ثلاث درجات ليس خطأ. إنه طاقة مرنة مخزنة تهرب.
عندما يدفع القالب الصفائح إلى القالب السفلي، تتمدد الألياف الخارجية لتتجاوز حد الخضوع، لكن الطبقات الأعمق الأقرب إلى المحور المحايد قد تبقى مرنة. عند تحرير الضغط، تستعيد تلك المناطق المرنة شكلها، فتفتح الانحناء قليلاً. المعدن يريد العودة نحو الاستواء لأنه جزء منه لم يوافق قط على البقاء منحنيًا.
الانحناء بالهواء—وهو الطريقة الأكثر شيوعًا—يعتمد على هذا السلوك. القالب العلوي لا يصل إلى القاع أبدًا؛ فهو يتحكم في الزاوية عبر عمق الاختراق. هذا يعني أن الارتداد يجب التنبؤ به وتعويضه بانحناء زائد محسوب. على الفولاذ المعتدل، ربما 1–3 درجات. على المواد عالية القوة، أكثر. على الصفائح الرقيقة، غالبًا تكون النسبة أعلى من الألواح السميكة.
إليك ما يقلب حدس المبتدئين: المادة الأكثر سماكة غالبًا تُظهر نسبة ارتداد أقل من الصفائح الرقيقة. المخزون الرقيق لديه جزء أكبر من مقطعه العرضي يتصرف بشكل مرن نسبةً إلى المنطقة البلاستيكية. لذلك تلك الصفيحة الضعيفة بمقياس 20 قد تتطلب انحناء زائد أكثر حدة من لوحة بمقياس 10. المعدن يريد الارتداد بقوة أكبر عندما لم يكرس الكثير من سماكته للتدفق البلاستيكي.
هناك طريق آخر: الانحناء حتى القاع أو الضغط الكامل. ادفع القالب العلوي بعمق حتى تضغط المادة بإحكام في زاوية القالب، محطماً الكثير من ذاكرة المرونة تلك. ينخفض الارتداد إلى قريب الصفر. يبدو مثاليًا—حتى تحسب القوة المطلوبة. الانحناء حتى القاع قد يتطلب عدة أضعاف قوة الانحناء الهوائي وغالبًا زوايا أدوات مخصصة. هذا ليس مجرد طاقة؛ بل ضغط على الإطار، وتآكل الأدوات، وتكلفة إعداد. الدقة المشتراة بالقوة الغاشمة مكلفة.
لذلك نحن ننحني أكثر—not لأن ذلك أسلوب خشن، ولكن لأنه فعال. نحن نقبل أن المعدن سيستعيد بضع درجات ونخطط للحركة مسبقًا.
المبتدئ يحدق في جدول القوة، ويضغط دواسة أكثر مما يحتاج، وينتظر الفولاذ كي يستسلم. لكن الاستسلام ليس الهدف. التنبؤ هو الهدف.
إذا كان الارتداد هو ذاكرة المعدن التي تفرض نفسها، فلماذا تتغير تلك الذاكرة بشكل كبير بين السبائك؟
خذ قطعتين بنفس السماكة: واحدة من الفولاذ المعتدل، والأخرى من الفولاذ المقاوم للصدأ 304. قم بضبط نفس الأدوات. اثنِ كلتاهما بنفس العمق المبرمج.
الفولاذ المقاوم للصدأ ينفتح أكثر عند التحرير.
الفولاذ المقاوم للصدأ لديه قوة خضوع أعلى وفجوة أوسع بين الخضوع والقوة القصوى. هذا يعني أنه يمكنه تخزين طاقة مرنة أكثر قبل وأثناء التشوه البلاستيكي. المعدن يريد أن يتمدد ومع ذلك يحتفظ بجذب قوي نحو اصطفاف بنيته الأصلية. لذلك يزداد الارتداد، وترتفع القوة المطلوبة وفقًا لذلك.
الألمنيوم يلعب لعبة مختلفة. معامل المرونة أقل من الفولاذ. هذا يعني أن نفس الإجهاد، يتسبب في انحراف أكثر مرونةً. يشعر بالليونة تحت القالب، لكنه يرتد بقوة نسبيًا مقارنةً بحد خضوعه. المعدن يريد أن يتحرك بسهولة—ثم يستعيد أكثر مما تتوقع.
اتجاه الحبيبات يضيف طبقة أخرى. اثنِ بشكل عمودي على اتجاه الدرفلة وسيكون المعدن عادة أكثر تحملًا لزوايا نصف قطر داخلية ضيقة. اثنِ بشكل موازي، وتزداد مخاطر التشقق لأنك تطلب من الحبوب الممدودة أن تنفتح على طولها. المعدن يريد أن ينشق على أضعف اتجاه له.
هنا تصبح جداول “القوة المعيارية لكل قدم” نقاط انطلاق، لا ضمانات. فهي تفترض سماكة اسمية، خصائص متوسطة، وأدوات جديدة. اللفائف الحقيقية تختلف. بضعة آلاف من البوصة أسمك على طول انحناء بطول 10 أقدام يمكن أن تغير متطلبات القوة بما يكفي لتغيير نتيجة الزاوية. لهذا السبب يقوم المشغلون ذوو الخبرة بضبط العمق بناءً على الانحناءات التجريبية، لا على الثقة العمياء.
تحقق من مقياسك: عندما تتحول من الفولاذ المعتدل إلى المقاوم للصدأ، هل تغير فقط القوة—أم توقعك لكيفية تذكر المادة للانحناء؟
تخيل مقطع عرضي للانحناء تحت التكبير. الحبوب الخارجية ممدودة. الحبوب الداخلية مضغوطة ومائلة قليلاً. في مكان ما بينهما، حدود حيث تتلاشى السلوك المرن في التدفق البلاستيكي.
وظيفتك هي وضع ذلك الحد بشكل متعمد.
إذا كان الحد ضحلًا جدًا، فإن معظم السماكة تبقى مرنة. يبدو الانحناء صحيحًا تحت الحمل لكنه يفتح بشكل غير متوقع. إذا كان عميقًا جدًا، فإنك تفرض تشوهًا بلاستيكيًا مفرطًا، مما يؤدي إلى ترقيق نصف القطر الخارجي ويزيد من خطر الشروخ الدقيقة—خصوصًا في المواد عالية القوة أو عند توجيه الحبوب بشكل غير صحيح. المعدن يريد حماية بنيته الداخلية؛ إذا دفعت بتهور فسيرد عليك بالكسور أو اللااتساق.
النقطة المثالية هي حيث يستسلم قدر كافٍ من المقطع العرضي لتثبيت الشكل، لكن ليس لدرجة أنك تضر بالسلامة أو تثقل على الماكينة. يعتمد هذا التوازن على اختيار نصف القطر الداخلي، وعلى عرض فتحة القالب (غالبًا حوالي 8 أضعاف سماكة المادة عند الثني بالهواء في الفولاذ الخفيف)، وعلى التحكم الدقيق بالعمق.
لهذا السبب يستخدم الثني طاقة أقل بكثير من التشغيل بالقطع. نحن لا نزيل المادة؛ نحن نقنعها بالتدفق فقط إلى ما بعد حد الخضوع. عملي، نعم. لكن هذه الكفاءة تأتي مع الحساسية. التحولات الصغيرة في السماكة أو تآكل الأدوات تغير الحد بين المرونة والبلاستيك، وينحرف زاويتك.
آلة الثني، إذن، لا تسحق الفولاذ لإخضاعه. إنها تضع الإجهاد عن قصد، بحيث عندما ينطلق الضغط، يستقر المعدن تمامًا حيث توقعت.
وإذا كانت ذاكرة المعدن والحبوب تتحكم في معظم النتيجة، فما نوع هيكل الماكينة المطلوب لإدارة هذه القوى دون إدخال أخطائها الخاصة؟
تقف آلتا ثني جنبًا إلى جنب على أرض الورشة. كلتاهما مصنفتان بـ 135 طن. نفس أدوات التشغيل. نفس المشغل. نفس شريط الفولاذ الخفيف بسمك 11-جوج طوله 10 أقدام.
إحداهما تحافظ على ±0.5° على طول القطعة بعد تصحيح واحد. الأخرى تنحرف بدرجة في المركز وتحتاج للمطاردة. نفس ملصق الحمولة. نتيجة مختلفة.
هذا هو أول دليل على أن قدرة القوة والتحكم في القوة ليسا نفس الشيء.
لكن أول ما تتعلمه على الأرض هو أن المعدن لا يطيع ببساطة. إنه يتفاوض. يعاكس من خلال الارتداد، يغير المحور المحايد عند الخضوع، ويضخم أي عدم اتساق في وصول المكبس إلى القاع. إذا لم يستطع نظام القيادة قياس القوة والموقع عبر الانتقال من المرن إلى البلاستيكي، فأنت لا تثني — أنت تراهن.
لذا فإن سؤال الهيكل ليس “كم طن؟” بل “كيف توصل هذه الماكينة تلك الأطنان عبر الشوط؟”
افحص مقياسك: إذا كان لدى مكبسين نفس تصنيف الحمولة، فأي جزء من الشوط — الاقتراب، التلامس، أو القاع — تتحكم فيه فعليًا على جهازك؟
تخيل آلة ثني ميكانيكية قديمة: دولاب الموازنة يدور، القابض مشغَّل، عمود المرفق يحول تلك الطاقة الدورانية إلى حركة المكبس العمودية. بمجرد أن تطلقه، يكمل المكبس الدورة. لا تردد. لا إعادة التفكير في منتصف الشوط.
هذه هي قوة الإنتاج.
تتفوق الأنظمة الميكانيكية في التكرار. إذا كنت تختم نفس الانحناء الضحل آلاف المرات في صفائح رقيقة، يصبح الشوط الثابت ميزة. النقطة الميتة في الأسفل — أدنى نقطة في دوران عمود المرفق — محددة ميكانيكيًا. كل ضربة تهبط في نفس الموضع الفيزيائي تقريبًا لأن هندسة العمود تحدد ذلك، وليس ضغط السوائل أو تغذية راجعة من السيرفو.
وهنا الفخ.
الشوط ثابت. الطاقة مخزنة في دولاب الموازنة الدائر. بمجرد تشغيله، لا يمكنك تعديل آخر بضعة آلاف من البوصة لتعويض ملف جاء أكثر سمكًا بـ 0.004″. المعدن يريد المقاومة أكثر قليلًا اليوم مما فعل أمس. آلة الثني الميكانيكية لا تهتم. تدفع عبر النقطة الميتة في الأسفل بكل الطاقة التي يحملها دولاب الموازنة.
إذا كنت تثني بالهواء، يصبح غياب التحكم في الشوط المتغير عبئًا. أنت تحاول التوقف عند عمق دقيق حيث ستعيدك ذاكرة المرونة إلى الهدف. لكن العمود لا “يتوقف ويقيس”. إنه يلتزم. تتحول أخطاء الانحناء الزائد إلى تشتت في الزوايا.
وهناك فخّ المبتدئين: ملاحقة زاوية الانحناء بزيادة الحمولة على مكبسٍ ميكانيكي في حين أن المشكلة الحقيقية هي في عدم مرونة الشوط. فالمبتدئ يحدّق في مخطط الحمولة، يضغط الدوّاسة أقوى مما ينبغي، وينتظر حتى يستسلم الفولاذ. في النظام الميكانيكي، قد يعني ذلك الاصطدام بنقطة الميت بحمولة طاقة أكبر مما يتحمله الإطار أو أدوات التشكيل.
المكابح الميكانيكية تكافئ الثبات. وتعاقب التغيّر.
افحص مقياسك: هل أعمالك متطابقة بما يكفي بحيث يعمل الشوط الثابت لصالحك — أم أنك تطلب من عمود المرفق أن يتفاوض مع ارتداد المعدن؟
قف أمام مكبس هيدروليكي أثناء اختبار الانحناء. يتحرك الكباس بسرعة نزولاً، ثم يبطئ عند الاقتراب من التماس، ثم يتسلّل إلى المعدن بينما يتزايد الضغط. يمكنك إيقافه في منتصف الشوط. عكسه. دفعه أعمق ببضعة أجزاء من الألف.
ذلك المستوى من التحكم غيّر الصناعة.
تحوّل الأسطوانات الهيدروليكية ضغط السوائل إلى قوة خطية. لا يتكوّن الضغط إلا مع تزايد المقاومة. عندما يحاول المعدن أن يتصلّب عند تجاوزه حد الخضوع، يستجيب النظام الهيدروليكي بزيادة الضغط للحفاظ على الحركة. هذه الحلقة الراجعة — مقاومة يقابلها ضغط — هي ما يجعل الانحناء بالهواء قابلاً للتطبيق على نطاق واسع.
الآن أضف التفصيل الواقعي: أغلب المكابح الكهربائية اليوم تبلغ أقصاها نحو 300 طن تقريباً. إذا كنت تثني صفائح سميكة أو أجزاء طويلة بقوالب عريضة، فأنت تحتاج إلى قوة خام تتجاوز هذا الحد. يمكن للنظم الهيدروليكية أن تتوسع — أسطوانات أكبر، ضغوط أعلى، أسرّة أطول. لهذا السبب ما زالت ورش التصنيع الثقيل تعتمد عليها.
لكن الأنظمة الهيدروليكية لها مزاجها الخاص.
السائل ينضغط قليلاً. الحشيات تتآكل. درجة الحرارة تغيّر اللزوجة. تسرب داخلي بسيط قد يسبب انحراف الضغط أثناء التوقف في أسفل الشوط، مما يؤدي إلى تفاوت في الزاوية. لقد رأيت آلة تحافظ على الزاوية بدقة في الصباح، ثم تنفتح بنصف درجة في فترة بعد الظهر لأن درجة حرارة الزيت غيّرت زمن الاستجابة. المعدن يريد الثبات؛ لكن النظام السائل يتفاوض أحياناً بطريقة مختلفة من ساعة إلى أخرى.
جعل التحكم في الشوط المتغير الأنظمة الهيدروليكية مهيمنة لأنها تمكّنك من الاقتراب من الحد الفاصل بين المرن واللدن بشكل متعمّد. ومع ذلك، فإن تلك الدقة تعتمد على نظام ضغط سليم ومصان جيداً. تجاهل ذلك، وسيتحول “التحكم” لديك إلى مفهوم نظري.
افحص مقياسك: عندما تنحرف الزوايا، هل تلوم المشغّل — أم أنك فحصت حالة الزيت، وتآكل الحشيات، واستقرار الحرارة؟
الآن شاهد مكبساً كهربائياً حديثاً يشغّل قطعة من الفولاذ المقاوم للصدأ بسماكة 14 قياس. تقوم المحركات المؤازرة بتحريك البراغي الكروية المتصلة مباشرة بالكباس. لا زيت. لا صمامات. فقط عزم دوران يتحول إلى حركة خطية مع تغذية راجعة من المشفر تقيس الموضع بالميكرونات.
ينزل الكباس إلى الأسفل. يتوقف تماماً عند النقطة المطلوبة. يثبت دون تقلب في الضغط لأنه لا يوجد عمود سائل للانضغاط.
ذلك الدفع المباشر هو السبب في أن الورش تشير إلى أزمنة دورة أسرع وتوفير كبير في الطاقة — إذ يُستهلك التيار أساساً أثناء الحركة، لا باستمرار للحفاظ على ضغط هيدروليكي. أحد المصنّعين الذين أعرفهم استبدل معظم أسطوله الهيدروليكي بآلات كهربائية للأعمال الخفيفة إلى المتوسطة، فقلّل استهلاك الطاقة إلى النصف تقريباً، وحسّن قابلية التكرار في ثني الفولاذ المقاوم للصدأ الرقيق. لكنهم أبقوا على مكبسٍ هيدروليكي واحد في الورشة للألواح عالية الحمولة.
هذه هي الحقيقة وراء “الثورة”.”
تتفوق الأنظمة الكهربائية حيث تكون دقة العمق مساوية لدقة الزاوية — أي في المواد الرقيقة إلى متوسطة السماكة، والأسرة القصيرة، والأحمال المتوسطة. يمكن للمحرّك المؤازر أن يضبط العمق بدقة لتعويض اختلاف ارتداد المعدن من لوح إلى آخر. فالمعدن يريد أن يرتد بشكل مختلف في كل دفعة؛ ويمكن للمحرّك المؤازر أن يستجيب بخطوات دقيقة دون تجاوز.
لكن حدود القوة حقيقية. الانحناءات العميقة في المواد السميكة تتطلب حمولة عالية مستمرة على مدى أشواط أطول. حتى اليوم، لا تزال الأنظمة الهيدروليكية تهيمن على هذا المجال. الأنظمة الكهربائية لا تحل محل الهيدروليكية في كل مكان — بل تعيد تعريف ما يبدو عليه العمل “المبني على الدقة أولاً”.
تزداد التكوينات الهجينة شيوعاً لأن الورش بدأت تدرك أمراً غير مريح: نوع الآلة هو ما يحدد مستوى الدقة الذي يمكنك أن تعد به عملاءك.
تفقد القياس الخاص بك: هل تختار آلة بناءً على أقصى حمولة على الورق — أم بناءً على نوع التحكم بالقوة الذي تتطلبه أكثر أجزائك تطلبًا فعليًا؟
قم بتشغيل عملية ثني بطول 12 قدمًا في صفيحة سماكتها 10‑قياس على مكبس هيدروليكي بدون تعويض محدب نشط. غالبًا ما ستلاحظ أن المنتصف ينفتح قليلًا مقارنة بالأطراف لأن الإطار ينحرف تحت الحمل. هيكل الماكينة يتمدد؛ السرير يتقوس. المعدن يسعى إلى إجهاد موحد؛ بينما يضيف الإطار تأثيره الخاص.
الآن جرّب الشيء نفسه على مكبس كهربائي عالي الدقة مصمم للأعمال الأخف. قد تحصل على تحكم استثنائي في العمق — لكن إذا تجاوز العمل نطاق الراحة الخاص بحمولته، فأنت تعمل قريبًا من القدرة القصوى، حيث يجبر خطر التحميل الزائد أي مبرمج على أن يكون أكثر تحفظًا.
إليك النقطة التي لا تذكرها معظم الكتيبات الإعلانية: نظام القيادة وتصميم الإطار معًا يحددان السقف العملي لدقتك. يمكن للمكبس الميكانيكي أن يكرر نقطة القاع طوال اليوم — ولكن فقط للأعمال التي تتحمل طاقة ضربة ثابتة. يمكن للمكبس الهيدروليكي التعامل مع أحمال ضخمة — ولكن بدقة تعتمد على استقرار الضغط وقدرة التعويض عن الانحراف. يمكن للمكبس الكهربائي تحريك الكباس بدقة جراحية — ولكن فقط ضمن حدود حمولة معينة. إذا كنت تقيّم أين ينبغي أن يقع هذا السقف ضمن تنوع أعمالك، فإن مكبس CNC مصمم بصلابة إطار مؤكدة وتحكم متوقع بالقوة — مثل تلك من CN‑HAWE — يصبح الخطوة العملية التالية؛ اكتشف كيف تتكامل هذه القدرات في مكبس ضغط مصمم لدقة قابلة للتكرار دون عمل عند أقصى الحدود.
الدقة ليست مجرد مسألة دقة في وحدة الترميز. إنها ناتجة عن تلاقي طريقة توصيل القوة، وصلابة الهيكل، ومدى رشاقة استجابة النظام عندما يدفع المعدن بقوة تفوق المتوقع.
في هذه المباراة الشطرنجية، نظام القيادة هو إستراتيجية البداية لديك. اختره بشكل خاطئ، وستقضي بقية اللعبة تعوض عن ماكينة تضيف عدم يقينها الخاص إلى ذاكرة المادة.
إذن إذا كانت بنية القيادة تحدد كيفية توصيل القوة وتقييدها، فماذا يحدث عندما نقترب من مصدر الطاقة إلى الهندسة — إلى كيفية بقاء الكباس متوازيًا، وكيف يتموضع مقياس الرجوع، وكيف يعوض الإطار انحرافه الخاص تحت الحمل؟
مرر شريطًا بطول 12 قدمًا وسماكة 10‑قياس تحت القالب، استدعِ برنامجك، ودع الماكينة تضرب بقوة 180 طنًا. القراءة عند الأطراف 90°. في المنتصف 90.7°. نفس العمق. نفس القوة. نتيجة مختلفة.
لم يتغير شيء في نظام القيادة. ما تغير هو شكل الماكينة تحت الحمل.
عند تمرير كل تلك القوة عبر الكباس، تتمدد الإطارات الجانبية بشكل مجهري ويتقوس السرير إلى الأعلى في المنتصف. الفولاذ تحت الإجهاد لا يجادل؛ بل يتمدد. الماكينة تفعل الشيء ذاته الذي تفعله قطعة العمل لديك. المعدن يريد ضغطًا موحدًا على طول خط الثني. الإطار يضيف انحناءه الخاص إلى المعادلة.
هنا يقع المبتدئون في الخطأ. يظنون أن الدقة تكمن في الحمولة وقدرة وحدة الترميز. لكن أول ما تتعلمه في أرض المصنع هو أن المعدن لا يطيع ببساطة — ولا الإطار الذي يحمله. إذا لم يكن الكباس متوازيًا، أو إذا لم يكن مقياس الرجوع مربعًا ويعيد التمركز بدقة، أو إذا لم يتم تعويض السرير عن الانحراف، فإن القوة التي تديرها بعناية تتحول إلى هندسة غير متساوية.
توصيل القوة يحدد السقف. الهندسة تحدد ما إذا كنت ستصل إليه أم لا.
تفقد القياس الخاص بك: عندما تختلف الزوايا على طول القطعة، هل تعدّل العمق بشكل أعمى — أم تتساءل ما إذا كانت الماكينة نفسها هي التي تنثني؟
قف أمام مكبس CNC حديث وانظر إلى شاشة القراءة: Y1 على الأسطوانة اليسرى، Y2 على اليمنى. رقمين. من الأفضل أن يتطابقا ضمن بضعة أجزاء من الألف من البوصة.
كانت الآلات القديمة تربط الجانبين معًا ميكانيكيًا. دائرة هيدروليكية واحدة، وافتراض موضع واحد. لكن تحت الحمل، قد يواجه الجانب الأيسر مقاومة تختلف قليلًا عن الجانب الأيمن — سماكة غير متساوية للمادة، تحميل خارج المركز، تآكل بسيط في الإطار. إذا تحرك الجانبان معًا دون وعي، فإن الكباس يميل. أحد الطرفين يصل إلى القاع أولًا. والآخر يتبعه متأخرًا. الآن تختلف زاوية الثني من اليسار إلى اليمين.
التحكم المستقل Y1/Y2 يستخدم مقاييس خطية على كل جانب من الكباس، ويغذي الموقع في الوقت الفعلي إلى الـ CNC. إذا تأخر الجانب الأيسر بمقدار 0.001 بوصة، يقوم المتحكم بتصحيحه فورًا. يتفاوض باستمرار، محافظًا على الكباس موازيًا للسرير حتى أثناء محاولة 100 طن لليّ الكباس خارج الزاوية.
هنا يتوقف الأمر عن أن يكون نظرية. تخيل أنك تطوي صندوقًا بأربعة جوانب يحتوي على أجنحة رجوع. بعد أول طويتين، لا يجلس القطعة بشكل مسطح. الحمل ينتقل نحو جانب واحد لأن الهندسة غير متناظرة. بدون تصحيح مستقل، ستتبع الآلة مسار أقل مقاومة. المعدن يريد الانقلاب. يجب أن يرفض الكباس.
فخ المبتدئين: افتراض أن التوازي هو معايرة مرة واحدة. هذا غير صحيح. تآكل الأدلة، انحراف الأسطوانات، وحتى عدم استواء الأرضية يمكن أن يسبب انحرافًا بمرور الوقت. إذا لم تتم مراقبة Y1 و Y2 بشكل مستقل، فلن ترى الخطأ حتى تبدأ القطع في الفشل أثناء الفحص.
افحص المقياس الخاص بك: هل تعرف الانحراف المسموح به لـ Y1/Y2 تحت الحمل — أم أنك تثق بمعايرة الأمس؟
الانتقال خلف خط الطي الآن. مسطرة الرجوع ليست مثيرة، لكنها الفرق بين قطعة تتجمع وأخرى يتم التخلص منها.
المحور X يتحكم في العمق — إلى أي مدى يتم إدخال القطعة في القالب. المحور R يحرك الأصابع صعودًا وهبوطًا. أضف Z1 و Z2، ويمكن للأصابع التحرك إلى اليسار واليمين بشكل مستقل.
في دعامة بشكل U بسيط، يكفي X و R. حدد العمق، اضبط الارتفاع لطول الجناح، كرر. جهاز قياس ذو محورين يتعامل مع ذلك طوال اليوم.
لكن افترض أنك تشكل صندوقًا مغلقًا حيث الطية الثالثة ستتصادم مع إصبع ثابت. مع وجود X و R فقط، يجب على العامل إخراج القطعة، إعادة وضعها يدويًا، ربما قلبها، وربما تقدير المحاذاة مقابل حاجز. كل لمسة تدخل تباين — خاصة بعد طويتين أو ثلاث عندما تصبح القطعة رخوة. المعدن يريد أن يهبط تحت وزنه الخاص. يديك تضيف ضغطًا بطرق غير متسقة.
نظام بأربعة محاور (X، R، Z1، Z2) يسمح للأصابع بالانتشار لدعم الأجنحة غير المنتظمة وإعادة التموضع تلقائيًا بين الطيات. يقوم الـ CNC بتحريك الدعم إلى حيث تتطلب الهندسة ذلك. أنت تزيل الدفع البشري.
لكن لا تبالغ في الترويج له. معظم الورش تُشغل نسبة عالية من القطع البسيطة. مسطرة رجوع بـ 8 محاور لن تصلح قضبان دليل مهترئة أو وصلات رخوة. فشل دقة التموضع يحدث لخمسة أسباب شائعة: التآكل الميكانيكي، المكونات الدافعة الرخوة، مشاكل المشفر، نقص صلابة الأصابع، والتمدد الحراري. المعايرة أولاً. الفحص الميكانيكي ثانيًا. الاستقرار الحراري ثالثًا. إذا طاردت معلمات البرنامج قبل التحقق من هذه العوامل، فأنت تلعب الشطرنج دون النظر إلى نصف اللوحة.
الدقة ليست بعدد المحاور. إنها التموضع المتحكم فيه والمتكرر في ظروف الورشة الفعلية.
افحص المقياس الخاص بك: هل تضيف محاور لحل مشكلة هندسية — أم تتجاهل الانحراف الميكانيكي الذي لا يمكن لأي برنامج تصحيحه؟
خذ نفس الطي بطول 12 قدم مرة أخرى. الانحناء في منتصف المسافة عند حمل ثقيل يمكن أن يصل إلى عدة آلاف من البوصة. يبدو ذلك صغيرًا حتى تتذكر أنه في الطي بالهواء، تغير الزاوية حساس للغاية للعمق. اختلاف قدره 0.001 بوصة في الاختراق يمكن أن يغير الزاوية بشكل ملحوظ، خاصة في المواد الرقيقة.
أنظمة التتويج تعاكس هذا بإدخال منحنى خفيف في السرير قبل أن يصل الحمل إلى ذروته. التتويج الميكانيكي يستخدم أوتادًا على طول الشعاع السفلي. التتويج الهيدروليكي يستخدم أسطوانات صغيرة. الفكرة بسيطة: طي الآلة مسبقًا بعكس الاتجاه الذي تريد أن تنحني فيه.
الحيلة هي الحساب. التعويض المطلوب يعتمد على الحمولة، سمك المادة، عرض القالب، وطول الطي. إذا كان التتويج قليلاً، ينفتح الوسط. إذا كان كثيرًا، ينثني الوسط زيادة بينما تظل الأطراف ضحلة. المعدن يريد إجهادًا موحدًا. التتويج هو الطريقة للتفاوض مع الإطار حتى لا يشوه مجال الإجهاد هذا.
خطأ المبتدئين: ضبط التتويج مرة واحدة وتركه. التغيير من فولاذ خفيف 14‑gauge إلى فولاذ مقاوم للصدأ 10‑gauge يجعل الحمولة لكل قدم تقفز. منحنى الانحناء يتغير. وكذلك يجب أن يتغير التعويض.
افحص المقياس الخاص بك: عند تبديل المواد أو الأطوال، هل تعيد حساب التتويج — أم تأمل أن إعدادات الأمس لا تزال مناسبة؟
الآن أضف عامل الزمن إلى المعادلة.
تبدأ جري الصباح. الورشة لا تزال باردة. بحلول منتصف بعد الظهر، تكون الآلة قد أنجزت مئات الدورات. المسامير اللولبية تبدأ بالاحماء. يسخن الزيت الهيدروليكي. تتمدد إطارات الفولاذ. بضع من الألف من البوصة من النمو الحراري في نظام التموضع كافية لجعل طول الحافة يخرج عن حدود السماحية.
تستخدم الأنظمة عالية الجودة مقاييس ترميز خطية مثبتة مباشرة على الكباس وأحيانًا مستشعرات حرارة مرتبطة بخوارزميات تعويض. وبدلًا من افتراض أن طول المسمار يساوي الموضع، فإنها تقيس الموقع الفعلي للشعاع. بعض أدوات التحكم تطبق معاملات النمو الحراري بمجرد أن تصل الآلة إلى درجة حرارة التشغيل.
تتجاوز معظم الورش دورة التسخين. تُعاير الآلة وهي باردة، وتعمل وهي ساخنة، وتلاحق تغير الأبعاد من خلال تعديلات في البرنامج. المعدن يريد الثبات. البيئة تغيّر القواعد بصمت.
وتذكّر القطعة نفسها. بعد انحناءات متعددة، خصوصًا في الفولاذ المقاوم للصدأ الرقيق، تنخفض الصلابة. الانحناءة الثالثة في التسلسل قد تختلف ليس لأن المقياس أخطأ، بل لأن الجزء انثنى بطريقة مختلفة ضد الأصابع. أذرع الدعم، والترتيب الصحيح للثني، وثبات ضغط المشغل تهمّ بقدر دقة محرك السيرفو.
هذا هو الجزء الذي لا يتفاخر به أحد في الكتيبات: الدقة نظام متكامل من هندسة الآلة، ومنطق التعويض، والتحكم البيئي، وانضباط المشغل. أزل أحدها، فلن يتمكن الآخرون من تحمل العبء.
تحقق من مقياسك: قبل أن تلوم الـ CNC، هل تركت الآلة تصل إلى الاستقرار الحراري وتحققت من أن التعويض مفعل — أم أنك تصحح الأعراض بدلًا من الأسباب؟
السؤال التالي، وهو استراتيجي: بمجرد أن تصبح الهندسة والتعويض تحت السيطرة، كيف يغيّر أسلوب الثني نفسه — الثني بالهواء مقابل الثني الكامل (البطمينغ) — طريقة تفاعل القوة والانبعاج؟
لقد قمت بموازنة الكباس. عوّضت عن الانبعاج. سخّنت الآلة وتحققت من المقاييس.
الآن تظهر لحظة القرار الحقيقي.
بمجرد أن تصبح الهندسة والتعويض تحت السيطرة، فإن طريقة الثني التي تختارها تعيد كتابة العلاقة بين القوة، والانبعاج، ودقة الزاوية. الثني بالهواء والثني الكامل ليسا مجرد طريقتين للوصول إلى نفس الزاوية — إنهما فلسفتان مختلفتان حول مدى صرامة الضغط على الفولاذ وكمية المرونة التي تسمح له بها.
لكن أول ما تتعلمه في أرض الورشة هو أن المعدن لا يطيع ببساطة.
في الثني بالهواء، تتوقف قبل سحق الصفيحة في القالب. يضغط الثاقب المادة في فتحة على شكل V في القالب، وتُتحكم الزاوية النهائية بعمق الاختراق، وليس بإجبار رأس الثاقب على مطابقة زاوية القالب بالكامل. يمتد المعدن فوق أكتاف القالب كجسر. إنه يتفاوض. أنت تشكّل الإجهاد، لا تثبت الهندسة.
الثني الكامل يقلب تلك القاعدة. تدفع الثاقب أعمق حتى تلامس المادة أسطح القالب بالكامل. في عملية “السكّ”، تذهب أبعد — تطبق ضغطًا كافيًا لتشويه نصف قطر الانحناء الداخلي بشكل دائم وتتغلب على ارتداد الزاوية بالقوة. المعدن لا يحصل على فرصة للنقاش. أنت تخبره بما ستكون عليه ذاكرته.
فأي إستراتيجية تحترم الفيزياء التي اجتهدت كثيرًا للتحكم بها؟
تحقق من مقياسك: قبل أن تختار الطريقة، هل تسأل كيف سيحمل المعدن الإجهاد — أم فقط كم بسرعة يمكنك الوصول إلى 90 درجة؟
الثني بالهواء يقوم على التحكم في العمق، وليس فرض الشكل.
لأن الثاقب لا يُجلس المادة بالكامل داخل زاوية القالب، تبقى الحمولة المطلوبة أقل بكثير مقارنة بالثني الكامل. القوة المنخفضة تعني أقل انبعاج في الإطار، وأقل إجهاد على العدد، وأقل تعب في الجزء نفسه. في التطبيقات الحساسة للإجهاد، قد يكون تقليل الإجهاد الداخلي أكثر أهمية من نصف درجة من الدقة الزاوية.
المعدن يريد أن يعود إلى شكله الطبيعي. في الثني بالهواء، تخطط لذلك مسبقًا. تقوم بالثني أكثر قليلًا — ربما إلى 93 درجة لتستقر عند 90 درجة بعد التحرر — وتترك الاسترداد المرن يُكمل الحركة. هذا يعني أن دقة الزاوية تعتمد على موضع الكباس بدقة وعلى التحكم المتكرر في العمق. الألف جزء من البوصة تُحدث فرقًا.
الميزة هي المرونة. تغيّر سُمك المادة؟ عدّل العمق. تغيّر الزاوية المطلوبة؟ عدّل العمق. مجموعة واحدة من القالب واللكمة يمكنها إنتاج نطاق من الزوايا بدون تبديل الأدوات. لهذا السبب تعمل معظم ورش الـ CNC الحديثة في الثني بالهواء لأغلب أعمالها. السرعة تبقى عالية، وتآكل الأدوات يبقى معقولاً، والآلة لا تقاوم نفسها في كل دورة تشغيل.
لكن الثني بالهواء يتطلب آلة منضبطة. تكرار الكباس، دقة التعويج، اتساق المقياس الخلفي — إذا حدث انحراف في ذلك، فإن الزاوية تنحرف معه. لا يوجد وجه قالب لتصحيحك عند نهاية الضربة.
افحص مقياسك: هل آلتك دقيقة بما يكفي في التحكم بالعمق لتجعل الثني بالهواء يعمل لصالحك — أم أنك تعتمد على القالب ليصلح ما لا يمكن للكباس تكراره؟
الثني الكامل هو تأمين عبر الضغط.
في مكابح ميكانيكية أقدم بدون تحكم متقن في الكباس، كان المشغلون يستخدمون الثني الكامل لتعويض عدم دقة الموضع. عن طريق إجبار الصفيحة على الدخول بالكامل في زاوية القالب، كانت هندسة الأدوات تملي النتيجة حتى مع اختلاف بسيط في عمق الضربة. تم ضغط الفولاذ لينصاع للشكل.
أما التطريق فيذهب أبعد من ذلك. الضغط العالي للغاية يضغط المادة عند خط الثني، مما يُرّقها قليلًا ويُحدد الزاوية بشكل دائم بحيث يتم تقريباً القضاء على الارتداد. تحصل على تكرار ضيق في الزاوية — أحياناً في حدود نصف درجة — خصوصاً في المواد الرقيقة حيث تراكم السماحات يكون قاسياً.
لكن لا شيء يأتي بلا ثمن.
الضغط العالي يعني انحناءاً أكبر في الإطار أثناء الضربة. حملاً أكبر على المحامل. إجهاداً أكثر على اللكمات والقوالب. بعض مصنّعي الأدوات يحذرون علنًا من الثني الكامل المتكرر لأن المخاطرة تكمن في الأدوات المتشققة والآلات المجهدة. العامل الجديد يُحدّق في جدول الضغط، يضغط الدواسة أكثر مما ينبغي، وينتظر حتى يستسلم الفولاذ.
إنها فخ المبتدئين.
للثني الكامل والتطريق مكانهما — العمل بدقة عالية في المواد الرقيقة، الآلات القديمة محدودة التحكم، الأجزاء التي يكون فيها تقليل الارتداد أمراً حاسماً. ولكن يجب عليك التأكد من قدرة الكبح المخصصة بالطن لكل قدم ومقارنتها بالمتطلب الفعلي. إذا تجاوزتها، يصبح الإطار هو الحلقة الأضعف في سلسلة دقتك.
افحص مقياسك: هل تختار الثني الكامل لأن الجزء فعلاً يحتاج إلى ذلك — أم لأنك لا تثق في قدرتك على التحكم في العمق؟
يمكن أن يختلف الضغط المطلوب بين الثني بالهواء والثني الكامل بمضاعفات، وليس بنسب مئوية بسيطة.
في الثني بالهواء، يعتمد الضغط أساساً على قوة المادة وسماكتها وفتحة القالب وطول الثني. إذا زدت عرض قالب الـ V، ينخفض الضغط المطلوب — لكن نصف قطر الثني الداخلي يزداد. إنها مقايضة: قوة أقل مقابل نصف قطر أكبر.
أما الثني الكامل فلا يعترف بتلك المرونة. لأنك تجبر المادة على التماس الكامل مع زاوية القالب، يقفز الضغط المطلوب بشكل كبير — غالباً عدة أضعاف الثني بالهواء لنفس المادة والسماكة. التطريق يتطلب أكثر من ذلك، وأحياناً يقترب من الحد الأقصى لقدرة الآلة في الأجزاء الطويلة.
والضغط الأعلى يعني المزيد من الانحناء الذي يجب تعويضه.
تذكّر نقاش التعويج. الانحناء يتناسب مع الحمل. إذا تحولت من الثني بالهواء إلى الثني الكامل في جزء طويل، فإن قيم التعويض السابقة لم تعد صالحة. يُدخل الإطار انحناءه الخاص في المعادلة. يجب أن تعيد الحساب وإلا ستطارد تفاوت الزاوية على طول الجزء.
إذن الطريقة لا تتعلق فقط بالتحكم في الزاوية، بل تتعلق بمدى الإجهاد الذي تطلبه من الآلة — وبكمية التصحيح الهندسي التي يجب تطبيقها للحفاظ على الدقة.
تحقق من مقياسك: عندما تغيّر الأساليب، هل تعيد حساب الحمولة والتعويض — أم تفترض أن إعدادات الثني بالهواء بالأمس ستصمد أمام حمل التثبيت اليوم؟
في الأدوات يتحول الفلسفي إلى فولاذ.
في الثني بالهواء، يتشكل نصف قطر الانحناء الداخلي بوصفه دالة لفتحة القالب — وغالبًا ما تكون جزءًا من ذلك العرض. المعدن يريد أن يلتف بشكل طبيعي بين كتفيّ القالب. اختر فتحة V أوسع، فيتسع نصف القطر. اختر فتحة V أضيق، فيضيق نصف القطر لكن الحمولة ترتفع.
يتطلب التثبيت زاوية قالب تطابق عن قرب زاوية السنبك والزاوية المستهدفة. إذا ضغطت سنبكًا بزاوية 90 درجة في قالب بزاوية 88 درجة، فإنك تفرض التصحيح عبر الضغط. وهذا الضغط يذهب إلى مكان ما — إلى الأداة وإطار الماكينة.
لا يمكن لعدة قالب واحدة التعامل مع كل السماكات لأن كل سماكة تحمل مقاومة خضوع وسلوك ارتداد مختلفة. القالب الذي يعمل بشكل رائع مع فولاذ معتدل بسمك 16‑مقياس قد يحمّل المكبح أكثر من اللازم عند استخدامه لتثبيت فولاذ مقاوم للصدأ بسمك 10‑مقياس. المعدن يريد توزيع الإجهاد على خطوط يمكن التنبؤ بها؛ والأدوات غير المتطابقة تُركّز الإجهاد في أماكن خاطئة.
هنا يتصاعد اللعب التكتيكي. أنت لا تختار الأدوات فقط. بل تحدد كيف سيتشكل مجال الإجهاد داخل الجزء، وكم سيميل الإطار، وكم من التعويض يجب أن تطبّق لتبقى ضمن حدود التفاوت.
اختر منهجيتك قبل أن تضغط على الدواسة.
لأنك بمجرد أن يبدأ الكباس بالهبوط، تكون الفيزياء قد بدأت بالفعل بالحركة.
تحقق من مقياسك: هل خيارات الأدوات لديك متوافقة مع طريقة الثني وقوة المادة — أم أنك تطلب من عدة قالب واحدة أن تحل مشاكل لم تُصمم أصلًا لتحملها؟
لا تبدأ بسؤال: “أي مكبح ضغط يجب أن أشتري؟”
بل تبدأ بسؤال: “ما الذي سيتطلبه هذا الجزء من الفولاذ — وإلى أي مدى سيقاوم الفولاذ؟”
يبدو ذلك فلسفيًا حتى تدفع ثمن ماكينة صغيرة جدًا، أو تكسر قالبًا، أو ترى سريرًا طويلًا يهبط في المنتصف لأن حسابك افترض إطارًا صلبًا تمامًا لا وجود له خارج الكتب الدراسية. الصيغ تفترض قوة موحدة، وانعدام انحراف، وتوزيعًا مثاليًا. لكن المكابح الحقيقية تنحني تحت الحمل. والفولاذ الحقيقي يرتد بشكل غير متساوٍ. المعدن يتذكر.
لذلك فإن مصفوفة القرار ليست قائمة تسوّق، بل خريطة قوى. تحدد أولًا هندسة الجزء والتفاوت وقوة المادة وطريقة الثني. عندها فقط ترى أي فئة من الماكينات يمكنها الصمود في تلك المعادلة دون أن تخدعك بدقة زائفة.
تحقق من مقياسك: هل تحدد الماكينة بمواصفات الكتالوج — أم بالقوى التي سيولدها جزءك فعليًا؟
ضع الرسم على المنضدة.
انظر إلى أطوال الحواف، وأنصاف الأقطار الداخلية، والانحناءات العائدة، والطول الكلي. الصندوق ذو الجوانب الأربعة وحواف الرجوع الضيقة ليس مجرد “صندوق”. فهو يقيّد وصول القالب. ويحدد عرض فتحة الـV. وتلك المحدودية الواحدة يمكن أن تضاعف الحمولة قبل أن تضغط على الدواسة.
إليك ما يفوته معظم المبتدئين: فتحة القالب على شكل V غالبًا ما تكون المتغير الحاسم. إذا قلّصت فتحة الـV من ثمانية أضعاف سماكة المادة إلى ستة، يمكن أن ترتفع القوة المطلوبة بشكل حاد. المعدن يريد أن يتدفق فوق كتف أوسع؛ وإذا ضيّقت ذلك الكتف فسيرفض أكثر. ويذهب هذا الرفض مباشرة إلى الكباس وأدواتك وإطار الماكينة.
إذًا فالهندسة هي التي تحدد اختيار القالب. اختيار القالب هو الذي يحدد القوة (الطنّاج). والقوة هي التي تحدد فئة الماكينة.
وليس العكس.
إذا كان الرسم يطلب نصف قطر داخلي ضيقًا أصغر مما ينتجه الثني الهوائي طبيعيًا بفتحة V معقولة، فقد حشرت نفسك بالفعل في زاوية الاتجاه نحو التثبيت السفلي أو قالب ضيق. وهذا يعني مضاعفات قوة أعلى. وهذا يعني مزيدًا من الانبعاج الذي يجب تعويضه.
قبل أن تقرأ كتيبًا دعائيًا، أجب عن هذا السؤال: ما هي فتحة القالب التي يسمح بها هذا الجزء فعليًا؟
الآن نحسب — لكن نحسب بصدق.
تبدو معظم صيغ الثني الهوائي أنيقة على الورق. السمك تربيع، مضروب في طول الثني، مقسوم على فتحة القالب، ثم مضروب بثابت. أنيقة بما يكفي ليثق بها المبتدئ دون تفكير.
لكن أول ما تتعلمه في أرض الورشة هو أن المعدن لا يطيع ببساطة.
تلك الصيغ الأساسية تفترض الثني الهوائي. عندما تنتقل إلى التثبيت السفلي يمكن أن تتضاعف القوة المطلوبة عدة مرات. أما إذا استخدمت الضغط المعدني (coining) فستكون أعلى بكثير. لقد رأيت مهام قُدرت على الورق بأنها ضمن السعة المريحة لكنها كانت فعليًا تعمل على حافة الخطر بمجرد تغيير الطريقة.
وهنا الفخ الثاني: الآلة الحاسبة تعطي رقمًا — لنقل 38 طنًا — فيعتقد المبتدئ أن آلة 40 طنًا مثالية. لا هامش للانبعاج. لا هامش لاختلاف المواد. لا هامش لدورات التكرار التي تُنهك الأدوات وسرير الماكينة مع الوقت.
الماكينة ليست صلبة إلى ما لا نهاية. تحت الثنيات الطويلة والثقيلة، يهبط الوسط. بدون تكليل كافٍ — أي التعويض المتعمد بالرفع في السرير — تنفتح الزوايا في المنتصف حتى لو كانت حساباتك “صحيحة”.”
إذًا حساب القوة هو الخطوة الأولى. سعة التعويض ونظام المعادلة هما الخطوة الثانية. تجاهل الخطوة الثانية، وستتبخر دقتك تحت الحمل.
افحص مقياسك: هل أضفت هامش أمان حقيقيًا وأخذت الانبعاج بالحسبان — أم أنك تثق بالرياضيات المثالية لتتحمل فولاذًا حقيقيًا؟
الورشة الصغيرة التي تثني حوامل قصيرة من الفولاذ المعتدل لا تحتاج إلى نفس الماكينة التي تستخدمها أرضية إنتاج تعمل على ألواح من الستانلس بعرض 12 قدمًا طوال اليوم.
لكن “الحد الأدنى الصالح” لا يعني “بالكاد تكفي لثنية واحدة”.”
تقع الورش منخفضة الإنتاج في فخ هادئ: يشترون آلات بالسعة الدقيقة لأن المهمة تناسبها من الناحية التقنية. ثم في يوم ما يغيّر العميل المادة إلى فولاذ 304 غير قابل للصدأ. ترتفع مقاومة الخضوع. يزداد الارتداد. تصعد القوة المطلوبة. فجأة كل ثنية تعمل بالقرب من أقصى حمل.
العمل عند الحد الأعلى مثل قيادة شاحنة عند الخط الأحمر. الإطار يتلوى أكثر. النظام الهيدروليكي يُجهَد. تنحرف الدقة مع تراكم الحرارة.
تفكر بيئات الإنتاج بطريقة مختلفة. فهي تشتري سعة إضافية — ليس بدافع الغرور، ولكن من أجل الاستقرار. الماكينة التي تعمل عند 60–70٪ من سعتها المقنّنة تتصرف بشكل أكثر قابلية للتنبؤ. انبعاج أقل. تآكل أقل. زوايا أكثر ثباتًا عبر الورديات.
التكلفة الخفية للتصغير ليست فقط كسر الأدوات. بل عدم الاتساق.
فاسأل نفسك: هل هذه المكابح مصممة لتحمل مهام عرضية — أم لتقديم هندسة متكررة تحت إجهاد يومي؟
وجهة النظر التي أريدك أن تحتفظ بها.
ليس “ما حجم المكبح؟” وليس “هيدروليكية أم كهربائية؟”
اطرح هذه الثلاثة:
1. ما طريقة الثني التي يفرضها علي الجزء ذو أقل هامش تسامح؟ إذا كانت أكثر مهامك تطلباً تحتاج إلى التثبيت السفلي أو قوالب ضيقة، فإن خط الأساس للحمولة يرتفع فوراً. الطريقة هي العامل المضاعف.
2. ما هو فتح القالب الذي يسمح به الشكل الهندسي فعلياً؟ إذا كانت متطلبات الوصول أو نصف القطر تجبرك على فتحات V صغيرة، احسب القوة بناءً على هذا القيد — وليس على نسبة مريحة من كتاب نظري.
3. كيف ستتحكم الآلة في الانحناء تحت تلك الحمولة؟ هل لديها نطاق تكليل كافٍ؟ تحكم مستقل في الكباس؟ دقة عمق قابلة للتكرار كافية للثني الهوائي إذا اخترته؟ لأن القوة بدون تحكم هندسي هي قوة غاشمة، والقوة الغاشمة هي الطريقة التي تُثنى بها الهياكل خارج حدود الصحة الهندسية.
هذا هو الجزء غير الواضح: مكبح الضغط لا يُعرّف بالقوة القصوى. يُعرّف بمدى ذكاء إدارته للقوة ضمن قيودك المحددة.
أنت لا تشتري القوة. أنت تشتري تفاوضاً مضبوطاً مع ذاكرة المادة وانحراف الآلة.
وإذا حددت ذلك التفاوض بوضوح قبل أن تحدد الآلة، فسيتوقف الفولاذ عن مفاجأتك.
السؤال التالي ليس أي آلة تختار.
بل ما إذا كنت جاهزاً لتحترم الفيزياء قبل أن تضغط على الدواسة.


















