

Una prensa plegadora de 400 toneladas está sobre el suelo, pintura fresca, gran placa, folleto impresionante. ¿El trabajo? Acero dulce calibre diez, ocho pies de largo. Debería ser rutinario. En cambio, el operador está persiguiendo el ángulo: 89° en el centro, 91° en los extremos. Aumenta la presión. Empeora.
Muchas toneladas. No suficiente control.
Si esa escena te resulta familiar, bien. Significa que ya has visto la grieta en la historia de “más tonelaje es más seguro”.
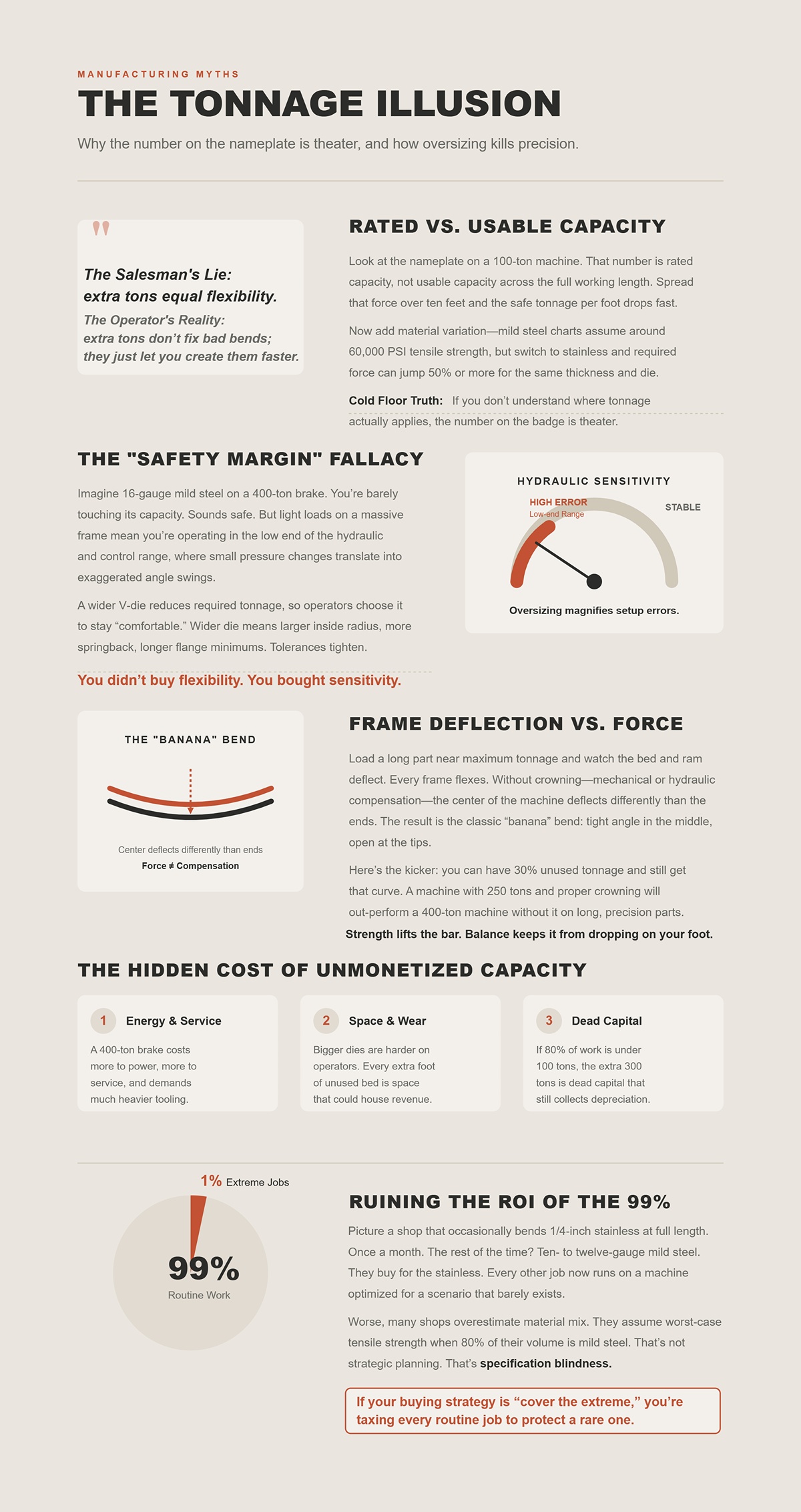
Mira la placa de una máquina de 100 toneladas. Ese número es la capacidad nominal, no la capacidad utilizable a lo largo de toda la longitud de trabajo. Si distribuyes esa fuerza en diez pies, el tonelaje seguro por pie disminuye rápidamente. Ahora añade variaciones del material: las tablas de acero dulce asumen una resistencia a la tracción de alrededor de 60,000 PSI, pero si cambias a acero inoxidable, la fuerza requerida puede aumentar un 50 % o más para el mismo espesor y matriz.
Así que los talleres se protegen. Compran un 30–50 % más de tonelaje “por si acaso”.”
La mentira del vendedor: más toneladas igual a más flexibilidad. La realidad del operador: más toneladas no corrigen dobleces defectuosos; solo te permiten crearlos más rápido.
Verdad del suelo frío: si no entiendes dónde se aplica realmente el tonelaje—por pie, por material, por matriz—el número en la placa es teatro.
Lo que plantea una pregunta más difícil: ¿qué pasa cuando ese “margen de seguridad” se convierte en el problema?
Imagina acero dulce calibre 16 en una prensa de 400 toneladas. Apenas estás tocando su capacidad. Suena seguro. Pero cargas ligeras en un marco masivo significan que estás operando en el extremo inferior del rango hidráulico y de control, donde pequeños cambios de presión se traducen en variaciones exageradas de ángulo.
Ahora añade la selección de matriz. Una matriz en V más ancha reduce el tonelaje requerido, por lo que los operadores suelen elegirla para mantenerse “cómodos”. Una matriz más ancha significa un radio interior mayor, más recuperación elástica, mayores mínimos de pestaña. La geometría cambia. Las tolerancias se ajustan. De repente tu margen de seguridad se convierte en un problema de tolerancia.
No compraste flexibilidad. Compraste sensibilidad.
Verdad del suelo frío: sobredimensionar no te da control en trabajos ligeros; amplifica los errores de configuración.
Pero incluso si eliges el tamaño correcto, ¿qué pasa con el propio marco?
Carga una pieza larga cerca del tonelaje máximo y observa cómo se doblan la bancada y el pisador. Todo marco se flexiona. Sin abombamiento—compensación mecánica o hidráulica—el centro de la máquina se deforma de manera diferente a los extremos. El resultado es el clásico doblez “en banana”: ángulo cerrado en el medio, abierto en las puntas.
Aquí está el punto clave: puedes tener un 30 % de tonelaje sin usar y aun así obtener esa curvatura. La capacidad de fuerza no evita la deflexión desigual; la compensación sí.
Una máquina de 250 toneladas con abombamiento adecuado superará a una máquina de 400 toneladas sin él en piezas largas y precisas. Lo he visto suceder.
La fuerza eleva el listón. El equilibrio evita que caiga sobre tu pie.
Entonces, ¿por qué las tiendas siguen persiguiendo números más grandes?
Una prensa de 400 toneladas cuesta más en energía, más en mantenimiento y exige herramientas más pesadas. Los punzones y matrices más grandes no solo son caros: también son más duros con los topes traseros y los operadores. El espacio en el piso tampoco es gratis; cada pie adicional de bancada que rara vez usas es superficie que podría generar ingresos.
Y si el 80 % de tu carga de trabajo está por debajo de las 100 toneladas, esas 300 toneladas extra son capital muerto. El capital muerto sigue acumulando depreciación.
Es dinero de desecho que nunca ves en la hoja de cotización.
Entonces, ¿por qué las tiendas inteligentes siguen haciendo esta apuesta?
Imagina una tienda que ocasionalmente pliega acero inoxidable de 1/4 de pulgada a toda su longitud. Una vez al mes. ¿El resto del tiempo? Soportes de acero dulce de calibre 10 a 12. Compran pensando en el inoxidable. Ahora, todos los demás trabajos se ejecutan en una máquina optimizada para un escenario que apenas existe.
Peor aún, muchas tiendas sobrestiman su mezcla de materiales. Suponen la máxima resistencia a la tracción cuando el 80 % de su volumen es acero dulce. Eso no es planificación estratégica. Es ceguera de especificaciones.
Si tu estrategia de compra es “cubrir el extremo”, estás gravando cada trabajo rutinario para proteger uno raro.
Y eso debería incomodarte, porque si la tonelada no es el primer filtro, ¿cuál es?
Un cliente me trajo piezas de dos prensas de 10 pies diferentes. Mismo material: acero dulce de calibre 10, de ocho pies de largo. Mismo punzón, misma matriz en V de una pulgada. Una máquina tenía 320 toneladas con barra de torsión. La otra, 220 toneladas con hidráulicos duales Y1/Y2 y abombamiento activo.
La máquina de 320 toneladas tenía una variación de ángulo de casi 1,5° de extremo a extremo. La de 220 toneladas se mantuvo dentro de 0,2° a lo largo de toda la longitud.
Suficiente fuerza en ambos casos. Solo una produjo piezas vendibles sin necesidad de supervisión constante.
La fuerza crea la curva. La sincronización y el abombamiento deciden si esa curva es consistente a lo largo de ocho pies, durante todo el turno y a lo largo del lote. La repetibilidad decide si tu segunda pieza coincide con la primera sin tocar el programa. Ese trío—no la tonelada—es lo que convierte una prensa de fuerza bruta en una herramienta de producción.
La mentira del vendedor: “Esta máquina tiene más toneladas de las que jamás necesitarás.” La realidad del operador: “Necesito que el ariete caiga paralelo dentro de centésimas y se mantenga así bajo carga.”
Verdad del piso frío: si la tonelada no es tu primer filtro, la precisión de sincronización, la estrategia de abombamiento y la repetibilidad posicional deberían serlo.
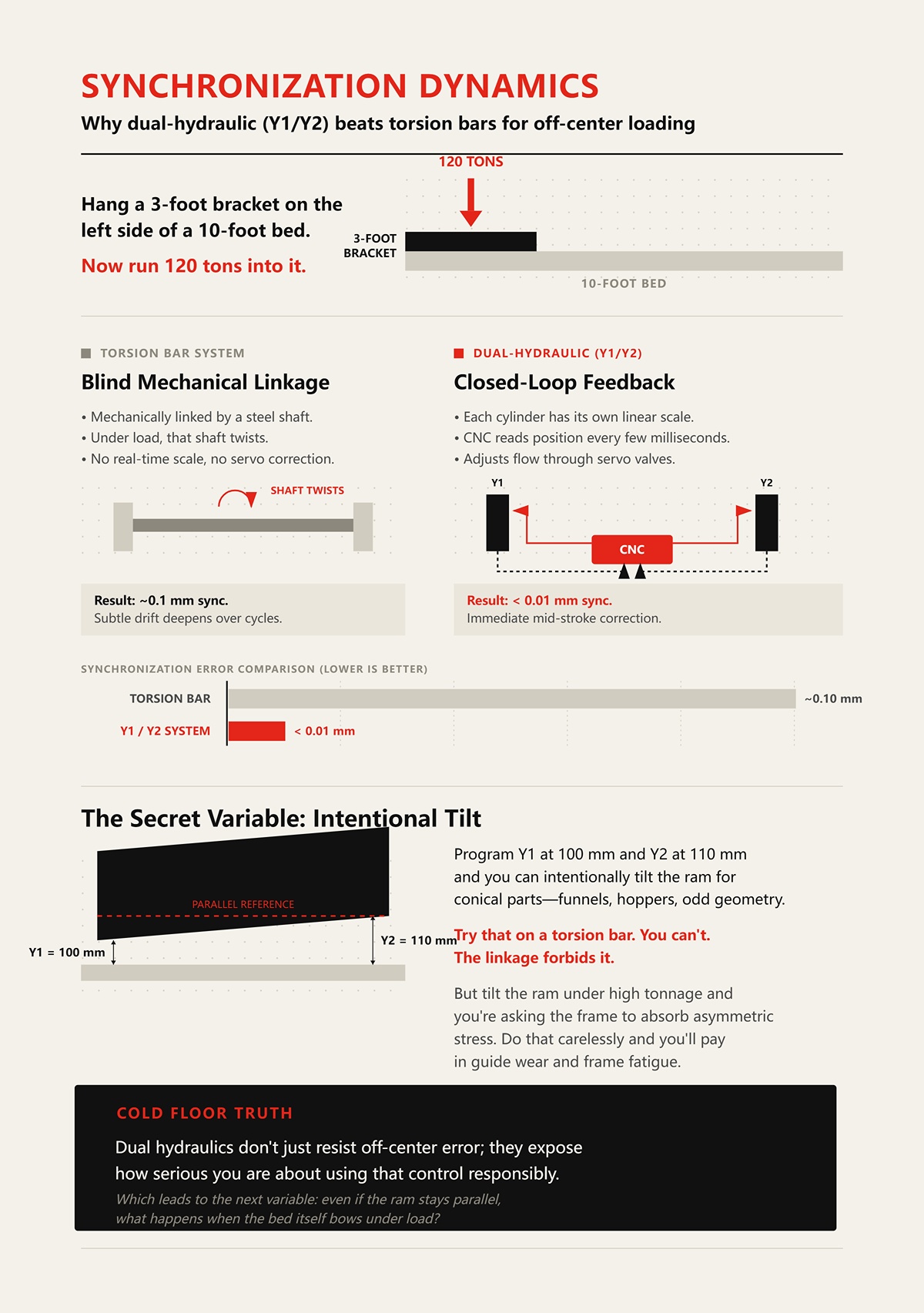
Cuelga un soporte de 3 pies en el lado izquierdo de una bancada de 10 pies. Ahora aplícale 120 toneladas.
En una máquina de barra de torsión, ambos lados del ariete están mecánicamente vinculados por un eje de acero. Bajo carga, ese eje se tuerce—micrones, sí, pero lo suficiente. No hay una escala que lea cada lado en tiempo real. No hay válvula servocontroladora que corrija a mitad del recorrido. Obtienes aproximadamente 0,1 mm de sincronización en condiciones ideales, pero bajo una carga descentrada la barra se deforma elásticamente y la máquina no se da cuenta de que ocurrió.
El resultado no es dramático. Es peor que eso. Es una deriva sutil: un lado ligeramente más profundo, acumulándose con los ciclos a medida que el calor y el desgaste se introducen.
En un sistema hidráulico dual Y1/Y2, cada cilindro tiene su propia escala lineal. El CNC lee la posición cada pocos milisegundos y ajusta el flujo mediante válvulas servocontroladas para mantener ambos lados sincronizados dentro de centésimas—menos de 0,01 mm en buenos sistemas. Una carga descentrada se muestra inmediatamente como error de posición, y el control lo corrige durante el recorrido.
Ese es el mecanismo. Retroalimentación en circuito cerrado frente a un enlace mecánico ciego.
Ahora, aquí está la parte que el folleto omite. Programa Y1 a 100 mm y Y2 a 110 mm y puedes inclinar intencionalmente el ariete para piezas cónicas: embudos, tolvas, geometrías irregulares. Intenta eso en una barra de torsión. No puedes. El enlace lo prohíbe.
Pero inclinar el ariete bajo alto tonelaje implica pedirle al bastidor que absorba tensiones asimétricas. Si lo haces sin cuidado, pagarás con desgaste de las guías y fatiga del bastidor.
Así que la sincronización es poder, pero solo cuando el bastidor y la disciplina de programación están a la altura.
Verdad del suelo frío: los sistemas hidráulicos duales no solo resisten el error descentrado; también revelan cuán serio eres respecto a usar ese control de manera responsable.
Lo que nos lleva a la siguiente variable: incluso si el ariete se mantiene paralelo, ¿qué ocurre cuando la cama misma se comba bajo carga?
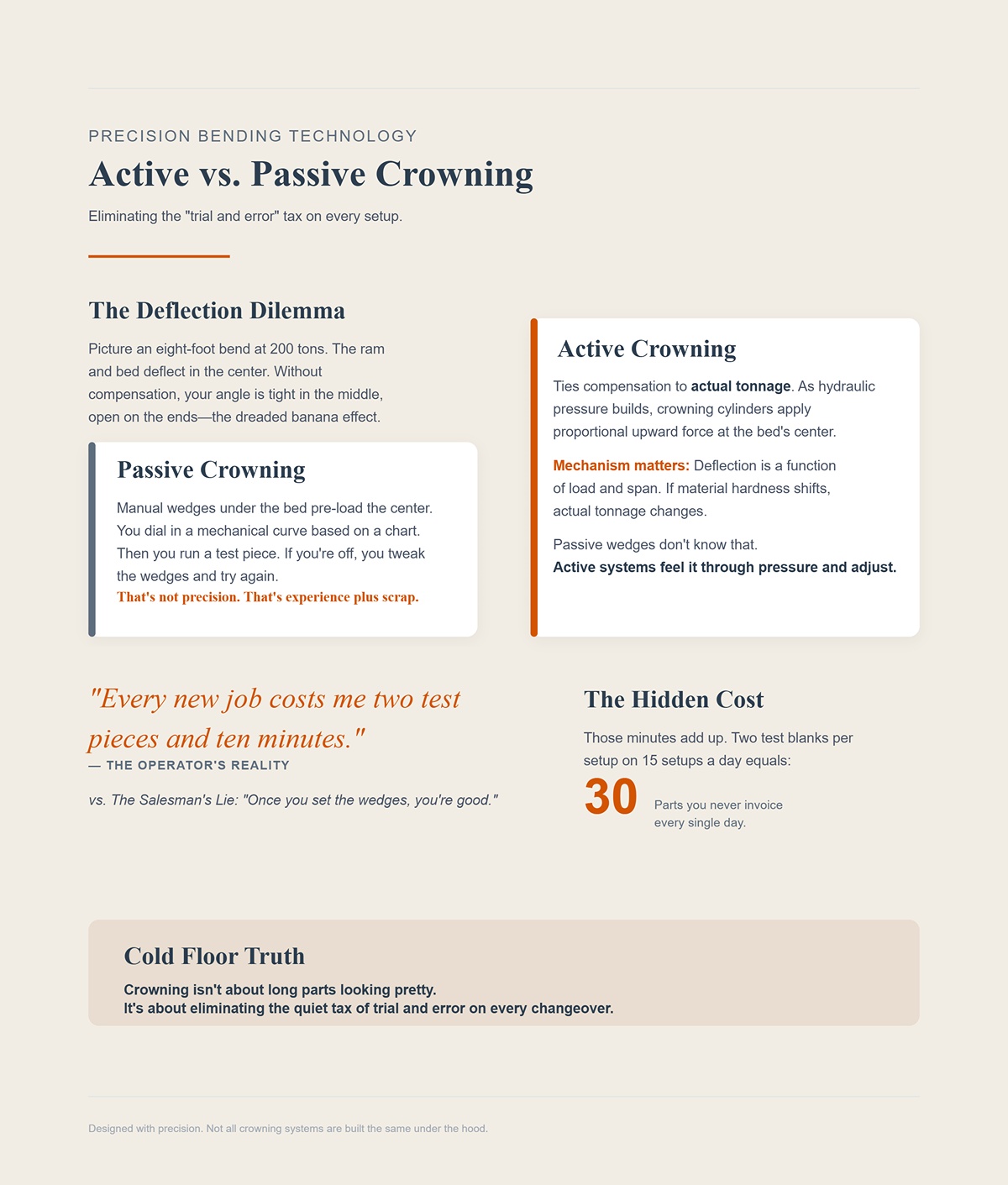
Imagina una flexión de ocho pies a 200 toneladas. El ariete y la cama se desvían en el centro. Sin compensación, tu ángulo es cerrado en el medio, abierto en los extremos—el plátano del que hablamos antes.
Un sistema de coronación pasiva—cuñas manuales bajo la cama—te permite precargar el centro. Ajustas una curva mecánica basada en una tabla: material, espesor, longitud, tonelaje estimado. Luego haces una pieza de prueba. Si está fuera de tolerancia, ajustas las cuñas y lo intentas de nuevo.
Eso no es precisión. Es experiencia más desperdicio.
La coronación activa vincula la compensación al tonelaje real. A medida que la presión hidráulica aumenta, los cilindros de coronación aplican una fuerza ascendente proporcional en el centro de la cama. El sistema dobla la cama en sentido opuesto a la deflexión del ariete en tiempo real.
Aquí el mecanismo importa. La deflexión es función de la carga y el vano. Si la dureza del material cambia—digamos acero dulce en un lote, mayor resistencia en el siguiente—el tonelaje real a la misma profundidad programada varía. Las cuñas pasivas no lo saben. Los sistemas activos lo sienten a través de la presión y se ajustan.
La diferencia se nota en el tiempo de preparación. En trabajos de alta variedad, la coronación pasiva significa prueba de doblado, medición, ajuste. La coronación activa significa precisión en la primera pieza mucho más a menudo.
La mentira del vendedor: “Una vez que ajustes las cuñas, estás listo.” La realidad del operador: “Cada nuevo trabajo me cuesta dos piezas de prueba y diez minutos.”
Esos minutos se acumulan. Dos piezas de prueba por configuración en 15 configuraciones al día son 30 piezas que nunca facturas.
Verdad del suelo frío: la coronación no se trata de que las piezas largas se vean bien. Se trata de eliminar el impuesto silencioso del ensayo y error en cada cambio de trabajo.
Pero no todos los sistemas de coronación están construidos igual bajo el capó.
Supongamos que ayer el acero dulce de calibre diez se probó con una resistencia a la tracción de alrededor de 60,000 PSI. El lote de hoy alcanza cerca de 70,000. Misma espesor. Mismo programa.
El tonelaje requerido aumenta. La deflexión aumenta con él.
Los sistemas de cuña mecánica son estáticos. Se ajustan según el tonelaje estimado. Si la carga real aumenta 15%, tu compensación ahora está sub‑corregida. El ángulo se abre en los extremos nuevamente. Compensas en la profundidad del ariete, lo que desplaza el radio interior y la geometría del ala.
Los sistemas de coronado hidráulico vinculados a la presión reaccionan ante la carga real. Un tonelaje mayor genera automáticamente una fuerza de coronado mayor. La curvatura de la cama sigue la curva de deflexión del ariete.
Hay complejidad aquí: válvulas servo, sellos, sensores. Cuestan más al inicio y requieren disciplina de mantenimiento. En un taller de baja variedad que fabrica la misma pieza durante semanas, las cuñas mecánicas pueden tener sentido financiero.
Pero en un entorno de alta mezcla donde los lotes de material y las longitudes de las piezas cambian a diario, el coronado hidráulico mantiene el ángulo uniforme sin tener que rediseñar la configuración cada vez.
Aquí es donde vive el ROI. No en el tonelaje máximo, sino en lo poco que le importa a la máquina cuando el material no es de manual.
Verdad del suelo frío: Si tu material varía, la compensación estática se convierte en adivinanza. Y la adivinanza no es más que chatarra con otro nombre.
Así que el ariete está paralelo. La cama está compensada. ¿Qué pasa con la ubicación de la pieza en sí?
He visto talleres presumir de una velocidad de tope trasero de 1,000 mm/seg. Suena impresionante, hasta que mides la repetibilidad.
Toma un soporte con cuatro dobleces, todos referenciados desde el primer ala. Si tu tope trasero repite dentro de ±0.05 mm, tus patrones de orificios se alinean en soldadura. Si se desvía ±0.3 mm, estás forzando las piezas en los montajes, puliendo pestañas, culpando al láser.
La velocidad de desplazamiento afecta el tiempo de ciclo. La repetibilidad determina si el conjunto encaja.
Los topes traseros de alta calidad usan husillos de bolas de precisión, dedos rígidos y codificadores que cierran el bucle en la posición. Los sistemas económicos dependen del conteo de pasos y suposiciones de lazo abierto. Con miles de ciclos, el juego y el desgaste se manifiestan como deriva dimensional.
Aquí está la conexión que la mayoría pasa por alto: la sincronización y el coronado mantienen el ángulo constante. La repetibilidad del tope trasero mantiene constante la longitud del ala. Ángulo más longitud equivale a geometría. La geometría determina el ajuste.
Puedes tener un tonelaje perfecto, una pintura hermosa y aun así enviar piezas que le den batalla al soldador.
La mentira del vendedor: “Es rápido.” La realidad del operador: “¿La décima pieza encaja igual que la primera?”
Verdad del suelo frío: La velocidad produce piezas rápidamente. La repetibilidad produce piezas que encajan.
Y cuando comienzas a apilar ejes—R, Z1, Z2, X1, X2—la pregunta no es cuántos tienes, sino si esa complejidad añadida fortalece esta tríada… o la socava silenciosamente.
Tienes sincronización. Tienes coronado activo. Tu tope trasero repite dentro de unas centésimas. Entonces el folleto se desliza sobre la mesa y dice: añade R, añade Z1/Z2, añade X1/X2. Seis ejes. Ocho ejes. Totalmente automático.
Así que aquí está la verdadera pregunta: ¿esos ejes adicionales fortalecen la tríada de calidad, o simplemente multiplican las formas en que puedes perderla?
Una prensa plegadora es como un levantador de pesas. La fuerza bruta se ve bien en una foto de catálogo. Pero sin equilibrio y sincronización, la barra se tambalea. En el taller, ese tambaleo se manifiesta como longitudes de pestaña inconsistentes, secuencias de doblado incorrectas y piezas que solo encajan después de que una amoladora las “ajusta”. Más ejes añaden exigencias de coordinación. La coordinación es software, respuesta de servos y juicio del operador apilados uno sobre otro.
Los ejes no crean precisión. La exigen.
Verdad del suelo frío: cada nuevo eje es otra parte móvil que debe mantenerse sincronizada con la tríada, o se convierte en una forma muy cara de producir chatarra más rápido.
Vamos a concretar.
Una configuración básica de 2 o 3+1 ejes—Y1/Y2 para el control del ariete, X para la profundidad del tope trasero, quizá R para la altura vertical del tope—maneja la mayoría del trabajo de soportes y carcasas que veo en talleres medianos. Las longitudes de pestaña son consistentes. Las secuencias son simples. Los operadores ajustan los topes por tacto y experiencia.
¿El cuello de botella del tiempo de ciclo? Usualmente la manipulación del material. O caminar de regreso al estante. No el recorrido del eje.
Ahora coloca un tope trasero de 6 ejes con dedos independientes Z1/Z2 y movimiento R programable. En piezas asimétricas—pestañas descentradas, dobleces inversos, piezas que no se pueden voltear—ese sistema puede eliminar el reposicionamiento manual entre dobleces. Eso es productividad real cuando la geometría lo exige.
Pero esto es lo que observo en el taller: la primera configuración toma más tiempo. Programar la secuencia para el movimiento independiente de los dedos, comprobar colisiones, enseñar a la máquina la orientación de la pieza... consume tiempo. Si el 80 % de tus trabajos son simples, esa complejidad no elimina un cuello de botella. Lo crea.
La mentira del vendedor: “Más ejes significan menos trabajo para el operador.” La realidad del operador: “Más ejes significan más decisiones antes de hacer la primera pieza buena.”
Verdad del suelo frío: si tu cuello de botella no es el reposicionamiento del tope trasero, seis ejes no lo resolverán.
La independencia Z1/Z2 brilla en piezas que son asimétricas a lo largo de la línea de doblado. Piensa en un panel donde la pestaña izquierda mide 40 mm y la derecha 65 mm, y no puedes voltear la pieza por características previas del proceso. Los dedos independientes permiten que cada lado soporte su propia referencia sin deslizamiento manual.
Eso es esencial cuando el diseño de la pieza lo exige.
Ahora imagina soportes de alto volumen con pestañas idénticas a izquierda y derecha. Acero dulce de diez calibres, dos metros y medio de largo. Doblados rectos, el mismo borde de referencia cada vez. Programar Z1/Z2 para moverse independientemente por variaciones menores es como poner asientos eléctricos en una carretilla elevadora: bonito, pero no lo que le hace ganar dinero.
Y aquí está la parte que los proveedores no enfatizan: el movimiento independiente requiere una calibración precisa entre los dos dedos. Si un servo se desvía o un husillo de bolas desarrolla holgura, tu “precisión independiente” se convierte en error independiente. Ahora tu sincronización y coronado son perfectos, pero tu borde de referencia se desplaza una décima aquí, dos décimas allá.
Ángulo más longitud iguala geometría. No puedes permitirte que ninguno de los dos se desvíe.
Verdad del suelo frío: Z1/Z2 es una herramienta para restricciones de diseño, no un símbolo de estatus para la hoja de especificaciones.
Aquí es donde las cosas se ponen feas.
Cada eje—X, R, Z1, Z2, X1, X2—depende de servomotores y de un controlador que coordina el movimiento. Cuando el controlador no puede procesar y ejecutar esos movimientos con la suficiente rapidez, se produce un desfase. No un desfase visible. Un desfase de milisegundos.
Pero en el fondo del recorrido, los milisegundos importan.
La sincronización del ariete Y1/Y2 mantiene la viga paralela. Agrega movimientos complejos del tope trasero que deben despejarse, reposicionarse y estabilizarse antes de que el doblez se complete, y estarás acumulando eventos de sincronización. Si el control no está a la altura, el ariete puede alcanzar profundidad antes de que el tope se haya asentado completamente. O el tope se asienta, pero la retroalimentación de posición no se ha estabilizado del todo.
Así es como obtienes la primera pieza buena, la quinta dudosa y la décima en el contenedor de desperdicio.
La máquina aún dice “seis ejes”. El contenedor de desperdicio dice “desajuste de controlador”.”
Imagina un acero al carbono calibre 16 en una prensa de 400 toneladas. Capacidad masiva. Ahora imagina el controlador atragantándose con comandos simultáneos de ejes. El problema no es la fuerza. Es la coordinación bajo carga. La misma historia.
Verdad de Piso Frío: Un elevado número de ejes sin un controlador que realmente pueda sincronizarlos es solo complejidad superando al control.
Aquí está la verdad incómoda que la mayoría de los dueños aprenden por las malas.
Si estás produciendo 500 piezas idénticas, geometría simple, mismo material toda la semana, una máquina bien sincronizada de 3+1 ejes con coronado activo a menudo superará a un sistema completo de 6+1 ejes. Menos parámetros. Programación más rápida. Menos posibilidades de error.
Los ajustes manuales—mover un dedo, golpear un tope—toman segundos cuando el operador conoce el trabajo. Programar ejes independientes por pequeñas diferencias puede tomar minutos. Minutos multiplicados en lotes pequeños es dinero real.
Ahora dale la vuelta.
Si manejas alta variedad, bajo volumen y geometrías complejas que cambian cada hora, ejes avanzados conectados a un controlador rápido y una buena programación fuera de línea pueden reducir el desperdicio de ajuste y eliminar reposicionamientos manuales repetidos. Ahí es donde se justifican.
Así que la pregunta correcta no es “¿Cuántos ejes puedo permitirme?” sino “¿Qué demanda realmente mi trabajo, y pueden mi gente y mi controlador sostenerlo?”
Verdad de Piso Frío: Más ejes aumentan el potencial. También aumentan el costo de cada error.
Y ese es el puente hacia la única comparación que importa a continuación: hacer coincidir tipos específicos de taller con configuraciones específicas, en lugar de comprar al levantador de pesas más grande del cartel y esperar que el equilibrio aparezca gratis.
El invierno pasado recorrí tres talleres en una semana. Uno procesó 20 números de pieza diferentes antes del almuerzo. Otro doblaba únicamente placa de 3/8 y 1/2 para largueros de escaleras. El tercero estaba instalando su primer robot. Los tres estaban buscando “más tonelaje”.”
El mismo vendedor. Tres realidades completamente diferentes.
La pregunta no es cuántos ejes puedes añadir. Es cómo se ve realmente el 80% de tu día — y si tu estrategia de sincronización y coronado te protege en ese punto. Porque la fuerza sin control de deflexión es solo una forma costosa de producir chatarra de manera constante. Y los ejes sin una carga de trabajo que los justifique son solo menús de software esperando un error.
Entonces, ¿qué configuraciones realmente encajan?
Imagina un tablero de trabajo con 30 órdenes enganchadas. Calibre 14 hoy, calibre 11 después, luego una caja de acero inoxidable que siempre se recupera de manera diferente a lo que indica el plano.
Aquí está la parte que la mayoría de los talleres diagnostican mal: un incremento de 10% en la resistencia a la tracción requiere aproximadamente 10% más de fuerza — y cerca de 10% más de coronado para mantener el ariete y la cama paralelos bajo carga. ¿Un salto de espesor de 10%? Estás más cerca de 20% más presión. Si tu coronado es mecánico y estático, no puede ajustarse bajo carga. El operador ve que el ángulo se abre a mitad de la pieza y culpa al retorno elástico.
Pero lo que se está deformando es la viga.
Los sistemas hidráulicos o CNC de coronado que se ajustan de forma dinámica durante la flexión son los que mantienen cuerdos a los talleres de alta mezcla. No porque sean llamativos — sino porque reaccionan cuando la realidad del material no coincide con el cálculo. Sin eso, tu “cambio de 10 minutos” se convierte en 10 minutos más tres piezas de prueba.
Ahora ponlo a prueba. Incluso con un coronado CNC multizona, el sistema asume un comportamiento ideal del material. El acero real varía. Aún necesitas un operador que entienda lo que está viendo. Los toques traseros rápidos y los dedos Z1/Z2 independientes ayudan cuando la geometría lo exige — pero si tu coronado no puede seguir los cambios de espesor y resistencia, tu velocidad en otros aspectos no importa.
La Mentira del Vendedor: “El tope trasero de seis ejes reduce el tiempo de configuración.” La Realidad del Operador: “Si el ángulo se desvía, lo estaré persiguiendo sin importar qué tan rápido se muevan los dedos.”
Verdad en el Suelo Frío: En trabajos de alta mezcla, la precisión del coronado dinámico ahorra más dinero en el contenedor de chatarra que un eje extra de tope trasero.
Pero, ¿qué pasa si tus piezas rara vez cambian — y tu problema no es la variabilidad, sino la masa?
Imagina una placa de 1/2 pulgada, de 10 pies de largo. Dos dobleces por pieza. Todo el día.
El espesor cambia 10%. Eso equivale a aproximadamente 20% más de fuerza requerida. En placas pesadas, ese salto no es teórico — es lo que sucede cuando cambia una corrida del molino. Si tu bastidor no es lo suficientemente rígido, ningún coronado programado te rescatará por completo. El ariete y la cama permanecen compensados, pero los marcos laterales “respiran”.
Incluso con un coronado perfecto, los estudios muestran que la variación del ángulo puede mantenerse dentro de ±0.3 grados solo por la variabilidad del material en placas de un cuarto de pulgada. Cuando veo talleres con errores mayores que eso, el culpable normalmente no es el coronado — es la deflexión del bastidor o una mala sincronización Y1/Y2 bajo carga.
Aquí es donde la hoja de especificaciones te engaña. La velocidad de ciclo parece impresionante. El número de ejes parece moderno. Pero la fabricación pesada vive en la carrera completa, la garganta profunda y la masa del bastidor. Si físicamente no puedes acomodar la pieza porque la profundidad de garganta es corta, o llegas al fondo de la carrera antes de despejar un reborde de retorno, toda la velocidad de los servos del mundo no te ayudará.
La Mentira del Vendedor: “Tienes 500 toneladas. Estás cubierto.” La Realidad del Operador: “Si el bastidor se tuerce, estoy doblando una banana.”
Verdad en el Suelo Frío: En trabajo estructural, la rigidez y el volumen geométrico superan la velocidad de ciclo cada vez — y el coronado debe escalar con los cambios de espesor, no solo con la capacidad de tonelaje.
¿Y qué pasa cuando el taller manual de hoy planea agregar un robot el próximo año?
Un operador humano compensa de forma subconsciente. Si la brida sale apenas más larga, ajusta la presión de agarre, vuelve a colocar la pieza y corrige la profundidad sobre la marcha.
Un robot hace exactamente lo que se le indicó. Ni más. Ni menos.
Ahí es donde los ejes adicionales — altura programable del eje R, posicionamiento Z1/Z2, a veces incluso profundidad X1/X2 — dejan de ser lujos y se convierten en requisitos. El robot necesita posiciones de calibración predecibles y trayectorias de movimiento libres de colisiones. El movimiento independiente de los dedos que parecía excesivo en modo manual se vuelve esencial cuando una pinza no puede “sentir” su camino alrededor de un tope desalineado.
Pero aquí está la trampa: agregar ejes para una futura automatización sin mejorar la velocidad y sincronización del controlador es como construir una máquina de vacilación muy costosa. Los robots odian esperar por contraguias lentas. También odian el desplazamiento de ángulo. Si el abombado no es dinámico ni repetible, tu robot producirá fielmente chatarra idéntica.
Verdad del Piso Frío: Planifica los ejes pensando en la automatización del mañana solo si tu control y abombado son lo suficientemente sólidos como para convertir la repetición en un activo, no en una carga.
Y a veces el movimiento de automatización más inteligente no es agregar más ejes a una sola máquina.
He visto talleres cotizar un monstruo de 1,000 toneladas para manejar ocasionalmente piezas de 20 pies.
Luego he visto dos máquinas de 500 toneladas trabajar en tándem para piezas largas — y desacopladas para el trabajo diario.
Sobre el papel, la prensa única gigante parece más simple. Un bastidor. Un control. Un número grande en el folleto. Pero la mayoría de los talleres no doblan piezas de 20 pies todo el día. Doblaban acero dulce calibre diez, de ocho pies de largo, soportes y canales que consumirían ese monstruo en una fracción de su capacidad.
Dos máquinas más pequeñas y bien sincronizadas te dan opciones. Úsalas juntas cuando la longitud lo requiera. Sepáralas y duplica la productividad en el trabajo estándar el resto de la semana. Si una falla, no estás fuera de juego.
Pero incluso aquí, la sincronización es la clave. El modo tándem requiere un control preciso Y1/Y2 en ambos bastidores y estrategias de abombado coordinadas. Si una máquina se desvía de forma diferente, lo notarás en el medio de la pieza.
La Mentira del Vendedor: “Compra una vez. Ve a lo grande.” La Realidad del Operador: “La mayoría de los días, necesito equilibrio — no un cartel publicitario.”
Verdad del Piso Frío: La mejor prensa plegadora no es el levantador de pesas más fuerte del póster. Es aquella cuyo control, abombado y configuración coinciden con el trabajo que realmente haces el 80% del tiempo.
Y una vez que ves eso, la hoja de especificaciones empieza a parecer mucho menos un trofeo — y mucho más una trampa esperando ser malinterpretada.
Dadas todas estas variables, ¿cómo decide realmente un taller?
Dejas de comprar guiándote por los números de la portada y comienzas a leer la letra pequeña como si fuera un contrato redactado en tu contra.
Una hoja de especificaciones es como un póster de un levantador de pesas en pleno levantamiento: número grande, pecho erguido, barra sobre la cabeza. Impresionante. Pero el póster no muestra si puede mantener la barra firme o si sus rodillas se colapsan bajo la carga. Y en un taller, cuando la barra cae, termina en el contenedor de chatarra.
El vendedor vende fuerza máxima. El piso paga por la deflexión, el tiempo de preparación y el desplazamiento de ángulo.
Si no sabes cómo descifrar una especificación, compararás máquinas que ni siquiera están jugando el mismo juego.
“400 toneladas.”
¿A qué distancia?
Las clasificaciones de tonelaje están ligadas a un tramo específico entre los marcos laterales y a una distribución de carga específica. Cambia la distancia desde la línea central. Cambia la abertura de la matriz. Cambia el ancho del material. La fuerza disponible por pie se modifica, y también la deflexión.
Ahora añade los juegos de unidades. Un proveedor cotiza toneladas cortas por pie. Otro cotiza toneladas métricas por metro. En el papel parecen lo suficientemente cercanas como para parecer comparables. No lo son. He visto talleres creer que estaban obteniendo una máquina 10% más fuerte cuando en realidad estaban leyendo dos reglas de medir diferentes.
La mentira del vendedor: “Es una máquina de 300 toneladas.” La realidad del operador: “A mi longitud de trabajo y matriz, se comporta como de 240.”
Y aquí es donde se vuelve sutil. Puedes reducir el tonelaje requerido abriendo la matriz en V de 8× el grosor del material a 12×. La fuerza baja agradablemente en el gráfico. Pero tu radio interior crece, la geometría del ala cambia, y de repente tu pieza ya no se apoya contra el tope como antes. Ahorraste tonelaje y te compraste dolores de cabeza de ajuste.
Verdad del piso frío: El tonelaje nominal es una promesa condicional, no una verdad universal — y si no igualas la condición con tus piezas reales, estás presupuestando con números de fantasía.
Entonces, si la fuerza no es absoluta, ¿puede el software compensar las diferencias?
Los controles modernos simulan el doblado antes de que se mueva el carro. Biblioteca de materiales. Compensación de retroceso elástico. Detección de colisiones. Parece quirúrgico.
Pero la simulación asume que el bastidor se comporta como lo predice el modelo.
Las máquinas hidráulicas y las eléctricas no entregan la fuerza de la misma manera. Los accionamientos eléctricos aplican la fuerza con mayor precisión, pero a menudo con características de velocidad y carrera diferentes. Si el modelo de doblado del software se basa en suposiciones hidráulicas sobre la permanencia o el aumento de presión, puedes terminar con una simulación hermosa y un ángulo equivocado en el mundo real.
Imagina acero dulce calibre 16 en una prensa de 400 toneladas. La simulación dice que estás al 20% de capacidad. Mucho margen. Pero si la sincronización bajo carga ligera no es precisa — si Y1/Y2 no están siguiendo perfectamente — ese trabajo “fácil” muestra una conicidad de izquierda a derecha. No porque faltara fuerza. Sino porque faltaba control a baja fuerza.
La mentira del vendedor: “El control lo calcula todo.” La realidad del operador: “El control no puede rigidizar un bastidor.”
Verdad del piso frío: El software predice la fuerza; no puede anular la física. Si el hierro se tuerce, el código solo documenta la torsión.
Y aun si la máquina está perfectamente sincronizada, ¿puedes físicamente pasar tus piezas por ella día tras día?
Aquí es donde los acuerdos mueren silenciosamente.
La luz del día es la distancia abierta entre el ariete y la cama. El recorrido es hasta dónde viaja el ariete. La profundidad de garganta es hasta dónde puedes colocar un ala antes de golpear el marco. Ninguna de estas especificaciones parece heroica en un folleto. Todas ellas determinan si tu pieza encaja.
He visto talleres comprar por tonelaje y luego descubrir que no pueden despejar un ala de retorno sin herramientas personalizadas o sin girar la pieza tres veces. Cada giro añade tiempo de manipulación. Cada movimiento de manipulación añade variabilidad. Tu tiempo de ciclo teórico se evapora en movimiento humano.
La compatibilidad de herramientas cuenta la misma historia. Si la máquina usa punzones patentados que cuestan 30% más por estación, esos son dólares de desperdicio ocultos como gasto de capital. En cinco años, esa diferencia puede igualar una mejora de servomotor que realmente necesitabas.
Pero incluso si eliges el tamaño correcto, ¿qué pasa con el propio marco?
Verdad del suelo frío: Una prensa que no puede alojar cómodamente tus piezas 80% no es “versátil”. Es un compromiso diario que agota cada turno.
Así que tal vez te enfoques en la velocidad en su lugar.
La velocidad de aproximación es qué tan rápido viaja el ariete antes de contactar el material. La velocidad de plegado es qué tan rápido se mueve bajo carga.
Adivina cuál se imprime más grande.
Si tu ciclo está dominado por la manipulación — cargar, alinear, medir, descargar — reducir medio segundo de la velocidad de aproximación no cambiará tu rendimiento. Si estás haciendo plegado al aire de piezas delgadas con recorridos cortos todo el día, entonces la velocidad de aproximación importa más. El contexto decide.
La placa gruesa cuenta una historia diferente. Bajo carga, la velocidad de plegado suele disminuir para proteger el marco y mantener la precisión. Eso no es un defecto. Eso es física y buena ingeniería. Una máquina que baja chillando rápido pero se arrastra de forma impredecible bajo carga arruinará tu ritmo y tus ángulos.
La mentira del vendedor: “Esta es 30% más rápida.” La realidad del operador: “Muéstrame la velocidad a carga completa, en mi longitud de trabajo.”
Verdad del suelo frío: La única velocidad que paga es la que sobrevive al contacto con el material — y se mantiene precisa mientras lo hace.
Quitando el exceso de publicidad, el patrón es claro: cada número impresionante en una cotización tiene una condición asociada.
Así que la pregunta real no es cuál especificación es más grande.
Es cuáles condiciones encajan con tu taller.
Si cada especificación es condicional, no comparas máquinas por sus máximos — las comparas por cómo se comportan con tus piezas más comunes.
Revisa tus últimos 12 meses de trabajos de plegado. No la pieza “heroica” que muestras a los clientes. La pila aburrida: soportes, cubiertas, marcos, carcasas. Anota material, espesor, longitud de plegado, radio interior, tolerancia. Verás un patrón. La mayoría de los talleres lo ven.
El error es comprar la más ruidosa 5% de esa lista.
La mentira del vendedor: “Crecerás hasta aprovechar el tonelaje extra.” La realidad del operador: “Lo pagaré todos los días en piezas que nunca lo necesitaron.”
Un freno es un levantador de pesas. La fuerza bruta se ve genial en el cartel. Pero sin equilibrio y control, lo único que haces es soltar la barra — y en un taller, esa barra termina en el contenedor de chatarra.
Verdad del suelo frío: compra la máquina que haga tus trabajos comunes más rápidos y limpios, no la que se luce más con tu pieza más rara.
Entonces, ¿cómo conviertes eso en una hoja de especificaciones que realmente signifique algo?
Empieza con tu trabajo más pesado recurrente no con el monstruo de una vez al año. Si habitualmente doblas acero dulce de calibre diez, de ocho pies de largo, ese es tu punto de referencia. Calcula el tonelaje para tus aberturas de matriz reales y materiales reales — y sé honesto acerca del acero inoxidable frente al dulce, porque la elección de matriz por sí sola puede alterar drásticamente la fuerza requerida.
Ahora aplica la regla del bastidor de la que la mayoría de los folletos apenas habla: el tonelaje total debe distribuirse sobre al menos 60% de la distancia entre los bastidores laterales. En una máquina de 10 pies, eso significa que no puedes aplicar la fuerza máxima en una sección de tres pies sin provocar una deformación permanente.
Aquí es donde los compradores se exceden. Ven la variabilidad en las tablas de tonelaje y suben una talla “por seguridad”. Pero si tu verdadera carga de trabajo del 80% vive entre el 65–75% de la capacidad nominal, estás en la zona de punto justo: suficiente margen para variaciones de material, pero no tanta máquina que pagues por hierro sin usar.
¿La parte no obvia? Sobredimensionar puede hacer que los dobleces de longitud parcial sean más riesgosos, no más seguros. Máquina grande. Pieza corta. Carga localizada alta. Pensaste que comprabas un seguro; compraste concentración de esfuerzo.
Verdad del suelo frío: dimensiona para el trabajo más pesado que realmente haces cada semana — y asegúrate de que esa carga se ubique cómodamente dentro del punto óptimo estructural de la máquina, no en su límite de alarde.
Pero el tonelaje solo establece el techo. ¿Qué mantiene las piezas consistentes a lo largo de ese tramo?
No estás comprando fuerza. Estás comprando fuerza controlada.
Pregunta esto, y no aceptes evasivas:
¿Cómo se aplica la compensación — cuñas manuales, hidráulicas o compensación dinámica controlada por CNC vinculada al tonelaje?
Si el ajuste no es automático y repetible, estás afinando por intuición. Eso es ±1.0° esperando que ocurra.
¿La compensación se calcula a partir de retroalimentación de carga en tiempo real o de tablas preestablecidas?
Las tablas suponen material ideal. El acero real no lee folletos.
¿Cómo se mide y corrige la sincronización Y1/Y2 bajo carga ligera y carga asimétrica?
Imagina acero dulce de calibre 16 en una prensa plegadora de 400 toneladas. Bajo porcentaje de capacidad. Si los pistones se desvían incluso ligeramente, verás el alabeo antes de sentir la fuerza.
¿Cuál es la variación de ángulo demostrada a través de toda la longitud de trabajo en una doblez al aire estándar?
No teórico. Muestra las piezas. Coloca un transportador sobre ellas.
¿Qué ocurre con la consistencia del ángulo a 70% del tonelaje nominal en ocho pies?
Ahí es donde vive la mayoría del trabajo real. No en 100%. No en 10%.
La mentira del vendedor: “Tiene coronado CNC y sincronización en lazo cerrado.” La realidad del operador: “¿Lazo cerrado de qué, corregido cómo y probado en qué material?”
Si no pueden responder claramente, has encontrado tu brecha.
Y esa brecha es donde nace el desperdicio.
Deja de preguntar, “¿Cuál es el tonelaje máximo?” Empieza a preguntar, “¿Cuántas primeras piezas aceptables tenemos por turno?”
Aquí tienes un caso hipotético que se repite cada semana: el Taller A compra una prensa hidráulica de 250 toneladas por seguridad. El Taller B compra una eléctrica de 180 toneladas con sincronización precisa y coronado automático. Ambas pueden formar la carga de trabajo, técnicamente.
El Taller A realiza tres dobleces de prueba ajustando el ángulo a lo largo de la longitud. El Taller B alcanza la tolerancia en la segunda pieza porque la máquina compensa automáticamente la deflexión. Multiplica eso por 20 preparaciones por semana.
La diferencia no es la potencia. Es el tiempo y el desperdicio con otro nombre.
Mide el retorno de inversión en tres categorías:
Si una máquina más pequeña y mejor controlada reduce la preparación incluso en cinco minutos por trabajo en un entorno de alta variedad, eso son horas por semana. Las horas se convierten en capacidad. La capacidad se convierte en margen.
La fuerza sin compensación de deflexión es simplemente una forma costosa de generar desperdicio.
La nueva perspectiva es esta: trata el tonelaje como una restricción a superar, luego clasifica las máquinas según qué tan inteligentemente manejan la deflexión, la sincronización y la repetibilidad dentro de tu carga de trabajo de 80%. Cuando evalúas de esa manera, el número más grande en la cotización deja de ser impresionante — y empieza a ser irrelevante.


















