

Una pressa piegatrice da 400 tonnellate poggia sul pavimento, vernice fresca, grande targhetta, brochure impressionante. Il lavoro? Acciaio dolce da dieci gauge, otto piedi di lunghezza. Dovrebbe essere una routine. Invece, l’operatore sta inseguendo l’angolo: 89° al centro, 91° alle estremità. Aumenta la pressione. La situazione peggiora.
Tonnellate a volontà. Non abbastanza controllo.
Se quella scena ti sembra familiare, bene. Significa che hai già visto la crepa nella storia del “più tonnellaggio è più sicuro”.
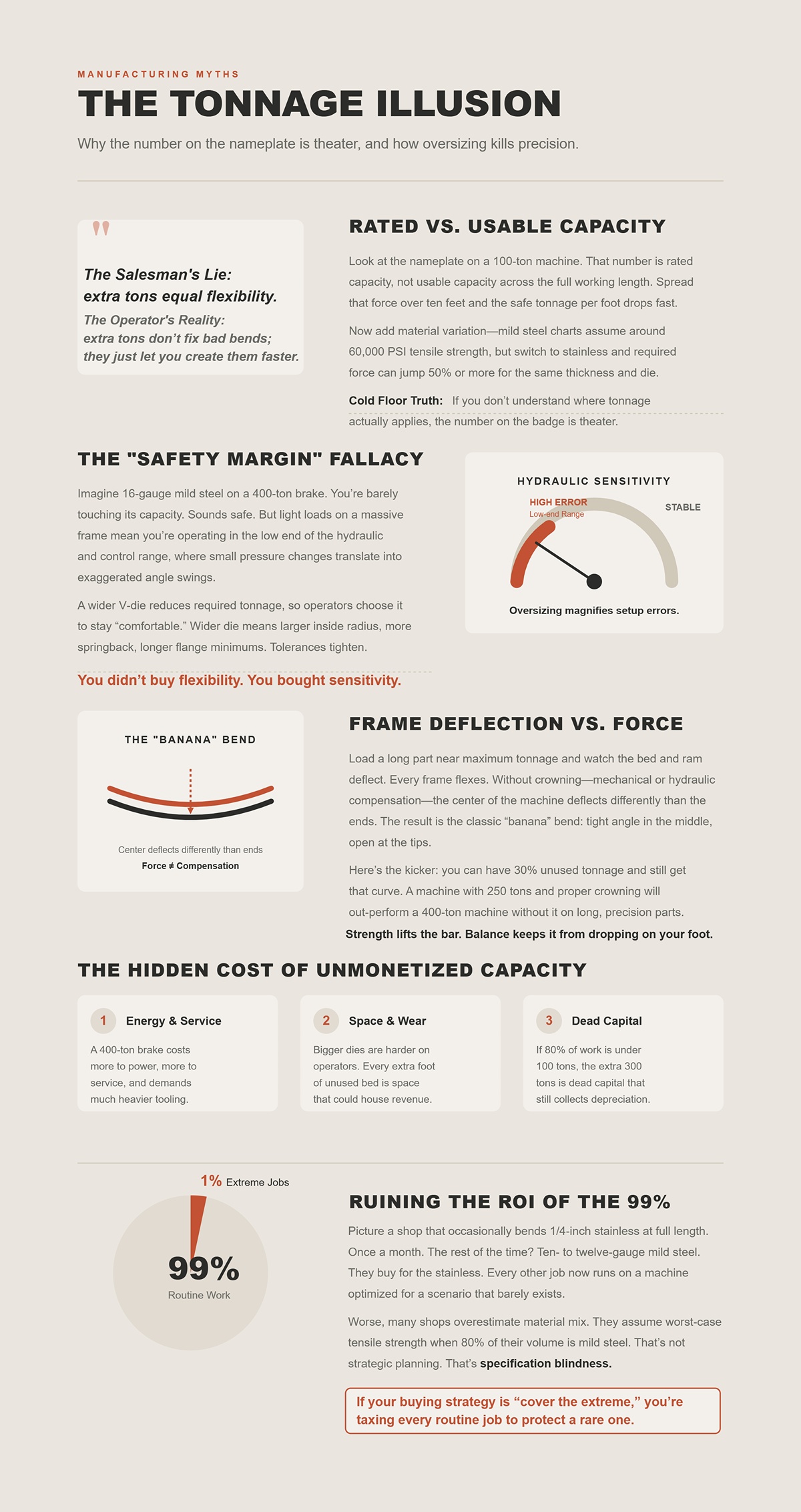
Guarda la targhetta su una macchina da 100 tonnellate. Quel numero indica la capacità nominale, non la capacità effettivamente utilizzabile su tutta la lunghezza di lavoro. Se si distribuisce quella forza su dieci piedi, il tonnellaggio sicuro per piede cala rapidamente. Ora aggiungi la variazione del materiale—i grafici per l’acciaio dolce assumono circa 60.000 PSI di resistenza a trazione, ma passando all’inox la forza richiesta può aumentare del 50 % o più per lo stesso spessore e la stessa matrice.
Così le officine si tutelano. Comprano 30–50 % di tonnellaggio in più “per sicurezza”.”
La menzogna del venditore: più tonnellate equivalgono a più flessibilità. La realtà dell’operatore: più tonnellate non correggono le pieghe sbagliate; semplicemente permettono di crearle più velocemente.
Fredda verità da officina: se non capisci dove il tonnellaggio si applica davvero—per piede, per materiale, per matrice—il numero sulla targhetta è solo una messinscena.
Il che solleva una domanda più difficile: cosa succede quando quel “margine di sicurezza” diventa il problema?
Immagina acciaio dolce da 16 gauge su una pressa da 400 tonnellate. Stai appena sfiorando la sua capacità. Sembra sicuro. Ma carichi leggeri su un telaio massiccio significano che stai operando nella parte bassa del campo idraulico e di controllo, dove piccoli cambiamenti di pressione si traducono in variazioni di angolo esagerate.
Ora aggiungi la scelta della matrice. Una matrice a V più ampia riduce il tonnellaggio richiesto, quindi gli operatori spesso la scelgono per restare “comodi”. Matrice più ampia significa raggio interno maggiore, più ritorno elastico, flangiature minime più lunghe. La geometria cambia. Le tolleranze si restringono. All’improvviso il tuo margine di sicurezza è diventato un problema di tolleranza.
Non hai comprato flessibilità. Hai comprato sensibilità.
Fredda verità da officina: sovradimensionare non ti dà controllo sui lavori leggeri; amplifica gli errori di setup.
Ma anche se scegli la dimensione giusta, che dire del telaio stesso?
Carica un pezzo lungo vicino al tonnellaggio massimo e osserva il banco e la traversa flettersi. Ogni telaio si deforma. Senza bombatura—compensazione meccanica o idraulica—il centro della macchina flette diversamente dalle estremità. Il risultato è la classica piega “a banana”: angolo stretto al centro, aperto alle punte.
Ecco il punto: puoi avere il 30 % di tonnellaggio inutilizzato e ottenere comunque quella curvatura. La capacità di forza non impedisce la deflessione irregolare; lo fa la compensazione.
Una macchina da 250 tonnellate con bombatura appropriata supererà una macchina da 400 tonnellate senza di essa su pezzi lunghi e di precisione. L’ho visto accadere.
La forza alza l’asticella. L’equilibrio evita che ti cada sul piede.
Allora perché i negozi continuano a inseguire numeri più grandi?
Una pressa da 400 tonnellate costa di più in termini di energia, manutenzione e richiede utensili più pesanti. Punzoni e matrici più grandi non sono solo costosi: sono più gravosi per i riscontri posteriori e per gli operatori. Anche lo spazio sul pavimento non è gratuito; ogni piede extra di banco che usi raramente è metratura che potrebbe generare ricavi.
E se l’80% del tuo carico di lavoro è sotto le 100 tonnellate, quelle 300 tonnellate extra sono capitale morto. Il capitale morto continua comunque a generare ammortamento.
Sono dollari destinati al bidone degli scarti che non vedi mai nel preventivo.
Allora perché le officine intelligenti continuano a fare questa scommessa?
Immagina un’officina che occasionalmente piega acciaio inox da 1/4 di pollice a lunghezza piena. Una volta al mese. Il resto del tempo? Staffe in acciaio dolce da dieci a dodici gauge. Comprano per l’inox. Ogni altro lavoro ora viene eseguito su una macchina ottimizzata per uno scenario che praticamente non esiste.
Peggio, molte officine sovrastimano la varietà dei materiali. Presumono la resistenza a trazione nel caso peggiore quando l’80% del loro volume è acciaio dolce. Non è pianificazione strategica. È cecità nelle specifiche.
Se la tua strategia d’acquisto è “coprire l’estremo”, stai tassando ogni lavoro di routine per proteggerne uno raro.
E questo dovrebbe metterti a disagio—perché se il tonnellaggio non è il primo filtro, allora cosa lo è?
Un cliente mi ha portato pezzi provenienti da due diverse presse da 10 piedi. Stesso materiale: acciaio dolce da dieci gauge, lunghezza di otto piedi. Stesso punzone, stessa matrice a V da 1 pollice. Una macchina era da 320 tonnellate con barra di torsione. L’altra da 220 tonnellate con doppio sistema idraulico Y1/Y2 e compensazione attiva.
La macchina da 320 tonnellate aveva una variazione d’angolo di quasi 1,5° da un’estremità all’altra. Quella da 220 tonnellate manteneva entro 0,2° su tutta la lunghezza.
Forza sufficiente in entrambi i casi. Solo una produceva pezzi vendibili senza supervisione continua.
La forza crea la piega. La sincronizzazione e la compensazione determinano se quella piega è coerente su otto piedi, durante il turno, lungo tutto il lotto. La ripetibilità determina se il secondo pezzo corrisponde al primo senza toccare il programma. Questo trio—non il tonnellaggio—è ciò che trasforma una pressa da una macchina brutale in uno strumento di produzione.
La menzogna del venditore: “Questa macchina ha più tonnellate di quante ti serviranno mai.” La realtà dell’operatore: “Ho bisogno che il pistone atterri parallelo al centesimo e vi resti sotto carico.”
Verità sul pavimento freddo: se il tonnellaggio non è il tuo primo filtro, dovrebbero esserlo l’accuratezza della sincronizzazione, la strategia di compensazione e la ripetibilità di posizione.
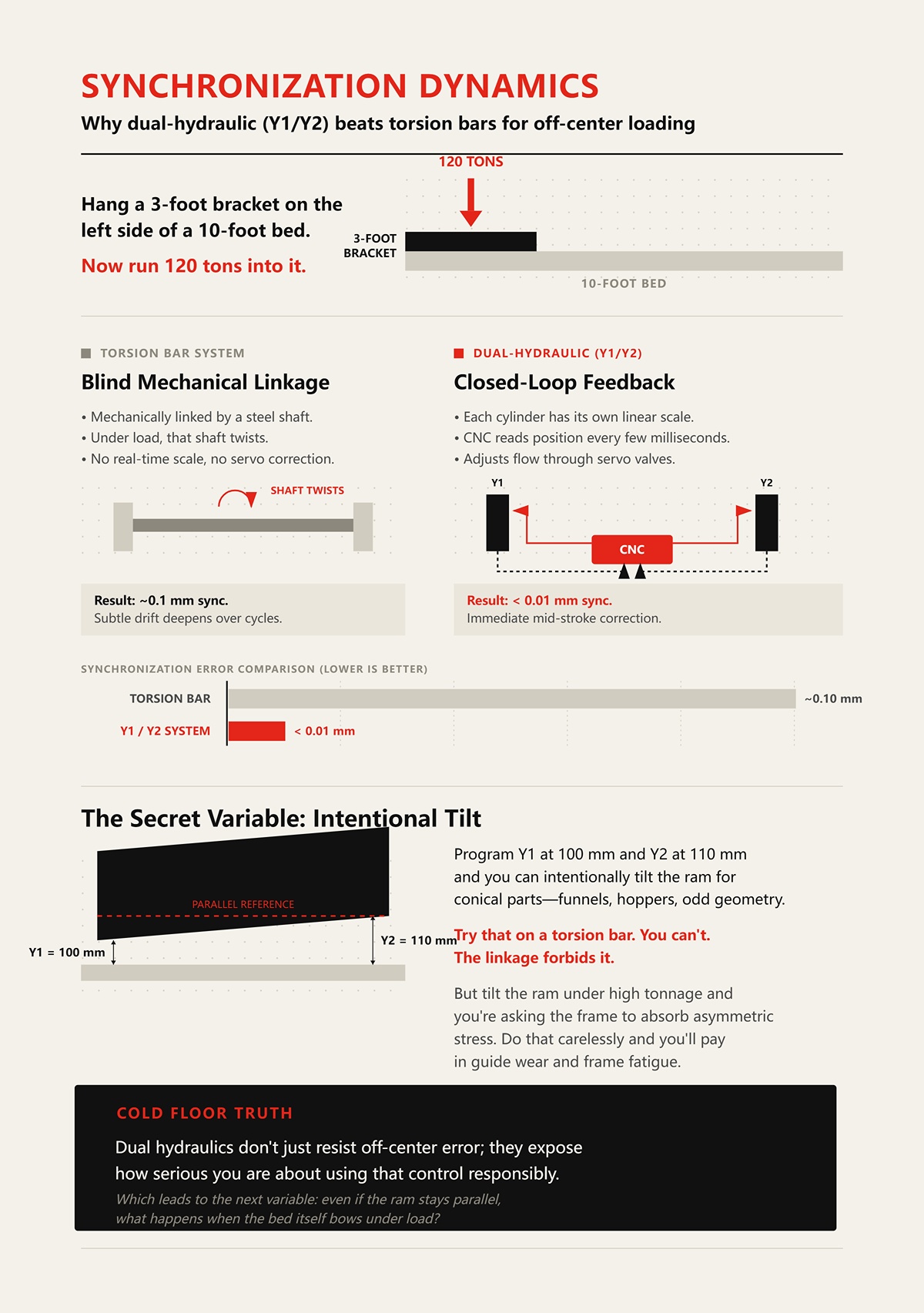
Appendi una staffa da 3 piedi sul lato sinistro di un banco da 10 piedi. Poi applicaci 120 tonnellate.
Su una macchina a barra di torsione, entrambi i lati del martinetto sono collegati meccanicamente da un albero d'acciaio. Sotto carico, quell’albero si torce—micron, sì, ma quanto basta. Non c’è una scala che legge ciascun lato in tempo reale. Nessuna valvola servo che corregge a metà corsa. Ottieni all’incirca una sincronizzazione di 0,1 mm in condizioni ideali, ma con carico fuori centro la barra si deforma elasticamente e la macchina non se ne accorge.
Il risultato non è drammatico. È peggio di così. È una deriva sottile—un lato leggermente più profondo, che si accumula nel tempo man mano che aumentano calore e usura.
Su un sistema idraulico doppio Y1/Y2, ogni cilindro ha la propria scala lineare. Il CNC legge la posizione ogni pochi millisecondi e regola il flusso attraverso valvole servo per mantenere entrambi i lati sincronizzati entro centesimi—meno di 0,01 mm nei sistemi migliori. Il carico fuori centro si manifesta immediatamente come errore di posizione e il controllo lo corregge durante la corsa.
Questo è il meccanismo. Retroazione in anello chiuso contro collegamento meccanico cieco.
Ora, ecco la parte che la brochure omette. Programma Y1 a 100 mm e Y2 a 110 mm e puoi inclinare intenzionalmente il martinetto per realizzare pezzi conici—imbuti, tramogge, geometrie particolari. Prova a farlo su una barra di torsione. Non puoi. Il collegamento lo impedisce.
Ma inclinare il martinetto sotto alta tonnellata significa chiedere al telaio di assorbire uno stress asimmetrico. Se lo fai con poca attenzione, pagherai in usura delle guide e fatica del telaio.
Quindi la sincronizzazione è potere—ma solo quando il telaio e la disciplina di programmazione la supportano.
Verità da officina fredda: i doppi sistemi idraulici non solo resistono all’errore fuori centro; rivelano anche quanto seriamente tu sfrutti quel controllo in modo responsabile.
Il che porta alla variabile successiva: anche se il martinetto rimane parallelo, cosa succede quando il banco stesso si flette sotto carico?
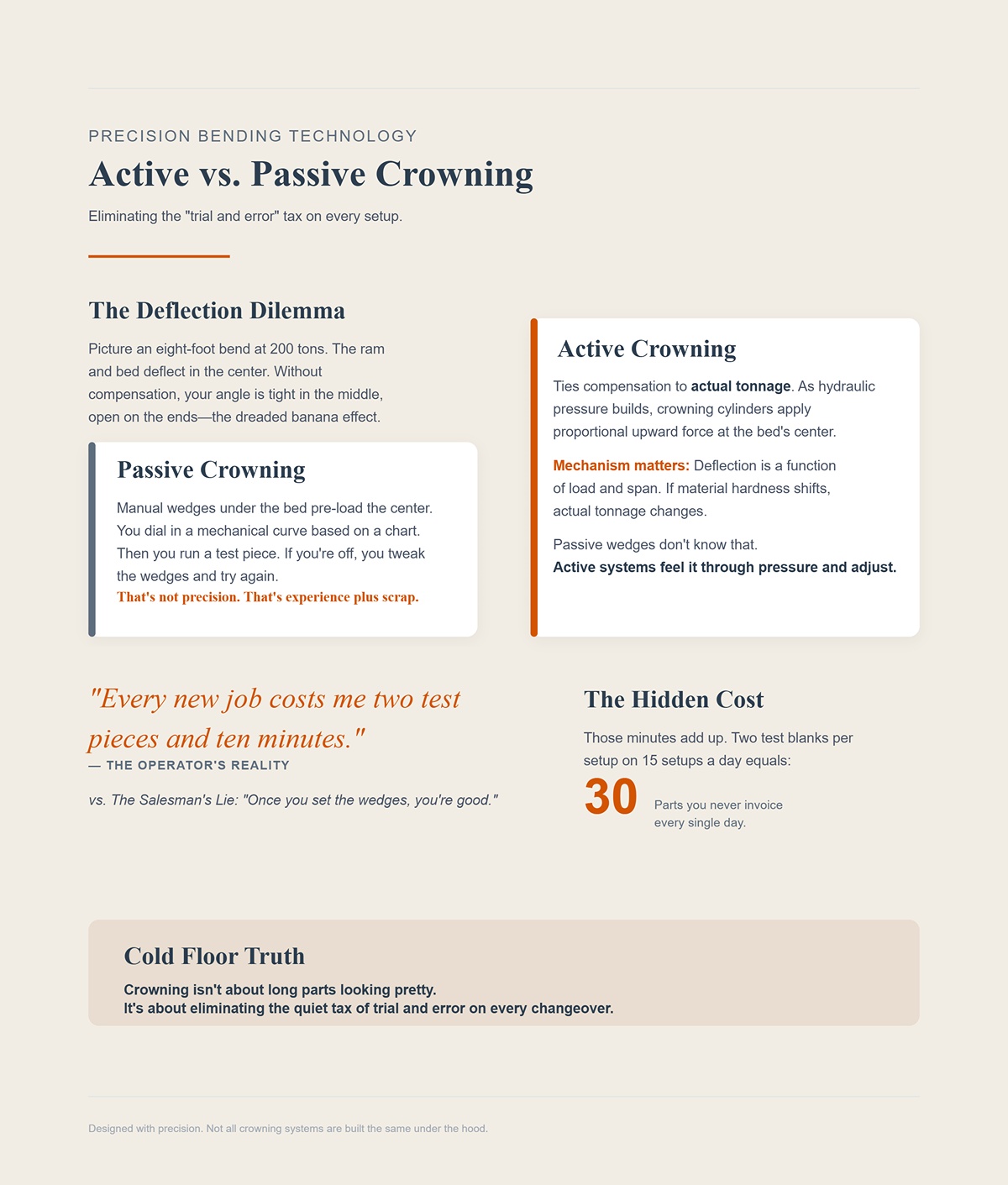
Immagina una piegatura di due metri e mezzo a 200 tonnellate. Il martinetto e il banco si flettono al centro. Senza compensazione, l’angolo è più stretto al centro e più aperto alle estremità—la “banana” di cui abbiamo parlato prima.
Un sistema di crowning passivo—cunei manuali sotto il banco—ti permette di pre‑caricare il centro. Regoli una curva meccanica basata su una tabella: materiale, spessore, lunghezza, tonnellaggio stimato. Poi esegui una prova. Se sei fuori, ritocchi i cunei e tenti di nuovo.
Questo non è precisione. È esperienza più scarto.
Il crowning attivo collega la compensazione al tonnellaggio effettivo. Mentre la pressione idraulica cresce, i cilindri di crowning applicano una forza proporzionale verso l’alto al centro del banco. Il sistema flette il banco in direzione opposta alla deflessione del martinetto in tempo reale.
Il meccanismo conta qui. La deflessione è funzione di carico e luce. Se la durezza del materiale varia—ad esempio acciaio dolce in un lotto, più alto limite di snervamento nel successivo—il tonnellaggio effettivo alla stessa profondità programmata cambia. I cunei passivi non lo sanno. I sistemi attivi lo percepiscono attraverso la pressione e si regolano.
La differenza si vede nei tempi di impianto. Nei lavori ad alta varietà, il crowning passivo significa piegare di prova, misurare, correggere. Il crowning attivo significa accuratezza al primo pezzo molto più spesso.
La bugia del venditore: “Una volta regolati i cunei, sei a posto.” La realtà dell’operatore: “Ogni nuovo lavoro mi costa due pezzi di prova e dieci minuti.”
Quei minuti si accumulano. Due pezzi di prova per impostazione su 15 impostazioni al giorno sono 30 parti che non fatturi mai.
Verità da officina fredda: il crowning non riguarda la bellezza dei pezzi lunghi. Riguarda l’eliminazione della silenziosa tassa di prova ed errore a ogni cambio.
Ma non tutti i sistemi di crowning sono costruiti allo stesso modo al loro interno.
Diciamo che ieri l’acciaio dolce da dieci gauge ha mostrato una resistenza alla trazione di circa 60.000 PSI. Il lotto di oggi si avvicina a 70.000. Stesso spessore. Stesso programma.
La tonnellata richiesta aumenta. La flessione aumenta con essa.
I sistemi a cuneo meccanici sono statici. Li imposti in base alla tonnellata stimata. Se il carico effettivo aumenta di 15%, la compensazione risulta ora insufficiente. L’angolo si apre di nuovo alle estremità. Si compensa alla profondità del punzone, il che modifica il raggio interno e la geometria della flangia.
I sistemi di bombatura idraulici legati alla pressione reagiscono al carico reale. Una tonnellata maggiore genera automaticamente una forza di bombatura più alta. La curva del banco segue la curva di flessione del punzone.
C’è complessità qui – valvole servocontrollate, guarnizioni, sensori. Costano di più all’inizio e richiedono disciplina nella manutenzione. In un’officina a bassa varietà che produce lo stesso pezzo per settimane, i cunei meccanici possono avere senso finanziario.
Ma in un ambiente ad alta variabilità, dove i lotti di materiale e le lunghezze dei pezzi cambiano ogni giorno, la bombatura idraulica mantiene l’angolo uniforme senza dover ricalibrare l’impostazione ogni volta.
È qui che nasce il ritorno sull’investimento. Non nella tonnellata di picco, ma nel fatto che la macchina non si preoccupa quando il materiale non è “da manuale”.
Verità da officina fredda: se il tuo materiale varia, la compensazione statica diventa un’indovinata. E l’indovinata è solo scarto con un cappello diverso.
Quindi il punzone è parallelo. Il banco è compensato. E la posizione del pezzo?
Ho visto officine vantarsi di una velocità di riscontro posteriore di 1.000 mm/sec. Sembra impressionante, finché non si misura la ripetibilità.
Prendi una staffa con quattro pieghe, tutte riferite alla prima flangia. Se il tuo riscontro ripete entro ±0,05 mm, i pattern dei fori si allineano in saldatura. Se deriva di ±0,3 mm, stai forzando i pezzi nei dispositivi di fissaggio, smerigliando linguette, dando la colpa al laser.
La velocità di spostamento influenza il tempo di ciclo. La ripetibilità determina se l’assieme combacia.
I riscontri posteriori di alta qualità utilizzano viti a ricircolo di sfere di precisione, dita rigide e encoder che chiudono il loop sulla posizione. I sistemi economici si basano sul conteggio dei passi e su assunzioni a ciclo aperto. Dopo migliaia di cicli, i giochi e l’usura si manifestano come deformazione dimensionale.
Ecco la connessione che la maggior parte delle persone manca: sincronizzazione e bombatura mantengono l’angolo costante. La ripetibilità del riscontro mantiene costante la lunghezza della flangia. Angolo più lunghezza uguale geometria. La geometria determina l’adattamento.
Puoi avere tonnellaggio perfetto, vernice splendida, e comunque spedire pezzi che fanno impazzire il saldatore.
La bugia del venditore: “È veloce.” La realtà dell’operatore: “Il decimo pezzo si adatta come il primo?”
Verità da officina fredda: la velocità produce pezzi rapidamente. La ripetibilità produce pezzi che si assemblano bene.
E quando inizi ad aggiungere assi — R, Z1, Z2, X1, X2 — la domanda non è quanti ne hai. È se quella complessità aggiuntiva rafforzi questa triade... o la indebolisca silenziosamente.
Hai la sincronizzazione. Hai la bombatura attiva. Il tuo riscontro posteriore si ripete entro pochi centesimi. Poi il dépliant scivola sul tavolo e dice: aggiungi R, aggiungi Z1/Z2, aggiungi X1/X2. Sei assi. Otto assi. Completamente automatico.
Ecco quindi la vera domanda: quegli assi extra rafforzano la triade della qualità — o moltiplicano solo i modi in cui puoi perderla?
Una pressa piegatrice è come un sollevatore di pesi. La forza bruta fa bella figura in una foto di catalogo. Ma senza equilibrio e sincronizzazione, il bilanciere oscilla. In officina, quell’oscillazione si traduce in lunghezze di flangia incoerenti, sequenze di piegatura errate e pezzi che si adattano solo dopo che una mola “li ha sistemati”. Più assi significano maggiori esigenze di coordinazione. La coordinazione è software, risposta dei servomotori e giudizio dell’operatore impilati uno sopra l’altro.
Gli assi non creano precisione. La richiedono.
Verità del pavimento freddo: ogni nuovo asse è un’altra parte mobile che deve restare sincronizzata con la triade — oppure diventa un modo molto costoso per produrre scarti più velocemente.
Passiamo ai fatti concreti.
Una configurazione base a 2 o 3+1 assi — Y1/Y2 per il controllo del punzone, X per la profondità del riscontro, forse R per l’altezza verticale — gestisce la maggior parte dei lavori di staffe e involucri che vedo nelle officine di medie dimensioni. Le lunghezze delle flange sono consistenti. Le sequenze sono semplici. Gli operatori regolano i fermi in base alla sensibilità ed esperienza.
Collo di bottiglia del tempo ciclo? Di solito la movimentazione del materiale. O il camminare fino al magazzino. Non la corsa degli assi.
Ora inserisci un riscontro posteriore a 6 assi con dita Z1/Z2 indipendenti e movimento R programmabile. Su pezzi asimmetrici — flange sfalsate, pieghe inverse, pezzi che non si possono capovolgere — quel sistema può eliminare il riposizionamento manuale tra le pieghe. Questa è vera produttività quando la geometria lo richiede.
Ma ecco cosa osservo sul pavimento: il primo allestimento richiede più tempo. Programmare la sequenza per il movimento indipendente delle dita, controllare le collisioni, insegnare alla macchina l’orientamento del pezzo — tutto questo consuma tempo. Se l’80% dei tuoi lavori è semplice, quella complessità non elimina un collo di bottiglia. Ne crea uno.
La menzogna del venditore: “Più assi significano meno lavoro per l’operatore.” La realtà dell’operatore: “Più assi significano più decisioni prima di fare il primo pezzo buono.”
Verità del pavimento freddo: se il tuo collo di bottiglia non è il riposizionamento del riscontro, sei assi non lo risolveranno.
L’indipendenza di Z1/Z2 brilla su pezzi asimmetrici lungo la linea di piegatura. Pensa a un pannello in cui la flangia sinistra è di 40 mm e quella destra di 65 mm, e non puoi capovolgere il pezzo a causa di caratteristiche a monte. Le dita indipendenti consentono a ciascun lato di sostenere il proprio riferimento senza scorrimento manuale.
È essenziale quando il progetto del pezzo lo impone.
Ora immagina staffe ad alto volume con flange identiche a sinistra e a destra. Acciaio dolce da dieci decimi, due metri e mezzo di lunghezza. Pieghe dritte, stesso bordo di riferimento ogni volta. Programmare Z1/Z2 per muoversi indipendentemente per variazioni minime è come mettere sedili elettrici su un muletto — bello, ma non è ciò che fa guadagnare.
Ecco la parte che i fornitori non sottolineano: il movimento indipendente richiede una calibrazione precisa tra le due dita. Se un servomotore deraglia o una vite a ricircolo di sfere sviluppa gioco, la tua “precisione indipendente” diventa errore indipendente. Ora la tua sincronizzazione e bombatura sono perfette — ma il tuo bordo di riferimento si sposta di un decimo qui, due decimi là.
Angolo più lunghezza fanno geometria. Non puoi permetterti che nessuno dei due vaghi.
Verità del pavimento freddo: Z1/Z2 è uno strumento per vincoli di progettazione — non un simbolo di status per la scheda tecnica.
È qui che le cose si fanno brutte.
Ogni asse—X, R, Z1, Z2, X1, X2—si affida a servocomandi e a un controller che coordina il movimento. Quando il controller non riesce a elaborare ed eseguire quei movimenti abbastanza velocemente, si genera un ritardo. Non visibile. Un ritardo di millisecondi.
Ma nella parte inferiore della corsa, i millisecondi contano.
La sincronizzazione del martinetto Y1/Y2 mantiene la trave parallela. Aggiungi movimenti complessi del riscontro posteriore che devono liberarsi, riposizionarsi e stabilizzarsi prima che la piegatura si completi, e stai accumulando eventi temporali. Se il controllo non è abbastanza veloce, il martinetto può raggiungere la profondità prima che il riscontro sia completamente stabile. Oppure il riscontro si stabilizza, ma il feedback di posizione non è ancora completamente stazionario.
È così che ottieni la prima parte buona, la quinta dubbia, e la decima nel contenitore degli scarti.
La macchina dice ancora “sei assi.” Il contenitore degli scarti dice “incompatibilità del controller.”
Immagina acciaio dolce da 16 gauge su una pressa da 400 tonnellate. Capacità enorme. Ora immagina il controller che si blocca di fronte a comandi simultanei per più assi. Il problema non è la potenza. È la coordinazione sotto carico. Stessa storia.
Verità da officina: Un alto numero di assi senza un controller che possa davvero sincronizzarli è solo complessità che supera il controllo.
Ecco la verità scomoda che molti proprietari imparano a proprie spese.
Se stai producendo 500 pezzi identici, geometria semplice, stesso materiale per tutta la settimana, una macchina ben sincronizzata a 3+1 assi con compensazione attiva produce spesso più di un sistema completo a 6+1 assi. Meno parametri. Programmazione più rapida. Meno possibilità di errore.
Le regolazioni manuali—spostare un dito, dare un piccolo colpo ad un fermo—richiedono pochi secondi quando l’operatore conosce il lavoro. Programmare assi indipendenti per piccole differenze può richiedere minuti. Minuti moltiplicati su piccoli lotti diventano denaro reale.
Ora ribalta la situazione.
Se hai un’elevata varietà, bassi volumi, geometrie complesse che cambiano ogni ora, assi avanzati collegati a un controller veloce e a una buona programmazione offline possono ridurre gli scarti di setup ed eliminare riposizionamenti manuali ripetuti. È lì che rendono.
Quindi la domanda giusta non è “Quanti assi posso permettermi?” ma “Cosa richiede realmente il mio lavoro, e il mio personale e il controller possono gestirlo?”
Verità da officina: Più assi aumentano il potenziale. Aumentano anche il costo di ogni errore.
Ed è questo il ponte verso l’unico confronto che conta davvero—abbinare tipi di officina specifici a configurazioni specifiche, invece di comprare il sollevatore più muscoloso del poster sperando che l’equilibrio arrivi gratis.
Lo scorso inverno ho visitato tre officine in una settimana. Una ha lavorato 20 codici di parte diversi prima di pranzo. Una piegava solo lastre da 3/8 e 1/2 per le scale. La terza stava installando il suo primo robot. Tutte e tre cercavano “più tonnellaggio.”
Stesso venditore. Tre realtà completamente diverse.
La domanda non è quante assi puoi aggiungere. È cosa rappresentano davvero 80% della tua giornata — e se la tua strategia di sincronizzazione e di compensazione ti protegge in quella situazione. Perché la forza senza controllo della flessione è solo un modo costoso per produrre scarti coerenti. E le assi senza un carico di lavoro che le giustifichi sono solo menu software in attesa di un errore.
Allora, quali configurazioni si adattano davvero?
Immagina una bacheca di lavoro con 30 ordini appesi. Oggi lamiera da 14 gauge, domani da 11 gauge, poi un involucro in acciaio inox che si deforma sempre in modo diverso da quanto indicato nel disegno.
Ecco la parte che la maggior parte delle officine diagnostica male: un aumento di 10% nella resistenza a trazione richiede circa 10% di forza in più — e circa 10% di compensazione in più per mantenere paralleli il punzone e il banco sotto carico. Un incremento di spessore di 10%? Ti avvicini a 20% di pressione in più. Se la tua compensazione è meccanica e statica, non può adattarsi sotto sforzo. L’operatore vede l’angolo aprirsi a metà lunghezza e dà la colpa al ritorno elastico.
Ma è la trave che si flette.
I sistemi di compensazione idraulici o CNC che si adattano dinamicamente durante la piegatura sono ciò che mantiene sane le officine ad alta variabilità. Non perché siano appariscenti — ma perché reagiscono quando la realtà del materiale non corrisponde al calcolatore. Senza quello, il tuo “cambio in 10 minuti” diventa 10 minuti più tre pezzi di prova.
Ora mettilo alla prova. Anche con la compensazione CNC multizona, il sistema assume un comportamento ideale del materiale. L’acciaio reale varia. Hai comunque bisogno di un operatore che capisca ciò che sta vedendo. I riscontri posteriori rapidi e le dita indipendenti Z1/Z2 aiutano quando la geometria lo impone — ma se la tua compensazione non riesce a seguire le variazioni di spessore e resistenza, la tua velocità altrove non conta.
La menzogna del venditore: “Il riscontro posteriore a sei assi riduce i tempi di setup.” La realtà dell’operatore: “Se l’angolo devia, lo inseguo comunque, non importa quanto velocemente si muovano le dita.”
Verità sul pavimento freddo: nel lavoro ad alta variabilità, la precisione dinamica della compensazione fa risparmiare più denaro nel bidone degli scarti di quanto possa fare un asse di riscontro posteriore in più.
Ma cosa succede se i tuoi pezzi cambiano raramente — e il tuo problema non è la variabilità, ma la massa?
Immagina una lamiera da mezzo pollice, lunga 10 piedi. Due pieghe per pezzo. Tutto il giorno.
Variazioni di spessore di 10%. Circa 20% di forza in più richiesta. Su lamiera pesante, quell’aumento non è teorico — è ciò che accade quando cambia una partita di laminato. Se il tuo telaio non è abbastanza rigido, nessuna compensazione programmata ti salverà completamente. Il punzone e il banco restano compensati, ma i montanti laterali respirano.
Anche con una compensazione perfetta, gli studi mostrano che la variazione dell’angolo può essere di circa ±0,3 gradi solo per la variabilità del materiale nella lamiera da un quarto di pollice. Quando vedo officine che sbagliano di più, il colpevole di solito non è la compensazione — ma la flessione del telaio o la scarsa sincronizzazione Y1/Y2 sotto carico.
Ecco dove la scheda tecnica ti inganna. La velocità del ciclo sembra impressionante. Il numero di assi appare moderno. Ma la fabbricazione pesante vive di corsa completa, gola profonda e massa del telaio. Se non riesci a far entrare fisicamente il pezzo perché la gola è troppo corta, oppure stai arrivando a fondo corsa prima di liberare una piega di ritorno, tutta la velocità dei servomotori del mondo non ti servirà.
La menzogna del venditore: “Hai 500 tonnellate. Sei a posto.” La realtà dell’operatore: “Se il telaio si torce, sto piegando una banana.”
Verità sul pavimento freddo: nel lavoro strutturale, la rigidità e l’ampiezza geometrica battono la velocità del ciclo ogni volta — e la compensazione deve adattarsi alle variazioni di spessore, non solo alla capacità di tonnellaggio.
Ora cosa succede quando l’officina manuale di oggi pianifica di installare un robot l’anno prossimo?
Un operatore umano compensa in modo subconscio. Se la flangia viene leggermente più lunga, regola la pressione della presa, riposiziona il pezzo e regola la profondità al volo.
Un robot fa esattamente ciò che gli hai detto di fare. Né più. Né meno.
È qui che ulteriori assi — altezza R programmabile, posizionamento Z1/Z2, talvolta anche profondità X1/X2 — smettono di essere un lusso e diventano una necessità. Il robot ha bisogno di posizioni di riferimento prevedibili e di percorsi di movimento privi di collisioni. Il movimento indipendente delle dita, che sembrava eccessivo in modalità manuale, diventa essenziale quando una pinza non può “sentire” l’ambiente attorno a un fermo disallineato.
Ma ecco la trappola: aggiungere assi in vista di una futura automazione senza aggiornare la velocità e la sincronizzazione del controllore è il modo migliore per costruire una macchina di esitazione molto costosa. I robot odiano aspettare dei riscontri lenti. Odiano anche la deriva angolare. Se la bombatura non è dinamica e ripetibile, il robot produrrà fedelmente scarti identici.
Verità nuda di officina: Pianifica gli assi in funzione dell’automazione di domani solo se il tuo controllo e la tua bombatura sono abbastanza solidi da rendere la ripetizione un vantaggio, non una responsabilità.
E a volte la mossa di automazione più intelligente non è affatto aggiungere più assi su una singola macchina.
Ho visto officine valutare un mostro da 1.000 tonnellate per gestire pezzi occasionali da 20 piedi.
Poi ho visto due macchine da 500 tonnellate funzionare in tandem per pezzi lunghi — e separate per il lavoro quotidiano.
Sulla carta, la singola piegatrice gigante sembra più semplice. Un solo telaio. Un solo controllo. Un numero imponente sulla brochure. Ma la maggior parte delle officine non piega pezzi da 20 piedi tutto il giorno. Piegano acciaio dolce da dieci gauge, lungo otto piedi, staffe e canali che bloccherebbero quel mostro utilizzandone solo una frazione della capacità.
Due macchine più piccole e ben sincronizzate offrono possibilità. Usale insieme quando la lunghezza lo richiede. Separale e raddoppia la produttività sul lavoro standard per il resto della settimana. Se una si ferma, non resti completamente fermo.
Ma anche qui, la sincronizzazione è fondamentale. La modalità tandem richiede un controllo preciso di Y1/Y2 su entrambi i telai e strategie di bombatura coordinate. Se una macchina si flette diversamente, lo noterai al centro del pezzo.
La bugia del venditore: “Compra una volta sola. Vai al massimo.” La realtà dell’operatore: “La maggior parte dei giorni ho bisogno di equilibrio — non di un cartellone pubblicitario.”
Verità nuda di officina: La miglior pressa piegatrice non è la più forte nella locandina. È quella il cui controllo, bombatura e configurazione corrispondono al lavoro che effettivamente svolgi per l’80% del tempo.
E una volta capito questo, la scheda tecnica inizia a sembrare molto meno un trofeo — e molto più una trappola pronta a essere fraintesa.
Date tutte queste variabili, come fa un’officina a decidere concretamente?
Smetti di acquistare basandoti sui numeri di copertina e inizia a leggere le note in piccolo come se fosse un contratto scritto contro di te.
Una scheda tecnica è come il poster di un sollevatore nel mezzo della spinta: numero alto, petto in fuori, bilanciere sopra la testa. Impressionante. Ma il poster non mostra se riesce a tenere la barra ferma o se le ginocchia cedono sotto carico. E in officina, quando la barra cade, finisce nel bidone degli scarti.
Il venditore vende la forza di picco. L’officina paga per la flessione, il tempo di setup e la deriva angolare.
Se non sai come decifrare un preventivo, finirai per confrontare macchine che non stanno nemmeno giocando alla stessa partita.
“400 tonnellate.”
A quale distanza?
Le portate nominali sono legate a una specifica distanza tra i telai laterali e a una specifica distribuzione del carico. Cambia la distanza dalla linea centrale. Cambia l’apertura della matrice. Cambia la larghezza del materiale. La forza disponibile per piede cambia, e lo stesso vale per la flessione.
Ora aggiungi il gioco delle unità di misura. Un fornitore indica tonnellate corte per piede. Un altro tonnellate metriche per metro. Su carta sembrano abbastanza simili da sembrare comparabili. Non lo sono. Ho visto officine pensare di acquistare una macchina 10% più potente, quando in realtà stavano solo leggendo due sistemi di misura diversi.
La Menzogna del Venditore: “È una macchina da 300 tonnellate.” La Realtà dell’Operatore: “Alla mia lunghezza di lavoro e con la mia matrice, si comporta come una da 240.”
Ed è qui che diventa sottile. Puoi ridurre la tonnellaggio richiesto aprendo la matrice a V da 8× lo spessore del materiale a 12×. La forza cala piacevolmente sul grafico. Ma il raggio interno cresce, la geometria della flangia cambia, e improvvisamente il tuo pezzo non si appoggia più al riscontro come prima. Hai risparmiato tonnellaggio e ti sei procurato problemi di accoppiamento.
Verità del Pavimento Freddo: La portata nominale è una promessa condizionale, non una verità universale — e se non allinei la condizione ai tuoi pezzi reali, stai pianificando con numeri fantasiosi.
Quindi, se la forza non è assoluta, il software può colmare le lacune?
I controlli moderni simulano la piega prima che il pistone si muova. Libreria dei materiali. Compensazione del ritorno elastico. Rilevamento delle collisioni. Sembra chirurgico.
Ma la simulazione presume che il telaio si comporti come previsto dal modello.
Le macchine idrauliche e quelle elettriche non erogano la forza nello stesso modo. I sistemi elettrici applicano la forza più precisamente, ma spesso con caratteristiche diverse di velocità e corsa. Se il modello di piegatura del software si basa su ipotesi idrauliche riguardo alla fase di mantenimento o all’aumento di pressione, potresti ottenere una simulazione perfetta e un angolo reale sbagliato.
Immagina acciaio dolce da 16 gauge su una pressa da 400 tonnellate. La simulazione dice che sei al 20% di capacità. Ampio margine. Ma se la sincronizzazione sotto carico leggero non è precisa — se Y1/Y2 non sono perfettamente allineati — quel lavoro “facile” mostra un’inclinazione da sinistra a destra. Non perché mancasse forza. Ma perché mancava controllo a bassa forza.
La Menzogna del Venditore: “Il controllo calcola tutto.” La Realtà dell’Operatore: “Il controllo non può irrigidire un telaio.”
Verità del Pavimento Freddo: Il software predice la forza; non può annullare la fisica. Se il ferro si torce, il codice registra semplicemente la torsione.
E anche se la macchina è perfettamente sincronizzata, puoi fisicamente lavorare i tuoi pezzi con essa giorno dopo giorno?
È qui che gli accordi muoiono silenziosamente.
La luce del giorno è la distanza aperta tra il pistone e il banco. La corsa è quanto il pistone si sposta. La profondità della gola è quanto in profondità puoi portare una flangia prima di colpire il telaio. Nessuna di queste caratteristiche appare eroica in una brochure. Tutte determinano se il tuo pezzo si adatta.
Ho visto officine comprare per la tonnellata e poi scoprire che non riescono a liberare una flangia di ritorno senza utensili personalizzati o girando il pezzo tre volte. Ogni rotazione aggiunge tempo di movimentazione. Ogni spostamento aggiunge variabilità. Il tuo tempo ciclo teorico evapora nel movimento umano.
La compatibilità degli utensili racconta la stessa storia. Se la macchina utilizza punzoni proprietari che costano 30% in più per stazione, sono soldi da rottame nascosti nella spesa di capitale. In cinque anni, quella differenza può equivalere a un aggiornamento del servo che ti serviva davvero.
Ma anche se scegli la dimensione giusta, che dire del telaio stesso?
Verità da officina: una pressa che non può accogliere comodamente i tuoi pezzi da 80% non è “versatile”. È un compromesso quotidiano che pesa su ogni turno.
Quindi forse ti concentri invece sulla velocità.
La velocità di avvicinamento è quanto rapidamente il pistone si muove prima di toccare il materiale. La velocità di piegatura è quanto si muove sotto carico.
Indovina quale viene stampata in caratteri più grandi.
Se il tuo ciclo è dominato dalla movimentazione — carico, allineamento, misurazione, scarico — risparmiare mezzo secondo sulla velocità di avvicinamento non cambierà la tua produttività. Se pieghi a aria parti sottili con corse brevi tutto il giorno, allora la velocità di avvicinamento conta di più. Il contesto decide.
La lamiera pesante racconta una storia diversa. Sotto carico, la velocità di piegatura spesso rallenta per proteggere il telaio e mantenere la precisione. Non è un difetto. È fisica e buona ingegneria. Una macchina che scende velocemente ma si muove in modo imprevedibile sotto carico distruggerà il tuo ritmo e i tuoi angoli.
La menzogna del venditore: “Questa è 30% più veloce.” La realtà dell’operatore: “Mostrami la velocità a pieno carico, alla mia lunghezza di lavoro.”
Verità da officina: l’unica velocità che paga è quella che sopravvive al contatto con il materiale — e resta precisa mentre lo fa.
Spogliando via il clamore, il modello è chiaro: ogni numero impressionante in un preventivo ha una condizione allegata.
Quindi la vera domanda non è quale specifica è più grande.
È quali condizioni corrispondono alla tua officina.
Se ogni specifica è condizionata, non confronti le macchine in base ai loro massimi — le confronti in base a come si comportano sui tuoi pezzi più comuni.
Prendi gli ultimi 12 mesi di lavori di piegatura. Non il pezzo “eroe” che mostri ai clienti. L’impilamento noioso: staffe, coperture, telai, involucri. Elenca materiale, spessore, lunghezza di piega, raggio interno, tolleranza. Vedrai un modello. La maggior parte delle officine lo vede.
L’errore è acquistare per il 5% più vistoso di quell’elenco.
La menzogna del venditore: “Ti abituerai alla tonnellata extra.” La realtà dell’operatore: “La pagherò ogni giorno su pezzi che non ne hanno mai avuto bisogno.”
Un freno è un sollevatore di pesi. La forza bruta fa un figurone sul poster. Ma senza equilibrio e controllo, tutto ciò che stai facendo è lasciare cadere il bilanciere — e in un’officina, quel bilanciere finisce nel cassone degli scarti.
Verità da pavimento freddo: compra la macchina che rende i tuoi lavori comuni più veloci e puliti, non quella che si vanta di più con il pezzo più raro.
Quindi, come trasformi tutto ciò in una scheda tecnica che significhi davvero qualcosa?
Inizia con il tuo lavoro più pesante ricorrente non con il mostro annuale. Se pieghi regolarmente acciaio dolce da dieci gauge, lungo otto piedi, quello è il tuo punto di riferimento. Calcola la tonnellata reale per le tue aperture di matrice e materiali reali — e sii onesto su inox contro dolce, perché la sola scelta della matrice può far variare drasticamente la forza richiesta.
Ora applica la regola del telaio di cui la maggior parte delle brochure sussurra: la piena tonnellata deve essere distribuita su almeno il 60 % della distanza tra i telai laterali. Su una macchina da 10 piedi, ciò significa che non puoi scaricare la forza massima su una sezione di tre piedi senza invitare una deformazione permanente.
È qui che gli acquirenti esagerano nella correzione. Vedono variabilità nei grafici di tonnellaggio e passano di dimensione “per sicurezza”. Ma se il tuo reale carico dell’80 % vive tra il 65–75 % della capacità nominale, sei nella zona giusta: abbastanza margine per variazioni di materiale, non così tanta macchina da pagare per ferro inutilizzato.
La parte non ovvia? Sovradimensionare può rendere le piegature parziali più rischiose, non più sicure. Grande macchina. Pezzo corto. Carico localizzato alto. Pensavi di aver comprato un’assicurazione; hai comprato una concentrazione di stress.
Verità da pavimento freddo: dimensiona in base al lavoro più pesante che esegui realmente ogni settimana — e assicurati che quel carico si trovi comodamente all’interno del punto dolce strutturale della macchina, non sul suo limite da vanto.
Ma la tonnellata stabilisce solo il limite superiore. Cosa mantiene costanti i pezzi lungo quella lunghezza?
Non stai comprando forza. Stai comprando forza controllata.
Fai queste domande e non accettare risposte vaghe:
Come viene applicata la bombatura — cunei manuali, idraulica o bombatura dinamica CNC controllata collegata alla tonnellata?
Se la regolazione non è automatica e ripetibile, stai regolando a sensazione. È un ±1,0° pronto a succedere.
La bombatura viene calcolata da un feedback di carico in tempo reale o da tabelle preimpostate?
Le preimpostazioni presumono materiale ideale. L’acciaio reale non legge le brochure.
Come viene misurata e corretta la sincronizzazione Y1/Y2 sotto carico leggero e con carico asimmetrico?
Immagina una lamiera d’acciaio dolce da 16 gauge su una pressa da 400 tonnellate. Bassa percentuale della capacità. Se i montanti si spostano anche solo leggermente, noterai il conicismo prima ancora di percepire la forza.
Qual è la variazione d’angolo dimostrata lungo tutta la lunghezza di lavoro su una piegatura ad aria standard?
Non teorica. Mostra i pezzi. Metti un goniometro su di essi.
Cosa succede alla consistenza dell’angolo a 70% del tonnellaggio nominale su otto piedi?
È lì che si svolge la maggior parte del lavoro reale. Non a 100%. Non a 10%.
La Menzogna del Venditore: “Ha il compenso di bombatura CNC e sincronizzazione a circuito chiuso.” La Realtà dell’Operatore: “Circuito chiuso di cosa, corretto come, e provato su quale materiale?”
Se non sanno rispondere chiaramente, hai trovato la tua lacuna.
Ed è in quella lacuna che nasce lo scarto.
Smetti di chiedere, “Qual è la massima tonnellata?” e inizia a chiedere, “Quanti pezzi buoni al primo colpo otteniamo per turno?”
Ecco un’ipotesi che si ripete ogni settimana: l’Officina A compra una pressa idraulica da 250 tonnellate per sicurezza. L’Officina B compra una elettrica da 180 tonnellate con sincronizzazione precisa e bombatura automatica. Entrambe possono tecnicamente gestire il carico di lavoro.
L’Officina A impiega tre piegature di prova per regolare l’angolo lungo la lunghezza. L’Officina B raggiunge la tolleranza al secondo pezzo perché la macchina compensa automaticamente la flessione. Moltiplica questo per 20 impostazioni a settimana.
La differenza non è la potenza. Sono il tempo e lo scarto che indossano un cappello diverso.
Misura il ROI in tre categorie:
Se una macchina più piccola e meglio controllata riduce l’impostazione anche solo di cinque minuti per lavoro in un ambiente ad alta varietà, sono ore a settimana. Le ore diventano capacità. La capacità diventa margine.
Forza senza compensazione della flessione è semplicemente un modo costoso per generare scarti.
La nuova prospettiva è questa: tratta la tonnellata come un vincolo da superare, poi classifica le macchine in base a quanto intelligentemente gestiscono flessione, sincronizzazione e ripetibilità all’interno del tuo carico di 80%. Quando le valuti in questo modo, il numero più grande sul preventivo smette di essere impressionante — e inizia a essere irrilevante.


















