

تتوقف مكابسة الثني فجأة في منتصف الوردية. يتجمع المشغلون، ويتعطل الإنتاج، وكل دقيقة تمر تستنزف المال أسرع من مرور المادة عبر قاطع ليزر. من المغري البدء فورًا في تفكيك الأجزاء، لكن في حوالي 80٪ من الحالات، لا تتطلب الحلول أي أدوات على الإطلاق. ما هو ضروري أولًا هو إجراء تشخيص مركز لمدة خمس دقائق لتمييز الاضطراب البسيط عن العطل المحتمل أن يكون قاتلًا للآلة. تجاوز هذه الخطوة، ويمكن أن يتحول إصلاح بسيط مدته 10 دقائق إلى توقف لعدة أيام.
في مكابس الثني CNC والهيدروليكية الهجينة، يمكن أن يتظاهر تجمد منطق التحكم على أنه عطل ميكانيكي. غالبًا ما يهدر المشغلون ساعات في البحث عن مشاكل حساسات غير موجودة بينما السبب الفعلي هو تجمد البرنامج. أظهرت بيانات من عدة ورش أن إيقاف التشغيل الكامل — وليس مجرد الضغط على زر التوقف الطارئ — يحل ما يصل إلى 40٪ من حالات التوقف غير المتوقعة في آلات من شركات مثل Amada وTrumpf وBystronic.
الإجراء بسيط لكن يجب تنفيذه بدقة: أوقف القاطع الرئيسي لمدة لا تقل عن 45 ثانية للسماح للمكثفات بالتفريغ الكامل، ثم أعد التشغيل في الوضع اليدوي. شغّل الكباس لثلاث دورات بدون حمل، مع مراقبة النزول السلس والمحاذاة الصحيحة. إذا استمرت المشكلة — خاصة مع رموز خطأ مثل E101 خطأ التزامن — التقط صورة واضحة ومضاءة جيدًا لشاشة التحكم قبل القيام بأي شيء آخر. هذا يوثق حالة المشكلة بدقة، مما يمكّن فني الشركة المصنعة من التشخيص بسرعة وربما توفير آلاف الدولارات في تكاليف الخدمة.
إهمال هذه الخطوة يؤدي غالبًا إلى أعمال هيدروليكية غير ضرورية. في مثال موثق، أمضى فني نصف يوم في إعادة إحكام الصمامات، ليكتشف أن الكباس الذي كان يُعتقد أنه “ميت” يعمل بشكل مثالي بمجرد إعادة تشغيل القاطع.
حالة النظام الهيدروليكي تظهر فورًا في قراءات الضغط — بشرط أن تعرف ما هو الطبيعي. في مكبس نموذجي بقدرة 100 طن، يجب أن يكون ضغط الخمول بين 20 و50 PSI. القراءات أقل من 15 PSI غالبًا تشير إلى نقص تغذية المضخة، بينما الضغوط التي تتجاوز المواصفات بأكثر من 10٪ قد تدل على صمام تنفيس عالق.
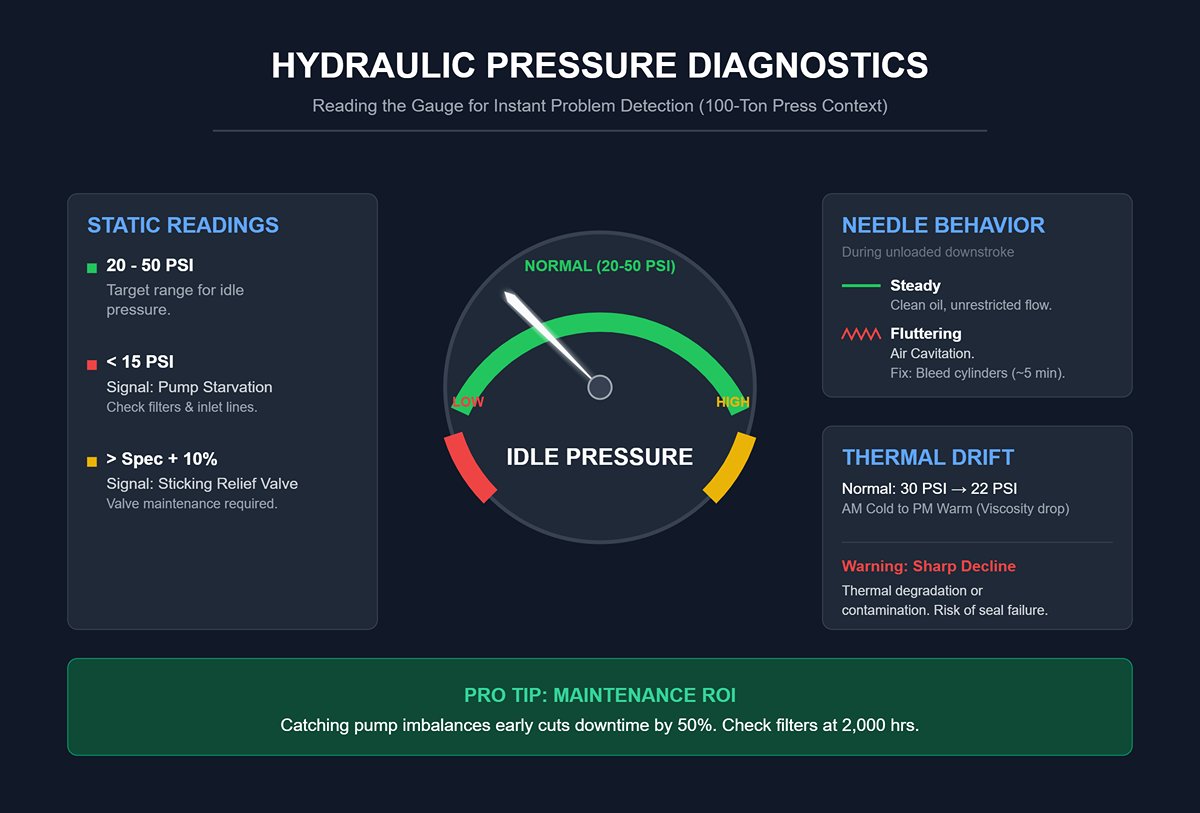
لاستخراج معلومات مفيدة، تحقق من المقياس أثناء تشغيل الكباس في شوط نزول بدون حمل. إبرة ثابتة ومتسقة تدل على زيت نظيف وتدفق غير معاق. إذا اهتزت الإبرة بشكل غير منتظم، فهذا غالبًا علامة على تكهف الهواء — يُحل عادة في حوالي خمس دقائق عن طريق تنفيس الأسطوانات من الأعلى إلى الأسفل. سجلات من مرافق التصنيع تظهر أن اكتشاف اختلالات المضخة مبكرًا يمكن أن يقلل وقت التوقف إلى النصف، خاصة عندما تكون المرشحات على وشك انتهاء عمرها التشغيلي المتوقع (حوالي 2000 ساعة تشغيل).
لصورة أكثر اكتمالًا، قارن قراءات المقياس من بدء التشغيل البارد في الصباح مع تلك المأخوذة في وقت متأخر من اليوم بعد أن يسخن النظام. من الطبيعي أن تنخفض قراءة مثل 30 PSI في الساعة 8 صباحًا إلى حوالي 22 PSI بحلول منتصف بعد الظهر بسبب تغير لزوجة الزيت. لكن الانخفاض الحاد يمكن أن يشير إلى تدهور حراري أو تلوث — وهي حالات تزيد خطر فشل الحشوات. التدخل فور ظهور هذه الأعراض على المقياس يمكن أن يمنع أعطال أكثر خطورة وتكلفة.
غالبًا ما تطور الأنظمة الهيدروليكية المغلقة “تعرقًا” طفيفًا غير ضار — طبقة رقيقة أقل من ملعقة صغيرة في الساعة تظهر حول الحشوات أثناء دورات الحرارة. إذا كان الأثر نظيفًا وناعمًا، فلا داعي للقلق. فقط امسحه وراقبه، وتجنب التفكيك غير الضروري.
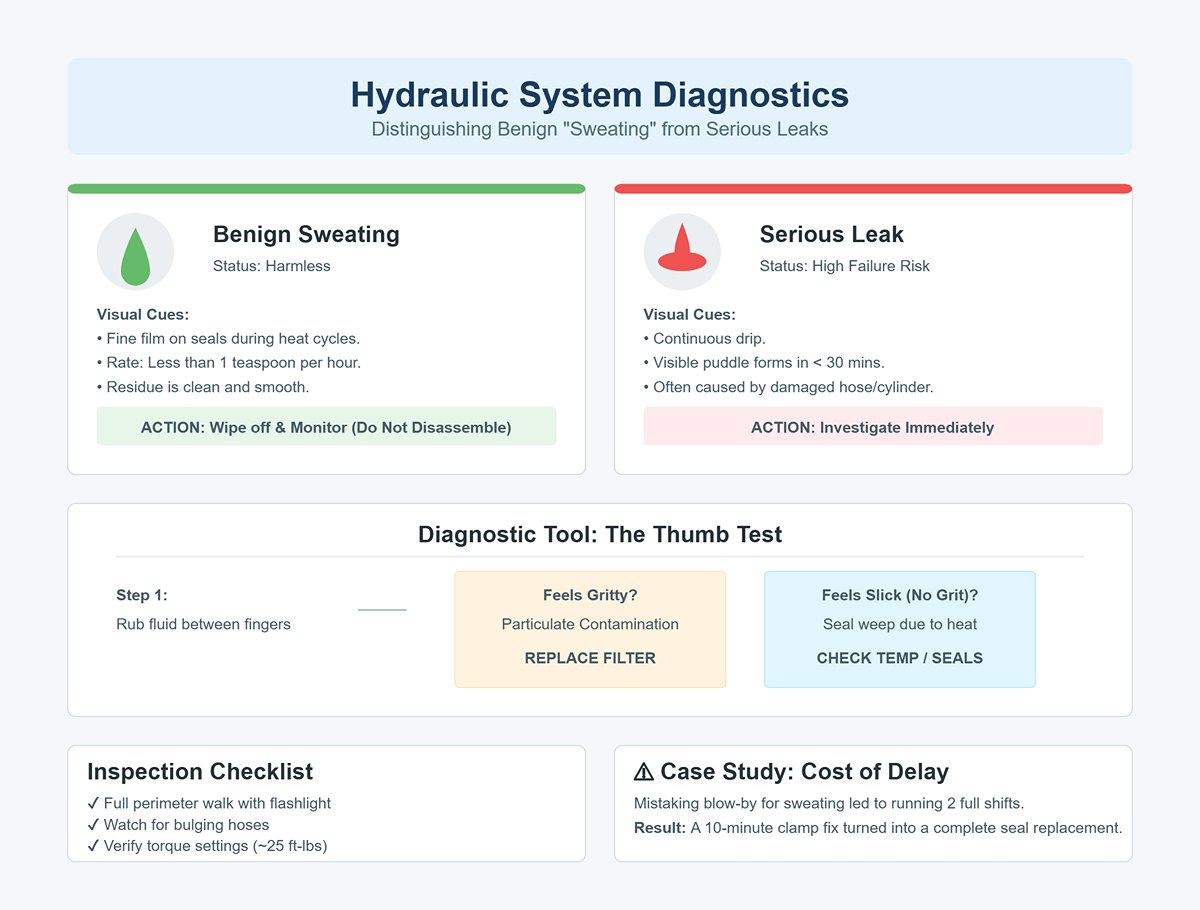
التسربات الكبيرة قصة مختلفة. تقطر مستمر يشكل بركة مرئية في أقل من نصف ساعة يشير إلى احتمال كبير للفشل — غالبًا بسبب خرطوم أو أسطوانة تالفة. استخدم اختبار الإبهام كفحص أولي: افرك السائل بين أصابعك. إذا كان ملمسه خشنًا، فهناك تلوث جسيمي، ويجب استبدال الفلتر فورًا لحماية المضخة من التآكل الكاشط. إذا كان ملمسه ناعمًا بلا خشونة، فقد تكون المشكلة تسرب الحشوات بسبب الحرارة الزائدة.
السرعة في تحديد التسربات أمر حاسم. في حالة واحدة، أخطأ مشغل ورشة تصنيع في اعتبار تسرب الأسطوانة البسيط على أنه تعرق طفيف وأبقى الآلة تعمل لوردتين كاملتين. هذا حوّل إصلاح مشبك خرطوم بسيط مدته 10 دقائق إلى استبدال كامل للحشوات — مضيعًا الوقت والمال. يجب أن يشمل فحصك جولة كاملة حول الآلة باستخدام مصباح يدوي، مع مراقبة الخراطيم المنتفخة، والتحقق من إعدادات العزم عند حوالي 25 قدم‑رطل حيثما تم تحديد ذلك.
في العديد من أنظمة المكابس الهيدروليكية، لن تبقى الطاولات وتجميعات الأدوات في مكانها بمجرد قطع الطاقة. في حوالي 60٪ من مكابس الثني، يؤدي إيقاف الطاقة الرئيسية دون اتباع تسلسل الإيقاف الصحيح إلى سقوط الكباس بحرية تحت وزنه — مما يخلق هبوطًا غير متحكم فيه وخطر سحق خطير.
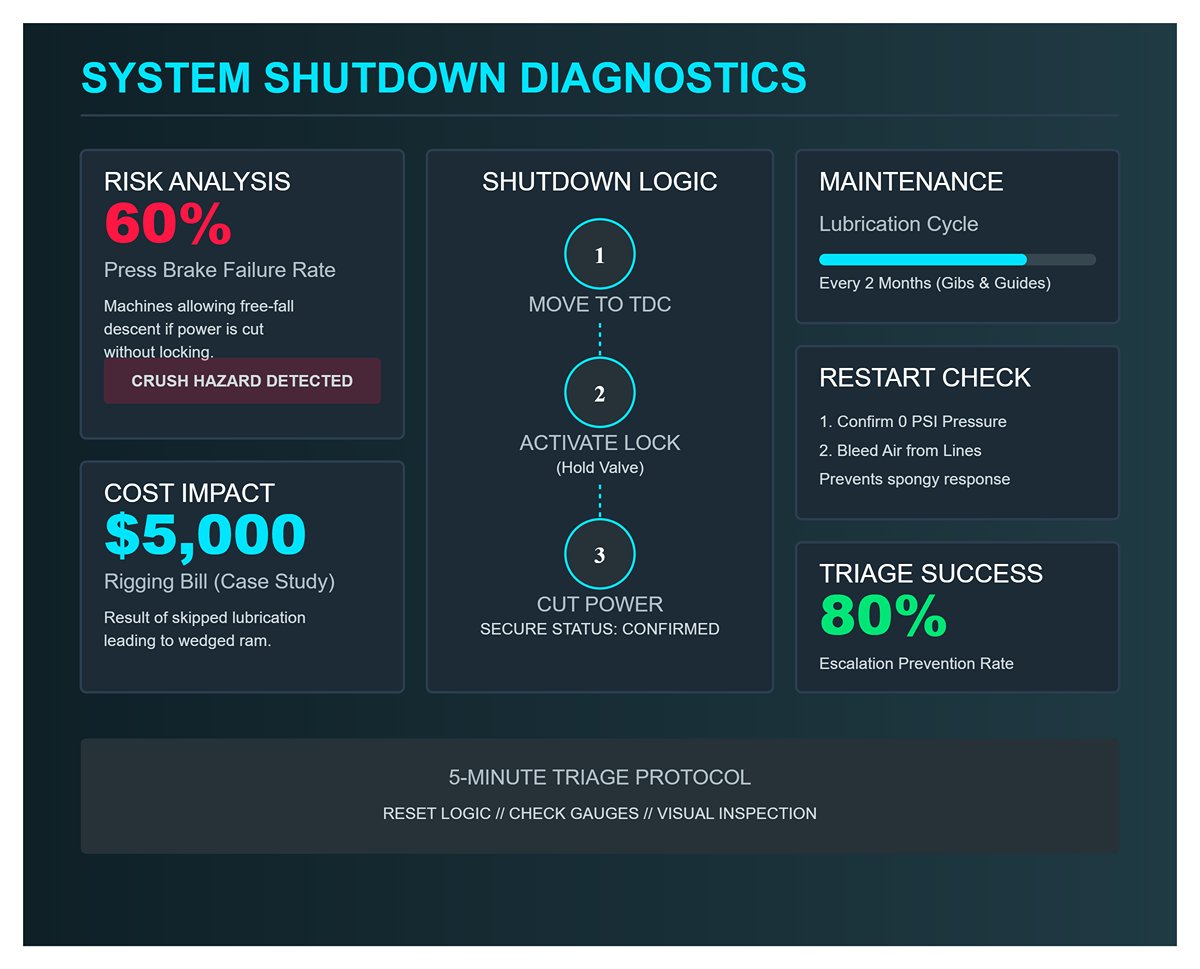
قبل الإيقاف، حرّك الكباس إلى موضع النقطة الميتة العليا (TDC). فعّل صمام التثبيت — الذي يُشار إليه غالبًا في الكتيبات باسم “قفل هيدروليكي مساعد” — لإبقاء الكباس ثابتًا في مكانه. فقط بعد تثبيته يجب فصل الطاقة الرئيسية. هذا التسلسل يضمن بقاء الكباس ثابتًا أثناء التوقفات الطارئة أو أعمال الصيانة أو أي اضطرابات غير متوقعة.
الصيانة الوقائية المنتظمة توفر حماية إضافية. تشحيم الأدلة والمرشدات كل شهرين يساعد على منع الانحشار — وهي مشكلة يمكن أن تحبس الكباس في منتصف الشوط وأحيانًا تتطلب مساعدة باهظة الثمن من رافعة. إحدى الورش في الغرب الأوسط تجاهلت هذا الجدول وانتهى بها الأمر بكباس عالق، مما أدى إلى فاتورة تجهيز قدرها 15,000 دولار لتحرير الوحدة.
بمجرد إيقاف الطاقة، تحقق من المقاييس أن الضغط الهيدروليكي انخفض إلى الصفر. ثم نزف أي هواء من الخطوط قبل إعادة التشغيل. هذه الخطوة تزيل الاستجابة البطيئة أو الإسفنجية الشائعة في الدورة الأولى، مما يحافظ على المحاذاة والدقة.
يمكن لفرز مركز لمدة خمس دقائق أن يحسن بشكل جذري نتائج الإصلاح. إعادة ضبط منطق التحكم تتجنب التفكيك الميكانيكي غير الضروري، فحوصات المقاييس تكشف مشاكل المضخة أو الحشوات مبكرًا، الفحوصات البصرية تساعد في تحديد أولويات إصلاح التسرب، واتباع بروتوكولات السلامة يمنع كلًا من التوقف والإصابة. تظهر بيانات الورش أن تطبيق هذه الطريقة باستمرار أوقف المشاكل من التصاعد في 80٪ من الأعطال — مما أبقى الإنتاج على المسار وحمى المشغلين.
المكبس الذي لا يعود، أو يعود ببطء، يمكن أن يوقف الإنتاج تمامًا. ومع ذلك، غالبًا ما يكون السبب الجذري إصلاحًا بسيطًا وليس عطلًا كارثيًا. ابدأ بأسرع اختبار: تحقق من مستوى السائل الهيدروليكي مقارنة بمواصفات الماكينة. انخفاض السائل يقلل ضغط النظام ويسمح بدخول الهواء إلى الخطوط، وكلاهما يبطئ زمن الاستجابة.
إذا كانت مستويات السائل صحيحة، تحقق من وجود تلوث. الأنظمة الهيدروليكية في مكابس الثني حساسة للغاية تجاه الشوائب—الغبار، وبرادة المعدن الدقيقة، والرطوبة المعلقة في الزيت تعمل كمواد كاشطة داخل المضخات والصمامات. هذا يزيد الاحتكاك في جدران الأسطوانة ويعطل الحركة السلسة. العديد من الورش تتجاهل استبدال الزيت عند علامة 500 ساعة، وهي عادة النقطة التي يبدأ فيها التلوث بالتأثير الملحوظ على الأداء.
الهواء المحبوس داخل الزيت الهيدروليكي—وهو عامل غالبًا ما يتم تجاهله—يمكن أن يسبب اختلالات ضغط قوية بما يكفي لإبطاء أو إيقاف عودة المكبس تمامًا. عملية التطهير أو نزف الدائرة الهيدروليكية مهمة بسيطة يمكن تنفيذها داخليًا لاستعادة السرعة التشغيلية الكاملة فورًا، دون الحاجة إلى استدعاء خدمة خارجية.
دليل صوتي واضح يمكن أن يساعد في التشخيص: صوت “فرقعة” مميز عند وصول المكبس إلى النقطة الميتة السفلى غالبًا ما يشير إلى أن صمام الضغط النسبي يتأخر بأكثر من 80 مللي ثانية. في مثل هذه الحالات، المكبس نفسه ليس معيبًا—ضبط توقيت الصمام بدقة عادة يعيد سرعة الدورة إلى طبيعتها. نفذ هذه الفحوصات أولاً، إذ إنها تمثل غالبية مشاكل العودة البطيئة، قبل الاشتباه في أعطال ميكانيكية أكثر خطورة.
الثنيات غير المتساوية تشير إلى وجود قوى موضعية مؤثرة. بينما يمكن أن يكون التآكل الميكانيكي عاملًا، في معظم الحالات يكون السبب ضغط هيدروليكي غير مستقر أو أخطاء في التموضع. إذا كان الضغط يتذبذب بأكثر من ±1.5 ميجا باسكال أثناء دورة الثني، فإنه يغير زوايا الثني ويسرع تآكل القالب بما يتجاوز التفاوت المقبول في نصف القطر البالغ 0.1 مم—مما يضعف الدقة في النهاية.
المحدد الخلفي مهم بنفس القدر، إذ يعمل كمرجع تموضع للمادة. محور واحد غير محاذي يمكن أن يجعل أحد أطراف قطعة العمل يصل إلى منطقة الثني قبل الآخر. تحقق من أن قراءة محور X تطابق باستمرار المسافة الفعلية، باستخدام كتل معايرة أو كاليبـر دقيق. الفحوصات الأسبوعية لدقة التموضع المتكرر تساعد على منع الانحرافات الطفيفة التي قد تمر دون ملاحظة حتى تصبح الأجزاء المعيبة متكررة.
اختلافات المادة تؤثر أيضًا على الدقة. تفاوت يزيد عن نقطتين في صلابة فيكرز بين طرفي الصفيحة يمكن أن يشوه الثنيات، حتى مع أدوات مثالية وضغط هيدروليكي مستقر. وبينما لا يمكن للمشغلين عادة التحكم في صلابة المادة، فإن الكشف المبكر من خلال اختبار الصلابة يساعد على تحديد ما إذا كان السبب يعود للمادة أو للآلة.
تحديد هدف شهري للحفاظ على تفاوت زاوية الثني ضمن ±0.1° يعد إجراءً وقائيًا فعالًا. الحفاظ على هذا التفاوت يمكن أن يطيل عمر القالب بأكثر من 30% ويقلل وقت التوقف إلى النصف—محولًا مشكلة الثنيات غير المتسقة من مشكلة مستمرة إلى حدث نادر.
تجمع السائل الهيدروليكي تحت أو بالقرب من مكبس الثني يجب أن يدفع إلى الفحص الفوري. ابدأ بفحص الخراطيم بحثًا عن علامات التآكل المرئية—خدوش، تشققات، انتفاخ، أو آثار زيت حول الوصلات. التسربات الخارجية تتطلب استبدالًا سريعًا لتجنب خطر الانفجار الكامل.
إذا كانت جميع الخراطيم سليمة، وجه انتباهك إلى المكونات الداخلية. الحشوات البالية داخل الأسطوانات أو الصمامات التحكمية يمكن أن تسمح للسائل الهيدروليكي بتجاوز مساره المقصود—وهو عطل يعرف بالتسرب الداخلي. غالبًا ما تبقى هذه التسربات مخفية حتى يصبح تجمع السائل ملحوظًا. الزيت الملوث يسرع تلف الحشوات، مما يعني أن الحشوات الجديدة ستفشل بسرعة إذا تم تجاهل جودة السائل. لمنع المشاكل المتكررة، استبدل الزيت والفلاتر، نظف الخزان جيدًا، ثم قم بتركيب حشوات جديدة.
مراقبة ضغط النظام يمكن أن تحسن التشخيص. إعدادات صمام التنفيس التي تتجاوز المواصفات ستدفع السائل بقوة أكبر عبر الحشوات الضعيفة، مما يزيد التسرب سوءًا. خفض الضغط إلى الحد الموصى به من الشركة المصنعة يقلل فورًا الإجهاد الميكانيكي ويبطئ معدل الفشل.
عندما تكون مستويات الضغط ضمن المواصفات لكن التسرب مستمر، افحص أسطوانة المكبس وحلقة الحشوة بعناية. الخدوش العميقة أو الأخاديد تشير إلى تلف ميكانيكي لا يمكن إصلاحه في الورشة—مثل هذه الحالات يجب إحالتها مباشرة إلى الشركة المصنعة أو مختص.
التوقفات المفاجئة للدورة غالبًا ما تثير القلق بشأن أعطال هيدروليكية أو ميكانيكية، لكن التوقفات غير المنتظمة غالبًا ما تكون مرتبطة بأنظمة السلامة الكهربائية. الستائر الضوئية ومفاتيح الأمان مصممة لإيقاف التشغيل فورًا عند اكتشاف عائق أو خلل. عندما تعمل هذه الأنظمة دون سبب، سيتوقف مكبس الثني في منتصف الدورة رغم عدم وجود مشكلة ميكانيكية.
العوامل البيئية هي المشتبه الأول. تراكم الغبار على مستشعرات الستائر الضوئية أو عدم المحاذاة بين الباعث والمستقبل يمكن أن يرسل إشارات أمان خاطئة. تنظيف عدسات المستشعر بانتظام وضمان المحاذاة البصرية الصحيحة عادة يقضي على هذه الإيقافات غير المبررة.
مفاتيح الأمان في لوحات الوصول يمكن أن تتعرض لتآكل في التلامس أو ترتخي مع الوقت. حتى الاهتزاز الطفيف يمكن أن يقطع الدائرة مؤقتًا، مما يؤدي إلى توقف أمان. تثبيت أجهزة التثبيت واستبدال المفاتيح البالية يعيد التشغيل المنتظم والموثوق.
يجب أن يتضمن استكشاف الأعطال الكهربائية التحقق من بقاء انحراف المستشعر ضمن حدود التسامح — عادةً ±0.02 مم. حتى الانحرافات الطفيفة يمكن أن تضلل نظام التحكم ليُسجل حالات أمان خاطئة. معالجة المشكلات الكهربائية قبل فحص النظام الهيدروليكي توفر الوقت وتجنب العمل الميكانيكي غير الضروري.
غالبًا ما “يتحدث” مكبس الثني من خلال أصواته قبل حدوث عطل خطير بوقت طويل. يمكن للمشغلين الذين يتعلمون تفسير هذه الإشارات الصوتية تحديد المشكلات واتخاذ إجراءات مركزة بدقة أكبر.
عادةً ما يشير صوت طرق معدني حاد عند النقطة الميتة السفلى إلى تأخر في صمام التناسب وليس إلى كسر ميكانيكي. ضبط استجابة الصمام بحيث يتفاعل في أقل من 80 مللي ثانية سيقضي عادةً على الصوت وأي اضطرابات في توقيت الدورة.
يُعد الصفير العالي النبرة المستمر علامة مميزة على حدوث تجويف في المضخة، وغالبًا ما يكون سببه هو الهواء المحبوس في السائل الهيدروليكي. الحل هو تفريغ النظام بالكامل من الهواء، مما يعيد الملف الصوتي الطبيعي للمضخة ويحميها من التآكل الناتج عن تقلبات الضغط غير المنتظمة.
أما أصوات الطحن، فمن ناحية أخرى، فتنشأ من تداخل ميكانيكي. يمكن أن تتسبب القضبان الإرشادية الجافة أو عدم محاذاة القوالب أو المسامير المرتخية في توليد مثل هذه الأصوات. عالج التشحيم دائمًا أولاً — فالقضبان الجافة تولد طحنًا مسموعًا، وتسرع من التآكل، وتسبب تغيرًا في القوة أثناء عمليات الثني.
إذا كان الكباس ينزل بشكل غير متساوٍ أثناء إصدار الصوت، فقد تكون تتعامل مع مشكلات متعددة في آن واحد — مثل التسربات أو توقيت الصمام غير الصحيح أو تآكل الأسطوانة. يتطلب هذا السيناريو فحصًا كاملًا للنظام، حيث إن كل سبب محتمل يحتاج إلى مسار إصلاح مختلف. إن التعرف على أنماط الأصوات المميزة يقلل بشكل كبير من وقت التشخيص.
من خلال مطابقة الأعراض بسرعة مع الأسباب المحتملة، يمكن للمشغلين الانتقال من الإصلاحات التفاعلية إلى الصيانة الاستباقية. لكل عطل شائع ترتيب تشخيصي خاص به، والعمل من خلاله بشكل منهجي يعيد الأداء بسرعة أكبر ويساعد على منع المشكلات المتكررة التي قد تستنزف الإنتاجية.
| المشكلة | الأعراض | الأسباب المحتملة | خطوات التشخيص | الحلول الموصى بها |
|---|---|---|---|---|
| المكبس لا يعود – أو يعود ببطء شديد مؤلم | فشل الكباس في العودة أو تحركه ببطء، توقف الإنتاج | انخفاض مستوى السائل الهيدروليكي، تلوث، هواء في النظام، تأخر صمام التناسب | تحقق من مستوى السائل الهيدروليكي، افحص التلوث، قم بتفريغ/تنفيس دائرة الهيدروليك، استمع لصوت “الطرق” عند النقطة الميتة السفلى | أضف السائل الهيدروليكي، استبدل الزيت الملوث عند 500 ساعة تشغيل، فرغ النظام، اضبط توقيت الصمام |
| جودة الثني غير المتسقة: دقيقة في طرف وغير دقيقة في الآخر | انحناءات غير متساوية، الدقة جيدة في جانب واحد فقط | ضغط هيدروليكي غير مستقر، عدم محاذاة مقياس الرجوع، تفاوت في صلابة المادة | قم بقياس تقلب الضغط (حد ±1.5 ميجا باسكال)، تحقق من معايرة محور X باستخدام أدوات دقيقة، اختبر فرق صلابة فيكرز | تثبيت الضغط، محاذاة محاور المقياس الخلفي، اختبار الصلابة قبل الثني، الحفاظ على تحمل زاوية شهري ±0.1° |
| تراكم السائل الهيدروليكي: التمييز بين تسرب الخراطيم والتسرب الداخلي | تجمع السائل الهيدروليكي بالقرب من مكبس الثني | خراطيم تالفة، أختام مهترئة، تسرب داخلي، ضغط صمام تنفيس أعلى من المواصفات، تلف الأسطوانة | فحص الخراطيم بحثًا عن التآكل، اختبار الأختام، التحقق من إعدادات صمام التنفيس، فحص أسطوانة المكبس وحلقة الختم | استبدال الخراطيم التالفة، استبدال الأختام، تنظيف الخزان، استبدال الزيت والفلاتر، ضبط الضغط وفق المواصفات، إحالة تلف الأسطوانة الشديد إلى الشركة المصنعة الأصلية |
| الكهرباء: توقفات دورة عشوائية بسبب الستائر الضوئية أو مفاتيح الأمان | انقطاعات غير متوقعة في الدورة | غبار أو عدم محاذاة في الستائر الضوئية، تآكل نقاط تلامس مفتاح التداخل، انحراف المستشعر | تنظيف عدسات المستشعر، التحقق من المحاذاة البصرية، فحص تركيب مفتاح التداخل ونقاط التلامس، قياس انحراف المستشعر (±0.02 مم) | تنظيف ومحاذاة المستشعرات، تثبيت/استبدال مفاتيح التداخل، تصحيح انحراف المستشعر |
| الأصوات الناشئة: التمييز بين صفير المضخة والطحن الميكانيكي | صوت طرق معدني، صفير المضخة، أصوات طحن | تأخير الصمام، تجويف المضخة، جفاف القضبان الموجهة، عدم محاذاة القوالب، مثبتات فضفاضة، تسربات أو تآكل | الاستماع لنوع الصوت، توقيت استجابة الصمام (<80 مللي ثانية)، التحقق من وجود هواء في الزيت الهيدروليكي، فحص التشحيم، المحاذاة، المثبتات | ضبط توقيت الصمام بدقة، تنفيس النظام، تشحيم القضبان الموجهة، محاذاة القوالب، شد المثبتات، فحص كامل للنظام بحثًا عن مشاكل متعددة |
عندما تشير مكبس الثني CNC إلى خطأ Y1/Y2، فهذا يعني وجود فرق في الموضع بين الأسطوانة الهيدروليكية اليسرى (Y1) واليمنى (Y2). غالبًا ما يشتبه المشغلون في أن المكبس قد انحرف فعليًا، لكن عمليات التدقيق الميدانية تظهر أن حوالي 70٪ من هذه التنبيهات ناتجة عن مقاييس الموضع الخطي الملوثة أو غير الدقيقة أكثر من كونها انحرافًا ميكانيكيًا حقيقيًا.
تحقق من الهندسة الفعلية للمكبس قبل ضبط النظام الهيدروليكي. حرك المكبس إلى النقطة الميتة السفلى بدون حمل، ثم ضع مسطرة دقيقة بطول متر عبره. التفاوتات الأكبر من 0.1 مم من طرف إلى آخر تشير إلى انحراف ميكانيكي؛ أي شيء أقل يوحي بانحراف المستشعر. يمكن لغبار القشور المعدنية أن يحرف القراءات بما يصل إلى 0.5 مم لكل قدم — وهو ما يكفي للتسبب في ثنيات متدرجة بدون أي انحراف مرئي.
مسح المقاييس الخطية بالكحول الأيزوبروبيلي، وتشغيل المكبس بدون حمل خلال عشر ضربات كاملة، وإعادة معايرة إحداثياته يحل أكثر من 80٪ من الأخطاء المتعلقة بالمستشعر. هذه الخطوة الصيانة منخفضة التكلفة يمكن أن تمنع الاستبدال المبكر لأختام الأسطوانة وتجنب توقف الآلة غير الضروري. انتقل إلى فحص الجيب أو المكونات الهيدروليكية فقط بعد التأكد من أن المقاييس تقرأ بدقة.
أنظمة التتويج — سواء كانت أوتاد ميكانيكية أو مشغلات يتم التحكم بها بواسطة CNC — تعاكس انحناء السرير والمكبس تحت الحمل للحفاظ على زوايا الثني موحدة عبر قطعة العمل. وعلى الرغم من أن هذه الأنظمة فعالة، فإن تطبيق تعديلات التتويج دون التأكد أولاً من أن المكبس يعمل بتكرار ثابت يمكن أن يخفي مشاكل أساسية أكثر خطورة.
في مكبس بقدرة 100 طن، يكون الانحراف النموذجي عند السعة الكاملة حوالي 0.1–0.3 مم لكل متر. ومع ذلك، يمكن أن تتسبب أدلة الكباس البالية في انحشار أحد الجوانب بمقدار 0.2 مم، مما يضاعف الانحراف المُدرك فعليًا ثلاث مرات. اختبار سقوط الكباس عند 50% من الحمل الأقصى باستخدام شفة عينة يتيح لك تحديد ما إذا كان التفاوت من جانب إلى جانب يبقى ضمن 0.1 مم. إذا تجاوز ذلك، عالج تآكل الأدلة قبل إجراء تعديلات التتويج.
للتعويض الحقيقي عن الانحراف، قم بضبط إسفين التتويج بدقة على خطوات مقدارها 0.05 مم وقم بقياس النتائج باستخدام مقياس زاوية—أو للحصول على دقة أعلى، استخدم أداة ليزر لقياس التوازي قادرة على دقة أقل من 0.1 مم. التتويج المفرط “كإجراء احترازي” يمكن أن يطيل أوقات الدورة بما يصل إلى 15% بسبب تأخر حركة آلية التتويج. البدء بقياسات أساسية دقيقة يقلل معدلات الهدر، ويضمن أن التتويج يعالج الانحراف الفعلي بدلاً من إخفاء التآكل الميكانيكي.
تحدد المسطرة الخلفية طول الشفة وموقع الانحناء. أي انحراف في محور X (الوضعية الأفقية يمين-يسار) أو محور R (الارتفاع العمودي) يمكن أن يؤدي بسرعة إلى أجزاء غير متسقة، حتى عندما يكون الكباس مضبوطًا تمامًا. وجدت عمليات تدقيق الورش أن الأصابع الخلفية المفكوكة شكلت حوالي 80% من انحراف محور X، بينما غالبًا ما تم تتبع عدم دقة محور R إلى براغي كروية تالفة.
لفحص أصابع المسطرة الخلفية، أوقف تشغيل الطاقة وطبق ضغط دفع-سحب؛ أي حركة تتجاوز 0.1 مم تستدعي الضبط. شد مشابك الأصابع إلى 22 نيوتن متر عندما تكون جافة—الخيوط الملوثة بسائل التبريد يمكن أن تقلل قوة التثبيت إلى النصف. أعد الشد بعد حوالي 500 دورة تشغيل لالتقاط أي تراخي مبكر ناتج عن الاهتزاز.
لكشف التراخي في محور R، شغّل الكباس عبر كامل شوط الارتفاع مع الاستماع لأي أصوات طحن أو الإحساس بالانحشار. غالبًا ما تفوت الملاحظة العادية ارتداد البرغي الكروي الأكبر من 0.15 مم—ومع ذلك فهذا هو الحد الذي تبدأ عنده اختلافات ارتفاع الشفة بالظهور حتمًا. يمكن أن يؤدي استبدال صامولة البرغي الكروي، التي تكلف عادة حوالي $800، إلى القضاء على العيوب المتكررة الناتجة عن الوضع العمودي غير المتسق.
الحفاظ على سجل ثابت لانحراف المسطرة الخلفية مع فترات الخدمة يمكّنك من التنبؤ بجدولة استبدال المكونات قبل أن تعطل عمليات الإنتاج.
الجيوب—وسادات تحمل من البرونز أو مواد مركبة توجه الحركة العمودية للكباس—يجب أن تحافظ على خلوص دقيق لإبقاء الكباس محاذيًا تحت الحمل. الخلوص الزائد (أكثر من 0.15 مم، مقاس بمقياس الشعرة في عدة نقاط على كل جانب) يمكن أن يسمح للكباس بالميل، مما يتسبب في انحشار أحد الأطراف ضد أدلته وإنتاج انحناءات غير متساوية.
أزل الحواجز للوصول إلى الجيوب، ثم قس الخلوص في أربع نقاط متباعدة بالتساوي لكل جانب. إذا كان الخلوص زائدًا، أدخل شرائح نحاسية بسمك 0.05 مم بدلاً من طحن أسطح الجيوب. الطحن يزيل الطبقات المقساة، مما يسرع التآكل ويزيد تراكم الحرارة في التشغيل المستقبلي. الخلوص المثالي بعد إدخال الشرائح هو 0.10–0.12 مم، مما يوازن بين احتفاظ التشحيم والتوجيه الدقيق.
بعد الضبط، ضع شحم بدرجة NLGI 2، شغّل المكبس تحت الحمل لمدة عشرين دورة، وقيم تسوية الكباس. اختبار موثوق هو وضع شريحة بسمك 1 مم تحت أحد طرفي قطعة العمل—الجيوب المضبوطة بشكل صحيح ستصحح نفسها خلال دورة أو دورتين. إذا ظهرت خدوش أثناء هذا الاختبار، استشر الشركة المصنعة قبل متابعة التشغيل.
معظم أدلة استكشاف أعطال مكابس الثني تعالج كل مشكلة على حدة—إزالة القشور لأخطاء محور Y، ضبط التتويج لتصحيح تدرج الانحناء، شد أصابع المسطرة الخلفية لإصلاح الانحراف. في الواقع، تظهر الدراسات الميدانية أن 73% من السيناريوهات متعددة الأعطال لها أسباب ميكانيكية وإلكترونية متداخلة. التعامل معها خارج الترتيب يمكن أن يضخم إشارات الخطأ، ويؤدي إلى نتائج تشخيصية مضللة، ويهدر ساعات في إعادة العمل غير الضرورية.
ترتيب العمليات الفعال يحمي وقت التشغيل: أولاً، تحقق من الجيوب وأدخل الشرائح لتصحيح اختلال الكباس الأساسي. بعد ذلك، اضبط التتويج فقط بعد التأكد من دقة الأدلة، ثم ثبت أصابع المسطرة الخلفية وافحص البراغي الكروية. وأخيرًا، نظف الحساسات وأعد معايرتها بحيث تعكس القراءات التعديلات الميكانيكية التي تم إجراؤها.
خذ على سبيل المثال حالة موثقة لمكبس بقدرة 150 طن كان ينتج انحناءات بمقدار 1.5 مم مائلة إلى اليسار ويطلق أخطاء Y1/Y2، رغم أن ضغوط الأسطوانات كانت متطابقة. الحل شمل إدخال شرائح في الجيوب، إعادة شد أصابع المسطرة الخلفية حسب المواصفات، وتطبيق تعديل تدريجي واحد على التتويج. هذه الخطوات أعادت الأداء إلى صفر هدر خلال الـ 2000 قطعة التالية، مع إبقاء التوقف الكلي أقل من ساعة—متجنبين الإصلاح الشامل المقترح البالغ $15,000.
باتباع تسلسل منطقي—من تصحيح المحاذاة الميكانيكية الأساسية إلى ضبط أنظمة التعويض—أنت لا تستعيد فقط دقة الانحناء بل توقف أيضًا تطور الأعطال المترابطة قبل أن تتفاقم. النتيجة أكثر من مجرد إصلاح تقني: إنها موثوقية تشغيلية محسنة وإنتاج ثابت، مما يعزز الربحية مباشرة في بيئات التصنيع عالية الحجم.
تعتمد الأسطوانات الهيدروليكية على سائل غير قابل للانضغاط لتوفير قوة ثابتة ودقيقة. عندما يدخل الهواء إلى خطوط الأسطوانة، تتأثر هذه الخاصية—فالهواء ينضغط تحت الضغط، ويتصرف مثل الإسفنجة ويخلق استجابة بطيئة. قد يبدو الكباس مترددًا أو “عائمًا” بدلاً من تقديم حركة حادة. غالبًا ما تتبع هذه المشكلة عمليات تعبئة سريعة للسائل أو تحدث عندما تسمح الحشوات البالية بتسربات مجهرية. في العديد من الورش، ما يقرب من نصف جميع عمليات التعبئة غير المجدولة تدخل الهواء إلى النظام.
لاستعادة الاستجابة الحادة، استخدم عملية نزف متعمدة. شغّل الكباس ببطء 10–15 مرة عند ضغط منخفض بدون قطعة عمل في مكانها, يدفع الهواء المحبوس نحو أعلى نقاط النظام الهيدروليكي. عند صمامات تنفيس الأسطوانة—الموجودة عادة عند الأطراف العلوية—قم بفتح كل صمام بحوالي ربع دورة فقط مع الحفاظ على حركة بطيئة للمكبس. راقب تدفق الزيت في تيار سلس خالٍ من الفقاعات؛ التدفقات المفاجئة أو الرغوة تشير إلى بقاء جيوب هوائية. في منتصف العملية تقريبًا، قم بتعبئة الخزان بزيت مطابق للزوجة الأصلية لتجنب إعادة إدخال الهواء.
قاوم الرغبة في إجراء دورات ضغط عالية قبل عملية تفريغ الهواء، حيث إن الاضطراب سيدفع الهواء أعمق داخل النظام، مما يجعل إزالته أصعب. أحد خطوط الإنتاج خفض معدلات الخردة بنسبة 25% في ليلة واحدة فقط باستخدام تفريغ ضغط منخفض بدلاً من البحث عن أعطال غير موجودة في الصمامات. إذا استمر المضخة في إصدار صوت صفير بعدها، فاشتب في حدوث تجويف—أي دخول الهواء عند مدخل المضخة—والذي يستدعي فحص سلامة خط السحب وضمان مستويات سائل كافية.
تعتمد المضخات الهيدروليكية بشكل كبير على حجم سائل ثابت—تقييد تدفقه يؤدي إلى انخفاض الكفاءة والعمر الافتراضي بشكل كبير. يمكن أن يقلل الفلتر المسدود—سواء على جانب السحب أو الضغط أو الرجوع—التدفق بأكثر من النصف، مما يؤدي إلى زيادة الحرارة بسرعة، بطء أوقات الدورة، وزيادة خطر انفجار الحشوات. من العلامات المبكرة وجود صوت صفير حاد عالي النغمة للمضخة عند التشغيل، يليه غالبًا ارتفاع أسرع من المعتاد في درجة الحرارة تحت الحمل. الإهمال في الترشيح يعد السبب الجذري في أكثر من 80% من أعطال مضخات مكابح الضغط، وغالبًا بسبب الحطام الناتج عن تآكل الحشوات الداخلية أو الملوثات مثل قشور الدرفلة.
حدد مكان الانسداد من خلال الفحص باللمس واختبار التجاوز. إذا كان الخط الراجع للزيت من المبرّد إلى الخزان دافئًا، فاشتب بوجود انسداد في فلتر الرجوع؛ أما الخط البارد فعادة يعني أن التدفق غير معاق. يعتبر منخل السحب داخل الخزان هو الجاني الأكثر تكرارًا ويجب فحصه أولاً. عند وجوده، استخدم مقياس الفارق في فلتر الضغط—الأرقام فوق المواصفات تؤكد وجود تقييد. تجاوز كل فلتر بطريقة منهجية باستخدام صمامات الخدمة، مع ملاحظة ما إذا عاد التدفق ودرجة الحرارة للوضع الطبيعي، واستبدل أي عنصر فلتر يظهر انسدادًا كبيرًا.
التزم باستبدالات معتمدة من الشركة المصنعة لتجنب اختلافات حجم الجزيئات والتآكل غير الضروري. تركيب تنبيه بصري بسيط للتقييد—مثل شريط لون يتغير عند وصول المقاومة لنقطة محددة—يمكن أن يحول عمليات الفحص اليومية إلى لمحة مدتها ثانية واحدة، مما يقلل بشكل كبير من حوادث حرمان المضخة من التغذية. بعض عناصر الفلتر الرخيصة أرخص بكثير من الإصلاحات الناتجة عن إهمال الصيانة الروتينية، ما يجعل عمليات الفحص الأسبوعية للفلتر ضرورية.
سماكة—أو لزوجة—السائل الهيدروليكي تؤثر مباشرة على كفاءة حركة الزيت عبر الصمامات والمجاري. عند البرودة، يصبح الزيت أكثر سماكة، مما يبطئ استجابة المشغل ويقلل سرعة المكبس. في وقت مبكر من اليوم، يظهر هذا غالبًا في شكل انحناءات “لزجة” بزوايا غير دقيقة حتى يسخن النظام ليصل على الأقل إلى 100°F. وعلى العكس، عندما يسخن الزيت أكثر من اللازم يصبح رقيقًا بشكل مفرط، مما يقلل من القدرة على الحمل ويتسبب في انتفاخ الحشوات؛ بحلول منتصف بعد الظهر قد تلاحظ انجراف الزاوية وانخفاض الحمولة. اختيار درجة لزوجة خاطئة يزيد هذه المشاكل—على سبيل المثال مزج سوائل ISO 32 وISO 46 يمكن أن يزيد تغييرات الزاوية بنسبة تصل إلى 40%.
ابدأ كل نوبة عمل بروتين إحماء سريع. دع المكبس يدور بدون حمل لمدة خمس دقائق تقريبًا، مع مراقبة مقياس درجة حرارة الزيت حتى يصل إلى النطاق الأمثل ما بين 110–130°F. اختبر زوايا الانحناء على قطع فولاذية متطابقة قبل وبعد الإحماء؛ إذا كان الفرق أكبر من درجة واحدة، فهذه علامة على عدم استقرار اللزوجة. في تلك الحالة، خذ عينة وقم باستخدام شريط قياس اللزوجة في المختبر لتأكيد درجة الزيت وفحص وجود أي تلوث.
للاستمرار في الاعتمادية على المدى الطويل، استخدم دائمًا زيتًا يطابق مواصفات الشركة المصنعة طوال العام. عادةً ما يوفر سائل ISO 46 المضاد للتآكل أداءً ثابتًا في أغلب الظروف، خاصة عند إقرانه بفحوص أسبوعية لمستوى الزيت. تجنب تشغيل الأحمال الكاملة في الظروف الباردة—فذلك يؤدي إلى تآكل سريع للحشوات ويقلل عمر الخدمة بما يصل إلى خمسة أضعاف. التشغيل بزيت بارد جدًا أو ساخن جدًا لا يؤثر فقط على الجودة؛ إنه طريق مباشر نحو فشل هيدروليكي مبكر.
الدورات البطيئة لمكابح الضغط ليست دائمًا ناتجة عن مشاكل هيدروليكية. أجهزة تتبع المواقع الكهربائية—مثل حساسات القرب الحثية ومفاتيح الحد الميكانيكية—يمكن أن تسبب تأخيرًا عند اتساخها أو عدم محاذاتها أو تأثرها بالحرارة. تعمل هذه الحساسات على إرسال إشارات إلى نظام التحكم بأن المكبس وصل إلى حدود حركته. إذا تدهورت تلك الإشارات، قد يفسّر الجهاز موقع المكبس بشكل خاطئ، مما يؤدي إلى توقفه أو وقفه في منتصف الحركة. في بيئات التصنيع المغبرة، يمكن للتلوث أن يقلل قوة الإشارة بنسبة 50% في غضون بضعة أسابيع فقط، وسوء أو تآكل الأسلاك يزيد المشكلة سوءًا.
تشخيص هذه المشاكل يتطلب مراقبتها أثناء العمل. مع فتح الحواجز الأمنية، شغّل المكبس وتحقق من وميض مصابيح الحساس—فذلك غالبًا يعني وجود مشاكل في المحاذاة. اضبط الحساسات الحثية ليكون الفاصل وفقًا لتوصيات الشركة المصنعة بين 2–4 ملم، مع التأكد من خلو المنطقة أمام الحساس من المعدن. قم بتنظيف الغبار باستخدام منظف كهربائي خالٍ من الرواسب، ثم تحقق من الاستمرارية باستخدام جهاز القياس المتعدد؛ يجب أن يقرأ المفتاح المغلق أقل من 5 أوم. بالنسبة للأسلاك، حرّك الحزم بلطف عند لوحة التحكم أثناء التشغيل. إذا تجاوز انخفاض الجهد 2 فولت، تحتاج الأسلاك إلى إصلاح.
غالبًا ما تظهر أجهزة التصوير الحراري أن الكثير من مشاكل “الدورة البطيئة” تنبع من أطراف الحساس التي تعمل أعلى قليلاً في الحرارة—أحيانًا بعشر درجات فهرنهايت فقط فوق درجة حرارة المناطق المحيطة—لكنها كافية لزيادة المقاومة الكهربائية وتأخير إرسال الإشارة. الحفاظ على التأريض الجيد والاتصالات الآمنة يمكن أن يمنع ذلك. قبل الشروع في إصلاحات أكثر تعقيدًا، جرّب إيقاف التشغيل الكامل: أوقف الآلة تمامًا لمدة 30 ثانية. يعالج هذا الإعداد الصلب ما يقرب من نصف مشاكل الحساس المتقطعة. إذا استمرت أخطاء الحد، قد تكون تتعامل مع مشفر منزلق، والذي يمكن عادة إصلاحه عن طريق تشغيل وضع التعليم أو المعايرة في مكبس الضغط.
إحدى الأخطاء الشائعة عند استكشاف أعطال مكابح الضغط هي افتراض أن المشاكل الهيدروليكية والكهربائية موجودة في عوالم منفصلة وغير مرتبطة. غالبًا ما يركز المشغلون على نظام واحد فقط—سواء تفريغ الخطوط الهيدروليكية أو استبدال الحساسات—دون إدراك مدى ترابط عمل هذه الأنظمة. على سبيل المثال، يمكن أن يكون سبب توقف المكبس نقصًا بسيطًا في التغذية الهيدروليكية بنفس القدر الذي يمكن أن يكون فيه ضعف في إشارة الحساس، وفي كثير من الحالات، تتشابه الأعراض تمامًا.
اعتمد طريقة تشخيص هجينة. عند ظهور مشكلة في الدورة، جدولة فحوصات تمتد إلى كلا النظامين: صمامات تفريغ إلى جانب اختبارات الحساس، مراجعة حالة الفلتر أثناء فحص الأسلاك. تساعد هذه الاستراتيجية المدمجة على تجنب البحث عن أعطال غير موجودة في نظام واحد، تقلل وقت التوقف، وتكشف المشاكل المشتركة التي قد يفوتها النهج المنفصل. الورش التي تدمج الفحوصات الهيدروليكية والكهربائية بشكل استباقي في نفس خطوة التشخيص أبلغت عن إصلاحات أسرع بنسبة تصل إلى 40% وعدد أقل بكثير من الأعطال المتكررة. التحول الرئيسي هو إدراك أن أداء مكبس الضغط يأتي من نظام موحّد، وليس أجزاء منفصلة—مما يحافظ على ثبات الإنتاج وتقليل تكاليف الإصلاح.
التخدش الشديد داخل أسطوانة هيدروليكية في مكبس الثني ليس مجرد عيب شكلي—بل هو نقطة اللاعودة. الأخاديد التي يزيد عمقها عن 0.1 مم تصبح مسارات لحطام كاشط وتجاوز سائل هيدروليكي، مما يؤدي بسرعة إلى تآكل الحشوات وحرمان المكبس من ضغط ثابت. ما قد يبدأ كاستبدال حشوة $500 يمكن أن يتصاعد إلى إعادة بناء أسطوانة بقيمة $20,000، حيث يصبح التجليخ وإعادة الطلاء بدقة تحت إدارة الشركة المصنعة أمرًا أساسيًا. عمليات التجليخ أو الإصلاحات الكاشطة التي تتم يدويًا غالبًا ما تدمج ملوثات دقيقة مثل قشور المطاحن في طبقة الكروم، مما يسبب أسطح غير منتظمة تحبس السائل، وتزعزع الضغط، وتؤدي إلى حركة بطيئة وزاحفة للمكبس تحت الحمل.
في مصانع تصنيع السيارات التي تتبع أكثر من نصف مليون دورة تشغيل، كشفت البيانات أن الأسطوانات الهيدروليكية المخدوشة تنتج ثلاثة أضعاف التسرب الداخلي مقارنة بالأسطوانات السليمة. بالإضافة إلى ذلك، فشلت نسبة 73% من الإصلاحات “المؤقتة” التي تمت داخل الورشة أثناء عمليات الثني عالية الحمولة. تشخيص سريع—بتمرير الظفر على السطح أثناء الفحص والشعور بأنه يعلق في الأخدود—مصحوب بتأخر في استجابة النظام الهيدروليكي يتجاوز 0.5 ثانية، يمثل نقطة اللاعودة بوضوح. بعد ذلك، يصبح أي تعديل يدوي إضافي إهدارًا للموارد. في هذه المرحلة، سجّل العيب، التقط صورًا واضحة مع مقياس مرجعي، وأرسل الأسطوانة إلى الشركة المصنعة قبل أن ترتفع معدلات الخردة وتتضاعف فترات التوقف.
في العديد من الورش، يعني تشخيص مشاكل المحركات إخراج جهاز القياس المتعدد لاكتشاف الأعطال الواضحة—مثل الدوائر المفتوحة، أو الملفات القصيرة، أو الأسلاك غير الصحيحة. بينما تغطي هذه الفحوصات حوالي 40% من الأعطال الشائعة، فإن الـ 60% المتبقية تأتي من مشاكل كهربائية أكثر دقة: عدم استقرار السيرفو المتقطع، ارتفاعات الجهد المفاجئة، التشوه التوافقي في محركات التردد المتغير (VFDs)، وانهيار العزل تحت الحمل. التعامل مع هذه يتطلب اختبارات ديناميكية—مثل تشغيل راسم الذبذبات لالتقاط أشكال التيار أثناء عملية الثني—لكشف ما تغفله القياسات الثابتة.
تجاهل هذه الاختبارات المتقدمة يمكن أن يسمح باختلال المراحل في محركات CNC دون اكتشاف، مما يؤدي إلى انحراف محور Y1/Y2 وانحناءات قد تكون خارج القياس بمقدار 2 مم على طولها. العديد من الورش تخطئ باعتبار ذلك مشكلة معايرة بسيطة حتى يتعرض المحرك لفشل كارثي، مما يؤدي إلى استبدالات طارئة بقيمة $10,000. تظهر التحليلات طويلة الأمد أن محركات CNC في منتصف عمرها—حوالي 12 إلى 18 سنة—تميل إلى التدهور أكثر بسبب التشوه التوافقي مقارنة بتآكل الأسلاك. يمكن لاختبار انحراف العزم التنبؤي، الذي يرصد التباينات فوق 5%، كشف المشاكل المحتملة قبل أشهر من حدوث العطل الفعلي.
بمجرد أن تتجاوز الشذوذات الكهربائية الحدود الحرجة—مثل ارتفاع سحب التيار بدون حمل، أو تكرار رموز أخطاء الدورة بما يتجاوز الحدود المقبولة، أو ارتفاعات العزم التي تصل إلى 15% فوق المواصفات عند سرعة مكبس 80%—يكون الوقت قد حان لاستخدام أدوات تشخيصية بمستوى الشركة المصنعة. تسجيل هذه القراءات الدقيقة قبل طلب الدعم يمكن أن يقلل وقت تواجد فني الشركة المصنعة في الموقع إلى النصف مقارنة بالتقارير الغامضة مثل “الآلة بطيئة”، مما يترجم إلى توقفات أقصر وفواتير عمل أقل.
الانتقال من استكشاف الأخطاء وإصلاحها في الموقع إلى دعم الشركة المصنعة لا يتعلق فقط بإجراء مكالمة هاتفية—بل بكيفية نقل تاريخ الأعراض الخاصة بالآلة بفعالية. مستوى التفاصيل الذي تقدمه يؤثر مباشرة على سرعة الإصلاح والتكلفة النهائية. الورش التي تقدم تقارير دقيقة ومنظمة جيدًا—تتضمن أكواد أخطاء مع طوابع زمنية، ولقطات لقراءات العدادات عند نقاط الحمل الرئيسية، ومقاطع فيديو قصيرة تظهر سلوك المكبس غير الطبيعي—توفر باستمرار من 2 إلى 4 ساعات قابلة للفوترة على فواتير خدمة الشركة المصنعة.
فكر في الفرق: “حدث خطأ تزامن E‑405 عند الدورة 247,892؛ يعود المكبس في 4.2 ثانية مقابل 2.8 ثانية حسب المواصفات؛ صوت صفير عالي النبرة عند 2,500 PSI” يمكّن فني الشركة المصنعة من الوصول وهو مجهز بالأجزاء الصحيحة وخطة اختبار مركزة. بالمقابل، قول “الآلة بطيئة” يتركه يخمن، مما يطيل التشخيص. تسجيل انحراف الأداء باستمرار—مثل تغير زوايا الثني بأكثر من ضعف التفاوت خلال ثلاثة أشهر، أو وجود فراغ في المسند الخلفي يتجاوز 0.2 مم—يعطي موظفي الشركة المصنعة معلومات كافية لتصنيف العمل كوقائي بدلًا من عاجل، مما يسمح بدمج الإصلاحات في جداول الصيانة المخطط لها.
قائمة تحقق موثوقة ومجربة للتوثيق:
إن تضمين سجلات الدورات التي تسجل أحداث الحمل الزائد والاحتفاظ بنسخ احتياطية نصف شهرية لبرامج CNC لا يجعل تسليم العمل إلى الشركة المصنعة أكثر كفاءة فحسب، بل يساعد أيضًا في تجنب أعطال المحركات الغامضة الناتجة عن تلف البرامج الثابتة—وهي مشاكل لا يمكن لاختبارات جهاز القياس المتعدد التقليدية اكتشافها.
الحفاظ على مكبس الثني ضمن الحدود الآمنة مسألة انضباط—معرفة متى يجب التوقف قبل أن يتصاعد التآكل الميكانيكي أو الشذوذات الكهربائية إلى ما يتجاوز قدرة أدوات الورشة على الإصلاح. التأخر في إشراك الشركة المصنعة يترجم إلى تكاليف أعلى، وفترات توقف أطول، واحتمال تلف أدوات التشكيل. اكتشاف علامات التحذير المبكرة وتوثيقها بدقة يحوّل مكالمة الطوارئ في اللحظة الأخيرة إلى تدخل خدمة منسق، مما يقلل من الاضطراب والتكاليف.
زيت الهيدروليك هو شريان الحياة الأساسي لآلة الثني، وكحال الدم البشري، يحتاج لأن يتدفق باللزوجة الصحيحة ليعمل بشكل سليم. في صباح بارد عند بداية الوردية، يصبح الزيت أكثر كثافة ويتباطأ، مما يجبر المضخات على الإجهاد ويدفع الحشوات لتحمل ضغوط أعلى قبل أن تتسع إلى الخلوص المصمم لها. هذا لا يؤدي فقط إلى أداء بطيء، بل يمكن أن يسبب تمزقات مجهرية في حواف الحشوات وأضرار ضغط دائمة في المواد المرنة الباردة والهشة. وبمجرد بدء هذا التدهور، لا يمكن عكسه: تفقد الحشوات قدرتها على الحفاظ على الضغط، يزداد التسرب الداخلي، وتصبح حركة المكبس غير منتظمة.
تجاوز الإحماء ببساطة ليس خيارًا. إن قضاء دقيقتين إلى خمس دقائق في تشغيل آلة الثني بضغط منخفض ودون أي حمل يرفع درجة حرارة الزيت إلى نطاق يمكنه فيه التشحيم بفعالية بدلًا من التسبب في تآكل كاشط. إهمال هذه الخطوة يمكن أن يقصر عمر الحشوات لأشهر، مما يدفعك إلى إصلاحات مكلفة تستنزف ميزانية قطع الغيار ووقت الإنتاج. عامل آلة الثني في الشتاء كما تعامل الرياضي—فلن تبدأ بالركض فجأة دون تمارين إطالة، ونظامك الهيدروليكي يستحق نفس العناية.
ابدأ كل وردية بإيقاظ الآلة برفق: حرّك المكبس عبر كامل مساره، دع الزيت يسخن بشكل متساوٍ، ولاحظ كيف تصبح الحركة أكثر سلاسة. هذه هي اللحظة التي تتوقف فيها الحشوات عن المقاومة وتبدأ بالعمل بانسجام مع النظام.
معظم الورش تؤكد أنها تتابع صيانة التشحيم، ومع ذلك فإن العديد من المشغلين لا يمكنهم تحديد كل نقاط الشحم في آلة الثني دون الرجوع إلى الدليل. المشكلة ليست إهمالًا متعمدًا—بل أن النقاط المخفية غالبًا لا تُلمس لأنها مخفية خلف الحواجز، أو محجوبة عن الرؤية، أو مغطاة بنقاط تشحيم أكثر وضوحًا. محامل براغي المحور الخلفي، قضبان التوجيه الجانبية في الوحدات القديمة، ونقاط ارتكاز العارضة السفلية هي ضحايا شائعة لهذا التغافل.
الحل هو خريطة تشحيم: مخطط متين ومغلف مصمم خصيصًا لطرازك يوضح بوضوح كل نقطة شحم ومنفذ تشحيم. ضعها مباشرة على الآلة. خصص أرقام تعريف لكل نقطة مع مواصفات الشحم الصحيحة. ضع هذه المهمة في بداية الوردية بين يدي مشغل لديه سلطة إيقاف الإنتاج إذا لم يمكن الوصول إلى نقطة أو خدمتها. لا افتراضات، لا تأجيل—فقط تشحيم ثابت ودقيق.
تأكد من خدمة كل نقطة، خاصة تلك التي تم تجاهلها من الوردية السابقة. تخطي حتى نقطة واحدة يبدأ سلسلة من التآكل الكاشط: المعدن الجاف يعلق ويتخدش، مولدًا جزيئات تنتقل بعد ذلك إلى أجزاء متحركة أخرى. نقطة تشحيم واحدة مفقودة يمكن بسهولة أن تضاعف تكاليف الإصلاح مع انتشار التآكل عبر النظام. خريطة التشحيم تحول التشحيم من عادة عشوائية إلى إنجاز يومي قابل للقياس.
القشور المعدنية هي طبقة صلبة وهشة من الأكسيد تتقشر عن الفولاذ أثناء عمليات الثني. كل شظية تسقط على قضبان أو موجهات آلة الثني تصبح نقطة بداية محتملة للتلف. إذا تُركت دون معالجة، تُسحق هذه الشظايا بفعل الاهتزاز إلى جزيئات دقيقة تختلط مع الزيت أو الشحم المتبقي—مكونة مركبًا كاشطًا. هذا المركب ينتقل مع كل حركة للقضيب، محفورًا أخاديد مجهرية في الأسطح الدقيقة، مما يخل بدقة المقياس الخلفي ويؤثر على تثبيت الأدوات.
الحل هو مسح جاف قبل أول مهمة في اليوم. بأيدٍ مكشوفة داخل قفازات نظيفة، وقطعة قماش جاهزة—تتبع بأصابعك طول القضبان والموجهات ومقاعد الأدوات. اكتشف أي حبيبات. أزلها قبل أن يدمجها الحرارة والحركة في المعدن. هذه الممارسة ليست لجعل الآلة “مرتبة”؛ بل لمنع الجزيئات الكاشطة من التسلل إلى الأسطح المنزلقة.
المشغلون الذين يتبنون هذا كجزء من روتين بداية الوردية يرون نتائج ملموسة: تبقى دقة المقياس ثابتة شهرًا بعد شهر، تظل أوقات الدورة موثوقة، وتنخفض الأعطال المتعلقة بتآكل القضبان إلى حد شبه معدوم. بمجرد أن تشعر بتحول القضيب من خشن إلى ناعم تمامًا تحت أصابعك، لن تتخطى هذه العملية مرة أخرى.
في أي ورشة، غالبًا ما يبدأ التوقف دون ملاحظة—حشوة باردة تتصلب أثناء التشغيل، نقطة شحم مخفية تجف، أو تراكم حبيبات بصمت على قضيب. يكشف طقس بداية الوردية هذه المشاكل وهي لا تزال سهلة المنع. عالجها اليوم، وستكون قد ضمنت إنتاج الغد بالفعل.


















