

Eine 400‑Tonnen‑Abkantpresse steht auf dem Boden, frische Farbe, großes Emblem, beeindruckende Broschüre. Der Auftrag? Zehn‑Gauge Weichstahl, acht Fuß lang. Sollte Routine sein. Stattdessen jagt der Bediener dem Winkel hinterher: 89° in der Mitte, 91° an den Enden. Er erhöht den Druck. Es wird schlimmer.
Genug Tonnen. Nicht genug Kontrolle.
Wenn dir diese Szene vertraut vorkommt – gut. Das bedeutet, dass du bereits den Riss in der Geschichte vom “mehr Tonnage ist sicherer” gesehen hast.
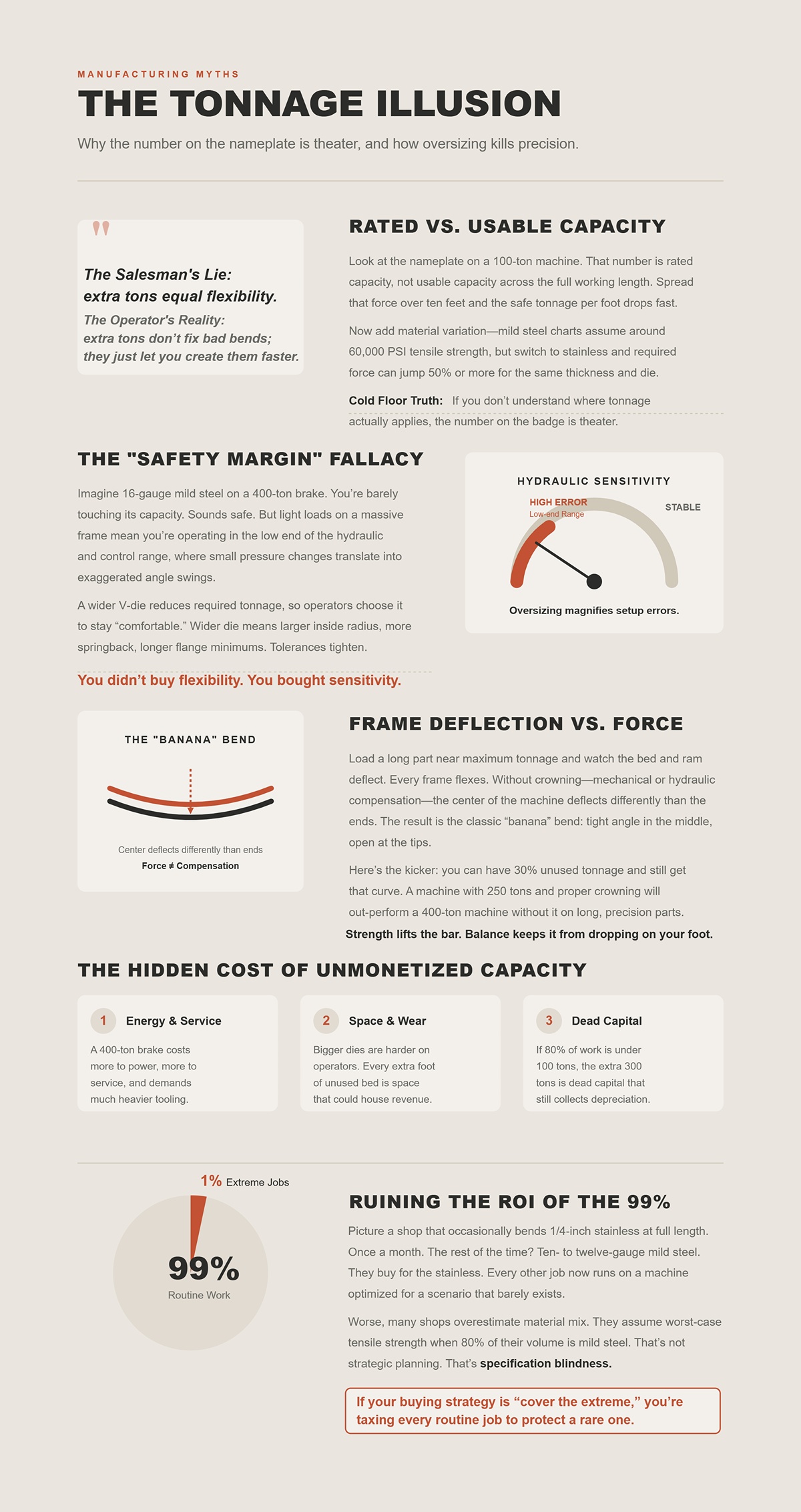
Schau auf das Typenschild einer 100‑Tonnen‑Maschine. Diese Zahl steht für die Nennkapazität, nicht für die nutzbare Kapazität über die gesamte Arbeitslänge. Wenn du diese Kraft über zehn Fuß verteilst, sinkt die sichere Tonnage pro Fuß schnell. Jetzt füge Materialvariationen hinzu – Tabellen für Weichstahl gehen von etwa 60.000 PSI Zugfestigkeit aus, aber wenn du auf Edelstahl umstellst, kann die erforderliche Kraft für die gleiche Dicke und Matrize um 50 % oder mehr steigen.
Also sichern sich Werkstätten ab. Sie kaufen 30–50 % mehr Tonnage “für alle Fälle”.”
Die Lüge des Verkäufers: mehr Tonnen bedeuten mehr Flexibilität. Die Realität des Bedieners: mehr Tonnen beheben keine schlechten Biegungen; sie lassen dich nur schneller schlechte Biegungen machen.
Die harte Werkstatt‑Wahrheit: Wenn du nicht verstehst, wo die Tonnage tatsächlich wirkt – pro Fuß, pro Material, pro Matrize – ist die Zahl auf dem Typenschild nur Theater.
Das wirft eine schwierigere Frage auf: Was passiert, wenn diese “Sicherheitsmarge” selbst zum Problem wird?
Stell dir 16‑Gauge Weichstahl auf einer 400‑Tonnen‑Presse vor. Du nutzt kaum ihre Kapazität. Klingt sicher. Aber geringe Lasten auf einem massiven Rahmen bedeuten, dass du im unteren Bereich des Hydraulik‑ und Steuerungsbereichs arbeitest, wo kleine Druckänderungen zu übertriebenen Winkelschwankungen führen.
Jetzt kommt die Wahl der Matrize hinzu. Eine breitere V‑Matrize reduziert die benötigte Tonnage, also wählen Bediener sie oft, um “auf der sicheren Seite” zu bleiben. Breitere Matrize bedeutet größeren Innenradius, mehr Rückfederung, längere Mindestflansche. Die Geometrie verändert sich. Toleranzen werden enger. Plötzlich wird deine Sicherheitsmarge zu einem Toleranzproblem.
Du hast keine Flexibilität gekauft. Du hast Empfindlichkeit gekauft.
Die harte Werkstatt‑Wahrheit: Überdimensionierung verschafft dir keine Kontrolle bei leichten Arbeiten; sie verstärkt Rüstfehler.
Aber selbst wenn du sie richtig dimensionierst – was ist mit dem Rahmen selbst?
Belaste ein langes Teil nahe der maximalen Tonnage und beobachte, wie sich Bett und Stößel durchbiegen. Jeder Rahmen biegt sich. Ohne Bombierung – mechanische oder hydraulische Kompensation – biegt sich die Mitte der Maschine anders als die Enden. Das Ergebnis ist die klassische “Bananenbiegung”: enger Winkel in der Mitte, offen an den Enden.
Hier ist der springende Punkt: Du kannst 30 % ungenutzte Tonnage haben und trotzdem diese Krümmung bekommen. Kraftkapazität verhindert keine ungleichmäßige Durchbiegung; Kompensation tut das.
Eine Maschine mit 250 Tonnen und richtiger Bombierung übertrifft eine 400‑Tonnen‑Maschine ohne sie bei langen Präzisionsteilen. Ich habe es selbst gesehen.
Stärke hebt die Last. Gleichgewicht verhindert, dass sie dir auf den Fuß fällt.
Warum jagen Geschäfte also immer noch größeren Zahlen hinterher?
Eine 400‑Tonnen‑Abkantpresse kostet mehr im Betrieb, mehr in der Wartung und erfordert schwerere Werkzeuge. Größere Stempel und Matrizen sind nicht nur teuer – sie belasten auch Hinteranschläge und Bediener stärker. Stellfläche ist ebenfalls nicht kostenlos; jeder zusätzliche Fuß Bettlänge, den du kaum nutzt, ist Grundfläche, die Umsatz generieren könnte.
Und wenn 80 % deines Arbeitsvolumens unter 100 Tonnen liegt, sind die zusätzlichen 300 Tonnen totes Kapital. Totes Kapital unterliegt trotzdem der Abschreibung.
Das sind verschrottete Dollar, die du nie auf dem Angebotsblatt siehst.
Warum gehen also kluge Werkstätten trotzdem dieses Risiko ein?
Stell dir eine Werkstatt vor, die gelegentlich 1/4‑Zoll‑Edelstahl über die volle Länge biegt. Einmal im Monat. Die restliche Zeit? Zehn‑ bis Zwölf‑Gauge‑Baustahlwinkel. Sie kaufen für den Edelstahl. Jeder andere Auftrag läuft nun auf einer Maschine, die für ein Szenario optimiert ist, das kaum existiert.
Schlimmer noch: Viele Werkstätten überschätzen ihren Materialmix. Sie nehmen die Zugfestigkeit des Worst Case an, obwohl 80 % ihres Volumens aus Baustahl bestehen. Das ist keine strategische Planung. Das ist Spezifikationsblindheit.
Wenn deine Einkaufsstrategie lautet “die Extreme abdecken”, belastest du jeden Routineauftrag, um einen seltenen zu schützen.
Und das sollte dich unruhig machen – denn wenn die Tonnage nicht der erste Filter ist, was ist es dann?
Ein Kunde brachte mir Teile von zwei unterschiedlichen 10‑Fuß‑Abkantpressen. Gleiches Material: Zehn‑Gauge‑Baustahl, acht Fuß lang. Gleicher Stempel, gleiche 1‑Zoll‑V‑Matrize. Die eine Maschine hatte 320 Tonnen mit Torsionswelle. Die andere 220 Tonnen mit dualer Y1/Y2‑Hydraulik und aktiver Bombierung.
Die 320‑Tonnen‑Maschine hatte eine Winkelabweichung von fast 1,5° über die gesamte Länge. Die 220‑Tonnen‑Maschine hielt innerhalb von 0,2° über die Länge.
In beiden Fällen war reichlich Kraft vorhanden. Nur eine produzierte verkaufsfähige Teile ohne ständiges Nachjustieren.
Kraft erzeugt den Biegevorgang. Synchronisation und Bombierung entscheiden, ob diese Biegung über acht Fuß hinweg, über die Schicht, über die Serie hinweg gleichbleibend ist. Wiederholgenauigkeit entscheidet, ob dein zweites Teil deinem ersten entspricht, ohne das Programm zu ändern. Dieses Trio – nicht die Tonnage – verwandelt eine Abkantpresse vom Grobian zum Produktionswerkzeug.
Die Lüge des Verkäufers: “Diese Maschine hat mehr Tonnen, als du je brauchen wirst.” Die Realität des Bedieners: “Ich brauche den Stößel, der auf Hundertstel parallel aufsetzt und unter Last dort bleibt.”
Die kalte Werkstattwahrheit: Wenn Tonnage nicht dein erster Filter ist, sollten Synchronisationsgenauigkeit, Bombierungsstrategie und Positionswiederholbarkeit es sein.
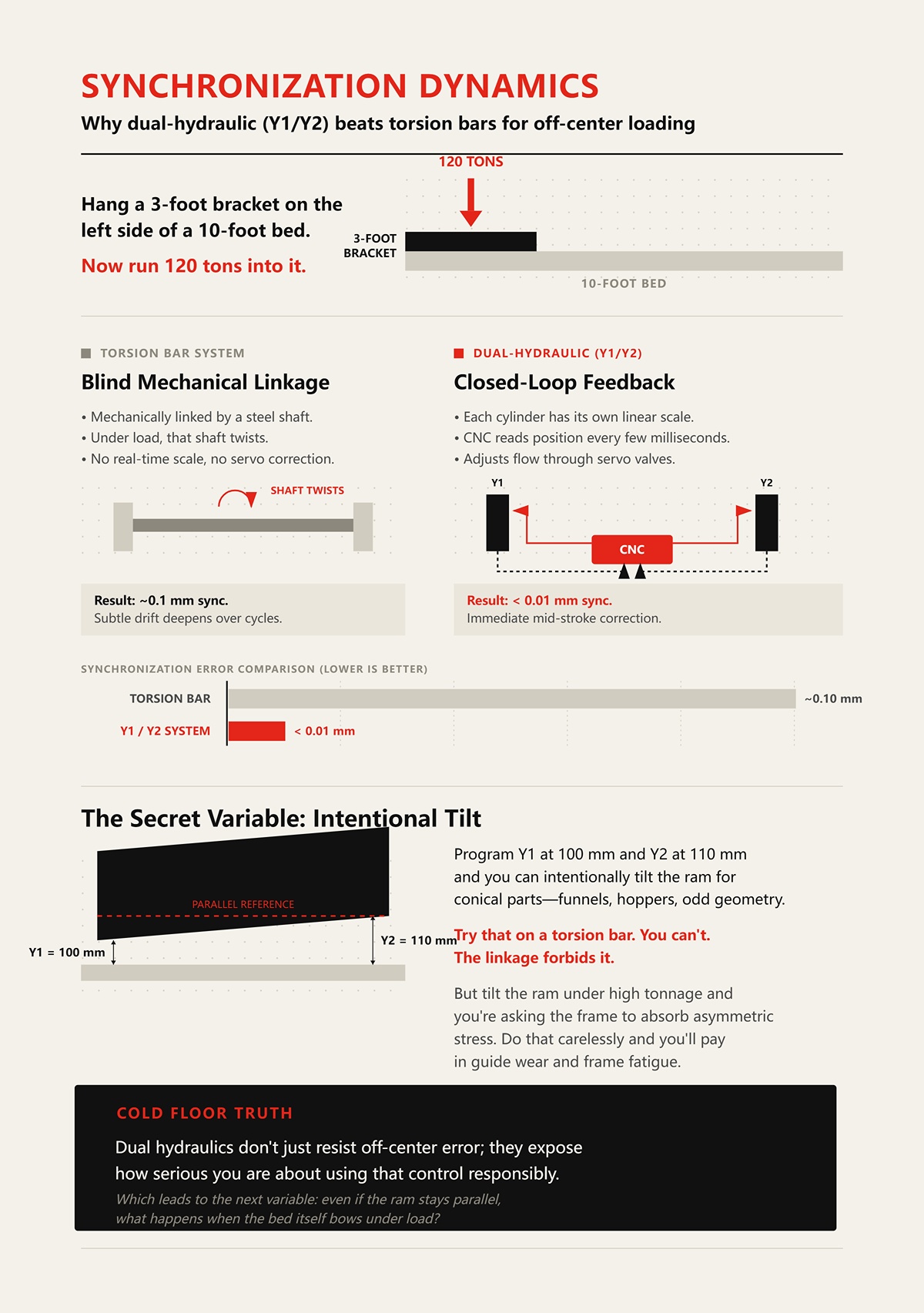
Hänge eine 3‑Fuß‑Konsole auf der linken Seite eines 10‑Fuß‑Betts auf. Jetzt drücke 120 Tonnen hinein.
An einer Drehstabmaschine sind beide Seiten des Stößels mechanisch durch eine Stahlwelle verbunden. Unter Last verdreht sich diese Welle – um Mikrometer, ja, aber ausreichend. Es gibt keine Skala, die jede Seite in Echtzeit abliest. Kein Servoventil, das während des Hubs korrigiert. Unter idealen Bedingungen erreicht man etwa 0,1 mm Synchronisation, doch bei einer außermittigen Belastung verformt sich die Stange elastisch, und die Maschine merkt nichts davon.
Das Ergebnis ist nicht dramatisch. Es ist schlimmer. Es ist ein subtiler Drift – eine Seite etwas tiefer, der sich über Zyklen hinweg summiert, wenn Wärme und Verschleiß hinzukommen.
Bei einem dual‑hydraulischen Y1/Y2‑System hat jeder Zylinder seine eigene lineare Skala. Die CNC liest die Position alle paar Millisekunden ein und passt den Durchfluss über Servoventile an, um beide Seiten bis auf Hundertstel synchron zu halten – unter 0,01 mm bei guten Systemen. Eine außermittige Belastung zeigt sich sofort als Positionsfehler, und die Steuerung korrigiert ihn während des Hubs.
Das ist der Mechanismus. Geschlossener Regelkreis gegenüber blinder mechanischer Kopplung.
Und hier kommt der Teil, den die Broschüre auslässt. Programmiere Y1 auf 100 mm und Y2 auf 110 mm, und du kannst den Stößel absichtlich neigen, um konische Teile herzustellen – Trichter, Tröge, unregelmäßige Geometrien. Versuch das bei einer Drehstabmaschine. Geht nicht. Die Kopplung verbietet es.
Doch wenn du den Stößel bei hoher Tonnage neigst, verlangst du vom Rahmen, asymmetrische Spannungen aufzunehmen. Tust du das unvorsichtig, zahlst du mit Führungsverschleiß und Rahmenermüdung.
Also ist Synchronisation Macht – aber nur, wenn Rahmen und Programmdisziplin ihr gewachsen sind.
Kalte-Werkstatt-Wahrheit: Doppelte Hydraulik widersteht nicht nur außermittigen Fehlern; sie zeigt auch, wie ernst du es damit meinst, diese Steuerung verantwortungsvoll zu nutzen.
Das führt zur nächsten Variablen: Selbst wenn der Stößel parallel bleibt – was passiert, wenn sich das Bett unter Last durchbiegt?
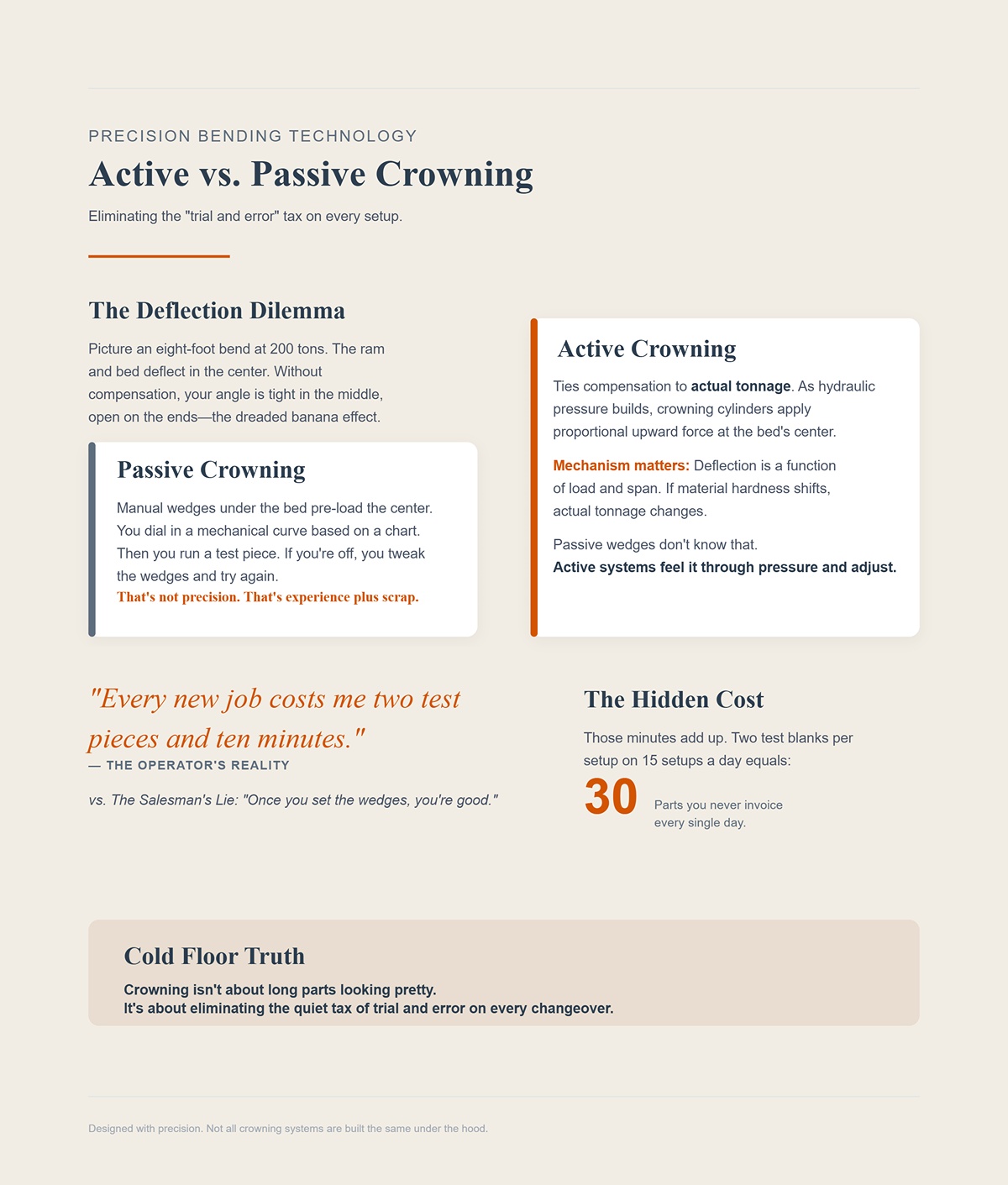
Stell dir einen acht Fuß langen Biegevorgang bei 200 Tonnen vor. Stößel und Bett biegen sich in der Mitte durch. Ohne Kompensation ist dein Winkel in der Mitte zu eng, an den Enden offen – die „Banane“, über die wir zuvor gesprochen haben.
Ein passives Bombiersystem – manuelle Keile unter dem Bett – erlaubt es, die Mitte vorzubelasten. Du stellst eine mechanische Krümmung anhand einer Tabelle ein: Material, Dicke, Länge, geschätzte Tonnage. Dann biegst du ein Probestück. Wenn das Ergebnis nicht passt, stellst du die Keile nach und versuchst es erneut.
Das ist keine Präzision. Das ist Erfahrung plus Ausschuss.
Aktive Bombierung koppelt die Kompensation an die tatsächliche Tonnage. Wenn sich der hydraulische Druck aufbaut, üben die Bombierzylinder proportionalen Aufwärtsdruck in der Bettmitte aus. Das System biegt das Bett in Echtzeit entgegengesetzt zur Durchbiegung des Stößels.
Der Mechanismus spielt hier eine entscheidende Rolle. Durchbiegung ist eine Funktion von Last und Spannweite. Wenn sich die Materialhärte ändert – etwa Baustahl in einer Charge, höherfester im nächsten –, ändert sich die tatsächliche Tonnage bei gleicher Programmtiefe. Passive Keile wissen das nicht. Aktive Systeme spüren es über den Druck und passen sich an.
Der Unterschied zeigt sich in der Rüstzeit. Bei hoher Variantenvielfalt bedeutet passive Bombierung: Probe biegen, messen, anpassen. Aktive Bombierung bedeutet: Erstteil‑Genauigkeit viel häufiger.
Die Lüge des Verkäufers: “Sobald du die Keile eingestellt hast, passt alles.” Die Realität des Bedieners: “Jeder neue Auftrag kostet mich zwei Probestücke und zehn Minuten.”
Diese Minuten summieren sich. Zwei Testbleche pro Rüstung bei 15 Rüstvorgängen am Tag bedeuten 30 Teile, die du nie fakturierst.
Kalte-Werkstatt-Wahrheit: Bombierung geht nicht darum, dass lange Teile hübsch aussehen. Es geht darum, die stille Steuer des Ausprobierens bei jedem Umrüsten zu beseitigen.
Aber nicht alle Bombiersysteme sind im Inneren gleich aufgebaut.
Nehmen wir an, der zehner Blechstahl von gestern hatte eine Zugfestigkeit von etwa 60.000 PSI. Die heutige Charge liegt näher bei 70.000. Gleiche Dicke. Gleiches Programm.
Erforderliche Tonnage steigt. Durchbiegung steigt mit.
Mechanische Keilsysteme sind statisch. Man stellt sie anhand der geschätzten Tonnage ein. Wenn die tatsächliche Last um 15% steigt, ist deine Kompensation nun zu gering. Der Winkel öffnet sich an den Enden wieder. Du kompensierst über die Stempeltiefe, wodurch sich dein Innenradius und deine Flanschgeometrie verschieben.
Hydraulische Bombierungssysteme, die mit dem Druck gekoppelt sind, reagieren auf die tatsächliche Last. Höhere Tonnage erzeugt automatisch höhere Bombierkraft. Die Bettkurve folgt der Durchbiegungskurve des Stempels.
Hier steckt Komplexität – Servoventile, Dichtungen, Sensoren. Sie kosten mehr in der Anschaffung und erfordern disziplinierte Wartung. In einer Werkstatt mit geringer Variantenvielfalt, die wochenlang dasselbe Teil produziert, können mechanische Keile wirtschaftlich sinnvoll sein.
In einer Umgebung mit hoher Variantenvielfalt, in der Materialchargen und Teilelängen täglich wechseln, sorgt hydraulische Bombierung für gleichbleibenden Winkel, ohne dass jedes Mal das Setup neu ausgearbeitet werden muss.
Hier entsteht der ROI. Nicht bei der Spitzentonnage, sondern darin, wie wenig es die Maschine kümmert, wenn das Material nicht lehrbuchmäßig ist.
Harte Werkstattwahrheit: Wenn dein Material variiert, wird statische Kompensation zum Ratespiel. Und Ratespiel ist nur Ausschuss mit einem anderen Namen.
Also ist der Stempel parallel. Das Bett kompensiert. Was ist mit der Teileposition selbst?
Ich habe Werkstätten gesehen, die sich mit 1.000 mm/s Hinteranschlaggeschwindigkeit brüsten. Klingt beeindruckend – bis man die Wiederholgenauigkeit misst.
Nehmen wir eine Halterung mit vier Biegungen, alle vom ersten Flansch aus referenziert. Wenn dein Hinteranschlag sich innerhalb von ±0,05 mm wiederholt, passen deine Lochbilder beim Schweißen. Wenn er um ±0,3 mm abweicht, zwingst du Teile in Vorrichtungen, schleifst Laschen ab und gibst dem Laser die Schuld.
Verfahrgeschwindigkeit beeinflusst die Zykluszeit. Wiederholgenauigkeit bestimmt, ob die Baugruppe passt.
Hochwertige Hinteranschläge verwenden Präzisions-Kugelspindeln, steife Finger und Encoder, die den Positionsregelkreis schließen. Billige Systeme verlassen sich auf Schrittzählung und offene Regelannahmen. Über tausende Zyklen zeigen sich Spiel und Verschleiß als Maßabweichung.
Hier ist der Zusammenhang, den die meisten übersehen: Synchronisation und Bombierung halten den Winkel konstant. Wiederholgenauigkeit des Hinteranschlags hält die Flanschlänge konstant. Winkel plus Länge ergibt Geometrie. Geometrie bestimmt die Passgenauigkeit.
Du kannst perfekte Tonnage und wunderschönen Lack haben – und trotzdem Teile verschicken, die der Schweißer verflucht.
Die Lüge des Verkäufers: “Sie ist schnell.” Die Realität des Bedieners: “Passt das zehnte Teil wie das erste?”
Harte Werkstattwahrheit: Geschwindigkeit produziert schnell Teile. Wiederholgenauigkeit produziert Teile, die zusammenpassen.
Und sobald du Achsen stapelst – R, Z1, Z2, X1, X2 – lautet die Frage nicht, wie viele du hast, sondern ob diese zusätzliche Komplexität dieses Dreigespann stärkt … oder es leise untergräbt.
Du hast Synchronisation. Du hast aktive Bombierung. Dein Hinteranschlag wiederholt sich auf wenige Hundertstel genau. Dann rutscht die Broschüre über den Tisch und sagt: Füge R hinzu, füge Z1/Z2 hinzu, füge X1/X2 hinzu. Sechs Achsen. Acht Achsen. Vollautomatisch.
Also hier die eigentliche Frage: Stärken diese zusätzlichen Achsen das Qualitäts-Dreifach – oder vervielfachen sie nur die Möglichkeiten, es zu verlieren?
Eine Abkantpresse ist wie ein Gewichtheber. Rohe Kraft sieht auf einem Katalogfoto gut aus. Aber ohne Balance und Timing wackelt die Stange. In der Werkstatt zeigt sich dieses Wackeln als ungleichmäßige Schenkellängen, falsche Biegefolgen und Bauteile, die erst passen, nachdem der Schleifer “nachgeholfen” hat. Mehr Achsen bedeuten höhere Anforderungen an die Koordination. Koordination ist Software, Servoreaktion und Bedienerurteil – alles übereinandergestapelt.
Achsen erzeugen keine Präzision. Sie verlangen sie.
Harter Werkstatt-Fakt: Jede neue Achse ist ein weiteres bewegliches Teil, das im Einklang mit dem Dreiklang bleiben muss – sonst wird sie zu einer sehr teuren Methode, Schrott schneller zu produzieren.
Lassen Sie uns konkret werden.
Ein einfaches 2- oder 3+1-Achsen-System – Y1/Y2 für den Pressbalken, X für die Anschlagtiefe, eventuell R für die vertikale Anschlaghöhe – deckt den Großteil der Halterungs- und Gehäuseteile ab, die ich in mittelgroßen Werkstätten sehe. Schenkellängen sind konstant. Die Abläufe sind einfach. Bediener stellen Anschläge nach Gefühl und Erfahrung ein.
Engpass bei der Zykluszeit? Meist Materialhandling. Oder der Weg zurück zum Regal. Nicht der Achsweg.
Jetzt installiere man einen 6-Achsen-Hinteranschlag mit unabhängigen Z1/Z2-Fingern und programmierbarer R-Bewegung. Bei asymmetrischen Teilen – versetzte Schenkel, Gegenbiegen, Teile, die nicht gewendet werden können – kann dieses System das manuelle Umpositionieren zwischen den Biegungen eliminieren. Das ist echte Produktivität, wenn die Geometrie es verlangt.
Aber Folgendes sehe ich auf dem Werkstattboden: Das erste Einrichten dauert länger. Das Programmieren der Sequenz für unabhängige Fingerbewegung, das Prüfen auf Kollisionen, das Anlernen der Teileausrichtung – all das kostet Zeit. Wenn 80 % deiner Aufträge einfach sind, beseitigt diese Komplexität keinen Engpass. Sie schafft einen.
Die Lüge des Verkäufers: “Mehr Achsen bedeuten weniger Arbeit für den Bediener.” Die Realität des Bedieners: “Mehr Achsen bedeuten mehr Entscheidungen, bevor ich das erste gute Teil mache.”
Harter Werkstatt-Fakt: Wenn dein Engpass nicht die Hinteranschlagsbewegung ist, werden sechs Achsen ihn nicht beseitigen.
Die Unabhängigkeit von Z1/Z2 glänzt bei Teilen, die über die Biegelinie hinweg asymmetrisch sind. Denk an ein Paneel, bei dem der linke Schenkel 40 mm und der rechte 65 mm beträgt, und man das Teil wegen vorheriger Merkmale nicht wenden kann. Unabhängige Finger ermöglichen, dass jede Seite ihre eigene Referenz hält – ohne manuelles Verschieben.
Das ist unverzichtbar, wenn die Teilegeometrie es erzwingt.
Stell dir nun hochvolumige Halterungen mit identischen Schenkeln links und rechts vor. Blechstärke 3 mm, acht Fuß lang. Gerade Biegungen, jedes Mal dieselbe Referenzkante. Z1/Z2 unabhängig für kleine Unterschiede zu programmieren, ist wie elektrische Sitze in einen Gabelstapler einzubauen – nett, aber kein Geldbringer.
Und hier etwas, das Anbieter selten betonen: Unabhängige Bewegung erfordert präzise Kalibrierung zwischen den beiden Fingern. Wenn ein Servo driftet oder eine Kugelspindel Spiel bekommt, wird deine “unabhängige Präzision” zu unabhängigem Fehler. Jetzt sind Synchronisation und Bombierung perfekt – aber deine Referenzkante verschiebt sich um ein Zehntel hier, zwei Zehntel dort.
Winkel plus Länge ergibt Geometrie. Du kannst dir kein Wandern bei beidem leisten.
Harter Werkstatt-Fakt: Z1/Z2 ist ein Werkzeug für Designzwänge – kein Statussymbol für das Datenblatt.
Hier wird es unschön.
Jede Achse – X, R, Z1, Z2, X1, X2 – basiert auf Servoantrieben und einer Steuerung, die die Bewegung koordiniert. Wenn die Steuerung diese Bewegungen nicht schnell genug verarbeiten und ausführen kann, entsteht Verzögerung. Keine sichtbare Verzögerung. Millisekunden-Verzögerung.
Aber am unteren Punkt des Hubs zählen Millisekunden.
Die Synchronisation des Stößels Y1/Y2 hält den Balken parallel. Fügt man komplexe Hinteranschlagbewegungen hinzu, die sich vor dem Abschließen des Biegevorgangs lösen, neu positionieren und stabilisieren müssen, stapelt man Zeitsteuerungsereignisse. Wenn die Steuerung das nicht schafft, kann der Stößel seine Tiefe erreichen, bevor der Anschlag vollständig stabilisiert ist. Oder der Anschlag ist zwar stabil, aber das Positions-Feedback hat sich noch nicht völlig beruhigt.
So entsteht das erste Teil gut, das fünfte fragwürdig, und das zehnte landet im Ausschussbehälter.
Die Maschine sagt immer noch “sechs Achsen”. Der Ausschussbehälter sagt “Steuerung passt nicht”.”
Stell dir 16-Gauge-Baustahl auf einer 400-Tonnen-Abkantpresse vor. Enorme Kapazität. Stell dir nun vor, die Steuerung verschluckt sich an gleichzeitigen Achskommandos. Das Problem ist nicht die Kraft. Es ist die Koordination unter Last. Gleiches Spiel.
Kalte Hallen-Wahrheit: Hohe Achszahlen ohne eine Steuerung, die sie wirklich synchronisieren kann, bedeuten nur, dass die Komplexität der Kontrolle davonläuft.
Hier kommt die unbequeme Wahrheit, die die meisten Betreiber auf die harte Tour lernen.
Wenn du 500 identische Teile mit einfacher Geometrie und demselben Material die ganze Woche über fährst, wird eine gut synchronisierte 3+1-Achsen-Maschine mit aktiver Bombierung oft mehr produzieren als ein voll ausgestattetes 6+1-Achsen-System. Weniger Parameter. Schnellere Programmierung. Weniger Fehlerquellen.
Manuelle Anpassungen – einen Finger schieben, einen Anschlag versetzen – dauern Sekunden, wenn der Bediener den Auftrag kennt. Das Programmieren unabhängiger Achsen für kleine Unterschiede kann Minuten dauern. Minuten, die sich über Kleinserien zu echtem Geld summieren.
Jetzt drehen wir es um.
Wenn du viele Varianten, geringe Stückzahlen und komplexe Geometrien hast, die sich stündlich ändern, können fortschrittliche Achsen, gekoppelt mit einer schnellen Steuerung und guter Offline-Programmierung, Einrichtungs-Ausschuss reduzieren und wiederholte manuelle Neupositionierungen vermeiden. Da zahlen sie sich aus.
Die richtige Frage ist also nicht “Wie viele Achsen kann ich mir leisten?”, sondern “Was verlangt meine Arbeit tatsächlich, und können meine Leute und meine Steuerung das unterstützen?”
Kalte Hallen-Wahrheit: Mehr Achsen erhöhen das Potenzial. Sie erhöhen auch die Kosten jedes Fehlers.
Und das ist die Brücke zur einzigen Vergleichsgröße, die jetzt wirklich zählt – die Abstimmung bestimmter Werkstatttypen auf spezifische Konfigurationen, anstatt einfach den stärksten Muskelprotzen vom Poster zu kaufen und zu hoffen, dass das Gleichgewicht gratis dazukommt.
Letzten Winter besuchte ich drei Werkstätten in einer Woche. Eine fertigte 20 verschiedene Teilenummern vor dem Mittag. Eine bog nichts außer 3/8- und 1/2-Zoll-Bleche für Treppenwangen. Die dritte installierte gerade ihren ersten Roboter. Alle drei suchten nach “mehr Tonnage”.”
Gleicher Verkäufer. Drei völlig unterschiedliche Realitäten.
Die Frage ist nicht, wie viele Achsen du anschrauben kannst. Sondern wie 80% deines Tages tatsächlich aussieht – und ob deine Synchronisations- und Bombierungstrategie dich dabei schützt. Denn Kraft ohne Durchbiegungskontrolle ist nur eine teure Methode, gleichmäßigen Ausschuss zu produzieren. Und Achsen ohne eine Arbeitslast, die sie rechtfertigt, sind nur Softwaremenüs, die auf einen Fehler warten.
Welche Konfigurationen passen also wirklich?
Stell dir ein Auftragsbrett mit 30 angehefteten Laufzetteln vor. Heute 14 Gauge, morgen 11 Gauge, dann ein Edelstahlgehäuse, das sich immer anders zurückfedert, als die Zeichnung es vermuten lässt.
Hier ist der Teil, den die meisten Werkstätten falsch diagnostizieren: Eine 10%-Steigerung der Zugfestigkeit erfordert ungefähr 10% mehr Kraft – und etwa 10% mehr Bombierung, um Stößel und Tisch unter Last parallel zu halten. Ein 10%‑Anstieg in der Dicke? Du brauchst eher 20% mehr Druck. Wenn deine Bombierung mechanisch und statisch ist, kann sie sich nicht unter Last anpassen. Der Bediener sieht, wie sich der Winkel in der Mitte öffnet, und gibt der Rückfederung die Schuld.
Aber der Träger biegt sich durch.
Hydraulische oder CNC‑Bombiersysteme, die sich während des Biegens dynamisch anpassen, sind das, was High‑Mix‑Werkstätten gesund bleiben lässt. Nicht, weil sie auffällig sind – sondern weil sie reagieren, wenn die Materialrealität nicht zur Berechnung passt. Ohne sie wird dein “10‑Minuten‑Rüstvorgang” zu 10 Minuten plus drei Testteilen.
Jetzt mache den Belastungstest. Selbst mit mehrzoniger CNC‑Bombierung geht das System von idealem Materialverhalten aus. Echter Stahl variiert. Du brauchst immer noch einen Bediener, der versteht, was er sieht. Schnelle Hinteranschläge und unabhängige Z1/Z2‑Finger helfen, wenn die Geometrie es erzwingt – aber wenn deine Bombierung Dicke- und Zugfestigkeitsschwankungen nicht nachverfolgen kann, spielt deine Geschwindigkeit an anderer Stelle keine Rolle.
Die Lüge des Verkäufers: “Sechs-Achs-Hinteranschlag verkürzt die Rüstzeit.” Die Realität des Bedieners: “Wenn der Winkel wandert, jage ich ihm hinterher, egal wie schnell sich die Finger bewegen.”
Bodenständige Wahrheit: In High‑Mix‑Arbeiten spart die Genauigkeit dynamischer Bombierung mehr Ausschusskosten, als eine zusätzliche Hinteranschlagsachse je könnte.
Aber was, wenn sich deine Teile kaum ändern – und dein Problem nicht die Variabilität, sondern die Masse ist?
Stell dir eine 1/2‑Zoll‑Platte vor, 3 Meter lang. Zwei Biegungen pro Teil. Den ganzen Tag.
Die Dicke ändert sich um 10%. Das sind etwa 20% mehr erforderliche Kraft. Bei dicken Blechen ist dieser Sprung nicht theoretisch – er passiert, wenn eine Walzcharge wechselt. Wenn dein Rahmen nicht steif genug ist, wird dich keine programmierte Bombierung vollständig retten. Der Stößel und Tisch bleiben kompensiert, aber die Seitenrahmen selbst atmen.
Selbst mit perfekter Bombierung zeigen Studien, dass Winkelabweichungen allein durch Materialvariabilität bei Viertelzollblech innerhalb von etwa ±0,3 Grad liegen können. Wenn ich Werkstätten sehe, die mehr Abweichung haben, liegt die Ursache meist nicht an der Bombierung – sondern an Rahmenverformung oder schlechter Y1/Y2‑Synchronisation unter Last.
Hier täuscht dich das Datenblatt. Zyklusgeschwindigkeit sieht beeindruckend aus. Achszahl wirkt modern. Aber Schwerbau lebt von vollem Hub, großer Ausladung und Rahmenmasse. Wenn das Teil physisch nicht passt, weil die Ausladung zu gering ist, oder du den Hub ausfährst, bevor du einen Rückschenkel freilegst, hilft dir keine Servogeschwindigkeit der Welt.
Die Lüge des Verkäufers: “Du hast 500 Tonnen. Du bist abgesichert.” Die Realität des Bedieners: “Wenn sich der Rahmen verdreht, biege ich eine Banane.”
Bodenständige Wahrheit: Im Strukturstahlbereich schlagen Steifigkeit und Geometrie alle Zyklusgeschwindigkeiten – und die Bombierung muss sich an Dickenschwankungen anpassen, nicht nur an die Tonnagekapazität.
Was passiert nun, wenn die heutige manuelle Werkstatt plant, im nächsten Jahr einen Roboter anzubauen?
Ein menschlicher Bediener kompensiert unbewusst. Wenn der Flansch einen Hauch zu lang herauskommt, passt er den Griffdruck an, setzt das Teil neu ein, korrigiert die Tiefe im laufenden Betrieb.
Ein Roboter tut genau das, was man ihm gesagt hat. Nicht mehr. Nicht weniger.
Genau dort werden zusätzliche Achsen — programmierbare R-Achsen-Höhe, Z1/Z2-Positionierung, manchmal sogar X1/X2-Tiefe — von Luxus zu Notwendigkeit. Der Roboter braucht vorhersehbare Anschlagpositionen und kollisionsfreie Bewegungspfade. Unabhängige Fingerbewegung, die im manuellen Modus übertrieben schien, wird unverzichtbar, wenn ein Greifer sich nicht “fühlend” um einen falsch ausgerichteten Anschlag herantasten kann.
Aber hier lauert die Falle: Achsen für zukünftige Automatisierung hinzuzufügen, ohne die Steuerungsgeschwindigkeit und Synchronisation zu verbessern, ist der Weg, eine sehr teure Zöger-Maschine zu bauen. Roboter hassen es, auf langsame Hinteranschläge zu warten. Sie hassen auch Winkeldrift. Wenn die Bombierung nicht dynamisch und wiederholbar ist, produziert dein Roboter zuverlässig identischen Ausschuss.
Kalte Werkstatt-Wahrheit: Plane Achsen im Hinblick auf die Automatisierung von morgen nur dann, wenn deine Steuerung und Bombierung stark genug sind, Wiederholung zu einem Vorteil statt zu einem Nachteil zu machen.
Und manchmal ist der klügste Automatisierungsschritt gar nicht mehr Achsen auf einer Maschine.
Ich habe gesehen, wie Werkstätten ein 1.000-Tonnen-Monster kalkulierten, um gelegentliche 20-Fuß-Teile zu bearbeiten.
Dann habe ich gesehen, wie zwei 500-Tonnen-Maschinen im Tandem für lange Teile liefen — und für die tägliche Arbeit entkoppelt wurden.
Auf dem Papier wirkt die einzelne Riesenkantbank einfacher. Ein Rahmen. Eine Steuerung. Große Zahl auf der Broschüre. Aber die meisten Werkstätten biegen keine 20-Fuß-Teile den ganzen Tag. Sie biegen Zehntelblech aus Baustahl, acht Fuß lang, Halterungen und Kanäle, die dieses Monster nur zu einem Bruchteil seiner Kapazität auslasten würden.
Zwei kleinere, gut synchronisierte Maschinen geben dir Optionen. Betreibe sie zusammen, wenn die Länge es verlangt. Trenne sie und verdopple den Durchsatz bei Standardarbeiten für den Rest der Woche. Wenn eine ausfällt, bist du nicht handlungsunfähig.
Aber auch hier gilt: Synchronisation ist König. Der Tandemmodus erfordert eine präzise Y1/Y2-Steuerung über beide Rahmen hinweg und koordinierte Bombierungsstrategien. Wenn eine Maschine sich anders durchbiegt, siehst du es in der Mitte des Teils.
Die Lüge des Verkäufers: “Einmal kaufen. Groß kaufen.” Die Realität des Bedieners: “An den meisten Tagen brauche ich Ausgewogenheit — keine Werbetafel.”
Kalte Werkstatt-Wahrheit: Die beste Abkantpresse ist nicht der stärkste Gewichtheber auf dem Poster. Es ist diejenige, deren Steuerung, Bombierung und Konfiguration zur Arbeit passt, die du tatsächlich 80 % der Zeit ausführst.
Und wenn du das einmal erkennst, sieht das Datenblatt plötzlich viel weniger wie eine Trophäe aus — und viel mehr wie eine Falle, die auf Fehlinterpretation wartet.
Angesichts all dieser Variablen – wie trifft eine Werkstatt tatsächlich eine Entscheidung?
Du hörst auf, nach Schlagzeilenzahlen einzukaufen, und beginnst, das Kleingedruckte zu lesen, als wäre es ein Vertrag, der gegen dich geschrieben wurde.
Ein Datenblatt ist das Poster eines Gewichthebers mitten im Druck: große Zahl, Brust heraus, Hantel über dem Kopf. Beeindruckend. Aber das Poster zeigt nicht, ob er die Hantel ruhig halten kann oder ob seine Knie unter Last einknicken. Und in der Werkstatt, wenn die Hantel fällt, landet sie im Schrottbehälter.
Der Verkäufer verkauft Spitzenkraft. Der Werkstattboden zahlt für Durchbiegung, Rüstzeit und Winkeldrift.
Wenn du nicht weißt, wie man ein Angebot entschlüsselt, vergleichst du Maschinen, die nicht einmal dasselbe Spiel spielen.
“400 Tonnen.”
In welcher Entfernung?
Tonnagebewertungen sind an einen bestimmten Abstand zwischen den Seitenrahmen und eine bestimmte Lastverteilung gebunden. Ändere den Abstand von der Mittellinie. Ändere die Matrizenöffnung. Ändere die Materialbreite. Die verfügbare Kraft pro Fuß verschiebt sich – und damit auch die Durchbiegung.
Nun kommen noch die Einheitenspiele hinzu. Ein Anbieter gibt Short Tons pro Fuß an. Ein anderer metrische Tonnen pro Meter. Auf dem Papier sieht das ähnlich genug aus, um vergleichbar zu wirken. Ist es aber nicht. Ich habe Werkstätten gesehen, die dachten, sie bekämen eine um 10% stärkere Maschine, während sie tatsächlich nur zwei verschiedene Maßstäbe ablasen.
Die Lüge des Verkäufers: “Es ist eine 300‑Tonnen‑Maschine.” Die Realität des Bedieners: “Bei meiner Arbeitslänge und Matrize verhält sie sich wie 240.”
Und hier wird es subtil. Du kannst die erforderliche Tonnage reduzieren, indem du die V‑Matrize von dem Achtfachen der Materialdicke auf das Zwölffache öffnest. Die Kraft fällt auf der Tabelle schön ab. Aber dein Innenradius wächst, die Flanschgeometrie ändert sich, und plötzlich liegt dein Teil nicht mehr so am Anschlag an wie früher. Du hast Tonnage gespart und dir Passungsprobleme eingekauft.
Kalte Werkstatt‑Wahrheit: Die angegebene Tonnage ist ein bedingtes Versprechen, keine universelle Wahrheit – und wenn du die Bedingung nicht an deine realen Teile anpasst, kalkulierst du mit Fantasiezahlen.
Wenn die Kraft also nicht absolut ist – kann Software die Lücken überbrücken?
Moderne Steuerungen simulieren den Biegevorgang, bevor der Stößel sich bewegt. Materialbibliothek. Rückfederungskompensation. Kollisionsprüfung. Es wirkt chirurgisch präzise.
Aber die Simulation nimmt an, dass sich der Rahmen so verhält, wie es das Modell vorhersagt.
Hydraulische und elektrische Maschinen erzeugen die Kraft nicht auf dieselbe Weise. Elektromechanische Antriebe wirken präziser, haben aber oft andere Geschwindigkeits‑ und Hubmerkmale. Wenn das Biegemodell der Software auf hydraulischen Annahmen zu Haltezeit oder Druckaufbau beruht, kannst du am Ende eine wunderschöne Simulation und einen verfehlten realen Winkel haben.
Stell dir 16‑Gauge‑Weichstahl auf einer 400‑Tonnen‑Presse vor. Die Simulation zeigt, du liegst bei 20% Kapazität. Reichlich Spielraum. Aber wenn die Synchronisierung unter geringer Last nicht exakt ist – wenn Y1/Y2 nicht perfekt mitlaufen – zeigt dieser “leichte” Auftrag einen Konus von links nach rechts. Nicht, weil dir Kraft gefehlt hat. Sondern weil dir Kontrolle bei geringer Kraft gefehlt hat.
Die Lüge des Verkäufers: “Die Steuerung berechnet alles.” Die Realität des Bedieners: “Die Steuerung kann den Rahmen nicht versteifen.”
Kalte Werkstatt‑Wahrheit: Software sagt die Kraft voraus; sie kann die Physik nicht aufheben. Wenn das Eisen sich verdreht, dokumentiert der Code nur die Verdrehung.
Und selbst wenn die Maschine perfekt synchronisiert ist – kannst du deine Teile physisch Tag für Tag darin laufen lassen?
Hier sterben Angebote still.
Der Tageslichtabstand ist der offene Abstand zwischen Stößel und Tisch. Der Hub ist die Strecke, die der Stößel zurücklegt. Die Ausladung ist die Tiefe, die eine Flanschung erreichen kann, bevor sie den Rahmen berührt. Nichts davon sieht auf einer Broschüre heldenhaft aus. Aber all das entscheidet, ob dein Teil passt.
Ich habe Werkstätten gesehen, die nach Tonnage kaufen und dann feststellen, dass sie eine Rückflanschung ohne Spezialwerkzeug oder dreimaliges Wenden des Teils nicht schaffen. Jeder Wendevorgang kostet Handhabungszeit. Jeder Handgriff erhöht die Variabilität. Deine theoretische Zykluszeit verdunstet in menschlicher Bewegung.
Werkzeugkompatibilität ist die gleiche Geschichte. Wenn die Maschine proprietäre Stempel verwendet, die pro Station 30% mehr kosten, sind das im Investitionsbudget versteckte Ausschusskosten. Über fünf Jahre kann diese Differenz einem Servoupgrade entsprechen, das du tatsächlich gebraucht hättest.
Aber selbst wenn du sie richtig dimensionierst – was ist mit dem Rahmen selbst?
Kalte-Boden-Wahrheit: Eine Abkantpresse, die deine 80%‑Teile nicht bequem aufnehmen kann, ist nicht “vielseitig”. Sie ist ein täglicher Kompromiss, der jede Schicht belastet.
Vielleicht konzentrierst du dich also stattdessen auf Geschwindigkeit.
Die Anfahrgeschwindigkeit beschreibt, wie schnell sich der Stößel bewegt, bevor er das Material berührt. Die Biegeschwindigkeit beschreibt, wie schnell er sich unter Last bewegt.
Rate, welche von beiden größer aufgedruckt wird.
Wenn dein Zyklus von der Handhabung dominiert wird – Laden, Ausrichten, Messen, Entladen – wird das Einsparen einer halben Sekunde bei der Anfahrgeschwindigkeit deinen Durchsatz nicht verändern. Wenn du den ganzen Tag dünne Teile mit kurzen Hüben in der Luft biegst, dann spielt die Anfahrgeschwindigkeit mehr eine Rolle. Der Kontext entscheidet.
Schweres Blech erzählt eine andere Geschichte. Unter Last verlangsamt sich die Biegeschwindigkeit oft, um den Rahmen zu schützen und die Genauigkeit zu erhalten. Das ist kein Fehler. Das ist Physik und gute Ingenieurskunst. Eine Maschine, die schnell herunterrast, aber unter Last unvorhersehbar kriecht, ruiniert deinen Rhythmus und deine Winkel.
Die Lüge des Verkäufers: “Diese hier ist 30% schneller.” Die Realität des Bedieners: “Zeig mir die Geschwindigkeit unter Volllast, bei meiner Arbeitslänge.”
Kalte-Boden-Wahrheit: Die einzige Geschwindigkeit, die sich auszahlt, ist die, die beim Kontakt mit Material bestehen bleibt – und dabei präzise bleibt.
Streif den Hype ab, und das Muster wird klar: Jede beeindruckende Zahl in einem Angebot hat eine Bedingung.
Die eigentliche Frage ist also nicht, welche Spezifikation größer ist.
Sondern welche Bedingungen zu deiner Werkstatt passen.
Wenn jede Spezifikation bedingt ist, vergleicht man Maschinen nicht nach ihren Maximalwerten – sondern danach, wie sie sich bei deinen häufigsten Teilen verhalten.
Zieh deine letzten 12 Monate an Biegeaufträgen heran. Nicht das Vorzeigestück, das du Kunden zeigst. Den langweiligen Stapel: Halterungen, Abdeckungen, Rahmen, Gehäuse. Liste Material, Dicke, Biegelänge, Innenradius und Toleranz auf. Du wirst ein Muster erkennen. Die meisten Betriebe tun das.
Der Fehler ist, nach der lautesten 5% dieser Liste einzukaufen.
Die Lüge des Verkäufers: “Du wächst in die zusätzliche Tonnage hinein.” Die Realität des Bedieners: “Ich bezahle sie jeden Tag bei Teilen, die sie nie gebraucht haben.”
Eine Abkantpresse ist ein Gewichtheber. Rohe Kraft sieht auf dem Poster großartig aus. Aber ohne Balance und Kontrolle lässt du nur die Hantel fallen — und in einer Werkstatt landet diese Hantel im Schrottcontainer.
Kalte Werkstatt‑Wahrheit: Kauf die Maschine, die deine typischen Aufgaben schneller und sauberer erledigt, nicht die, die bei deinem seltensten Teil am meisten Eindruck schindet.
Wie verwandelt man das also in ein Datenblatt, das tatsächlich etwas aussagt?
Beginne mit deinem schwersten wiederkehrenden Auftrag, nicht mit dem einmal‑im‑Jahr‑Monster. Wenn du regelmäßig zehn Gauge Baustahl mit acht Fuß Länge biegst, ist das dein Anker. Berechne die Tonnage für deine tatsächlichen Matrizenöffnungen und realen Materialien — und sei ehrlich, was Edelstahl versus Baustahl betrifft, denn allein die Wahl der Matrize kann den erforderlichen Kraftbedarf drastisch verändern.
Jetzt wende die Rahmenregel an, über die die meisten Broschüren nur flüstern: Die volle Tonnage sollte sich über mindestens 60 % des Abstands zwischen den Seitenrahmen verteilen. Bei einer 10‑Fuß‑Maschine bedeutet das, dass du keine maximale Kraft auf einen Abschnitt von drei Fuß konzentrieren darfst, ohne eine dauerhafte Verformung zu riskieren.
Hier schlagen Käufer oft über die Stränge. Sie sehen Schwankungen in Tonnagetabellen und gehen eine Nummer größer, “um sicherzugehen”. Aber wenn deine tatsächliche 80 %‑Belastung bei 65–75 % der Nennkapazität liegt, befindest du dich in der Goldlöckchen‑Zone: genug Spielraum für Materialschwankungen, aber nicht so viel Maschine, dass du für ungenutztes Eisen bezahlst.
Der nicht offensichtliche Teil? Eine überdimensionierte Maschine kann Teil‑Längen‑Biegungen riskanter statt sicherer machen. Große Maschine. Kurzes Teil. Hohe lokale Belastung. Du dachtest, du kaufst Versicherungsschutz; in Wirklichkeit kaufst du Spannungskonzentration.
Kalte Werkstatt‑Wahrheit: Dimensioniere für den schwersten Auftrag, den du tatsächlich wöchentlich ausführst — und achte darauf, dass diese Belastung sich bequem im strukturellen Sweet Spot der Maschine befindet, nicht an ihrer Prahlgrenze.
Aber die Tonnage bestimmt nur die Obergrenze. Was sorgt für gleichbleibende Teile über diese Länge hinweg?
Du kaufst keine Kraft. Du kaufst kontrollierte Kraft.
Stelle diese Fragen – und akzeptiere kein Herumgerede:
Wie wird die Bombierung angewendet — manuelle Keile, hydraulisch oder CNC‑gesteuerte dynamische Bombierung gekoppelt an die Tonnage?
Wenn die Einstellung nicht automatisch und reproduzierbar ist, stimmst du nach Gefühl ab. Das ist ±1,0° in Wartestellung.
Wird die Bombierung aus Echtzeit‑Lastfeedback oder aus voreingestellten Tabellen berechnet?
Voreinstellungen gehen von idealem Material aus. Echter Stahl liest keine Broschüren.
Wie werden Y1/Y2‑Achsen unter leichter und asymmetrischer Belastung gemessen und korrigiert?
Stell dir 16‑Gauge Weichstahl auf einer 400‑Tonnen-Abkantpresse vor. Niedriger Prozentsatz der Kapazität. Wenn sich die Stößel auch nur leicht verschieben, wirst du eine Verjüngung sehen, bevor du die Kraft spürst.
Wie groß ist die nachgewiesene Winkelabweichung über die gesamte Arbeitslänge bei einem Standard-Luftbiegevorgang?
Nicht theoretisch. Zeig Teile. Leg einen Winkelmesser darauf.
Was passiert mit der Winkelkonstanz bei 70 % der Nennlast über acht Fuß?
Dort findet die meiste echte Arbeit statt. Nicht bei 100 %. Nicht bei 10 %.
Die Lüge des Verkäufers: “Sie hat CNC-Bombierung und geschlossene Synchronisierung.” Die Realität des Bedieners: “Geschlossener Regelkreis wovon, wie korrigiert und mit welchem Material nachgewiesen?”
Wenn sie darauf keine eindeutige Antwort haben, hast du deine Lücke gefunden.
Und in dieser Lücke entsteht Ausschuss.
Hör auf zu fragen: “Was ist die maximale Tonnage?” Fang an zu fragen: “Wie viele Erster‑Treffer‑Teile schaffen wir pro Schicht?”
Hier ein hypothetisches Beispiel, das sich jede Woche abspielt: Werk A kauft eine 250‑Tonnen-Hydraulikpresse zur Sicherheit. Werk B kauft eine 180‑Tonnen-Elektropresse mit präziser Synchronisierung und automatischer Bombierung. Beide können die Arbeit technisch bewältigen.
Werk A braucht drei Testbiegungen, um den Winkel über die Länge einzustellen. Werk B erreicht die Toleranz beim zweiten Teil, weil die Maschine automatisch die Durchbiegung kompensiert. Multipliziere das mit 20 Rüstvorgängen pro Woche.
Der Unterschied ist keine Pferdestärke. Es sind Zeit und Ausschuss, die anders verpackt auftreten.
Berechne den ROI in drei Bereichen:
Wenn eine kleinere, besser gesteuerte Maschine die Rüstzeit in einer High‑Mix‑Umgebung auch nur um fünf Minuten pro Auftrag reduziert, sind das Stunden pro Woche. Stunden werden zu Kapazität. Kapazität wird zu Marge.
Kraft ohne Durchbiegekompensation ist einfach ein teurer Weg, Ausschuss zu erzeugen.
Der neue Blickwinkel lautet: Behandle Tonnage als zu überwindende Einschränkung und bewerte Maschinen danach, wie intelligent sie Durchbiegung, Synchronisierung und Wiederholgenauigkeit innerhalb deiner 80 %-Arbeitslast steuern. Bewertest du auf diese Weise, hört die größte Zahl im Angebot auf, beeindruckend zu sein – und wird bedeutungslos.


















