

شاهدت مكبس كبح بوزن 200 طن يُخفق في تنفيذ انحناءة قدرها 90° بفارق درجتين على فولاذ HSLA بسماكة 3/16 بوصة. آلة جديدة تمامًا. تعويض تقوّس آلي بتحكم CNC. فحص زاوية بالليزر. الشاشة أظهرت 90.0°. أما القطعة فكانت 92°.
الْمُشغِّل ألقى اللوم على قوة الضغط. والمشرف ألقى اللوم على البرنامج. أما الفولاذ فبقي صامدًا، محتفظًا بشكله مثل متدرّب عنيد سمعك — وقرر أن يردّ عليك.
ذلك الفاصل بين الشاشة والفولاذ هو المكان الذي تعيش فيه الدقة فعليًا — وسدّه يتطلب أكثر من مجرد قوة ضغط خام؛ إنه يحتاج إلى أنظمة ثني تتحكم بها CNC صُممت للتكرارية، والتعويض، والتكامل مع سير العمل الإنتاجي الحقيقي. حلول مثل أنظمة الثني المستندة إلى CNC من نوع 100% من شركة CN-HAWE، المفصلة في صفحتها الخاصة بـ حلول مكابس الثني, ، مصممة لتطبيقات الصفائح المعدنية المتطورة حيث يجب أن تتوافق السلوكيات المرنة، والأتمتة، وتناسق الزاوية في كل ضربة.
مكبس بوزن 200 طن لا يعرف ما إذا كنت قد أدخلت فولاذ A36 بقوة خضوع 50 ksi أم HSLA بقوة 70 ksi. هو لا يعرف سوى القوة والموقع. قوة الخضوع — وهي الإجهاد الذي يتوقف عنده الفولاذ عن التصرف بشكل مرن ويبدأ في اتخاذ شكل دائم — ليست شيئًا يمكن للكبس أن "يشعر" به. بل هي شيء محسوب.
رأيت ورشًا تشتري آلات أكبر لحل مشكلة عدم تناسق الزوايا. قوة أكبر. مؤازرات أسرع. دقة أعلى في رجوع المؤخرة (backgauge). ومع ذلك يطاردون تصحيحات نصف درجة طوال الوردية. لأن الآلة يمكنها تكرار الموقع بدقة بالآلاف من البوصة، لكنها لا تستطيع إزالة الارتداد. لا تستطيع موازنة الإجهاد المتبقي بجوار لحام لم تتم معالجته بالتخمير. ولا تستطيع إصلاح اختيار سيئ للقالب اتخذته قبل أن يتحرك المكبس.
القوة العالية تثني القطعة. لكنها لا تضمن موقعها بعد أن ترتد.
إذن، عندما يقول المتحكم 90°، وتقول القطعة 92°، ما الذي حدث بالضبط؟
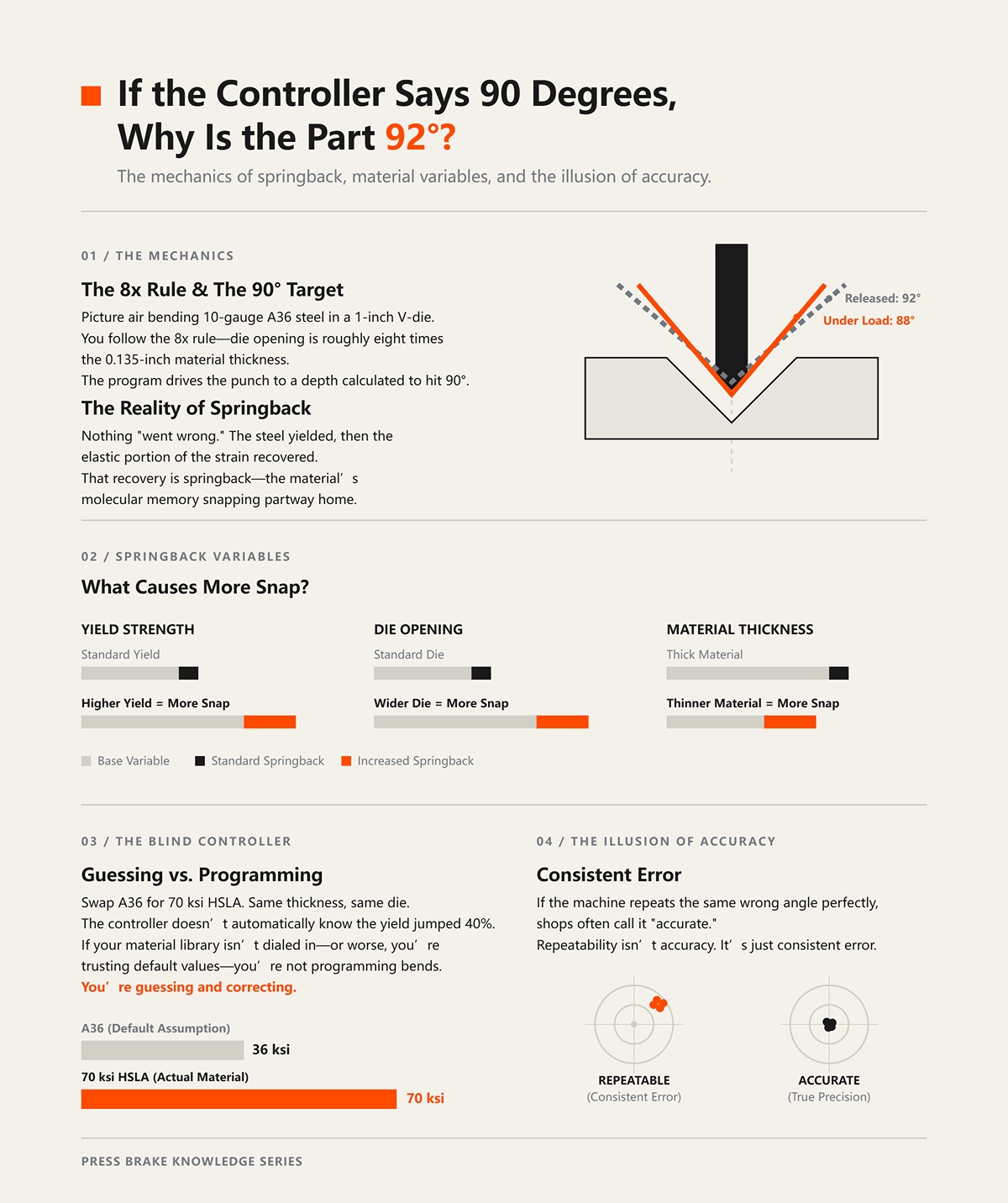
تصوّر عملية ثني هواء لفولاذ A36 بسماكة 10-gauge في قالب على شكل V مقاسه 1 بوصة. تتبع قاعدة 8x — أي أن فتحة القالب تساوي تقريبًا ثمانية أضعاف سماكة المادة — لذا فإن 1 بوصة تناسب سماكة 0.135 بوصة تقريبًا. يدفع البرنامج الكباس إلى عمق محسوب لتحقيق زاوية 90°.
تحت الحمل، تصل إلى 88°. عند تحرير الضغط، تسترخي القطعة إلى 92°.
لم يَحدث “خطأ”. الفولاذ خضع، ثم تعافت المكونات المرنة من الانفعال. ذلك الاسترجاع هو الارتداد — ذاكرة المادة الجزيئية وهي تعود جزئيًا إلى مكانها. قوة خضوع أعلى؟ ارتداد أكبر. فتحة قالب أوسع؟ ارتداد أكبر. مادة أرق؟ ارتداد أكبر.
الآن استبدل ذلك الـ A36 بفولاذ HSLA بقوة 70 ksi، بنفس السماكة ونفس القالب. المتحكم لا يعرف تلقائيًا أن قوة الخضوع ارتفعت بمقدار 40%. إذا لم تكن مكتبة المواد مضبوطة بدقة — أو الأسوأ، أنك تعتمد على القيم الافتراضية — فأنت لا تبرمج الانحناءات، بل تخمن وتصحح.
وهنا تخدع الورش أنفسها: إذا كانت الآلة تكرر نفس الزاوية الخاطئة بدقة، يسمونها “دقيقة”. التكرارية ليست دقة. إنها مجرد خطأ ثابت.
فما الذي يهيئ الخطأ قبل أن يلمس الكباس الفولاذ؟
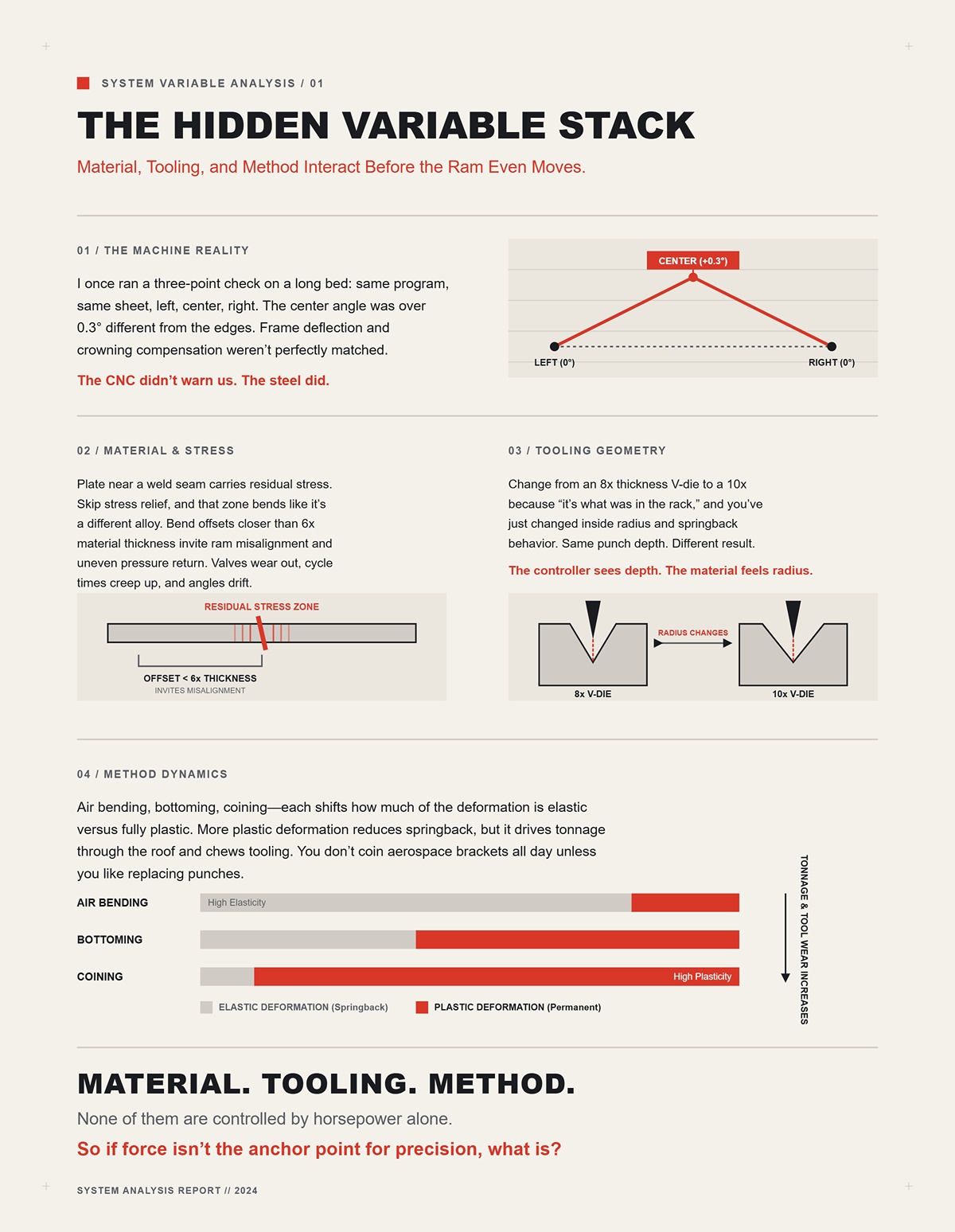
أجريت مرة فحص ثلاث نقاط على سرير طويل: نفس البرنامج، نفس الصفيحة، يسار، وسط، يمين. كانت الزاوية الوسطى أكبر بأكثر من 0.3° من الحافتين. انحراف الإطار وتعويض التقوّس لم يتطابقا تمامًا. الـ CNC لم يُنذرنا. الفولاذ هو من فعل.
والآن أضف ظروف الإنتاج الحقيقية. الصفائح بالقرب من خط لحام تحمل إجهادًا متبقيًا. إذا تجاهلت تخفيف الإجهاد، ينثني ذلك الجزء وكأنه سبيكة مختلفة. وإذا أجريت انحناءات أقرب من ستة أضعاف سماكة المادة، فإنك تدعو لاختلال المحاذاة في الكباس وعدم تساوي عودة الضغط. هذا ليس نظريًا — بل هو تآكل في الصمامات وتزايد في زمن الدورة بينما تنحرف الزوايا.
هندسة الأدوات مهمة بنفس القدر. إذا غيّرت من قالب على شكل حرف V بسمك 8x إلى قالب 10x لمجرد أنه “ما كان متوفراً على الرف”، فقد غيّرت نصف قطر الانحناء الداخلي وسلوك الارتداد المرن. نفس عمق الثقب. نتيجة مختلفة. وحدة التحكم لا ترى سوى العمق. المادة تشعر بنصف القطر.
الطريقة تربط كل ذلك معًا. الانحناء بالهواء، التثبيت السطحي، الضغط الكامل—كل منها يغيّر مقدار التشوّه المرن مقابل التشوّه البلاستيكي الكامل. كلما زاد التشوّه البلاستيكي قلّ الارتداد المرن، لكنه يرفع القوة المطلوبة بشكل كبير ويُتلف الأدوات. لا تقوم بضغط أجزاء الطيران الصلبة طوال اليوم إلا إذا كنت تحب استبدال القوالب باستمرار.
المادة. الأدوات. الطريقة. لا يُتحكّم بأيٍّ منها بواسطة القدرة الحصانية وحدها.
إذن إذا لم تكن القوة هي النقطة المحورية للدقة، فما هي؟
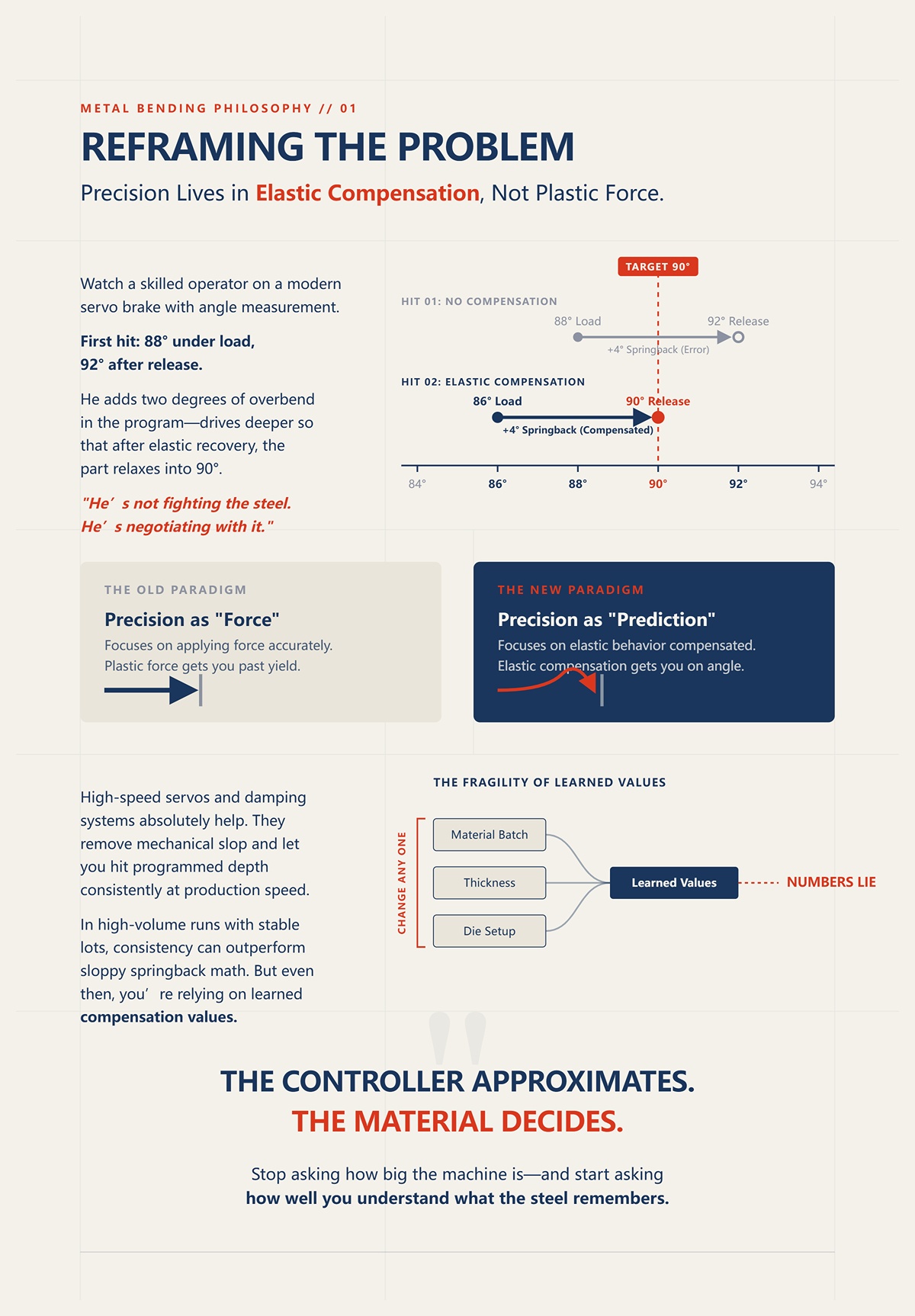
راقب مشغلاً ماهراً على مكبس حديث مزوّد بخاصية قياس الزاوية. الضغطة الأولى: 88° أثناء التحميل، 92° بعد التحرير. لا يرفع قوة الضغط. بل يضيف درجتين إضافيتين من الانحناء في البرنامج—يدفع أعمق بحيث بعد الاستعادة المرنة، يرتخي الجزء إلى 90°.
إنه لا يقاتل الفولاذ. بل يتفاوض معه.
هذا هو التحوّل الذي أريدك أن تجريه: توقف عن رؤية الدقة على أنها “تطبيق القوة بدقة” وابدأ برؤيتها كـ“سلوك مرن متوقع ومُعوَّض”. القوة البلاستيكية تجعلك تتجاوز حد الخضوع. التعويض المرن يجعلك تصل إلى الزاوية المطلوبة.
تساعد أنظمة السيرفو عالية السرعة وأنظمة التخميد بالتأكيد. فهي تزيل التفاوتات الميكانيكية وتتيح لك الوصول إلى العمق المبرمج بثبات عند سرعة الإنتاج. في التشغيلات الكبيرة مع دفعات مستقرة من المواد، يمكن لذلك الثبات أن يتفوق على حسابات الارتداد المرن غير الدقيقة. لكن حتى في تلك الحالة، فإنك تعتمد على قيم تعويض تم التعلم عليها مسبقاً ترتبط بدفعة محددة من المادة والسماكة وترتيب القالب. غيّر أحد هذه العوامل، وستصبح الأرقام القديمة مضلّلة.
وحدة التحكم تقدّر. المادة هي التي تقرر.
وفي اللحظة التي تدرك فيها ذلك، تتوقف عن السؤال عن حجم الآلة—وتبدأ بالسؤال عن مدى فهمك لما يتذكّره الفولاذ.
الشتاء الماضي شغّلنا صفائح 17-4PH بسمك 0.125 بوصة على آلة جديدة تماماً. البرنامج حدد زاوية 90°. الضغطة الأولى فتحت إلى 94° بعد التحرير. نفس القالب الذي استخدمناه طوال الأسبوع مع الفولاذ المقاوم للصدأ 304. نفس العمق. نتيجة مختلفة. الشيء الوحيد الذي تغيّر هو مقاومة الخضوع داخل تلك الصفيحة.
هل تريد أن تصل إلى الزاوية المطلوبة من المحاولة الأولى؟ إذن توقف عن اعتبار مقاومة الخضوع رقماً ثابتاً في مكتبة المواد وابدأ باعتبارها البوابة للذاكرة المرنة. الارتداد المرن ليس لغزاً—إنه استعادة للإجهاد المرن بعد تجاوز حد الخضوع. كلما كانت مقاومة الخضوع أعلى مقارنة بمقدار التشوّه البلاستيكي الذي تفرضه فعلاً، كان الارتداد أقوى. هذا ليس فلسفة. هذا هو علم منحنى الإجهاد والانفعال.
تخزّن معظم وحدات التحكم مقاومة الشد لأنّها مطبوعة بخط عريض في شهادة الفحص. لكن مقاومة الشد هي الذروة قبل الانهيار. أما الارتداد المرن فيتحدد قبل ذلك بكثير—حالما تتجاوز الخضوع وإلى أي مدى تتجاوزه. إذا كنت تبرمج التعويض بالاعتماد على الجزء الخاطئ من المنحنى، فأنت تتفاوض مع شبح.
فأي رقم في شهادة المصنع هو الذي يقاوم القالب فعلياً؟
خذ فولاذ A36 الطري كمثال. قد تكون مقاومة الخضوع حول 36 ksi، ومقاومة الشد بين 58–70 ksi. هذا فرق واسع. لديك مجال للتشوه البلاستيكي قبل الانكماش. عندما تثنيه بالهواء في قالب 8x، تدفع الألياف الخارجية لتتجاوز الخضوع بمقدار كبير. هناك الكثير من التشوه البلاستيكي. الارتداد المرن قابل للتحكم لأن المنطقة البلاستيكية تطغى على النواة المرنة.
قارن ذلك بالسبائك عالية المقاومة حيث ترتفع نسبة الخضوع إلى الشد لتقترب من 0.9. رأيت شهادات فيها مقاومة خضوع 80 ksi تطارد مقاومة شد 88 ksi. هذا يعني أن المادة تبدأ بالاستسلام وتقترب مباشرة من حدها. هناك وسادة بلاستيكية أقل بين “التشوه الدائم” و“الانكسار”. أنت تثني أقرب إلى الحافة. الجزء المرن يمثل نسبة أكبر من مجموع الانفعال. المزيد من الارتداد عند التحرير.
لهذا السبب فإن 17-4PH—بمقاومة خضوع حوالي 950–1050 ميغاباسكال، ومقاومة شد تزيد قليلاً عن 1100 ميغاباسكال—يتصرف كمتدرّب منضبط لكنه غير متساهل. يخضع بقوة، وبصلابة، ولا يمنحك الكثير من التمدد بعد الخضوع. ممتاز للأجزاء الدقيقة أثناء الخدمة. صعب أثناء الثني. إذا برمجته كالفولاذ 304 لأن أرقام الشد تبدو متشابهة على الورق، فستعوّض بشكل ناقص وتلاحق الزوايا طوال الوردية.
وهنا حيث تخدع الورش نفسها: إذا كررت الماكينة نفس الزاوية الخاطئة بشكل مثالي، يطلقون عليها “دقيقة.” وحدة التحكم أدت وظيفتها. لقد زودتها بخريطة ساحة معركة خاطئة.
قوة الشد تخبرك كيف يموت المعدن. قوة الخضوع تخبرك كيف يرتد للخلف. أيهما يهم عند زاوية 88° تحت الحمل؟
لقد قطعتُ مرة حاملين من نفس لوح 4×8 بقياس سمك 0.187 بوصة من 5052. نفس الترتيب، نفس السماكة، نفس البرنامج. أحدهما انثنى عبر اتجاه الحبوب. الآخر انثنى معها. الأول ارتاح إلى 90.2°. الثاني انفتح إلى 91.1°. تحمل العميل كان ±0.5°. أحدهما اجتاز. الآخر لم يفعل.
اللوح المدرفل ليس متساوي الخواص—وهذا مجرد مصطلح أنيق لـ “أنه لا يتصرف بنفس الطريقة في كل الاتجاهات.” أثناء الدرفلة، تطول الحبوب على طول اتجاه الدرفلة. عندما تثني عبر اتجاه الحبوب، فإنك تجبر هذه البنى الممدودة على التمدد بشكل مختلف عن ثنيها بالتوازي معها. قوة الخضوع الفعالة تتحول قليلًا مع الاتجاه. ليس بشكل كبير. فقط بما يكفي لتؤثر عندما تسعى للفاصلة العشرية من الدرجة على حوامل الطائرات.
على المعدن الرقيق وفي قوالب V واسعة—مثل سماكة 16-قياس في قالب بقياس 1 بوصة—منطقة التشوه البلاستيكية ضحلة بالفعل. تظهر التغيرات الصغيرة في سلوك الخضوع حسب الاتجاه كاختلافات قابلة للقياس في الارتداد. إذا قام الشخص المسؤول عن النمط المسطح بتدوير الأجزاء لتحسين استغلال اللوح ولم يشير إلى اتجاه الثني، فإن جدول تعويضك قد تعرض لصدمة غير متوقعة.
الفولاذ يتذكر كيف تم درفلته قبل زمن طويل من تذكره كيف تم ثنيه.
إذن إذا كان الخضوع يتغير حسب السبيكة وحسب الاتجاه، ماذا يحدث عندما يتغير داخل نفس دفعة الصهر؟
لقد أنتجنا دفعة من HSLA بقياس 10-قياس حيث انثنت منصة التحميل الأولى بشكل نظيف عند زيادة زاوية +1.5° فوق الانحناء. المنصة الثانية—نفس المواصفات، نفس المورد—احتاجت +2.2° لتستقر عند 90°. الشهادات كانت ضمن النطاق. السماكة بقياس الميكرومتر نفسها. ما الذي تغير؟ على الأرجح تغيرات مجهرية في الكيمياء ومعدل التبريد دفعت قوة الخضوع للأعلى بضعة ksi وخفضت المطيلية.
لن ترى ذلك على السطح. لكنك ستشعر به عندما ينفتح الجزء نصف درجة إضافية.
المطيلية—قدرة المادة على التشوه البلاستيكي قبل الكسر—تتحكم بمدى تحول إجهاد الانحناء إلى دائم مقابل مرن. انخفاض المطيلية يعني أنك تقترب من قوة الشد بسرعة بعد الوصول للخضوع. المنطقة البلاستيكية تضيق. يصبح الاسترجاع المرن جزءًا أكبر من الإجهاد الكلي. لهذا السبب يمكن للصلب عالي الكربون، مع قوة شد بالكاد فوق الخضوع، أن يتشقق بدل أن يرتد بشكل سلس. في هذه الحالات، المشكلة ليست ذاكرة كبيرة. إنها عدم وجود تسامح.
والآن اعكس الأمر. المعادن عالية المطيلية يمكن أن تركز الإجهاد—إظهار الرقبة في اختبارات الشد يوضح ذلك بجلاء. في الانحناء، إذا تركز الإجهاد بشكل غير متساوٍ عبر السماكة بسبب نصف قطر الأداة أو حالة السطح، فإن سلوك الخضوع المفترض الموحد يصبح بلا معنى. النموذج قال شيئًا واحدًا. الألياف الخارجية فعلت شيئًا آخر.
فكيف تبرمج لذلك؟
لا تثق برقم من الكتالوج. قم بثني كوبون اختبار من الدفعة الفعلية، في القالب الفعلي، بالسماكة الفعلية. قس تحت الحمل إذا استطعت. سجّل مقدار الانحناء الفعلي المطلوب. ابنِ تعويضك استنادًا إلى سلوك الخضوع الملاحظ، وليس قوة الشد المذكورة في الكتيب. ثم ثبت اتجاه الحبوب واختيار القالب وفق قاعدة 8× السماكة حتى لا تضيف متغيرات جديدة فوق هدف متحرك.
وحدة التحكم يمكنها أن تقدّر. الفولاذ هو الذي يقرر.
ومتى قبلت أن الخضوع هدف متحرك—يتغير مع السبيكة، والاتجاه، والمطيلية—تكون مستعدًا لطرح سؤال أدق: كيف يغيّر أسلوب الثني نفسه مقدار تلك الذاكرة المرنة التي تبقى بعد الضربة؟
لدي كوبون 5052 بسماكة 0.125 بوصة على الطاولة، مثني في قالب V بقياس 1 بوصة—وفق قاعدة 8× السماكة تمامًا. تحت الحمل يقرأ 88°. تصعد المكبس. يرتاح إلى 92.4°. هذا ارتداد يزيد عن 4°، وليس خطأ مطبعي. لقد رأيت بعض دفعات الألومنيوم تتجاوز 5° عندما يكون نصف القطر الداخلي كبيرًا.
إليك ما يحدث فعليًا في عملية الثني بالهواء.
الورقة المعدنية لا تلامس أدوات التشكيل إلا في ثلاثة أماكن: رأس المكبس وكتفي القالب. زاوية الانحناء تُنشأ بواسطة عمق الاختراق، لا عن طريق إجبار المادة على التوافق مع تجويف ثابت. وهذا يعني أن معظم السماكة تكون في حالة مختلطة — الألياف الخارجية تجاوزت حد الخضوع، بينما النواة الداخلية ما تزال مرنة. عند تحرير الضغط، تقوم النواة المرنة بالتفريغ وتفتح الانحناء. إلى أي مدى؟ بالضبط بقدر ما يسمح به سلوك الخضوع لهذه الدفعة الخاصة من المادة.
الثني بالهواء هو تفاوض مع المرونة.
غيّر المادة فقط — من A36 إلى HSLA بقدرة شد 70 ksi في نفس قالب 8x — وستقفز زاوية الانحناء المطلوبة. لم تتغير الهندسة. التغيير في القوة كان طفيفًا. الخضوع هو الذي تغير. هذا هو العامل المضاعف. في الفولاذ اللين قد تحتاج إلى انحناء زائد بمقدار 1–2°. في المواد عالية القوة، 3° ليست أمرًا غير معتاد. في بعض أنواع الألمنيوم، أكثر من ذلك.
وهنا حيث تخدع الورش نفسها: إذا كانت الآلة تكرر نفس الزاوية الخاطئة تمامًا، فإنهم يعتبرونها “دقيقة”. نظام CNC يعرف فقط العمق وحساب الزاوية بناءً على خضوع مفترض. لا يمكنه أن يشعر أن هذه الدفعة من المواد أقوى بـ 6 ksi من السابقة. إذا تعاملت مع الثني بالهواء كعملية ضغط زر، فسوف تلاحق الزوايا طوال فترة العمل لأن الاتصال في ثلاث نقاط يترك جزءًا مرنًا كبيرًا حيًا داخل الانحناء.
فماذا يحدث إذا قمنا بتقليل هذا الجزء المرن عمدًا؟
نفس المادة. نفس السماكة. لكن بدل التوقف قبل الوصول لقاعدة الـ V، تدفع المكبس أعمق حتى يكون الجزء في اتصال شبه كامل مع وجوه القالب. ليس عملية صك للعملة (coining) — فقط تثبيت. زاوية المكبس أكثر حدة قليلًا من زاوية القالب، لذلك تُجبر المادة على الاقتراب أكثر من الشكل المستهدف.
تحت الحمل، لم يعد المعدن مُعلّق بين ثلاث نقاط. بل يُضغط على طول جدران القالب. المزيد من المقطع العرضي يتجاوز حد الخضوع لأنك تشوهه بلاستيكيًا ليتطابق مع زاوية القالب، وليس مجرد ثنيه في الهواء.
ينخفض الارتداد المرن. ليس إلى الصفر. لكنه ينخفض.
إذا كان الثني بالهواء للفولاذ بسماكة 0.125 بوصة يحتاج إلى انحناء زائد بمقدار 2°، فقد يقلل التثبيت ذلك إلى أقل من 1°. العامل المضاعف يتقلص لأن الجزء المرن من السماكة يتقلص. لقد تغلبت على المزيد من “الذاكرة الجزيئية”.
لكن لا تخدع نفسك — التثبيت ليس خاليًا من الارتداد. المكبس والقالب ما يزالان لا يضغطان المادة عبر كامل السماكة كما يحدث في عملية الطرق (forging). لا يزال هناك انفعال مرن مخزن في النواة. لهذا تستخدم إعدادات التثبيت غالبًا أدوات مصقولة بدرجة أو درجتين أكثر حدة. إنهم يعوضون ميكانيكيًا مسبقًا لأنهم يعرفون أن هناك بعض الاسترجاع قادم.
وهنا النقطة التي تزعج جمهور “الأمر كله يعتمد على جودة الآلة”: التثبيت يمكن أن يجعل مكبسًا قديمًا وأقل دقة يبدو أفضل مما هو عليه. بإجبار المادة على زاوية القالب، تقلل الاعتماد على التحكم الدقيق في العمق. أنت تستبدل القوة والاتصال بالذكاء.
هذا يعمل — إلى حد معين.
تدفع الثمن في ضغط تشكيل أعلى، تآكل أكبر للأداة، علامات مرئية على الأجزاء ذات التشطيب الجمالي، وزيادة الحمل على هيكل الآلة. لقد رأيت ورشًا تثبت فولاذ 10-gauge المقاوم للصدأ طوال اليوم ثم تتساءل لماذا انحراف موازيّة الكباس (ram parallelism) يتغيّر على مدار السنة. الفولاذ لا ينسى. وكذلك مكبسك.
فإذا كان التثبيت يقلل الارتداد من خلال قهر المزيد من الخضوع، ماذا يحدث عندما نذهب إلى الحد الأقصى؟
الآن نحن لا نتفاوض. نحن نسحق.
الصك يدفع رأس المكبس إلى المادة مع ضغط كافٍ لتشويه منطقة الانحناء بالكامل بلاستيكيًا عبر كامل السماكة. القوة المطلوبة قد تقفز من خمسة إلى عشرة أضعاف مقارنة بالثني بالهواء. أنت لا تشكل مجرد زاوية — بل تطبعها. نصف القطر الداخلي يصبح نصف قُطر المكبس لأن المادة تستسلم بالكامل في منطقة الاتصال.
ليس للذاكرة المرنة مكان تختبئ فيه.
يصبح الارتداد شبه معدوم لأن النواة المرنة تم القضاء عليها إلى حد كبير في منطقة الانحناء. لا يمكن للمادة أن “ترتاح” لتعود إلى زاوية أوسع؛ فقد تم دفعها بالفعل إلى ما بعد حدود الخضوع عبر معظم سمكها عند ذلك نصف القطر.
لهذا السبب يظهر أسلوب الصك في حوامل الطائرات ذات الدقة العالية حيث تكون ±0.25° مهمة فعلاً وتبرر الأحمال الكبيرة. يضيف درجتين من الانحناء الزائد في البرنامج—يدفع أعمق بحيث بعد التعافي المرن، تستقر القطعة عند 90°—في الانحناء الهوائي. في الصك، هذا التعويض يكاد يختفي لأن الهندسة تصبح مقفلة ميكانيكياً.
لكن لا تحصل على تلك الدقة مجاناً.
يمكن أن يقترب مطلب الحمولة من حدود الجهاز. أدوات التشكيل تتعرض لإجهاد تماس شديد. قد تتأثر جودة السطح. تقل فترات الصيانة. إذا كنت تستخدم الصك لقطع يمكن تشكيلها بالانحناء الهوائي باستخدام تعويضات ذكية واختيار قالب بفتحة مناسبة تعادل 8×، فأنت تستبدل التفكير بالقوة الغاشمة—وتهدر أصلاً تبلغ قيمته نصف مليون دولار في العملية.
يصبح الصك منطقيًا عندما تتجاوز تكلفة اختلاف الزاوية تكلفة الحمولة والتآكل. إنه قرار استراتيجي، لا استعراض للقوة.
الآن لقد شاهدت الطيف كاملًا: الانحناء الهوائي يترك نواة مرنة كبيرة، التربيط يقللها، الصك يقضي عليها تقريبًا. نفس المادة. نفس سلوك الخضوع. كميات مختلفة من الذاكرة الجزيئية المسموح لها بالبقاء.
إذا كانت الطريقة تغيّر مقدار الذاكرة الذي يبقى، فإن الرافعة التالية ليست القوة.
إنها الهندسة.
ضع صفيحة من 0.125 بوصة من 5052 في قالب V بفتحة 1 بوصة وقم بانحناء هوائي إلى 90°. ستلاحظ على الأرجح ارتدادًا بمقدار 3–4°. غيّر القالب فقط إلى فتحة بوصة 0.75 وشغّل نفس برنامج العمق. تتغير الزاوية. تتغير الحمولة. يتغير الارتداد. نفس الجهاز. نفس المشغل. نفس المادة.
فما الذي تغيّر؟
الواجهة. القالب V واللكمة هما المكان الذي تتحول فيه القوة إلى توزيع إجهاد عبر السمك. في الانحناء الهوائي، يتم تحديد هذا التوزيع بثلاث نقاط: رأس اللكمة وكتفي القالب. بتغيير عرض الـV، تغير نصف قطر الانحناء الذي يتشكل تلقائيًا. بتغيير نصف القطر، تغير مقدار المقطع الذي يُدفع إلى ما بعد الخضوع ومقدار ما يبقى مرنًا في النواة. تلك النواة المرنة هي “الذاكرة” التي كنا نتحدث عنها.
هندسة الأدوات لا تشكّل الجزء فحسب، بل تحدد أيضًا مقدار ما يتعلمه المتدرب ويبقى في ذاكرته.
وإن كنت تظن أن آلة الـCNC يمكنها التعويض عن اختيار قالب سيئ، فأنت تعود لتكون مجرد ضاغط أزرار بألعاب باهظة الثمن.
لقد رأيت مبتدئًا يلتقط قالبًا بفتحة 1 بوصة لصلب بسمك 0.125 بوصة لأنه قال: “هذا ما نستخدمه دائمًا.” لم يكن مخطئًا، لكنه لم يكن يعرف السبب.
تقول قاعدة 8× إن فتحة قالب الـV يجب أن تكون حوالي ثمانية أضعاف سمك المادة للصلب المعتدل في الانحناء الهوائي. بالنسبة لـ0.125 بوصة، تكون 1.000 بوصة. ليست خرافة. إنها هندسة وتحكم في الإجهاد. عند حوالي 8×، نصف قطر الانحناء الداخلي الذي يتشكل تلقائيًا يكون حوالي 0.16 × فتحة الـV. لذلك يعطيك قالب 1 بوصة نصف قطر داخلي يقارب 0.160 بوصة. ينتج ذلك تدرج إجهاد يمكن التنبؤ به: تشوه بلاستيكي بالقرب من السطح الداخلي، ومرن باتجاه المحور المحايد، وارتداد يمكن التحكم فيه بالنسبة لمستويات الخضوع الشائعة.
الآن غيّر المادة إلى HSLA بقوة شد 70 ksi وبنفس السمك. الخضوع أعلى. هذا يعني أنه لنفس نصف القطر، جزء أصغر من السمك يصبح بلاستيكيًا قبل أن ينخفض الإجهاد تحت الخضوع. تنمو نواتك المرنة. يزيد الارتداد.
وهنا تخدع الورش نفسها. يحتفظون بنفس القالب 8× لأن “السمك لم يتغير”، ثم يطاردون الزوايا طوال الوردية بتعديلات العمق.
تم بناء قاعدة 8× على أساس سلوك الفولاذ المعتدل. إنها نقطة انطلاق، لا وصية ثابتة.
بالنسبة للمواد ذات المردود الأعلى، فإن تضييق فتحة القالب—لنقل من 8× إلى 6×—يقلل نصف القطر الداخلي الطبيعي. يقل نصف القطر الأصغر من القطر الداخلي، مما يزيد من الإجهاد السطحي. يعبر جزء أكبر من السماكة حد الخضوع. القلب المرن ينكمش. ارتداد الزنبرك (springback) ينخفض. لكن القوى المطلوبة تزيد بسرعة، ويرتفع الإجهاد السطحي مقتربًا من حدود الكسر. في الألومنيوم، خاصة عبر اتجاه الحبيبات، قد ينتهي بك الأمر بتشقق أثناء محاولتك تحقيق ثبات في الزاوية.
إذن، السؤال الحقيقي ليس “ما هي السماكة؟” بل “ما هو حد الخضوع الذي أتعامل معه، وكم من الاختراق اللدن عبر السماكة أحتاج؟”
تجاهل قاعدة 8× تمامًا وسأضمن لك أن الفولاذ سيعلمك الدرس بالطريقة الصعبة. تعامل معها بشكل أعمى، وسيفعل الشيء نفسه.
وهذا يقودنا إلى ما لا يحسبه معظم الناس أبدًا.
خذ نفس صفيحة الـ0.125 بوصة في قالب بعرض 1.000 بوصة. الآن ضيق القالب إلى 0.900 بوصة. هذا تقليص بمقدار 10% في الفتحة.
القوة في الانحناء بالهواء تتناسب عكسيًا مع عرض القالب. بعبارة تقريبية، T ∝ 1/V. عندما تقلل V بمقدار 10%، فإن القوة لا تنخفض—بل ترتفع بحوالي 11%. هذا هو الحساب النظري البسيط.
لكن هذه ليست القصة الكاملة.
لأن القالب الأصغر يقلل أيضًا نصف القطر الداخلي المتكوّن. نصف قطر أصغر يعني إجهادًا أعلى على السطح الداخلي. والإجهاد الأعلى يعني أنك تدفع أعمق في نطاق التشوه اللدن. ولتحقيق نفس الزاوية، خصوصًا في المواد ذات الخضوع المرتفع، غالبًا ما تحتاج إلى انحناء أعمق مما تتنبأ به معادلة 1/V البسيطة. القفزات الواقعية في القوة قد تصل إلى 20–40% تبعًا للمادة وزاوية الهدف.
لقد رأيت ورشة تبدّل من قالب بعرض 1 بوصة إلى 0.875 بوصة على فولاذ A36 بسمك 10 قياسًا فقط من أجل “تحسين الزاوية”. مؤشر حمل آلة الثني انتقل من مستوى مريح إلى الاقتراب من الحد الأقصى المصنّع للآلة. نفس المخطط للقطعة. نفس السماكة. هندسة مختلفة. الآلة لم تضعف، القالب أصبح أضيق.
الآن أضف طريقة التشغيل إلى المعادلة. الثني السفلي يتطلب بالفعل حوالي 1.5× من قوة الثني الهوائي. وعملية الصك (coining) يمكن أن تتطلب 5×. إذا ضيّقت القالب ورفعت أسلوب التشغيل في الوقت نفسه، يمكنك تراكم المضاعفات حتى تصل إلى إجهاد أدوات التشغيل، والدبابيس، والإطارات. وإذا كانت دفعة المادة ذات حد خضوع مرتفع، فإن أرقام جدولك الدقيقة تتبخر.
هكذا ينتهي الحال بآلة جديدة تمامًا تتعرض للّوم بسبب “عدم ثبات الزاوية” بينما السبب الحقيقي هو اختيار قالب تسبب في تغيّر القوة وتوزيع الإجهاد خارج حدود نافذة العملية المسموح بها.
والقوة ليست سوى نصف العلاقة البينية.
رأيت مرةً قطعة حاملة محددة بنصف قطر داخلي يقارب الصفر على فولاذ مقاوم للصدأ 304 بسماكة 0.090 بوصة. المبرمج اختار لكمة حادة لـ“تثبيت” الزاوية ومواجهة الارتداد. أول عشر قطع بدت جيدة. القطعة الحادية عشرة أظهرت شرخًا دقيقًا عند الانحناء الداخلي.
لماذا؟
رأس اللكمة الحاد يركّز الإجهاد على السطح الداخلي. الإجهاد في الانحناء يساوي تقريبًا السماكة مقسومة على ضعفي نصف القطر الداخلي. عندما تقلل نصف القطر، يرتفع الإجهاد السطحي بسرعة. في المواد عالية المقاومة أو منخفضة الليونة، يمكنك تجاوز حدود الاستطالة قبل أن يخضع باقي السماكة بشكل ملموس. النتيجة: تشقق قبل تحقيق الثبات.
من ناحية أخرى، إذا جعلت نصف قطر اللكمة كبيرًا جدًا—ما يسمى بالثني الكلاسيكي ذو نصف القطر الكبير—فإنك تقلل الإجهاد السطحي الأقصى لدرجة أن القلب المرن السميك يظل موجودًا. يصبح الارتداد غير متوقع. في الأجزاء متعددة الانحناءات من دون حواف عائدة، يمكن أن تتراكم 2° لكل انحناء إلى 8° عبر أربعة انحناءات. الهندسة التي كانت “آمنة” في ضربة واحدة تصبح كارثة سماحية في التسلسل.
فما هو الحل إذًا؟
طابق نصف قطر اللكمة مع ليونة المادة ونصف القطر الداخلي المستهدف، وليس مع فكرة متعجرفة بأن “الحدة تعني الدقة”. في الثني الهوائي، يجب أن يكون نصف قطر اللكمة مساويًا أو أصغر من نصف القطر الطبيعي الذي يتكوّن بواسطة قالب الـV المختار. هذا يحافظ على استقرار ظروف التلامس دون فرض إجهاد مفرط. إذا كنت تحتاج إلى نصف قطر داخلي أضيق مما يشكله القالب طبيعيًا، فلا تستعن بلكمة حادة جدًا فقط—بل أعد تقييم عرض القالب، وطريقة التشغيل، أو حتى انتقل إلى الثني السفلي المتحكم فيه مع زاوية لكمة معدّلة.
لقد شهدت حالة ارتداد بمقدار 7° تم حلها ليس بزيادة القوة أو تضييق القالب، بل باستخدام لكمة بزاوية 83° مع عملية ثني سفلي دقيقة بحيث يتطابق تدفق المادة اللدن مع الهندسة المطلوبة. الهندسة هي التي وفّرت التعويض، وليس القوة الغاشمة.
القالب يحدد الامتداد. واللكمة تحدد تركيز الانفعال. معًا، يقرران مقدار ما يخضع من السماكة ومقدار ما يحتفظ بذاكرته الأصلية.
ومتى بدأت بدفع الحمولة إلى أقصاها وتضييق هوامش التحكم في تلك الذاكرة، فإنك لا تتعامل مع المادة وحدها بعد الآن — بل تُحمّل هيكل الآلة نفسه، مما يقودنا إلى ما يحدث عندما يصبح الإطار، وليس القالب، هو الحلقة الأضعف.
انحناء بطول 12 قدم في صفائح من سبيكة 5052 بسماكة 0.125 بوصة، مُشكل بالهواء في قالب على شكل V بعرض 1 بوصة باستخدام مكبس بقدرة 175 طن. المركز يقرأ زاوية 90°. آخر 6 بوصات في كلا الطرفين تقرأ 92°. نفس البرنامج. نفس اللكمة. نفس المشغل.
هذا ليس ارتدادًا نابضًا يتجول هنا وهناك. بل هو انحناء في الماكينة تحت الحمل.
عندما ترفع الحمولة — قالب ضيق، دفعة ذات مقاومة خضوع عالية، اختراق أعمق لترويض النواة المرنة — فإنك لا تتعامل مع الصفيحة فقط. بل تُحمّل الكبّاس والمنضدة كما لو كانا عارضةً تحت الانحناء. إطار فولاذي، مثبت عند الأطراف، والقوة في المنتصف. الميكانيكا الأساسية: العوارض تنحني أكثر في المركز. إذا انخفضت الماكينة إلى أسفل في المنتصف، فإن اختراق اللكمة بالنسبة للقالب يكون أقل عند المركز منه عند الأطراف. تقليل الاختراق يعني زاوية أكثر انفتاحًا.
فلماذا خرج المركز مشدودًا في ذلك المثال؟
لأن الورشة كانت قد ضبطت تقويسًا ميكانيكيًا من العمل السابق — تعويضًا مفرطًا للمادة الأخف. كانت المنضدة محدبة للأعلى مسبقًا. ومع الحمولة الأثقل، لم يتطابق ترخيم الإطار مع التحميل المسبق. تغير منحنى الانحناء، لكن التصحيح لم يتغير. النتيجة لم تكن عشوائية. بل كانت متوقعة.
وهنا حيث تخدع الورش نفسها: إذا كررت الماكينة نفس الزاوية الخاطئة تمامًا في كل مرة، يسمّونها “دقة”.”
التكرار ليس هندسة. إنه مجرد خطأ ثابت.
إذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
إذا كانت هندسة الأدوات تتحكم في توزيع الانفعال عبر السماكة، فإن انحناء الإطار يتحكم في مدى تجانس تطبيق ذلك الانفعال على طول القطعة. إذا أخفقت في أي منهما، فإن تفاوضك مع ذاكرة المادة ينهار قبل أن يبدأ الحديث حتى عن الارتداد النابضي.
تخيّل نموذجًا بسيطًا. اثنا عشر قدمًا بين الإطارات الجانبية. الكبّاس يضغط للأسفل بقوة إجمالية قدرها 120 طن، موزعة على خط الثني. عاملها كعارضة محمّلة: مقدار الانحناء في المركز يزداد بمكعب الطول ويتناسب طرديًا مع الحمل. ضاعف الحمولة، فيتضاعف الانحناء. زد طول الثني، فيرتفع الانحناء بسرعة.
والآن أضف واقع المادة.
زيادة قدرها 10% في مقاومة الشد تتطلب تقريبًا 10% قوة إضافية للوصول إلى نفس الزاوية. إذا زادت السماكة 10%، يمكن أن تقفز الحمولة إلى نحو 20% لأن قوة الثني تتناسب طرديًا مع مربع السماكة. تلك القوة الإضافية لا تغيّر فقط مقدار الاختراق — بل تغيّر شكل الإطار تحت الحمل.
إذا كان نظام التقويس لديك مضبوطًا على دفعة أخف، فإن منحنى الانحناء الناتج عن الحمل الجديد يختلف. ينفتح المركز بينما تبقى الأطراف مشدودة، أو العكس، حسب كيفية تحميلك المسبق للمنضدة.
لقد رأيت فولاذ HSLA بقوة شد 70 ksi يُستبدل بـ A36 على نفس الرسم. نفس قالب 8×. نفس عمق مبرمج. أضاف المشغل درجتين من الثني الزائد في البرنامج — ليضغط أعمق بحيث بعد الاسترجاع المرن تستقر القطعة عند 90°. الأطراف جاءت مضبوطة. المركز فتح بمقدار 1.5° على مدى عشرة أقدام. استمر في ملاحقة العمق. كل ما فعله هو زيادة الحمولة الكلية وتضخيم عدم تطابق الانحناء.
المادة لم تُبدِ سلوكًا خاطئًا. الإطار هو من فعل.
التقويس ليس لإصلاح برمجة سيئة. بل لمطابقة المنحنى المرن للماكينة مع منحنى الحمل قبل أن تبدأ حتى في الجدال مع الارتداد النابضي.
فما النظام الذي يمكنه في الواقع متابعة هذا الهدف المتحرك؟
لقد جربت كليهما.
التاج الميكانيكي بالإسفين صادق لكنه ثابت. تقوم بضبط ضغط مسبق—بشكل أساسي إجبار السرير على انحناء طفيف للأعلى قبل الضربة. تحت الحمولة “المتوقعة”، يعود السرير إلى الاستواء. يعمل ذلك بشكل رائع إذا كانت افتراضاتك صحيحة.
لكن الافتراضات تنهار عندما تتغير دفعة الإنتاج.
قفزة 10% في القوة تعني 10% قوة إضافية. وهذا يعني 10% انحراف إضافي. الإسفين الميكانيكي لا يعرف ذلك. ولا يمكنه التكيف أثناء التحميل. إذا خرج المركز مفتوحًا، تتوقف، وتضع رقاقات، وتعيد الضبط، وتحاول مرة أخرى. الإنتاج يكره هذا.
أنظمة التاج الهيدروليكي تضخ الزيت في مناطق على طول السرير لإنشاء التعويض. الأفضل منها يسمح بالتعديل أثناء الدورة. مع تراكم الحمولة، يمكن ضبط الضغط في أسطوانات التاج لتطابق الحمولة الفعلية، وليس الحمولة المفترضة. يبقى الطاولة أقرب إلى التلامس المستوي مع الصفيحة بينما ترتفع القوة.
هذا مهم لأن قوة الانحناء بالهواء ليست ثابتة طوال المشوار. ترتفع بشدة مع إغلاق الزاوية. الإسفين الثابت يطابق نقطة واحدة فقط على ذلك المنحنى. النظام الهيدروليكي المستجيب يمكنه تتبع المنحنى.
لكن دعنا نحافظ على وضوح أفكارنا.
حتى التاج الهيدروليكي لا يزال تقريبًا. معظم الأنظمة تعوض في مناطق، لا نقاط مستمرة. تآكل الحلقات، درجة حرارة الزيت، استجابة الصمامات—كلها تغيّر السلوك بمرور الوقت. إذا لم يتطابق منحنى الانحراف للإطار ومنحنى التعويض للنظام نقطة بنقطة، فأنت ما زلت في حالة تقريب.
أنت ما زلت تتفاوض مع ذاكرة الصلب باستخدام آلة لها ذاكرتها الخاصة.
وهذا يقودنا إلى الخطأ الذي يحول الانحراف المؤقت إلى تلف دائم.
دخلت ورشة بها آلة جديدة تمامًا “لا تستطيع الحفاظ على الزاوية على طول 10 أقدام.” المركز دائمًا مفتوح. الأطراف دائمًا ضيقة. بدأوا بضغط الستانلس 10 قياس في قالب ضيق للتخلص من ارتداد الزاوية—مضاعفات مكدسة: فتحة V أضيق، مقاومة شد أعلى، طريقة الضغط الكامل.
كانوا يعملون بالقرب من الحمولة الاسمية في كل دورة.
مع مرور الوقت، تطور في السرير انحناء دائم للأعلى عند الأطراف وانحناء طفيف للأسفل في الوسط. تحققنا باستخدام مسطرة مستقيمة ومقاييس الفجوة. لم يكن الأمر مبالغًا فيه. بضعة آلاف من البوصة. وهذا كل ما يلزم.
فكر في حسابات الإجهاد. في الانحناء بالهواء، بضعة آلاف من البوصة في فرق الاختراق يمكن أن تغيّر الزاوية بدرجة أو أكثر حسب عرض القالب. إذا أخذ السرير شكلًا دائمًا—ما يسميه العاملون “القارب”—يمكنك ضبط التاج طوال اليوم ولن تصل إلى استواء حقيقي للنظام. أنت تعوض عن تلف، لا عن سلوك مرن.
الإطارات مصممة للانحراف المرن ضمن حدود الحمولة الاسمية. تجاوز ذلك مرارًا، وتنتقل من التشوه المرن إلى التشوه البلاستيكي في الآلة نفسها. الآن أصبحت الآلة تملك ذاكرة أيضًا.
وعلى عكس الصفيحة، لا يمكنك التخلص منها وجلب قطعة جديدة.
إذا كان شكل الأدوات يدفع الحمولة للتحكم في ارتداد الزاوية، وكان التاج يحاول تحييد الانحراف المرن، فإن الانضباط الحقيقي هو معرفة أين ينتهي المرن ويبدأ التشوه الدائم.
لأنه بمجرد أن يتذكر المكبح كيف أسأت استخدامه، تبدأ كل مفاوضة مع المادة من خط أساس مشوه.
هل تريد نطاق الحمولة الآمنة والإعداد الصحيح للتتويج؟
تكسب ذلك من خلال اختبارات الانحناء، وليس من خلال التخمينات.
الحمولة المقنّنة على جانب الإطار تخبرك بالنقطة التي يخضع فيها الجهاز لتشوه دائم. نطاقك الحقيقي أضيق: هو المجال الذي يبقى فيه الإطار مرنًا، ويبقى السرير مستقيمًا تحت الحمل، وتخضع المادة بما يكفي لتسترخي ضمن المواصفات بعد الارتداد. هذا النطاق يتغير عندما تتغير مقاومة الخضوع، وعندما تنقلب اتجاهات الحبيبات، وعندما يبدل أحدهم مادة A36 بمادة مقاومة شدّ 70 ksi وينسى إخبارك.
الصلب يتذكر.
إذا لم تقم بقياس سلوك هذه الدفعة في هذه الأداة وعلى هذه الماكينة، فأنت تفاوض عميانًا مع ذاكرتين في آن واحد—ذاكرة الصفيحة وذاكرة مكبح الضغط. لذا ليست الاستراتيجية “أضف درجتين واملِ أنّ الأمور ستسير جيدًا.” إنها فحوصات مضبوطة: قطع قصيرة، عمق اختراق مُقاس، زوايا مؤكدة، حمولة تُراقب عن كثب. أنت ترسم الحدود المرنة قبل أن تجري الإنتاج عبرها.
هذا هو الفرق بين تشغيل مكبح ضغط والتحكم في عملية التشكيل.
أنا لا أبدأ بقطعة طولها 10 أقدام كاملة.
أقطع شريطًا بعرض 3 بوصات من نفس الصفيحة، بنفس اتجاه الحبيبات، وأثنيها في القالب نفسه الذي سنستخدمه — 8× سمك المادة لفتحة V ما لم يكن هناك سبب موثق لتجاوز هذه القاعدة. إذا كان سمك المادة 0.125 بوصة، أستخدم قالب V بفتحة 1 بوصة. ليس لأن الكتاب يقول ذلك، بل لأنني رأيت ما يحدث عندما يقوم البعض بتضييق القالب لـ “مقاومة الارتداد” ويضاعفون الحمولة بهدوء.
إليك الحسابات التي يتجاهلها من يضغط الأزرار: حمولة الثني الهوائي تتناسب مع مربع السمك وتنخفض مع زيادة عرض القالب. ضيّق فتحة V بمقدار 10–15%، فترتفع القوة بسرعة. هذه القوة الإضافية لا تُغلق الزاوية فقط، بل تُجهد الإطار أكثر. الآن ضبط التتويج لديك خاطئ قبل أن تنظر حتى إلى الارتداد.
لذلك أشغّل شريط الاختبار بزاوية 90° مبرمجة.
ثم أقيس مقدار الارتخاء بعد الثني.
إذا انفتحت الزاوية إلى 92°، أعلم أنني أحتاج تقريبًا إلى درجتين من الانحناء الزائد في هذا الإعداد. أضيف درجتين في البرنامج—أضغط أعمق بحيث بعد التعافي المرن، تسترخي القطعة إلى زاوية 90°. لكنني لم أنتهِ بعد. أراقب مخطط الحمولة أثناء الضربة. إذا كنت بالفعل عند 85–90% من السعة المقنّنة على شريط قصير، أعلم أن الانحناء الكامل بطول كامل سيدفع الانحراف وربما يقترب من التشوه الدائم إذا لم يكن التتويج مضبوطًا.
خمسة عشر دقيقة. ثلاثة أشرطة. عبر اتجاه الحبيبات ومع اتجاهها إذا سمح المخطط بكليهما.
هذا أفضل من أربع ساعات من مطاردة الزوايا على القطع النهائية بينما يقف الإنتاج متذمرًا ويلوم الفولاذ.
أنت بحاجة إلى نقاط بدء، لا إلى خرافات متناقلة.
الفولاذ المعتدل في قالب 8× مناسب؟ درجة إلى درجتين من الارتداد في السماكات النموذجية. ألمنيوم 5052-H32؟ درجتان إلى أربع، وأحيانًا أكثر إذا كنت عبر اتجاه الحبيبات. فولاذ مقاوم للصدأ 304 في ثني هوائي؟ ثلاث إلى خمس درجات شائع. السبائك منخفضة المقاومة عالية الشد عند 70 ksi؟ لقد رأيت سبع درجات في إعداد نظيف.
هذه ليست وعودًا، إنها عروض افتتاحية.
الآلية بسيطة: مقاومة الخضوع الأعلى تعني وجود نواة مرنة أكبر عبر السماكة أثناء الثني بالهواء. مزيد من النواة المرنة يعني المزيد من الرجوع عند إزالة الحمل. يمكنك القيام بالضغط الكامل أو الحدّ إلى القاع لسحق تلك المنطقة المرنة، نعم — ولكن الحدّ إلى القاع يمكن أن يتطلب قوة ضغط أكبر بين خمس إلى عشر مرات من الثني بالهواء. وعلى مكبس قياسي، هكذا تحوّل انبعاج الإطار المرن إلى تشوه دائم يشبه شكل الزورق.
وبمجرد أن يأخذ السرير شكلاً ثابتاً، تصبح “الحلّ” الذي توصلت إليه هو المشكلة الجديدة.
لذلك أتعامل مع تلك النطاقات بالدرجات كحواجز أمان. إذا فتحت عينة الاختبار لدي بسمك 0.125 بوصة من نوع 304 بأربع درجات في قناة 1 بوصة، فذلك طبيعي. إذا فتحت بثماني درجات، فهناك شيء تغيّر — صلادة المادة، عرض القالب الخاطئ، نصف قطر اللكمة غير المناسب. الاختبار يخبرني إن كنت داخل السلوك المتوقع قبل أن ألمس قطعة الإنتاج.
أنت لا تلغي التغير.
بل تحصره.
تتضمن أدوات التحكم الحديثة مكتبات للمواد. وبعضها حتى يقرأ الزاوية في الوقت الفعلي ويضبط عمق الثني أثناء التشغيل.
أدوات مفيدة.
لكنها ما تزال تقريبية مبنية على قيم مقاومة خضوع متوسطة واحتكاك مفترض. غير اتجاه الحبيبات، أو تشطيب السطح، أو تركيبة الدفعة، وستتحول منحنيات الارتداد الفعلي. لقد شاهدت أنظمة قياس الزاوية بالليزر تُربَك بالستانلس المصقول وتطارد "شبحاً" ينحرف درجتين عن الواقع.
وهنا حيث تخدع الورش نفسها: إذا كررت الماكينة نفس الزاوية الخاطئة تمامًا في كل مرة، يسمّونها “دقة”.”
أثق بالجدول عندما تؤكّد شرائط الاختبار ذلك. إذا قالت وحدة التحكم إن الفولاذ المقاوم للصدأ بهذا السمك وفي هذا القالب يحتاج إلى انثناء زائد مقداره 3°، وعينتي ترتاح من 87° إلى 90°، فجيّد. نحن متوافقون. أما إذا قالت 3° وأنا أقيس 5°، فأتجاوزها بلا تردد. وحدة التحكم لا تشعر بانجراف مقاومة الخضوع. لكن يمكنك أنت قياسه.
الـCNC عبارة عن آلة حاسبة.
أنت مالك العملية.
عندما تبني التعويض بناءً على سلوك مقاس — شرائط قصيرة، هندسة قالب معروفة، وقوة ضغط مؤكدة — تتوقف عن الاستجابة للارتداد وتبدأ بتوقعه. وبمجرد أن تتمكن من توقعه ضمن الحدود المرنة للآلة، تتحول المحادثة من “إلى أي حد يمكنني أن أضرب؟” إلى شيء أكثر أهمية.
أي نوعٍ من المشغلين تريد أن تكون: من يُشغّل القطع أم من يتحكم في النتائج؟
تريد أن يستمر التنبؤ حتى في الوردية الثانية.
ليس في رأسك. وليس في دفتر ملاحظاتك. بل في العملية نفسها — بحيث تخرج القطعة بزاوية 90° سواء كنت موجوداً أم لا.
هذا هو الخط الفاصل بين تشغيل آلة والتحكم في نظام التشكيل.
آلة جديدة تماماً لن تنقذك من عملية تنحرف تدريجياً. لقد شاهدت ورشات تثبّت مكبساً بستة أرقام على الأرض، وتحمّل جدول المواد من الشركة المصنعة، وتفترض أن الدقة تأتي مثبتة مسبقاً. بعد شهرين، وردية النهار تضرب على 90°، وردية الليل على 92°، والجميع يلوم الفولاذ. ما تغير فعلاً لم يكن القوة، بل الانضباط. لا قاعدة قالب مقفلة. لا نتائج شرائط اختبار موثقة. لا انثناء زائد متفق عليه مرتبط بتلك الدفعة واتجاه الحبيبات. مجرد ذاكرة تناقلية.
الفولاذ متدرب عنيد بذاكرة طويلة. إذا لم تكتب كيف تصرف في تلك القناة ذات البوصة الواحدة على فولاذ 0.125 بوصة نوع 304 عبر اتجاه الحبيبات، فالمشغل التالي سيفاوض من الصفر.
إذن، كيف تجعل التنبؤ قابلاً للتكرار بدلاً من أن يكون شخصيًا؟
لأن أكبر مصدر خطأ في معظم الورش ليس انحراف المقياس الخلفي أو عدم تطابق التقوس. إنه الارتداد المرن غير المقاس.
تجاهل الاسترداد المرن وستكون تخاطر بدرجتين أو أكثر. هذا ليس إزعاجًا أثناء الإعداد، بل هو خردة في قطع الطيران ذات سماحية نصف درجة.
قوة الخضوع هي بوابة التحكم هنا. فكلما زادت قوة الخضوع زاد سمك النواة المرنة أثناء الثني الهوائي. وكلما زادت سماكة النواة المرنة زاد الاسترداد بعد إزالة الحمل. الآلة لا “ترى” هذا التغير ما لم تخبرها بذلك. وقوة الخضوع تتغير من دفعة إلى أخرى — حتى داخل نفس نطاق المواصفة.
لا يمكنك توحيد القوة وتأمل في الحصول على دقة.
بل توحد طريقة استجابتك للسلوك المرن.
هذا يعني أن كل دفعة جديدة من المواد أو سماكة أو اتجاه حبيبي تُفعّل نفس الفحص المنضبط: شريط قصير، تصحيح فتحة V وفق قاعدة 8× إلا إذا قالت الهندسة خلاف ذلك، قياس الزاوية بعد الاسترخاء، مراقبة الحمولة. النتيجة ليست مجرد “يحتاج إلى ثني زائد بمقدار 3 درجات”. إنها موثقة: حرارة المادة، فتحة القالب، نصف قطر اللكمة، عمق البرمجة، الارتداد الفعلي.
الآن أنت تبني مكتبة استجابة للمواد تخص ورشتك، لا جدول CNC عام.
لكن التوثيق وحده لا يمنع الانحراف بين المشغلين، أليس كذلك؟
لقد رأيت مكبحًا يدويًا بمشغل ماهر يتفوق على CNC سيئ المعايرة بدرجة كاملة طوال اليوم.
ليس لأن الآلة كانت أفضل.
بل لأن العملية كانت أكثر إحكامًا.
وإليك ما يبدو عليه ذلك عمليًا:
وهنا حيث تخدع الورش نفسها: إذا كررت الماكينة نفس الزاوية الخاطئة تمامًا في كل مرة، يسمّونها “دقة”.”
القابلية للتكرار بدون تحقق ليست سوى خردة مؤتمتة.
أنظمة التحكم المتطورة ذات تصحيح الزاوية أثناء العملية يمكنها ملاحقة الارتداد في الوقت الحقيقي. أنظمة جيدة. كنت سأستعمل أحدها. لكن حتى هذه الأنظمة تعتمد على افتراضات أساسية تتعلق بالخضوع والاحتكاك. إذا كانت بياناتك الأساسية غير دقيقة، فإن حلقة التصحيح ستستمر في التذبذب حول الهدف الخطأ بسرعة أكبر.
المكبح اليدوي يفوز في الورش السيئة لأنه يفرض الانتباه.
إذًا يصبح السؤال: كيف تبني هذا الانتباه داخل النظام بحيث لا يعتمد على الشخصية؟
معظم المشغلين يفكرون من حيث الزاوية النهائية.
متحكمو العمليات يفكرون من حيث الاختراق المرن.
عندما تثني بالهواء، فأنت لا تشكل زاوية 90°. أنت تدفع إلى عمق محسوب يخلق توزيعًا مرنًا–بلاستيكيًا محددًا عبر السماكة. يضيف درجتين من الثني الزائد في البرنامج—يدفع أعمق حتى بعد التعافي المرن، تسترخي القطعة إلى 90°. ذلك العمق — وليس الزاوية المعروضة — هو متغير التحكم الحقيقي.
ثبت ذلك، وستصبح الزاوية نتيجة جانبية.
إليك الإطار الذي أتوقع أن يشغله المشرف الرئيسي:
الآن تصبح التنبؤات قائمة على الاختراق المقاس والاستجابة الموثقة، وليس على من يقف أمام لوحة التحكم.
سيطر على المرحلة المرنة، وستتبع النتيجة البلاستيكية — في كل مرة.
هذا هو المنظور الذي أريدك أن تحافظ عليه: الدقة لا تتعلق بالضغط أكثر أو بشراء برمجيات أذكى. إنها تتعلق بالتعامل مع التعافي المرن كمتغير أساسي وتصميم عادات ورشتك حوله.
بمجرد أن ترى الثني كإدارة للذاكرة المرنة بدلًا من السعي وراء القوة، تتوقف عن السؤال: “هل يمكن للآلة أن تحقق ذلك؟”
وتبدأ بالسؤال: “هل حددنا سلوك المادة بدقة كافية بحيث لا يمكن أن تخطئ؟”


















