

400 tonluk bir abkant pres yerde duruyor; yeni boya, büyük rozet, etkileyici broşür. İş mi? Sekiz fit uzunluğunda, on numara yumuşak çelik. Rutin olmalıydı. Bunun yerine operatör açı kovalıyor: ortada 89°, uçlarda 91°. Basıncı artırıyor. Daha da kötüleşiyor.
Tonlarca güç var. Kontrol yok.
Bu sahne tanıdık geliyorsa, iyi. “Daha fazla tonaj daha güvenlidir” hikâyesindeki çatlağı zaten görmüşsünüz demektir.
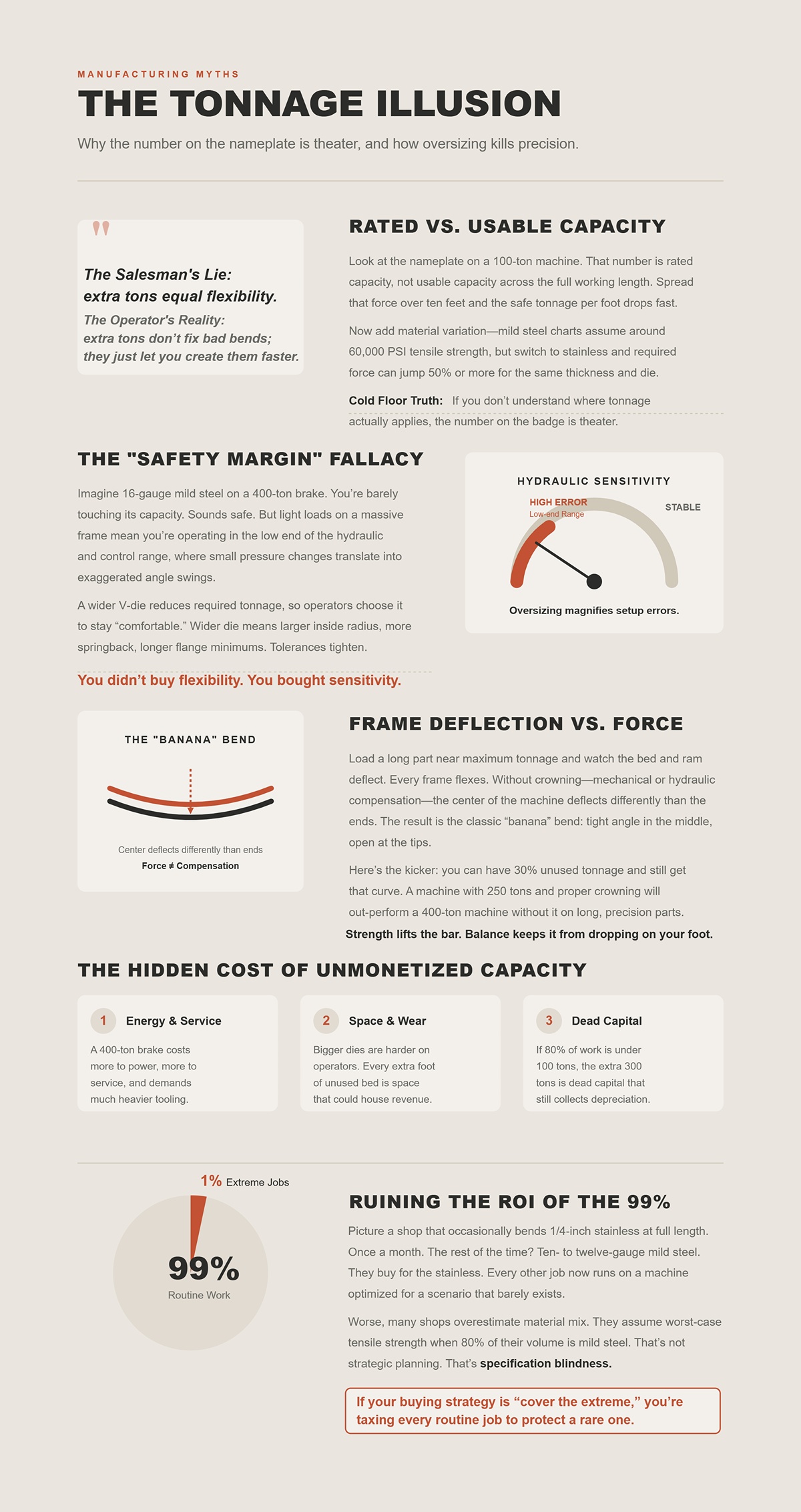
100 tonluk bir makinenin isim plakasına bakın. Bu sayı, nominal kapasitedir; tüm çalışma uzunluğu boyunca kullanılabilir kapasite değildir. Bu kuvveti on fite yaydığınızda, ayak başına güvenli tonaj hızla düşer. Şimdi malzeme değişkenliğini ekleyin—yumuşak çelik tabloları yaklaşık 60.000 PSI çekme dayanımı varsayar, ancak paslanmaza geçtiğinizde aynı kalınlık ve kalıp için gereken kuvvet veya daha fazla artabilir.
Bu yüzden atölyeler tedbirli davranır. “Ne olur ne olmaz” diyerek –50 daha fazla tonaj satın alırlar.”
Satıcının yalanı: ekstra tonlar esneklik demektir. Operatörün gerçeği: ekstra tonlar kötü bükümleri düzeltmez; sadece onları daha hızlı yapmanızı sağlar.
Soğuk zemin gerçeği: tonajın nerede uygulandığını anlamazsanız—ayak başına, malzeme başına, kalıp başına—rozetteki sayı gösteriden ibarettir.
Bu da daha zor bir soruyu gündeme getirir: o “güvenlik payı” sorun haline geldiğinde ne olur?
400 tonluk bir prese 16 numara yumuşak çelik koyduğunuzu hayal edin. Neredeyse kapasitesine dokunmuyorsunuz. Güvenli geliyor, değil mi? Ancak büyük bir gövde üzerinde hafif yükler, hidrolik ve kontrol aralığının düşük ucunda çalıştığınız anlamına gelir; burada küçük basınç değişimleri abartılı açı sapmalarına dönüşür.
Şimdi kalıp seçimini ekleyin. Daha geniş bir V kalıbı gereken tonajı azaltır, bu yüzden operatörler genellikle “rahat” kalmak için onu seçer. Daha geniş kalıp, daha büyük iç yarıçap, daha fazla esneme, daha uzun minimum flanş anlamına gelir. Geometri değişir. Toleranslar daralır. Birdenbire güvenlik payınız bir tolerans problemine dönüşür.
Esneklik almadınız. Hassasiyet satın aldınız.
Soğuk zemin gerçeği: fazla tonaj hafif işlerde size kontrol vermez; kurulum hatalarını büyütür.
Ama doğru boyutlandırsanız bile, peki ya gövdenin kendisi?
Maksimum tonaja yakın uzun bir parçayı yükleyin ve tabla ile koçun nasıl esnediğini izleyin. Her gövde bükülür. Kroneleme (mekanik veya hidrolik telafi) olmadığında, makinenin ortası uçlara göre farklı esner. Sonuç, klasik “muz” bükümüdür: ortada sıkı açı, uçlarda açık.
İroni şu: 30% kullanılmamış tonajınız olabilir ve yine de o eğriliği elde edersiniz. Kuvvet kapasitesi düzensiz esnemeyi önlemez; telafi önler.
250 tonluk, uygun kronelemeye sahip bir makine, uzun ve hassas parçalarda kronelemesiz 400 tonluk bir makineyi geride bırakır. Bunu defalarca gördüm.
Güç çıtayı kaldırır. Denge, onun ayağınıza düşmesini engeller.
Peki mağazalar neden hâlâ daha büyük sayılar peşinde koşuyor?
400 tonluk bir abkant presin çalıştırılması daha pahalıdır, bakımı daha maliyetlidir ve daha ağır takım gerektirir. Daha büyük zımbalar ve kalıplar sadece pahalı değildir—arka dayamalara ve operatörlere daha fazla yük bindirir. Zemin alanı da bedava değildir; nadiren kullandığınız her ekstra yatak ayağı, gelir getirebilecek metrekareleri işgal eder.
Ve iş yükünüzün ’i 100 tonun altındaysa, o ekstra 300 ton ölü sermayedir. Ölü sermaye yine de amortisman toplar.
Bu, teklif tablosunda asla göremediğiniz hurda kutusu parasıdır.
Peki akıllı atölyeler neden bu bahsi sürdürmeye devam ediyor?
Tam uzunlukta 1/4 inç paslanmaz çelik bükebilen bir atölye hayal edin. Ayda bir kez. Peki geri kalan zaman? Ondan on iki kalınlığa kadar yumuşak çelik braketler. Paslanmaz için alım yapıyorlar. Artık diğer tüm işler, neredeyse hiç var olmayan bir senaryoya göre optimize edilmiş bir makinede çalışıyor.
Daha kötüsü, birçok atölye malzeme karışımını olduğundan fazla tahmin eder. Hacimlerinin ’i yumuşak çelik olmasına rağmen en kötü ihtimal gerilme mukavemetini varsayarlar. Bu stratejik planlama değil. Bu, spesifikasyon körlüğüdür.
Satın alma stratejiniz “uç noktayı kapsa” yaklaşımıysa, nadir bir işi korumak için her rutin işi cezalandırıyorsunuz demektir.
Ve bu rahatsız edici olmalı—çünkü tonaj ilk filtre değilse, ne olmalı?
Bir müşteri bana iki farklı 10 fitlik abkant presle üretilmiş parçalar getirdi. Aynı malzeme: sekiz fit uzunluğunda on kalınlığında yumuşak çelik. Aynı zımba, aynı 1 inçlik V kalıp. Bir makine 320 tonluk bir burulma çubuğuna sahipti. Diğeri ise çift Y1/Y2 hidrolik ve aktif bombelemeye sahip 220 tonluk bir makineydi.
320 tonluk makinede uçtan uca yaklaşık 1,5° açı farkı vardı. 220 tonluk makine ise uzunluk boyunca 0,2° içinde kaldı.
Her iki durumda da bol miktarda kuvvet vardı. Sadece biri sıkı kontrol olmadan satılabilir parçalar üretti.
Kuvvet bükmeyi oluşturur. Senkronizasyon ve bombeleme, bükmenin sekiz fit boyunca, vardiya boyunca, parti boyunca tutarlı olup olmayacağını belirler. Tekrarlanabilirlik, programı değiştirmeden ikinci parçanızın ilkine uyup uymayacağını belirler. Bu üçlü—tonaj değil—bir presi kabadan üretim aracına dönüştüren şeydir.
Satıcının Yalanı: “Bu makine ihtiyacınız olandan fazla tona sahip.” Operatörün Gerçeği: “Koçun yük altında yüzler içinde paralel biçimde inmesini ve orada kalmasını istiyorum.”
Soğuk Zemin Gerçeği: Eğer tonaj ilk filtre değilse, senkronizasyon doğruluğu, bombeleme stratejisi ve konum tekrarlanabilirliği olmalı.
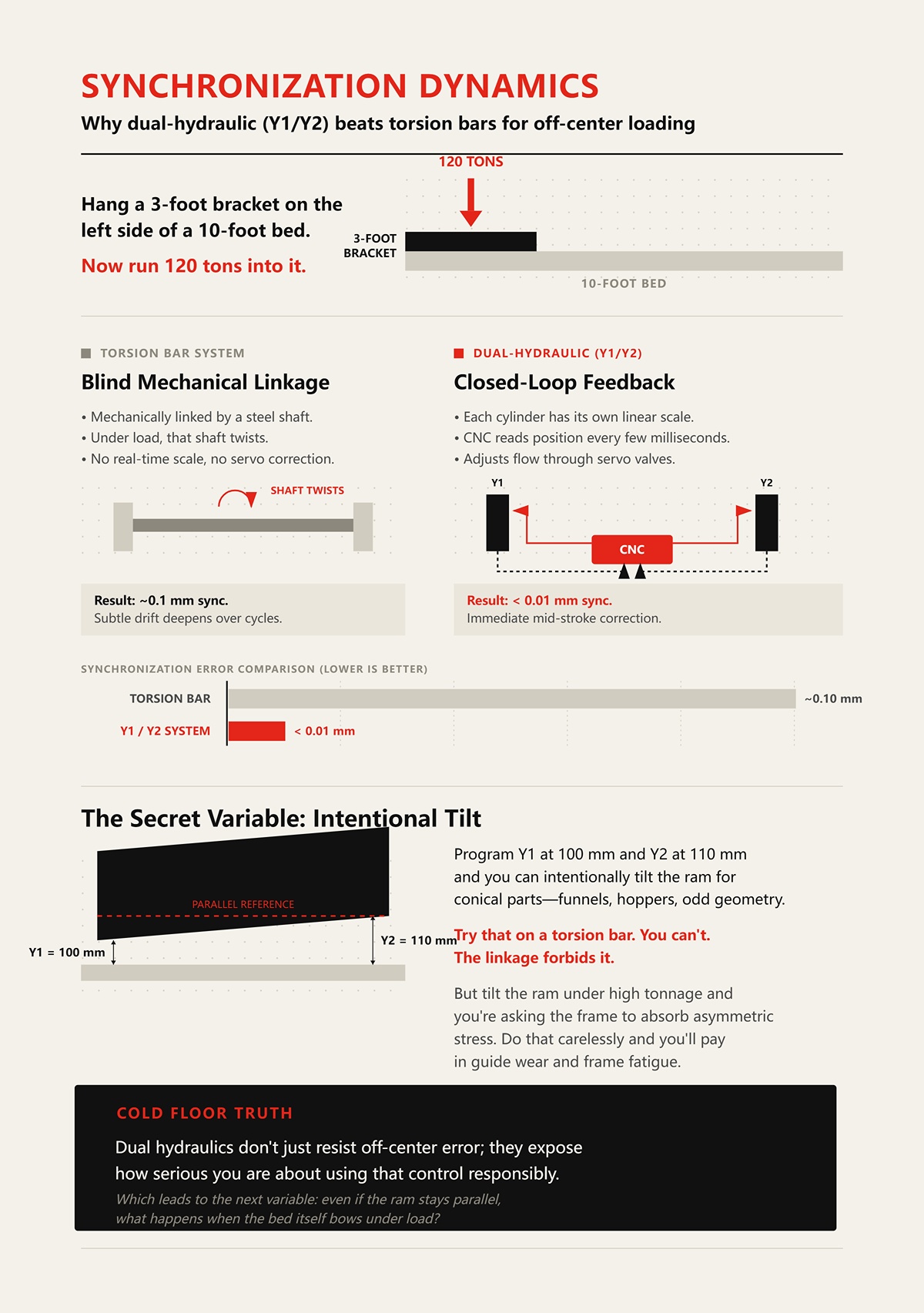
10 fitlik bir yatakta sol tarafa 3 fitlik bir braket asın. Şimdi üzerine 120 ton basın.
Bir burulma çubuğu makinesinde, koçun her iki tarafı mekanik olarak bir çelik mil ile birbirine bağlanır. Yük altında, o mil burulur—mikronlar seviyesinde evet, ama yeterince. Her iki tarafı gerçek zamanlı okuyan bir ölçek yoktur. Darbe ortasında düzelten bir servo valf yoktur. İdeal koşullarda yaklaşık 0,1 mm senkronizasyon elde edersiniz, ancak merkezden uzak yükte çubuk elastik olarak deforme olur ve makine bunun farkında değildir.
Sonuç dramatik değildir. Ondan daha kötüdür. Bu ince bir sapmadır—bir taraf biraz daha derin, ısı ve aşınma zamanla artarken döngüler boyunca birikir.
Çift hidrolik Y1/Y2 sisteminde, her silindirin kendi doğrusal ölçeği vardır. CNC, konumu birkaç milisaniyede bir okur ve her iki tarafı yüzde yüzlük hassasiyetle—iyi sistemlerde 0,01 mm’den daha az—senkronize tutmak için servo valflerden akışı ayarlar. Merkezden uzak yük, anında konum hatası olarak ortaya çıkar ve kontrol, darbe sırasında bunu düzeltir.
Mekanizma budur. Kapalı döngü geri besleme ile kör mekanik bağlantı arasındaki fark.
Şimdi, broşürün atladığı kısma geldik. Y1’i 100 mm’ye, Y2’yi 110 mm’ye programlarsanız, konik parçalar—huni, hazne, farklı geometriler—için koçu kasıtlı olarak eğebilirsiniz. Bunu burulma çubuğunda deneyin. Yapamazsınız. Bağlantı buna izin vermez.
Ancak yüksek tonaj altında koçu eğerseniz, çerçevenin asimetrik stresi absorbe etmesini istersiniz. Bunu dikkatsizce yaparsanız, kılavuz aşınması ve çerçeve yorgunluğu ile bedelini ödersiniz.
Dolayısıyla senkronizasyon bir güçtür—ancak çerçeve ve programlama disiplini bununla uyumlu olduğunda.
Soğuk Zemin Gerçeği: Çift hidrolikler yalnızca merkezden uzak hatalara direnmez; bu kontrolü sorumlu şekilde kullanmakta ne kadar ciddi olduğunuzu ortaya çıkarır.
Bu ise bizi bir sonraki değişkene götürür: Koç paralel kalsa bile, yük altında yatağın kendisi eğildiğinde ne olur?
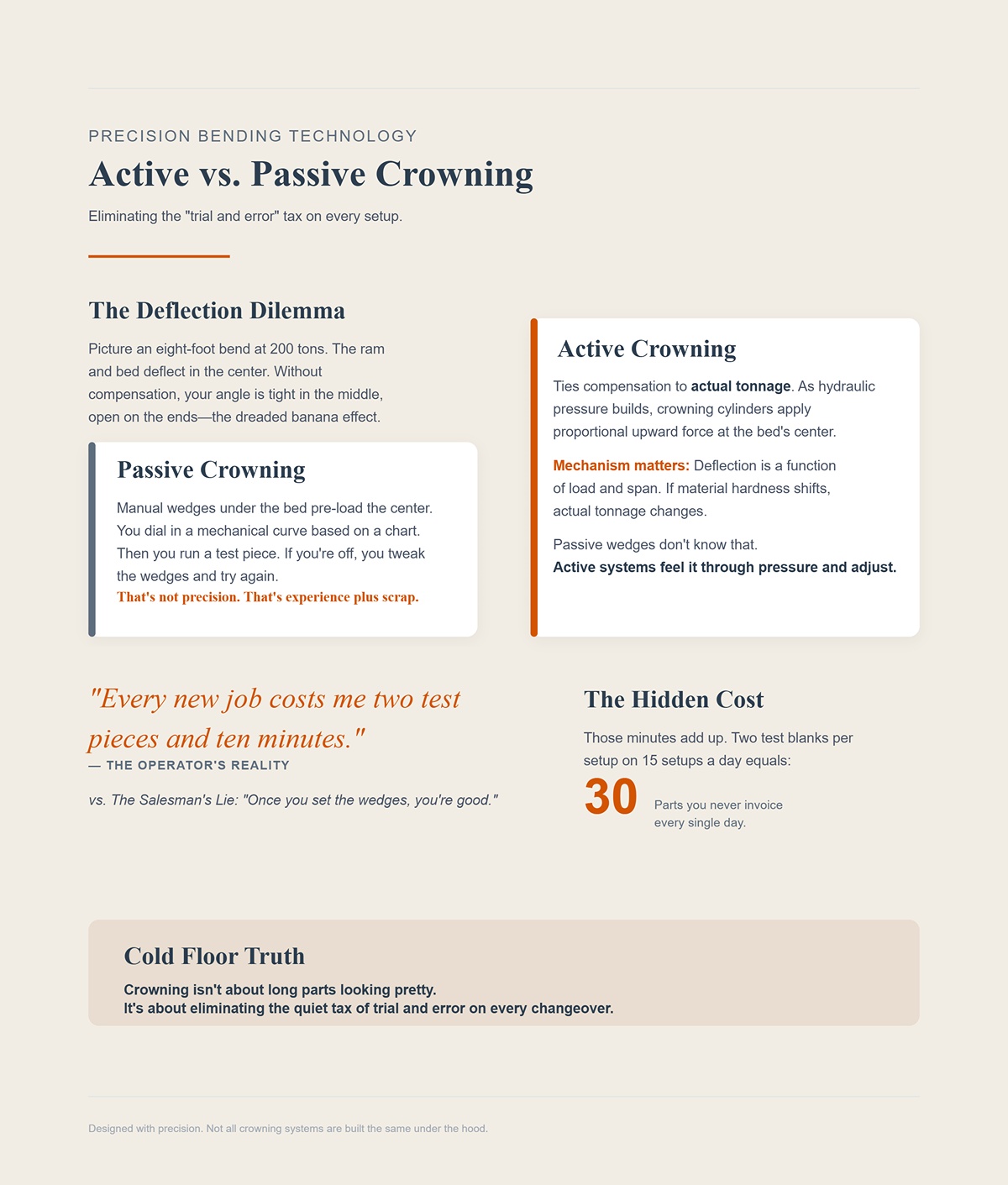
200 tonluk sekiz fitlik bir bükmeyi gözünüzde canlandırın. Koç ve yatak ortada esner. Telafi olmadan, açınız ortada sıkı, uçlarda açık olur—daha önce bahsettiğimiz muz gibi.
Pasif bombeleme sistemi—yatak altında manuel kamalar—merkezi önceden yüklemenize olanak tanır. Malzeme, kalınlık, uzunluk, tahmini tonaj tablosuna göre mekanik bir eğri ayarlarsınız. Sonra bir test parçası çalıştırırsınız. Hatalıysanız, kamaları ayarlar ve tekrar denersiniz.
Bu hassasiyet değildir. Bu deneyim artı hurda demektir.
Aktif bombeleme telafiyi gerçek tonaja bağlar. Hidrolik basınç yükseldikçe, bombeleme silindirleri yatağın merkezine orantılı yukarı yönlü kuvvet uygular. Sistem, koçun sapmasını gerçek zamanlı olarak ters yönde bükerek dengeler.
Mekanizma burada önemlidir. Sapma yük ve açıklık fonksiyonudur. Malzeme sertliği değişirse—örneğin bir parti yumuşak çelik, sonraki parti daha yüksek çekme dayanımı—aynı program derinliğinde gerçek tonaj değişir. Pasif kamalar bunu bilmez. Aktif sistemler basınç aracılığıyla bunu hisseder ve ayarlar.
Fark kurulum süresinde ortaya çıkar. Yüksek çeşitlilikte işlerde pasif bombeleme test bükme, ölçme, ayarlama anlamına gelir. Aktif bombeleme ise çoğu zaman ilk parçada doğruluğu sağlar.
Satıcının Yalanı: “Kamaları bir kez ayarladığınızda hazırsınız.” Operatörün Gerçeği: “Her yeni iş bana iki test parçası ve on dakika kaybettirir.”
O dakikalar birikir. Günde 15 kurulumda her biri için iki test boş parça, faturalandırmadığınız 30 parça demektir.
Soğuk Zemin Gerçeği: Bombeleme uzun parçaların hoş görünmesi ile ilgili değildir. Her değişimde sessiz deneme-yanılma vergisini ortadan kaldırmakla ilgilidir.
Ancak tüm bombeleme sistemleri kaputun altında aynı şekilde üretilmez.
Diyelim ki dünkü on numara yumuşak çelik yaklaşık 60.000 PSI çekme dayanımı verdi. Bugünkü parti ise 70.000’e yakın. Aynı kalınlık. Aynı program.
Gerekli tonaj artar. Bununla birlikte sehim de artar.
Mekanik takoz sistemleri statiktir. Tahmini tonaja göre ayarlarsınız. Gerçek yük % artarsa, dengelemeniz artık eksik olur. Uçlarda açı tekrar açılır. Ram derinliğinde telafi yaparsınız, bu da iç yarıçapınızı ve flanş geometrisini değiştirir.
Basınca bağlı hidrolik taçlama sistemleri gerçek yüke tepki verir. Daha yüksek tonaj, otomatik olarak daha yüksek taçlama kuvveti üretir. Tabla eğrisi, ram sehim eğrisini takip eder.
Burada karmaşıklık vardır—servo valfler, contalar, sensörler. Başlangıçta daha pahalıdırlar ve bakım disiplini isterler. Aynı parçayı haftalarca çalışan düşük çeşitliliğe sahip bir atölyede, mekanik takozlar finansal açıdan mantıklı olabilir.
Ancak, malzeme partilerinin ve parça uzunluklarının her gün değiştiği yüksek çeşitlilik ortamlarında, hidrolik taçlama her seferinde ayarı yeniden yapmak zorunda kalmadan açıyı sabit tutar.
Yatırımın geri dönüşü tam burada yatar. Maksimum tonajda değil, malzeme kitaba uymadığında makinenin bunu ne kadar az umursadığı noktada.
Soğuk Zemin Gerçeği: Malzemeniz değişkense, statik telafi tahminden ibarettir. Tahmin ise sadece farklı bir şapka giymiş hurdadır.
Yani ram paralel. Tabla telafi edilmiş. Peki parça konumu ne olacak?
Bazı atölyelerin 1.000 mm/sn arka dayama hızıyla övündüğünü gördüm. Kulağa etkileyici geliyor—ta ki tekrarlanabilirliği ölçene kadar.
İlk flanştan referans alınmış dört bükümlü bir braket alın. Arka dayamanız ±0,05 mm içinde tekrar ediyorsa, kaynakta delik desenleri hizalanır. ±0,3 mm kayıyorsa, parçaları mastarlara zorlar, sekmeleri taşlar, hatayı lazere atarsınız.
Hareket hızı çevrim süresini etkiler. Tekrarlanabilirlik ise montajın uyup uymayacağını belirler.
Yüksek kaliteli arka dayamalar hassas bilyalı vidalar, rijit parmaklar ve konumu kapalı döngüde kontrol eden enkoderler kullanır. Ucuz sistemler adım sayımı ve açık döngü varsayımlarına dayanır. Binlerce çevrimden sonra boşluk ve aşınma, boyutsal sürünme olarak kendini gösterir.
Çoğu kişinin kaçırdığı bağlantı şudur: senkronizasyon ve taçlama açıyı sabit tutar. Arka dayama tekrarlanabilirliği flanş uzunluğunu sabit tutar. Açı artı uzunluk, geometridir. Geometri, montaj uyumunu belirler.
Mükemmel tonaja, harika bir boyaya sahip olup hâlâ kaynakçının uğraştığı parçalar gönderebilirsiniz.
Satıcının Yalanı: “Hızlı.” Operatörün Gerçeği: “Onuncu parça ilk parça gibi mi oturuyor?”
Soğuk Zemin Gerçeği: Hız parçaları çabucak üretir. Tekrarlanabilirlik ise birbirine uyan parçalar üretir.
Ve eksenleri çoğaltmaya başladığınızda—R, Z1, Z2, X1, X2—soru artık kaç tane olduğunuz değil. Bu eklenen karmaşıklık bu üçlüyü güçlendiriyor mu… yoksa sessizce zayıflatıyor mu?.
Senkronizasyonun var. Aktif taçlama sistemin var. Geri dayama birkaç yüzde birlik tekrarlama hassasiyetine sahip. Sonra broşür masanın üzerinden geçiyor ve diyor ki: R’yi ekle, Z1/Z2’yi ekle, X1/X2’yi ekle. Altı eksen. Sekiz eksen. Tam otomatik.
Asıl soru şu: Bu ekstra eksenler kalite üçlüsünü güçlendiriyor mu—yoksa onu kaybetmenin yeni yollarını mı çoğaltıyor?
Bir abkant pres bir haltercidir. Ham kuvvet katalog fotoğrafında iyi görünür. Ama denge ve zamanlama olmadan bar titrer. Atölyede bu titreme, tutarsız flanş uzunlukları, yanlış büküm sıraları ve ancak taşlamayla “ayarlanan” parçalar olarak ortaya çıkar. Daha fazla eksen, daha fazla koordinasyon ihtiyacı demektir. Koordinasyon yazılımdır, servo tepkisidir ve operatörün yargısını üst üste koymaktır.
Eksenler hassasiyet yaratmaz. Onu zorunlu kılar.
Soğuk Zemin Gerçeği: Her yeni eksen, üçlüyle senkron kalması gereken yeni bir hareketli parçadır—yoksa sadece daha hızlı hurda üretmenin çok pahalı bir yolu hâline gelir.
Hadi somut konuşalım.
Temel bir 2 veya 3+1 eksenli kurulum—koç kontrolü için Y1/Y2, geri dayama derinliği için X, belki dikey dayama yüksekliği için R—orta ölçekli atölyelerde gördüğüm braket ve muhafaza işlerinin çoğunu karşılar. Flanş uzunlukları tutarlıdır. Sıralar basittir. Operatörler duraklamaları his ve tecrübeyle ayarlar.
Döngü süresinde darboğaz mı? Genelde malzeme taşıma. Ya da rafa geri yürümek. Eksen hareketi değil.
Şimdi bağımsız Z1/Z2 parmakları ve programlanabilir R hareketi olan bir 6 eksenli geri dayama sistemi ekleyin. Asimetrik parçalar üzerinde—kayık flanşlar, ters bükümler, çevrilemeyen parçalar—bu sistem, bükümler arasında manuel yeniden konumlandırmayı ortadan kaldırabilir. Geometri bunu gerektirdiğinde bu gerçek bir verimliliktir.
Ama sahada gözlemlediğim şey şu: İlk kurulum daha uzun sürer. Bağımsız parmak hareketi için sırayı programlamak, çarpışmaları kontrol etmek, makineye parça yönünü öğretmek—zaman alır. Eğer işlerinin ’i basitse, bu karmaşıklık bir darboğazı ortadan kaldırmaz. Bir tane yaratır.
Satıcının Yalanı: “Daha fazla eksen, daha az operatör işi demektir.” Operatörün Gerçeği: “Daha fazla eksen, ilk iyi parçayı üretmeden önce daha fazla karar demektir.”
Soğuk Zemin Gerçeği: Darboğazınız geri dayama yeniden konumlandırması değilse, altı eksen onu çözmez.
Z1/Z2 bağımsızlığı, büküm hattı boyunca asimetrik olan parçalarda parlar. Sol flanşın 40 mm, sağın ise 65 mm olduğu ve parçayı önceki işlemler yüzünden çeviremeyeceğiniz bir panel düşünün. Bağımsız parmaklar, her iki tarafın kendi referans noktasını manuel kaydırma olmadan desteklemesini sağlar.
Bu, parça tasarımı bunu zorunlu kıldığında gereklidir.
Şimdi sol ve sağ flanşları aynı olan yüksek hacimli braketleri düşünün. 10 numara yumuşak çelik, sekiz fit uzunluğunda. Düz bükümler, her seferinde aynı referans kenarı. Küçük varyasyonlar için Z1/Z2’nin bağımsız hareket etmesini programlamak, forklift’e elektrikli koltuk eklemek gibidir—güzel, ama para kazandıran şey değildir.
Ve tedarikçilerin vurgulamadığı kısım şu: bağımsız hareket, iki parmak arasında hassas kalibrasyon gerektirir. Bir servo kayarsa veya bir bilyalı milde boşluk oluşursa, “bağımsız hassasiyetiniz” bağımsız hataya dönüşür. Artık senkronizasyonunuz ve taçlamanız kusursuzdur—ama referans kenarınız burada ondalık bir kayar, orada iki ondalık.
Açı artı uzunluk geometriyi oluşturur. İkisinin de sapmasına tahammül edemezsiniz.
Soğuk Zemin Gerçeği: Z1/Z2, tasarım kısıtlamaları için bir araçtır—teknik özellik sayfasında bir statü sembolü değil.
İşte burası işlerin çirkinleştiği yer.
Her eksen—X, R, Z1, Z2, X1, X2—servo sürücülere ve hareketi koordine eden bir kontrolöre dayanır. Kontrolör bu hareketleri yeterince hızlı işleyip uygulayamazsa gecikme olur. Görünür bir gecikme değil. Milisaniyelik gecikme.
Ancak strokun en alt noktasında milisaniyeler önemlidir.
Y1/Y2 koç senkronizasyonu kirişi paralel tutar. Büküm tamamlanmadan önce temizlenmesi, yeniden konumlandırılması ve oturması gereken karmaşık arka dayama hareketleri eklendiğinde, zamanlama olayları üst üste gelir. Kontrol yeterli değilse, koç dayama tam oturmadan derinliğe ulaşabilir. Ya da dayama oturur ama konum geri bildirimi tam olarak dengelenmemiştir.
İşte bu şekilde ilk parça düzgün olur, beşinci parça şüpheli, onuncu parça ise hurda kutusuna gider.
Makine hâlâ “altı eksen” diyor. Hurda kutusu ise “kontrolör uyumsuzluğu” diyor.”
400 tonluk bir pres fren üzerinde 16-gauge yumuşak çeliği hayal edin. Muazzam kapasite. Şimdi kontrolörün eşzamanlı eksen komutlarını işleyemediğini hayal edin. Sorun güçte değil. Yük altında koordinasyonda. Aynı hikâye.
Soğuk Atölye Gerçeği: Gerçek anlamda senkronize edemeyen bir kontrolör olmadan yüksek eksen sayısı, denetimden daha hızlı ilerleyen karmaşadan başka bir şey değildir.
Çoğu iş sahibinin zor yoldan öğrendiği rahatsız edici gerçek burada.
Eğer haftada aynı malzemeyle, basit geometrili, birbirinin aynısı 500 parça üretiyorsanız, aktif taçlama ile iyi senkronize edilmiş 3+1 eksenli bir makine genellikle tam yüklü 6+1 eksenli bir sistemden daha fazla üretim sağlar. Daha az parametre. Daha hızlı programlama. Daha az hata olasılığı.
Manuel ayarlamalar—bir parmağı kaydırmak, bir dayamayı itmek—operatör işi biliyorsa saniyeler alır. Küçük farklılıklar için bağımsız eksenleri programlamak ise dakikalar sürebilir. Küçük partilerde dakikalar çarpıldığında gerçek paradan söz edilir.
Şimdi tersini düşünün.
Eğer yüksek çeşitlilikte, düşük hacimli, geometrisi karmaşık ve saat başı değişen işler yapıyorsanız, hızlı bir kontrolöre bağlı gelişmiş eksenler ve iyi bir çevrimdışı programlama ayar hurdasını azaltabilir ve tekrarlanan manuel konumlandırmayı ortadan kaldırabilir. İşte bu noktada değerlerini gösterirler.
Yani doğru soru “Kaç ekseni karşılayabilirim?” değil, “İşim gerçekten ne gerektiriyor, ve insanlarım ile kontrolörüm bunu destekleyebilir mi?” olmalıdır.”
Soğuk Atölye Gerçeği: Daha fazla eksen potansiyeli artırır. Aynı zamanda her hatanın maliyetini de yükseltir.
Ve bu, bir sonraki gerçekten önemli karşılaştırmaya geçiş köprüsüdür—belirli atölye türlerini belirli konfigürasyonlara eşleştirmek, posterdeki en iri ağırlık kaldıranı satın alıp dengeyi bedavaya gelmesini ummak yerine.
Geçen kış bir haftada üç atölyeyi gezdim. Biri öğleye kadar 20 farklı parça numarası çalıştırıyordu. Biri sadece merdiven kirişleri için 3/8 ve 1/2 plakalar büküyordu. Üçüncüsü ise ilk robotunu kuruyordu. Üçü de “daha fazla tonaj” peşindeydi.”
Aynı satış temsilcisi. Üç tamamen farklı gerçeklik.
Soru, kaç tane eksen ekleyebileceğiniz değil. Gününüzün 80%’si gerçekte nasıl görünüyor — ve senkronizasyon ile bombaj stratejinizin sizi orada koruyup korumadığı. Çünkü sapma kontrolü olmadan kuvvet, tutarlı hurda üretmenin sadece pahalı bir yoludur. Ve iş yüküyle gerekçelendirilmemiş eksenler, bir hatayı bekleyen yazılım menülerinden başka bir şey değildir.
Peki hangi konfigürasyonlar gerçekten uygun?
30 seyahat kartının asılı olduğu bir iş panosu hayal edin. Bugün 14‑gage, yarın 11‑gage, ardından her zaman baskıya göre farklı geri eseyen paslanmaz çelik bir muhafaza.
İşte çoğu atölyenin yanlış teşhis ettiği kısım: çekme mukavemetinde 10%’lik bir artış kabaca 10% daha fazla kuvvet ve yük altında koç ile tabla paralel kalması için yaklaşık 10% daha fazla bombaj gerektirir. 10% kalınlık artışı? 20% daha fazla basınca yaklaşırsınız. Bombajınız mekanik ve statik ise yük altında ayarlanamaz. Operatör ortadan açı açıldığını görür ve geri esemeyi suçlar.
Ama kiriş sapıyor.
Bükme sırasında dinamik olarak ayarlanan hidrolik veya CNC bombaj sistemleri yüksek karışım atölyelerini aklı başında tutar. Gösterişli oldukları için değil — malzeme gerçeği hesap makinesine uymadığında tepki verdikleri için. Bunlar olmadan “10 dakikalık değişim” 10 dakika artı üç deneme parçasına dönüşür.
Şimdi stres testini yapın. Çok bölgeli CNC bombajda bile sistem ideal malzeme davranışını varsayar. Gerçek çelik değişir. Hâlâ gördüğünü anlayan bir operatöre ihtiyacınız vardır. Geometri bunu zorladığında hızlı arka dayamalar ve bağımsız Z1/Z2 parmaklar yardımcı olur — ancak bombajınız kalınlık ve çekme mukavemeti dalgalanmalarını takip edemezse, başka yerlerdeki hızınız önemsizdir.
Satıcının Yalanı: “Altı eksenli arka dayama kurulum süresini kısaltır.” Operatörün Gerçeği: “Açı kayıyorsa, parmaklar ne kadar hızlı hareket ederse etsin peşinden koşuyorum.”
Soğuk Zemin Gerçeği: Yüksek karışım işlerde dinamik bombaj doğruluğu, fazladan bir arka dayama ekseninden çok daha fazla hurda kutusu tasarrufu sağlar.
Peki ya parçalarınız nadiren değişiyor — ve sorununuz değişkenlik değil, kütle ise?
10 feet uzunluğunda yarım inç plaka hayal edin. Her parçada iki bükme. Tüm gün boyunca.
Kalınlık 10% değişiyor. Bu yaklaşık 20% daha fazla gerekli kuvvet demektir. Ağır plakalarda bu artış teorik değildir — bu, bir haddehane üretimi değiştiğinde olan şeydir. Çerçeveniz yeterince sağlam değilse, hiçbir miktarda programlanmış bombaj sizi tamamen kurtaramaz. Koç ve tabla telafi edilmiş kalır, ancak yan çerçeveler kendilerini genişletir.
Mükemmel bombajla bile çalışmalar, çeyrek inçlik plakada malzeme değişkenliğinden yalnızca ±0.3 derece açı sapmasının oluşabileceğini gösteriyor. Atölyelerin bundan daha fazla sapma gösterdiğini gördüğümde, suçlu genellikle bombaj değil — yük altında çerçeve sapması veya kötü Y1/Y2 senkronizasyonudur.
İşte teknik özellik sayfasının sizi nasıl kandırdığı. Çevrim hızı etkileyici görünüyor. Eksen sayısı modern görünüyor. Ancak ağır üretim, tam strokta, derin boğazda ve çerçeve kütlesinde yaşar. Boğaz derinliği kısa olduğu için parçayı fiziksel olarak sığdıramıyorsanız veya dönüş kıvırma öncesi strok bitiyorsa, dünyadaki tüm servo hızı size yardımcı olmaz.
Satıcının Yalanı: “500 ton var. Rahat rahat yaparsınız.” Operatörün Gerçeği: “Çerçeve burulursa, muz gibi büküyorum.”
Soğuk Zemin Gerçeği: Yapısal işlerde sağlamlık ve geometrik kapsam, çevrim hızını her zaman yener — ve bombaj yalnızca tonaj kapasitesine değil, kalınlık dalgalanmalarına da ölçeklenmelidir.
Peki ya bugünün manuel atölyesi, gelecek yıl bir robot eklemeyi planlarsa?
Bir insan operatör bilinçaltı olarak telafi eder. Flanş biraz uzun çıkarsa, kavrama basıncını ayarlar, parçayı yeniden yerleştirir, derinliği anlık olarak değiştirir.
Bir robot size söylediğiniz şeyi tam olarak yapar. Ne daha fazla. Ne daha az.
İşte ek eksenlerin — programlanabilir R ekseni yüksekliği, Z1/Z2 konumlandırması, hatta bazen X1/X2 derinliği — lüks olmaktan çıkıp gereklilik haline geldiği nokta burasıdır. Robotun öngörülebilir ölçüm konumlarına ve çarpışmasız hareket yollarına ihtiyacı vardır. Manuel modda gereksiz gibi görünen bağımsız parmak hareketi, bir tutucu yanlış hizalanmış bir durakta “hissedemediğinde” hayati hale gelir.
Ama işte tuzak: gelecekteki otomasyon için eksen eklemek, kontrolcü hızını ve senkronizasyonunu yükseltmeden yapıldığında, çok pahalı bir tereddüt makinesi inşa etmiş olursunuz. Robotlar yavaş arka dayamalarda beklemekten nefret eder. Açısal kaymadan da nefret ederler. Eğer taçlama dinamik ve tekrarlanabilir değilse, robotunuz sadakatle aynı hatalı parçayı üretecektir.
Soğuk Zemin Gerçeği: Eksenleri yarının otomasyonu etrafında ancak kontrolünüz ve taçlamanız tekrarlamayı bir avantaj, bir sorumluluk değil, haline getirecek kadar güçlü ise planlayın.
Ve bazen en akıllı otomasyon hamlesi, tek bir makineye daha fazla eksen eklemek hiç olmaz.
Bazen 20 fitlik parçaları ara sıra işlemek için 1.000 tonluk bir canavarın fiyatlandırıldığını gördüm.
Sonra uzun parçalar için tandem olarak çalışan — ve günlük işler için ayrılan — iki 500 tonluk makine gördüm.
Kağıt üzerinde tek büyük pres daha basit görünür. Bir gövde. Bir kontrol. Broşürde büyük bir sayı. Ama çoğu atölye 20 fitlik parçaları bütün gün bükmez. Onlar on kalınlıkta yumuşak çelik, sekiz fit uzunluğunda, braketler ve o canavarın kapasitesinin küçük bir kısmını kullanacak kanalları bükerler.
İki küçük, iyi senkronize edilmiş makine size seçenekler sunar. Uzunluk gerektirdiğinde birlikte çalıştırın. Ayırın ve haftanın geri kalanında standart işlerde üretimi ikiye katlayın. Biri bozulursa, tamamen durmazsınız.
Ama burada bile senkronizasyon kraldır. Tandem mod, her iki gövde üzerinde sıkı Y1/Y2 kontrolü ve eşgüdümlü taçlama stratejileri gerektirir. Bir makine farklı şekilde eğilirse, bunu parçanın ortasında görürsünüz.
Satıcının Yalanı: “Bir kez al. Büyük al.” Operatörün Gerçeği: “Çoğu gün, bana denge gerekir — reklam panosu değil.”
Soğuk Zemin Gerçeği: En iyi abkant pres, posterdeki en güçlü halterci değildir. Kontrolü, taçlaması ve konfigürasyonu gerçekten yaptığınız işin %'ine uyan makinedir.
Ve bunu gördüğünüzde, teknik özellikler sayfası bir kupa gibi değil — yanlış yorumlamayı bekleyen bir tuzak gibi görünmeye başlar.
Tüm bu değişkenler göz önüne alındığında, bir atölye nasıl karar verir?
Başlık numaralarına göre alışveriş yapmayı bırakır ve küçük yazıları size karşı yazılmış bir sözleşme gibi okumaya başlarsınız.
Bir teknik özellikler sayfası, pres sırasında bir haltercinin posteri gibidir: büyük sayı, göğüs dışarı, çubuk yukarıda. Etkileyici. Ama poster, çubuğu sabit tutup tutamayacağını veya yük altında dizlerinin çökeceğini göstermez. Ve bir atölyede, çubuk düştüğünde hurda kutusuna iner.
Satıcı zirve kuvvetini satar. Zemin ise eğilme, kurulum süresi ve açısal kayma için bedel öder.
Bir teklifi nasıl çözeceğinizi bilmiyorsanız, aynı oyunu bile oynamayan makineleri karşılaştırırsınız.
“400 ton.”
Hangi mesafede?
Tonaj değerleri, yan çerçeveler arasındaki belirli bir açıklığa ve belirli bir yük dağılımına bağlıdır. Merkez çizgisinden olan mesafeyi değiştirin. Kalıp açıklığını değiştirin. Malzeme genişliğini değiştirin. Ayak başına mevcut kuvvet değişir, sapma da öyle.
Şimdi de birim oyunlarını ekleyin. Bir tedarikçi kısa ton/foot olarak verir. Bir diğeri metrik ton/metre olarak verir. Kâğıt üzerinde birbirine yeterince yakın görünürler, sanki karşılaştırılabilir gibidirler. Değiller. Firmaların iki farklı ölçü birimini okuyarak sanki 10% daha güçlü bir makine aldıklarını sandıklarını gördüm.
Satıcının Yalanı: “Bu 300 tonluk bir makine.” Operatörün Gerçeği: “Benim çalışma uzunluğum ve kalıbımla 240 gibi davranıyor.”
Ve işin incelikli kısmı burada başlar. V-kalıbı, malzeme kalınlığının 8×’inden 12×’ine açarak gerekli tonajı düşürebilirsiniz. Grafikte kuvvet güzelce düşer. Ama iç yarıçapınız büyür, flanş geometriniz değişir ve birdenbire parçanız ölçüye eskisi gibi oturmaz olur. Tonajdan tasarruf ettiniz ama kendinize montaj sorunları satın aldınız.
Soğuk Zemin Gerçeği: Nominal tonaj evrensel bir gerçek değil, koşullu bir vaattir — ve eğer koşulu gerçek parçalarınıza uydurmazsanız, hayali rakamlarla bütçe yaparsınız.
Yani kuvvet mutlak değilse, yazılım bu boşlukları kapatabilir mi?
Modern kontrol sistemleri, koç hareket etmeden önce bükümü simüle eder. Malzeme kütüphanesi. Geri esneme telafisi. Çarpışma algılama. Cerrahi gibi görünür.
Ama simülasyon, çerçevenin modelin öngördüğü şekilde davrandığını varsayar.
Hidrolik makineler ve elektrikli makineler kuvveti aynı şekilde iletmez. Elektrikli tahrikler kuvveti daha hassas uygular, ama genellikle farklı hız ve strok özelliklerine sahiptir. Yazılımın bükme modeli, dwell veya basınç oluşumu gibi hidrolik varsayımlara dayanıyorsa, elinizde kusursuz bir simülasyon ve gerçek dünyada açı hatası kalabilir.
400 tonluk bir pres frende 16 gauge yumuşak çelik düşünün. Simülasyon kapasitenizin % olduğunu söylüyor. Bolca boşluk var. Ama hafif yük altında senkronizasyon sıkı değilse — Y1/Y2 mükemmel takip etmiyorsa — o “kolay” iş soldan sağa doğru bir konik gösterir. Kuvvetiniz eksik olduğu için değil. Düşük kuvvette kontrolünüz olmadığı için.
Satıcının Yalanı: “Kontrol her şeyi hesaplar.” Operatörün Gerçeği: “Kontrol bir çerçeveyi sertleştiremez.”
Soğuk Zemin Gerçeği: Yazılım kuvveti öngörür; fiziği iptal edemez. Demir bükülürse, kod sadece bükülmeyi belgeler.
Ve makine mükemmel senkronize olsa bile, parçalarınızı gün be gün fiziksel olarak işletebilir misiniz?
İşte anlaşmaların sessizce öldüğü yer burasıdır.
Gün ışığı, piston ile yatak arasındaki açık mesafedir. Vuruş mesafesi, pistonun ne kadar ileri geri gittiğidir. Boğaz derinliği, çerçeveye çarpmadan önce bir flanşı ne kadar geriye yerleştirebileceğinizdir. Hiçbiri broşürde kahramanca görünmez. Hepsi parçanızın sığ olup olmayacağına karar verir.
Dükkanların tonaj için makina aldığını, sonra özel takım kullanmadan ya da parçayı üç kez çevirerek dönüş flanşını temizleyemediklerini gördüm. Her çevirme ekstra elleçleme zamanı ekler. Her elleçleme hareketi değişkenlik ekler. Teorik çevrim süreniz insan hareketinde buhar olur.
Takım uyumluluğu aynı hikayedir. Makine, istasyon başına 30% daha pahalıya mal olan özel zımbaları kullanıyorsa, bu sermaye giderlerinde gizlenen hurda kutusu parasına dönüşür. Beş yılda bu fark, gerçekten ihtiyaç duyduğunuz bir servo yükseltmesine eş değer olabilir.
Ama doğru boyutlandırsanız bile, peki ya gövdenin kendisi?
Soğuk Zemin Gerçeği: 80% parçalarınızı rahatça sığdıramayan bir pres freni “çok yönlü” değildir. Bu, her vardiyayı yoran günlük bir tavizdir.
Belki de hız üzerine odaklanırsınız.
Yaklaşma hızı, pistonun malzemeye temas etmeden önce ne kadar hızlı hareket ettiğidir. Bükme hızı, yük altında ne kadar hızlı hareket ettiğidir.
Tahmin edin hangisi daha büyük yazılır.
Çevriminiz elleçleme ile – yükleme, hizalama, ölçme, boşaltma – geçiyorsa, yaklaşma hızından yarım saniye kazansanız bile veriminiz değişmez. İnce parçaları kısa vuruşlarla gün boyu havada büküyorsanız, o zaman yaklaşma hızı daha önemlidir. Bağlam karar verir.
Ağır sac farklı bir hikâye anlatır. Yük altında, çerçeveyi korumak ve hassasiyeti sağlamak için bükme hızı genellikle yavaşlar. Bu bir kusur değildir. Bu fizik ve iyi mühendisliktir. Malzemeye hızlıca inip yük altında öngörülemez şekilde yavaşlayan bir makine ritminizi ve açılarını bozar.
Satıcının Yalanı: “Bu 30% daha hızlı.” Operatörün Gerçeği: “Bana tam yükte, çalışma uzunluğumda hızını göster.”
Soğuk Zemin Gerçeği: Malzemeye temas ettiğinde hâlâ doğru ve hassas kalan hız, kazanç sağlayan tek hızdır.
Abartıyı kaldırdığınızda, desen netleşir: teklifteki her etkileyici sayının bir şartı vardır.
Gerçek soru hangisinin daha büyük olduğu değildir.
Hangi şartların sizin zeminle eşleştiğidir.
Her özellik şartlıysa, makineleri maksimumlarına göre karşılaştırmazsınız — en yaygın parçalarınızda nasıl davrandıklarına göre karşılaştırırsınız.
Geçtiğimiz 12 ayın bükme işlerini çıkarın. Müşterilere gösterdiğiniz kahraman parçayı değil. Sıkıcı yığını: braketler, kapaklar, çerçeveler, muhafazalar. Malzeme, kalınlık, bükme uzunluğu, iç yarıçap, toleransı listeleyin. Bir desen göreceksiniz. Çoğu atölye görür.
Hata, listenin en yüksek sesli 5%’si için alışveriş yapmaktır.
Satıcının Yalanı: “Ekstra tonaja zamanla ihtiyacınız olacak.” Operatörün Gerçeği: “Hiç ihtiyaç duymayan parçalar için her gün bunun parasını ödeyeceğim.”
Bir fren bir haltercidir. Ham güç, posterde harika görünür. Ama denge ve kontrol olmadan tek yaptığınız ağırlığı düşürmektir — ve atölyede o ağırlık hurda kutusuna gider.
Soğuk Zemin Gerçeği: Nadir parçanızda en fazla kas göstereni değil, sık yaptığınız işleri daha hızlı ve temiz yapan makineyi satın alın.
Peki bunu gerçekten anlam ifade eden bir teknik özellik tablosuna nasıl dönüştürürsünüz?
En ağır olanla başlayın tekrarlayan işiniz, yılda bir kez yapacağınız dev iş değil. Eğer düzenli olarak sekiz fit uzunluğunda on numara yumuşak çelik büküyorsanız, bu sizin dayanağınızdır. Gerçek kalıp açıklıkları ve gerçek malzemeler için tonaj hesaplayın — ve paslanmaz ile yumuşak çelik arasındaki fark konusunda dürüst olun, çünkü yalnızca kalıp seçimi gereken kuvveti ciddi biçimde değiştirebilir.
Şimdi broşürlerde çoğunlukla fısıldanan çerçeve kuralını uygulayın: tam tonaj yan çerçeveler arasındaki mesafenin en az 60%’ine yayılmalıdır. On ayaklık bir makinede, maksimum kuvveti üç ayaklık bir bölüme yükleyemezsiniz; bunu yaparsanız kalıcı deformasyonu davet etmiş olursunuz.
Alıcıların aşırı düzeltme yaptığı yer burasıdır. Tonaj tablolarındaki değişkenliği görürler ve “emin olmak için” bir boy büyük alırlar. Oysa gerçek 80% iş yükünüz, nominal kapasitenin 65–75% aralığındaysa, Goldilocks bölgesindesiniz: malzeme dalgalanmaları için yeterli pay, ama kullanılmayan demir için fazla ödeme de yok.
Belirsiz kalan kısım mı? Aşırı boyutlandırma, kısmi uzunlukta bükümleri daha tehlikeli hale getirebilir, daha güvenli değil. Büyük makine. Kısa parça. Yüksek yerel yük. Sigorta aldığınızı sanmıştınız; stres yoğunlaşması aldınız.
Soğuk Zemin Gerçeği: Gerçekten haftalık olarak yaptığınız en ağır işe göre boyutlandırın — ve o yükün makinenin yapısal tatlı noktasına rahatça oturduğundan emin olun, övünme sınırında değil.
Ama tonaj sadece tavanı belirler. Parçaların o aralık boyunca tutarlı kalmasını ne sağlar?
Kuvvet satın almıyorsunuz. Kontrollü kuvvet satın alıyorsunuz.
Bunları sorun, ve geçiştirmeyi kabullenmeyin:
Taç ayarı nasıl uygulanıyor — manuel takozlar, hidrolik mi yoksa tonaja bağlı CNC kontrollü dinamik taçlama mı?
Ayarlama otomatik ve tekrarlanabilir değilse, sezgiye göre ayar yapıyorsunuz demektir. Bu ±1.0° sapma demek.
Taç ayarı gerçek zamanlı yük geri bildiriminden mi yoksa önceden belirlenmiş tablolardan mı hesaplanıyor?
Ön ayarlar ideal malzemeyi varsayar. Gerçek çelik broşür okumaz.
Y1/Y2 senkronizasyonu hafif yük altında ve asimetrik yüklemede nasıl ölçülüyor ve düzeltiliyor?
400 tonluk bir pres frende 16 kalibre yumuşak çelik hayal edin. Kapasitenin düşük yüzdesi. Pistonlar biraz bile kayarsa, kuvveti hissetmeden önce koniklik görürsünüz.
Standart hava bükmesinde tam çalışma uzunluğu boyunca gösterilen açı değişimi nedir?
Teorik değil. Parçaları gösterin. Onlara bir iletki koyun.
Dolu sekiz feet boyunca, nominal tonajın 70% değerinde açı tutarlılığına ne olur?
İşte gerçek işin çoğu burada olur. 100%’de değil. 10%’de değil.
Satıcının Yalanı: “CNC taçlama ve kapalı devre senkronizasyonu var.” Operatörün Gerçeği: “Ne üzerinde kapalı devre, nasıl düzeltilmiş ve hangi malzemede kanıtlanmış?”
Temiz şekilde cevap veremiyorlarsa, boşluğu buldunuz demektir.
Ve o boşluk, hurdaların doğduğu yerdir.
“En yüksek tonaj kaç?” diye sormayı bırakın. “Günde kaç ilk parça isabeti alıyoruz?” diye sorun.”
Her hafta gerçekleşen varsayımsal bir senaryo: Atölye A, güvenlik için 250 tonluk hidrolik pres freni satın alır. Atölye B, sıkı senkronizasyona ve otomatik taçlamaya sahip 180 tonluk elektrikli satın alır. İkisi de teknik olarak işi yapabilir.
Atölye A uzunluk boyunca açı ayarlamak için üç deneme bükmesi yapar. Atölye B ise makine kendiliğinden sapmayı telafi ettiği için ikinci parçada toleransı tutturur. Bunu haftada 20 kurulumla çarpın.
Fark beygir gücü değil. Fark farklı bir şapka takan zaman ve hurdadır.
ROI’yi üç kategoriyle ölçün:
Daha küçük, daha iyi kontrol edilen bir makine, yüksek çeşitlilik ortamında iş başına kurulumu beş dakika bile kısaltırsa, bu haftada saatler demektir. Saatler kapasite olur. Kapasite kâr marjına dönüşür.
Sapma telafisi olmayan kuvvet, hurda üretmenin pahalı bir yolundan başka bir şey değildir.
Yeni bakış açısı şu: tonajı aşılması gereken bir kısıtlama olarak düşünün, sonra makineleri 80% iş yükünüz içinde sapma, senkronizasyon ve tekrarlanabilirliği ne kadar akıllıca yönettiklerine göre sıralayın. Bu şekilde değerlendirdiğinizde, teklifteki en büyük sayı etkileyici olmaktan çıkar — ve önemsiz hale gelir.


















