

ورقة بحجم 5×10 من الفولاذ المقاوم للصدأ بسمك 10 غيج لا “تشعر” بأنها ثقيلة حتى تكون أنت الشخص الذي يمسك الطرف الخلفي بينما تنزل قوة المكبس بمقدار 120 طن.
لقد شاهدت رجالاً بالغين يلقون بثقل أجسادهم على صفيحة متدلية في منتصف الدورة، أحذيتهم تنزلق على الخرسانة، في محاولة للحفاظ على خط الانحناء مستقيمًا بينما يستمر مكبس الثني في الحركة وكأنه لا يهتم. يخرج الجزء وفيه التواء بسيط. الجميع يلوم التوقيت، أو قلة الخبرة.
لكن ماذا لو كانت الآلة والدعم يتصارعان من البداية؟
لوح فولاذي معتدل بطول 3 أمتار وسمك 6 مم، يجلس على ذراعين ثابتين للدعم يبدو مستقرًا عند الراحة. اضغط على دورة التشغيل، وستتولى الجاذبية الأمر قبل أن يصل المكبس حتى إلى نقطة التلامس. الطرف الحر ينخفض عدة مليمترات. يعوّض المشغل ذلك بالرفع. يستمر المكبس في النزول بسرعة مبرمجة.
الآن لديك ثلاث قوى تلعب الدور: الجاذبية التي تسحب للأسفل، المشغل الذي يدفع للأعلى، والمكبس الذي يدفع عبر المحور المحايد للانحناء.
هذا ليس ثنيًا، بل هو شدّ حبل.
سلة الخردة: لقد أتلفت ذات مرة اثني عشر لوح ألمنيوم بطول 8 أقدام في وردية واحدة لأن جميعها كان فيها انحراف بمقدار 1.5 درجة على طول الحافة. نفس البرنامج. نفس مجموعة الأدوات. المتغير الوحيد كان اثنين من المشغلين يحاولان “مساعدة” دعم ثابت على مواكبة دورة بقوة 90 طن. دفعنا ثمن تلك الصفائح مرتين — مرة في المواد، ومرة في إعادة العمل.
الضريبة ليست واضحة في القطعة الأولى. تظهر في التعب، والتعديلات الدقيقة، وانجراف التسامح المتسلل الذي لا تستطيع شرحه تمامًا.
فهل الصفيحة تتشوه فعلاً — أم أن المشغل مجرد خاسر في سباق ضد الآلة؟
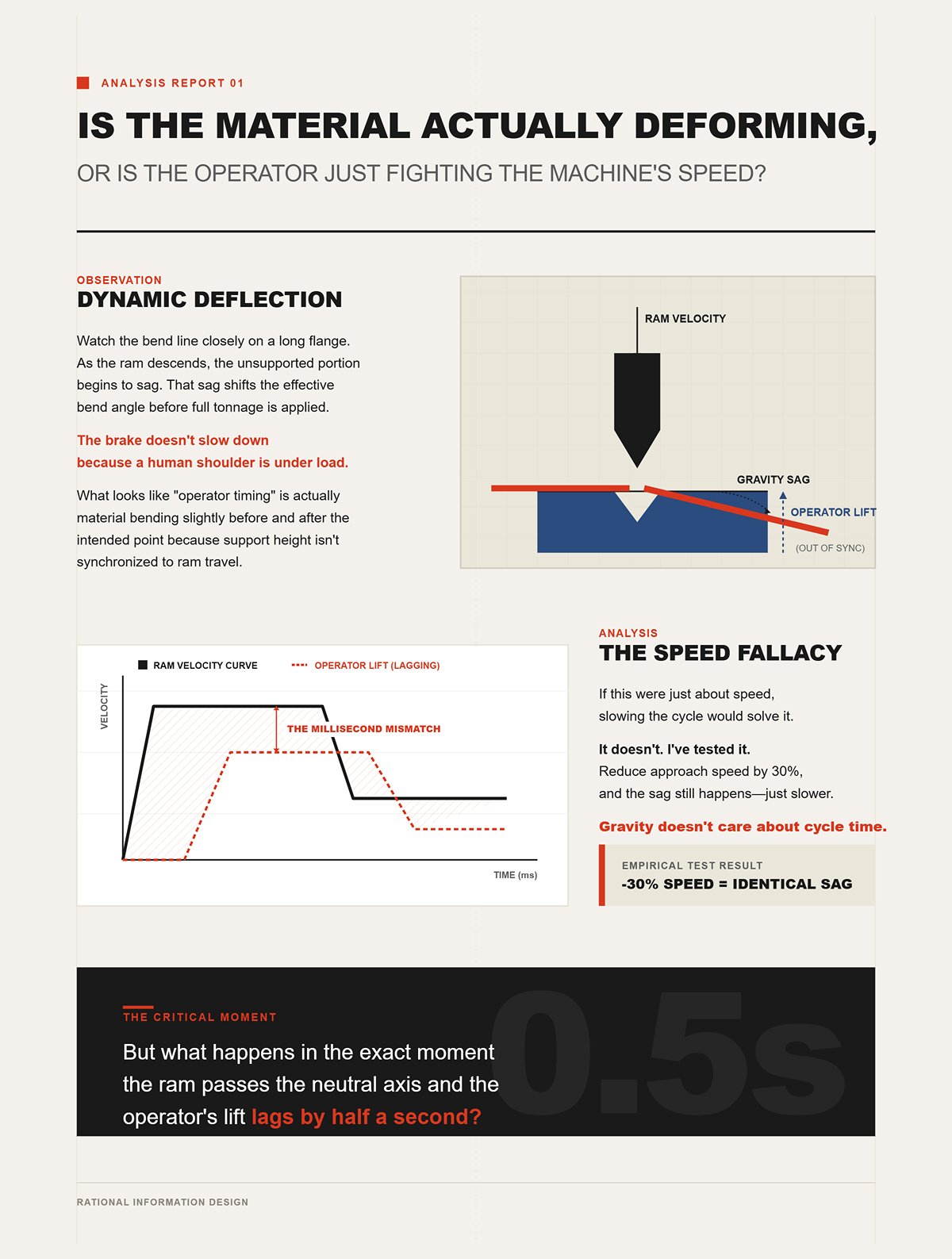
راقب خط الانحناء عن كثب على حافة طويلة. عندما ينزل المكبس، يبدأ الجزء غير المدعوم في الترهل. هذا الترهل يغيّر زاوية الانحناء الفعلية قبل تطبيق القوة الكاملة. يرفع المشغل ليعوض ذلك، لكنه لا يستطيع مطابقة منحنى سرعة المكبس لحظة بلحظة.
المكبس لا يبطئ لأن كتف إنسان تحت الحمل.
ما يبدو كأنه “توقيت المشغل” هو في الحقيقة انحراف ديناميكي — المادة تنحني قليلاً قبل وبعد النقطة المقصودة لأن ارتفاع الدعم غير متزامن مع حركة المكبس.
لو كان الأمر يتعلق فقط بالسرعة، لكان إبطاء الدورة حلاً. لكنه ليس كذلك. لقد اختبرته. خفض سرعة الاقتراب بنسبة 30%، ولا يزال الترهل يحدث — لكن أبطأ. الجاذبية لا تهتم بوقت الدورة.
هنا تتوقف معظم الورش عن التفكير. يسمونه مشكلة تدريب.
لكن ماذا يحدث في اللحظة الدقيقة التي يمر فيها المكبس عبر المحور المحايد ويتأخر رفع المشغل بنصف ثانية؟
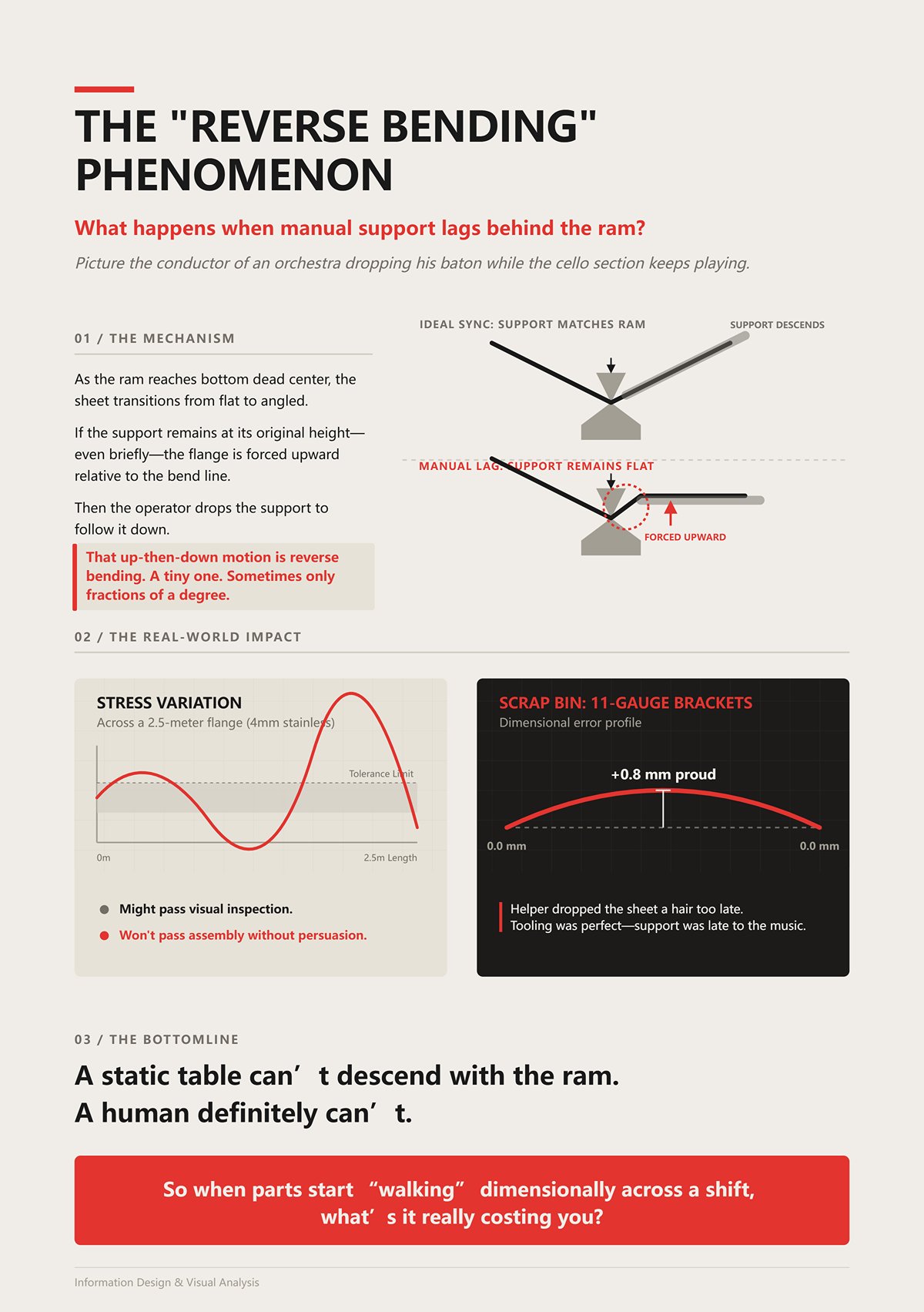
تخيل قائد أوركسترا يسقط عصاه بينما يستمر قسم التشيلو في العزف. هذا هو تأخر الدعم اليدوي.
عندما يصل الكباس إلى المركز الميت السفلي، تنتقل الورقة من وضع مسطح إلى وضع مائل. إذا بقي الدعم على ارتفاعه الأصلي — حتى ولو لفترة وجيزة — فإن الحافة تُجبر على الصعود نسبياً إلى خط الانحناء. ثم يقوم المشغل بخفض الدعم ليتبعه نزولاً.
هذه الحركة صعود-ثم-نزول هي انحناء عكسي. صغير جداً. أحياناً لا يتجاوز أجزاء من الدرجة.
افعل ذلك عبر حافة بطول 2.5 متر في فولاذ مقاوم للصدأ بسماكة 4 مم، وستدخل اختلافاً في الإجهاد على طول القطعة. قد تجتاز الفحص البصري. لكنها لن تجتاز التجميع بدون إقناع.
سلة الخردة: لقد رأيت أقواس من فولاذ كربوني بسماكة 11 قياس تبدو مثالية عند الأطراف لكنها بارزة بمقدار 0.8 مم في الوسط لأن المساعد أنزل الورقة متأخراً قليلاً. قمنا بقطعها وإعادة العمل من جديد. ليس لأن الأدوات كانت خاطئة — بل لأن الدعم دخل في الإيقاع متأخراً.
الطاولة الساكنة لا يمكنها النزول مع الكباس. الإنسان بالتأكيد لا يستطيع.
إذن، عندما تبدأ القطع بـ“التجول” من الناحية البُعدية أثناء وردية، ما هو الثمن الحقيقي لذلك؟
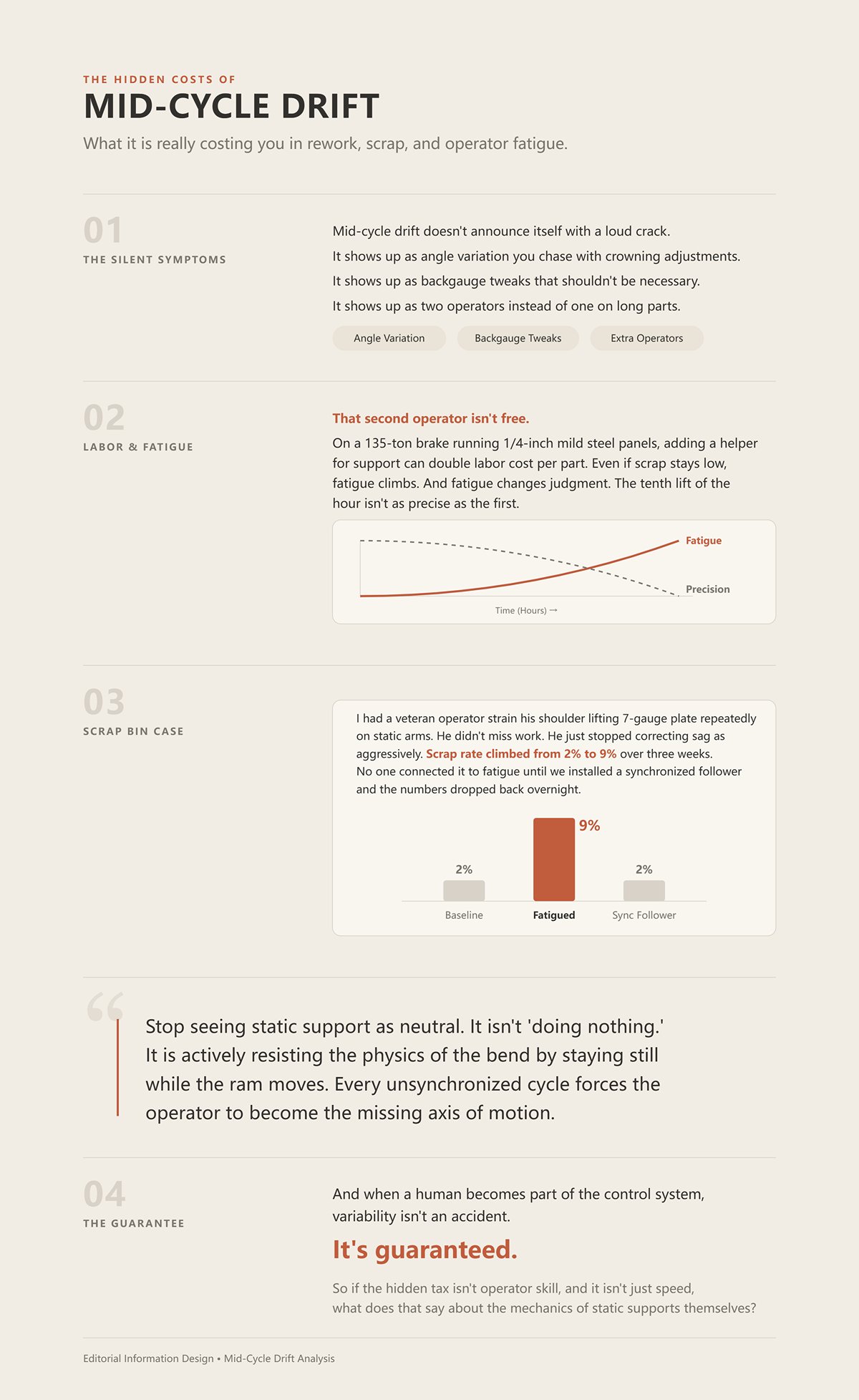
انجراف منتصف الدورة لا يعلن عن نفسه بصوت كسرٍ عالٍ. يظهر كانحراف زاوية تحاول مطاردته بتعديلات التتويج. يظهر كتعديلات على مقياس الرجوع لا ينبغي أن تكون ضرورية. يظهر كوجود مشغلين بدلاً من واحد على القطع الطويلة.
ذلك المشغل الثاني ليس مجانيًا.
على مكبس بقدرة 135 طن يعمل على ألواح فولاذ معتدل بسماكة ربع بوصة، إضافة مساعد للدعم يمكن أن تضاعف تكلفة العمالة لكل قطعة. حتى إذا بقيت الخردة منخفضة، فإن الإرهاق يرتفع. والإرهاق يغير الحكم. الرفع العاشر في الساعة ليس بنفس دقة الأول.
سلة الخردة: لقد أصيب مشغل مخضرم بإجهاد في كتفه بسبب رفع ألواح بسماكة 7 قياس بشكل متكرر على أذرع ثابتة. لم يتغيب عن العمل. لكنه توقف عن تصحيح الترهل بنفس الحدة. ارتفع معدل الخردة من 2% إلى 9% خلال ثلاثة أسابيع. لم يربط أحد ذلك بالإرهاق حتى قمنا بتركيب تابع متزامن وهبطت الأرقام مباشرة في ليلة واحدة.
إليك التحول الفكري الذي أريدك أن تقوم به:
توقف عن اعتبار الدعم الثابت كشيء محايد.
إنه لا “يفعل لا شيء”. إنه يقاوم فعلياً فيزياء الانحناء بالبقاء ثابتاً بينما يتحرك الكباس. كل دورة غير متزامنة تُجبر المشغل على أن يصبح محور الحركة المفقود.
وعندما يصبح الإنسان جزءاً من نظام التحكم، فإن التباين ليس صدفة.
إنه مضمون.
إذن إذا لم يكن الضريبة الخفية هي مهارة المشغل، وليست السرعة فقط، فماذا يقول ذلك عن آليات الدعم الثابت نفسها؟
على مكبس هيدروليكي بقدرة 135 طن يقوم بثني لوح بطول 3 أمتار من الفولاذ المقاوم للصدأ بسماكة 4 مم، شاهد أول 50 ملم من حركة الكباس. لم يتفاعل الثقب بالكامل بعد. الورقة ما زالت مسطحة إلى حد كبير. الأذرع الأمامية الثابتة مثبتة على ارتفاع واحد. الجاذبية بدأت بالفعل بسحب الطرف الحر إلى الأسفل.
ترتفع يدا المشغّل قبل أن يرتفع الحمل بالطن.
هذا هو عيب التصميم الواضح أمام الجميع: الدعامة الثابتة تتمتع بدرجة حرية واحدة فقط—أعلى أو أسفل عند ضبطها يدويًا. أما الكباس فله منحنى سرعة مبرمج، وتغذية راجعة للموقع، وقابلية تكرار تُقاس بأجزاء من المليمتر. وبمجرد بدء الدورة، هناك طرف واحد فقط يتحرك بنيّة محددة.
يخرج الجزء بلفة طفيفة.
صندوق الخردة: أجريت تشغيلًا للفولاذ الكربوني بسمك 10 بارج (10-gauge) — شَفَات بطول 2.4 متر — على أذرع ثابتة قبل سنوات. خففنا الاقتراب، وقللنا تصعيد الحمل، وحتى عدلنا التاج. كانت الأجزاء الخمسة الأولى جيدة. عند الجزء الخامس عشر، بدأ الزاوية تنحرف بمقدار 0.6 درجة للأعلى عند أحد الأطراف. لم يتغير شيء في البرنامج. ما تغير هو مدى قوة رفع المشغّل عندما بدأ التعب. “نظام الدعم” كان العمود الفقري البشري.
الذراع الثابتة لا تفشل في المساعدة فحسب؛ بل تجبر المشغّل على إغلاق حلقة تحكم يعتقد نظام الـCNC أنه يسيطر عليها بالفعل. الآن لديك وحدتا تحكم تعملان على صفيحة واحدة: المكبس الذي يقود خط الانحناء للأسفل، والمشغّل الذي يدفع الطرف الحر للأعلى. إنهما غير متزامنين، ولن يكونا كذلك أبدًا.
لكن ماذا لو كانت الآلة والدعم يتصارعان من البداية؟
عندما يسرّع المكبح في منتصف الضربة، يتحول مركز ثقل الصفيحة عندما يبدأ تشكل الشفة. يتغير الحمل على الدعامة ديناميكيًا. الذراع الثابتة لا يمكنها توقع ذلك التغير. أما المتابع النشط، حتى لو كان وحدة هوائية أساسية بسعة 380 كغ، فهو مصمم ليرتفع وينخفض مع حركة الكباس. لا يلغي الانحناء المعاكس، لكنه يقلل التخمين البشري الذي يسببه.
إذا كان أحد النظامين يتحكم في الموقع والآخر يعتمد على القوة العضلية، فمن تظن أنه سيفوز في تلك المواجهة بسرعة 20 ملم في الثانية؟
خذ إعدادًا شائعًا: فولاذ معتدل بسماكة 6 ملم، فتح قالب V بـ48 ملم — يقع تمامًا ضمن قاعدة الثمانية أضعاف السماكة التي تتبعها معظم الورش. عندما يهبط الخرام داخل الـV، لا تدور الصفيحة حول خط وهمي في الفراغ. بل تدور حول نقاط التماس عند أكتاف القالب. موقع الارتكاز هذا ثابت بفضل هندسة القالب.
الآن انظر إلى دعامة أمامية ثابتة نموذجية. الذراع تدور من حامل مثبت على هيكل الماكينة، غالبًا على بعد 300 إلى 600 ملم أمام خط القالب. قوس حركتها — إن وُجد أصلًا — لا علاقة له بجغرافية فتحة الـV.
هاتان القوسان ليستا متحدتي المركز. ولا تشتركان حتى في مركز واحد.
صندوق الخردة: قمنا بثني لوح من الألمنيوم المخرم بسماكة 1/4 إنش على طول 2.5 متر باستخدام قالب V بعرض 60 ملم. تم ضبط الطاولة الثابتة بمستوى السطح في البداية. ومع تشكل الشفة، أرادت الصفيحة أن تدور طبيعيًا حول أكتاف القالب. الطاولة، الثابتة في مكانها، أجبرت الشفة على الارتفاع قليلًا قبل أن تهبط. النتيجة كانت تقوسًا بطول 1.2 ملم على طول الشفة. ظننا أن السبب ذاكرة المادة. لكنه كان تصادمًا هندسيًا.
إذا لم يتتبع نقطة ارتكاز الدعامة الفعالة خط ارتكاز القالب، فأنت تثني الصفيحة مرتين — مرة حول القالب كما هو مقصود، ومرة ضد الدعامة وهي تقاوم ذلك الدوران. ذلك الثني الثاني صغير، أجزاء من الدرجة. وعلى طول 3 أمتار، تتحول الأجزاء إلى مليمترات.
المتابعات النشطة مصممة لتتحرك عموديًا بالتزامن مع حركة الكباس، محافظة على التلامس بالقرب من المماس المتغير للصفيحة أثناء دورانها حول القالب. لا تُوازن كل المتغيرات الهندسية سحريًا — عرض القالب، عرض الصفيحة، طول الشفة — لكنها تزيل القوس الثابت المتعارض الذي تفرضه الأذرع الثابتة.
حكم أرض الورشة: إذا لم تتحرك هندسة ارتكاز الدعامة مع هندسة ارتكاز القالب، فأنت تبني إجهادًا عكسيًا في كل شفة طويلة.
إذن، حتى لو فسرت الهندسة ظاهرة الثني المزدوج، ماذا يحدث عندما يدخل التوقيت في المعادلة؟
اعتبر مكبسًا ميكانيكيًا يعمل بسرعة أكبر في منتصف الضربة من مرحلة الاقتراب — أمر شائع في الآلات القديمة المدفوعة بعجلة دوارة. قد يغطي الكباس آخر 20 ملم قبل النقطة السفلى في جزء من الثانية. منحنى السرعة هذا قابل للتنبؤ. قابل للتكرار.
الدعامة الثابتة لا تمتلك أي منحنى سرعة. إنها ثابتة حتى يستجيب الإنسان.
لكن ماذا يحدث في اللحظة الدقيقة التي يمر فيها المكبس عبر المحور المحايد ويتأخر رفع المشغل بنصف ثانية؟
في تلك النصف ثانية، تموت دقة الـCNC.
تنتقل الصفيحة من التشوه المرن إلى التدفق البلاستيكي حول المحور المحايد — الطبقة داخل السماكة التي لا تتمدد ولا تنضغط. عند مرورها بهذه النقطة، يتغير زاوية الكورنيش بسرعة. إذا لم ينخفض ارتفاع الدعم بشكل متزامن، يتم رفع الكورنيش مؤقتًا بشكل زائد. وعندما يُخفض المشغل يديه، يعود المعدن للارتداد بشكل غير متساوٍ على طول القطعة.
سلة الخردة: على مكبس انحناء بقدرة 90 طن لثني صفائح قياس 7، حاولنا التعويض عن الترهل برفع الطرف الحر أعلى من المستوى. نجح ذلك على الكورنيشات القصيرة. على أجزاء بطول 2.8 متر، اصطدم الوسط بالمحور المحايد قبل الأطراف بمللي ثانية بسبب اختلاف طفيف في سماكة المادة. كان تصحيح الدعم متأخراً بالفعل. طاردنا فرقًا قدره 0.9 درجة عبر 40 قطعة قبل أن نعترف أن المشكلة ليست في القدرة — بل في التأخير.
يمكنك إبطاء الآلة. لا تزال الجاذبية تؤثر. يمكنك تدريب المشغل. يظل وقت الاستجابة متغيرًا — عادة بين 200 و300 مللي ثانية للاستجابة البصرية-الحركية تحت الحمل. المكبس لا يهتم.
متابع متزامن — سواء هوائي أو سيرفو — يربط حركته العمودية بموقع الكباس، وليس بإدراك الإنسان. نعم، لا يزال يتطلب إعدادًا. نعم، يجب التحقق من التفاعل باستخدام مؤشر الاتصال LED الذي تستخدمه بعض الأنظمة. وجود الجهاز لا يعني الاتصال. ولكن بمجرد تفعيله، تتطابق سرعته مع الحركة التي تأمر بها الآلة.
على مكبس CNC قادر على تكرار حركة الكباس ±0.01 مم، الاعتماد على ذراع ثابت مع توقيت بشري ± ليس اقتصادًا. بل هو تخريب.
حكم أرض المصنع: إذا لم يكن دعمك قادرًا على مطابقة موقع الكباس وسرعته، فإن دقة الـ CNC تنتهي عند خط القالب — وكل ما بعد ذلك يصبح مجرد تخمين.
قبل بضعة أشهر، قمت بتوقيت انحناء ألومنيوم بسماكة 3/16 بوصة على مكبس CNC حديث. من الاقتراب حتى القاع، استغرق آخر 18 مم من حركة الكباس 0.6 ثانية. ليس بطيئًا. ليس عنيفًا. فقط سريع بما يكفي لكي يشعر اللوح بالاختلاف فورًا إذا تردد المتابع.
هذا هو المعيار. إذا لم يتمكن المتابع من مجاراة هبوط الـ 0.6 ثانية دون تجاوز أو تأخير، فهو ليس دعمًا — بل تدخل متأخر.
الأذرع الثابتة خسرت هذه المعركة بالفعل لأنها لا تتحرك. الآن السؤال الحقيقي أكثر دقة: عندما يتسارع الكباس، يبطئ، ويصحح في الوقت الفعلي، ما نوع نظام الدفع الذي يمكن أن يبقى في الإيقاع دون أن يختلق مشكلات توقيت خاصة به؟
فكر في الكباس كالقائد الموسيقي. للمتابع وظيفة واحدة — العزف بإيقاع مثالي. الأنظمة الهوائية وأنظمة السيرفو تدعي أنها تستطيع ذلك. واحد فقط يفعل ذلك دون تخمين.
تخيل لوحًا بعرض 4 أقدام من الفولاذ المقاوم للصدأ قياس 10، كورنيش قصير 25 مم، قالب V ضيق. مركز ثقل منخفض. دوران قليل. في تلك الحالة الضيقة، قد يتصرف ذراع ثابت مضبوط بشكل مثالي بشكل مقبول.
لكن الآن مدد القطعة إلى 2.5 متر وادفع الكورنيش إلى 120 مم. كتلة القطعة تتأرجح للخارج أثناء تشكيل الانحناء. يزداد معدل الدوران قرب المحور المحايد. يجب أن ينخفض الدعم في قوس محكم بالنسبة لملامسة القالب. الذراع الثابت لا ينخفض إطلاقًا.
سلة الخردة: قمنا بتشغيل حوامل فولاذية مدرفلة على البارد بقياس 11، عرضها 300 مم. عمل الذراع الثابت جيدًا في أول 20 قطعة. ثم تغير العمل — نفس السماكة، لكن بطول 1.8 متر. بحلول القطعة الثامنة، كان لدينا التواء بمقدار 1.4 مم عند الزاوية الحرة. لم يتغير شيء في القدرة أو الأدوات. فقط الطول. لم يفشل الذراع لأنه ضعيف. فشل لأن الهندسة والتوقيت توسعا بينما ظل ثابتًا.
الذراع الميكانيكي ليس “أتمتة بسيطة”. إنه أتمتة صفرية. يفترض أن سرعة الانحناء، وزن اللوح، وطول الكورنيش تبقى ضمن نطاق ضيق. العمل الإنتاجي — خاصة في الورش ذات التنوع العالي — نادرًا ما يبقى ضمن هذا النطاق طويلاً.
حكم أرض المصنع: يمكن أن يصمد الدعم الثابت مع القطع القصيرة القابلة للتكرار؛ لكنه لا يستطيع حماية المادة بمجرد تغير الطول، السرعة، والدوران.
الآن نضيف الحركة. يستخدم المتابع الهوائي الهواء المضغوط لدفع أسطوانة لرفع وخفض طاولة الدعم. نظريًا، اربط إشارة الصمام بموقع الكباس وستحصل على تزامن.
عمليًا، الهواء ينضغط.
هذا الأمر مهم. عندما يتسارع المكبس في منتصف المشوار، يفتح صمام التحكم لتفريغ الهواء من الأسطوانة كي تهبط الطاولة. لكن الهواء بداخلها لا يفرغ فورًا. قطر الخرطوم، معدل تدفق المنظم، وحتى تقلبات ضغط هواء الورشة—من 95 رطل/بوصة مربعة في الصباح إلى 82 رطل/بوصة مربعة عند تشغيل ثلاثة ليزر—تغير وقت الاستجابة.
لن تلاحظ تأخرًا كبيرًا. ستلاحظ تأخرًا طفيفًا. وسادة زمنية قدرها 0.1 ثانية حيث تقاوم الطاولة قبل أن تستجيب.
صندوق الخردة: قمنا بتركيب متابع هوائي مصمم لتحمل 380 كجم تحت لوح ألمنيوم بسماكة 1/4 بوصة وطول 3 أمتار. كانت عملية الصباح نظيفة. بعد الغداء، زادت دورة تشغيل الضاغط، وانخفض ضغط الخط بمقدار 10 رطل/بوصة مربعة. نزل المتابع أبطأ قليلًا. النتيجة: تقوّس زائد بمقدار ثابت 0.6 درجة في الوسط مقارنة بالأطراف. نفس البرنامج. نفس المشغل. اختلاف في سلوك الهواء.
الهواء المضغوط متسامح وبسيط ميكانيكيًا. عدد أقل من الإلكترونيات. تكلفة مبدئية أقل. وفي الورش التي لم تُحدّث الخدمة الكهربائية، يتجنب سحب التيار الأعلى الذي تتطلبه بعض الأنظمة الكهربائية بالكامل. لكن الهواء المضغوط يقدم متغيرًا حيًا—استقرار الضغط—لا يتشاركه مكبس CNC الخاص بك.
لكن ماذا لو كانت الآلة والدعم يتصارعان منذ البداية؟ مع الأنظمة الهوائية، قد يتفقان في الأمر لكن يختلفان في وقت الاستجابة.
حكم أرض الورشة: المتابعون الهوائيون ترقية كبيرة مقارنة بالأذرع الثابتة، لكن سرعتهم تعتمد فقط على استقرار مصدر الهواء لديك.
يستبدل المتابع المؤازر الهواء القابل للانضغاط بمحرك وعمود لولبي أو ناقل بالحزام. يأتي استرجاع الموقع من مشفر. عندما يتحرك المكبس 0.01 مم، يمكن أمر المتابع بالتحرك 0.01 مم. بلا مرونة نابضية. بلا تدهور في الضغط.
على مكبح بقدرة 90 طن يثني فولاذ معتدل بسماكة 5 مم على قالب V بعرض 40 مم، قمنا برسم منحنى سرعة المكبس—اقتراب بطيء، تسارع سريع في منتصف المشوار، تباطؤ متحكم فيه حتى القاع. المتابع المؤازر طابق ذلك المنحنى ضمن حدود قياس المشفر. بقي تباين زاوية القطع عبر 30 قطعة ضمن 0.2 درجة من الطرف إلى الطرف.
هذا النوع من التكرار مهم عندما تؤثر استواء الحافة على اللحام في المراحل اللاحقة أو عندما تثني فولاذ مقاوم للصدأ بسماكة 14 عيار ومطلّي مسبقًا لا يمكن “إقناعه” بعد ذلك.
الآن جانب التكلفة. الأنظمة المؤازرة تتطلب طاقة أنظف ومهارة أكبر في الاستكشاف وحل الأعطال. لقد رأيت مكابح مؤازرة-هيدروليكية هجينة تتوقف بسبب أعطال قيادة خاصة بكلفة إصلاح $8,500. عندما تتعطل الإلكترونيات، لا يمكنك طرقها بالمفتاح والاستمرار.
فمتى يكون الأمر مبررًا؟
عندما تتجاوز تكلفة الخردة مخاطر الإصلاح. عندما تكون الأجزاء طويلة لدرجة أن خطأ 0.5 درجة يتحول إلى انحناء ظاهر. عندما يكون المعدن مكلفًا—مثل ألمنيوم 5052 بسماكة 3/16 بوصة بأسعار اليوم—والإعادة ليست خيارًا.
حكم أرض الورشة: إذا كانت كافة التسامح أو تكلفة المادة تعاقب حتى الأخطاء الزمنية الصغيرة، فإن دقة المؤازر تعوض نفسها في توفير الخردة.
لوح فولاذ معتدل بسماكة 6 مم وطول 3 أمتار يزن تقريبًا 140 كجم. أضف الحمل الديناميكي مع دوران اللوح وستتجاوز مؤقتًا الوزن الساكن. يعلن العديد من المتابعين الهوائيين عن سعة بين 300 و 400 كجم. على الورق، يبدو ذلك مريحًا.
لكن السعة المعلنة تفترض ضغطًا مثاليًا وحملًا عموديًا. أثناء الثني، يتحول مركز ثقل اللوح للخارج، مما يخلق قوة رافعة. الأسطوانة لا ترفع الوزن فقط—بل تقاوم العزم.
عند اقتراب المكبس من النقطة الميتة السفلى، ينتقل الحمل بسرعة. إذا كانت الأسطوانة بالقرب من حد قوتها الأعلى، ينضغط الهواء قليلًا قبل أن يدفع مجددًا. يظهر هذا الانضغاط الجزئي كهبوط للمتابع.
صندوق الخردة: ثنينا لوحًا بسماكة 8 مم وطول 2.4 متر على متابع بسعة 400 كجم. الحساب الساكن قال أننا بأمان. أثناء الحركة، هبطت الطاولة 3 مم في منتصف الثني. أغلقت زاوية الحافة في الوسط 0.8 درجة أكثر من الأطراف. الأسطوانة لم تكن أقل من الحجم حسب الكتالوج—بل أقل من الحجم بالنسبة للواقع الديناميكي.
الأنظمة المؤازرة، على النقيض، تحافظ على الموقع عبر عزم المحرك والدفع الميكانيكي، وليس الهواء المحبوس. لا تفقد الارتفاع بسبب تقلب الضغط. لكنها تسحب تيارًا لحظيًا أعلى تحت الأحمال الثقيلة، وتتعرض الورش القديمة ذات الخدمة الكهربائية المحدودة لذلك الاندفاع.
إذًا الفخ ليس مجرد قدرة رفع. إنه التحكم الديناميكي تحت حمل متغير.
حكم أرض المصنع: إذا كانت أجزاؤك طويلة أو سميكة أو ذات عزم كبير، فإن التصنيف الهوائي على الورق قد لا يساوي دعماً ثابتاً أثناء الحركة.
مسألة الدفع ليست عن الرفاهية. إنها عن الإيقاع. تابع لا يستطيع مواكبة منحنى سرعة الكباس—خصوصاً النزول خلال 0.6 ثانية على ألمنيوم بسماكة 3/16 بوصة—لا يحل مشكلة المزامنة. بل يعيد تشكيلها.
ومتى تبدأ بتغيير المواد—ألمنيوم لين، ستانلس نابض، فولاذ عالي المقاومة—تبدأ الورقة نفسها بكشف كل ضعف في خيار الدفع.
ورقة بطول 3 أمتار من ألمنيوم 5052 بوزن 20 قياس تزن أقل من 18 كغ. ورقة بطول 3 أمتار من لوح A36 بسماكة 1/4 بوصة تتجاوز 180 كغ. ضع كليهما على مكبح ضغط واحد مع نفس المتابع وأخبرني أن الفيزياء متطابقة.
إنها ليست حتى في نفس النقاش.
الألمنيوم يستسلم مبكراً ويعود قليل الارتداد. الستانلس يقاوم ويخزن الطاقة ويرتد بقوة أكبر. الفولاذ عالي المقاومة يتمسك حتى آخر مليمتر من الضربة، ثم يفرغ العزم في الأدوات مثل نابض ملفوف. المتابع لا يحمل الوزن فقط؛ بل يتفاعل مع كيفية دوران الورقة وتسارعها وتفريغها أثناء الانحناء.
عندما يتأخر الدفع، يخفيه المعدن اللين. عندما يتردد الدفع تحت الارتداد، يكشفه الفولاذ عالي المقاومة. وعندما يكون المتابع مفرط البناء لكنه بطيء، يحوله المعدن الرقيق إلى آلية إطلاق.
هنا حيث يخطئ معظم الورش. يقومون بتحديد حجم المتابعين بناءً على الكيلوغرامات وينسون السلوك.
لكن ماذا يحدث عندما تصبح المادة نفسها هي المضخّم؟
تصور ستانلس 304 بقياس 22، طوله 2.5 متر، مثني إلى حافة 40 مم. الورقة بالكاد تزن 12 كغ، لكن نسبة الصلابة إلى الكتلة فيها عالية. عند نزول الكباس، يتحرك المحور المحايد نحو نصف قطر الداخل، يبدأ الساق الحرة بالدوران، وتسيطر القصور الذاتي.
لكن ماذا يحدث في اللحظة الدقيقة التي يمر فيها المكبس عبر المحور المحايد ويتأخر رفع المشغل بنصف ثانية؟
مع ذراع ثابت متوقف 5 مم أقل، يسقط الساق الدوّار، يلامس الذراع، ويرتد. يخرج الجزء بلفٍ بسيط. ليس دراماتيكياً. فقط بما يكفي لتتمايل الحافة على طاولة الفحص.
هذه ليست مشكلة وزن. هذه مشكلة توقيت.
متابع هوائي مع وسادة استجابة 0.1 ثانية يمكن أن يتجاوز في المعدن الرقيق لأن الكتلة قليلة جداً لتخميد الحركة. تتسارع الورقة أسرع مما يمكن للهواء أن يثبته. المتابع السيرفو، المأمور بتتبع ارتفاع الأداة السفلى ضمن دقة المشفر، يتحرك بإيقاع الكباس. الورقة لا تسقط أبداً، فلا ترتد.
سلة الخردة: قمنا بتشغيل معدن مجلفن بقياس 20، بطول 3 أمتار، على أذرع انزلاقية يدوية مصنفة لـ 500 كغ مع أسطح بولي إثيلين. بعد 40 قطعة، كان لدى 6 منها اختلاف ثابت في ارتفاع الحافة بمقدار 1.2 مم عند المنتصف. الأذرع لم تكن ضعيفة. كانت متأخرة. استبدلنا بمتابع متزامن، فانخفض الاختلاف إلى ما دون حد قياس الشريط.
الأوراق الخفيفة تعاقب التأخير أكثر مما تكافئ القوة.
حكم أرض المصنع: في المعدن الرقيق، السرعة والمزامنة تمنع الارتداد؛ القدرة الخام على الرفع لا تؤثر.
إذن إذا كان المعدن الرقيق يحتاج إلى خفة الحركة، ماذا يحدث عندما تزن الورقة عشرة أضعاف؟
خذ لوح A36 بسماكة 1/4‑بوصة وطول 3 أمتار. وزنه تقريبًا 185 كغم. الآن قم بثني شفة 60 مم على مكبس انحناء بقدرة 120 طن باستخدام قالب V بعرض 40 مم. في منتصف الشوط، ينتقل مركز كتلة اللوح إلى الخارج، مكوّنًا ذراع عزم يبلغ تقريبًا نصف طول الشفة.
قم بالحساب وستكتشف أنك لم تعد تدعم 185 كغم عموديًا. أنت تقاوم لحظة انحناء تحاول دفع المتابع إلى الأسفل.
الأذرع الداعمة المنزلقة القياسية المصممة لتحمل 500 كغم تفترض حملًا شبه عمودي. عند إدخال ذراع عزم دوران بطول 60 مم، فإن دليل الانزلاق يتعرض لحمل جانبي لم يكن مُصممًا لتحمله. لقد قست انحرافًا بمقدار 2–3 مم عند طرف الذراع أثناء الدوران الديناميكي على اللوح السميك. هذا الانحراف يغلق زاوية الوسط قبل الأطراف.
سلة الخردة: قمنا بثني فولاذ خفيف بسماكة 10 مم وطول 2.4 متر باستخدام أذرع يدوية ممتدة مع كرات نقل. التصنيف الثابت قال إنه آمن. تحت الحمل، تطور في أحد الأذرع انحناء دائم بمقدار 1 مم عند كتلة التثبيت. أظهرت الأجزاء الـ 25 التالية زاوية أضيق في الوسط بمقدار 0.7 درجة. انحنى الذراع قبل أن ينحني الفولاذ.
المتابعات المزودة بمحركات مؤازرة أو هيدروليكية المصممة للتركيب داخل الطاولة تنقل الحمل مباشرة إلى إطار المكبس، وليس من خلال أذرع كابولية ممتدة. الهيكل أهم من المحرك هنا. الفولاذ عالي المقاومة—مثل S700 بسماكة 6 مم—يُضخم المشكلة لأن مقاومته العليا تؤخر التشوه البلاستيكي، ما يعني أن طاقة مرنة أكبر تدفع مرة أخرى إلى الدعم أثناء الدوران.
يمكنك إعادة تصميم الأجزاء—شِفات أقصر، أنصاف قطر أكبر—لتخفيف هذا الحمل. الورش الذكية تفعل ذلك. لكن عندما يكون الشكل ثابتًا والحمل يتزايد، يصبح الهيكل مسألة بقاء.
حكم أرض الورشة: فوق سماكة اللوح المتوسطة، تصبح الأذرع الداعمة الكابولية أعضاء انحناء بحد ذاتها؛ المتابعات المدمجة المرتبطة بالإطار تحمل عزم الدوران بدون انحراف.
حتى لو حللت مشكلة الوزن والعزم، هناك متغير آخر ينتظر ليُفسد يومك.
الآن انتقل إلى فولاذ مقاوم للصدأ جاهز بسماكة 14‑غيغ مع سطح مصقول رقم 4. الوزن يمكن التعامل معه—حوالي 40 كغم بطول 3 أمتار. العميل يرفض القطع من أجل خدش واحد بطول 30 مم.
الأذرع الداعمة اليدوية غالبًا تستخدم إدخالات من البولي إيثيلين أو الفرشاة. جيدة للانزلاق الثابت. لكن أثناء الانحناء المتزامن، لا ينزلق اللوح فقط؛ بل يقوس. إذا كان سطح المتابع عالي الاحتكاك، فإن اللوح يسحب بشكل مجهري أثناء دورانه، خاصة بالقرب من النقطة الميتة السفلى حيث يبلغ الضغط ذروته.
لقد رأيت ورشًا تلوم المشغل على الخدوش التي كانت علم الاحتكاك الخالص—احتكاك السطح تحت الحمل.
سلة الخردة: على فولاذ مقاوم للصدأ 14‑غيغ #4 بطول 2 متر، استخدمنا متابع هوائي مع بكرات فولاذية. بعد 60 قطعة، ظهرت علامات خطية باهتة موازية للانحناء. كانت البكرات نظيفة. المشكلة كانت الانزلاق الميكروي أثناء دوران اللوح وتردد المتابع. التحول إلى بكرات مطلية غير قابلة للخدش وتشديد التزامن أزال العلامات دون تعديل البرنامج.
إليك التسلسل الهرمي: إذا كان الرفع غير متزامن، حتى ألين لوحة فرشاة ستُحدث خدشًا لأن اللوح يكون لحظيًا بلا دعم ويهبط ملامسًا السطح. إذا كان الرفع دقيقًا لكن سطح الاتصال خاطئ، ستحافظ على الزاوية وتفسد التشطيب.
حساسية المادة تحدد أي عيب يظهر أولاً. الألومنيوم يتسامح مع الخدوش لكنه يكشف انحراف الزاوية. الفولاذ المقاوم للصدأ يخفي انحراف الزاوية البسيط لكنه يعاقب الاحتكاك. الفولاذ المطلي عالي المقاومة يُظهر كليهما.
حكم أرض الورشة: مكونات حماية السطح مهمة—لكن فقط بعد أن يتم تزامن بنية الرفع؛ أخطاء التوقيت تتلف القطع قبل أن تُتاح لمادة الاختيار فرصة.
طابق المتابع مع سلوك اللوح—وزنه، صلابته، ارتداده، وسطحه—وسيلعب النظام بتناغم مع حركة الكباس. تجاهل ذلك، ولن توفر المال باستخدام الدعامات الثابتة. أنت تجبر الماكينة والمادة على الجدال أمام كل عميل.
وهذا يثير المشكلة التالية: حتى لو كان المتابع مناسبًا للمادة تمامًا، كيف يتواصل مع مكبس الانحناء بما يكفي للبقاء في هذا الإيقاع؟
لا يهم صفيحة من الفولاذ الطري مقاس 12 عيار بطول 3 أمتار مدى فخامة مظهر جهاز المتابعة لديك. ما يهمها هو ما إذا كان ذلك المتابع يعلم أن الكباس على وشك التسارع من سرعة اقتراب 40 مم/ث إلى سرعة تشكيل 8 مم/ث خلال 0.2 ثانية التالية.
لقد وقفتُ خلف مكبس ثني سقط فيه الكباس مسافة 150 مم في 0.6 ثانية، وارتفع المتابع بشكل جميل—لكن متأخراً فقط. خرج الجزء بانحراف طفيف. ليس لأن الرفع كان ضعيفاً، بل لأنه كان يخمّن.
هذا هو الفارق: هل يتفاعل متابعك مع حركة يكتشفها بعد وقوعها، أم أنه يتحرك لأن وحدة التحكم أخبرته بما سيحدث بعد قليل؟
لكن ماذا لو كانت الآلة والدعم يتصارعان من البداية؟
تخيّل مكبس ثني CNC بقوة 135 طن ينفّذ تسلسلاً من خمس ثنيات على فولاذ مقاوم للصدأ من عيار 10 بطول 2.5 متر. يتم تتبع موضع الكباس عبر مشفرات خطية بدقة مئويات المليمتر. وحدة التحكم تعرف بالفعل بدل الثني، وارتفاع الأداة، وتعويض ارتداد المادة، ولحظة التباطؤ الدقيقة قبل النقطة الميتة السفلى.
الآن ثبّت متابعاً مستقلاً يقرأ موضع الكباس من خلال مستشعر اقتراب ويتحرك وفق وحدة تحكم PLC خاصة به.
يمكنه أن يرى أين يوجد الكباس. لكنه لا يستطيع أن يرى إلى أين يتجه الكباس.
ذلك الفرق هو كل شيء.
في نظام متكامل على الشبكة، يتلقى المتابع نفس أمر الموضع الذي يتلقاه الكباس. عندما تنتقل وحدة التحكم من سرعة الاقتراب السريع إلى سرعة التشكيل، يتغير محرك السيرفو الخاص بالمتابع في نفس حلقة التحكم—حلقة مغلقة تعني أن كلا المحورين يصححان باستمرار بناءً على تغذية راجعة من المشفرات. إنهما يشتركان في النية، لا في الموضع فقط.
في التعديلات المستقلة، ينتظر المتابع الحركة ثم يستجيب. حتى تأخير مقداره 100–150 مللي ثانية يكفي لتغوص صفيحة بطول 3 أمتار بمقدار 4–6 مم في منتصفها أثناء التباطؤ. أما على الألمنيوم الرقيق عيار 16، فإن تلك الغمسة ترتد عندما يبطئ الكباس. وعلى صفيحة بسماكة 8 مم، تنتقل العزوم إلى خط الثني وتشدد الزاوية في المركز.
سلة الخردة: شغّلنا فولاذاً مقاوم للصدأ 304 بسمك 3 مم وطول 3 أمتار باستخدام متابع مضاف فقط إلى حركة الكباس عبر وصلة مقياس خطي. ظلت الزوايا عند الأطراف ضمن ±0.3 درجة، بينما انحرفت الزاوية في المركز بمقدار 0.8 درجة نحو الأشد عبر 30 قطعة. لم يكن المتابع ضعيفاً، بل كان متأخراً في كل انتقال سرعة.
إذا لم يكن متابعك يعرف ما الذي سيفعله الكباس بعد لحظات، فسيظل دائماً في وضع رد الفعل—ورد الفعل هو ما يجعل الأجزاء تنحرف.
حكم أرض الورشة: إذا كانت التوقيتات مهمة—وهي دائماً كذلك—يجب أن يشارك المتابع في حلقة أوامر الـCNC نفسها، لا أن يلاحقها من الخلف.
فماذا عن مكابح الضغط الهيدروليكية القديمة التي لم تُبْنَ أصلاً لمثل هذا النوع من التواصل؟
خذ مكبساً هيدروليكياً من عام 1998 مزوداً بتحكم NC أساسي—من دون بروتوكول اتصال مفتوح، ولا ناقل سيرفو، فقط محدد عمق للكباس ووحدة تموضع للإسناد الخلفي. يمكنك تركيب متابع مستقل بوحدة تحكم خاصة به وتخزين المواضع لكل خطوة ثني.
لعمليات النماذج الأولية—عشر قطع، ثنية واحدة—يعمل بشكل جيد. يرفع المتابع إلى ارتفاع محدد مسبقاً، يثبت، ثم ينخفض. يمكن أن تكون الدقة مماثلة لأن نمط الحركة بسيط.
الآن شغّل إعداداً من أربع محطات بارتفاعات أدوات مختلفة وأطوال حواف متغيرة على فولاذ مدلفن على الساخن عيار 11 بطول 2.8 متر.
من دون بيانات ثني حية—مثل سرعة الكباس في الزمن الحقيقي، وانحرافات ارتفاع الأداة، وتصحيح الزاوية الديناميكي—يجب على المشغل ضبط ارتفاع المتابع يدوياً في كل محطة أو الاعتماد على قيم مخزنة تفترض سرعات اقتراب وتشكيل متطابقة. أي تغيير في الحمولة أو دفعة المادة سيغيّر نافذة التوقيت.
ماذا يحدث في اللحظة الدقيقة التي يمر فيها الكباس عبر المحور المتعادل ويتأخر رفع المشغل بنصف ثانية؟
في الأنظمة الهيدروليكية القديمة، يمكن أن تتغير سرعة المكبس مع درجة حرارة الزيت والحمل. المتابع المستقل الذي يتوقع سرعة تشكيل 12 مم/ث قد يلاحظ سرعة 9 مم/ث في صباح بارد. هذا الفرق البالغ 3 مم/ث على مسافة شوط تبلغ 80 مم كافٍ لتفكيك التزامن في الدعم خلال المرحلة الأكثر أهمية في دوران القطعة.
سلة الخردة: قمنا بتعديل متابع على مكبس هيدروليكي بقدرة 160 طن لثني فولاذ A36 بسماكة 6 مم وبطول 2.4 متر. كانت قطع وردية الصباح متطابقة. بعد الغداء، ومع ارتفاع درجة حرارة الزيت وزيادة سرعة المكبس قليلاً، فتحت الزوايا الوسطية بمقدار 0.6 درجة. لم يتغير شيء في البرنامج. ما تغير هو نافذة توقيت المتابع.
هل يمكن للوحدة المستقلة مواكبة العمل؟ نعم — إذا كانت المهمة بسيطة، قليلة الإنتاج، ومتسامحة مع الفروقات.
لكن بمجرد أن تتراكم تسلسلات الثني، وتتغير ارتفاعات الأدوات، وتتغير القدرة المطلوبة، تصبح المواقع المخزنة مجرد افتراضات. والافتراضات مكلفة في صناعة الفولاذ.
حكم أرض المصنع: التعديلات المستقلة تنجح في الأعمال البسيطة والمتوقعة؛ أما المهام المعقدة متعددة الثنيات فتكشف نقاط ضعفها بسرعة.
وتلك النقاط العمياء ليست مرتبطة بالتوقيت فقط.
اقترب من مكبس مجهز بأربع محطات قالب على امتداد 3 أمتار — قالب V مقاس 20 مم، قالب V مقاس 40 مم، قالب للطي المزدوج، ثم لكمة عنق الإوزة عالية في الطرف البعيد. هذه هي الطريقة التي تشغل بها الورش الحقيقية قطعاً متنوعة دون تفكيك مستمر.
الآن أضف متابعاً يركن على بعد 400 مم خلف القالب السفلي عندما لا يكون مستخدماً.
إذا لم يتواصل مع الـ CNC بشأن موقع المحطة، فليس لديه سوى خيار آمن واحد: البقاء منخفضاً وبعيداً عن الطريق. هذا يعني بين الثنيات يجب أن يتراجع بالكامل، ثم يرتفع مجدداً إلى ارتفاع محدد مسبقاً. كل دورة تضيف زمن حركة ومخاطرة بعودة خاطئة للتشغيل.
الأنظمة المتصلة بالكامل تربط موقع المتابع ببرنامج الثني نفسه. عندما يحدد المشغل المحطة الثالثة، يعرف جهاز التحكم بالفعل ارتفاع القالب ويأمر المتابع بالانتقال إلى وضع انتظار متزامن — بعيد عن الأدوات ولكن على مسافة 10–15 مم من ارتفاع الاشتباك. بلا تخمين. بلا إعادة ضبط على شوط كامل.
سلة الخردة: في إعداد مستقل، قمنا بتنفيذ ثنيات متناوبة بين قالب V مقاس 30 مم وقالب للطي المزدوج على فولاذ مطلي بسماكة 14 قياس. اضطر المتابع إلى النزول بالكامل بين المحطات لتجنب اصطدام الأدوات. تضاعف زمن الدورة تقريباً. والأسوأ، أن واحدة من محاولات الصعود الخاطئة اصطدمت بكتف القالب وأتلفت ذراع المتابع.
عندما لا يكون المتابع مدمجاً في منطق المحطات، يصبح عقبة متحركة. يبدأ المشغلون في تجنب إعدادات متعددة المحطات فقط لجعل المتابع قابلاً للإدارة. وهذا يقتل الكفاءة التي كان من المفترض أن يضيفها التعديل.
حكم أرض المصنع: إذا لم يعرف المتابع خريطة أدواتك، فسوف يبطئ الدورة أو يصطدم بها.
الدمج ليس مجرد برمجيات، بل هو كيفية ربط الطاقة والحركة معاً.
لقد رأيت نوعين شائعين من بنية التعديل.
الأول: متابع بمحرك سيرفو كهربائي مثبت على إطار المكبس، مزود بالطاقة بشكل منفصل، ويقرأ حركة المكبس من إشارة موصولة أو مقياس خارجي.
الثاني: متابع هيدروليكي يعتمد على دائرة المكبس الهيدروليكية مع صمامات تناسبية.
يمتلك السيرفو الكهربائي دقة على الورق — دقة المشفر، وسرعات قابلة للبرمجة. لكن إن لم يكن مرتبطاً بحافلة التحكم الرئيسية للمكبس، فإنه يعمل بشكل متوازٍ، لا معاً. وحدتان تحكم، حلقتا تغذية مرتدة. عند حدوث زيادة في الحمل — مثل ثني لوح بسماكة 8 مم عند القدرة القصوى — قد يعدل المكبس موقع المكبس قليلاً للتحكم بالزاوية بينما يستمر المتابع في مساره المخطط. يظهر هذا التباين في اختلاف الزاوية في منتصف القطعة.
الدعامات الهيدروليكية الإضافية تشعر بأنها “متزامنة بشكل طبيعي” لأنها تشترك في الزيت. لكن ما لم يتم التحكم في التدفق إلكترونيًا وتنسيقه عبر الـ CNC، فإن تغيّر الضغط في الأسطوانات الرئيسية يغيّر التدفق المتاح إلى الدعامة التابعة. تحت الحمولة العالية، قد تنخفض سرعة رفع الدعامة تمامًا عند ذروة الحاجة للدعم.
سلة الخردة: دعامة هيدروليكية تابعة من طرف ثالث مربوطة بمكبح بقدرة 200 طن عملت بسلاسة على ألمنيوم بسماكة 3 مم. عند التحول إلى فولاذ S355 بسماكة 10 مم قريب من الحد الأقصى، تباطأ صعود الدعامة التابعة أثناء التشكيل. انخفض وسط قطعة بطول 2.5 متر بمقدار 5 مم قبل التعويض. تفاوتت الزوايا بمقدار 0.7 درجة على طول القطعة. خط الزيت كان مشتركًا. التوقيت لم يكن كذلك.
أين تفشل؟ في لحظة الحمل الأعلى واتخاذ القرارات الأسرع—عندما يقوم المكبس بالضبط أو التباطؤ أو التعويض.
النظام الشبكي الكامل يجعل الدعامة التابعة محورًا مُتحكمًا به داخل نفس البنية. قائد واحد. إيقاع واحد. عندما يغيّر المكبس السرعة، تتغير الدعامة لأنها تلقت نفس الأمر.
حكم أرضية الورشة: التحكم الكهربائي أو الهيدروليكي لا يحدد النجاح—المنطق المشترك للتحكم هو الذي يحدد؛ بدونه، أنت تشغل ماكينتين على نفس الصفيحة.
إذًا الآن السؤال ليس ما إذا كانت الدعامة التابعة أمرًا رائعًا لامتلاكه. بل ما إذا كان سلوك المادة وبنية الماكينة لديك يطالبان بالدمج الحقيقي—أو يسمحان لك بالاكتفاء برد الفعل.
| القسم | المحتوى |
|---|---|
| الموضوع | التكامل الكهربائي مقابل الهيدروليكي: أين تفشل عادةً عمليات التعديل من طرف ثالث؟ |
| بنية تعديل شائعة 1 | دعامة تابعة كهربائية تعمل بالسيرفو مثبتة على إطار المكبح، تعمل بطاقة منفصلة، وتقرأ حركة المكبس عبر إشارة مأخوذة أو ميزان خارجي. |
| بنية تعديل شائعة 2 | دعامة هيدروليكية تابعة تعتمد على دائرة المكبح الهيدروليكية باستخدام صمامات نسبية. |
| السيرفو الكهربائي – نقاط القوة | دقة نظرية عالية (دقة المشفر، سرعات قابلة للبرمجة). |
| السيرفو الكهربائي – نقاط الضعف | إذا لم يتم دمجها في الحافلة الرئيسية للتحكم، فإنها تعمل بشكل متوازٍ مع وحدات تحكم وحلقات تغذية راجعة منفصلة. تحت حمولة عالية (مثل صفيحة 8 مم بالقرب من الحد الأقصى)، قد تؤدي الضبطات الدقيقة للمكبح إلى عدم تطابق، مما ينتج عنه تفاوت زاوية في منتصف القطعة. |
| الدعامة الهيدروليكية الإضافية – نقاط القوة | تشعر بأنها متزامنة بشكل طبيعي بسبب نظام الزيت الهيدروليكي المشترك. |
| الدعامة الهيدروليكية الإضافية – نقاط الضعف | بدون تحكم إلكتروني في التدفق منسق عبر الـ CNC، تؤثر تغيرات الضغط في الأسطوانات الرئيسية على تدفق الدعامة التابعة. تحت الحمولة العالية، قد تنخفض سرعة الرفع عندما تبلغ الحاجة للدعم ذروتها. |
| حالة سلة الخردة | المتابع الهيدروليكي من طرف ثالث على مكبس فرامل بقدرة 200 طن أظهر أداءً جيدًا على الألمنيوم بسماكة 3 مم. عند التحول إلى فولاذ S355 بسماكة 10 مم بالقرب من حد السعة، تباطأ ارتفاع المتابع أثناء التشكيل. انحنى جزء بطول 2.5 متر بمقدار 5 مم قبل التعافي؛ وبلغ تباين الزاوية 0.7°. كان هناك خط زيت مشترك، لكن التوقيت كان غير منسق. |
| نقطة الفشل | تحدث حالات الفشل أثناء أعلى أحمال ولحظات اتخاذ القرار الأسرع — عندما يعدل الكبّاس أو يبطئ أو يعوّض. |
| نظام مترابط بالكامل | يدمج المتابع كمحور متحكم فيه ضمن نفس البنية. نظام تحكم واحد، أوامر متزامنة. تغييرات سرعة الكبّاس واستجابة المتابع تحدث في الوقت نفسه. |
| حكم أرض الورشة | يعتمد النجاح على منطق التحكم المشترك — وليس على ما إذا كان النظام كهربائيًا أو هيدروليكيًا. بدون تكامل، فإنه فعليًا جهازان يتعاملان مع صفيحة واحدة. |
| السؤال الأساسي | ليست المسألة ما إذا كان المتابع خيارًا إضافيًا، بل ما إذا كان سلوك المادة وبنية الآلة يتطلبان تكاملاً حقيقيًا — أو يمكنهما تحمّل التشغيل التفاعلي. |
أنت لا تقرر اعتماد متابع مدمج بالكامل لأنه مثير للإعجاب.
تقرر ذلك لأن المادة والآلة ومزيج الإنتاج لديك لا تترك لك خيارًا مستقرًا آخر.
الجزء غير الواضح هو هذا: نقطة الانقلاب ليست الوزن وحده. إنها اللحظة التي يتجاوز فيها مزيج كتلة اللوح، والمرونة، وتسلسل الثني ما يمكن للإنسان أو الدعم التفاعلي تصحيحه في الوقت الفعلي. عندما يحدث ذلك، تتوقف المزامنة عن كونها ترقية وتصبح أداة أساسية.
فأين تقع تلك النقطة في ورشتك؟
خذ لوحًا بطول 3.0 أمتار من فولاذ A36 بسمك 10‑مقياس. حوالي 38 كجم لكل متر مربع. بعرض 1.5 متر، أنت تمسك بأكثر من 170 كجم قبل أول ثنية. هذه الصفيحة لا تزن أكثر فقط — بل تخزن طاقة أثناء دورانها.
بينما يدفع الكبّاس متجاوزًا المحور المحايد، يرغب المركز في الانخفاض. ليس لأن المشغل ضعيف، بل لأن الجاذبية ثابتة والفولاذ له ذاكرة.
يمكن لدعم أمامي ثابت مصمم لتحمل 380 كجم على أدلة خطية أن يتحمل هذا الحمل. يمكن أن يتوهج بمؤشرات تلامس LED. يمكن أن ينزلق بسلاسة. لكنه لا يمكنه التنبؤ بالدوران. إنه ينتظر حركة الصفيحة قبل أن يتفاعل.
سلة الخردة: شغّلنا فولاذ S355 بسماكة 8‑مقياس وطول 2.8 مترًا على مكبس فرامل مزود بدعامات ثابتة قوية مصنفة أعلى بكثير من وزن الصفيحة. لم تكن السعة هي المشكلة. في منتصف الثني، انخفض المركز بمقدار 6 مم قبل أن يصحح المشغل والدعم. الزوايا في الأطراف كانت ضيقة. زوايا المركز فُتحت بمقدار 0.9 درجة. لم نُحمّل الدعم فوق طاقته. لقد تجاوزناه سرعة.
الآن انتقل إلى فولاذ مقاوم للصدأ نوع 304 بسماكة 2 مم وطول 1.2 متر. أقل من 25 كجم إجمالاً. على مكبس كهربائي بتحكم دقيق في الزاوية، يكون الانحناء بسيطًا. الدوران هادئ. يمكن للمشغل توجيهه بأطراف أصابعه.
نفس الورشة. مشكلتان فيزيائيتان مختلفتان تمامًا.
حكم أرض المصنع: عندما تتسبب كتلة الصفائح والمرونة في دوران منتصف الانحناء الذي لا يستطيع الإنسان التصدي له فورًا، فأنت تحدد الحجم للتزامن، وليس قدرة الرفع.
لكن المادة لا تعمل بمفردها. إنها تنحني داخل آلة لها حدودها الخاصة.
مكبس كهربائي ميكانيكي يعمل بأجزاء سريعة الضرب ذات ضربة ثابتة يكون متوقعًا. توقيت الضربة نادرًا ما يتغير. إذا كنت تشغل أقواس ألمنيوم 3 مم طوال اليوم، فقد يتمكن متابع سيرفو مستقل مرتبط بموقع الكباس من مواكبة الأداء بشكل جيد.
لكن ضع نفس المتابع على مكبس هيدروليكي حديث مع تقويس ديناميكي وتصحيح زاوي في الوقت الفعلي، وتتغير الأمور. الكباس يعدل السرعة في منتصف الضربة. يعوض عن الارتداد. يصحح عمق الضربة بدقة متناهية.
إذا لم يكن المتابع داخل نفس حلقة التحكم، فإنه يخمن.
سلة الخردة: قمنا بتركيب متابع سيرفو على مكبس هيدروليكي بقدرة 220 طن ينحني فولاذ مقاوم للصدأ 304 بسماكة 6 مم مع تصحيح الزاوية نشط. أثناء الانحناءات القوية، قام نظام CNC بإبطاء الكباس بالقرب من النقطة الميتة السفلى للوصول إلى الزاوية المستهدفة. المتابع، الذي يقرأ إشارة تماثلية متأخرة، استمر في ارتفاعه المبرمج. ارتفع الجزء عن كتف القالب، ثم استقر مرة أخرى. التفاوت النهائي: 0.7 درجة على امتداد 2.5 متر. كان المتابع دقيقًا، لكنه لم يُدعَ إلى المحادثة.
الآن فكر في مكبس كهربائي عالي الدقة ينحني ألواح مجلفنة بسماكة 1.5 مم. توفر المحركات الكهربائية ضربة قابلة للتكرار وتحكمًا دقيقًا في الموضع. لكن الأحمال منخفضة والمرونة قليلة. هنا، قد تضيف عملية الدمج تكلفة دون حل مشكلة حقيقية.
حكم أرض المصنع: كلما عدّل مكبسك في الوقت الفعلي أثناء التحميل، زاد وجوب مشاركة المتابع بنيته المعمارية للتحكم أو المخاطرة بمواجهته.
لكن الآلات والمواد ما زالت لا تجيب على السؤال المالي. مزيج الإنتاج هو الذي يفعل ذلك.
هل تشغل دفعات طويلة من أجزاء متطابقة، أم وظائف من 40 جزء تتغير أدواتها كل ساعة؟
يعتمد الجهاز المستقل على التكرار. ارتفاع قالب واحد. تسلسل انحناء واحد. تغييرات محطة قليلة.
الآن أضف أربع محطات عبر 3 أمتار: فتحة V بعرض 20 مم، فتحة V بعرض 40 مم، قالب للطي، لكمة ذات عنق طويل. أضف مواد مختلطة: فولاذ معتدل بسماكة 4 مم في الصباح، فولاذ مقاوم للصدأ بسماكة 10 قياس بعد الغداء. أضف مشغلين بدوريات متناوبة.
كل تغيير يجبر المتابع على إعادة ضبط المواقع، وإزالة الأدوات، وإعادة الارتباط.
سلة الخردة: في مزيج عمل من ألواح فولاذ مطلية بقياس 12 بالتناوب بين محطتي قالب، اضطر متابعنا المستقل إلى الانسحاب بالكامل بمقدار 300 مم بين الانحناءات لتجنب التصادم. امتد وقت الدورة من 42 ثانية إلى 71 ثانية. عودة واحدة في توقيت خاطئ خدشت وجهًا نهائيًا. لم نخسر لأن المتابع كان ضعيفًا. خسرنا لأنه لم يكن على دراية بالسياق.
النمو المستقبلي يجعل الأمر أوضح. إذا كان خط عروضك يشير إلى أجزاء أطول، ألواح أكثر سماكة، تحملات أكثر إحكامًا، أو المزيد من التجميعات متعددة الانحناء، فأنت تجمع متغيرات تعاقب التأخير.
حكم أرض المصنع: إذا كان جدولك يكافئ المرونة وكفاءة المحطات المتعددة، فإن المتابع المدمج فقط في برنامج الانحناء هو الذي يحمي كل من وقت الدورة وجودة الجزء.
فمتى يتجاوز كل هذا الحد الفاصل؟
إليك العدسة التي أستخدمها الآن كمراجع حسابات.
إذا كان لا يمكن لمشغل واحد أن يواجه دوران الصفيحة جسديًا وبشكل ثابت أثناء أكثر الانحناءات تطلبًا — دون تسرع أو ارتكاز أو تخمين — فقد تجاوزت سعة الإنسان. هذا هو العتبة الأولى.
إذا كانت مكابسك تعدّل حركة الكباس استجابةً للحمل أو لملاحظات الزاوية، ولم يتلق المتابع نفس بيانات الأوامر في نفس الدورة، فلديك تعارض في البنية المعمارية. هذه هي العتبة الثانية.
إذا كان مزيج إنتاجك يتطلب إعدادات متعددة المحطات حيث تضيف حركة السحب وإعادة الضبط وقت دورة ملحوظًا أو خطر تصادم، فلديك احتكاك تشغيلي. هذه هي العتبة الثالثة.
تجاوز عتبة واحدة، وقد ينجو التحديث. تجاوز اثنتين، وستبدأ بملاحظة انحراف الزاوية أو تلف السطح أو زيادة بطيئة في زمن الدورة. تجاوز الثلاث جميعًا، وستكون تسمية المتابع المتزامن “ترفًا” مثل اعتبار المقاييس الخلفية اختيارية.
سلة الخردة: ورشة كانت تقوم بثني الفولاذ المقاوم للصدأ بسُمك 10-مقاييس على 3 أمتار باستخدام مكبس هيدروليكي بقوة 320 طنًا أضافت متابعًا مدمجًا ومتصلاً بالشبكة بعد سنوات من مواجهة تباين زاوية المركز بحوالي 0.8 درجة. نفس المادة. نفس الأدوات. انخفض التباين إلى أقل من 0.2 درجة، وأصبح التعامل من شخصين إلى شخص واحد. تم تحويل العمالة إلى العملية التالية. لم يضف المتابع قدرة إضافية. بل أزال التعارض.
الاستنتاج غير الواضح هو ما يلي: لا تبرر المتابع المرتبط بالشبكة بناءً على الوزن الأقصى للصفائح. بل تبرره عندما يتقاطع سلوك المادة وذكاء الآلة وتعقيد الإنتاج إلى حدّ يتجاوز ما يمكن للدعم التفاعلي تصحيحه في الوقت الفعلي.
قرار أرض الورشة: عندما يتداخل وزن الصفيحة، والتحكم الديناميكي في الكباس، وسير العمل متعدد المحطات، يتوقف المتابع المدمج بالكامل عن كونه خيارًا ويصبح جزءًا بنيويًا من عملية الثني نفسها.
انظر إلى أثقل عمل وأطوله وأكثره تعقيدًا المقرر لهذا الربع.
الآن اسأل نفسك: هل الدعم الحالي لديك يتعاون مع الكباس — أم يتفاعل معه فقط؟


















