

400-тонный листогиб стоит на полу — свежая краска, большая эмблема, впечатляющая брошюра. Задача? Мягкая сталь толщиной десять гейджей, длина восемь футов. Должно быть рутиной. Вместо этого оператор гонится за углом: 89° в центре, 91° по краям. Он увеличивает давление. Становится только хуже.
Тонн хватает. Контроля — нет.
Если эта сцена кажется знакомой — хорошо. Значит, вы уже заметили трещину в истории о том, что “больше тоннажа — безопаснее”.
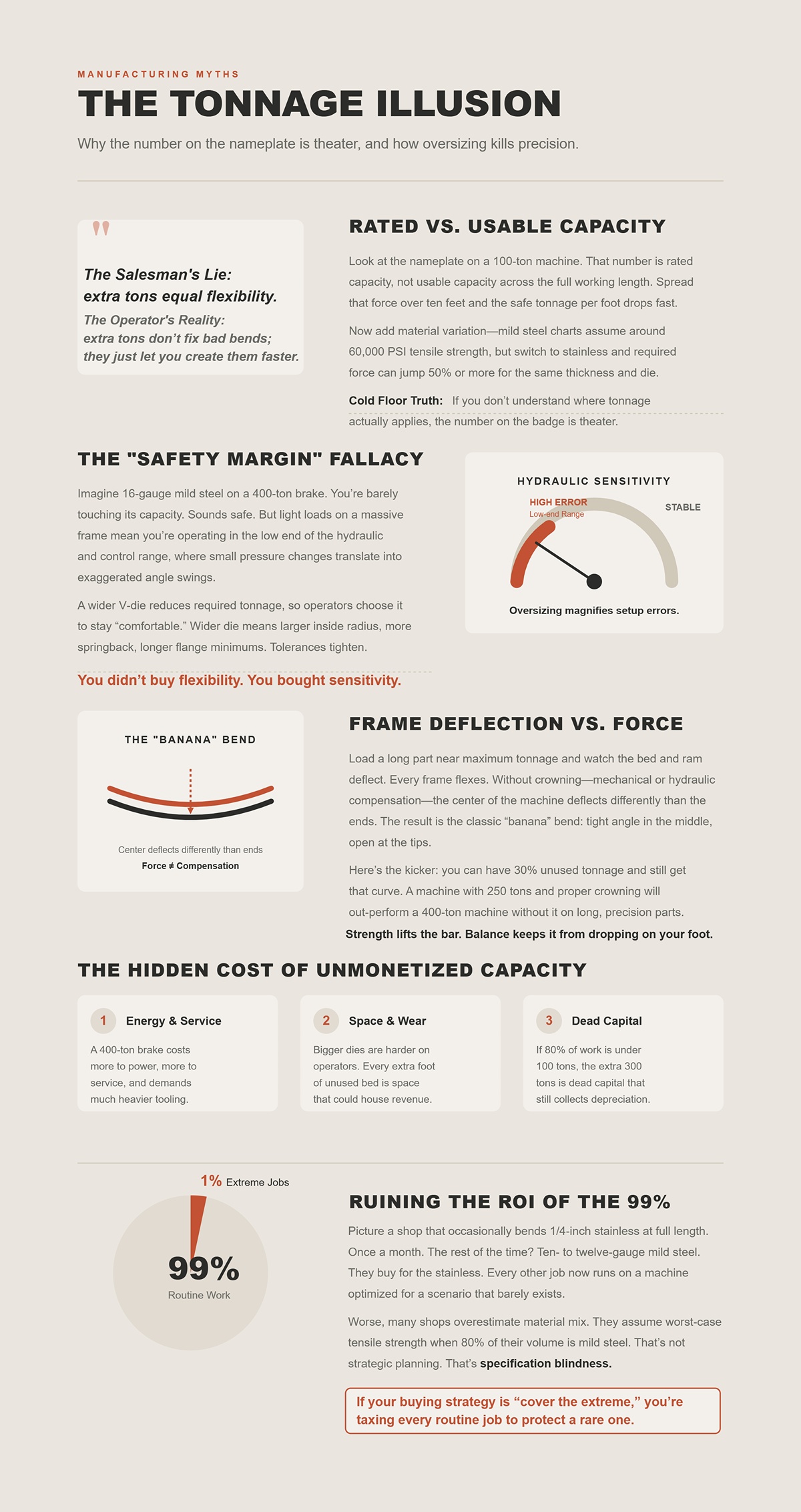
Посмотрите на шильдик 100-тонного станка. Эта цифра обозначает номинальную, а не рабочую нагрузку по всей длине стола. Распределите эту силу на десять футов — и безопасная нагрузка на фут резко упадет. Теперь добавьте вариации материала: для мягкой стали справочные таблицы предполагают прочность на разрыв около 60 000 PSI, но если перейти на нержавеющую сталь, требуемое усилие может возрасти на 50 % и более при той же толщине и той же матрице.
Поэтому цеха перестраховываются. Покупают на 30–50 % больше тоннажа “на всякий случай”.”
Ложь продавца: дополнительные тонны дают гибкость. Реальность оператора: дополнительные тонны не исправляют плохие сгибы, они лишь позволяют делать их быстрее.
Холодная правда цеха: если вы не понимаете, где реально применяется тоннаж — на фут, на материал, на матрицу, — число на табличке — это просто театр.
Отсюда более трудный вопрос: что происходит, когда этот “запас прочности” сам становится проблемой?
Представьте мягкую сталь толщиной 16 гейджей на 400‑тонном листогибе. Вы едва касаетесь его мощности. Звучит безопасно. Но малые нагрузки на массивной раме означают, что вы работаете в нижнем диапазоне гидравлики и управления, где небольшие изменения давления приводят к резким скачкам угла.
Теперь добавим выбор матрицы. Более широкая V‑матрица уменьшает требуемый тоннаж, поэтому операторы часто выбирают её ради “комфорта”. Более широкая матрица означает больший внутренний радиус, большее упругое восстановление, большую минимальную длину полки. Геометрия смещается. Допуски ужимаются. И вдруг ваш запас прочности превращается в проблему точности.
Вы купили не гибкость. Вы купили чувствительность.
Холодная правда цеха: избыточный размер не дает вам контроля при лёгких работах; он усиливает ошибки настройки.
Но даже если вы выбрали правильный размер, что насчет самой рамы?
Загрузите длинную деталь почти на максимальный тоннаж — и посмотрите, как прогибаются станина и ползун. Любая рама гнётся. Без бомбировки — механической или гидравлической компенсации — центр машины прогибается иначе, чем концы. Результат — классический “банан”: угол плотный в середине и раскрытый на концах.
Вот главное: у вас может оставаться 30 % неиспользованного тоннажа, и всё равно получится эта кривая. Наличие запаса по усилию не предотвращает неравномерный прогиб; это делает компенсация.
Машина с 250 тоннами и правильной бомбировкой превзойдёт 400‑тонную без неё при работе с длинными, точными деталями. Я сам это наблюдал.
Сила поднимает планку. Баланс не даёт ей упасть вам на ногу.
Так почему же магазины всё ещё гонятся за большими цифрами?
Пресс на 400 тонн требует больше энергии, дороже в обслуживании и требует более тяжёлого инструмента. Более крупные пуансоны и матрицы не только дорогие — они сильнее изнашивают задние упоры и утомляют операторов. Площадь пола тоже не бесплатна; каждый лишний фут станины, который вы почти не используете, — это квадратные футы, на которых мог бы находиться источник дохода.
И если 80 % вашей загрузки приходится на менее чем 100 тонн, то дополнительные 300 тонн — это мёртвый капитал. Мёртвый капитал всё равно амортизируется.
Это деньги, отправленные в корзину для лома, которых вы никогда не увидите в стоимости продукта.
Так почему же умные цеха продолжают делать эту ставку?
Представьте цех, который изредка гнёт нержавейку толщиной 1/4 дюйма на полной длине. Раз в месяц. Всё остальное время? Кронштейны из обычной стали толщиной 10–12 га. Они покупают оборудование под нержавейку. Теперь каждая другая работа выполняется на машине, оптимизированной для сценария, который почти не встречается.
Хуже того, многие цеха переоценивают ассортимент материалов. Они предполагают максимальную прочность на растяжение, хотя 80 % их объёма — мягкая сталь. Это не стратегическое планирование. Это слепота к спецификациям.
Если ваша стратегия закупок — “покрыть экстремальный случай”, вы фактически обкладываете налогом каждую рутинную операцию ради редкой.
И это должно заставить вас задуматься — ведь если тоннаж не является первым фильтром, то что им должно быть?
Клиент принес мне детали, согнутые на двух разных 10‑футовых прессах. Один и тот же материал: мягкая сталь толщиной 10 га, длиной восемь футов. Один и тот же пуансон, одна и та же V‑матрица шириной 1 дюйм. Одна машина — 320 т с торсионным валом. Другая — 220 т с двойной гидравликой Y1/Y2 и активной компенсацией прогиба.
На 320‑тонной машине разброс угла составил почти 1,5° от края до края. 220‑тонная удержала в пределах 0,2° по всей длине.
В обоих случаях силы было достаточно. Только одна машина выдала продаваемые детали без постоянного контроля.
Сила создаёт изгиб. Синхронизация и компенсация прогиба определяют, будет ли этот изгиб одинаковым на всём протяжении восьми футов, на протяжении смены, на протяжении всей партии. Повторяемость определяет, совпадёт ли вторая деталь с первой без вмешательства в программу. Эта тройка — а не тоннаж — превращает пресс из грубой силы в производственный инструмент.
Ложь продавца: “У этой машины больше тонн, чем вам когда‑либо потребуется”. Реальность оператора: “Мне нужно, чтобы ползун опускался параллельно с точностью до сотых и оставался таким под нагрузкой”.”
Холодная правда цеха: если тоннаж — не ваш первый фильтр, точность синхронизации, стратегия компенсации прогиба и позиционная повторяемость должны им быть.
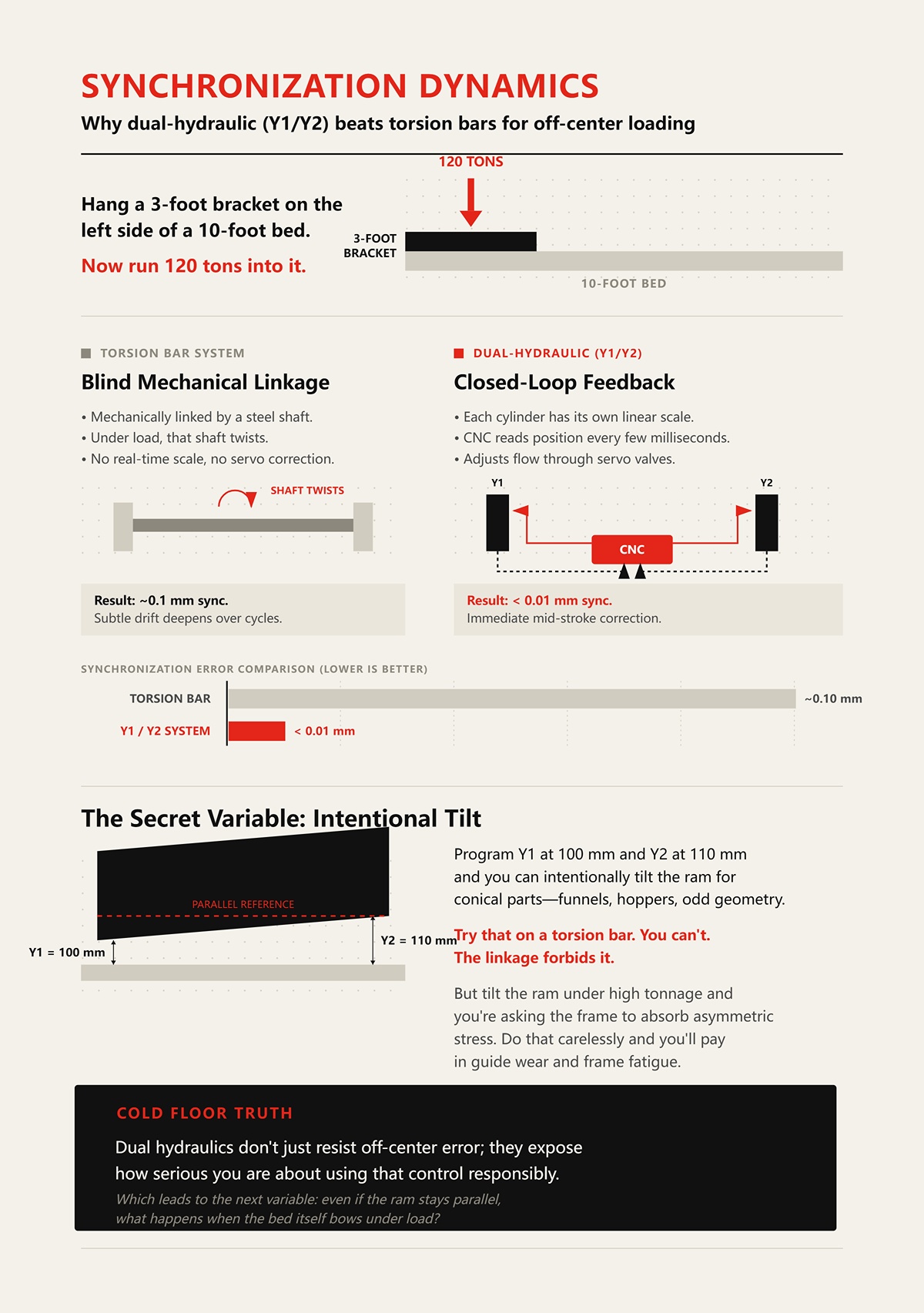
Повесьте 3‑футовый кронштейн на левую сторону 10‑футовой станины. Теперь подайте в него 120 тонн усилия.
На машине с торсионным валом обе стороны ползуна механически соединены стальным валом. Под нагрузкой этот вал скручивается — на микроны, да, но всё же достаточно. Нет шкалы, показывающей положение каждой стороны в реальном времени. Нет сервоклапана, корректирующего движение в середине хода. Вы получаете примерно 0,1 мм синхронизации в идеальных условиях, но при нецентральной нагрузке вал деформируется упруго, и машина даже не знает, что это произошло.
Результат не выглядит драматично. Хуже — он едва заметен: тонкое смещение, когда одна сторона идёт чуть глубже, и это накапливается с циклами, по мере роста температуры и износа.
В системе с двойной гидравликой Y1/Y2 каждый цилиндр имеет собственную линейную шкалу. ЧПУ считывает положение каждые несколько миллисекунд и регулирует поток через сервоклапаны, чтобы обе стороны оставались синхронизированными с точностью до сотых — менее 0,01 мм в хороших системах. Нецентральная нагрузка сразу проявляется как ошибка положения, и управление корректирует её прямо во время хода.
Вот и весь механизм. Замкнутый контур обратной связи против слепой механической связи.
А теперь — то, о чём буклет умалчивает. Программируйте Y1 на 100 мм, а Y2 на 110 мм, и вы сможете намеренно наклонить ползун для формирования конусов, воронок, деталей со сложной геометрией. Попробуйте сделать это на торсионном валу. Не выйдет — механическая связь это запрещает.
Но если наклонить ползун при высокой нагрузке, вы заставите раму воспринимать асимметричные напряжения. Делайте это бездумно — и заплатите за износ направляющих и усталость рамы.
Так что синхронизация — это мощь, но только тогда, когда рама и дисциплина программирования соответствуют ей.
Правда цеха: двойная гидравлика не просто сопротивляется ошибке нецентральной нагрузки; она показывает, насколько серьёзно вы относитесь к ответственному использованию этого управления.
Это приводит нас к следующей переменной: даже если ползун остаётся параллельным, что происходит, когда сама станина прогибается под нагрузкой?
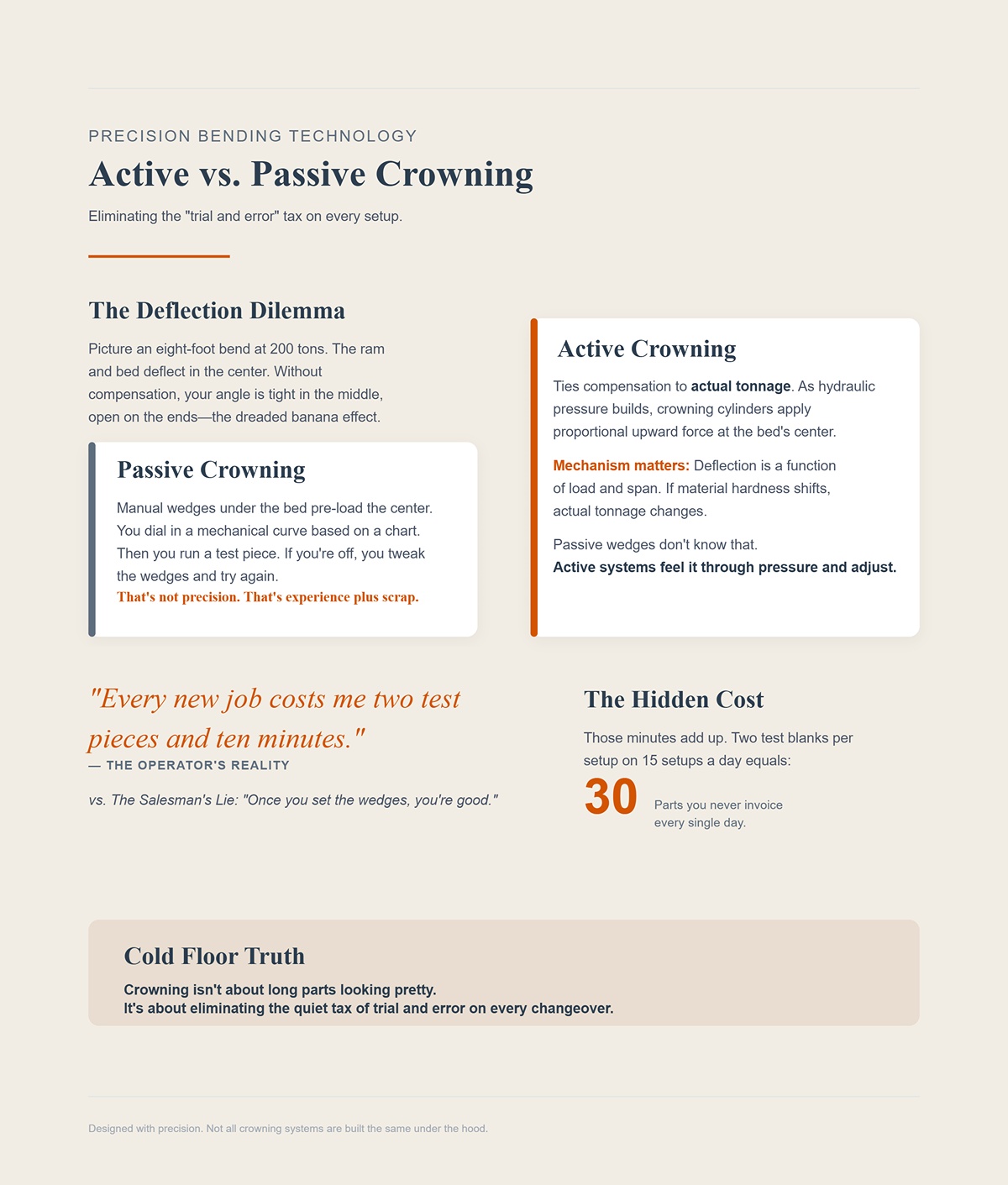
Вообразите восьмифутовый изгиб при 200 тоннах. Ползун и станина прогибаются в центре. Без компенсации ваш угол будет более острым в середине и более открытым на концах — тот самый «банан», о котором мы говорили ранее.
Пассивная система компенсации — это ручные клинья под станиной, которые позволяют предварительно нагружать центр. Вы задаёте механическую кривизну по таблице: материал, толщина, длина, предполагаемая тоннажность. Затем делаете пробную деталь. Если форма неточная, корректируете клинья и пробуете снова.
Это не точность. Это опыт, умноженный на отходы.
Активная компенсация связывает корректировку с фактической нагрузкой. По мере роста гидравлического давления цилиндры компенсации прикладывают пропорциональное усилие вверх в центре станины. Система изгибает станину противоположно прогибу ползуна — в реальном времени.
Здесь важен сам механизм. Прогиб зависит от нагрузки и пролёта. Если твёрдость материала изменится — скажем, партия мягкой стали сменится на высокопрочную — фактическая нагрузка при той же заданной глубине изменится. Пассивные клинья этого не «чувствуют». Активные системы ощущают это по давлению и корректируют.
Разница проявляется во времени настройки. При разнообразных заказах пассивная компенсация означает: пробный изгиб, измерение, корректировка. Активная — гораздо чаще точность уже на первой детали.
Ложь продавца: “Настроил клинья — и готово”. Реальность оператора: “Каждая новая работа стоит мне двух пробных деталей и десяти минут”.”
Эти минуты складываются. Две пробные заготовки на каждую настройку при 15 настройках в день — это 30 деталей, за которые вы никогда не получите оплату.
Правда цеха: компенсация изгиба — это не про то, чтобы длинные детали выглядели красиво. Это про устранение скрытого налога проб и ошибок при каждой переналадке.
Но не все системы компенсации изгиба одинаковы по конструкции внутри.
Допустим, вчера десятигейджевый мягкий стальной лист показал предел прочности на растяжение около 60 000 PSI. Сегодняшняя партия ближе к 70 000. Та же толщина. Та же программа.
Требуемое усилие увеличивается. Прогиб растёт вместе с ним.
Механические клиновые системы статичны. Вы настраиваете их, исходя из предполагаемого тоннажа. Если фактическая нагрузка возрастает на 15%, ваша компенсация становится недостаточной. Угол снова открывается на концах. Вы компенсируете на глубине хода ползуна, что изменяет внутренний радиус и геометрию отбортовки.
Гидравлические системы кривизны, привязанные к давлению, реагируют на реальную нагрузку. Более высокий тоннаж автоматически создаёт большее усилие кривизны. Кривизна стола повторяет кривую прогиба ползуна.
Здесь есть сложность — сервоклапаны, уплотнения, датчики. Они стоят дороже и требуют дисциплины обслуживания. В цехе с низким разнообразием, где неделями выполняют одну и ту же деталь, механические клинья могут быть финансово оправданы.
Но в среде с большим разнообразием, где партии материала и длины деталей меняются ежедневно, гидравлическая кривизна обеспечивает равномерный угол без перепроектирования наладки каждый раз.
Именно здесь живёт окупаемость. Не в пиковом тоннаже, а в том, насколько машине всё равно, когда материал отличается от учебника.
Холодный пол, правда жизни: если ваш материал изменчив, статическая компенсация превращается в догадки. А догадки — это просто брак в другой упаковке.
Итак, ползун параллелен. Стол компенсирован. А что насчёт самого положения детали?
Мне доводилось видеть цеха, где хвастались скоростью заднего упора 1 000 мм/с. Звучит впечатляюще — пока не измеришь повторяемость.
Возьмём кронштейн с четырьмя гибами, все ссылаются на первую отбортовку. Если задний упор повторяется с точностью ±0,05 мм, отверстия совпадают при сварке. Если сдвигается на ±0,3 мм, вы заставляете детали входить в приспособления, зачищаете выступы, обвиняете лазер.
Скорость перемещения влияет на цикл. Повторяемость определяет, будет ли сборка сходиться.
Высококачественные задние упоры используют прецизионные шариковые винты, жёсткие пальцы и энкодеры, обеспечивающие замкнутый контур позиционирования. Дешёвые системы рассчитывают на шаги и предположения открытого контура. Через тысячи циклов люфт и износ проявляются как постепенное отклонение размеров.
Вот связь, которую многие упускают: синхронизация и компенсация кривизны обеспечивают постоянство угла. Повторяемость заднего упора обеспечивает постоянство длины отбортовки. Угол плюс длина равны геометрии. Геометрия определяет, как сходится сборка.
Можно иметь идеальное усилие, прекрасную окраску — и всё же отправлять детали, с которыми сварщик борется.
Ложь продавца: “Она быстрая”. Реальность оператора: “Совпадает ли десятая деталь с первой?”
Холодный пол, правда жизни: скорость делает детали быстро. Повторяемость делает детали, которые собираются вместе.
И когда вы начинаете добавлять оси — R, Z1, Z2, X1, X2 — вопрос не в их количестве. А в том, укрепляет ли добавленная сложность этот триумвират… или тайно подрывает его.
У вас есть синхронизация. У вас есть активное коронование. Ваш задний упор повторяет размер с точностью до сотых долей. Затем брошюра скользит по столу и предлагает: добавить R, добавить Z1/Z2, добавить X1/X2. Шесть осей. Восемь осей. Полностью автоматизированная система.
Так вот настоящий вопрос: усиливают ли эти дополнительные оси тройку качества — или просто умножают количество способов её потерять?
Листогиб — как тяжелоатлет. Сила выглядит впечатляюще на фото в каталоге. Но без равновесия и точного тайминга штанга раскачивается. В цехе эта раскачка проявляется как непостоянные длины отбортовок, неправильные последовательности гибов и детали, которые подходят друг к другу только после “корректировки” шлифовальной машиной. Большее количество осей создаёт больше требований к согласованию движений. А согласование — это программное обеспечение, отклик сервопривода и опыт оператора, наложенные друг на друга.
Оси не создают точность. Они её требуют.
Правда холодного пола: каждая новая ось — это ещё одна движущаяся часть, которая должна быть синхронизирована с тройкой качества, иначе она превращается в очень дорогой способ быстрее производить брак.
Давайте перейдём к конкретике.
Базовая установка с 2 или 3+1 осями — Y1/Y2 для управления ползуном, X для глубины заднего упора, возможно R для высоты упора по вертикали — справляется с большинством работ по кронштейнам и корпусам, которые я вижу в средних цехах. Длины отбортовок стабильные. Последовательности простые. Операторы регулируют упоры по ощущению и опыту.
Узкое место по циклу? Обычно обращение с материалом. Или путь назад к стойке. Не движение осей.
Теперь добавим задний упор с 6 осями, независимыми пальцами Z1/Z2 и программируемым движением по оси R. На асимметричных деталях — смещённые отбортовки, обратные гибы, детали, которые нельзя перевернуть — такая система может устранить ручное перемещение между гибами. Это реальное увеличение производительности, когда геометрия этого требует.
Но вот что я наблюдаю на производстве: первая настройка занимает больше времени. Программирование последовательности движения независимых пальцев, проверка на столкновения, обучение машины ориентации детали — всё это требует времени. Если 80% ваших заданий просты, эта сложность не устраняет узкое место. Она создаёт его.
Ложь продавца: “Больше осей — меньше работы оператора”. Реальность оператора: “Больше осей — больше решений, прежде чем сделать первую качественную деталь”.”
Правда холодного пола: если узкое место — не перемещение заднего упора, шесть осей это не исправят.
Независимость Z1/Z2 проявляет себя на деталях, асимметричных относительно линии гиба. Представьте панель, где левая отбортовка 40 мм, а правая — 65 мм, и вы не можете перевернуть деталь из-за особенностей предыдущей операции. Независимые пальцы позволяют каждой стороне иметь свою точку опоры без ручного смещения.
Это необходимо, когда конструкция детали требует этого.
Теперь представьте серийные кронштейны с одинаковыми отбортовками слева и справа. Сталь толщиной 10 калибра, длина восемь футов. Прямые гибы, одна и та же опорная кромка каждый раз. Программировать независимое движение Z1/Z2 для незначительных отклонений — всё равно что установить электропривод сидений на вилочный погрузчик: красиво, но деньги приносит не это.
И вот аспект, о котором поставщики не говорят: независимое движение требует точной калибровки между двумя пальцами. Если один сервопривод “плывёт” или у одного шарикового винта появляется люфт, ваша «независимая точность» превращается в независимую ошибку. Теперь синхронизация и коронование идеальны, но опорная кромка смещается на десятую здесь, на две десятых там.
Угол плюс длина равны геометрии. Вы не можете позволить себе, чтобы что-то из этого «гуляло».
Правда холодного пола: Z1/Z2 — это инструмент для конструкционных ограничений, а не символ статуса в спецификации.
Вот где всё начинает выглядеть плохо.
Каждая ось — X, R, Z1, Z2, X1, X2 — работает с сервоприводами и контроллером, который координирует движение. Когда контроллер не успевает обрабатывать и выполнять эти движения достаточно быстро, возникает задержка. Не видимая задержка. Миллисекунды.
Но в нижней точке хода миллисекунды имеют значение.
Синхронизация ползуна Y1/Y2 удерживает балку параллельной. Добавьте к этому сложные движения заднего упора, которые должны отойти, вернуться и стабилизироваться до окончания гиба — и вы уже наслаиваете временные события. Если контроллер не справляется, ползун может достичь глубины до того, как упор полностью успеет зафиксироваться. Или упор уже стабилизировался, но обратная связь по положению ещё не устоялась.
Так вы получаете: первая деталь хорошая, пятая — под вопросом, а десятая — в отходах.
Машина всё ещё говорит “шесть осей”. Контейнер с отходами говорит “несоответствие контроллера”.”
Представьте сталь толщиной 16 калибра на прессе в 400 тонн. Огромная мощность. А теперь представьте, что контроллер «задыхается» от одновременных команд по нескольким осям. Проблема не в мощности. Проблема — в координации под нагрузкой. Всё та же история.
Истина цеха: большое количество осей без контроллера, способного их по-настоящему синхронизировать, — это просто сложность, опередившая управление.
Вот неприятная правда, которую большинство владельцев узнают на собственном опыте.
Если вы выпускаете 500 одинаковых деталей, простая геометрия, один материал всю неделю — хорошо синхронизированная машина с 3+1 осями и активной компенсацией прогиба часто превзойдёт полностью оснащённую систему с 6+1 осями. Меньше параметров. Быстрее программирование. Меньше того, что может пойти не так.
Ручные подстройки — передвинуть упор, слегка скорректировать ограничитель — занимают секунды, если оператор знает своё дело. Программирование независимых осей для небольших различий может занять минуты. А минуты, умноженные на малые партии, превращаются в реальные деньги.
А теперь наоборот.
Если у вас большое разнообразие, малые объемы, сложная геометрия, меняющаяся каждый час, — продвинутые оси, работающие с быстрым контроллером и качественным офлайн-программированием, могут снизить отходы при наладке и устранить повторные ручные переустановки. Вот где они оправдываются.
Поэтому правильный вопрос не “Сколько осей я могу себе позволить?”, а “Чего на самом деле требует моя работа, и могут ли мои люди и контроллер это поддерживать?”
Истина цеха: больше осей — больше возможностей. Но также и выше цена каждой ошибки.
И это мост к следующему действительно важному сравнению — сопоставлению конкретных типов цехов с конкретными конфигурациями, вместо того чтобы просто покупать «самого сильного» по рекламному буклету и надеяться, что баланс приложится бесплатно.
Прошлой зимой я посетил три цеха за одну неделю. В одном до обеда прогнули 20 разных артикулов. В другом гнули только листы 3/8 и 1/2 дюйма для лестничных тетив. В третьем устанавливали первого робота. Все трое интересовались “большей мощностью”.”
Один и тот же продавец. Три совершенно разные реальности.
Вопрос не в том, сколько осей можно прикрутить. Важно, как выглядит ваш день на 80% — и защищают ли вас там стратегия синхронизации и система короны. Ведь усилие без контроля прогиба — это просто дорогостоящий способ стабильно производить отходы. А оси без нагрузки, оправдывающей их существование, — лишь пункты меню в программном обеспечении, ожидающие ошибки.
Так какие конфигурации действительно подходят?
Представьте производственное табло, к которому прикреплено 30 техпроцессов. Сегодня — материал толщиной 14 калибров, завтра — 11‑й калибр, а затем корпус из нержавейки, который всегда пружинит иначе, чем указано на чертеже.
Вот то, что большинство цехов неверно диагностирует: увеличение прочности на разрыв на 10% требует примерно на 10% больше усилия — и примерно на 10% больше компенсации короны, чтобы ползун и стол оставались параллельными под нагрузкой. Увеличение толщины на 10%? Вы ближе к необходимости 20% большего давления. Если ваша система короны механическая и статическая, она не может корректироваться под нагрузкой. Оператор видит, как угол открывается посередине детали, и винит упругость.
Но прогибается балка.
Гидравлические или ЧПУ‑системы короны, которые корректируются динамически в процессе гибки, — вот что спасает цеха с высокой номенклатурой. Не потому что это эффектно, а потому что они реагируют, когда реальное поведение материала не соответствует расчётам. Без этого ваши “10 минут на переналадку” превращаются в 10 минут плюс три пробных детали.
А теперь проведите стресс‑тест. Даже с многозонной ЧПУ‑короной система предполагает идеальное поведение материала. Реальная сталь отличается. Всё равно нужен оператор, который понимает, что он видит. Быстрые задние упоры и независимые пальцы Z1/Z2 помогают, когда геометрия заставляет, — но если ваша корона не отслеживает перепады толщины и прочности, остальная скорость не имеет значения.
Ложь продавца: “Задний упор с шестью осями сокращает время настройки”. Реальность оператора: “Если угол плывёт, я гоняюсь за ним, как быстро бы ни двигались пальцы”.”
Истина цеха: при высокой номенклатуре точность динамической короны экономит больше денег на отходах, чем дополнительная ось заднего упора.
А что если ваши детали редко меняются — и проблема не в изменчивости, а в массе?
Представьте пластину толщиной 1/2 дюйма, длиной 10 футов. Два гиба на деталь. Целый день.
Толщина меняется на 10%. Это примерно требует на 20% больше усилия. На толстом листе такой скачок — не теория: это реальность, когда меняется партия металла с прокатного стана. Если рама недостаточно жёсткая, никакая программируемая система короны вас полностью не спасёт. Ползун и стол компенсируются, но боковые стойки буквально «дышат».
Даже при идеальной компенсации короны исследования показывают, что разброс угла может составлять около ±0,3 градуса только из‑за изменчивости материала в листе толщиной 1/4 дюйма. Когда я вижу отклонения больше этого, виновата обычно не корона, а прогиб рамы или плохая синхронизация Y1/Y2 под нагрузкой.
Вот где технические характеристики вводят в заблуждение. Скорость цикла впечатляет. Количество осей выглядит современно. Но тяжёлое производство живёт на полном ходе, глубоком зеве и массе рамы. Если деталь физически не помещается из‑за малой глубины зева, или ход заканчивается до очистки отбортовки, никакая скорость сервоприводов не поможет.
Ложь продавца: “У вас 500 тонн. Вы покрыты”. Реальность оператора: “Если раму ведёт, я гну банан”.”
Истина цеха: в конструкционных работах жёсткость и геометрические параметры всегда важнее скорости цикла — и компенсация короны должна масштабироваться с колебаниями толщины, а не только с грузоподъёмностью по тоннажу.
А что произойдёт, если сегодняшний ручной цех планирует прикрутить робота в следующем году?
Человеческий оператор компенсирует подсознательно. Если фланец выходит чуть длиннее, он регулирует силу захвата, заново устанавливает деталь, на ходу корректирует глубину.
Робот делает ровно то, что ты ему сказал. Не больше. Не меньше.
Вот здесь дополнительные оси — программируемая высота по оси R, позиционирование Z1/Z2, иногда даже глубина X1/X2 — перестают быть роскошью и становятся необходимостью. Роботу нужны предсказуемые положения измерительных точек и траектории движения без столкновений. Независимое движение пальцев, которое казалось излишеством при ручном управлении, становится жизненно важным, когда захват не может “ощущать” неправильное положение упора.
Но вот ловушка: добавление осей для будущей автоматизации без повышения скорости и синхронизации контроллера — это способ построить очень дорогую машину с колебаниями и задержками. Роботы ненавидят ждать медленные задние упоры. Они также ненавидят увод угла. Если компенсация прогиба не динамическая и неповторяемая, робот будет исправно производить одинаковый брак.
Истина холодного цеха: планируйте оси с расчётом на завтрашнюю автоматизацию только тогда, когда ваши система управления и компенсация прогиба достаточно надёжны, чтобы сделать повторение достоинством, а не проблемой.
И иногда самое умное решение по автоматизации — вовсе не добавление осей на одну машину.
Я видел, как цеха закладывали чудовищную 1000‑тонную машину, чтобы изредка гнуть 20‑футовые детали.
А потом я видел, как две 500‑тонные машины работали в тандеме для длинных деталей — и разъединялись для повседневной работы.
На бумаге один гигантский пресс выглядит проще. Одна рама. Один контроллер. Большая цифра в буклете. Но большинство цехов не гнут 20‑футовые детали весь день. Они гнут листовую сталь толщиной в десятый калибр, восьмифутовые заготовки, кронштейны и профили, которые занимают этого монстра лишь на долю его мощности.
Две меньшие, хорошо синхронизированные машины дают вам выбор. Работайте вместе, когда нужна длина. Разъединяйте и удваивайте производительность на стандартных деталях в остальное время недели. Если одна выйдет из строя — вы не остановитесь полностью.
Но даже здесь синхронизация решает всё. Режим тандема требует точного управления Y1/Y2 на обеих рамах и согласованных стратегий компенсации прогиба. Если одна машина прогнётся иначе, это будет видно посередине детали.
Ложь продавца: “Купи один раз. Бери самое большое.” Реальность оператора: “Большинство дней мне нужен баланс — а не реклама на билборде.”
Истина холодного цеха: лучший пресс‑гиб — не самый сильный тяжелоатлет на плакате. Это тот, у которого управление, компенсация прогиба и конфигурация соответствуют реальной работе, которую вы выполняете 80 % времени.
И когда вы это понимаете, спецификация перестаёт выглядеть как трофей — и начинает выглядеть как ловушка, ожидающая неправильного толкования.
С учётом всех этих переменных, как же цеху действительно принять решение?
Вы перестаёте выбирать по заголовочным цифрам и начинаете читать мелкий шрифт, как будто это контракт, написанный против вас.
Лист спецификаций — это плакат с тяжелоатлетом в разгаре жима: большая цифра, грудь вперёд, штанга над головой. Впечатляюще. Но на плакате не видно, может ли он удержать штангу ровно или подгибаются ли у него колени под нагрузкой. А в цеху, когда штанга падает, она приземляется в контейнер для брака.
Продавец продаёт пиковую силу. Цех расплачивается за прогиб, время настройки и увод угла.
Если вы не знаете, как расшифровать технические данные, вы будете сравнивать машины, которые вообще играют в разные игры.
“400 тонн”.”
На каком расстоянии?
Номинальные значения усилия привязаны к определённому расстоянию между боковыми рамами и определённому распределению нагрузки. Измените расстояние от осевой линии. Измените раскрытие матрицы. Измените ширину материала. Доступное усилие на фут изменяется, и вместе с ним — прогиб.
Теперь добавим путаницу единиц измерения. Один поставщик указывает короткие тонны на фут. Другой — метрические тонны на метр. На бумаге значения выглядят близкими, будто сопоставимыми. Но это не так. Я видел цеха, которые думали, что покупают машину сильнее на 10%, хотя на самом деле просто читали две разные системы измерения.
Ложь продавца: “Это 300‑тонная машина”. Реальность оператора: “При моей рабочей длине и матрице она ведёт себя как 240”.”
А вот где начинается тонкость. Можно снизить требуемое усилие, если открыть V‑матрицу с 8× толщины материала до 12×. Сила на графике красиво падает. Но внутренний радиус увеличивается, геометрия отбортовки меняется, и вдруг деталь перестаёт садиться к упору как раньше. Вы сэкономили усилие, но купили себе проблемы со стыковкой.
Правда холодного цеха: Номинальное усилие — это условное обещание, а не универсальная истина. И если вы не сопоставите условие с реальными деталями, вы составляете бюджет по фантастическим цифрам.
Так если усилие не абсолютно, может ли программное обеспечение сгладить разрывы?
Современные контроллеры могут смоделировать гибку ещё до движения ползуна. Библиотека материалов. Компенсация упругого возврата. Обнаружение столкновений. Выглядит как хирургия.
Но симуляция предполагает, что рама ведёт себя так, как предсказывает модель.
Гидравлические и электрические машины передают усилие по‑разному. Электроприводы прикладывают силу более точно, но часто с иными характеристиками скорости и хода. Если модель гибки в ПО основывается на гидравлических предположениях о выдержке или нарастании давления, можно получить великолепную симуляцию и промах по реальному углу.
Представьте: мягкая сталь толщиной 16‑га на 400‑тонном прессе. Симуляция показывает использование мощности на уровне 20%. Казалось бы, запас огромный. Но если синхронизация при лёгкой нагрузке не точная — если Y1/Y2 отслеживаются не идеально — эта “простая” работа покажет конусность слева направо. Не потому что не хватило силы. А потому что не хватило контроля при малой силе.
Ложь продавца: “Контроллер всё рассчитывает”. Реальность оператора: “Контроллер не может сделать раму жёстче”.”
Правда холодного цеха: Программное обеспечение предсказывает усилие; оно не может отменить физику. Если железо деформируется, код лишь фиксирует деформацию.
И даже если машина идеально синхронизирована, сможете ли вы физически пропускать через неё свои детали день за днём?
Вот здесь сделки тихо умирают.
Просвет — это открытое расстояние между ползуном и станиной. Ход — это расстояние, на которое перемещается ползун. Глубина зева — это, насколько далеко можно завести отбортовку, прежде чем она упрётся в раму. Ни один из этих параметров не выглядит героично в буклете. Но именно они определяют, поместится ли ваша деталь.
Я видел, как цеха покупают пресс по тоннажу, а потом выясняют, что не могут пропустить обратный фланец без спецоснастки или трёх переворотов детали. Каждый переворот добавляет время обработки. Каждое перемещение увеличивает изменчивость. Ваш теоретический такт растворяется в человеческих движениях.
Совместимость инструмента — та же история. Если станок использует фирменные пуансоны, которые стоят на 30% дороже за станцию, это потери, спрятанные в капитальных затратах. За пять лет эта разница может равняться стоимости сервопривода, который вам действительно нужен.
Но даже если вы выбрали правильный размер, что насчет самой рамы?
Правда холодного цеха: пресс‑тормоз, в который ваши детали на 80% едва помещаются, — это не “универсальность”. Это ежедневный компромисс, который напрягает каждую смену.
Так что, возможно, вы решите сосредоточиться на скорости.
Скорость подхода — это то, как быстро ползун движется до контакта с материалом. Скорость гибки — насколько быстро он перемещается под нагрузкой.
Угадайте, какая из них печатается крупнее.
Если ваш цикл состоит в основном из операций с деталью — загрузка, выравнивание, установка по упору, выгрузка, — то сэкономить полсекунды на скорости подхода не изменит производительность. Если вы весь день выполняете воздушную гибку тонких деталей с коротким ходом, тогда скорость подхода играет большую роль. Всё зависит от контекста.
Толстый лист рассказывает другую историю. Под нагрузкой скорость гибки часто снижается, чтобы защитить раму и сохранить точность. Это не недостаток. Это физика и хорошая инженерия. Станок, который стремительно опускается вниз, но под нагрузкой движется рывками, разрушит ваш ритм и углы.
Ложь продавца: “Этот быстрее на 30%”. Реальность оператора: “Покажи скорость при полной нагрузке, на моей рабочей длине”.”
Правда холодного цеха: единственная скорость, которая приносит пользу, — та, что выдерживает контакт с материалом и остаётся точной при работе.
Если убрать весь рекламный шум, становится ясно: каждая впечатляющая цифра в коммерческом предложении имеет свою оговорку.
Так что настоящий вопрос не в том, какая характеристика больше.
А в том, какие условия совпадают с условиями вашего цеха.
Если каждая характеристика зависит от условий, сравнивать станки нужно не по максимальным значениям — а по тому, как они ведут себя на ваших самых частых деталях.
Возьмите за последний год все свои работы по гибке. Не показательный образец для клиента, а скучную серию: кронштейны, крышки, рамы, корпуса. Укажите материал, толщину, длину гиба, внутренний радиус, допуск. Вы увидите закономерность. В большинстве цехов она есть.
Ошибка — выбирать станок по самому громкому 5% из этого списка.
Ложь продавца: “Вы вырастете до этой лишней мощности”. Реальность оператора: “Я буду платить за неё каждый день, хотя большинству деталей она не нужна”.”
Тормоз — это тяжелоатлет. Грубая сила выглядит впечатляюще на плакате. Но без баланса и контроля вы просто роняете штангу — а в мастерской эта штанга оказывается в мусорном контейнере.
Правда холодного пола: покупайте станок, который делает ваши обычные задачи быстрее и чище, а не тот, который демонстрирует мышцы на самой редкой детали.
И как превратить это в техническое описание, которое действительно что-то значит?
Начните с самой тяжелой повторяющейся работы, а не с монстра, который появляется раз в год. Если вы регулярно гнёте мягкую сталь толщиной десять калибров, длиной восемь футов — это ваш якорь. Рассчитайте усилие для ваших реальных раскрытий матриц и реальных материалов — и будьте честны по поводу нержавейки против мягкой стали, потому что выбор матрицы сам по себе может сильно повлиять на требуемое усилие.
Теперь примените правило рамы, о котором буклеты шепчут: полное усилие должно распределяться как минимум на 60% расстояния между боковыми рамами. На 10‑футовом станке это означает, что нельзя прикладывать максимальное усилие к трехфутовому участку, не рискуя получить постоянную деформацию.
Здесь покупатели часто переоценивают. Они видят вариации в таблицах усилий и выбирают размер “на всякий случай”. Но если ваша реальная нагрузка 80% находится в диапазоне 65–75% от номинальной мощности, вы находитесь в зоне золотой середины: достаточно запаса для колебаний материала, но не настолько большая машина, чтобы вы платили за неиспользуемый металл.
Неочевидная часть? Избыточный размер может сделать гибку частичной длины более рискованной, а не безопасной. Большая машина. Короткая деталь. Высокая локализованная нагрузка. Вы думали, что купили страховку — а купили концентрацию напряжений.
Правда холодного пола: выбирайте размер по самой тяжелой задаче, которую вы реально выполняете еженедельно — и убедитесь, что эта нагрузка комфортно находится в конструкционной «сладкой точке» станка, а не на его предельной отметке для хвастовства.
Но тоннаж только задает верхний предел. Что обеспечивает стабильность деталей по всей длине?
Вы покупаете не силу. Вы покупаете контролируемую силу.
Задайте эти вопросы и не принимайте расплывчатые ответы:
Как применяется компенсация прогиба — вручную клиньями, гидравлически или с ЧПУ‑управляемой динамической компенсацией, связанной с тоннажем?
Если регулировка не автоматическая и не воспроизводимая, вы настраиваете по ощущениям. Это ожидание ±1,0° в ошибке.
Рассчитывается ли компенсация прогиба по обратной связи реальной нагрузки или по заранее установленным таблицам?
Таблицы предполагают идеальный материал. Настоящая сталь буклеты не читает.
Как измеряется и корректируется синхронизация Y1/Y2 при малой нагрузке и асимметричном нагружении?
Представьте себе мягкую сталь толщиной 16 калибра на 400‑тонном пресс‑гибе. Низкий процент от мощности. Если ползунки даже немного сместятся, вы увидите конусность раньше, чем почувствуете усилие.
Какое продемонстрированное отклонение угла по всей рабочей длине при стандартном воздушном гибе?
Не теоретически. Покажите детали. Положите на них транспортир.
Что происходит с постоянством угла при 70% от номинального усилия на длине восемь футов?
Именно там находится большая часть настоящей работы. Не при 100%. Не при 10%.
Ложь продавца: “У него есть ЧПУ‑компенсация прогиба и замкнутый контур синхронизации”. Реальность оператора: “Замкнутый контур чего, как корректируется и на каком материале проверено?”
Если они не могут ответить ясно, вы нашли свой пробел.
И этот пробел — место, где рождается брак.
Перестаньте спрашивать: “Какой максимальный тоннаж?” Начните спрашивать: “Сколько первых точных деталей мы получаем за смену?”
Вот гипотетическая ситуация, которая повторяется каждую неделю: цех А покупает гидравлический пресс‑гиб на 250 тонн «для безопасности». Цех B покупает электрический на 180 тонн с точной синхронизацией и автоматической компенсацией прогиба. Оба технически способны выполнять задачу.
Цех А делает три пробных гиба, чтобы выставить угол по длине. Цех B попадает в допуск на втором изделии, потому что станок автоматически компенсирует прогиб. Умножьте это на 20 наладок в неделю.
Разница не в мощности. Она в том, что время и брак носят разные маски.
Измеряйте окупаемость инвестиций в трёх категориях:
Если меньший, но лучше управляемый станок сокращает наладку хотя бы на пять минут на работу в среде с большим разнообразием заказов — это часы в неделю. Часы превращаются в производительность. Производительность — в прибыль.
Сила без компенсации прогиба — всего лишь дорогой способ производить брак.
Новый взгляд таков: рассматривайте тоннаж как ограничение, которое нужно преодолеть, а затем ранжируйте машины по тому, насколько разумно они управляют прогибом, синхронизацией и повторяемостью в рамках вашей нагрузки 80%. Когда вы оцениваете так, самая большая цифра в коммерческом предложении перестаёт впечатлять — и начинает быть несущественной.


















