

400トンプレスブレーキが床に据え付けられている。新しい塗装、大きなバッジ、見栄えのするパンフレット。仕事は?厚さ10ゲージの軟鋼、長さ8フィート。 routine(通常作業)のはずだった。ところが、オペレーターは角度調整に苦戦している。中央で89°、両端で91°。圧力を上げると、状況はさらに悪化した。.
トン数は十分。制御が足りない。.
もしこの情景に見覚えがあるなら、それは良い兆候だ。それは「トン数が多いほど安全」という物語にひびが入っているのをすでに見た証拠だ。.
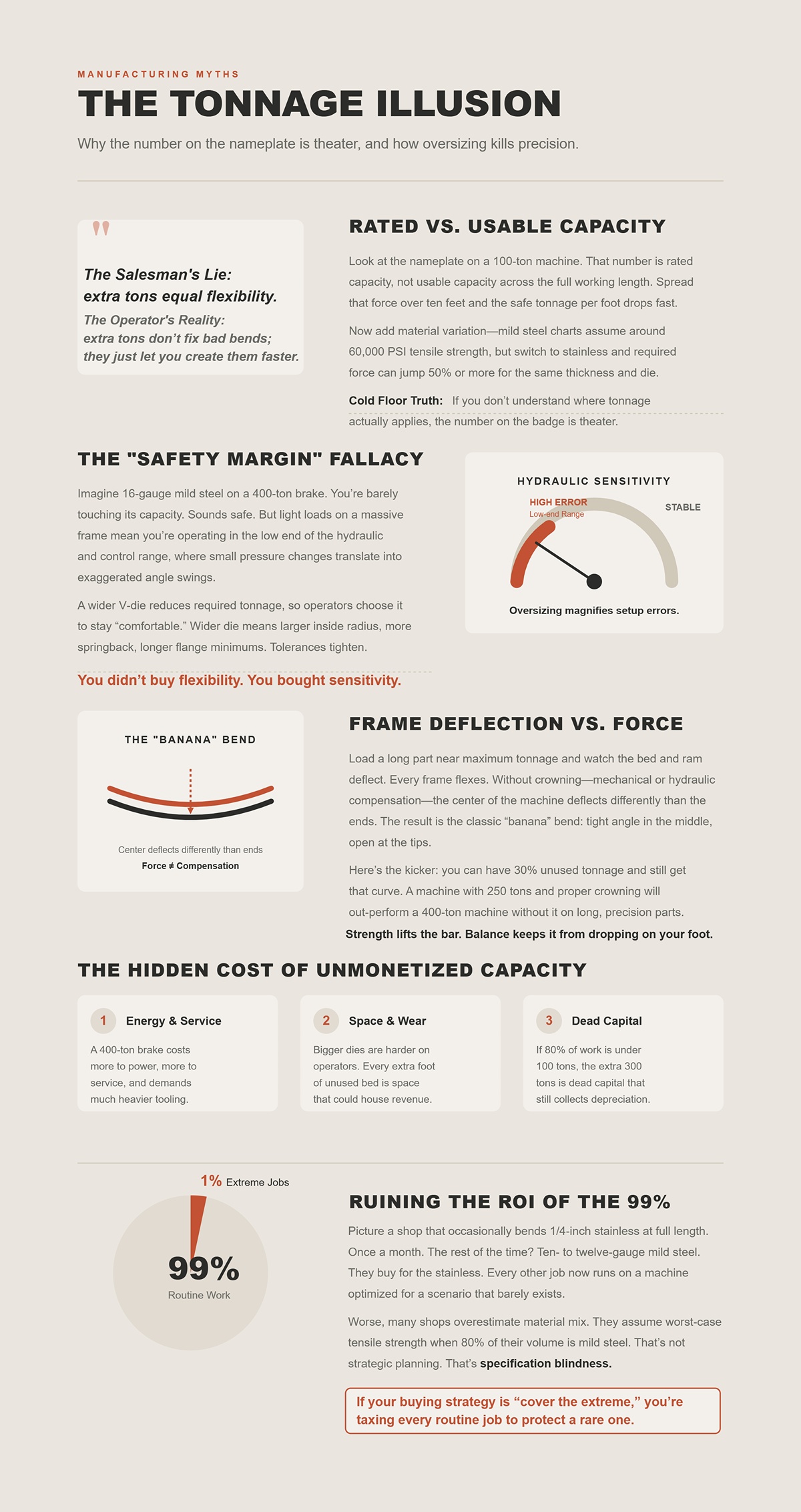
100トン機の銘板を見てみよう。その数字は定格能力であり、全長にわたって使える能力ではない。その力を10フィートに分散すると、1フィートあたりの安全トン数は急速に低下する。さらに材料のばらつきも加わる。軟鋼の表はおおよそ引張強さ60,000 PSIを想定しているが、ステンレスに切り替えると、同じ板厚と金型でも必要な力が50%以上増えることがある。.
だから工場は保険をかける。「念のため」に30〜50%多いトン数の機械を買うのだ。“
営業マンの嘘:トン数を増やせば柔軟性が手に入る。オペレーターの現実:トン数を増やしても悪い曲げは直らない、それをただ速く作るだけだ。.
冷たい現場の真実:トン数が実際にどこに必要なのか—1フィートごと、材料ごと、金型ごと—を理解していなければ、バッジに刻まれた数字はただの見せ物に過ぎない。.
そしてもう一つ難しい問いが浮かぶ。「安全マージン」が問題になるとしたらどうなる?
400トンのブレーキで厚さ16ゲージの軟鋼を想像してみよう。機械の能力をほとんど使っていない。安全そうに聞こえる。しかし、大型フレームで軽負荷をかける場合、油圧や制御のレンジの低い部分で作業することになり、小さな圧力変化が角度の大きな変動として現れる。.
そこに金型選定が加わる。幅の広いV型金型は必要トン数を減らすため、オペレーターはしばしば「安心」のためにそれを選ぶ。だが幅の広い金型は内側半径が大きくなり、スプリングバックが増え、フランジ最小長さが長くなる。形状が変わり、許容差が厳しくなる。いつの間にか安全マージンが精度問題に変わってしまう。.
柔軟性を買ったのではない。感度を買ったのだ。.
冷たい現場の真実:大型化は軽作業で制御力を与えない、それはセットアップミスを増幅させる。.
しかしサイズを適正化しても、フレーム自体はどうだろう?
長尺部品をほぼ最大トン数で負荷すると、ベッドとラムがたわむ。すべてのフレームはたわむ。クラウニング(機械式または油圧式の補正)がなければ、機械中央と両端ではたわみ方が異なる。その結果が典型的な「バナナ曲げ」だ。中央は角度がきつく、両端は開く。.
重要なのはこれだ:たとえ30%の未使用トン数があっても、その曲がりは発生する。力の容量は不均一なたわみを防がない。補正だけが防ぐ。.
長尺・精密部品では、250トンで適切なクラウニングを持つ機械は、クラウニングのない400トン機よりも優れた性能を発揮する。その光景を私は実際に見てきた。.
力は限界を引き上げる。バランスはそれがあなたの足に落ちるのを防ぐ。.
では、なぜ店は依然としてより大きな数値を追い求めるのでしょうか?
400トンのプレスブレーキは、動力費もサービス費も高くつき、より重量のある工具を要求します。より大きなパンチとダイは単に高価なだけでなく、バックゲージやオペレーターへの負担も増します。床面積も無料ではありません。ほとんど使わないベッドの余分な長さも、売上を生むスペースになりえる平方フィートなのです。.
そして、あなたの業務量のうち80%が100トン未満であれば、その余分な300トンは死んだ資本です。死んだ資本でも減価償却は発生します。.
それは見積書には決して現れないスクラップ箱行きのお金です。.
では、なぜ賢い店までもがこの賭けを続けるのでしょうか?
月に一度、全長で1/4インチのステンレスを曲げる店を想像してみてください。そのほかの時間は?10~12ゲージの軟鋼ブラケットばかりです。彼らはステンレス用に機械を買います。そして他の全ての仕事は、ほとんど存在しないシナリオに最適化された機械で行われることになります。.
さらに悪いことに、多くの店は材料構成を過大評価します。業務量の80%が軟鋼なのに、最悪の引張強度を想定しています。それは戦略的な計画ではなく、仕様への盲目さです。.
購入戦略が「極端なケースをカバーする」ことであるなら、まれな仕事を守るために、日常的な仕事すべてに税金をかけているようなものです。.
そしてそれは不快に感じるべきことです—なぜなら、もしトン数が第一の選別基準でないなら、では何が基準になるのでしょうか?
お客様が二つの異なる10フィートブレーキで作った部品を持ち込みました。同じ材料です:10ゲージ軟鋼、長さ8フィート。同じパンチ、同じ1インチVダイ。1台は320トンのトーションバー式、もう1台は220トンのY1/Y2デュアル油圧式でアクティブクラウニング付き。.
320トン機は端から端まで角度のばらつきが約1.5°ありました。220トン機は全長で0.2°以内に収まりました。.
どちらにも十分な力はあります。しかし、片方だけが監視なしで販売可能な部品を生産しました。.
力は曲げを生みます。同期とクラウニングは、その曲げが8フィート全体、シフト全体、バッチ全体で一貫しているかを決定します。再現性は、プログラムに触れずに2つ目の部品が1つ目と一致するかを決定します。この三要素こそが、トン数ではなく、ブレーキを「力任せの機械」から「生産ツール」に変えるものです。.
営業マンの嘘:「この機械は必要な分以上のトン数を持っています。」オペレーターの現実:「ラムが百分の数単位で平行に着地し、荷重下でもその状態を維持してほしい。」“
工場床の現実:もしトン数が第一の選別基準でないなら、同期精度、クラウニング戦略、位置再現性が基準であるべきです。.
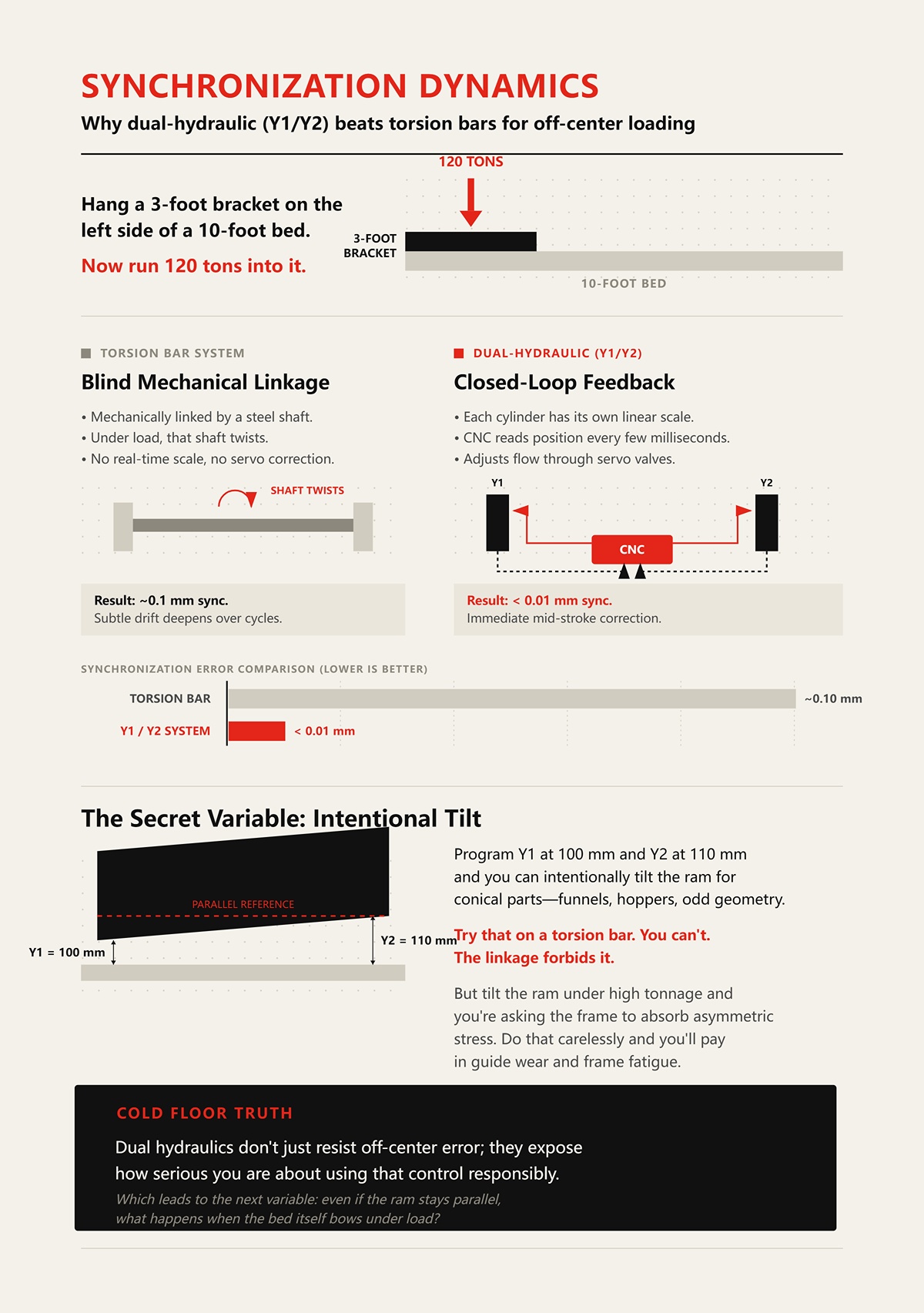
10フィートのベッドの左側に3フィートのブラケットを掛けてください。そしてそこに120トンを加えてください。.
トーションバー方式のマシンでは、ラムの両側が鋼製シャフトによって機械的に連結されています。荷重がかかると、そのシャフトはねじれます——ほんの数ミクロンですが、十分な量です。両側の動きをリアルタイムで読み取るスケールはなく、ストローク途中で補正するサーボバルブもありません。理想的な条件下でおよそ0.1 mmの同期精度が得られますが、偏荷重がかかるとバーが弾性的に変形し、機械はその変化を認識できません。.
結果は劇的ではありません。むしろ悪い意味で控えめです。微妙なずれ——片側がわずかに深く入り、熱や摩耗によってサイクルを重ねるうちにその差が蓄積していきます。.
Y1/Y2のデュアル油圧システムでは、各シリンダーにリニアスケールがそれぞれ取り付けられています。CNCは毎数ミリ秒ごとに位置を読み取り、サーボバルブを介して流量を調整し、両側を百分の数単位、良好なシステムでは0.01 mm未満の精度で同期させます。偏荷重がかかると、その位置誤差が即座に検出され、ストローク中に制御が補正します。.
これが仕組みです。閉ループフィードバックと盲目的な機械連結の違いです。.
ここからがパンフレットに載っていない部分です。Y1を100 mm、Y2を110 mmに設定すれば、意図的にラムを傾けて円すい形部品——ファンネルやホッパー、特殊形状——を成形できます。トーションバーではそれはできません。連結機構がそれを禁じます。.
しかし、高トン数のラムを傾けるということは、フレームに非対称な応力を負担させることになります。軽率にそれを行えば、ガイドの摩耗やフレーム疲労という代償を支払うことになるでしょう。.
したがって、同期機能は力そのものです——ただし、それを支えるフレーム構造とプログラム管理が一致している場合に限ります。.
現場の真実:デュアル油圧は偏荷重誤差に「抵抗」するだけでなく、その制御を責任ある方法で使っているかどうかを「露呈」します。.
次の変数につながります。ラムが平行を保ったとしても、ベッド自体が荷重でたわむとどうなるでしょうか?
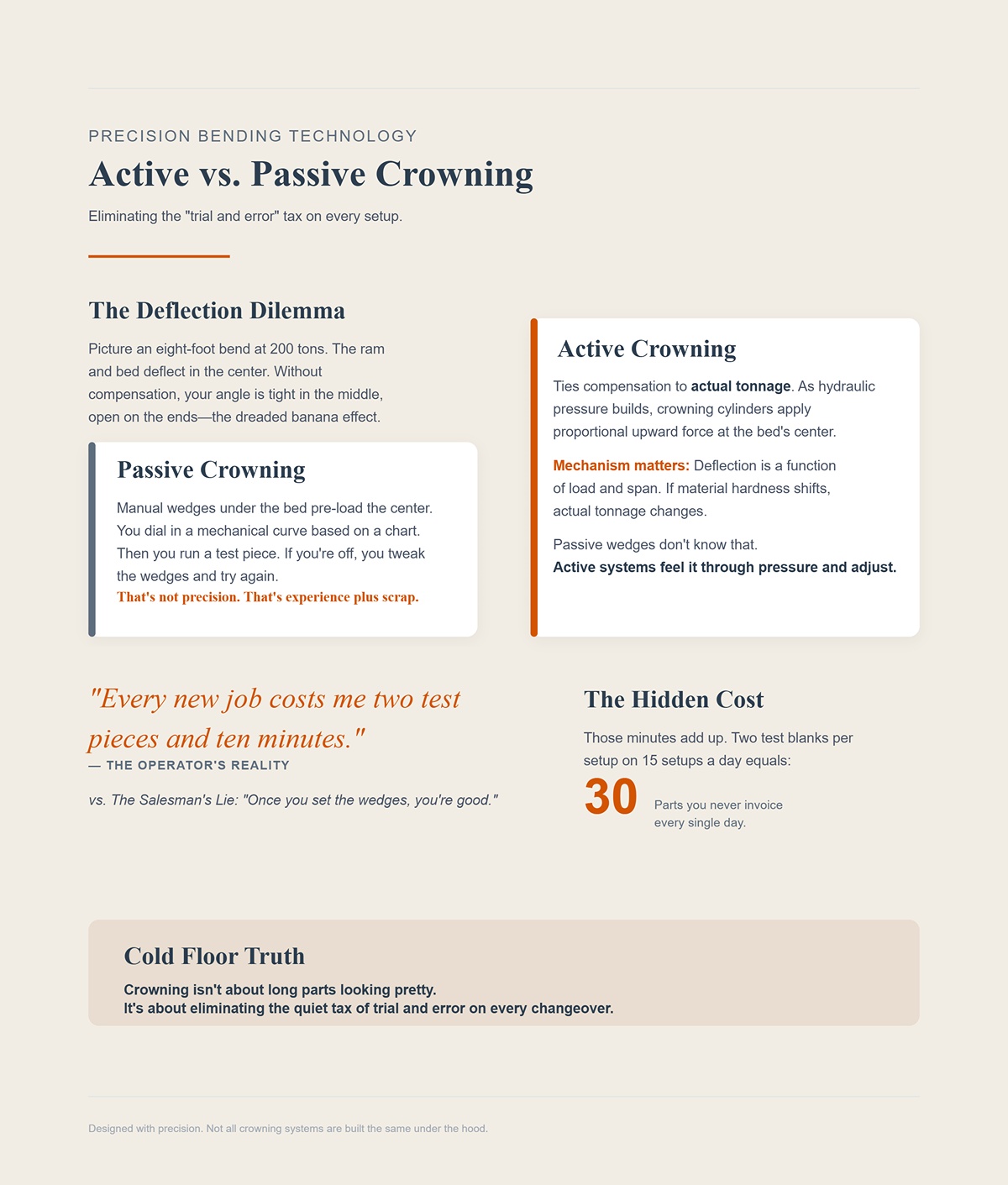
8フィートの曲げ加工を200トンで行う状況を想像してください。ラムとベッドは中央部分でたわみます。補正しない場合、中央では角度がきつく、両端では開いてしまいます——以前話した「バナナ曲げ」です。.
パッシブクラウニングシステム——ベッド下の手動ウェッジ——では中央をあらかじめプリロードできます。材質、板厚、長さ、推定トン数に基づいたチャートをもとに機械的なカーブを設定します。その後テストピースを曲げ、結果がずれていればウェッジを調整して再試行します。.
それは精密ではありません。それは経験とスクラップの積み重ねです。.
アクティブクラウニングは補正を実際のトン数に連動させます。油圧圧力が高まるにつれて、クラウニングシリンダーがベッド中央に比例した上向きの力を加えます。システムはリアルタイムでラムのたわみに逆らうようにベッドを曲げます。.
ここではメカニズムが重要です。たわみは荷重とスパンの関数です。材料硬度が変化した場合——たとえば、一度は軟鋼、次は高引張鋼——同じプログラム深さでも実際のトン数は変わります。パッシブウェッジはそれを感知できません。アクティブシステムは圧力を通してそれを「感じ」、調整します。.
違いが出るのはセットアップ時間です。多品種の仕事では、パッシブクラウニングは試し曲げ・測定・調整の繰り返し。アクティブクラウニングは初回から高い精度で加工できることが多いのです。.
セールスマンの嘘:「一度ウェッジを設定すれば大丈夫です。」オペレーターの現実:「新しいジョブごとにテストピース2枚と10分がかかる。」“
その数分が積み重なります。1日のセットアップが15回なら、テスト用ブランク30枚分は請求できない作業です。.
現場の真実:クラウニングの目的は長尺物を美しく見せることではありません。すべての段取り替えで生じる静かな試行錯誤の税金を排除することが目的なのです。.
しかし、クラウニングシステムの内部構造はすべてが同じようには作られていません。.
昨日の10ゲージ軟鋼はおよそ60,000 PSIの引張強度を示したとしましょう。今日のロットは約70,000に近い値です。板厚も同じ。プログラムも同じ。.
必要な加圧トン数が増加します。それに伴いたわみも増加します。.
機械式ウェッジシステムは静的です。推定トン数に基づいて設定します。実際の荷重が15%上昇すれば、補正は過少になります。再び端部で角度が開きます。ラムの深さで補正すると、内側のRやフランジ形状がずれます。.
圧力制御と連動する油圧クラウニングシステムは、実際の荷重に応じて反応します。トン数が高くなると、自動的にクラウニング力も増加します。ベッドの曲線はラムのたわみ曲線に追従します。.
そこには複雑さがあります—サーボバルブ、シール、センサー。初期コストは高く、メンテナンスの習慣も求められます。同じ部品を何週間も繰り返し加工する低バラエティの工場では、機械式ウェッジのほうが経済的に合理的な場合もあります。.
しかし、材料ロットや部品長さが日々変わる多品種生産環境では、油圧クラウニングにより角度が均一に保たれ、毎回の段取り直しが不要になります。.
ROI(投資利益率)が生まれるのはここです。ピークトン数ではなく、材料が理論通りでなくても機械が気にしない点にあります。.
現場の真実:材料が変動するなら、静的補正は推測作業になります。推測とは、帽子を変えただけのスクラップです。.
ラムは平行です。ベッドは補正済み。では、部品の位置そのものはどうでしょう?
バックゲージ速度が毎秒1,000 mmだと誇る工場を見たことがあります。聞こえは良いですが、再現性を測るまでその価値はわかりません。.
最初のフランジを基準に4つの曲げを持つブラケットを考えましょう。バックゲージの繰り返し精度が±0.05 mm以内なら、溶接時に穴位置が揃います。±0.3 mmずれると、部品を治具に押し込み、タブを削り、レーザーを非難する羽目になります。.
移動速度はサイクルタイムに影響します。再現性は組立が合うかどうかに影響します。.
高品質なバックゲージは精密ボールねじ、剛性のあるフィンガー、そして位置を閉ループで制御するエンコーダを使用します。安価なシステムはステップカウントやオープンループ前提に頼ります。何千サイクルも繰り返すと、バックラッシュや摩耗が寸法のずれとして現れます。.
多くの人が見落とす関係性があります:同期とクラウニングが角度の一貫性を保ち、バックゲージの再現性がフランジ長さの一貫性を保ちます。角度と長さの組み合わせが形状を作り、形状が組み付け適合性を決定します。.
トン数が完璧でも、塗装が美しくても、溶接工を悩ませる部品を出荷してしまうことがあります。.
営業マンの嘘:「速いです。」オペレーターの現実:「10個目の部品は1個目と同じように合うのか?」“
現場の真実:スピードは部品を速く作る。再現性は「組み合う」部品を作る。.
そして軸を積み重ねていくとき—R、Z1、Z2、X1、X2—問題は「軸の数」ではありません。その複雑さがこの三位一体を強化するのか…それとも静かに損なうのか、ということです。.
同期を手に入れた。アクティブクラウニングもある。バックゲージは数百分の一の範囲で繰り返す。そこにパンフレットが滑り込んできて言う。「R軸を追加、Z1/Z2を追加、X1/X2を追加」。6軸。8軸。完全自動。.
さて本当の疑問はこれだ――その追加の軸は品質の三本柱を強化するのか、それとも失う方法を倍増させるだけなのか?
プレスブレーキはウェイトリフターだ。カタログ写真では力強さが映える。しかしバランスとタイミングがなければバーはぐらつく。工場ではそのぐらつきが、フランジ長さの不一致、曲げ順序の誤り、そしてグラインダーで「調整」して初めて合う部品として現れる。軸が増えると調整の要求も増える。調整とはソフトウェア、サーボレスポンス、そしてオペレーターの判断が積み重なったものだ。.
軸は精度を生み出さない。それを要求する。.
冷たい床の真実:新しい軸は三本柱と同期し続けなければならない別の可動部品であり、同期できなければ高価なスクラップ製造を加速させるだけだ。.
具体的に見ていきましょう。.
基本的な2軸または3+1軸のセットアップ―Y1/Y2でラム制御、Xでバックゲージの奥行き、場合によってはRで垂直ゲージ高さ―は、中規模工場で見るブラケットやエンクロージャ作業の大半をこなす。フランジ長は安定しており、シーケンスは単純。オペレーターは感覚と経験でストッパーを調整する。.
サイクルタイムのボトルネック?通常は材料の取り扱いか、ラックまで戻ること。軸の移動ではない。.
ここで独立したZ1/Z2フィンガーとプログラム可能なR動作を備えた6軸バックゲージを投入する。非対称な部品―オフセットフランジ、逆曲げ、反転できない部品―では、そのシステムは曲げ間の手動位置替えを排除できる。これは形状が要求するときに実効性のある生産性だ。.
しかし現場で私が見るのはこうだ:最初のセットアップに時間がかかる。独立フィンガー移動のシーケンスをプログラミングし、衝突を確認し、部品の向きを機械に教える―それが時間を食う。もし業務の80%が単純なら、その複雑さはボトルネックを解消しない。むしろ作り出す。.
営業マンの嘘:「軸が増えるとオペレーターの作業が減る」。オペレーターの現実:「軸が増えると最初の良品を作る前に決めることが増える」。“
冷たい床の真実:ボトルネックがバックゲージの再位置決めでないなら、6軸では修正できない。.
Z1/Z2の独立性は、曲げ線に沿って非対称な部品で輝く。例えば、左フランジが40mm、右が65mmで、上流の加工のために部品を反転できないパネル。独立したフィンガーは、手動スライドなしでそれぞれの側を自分の基準に沿って支えることができる。.
それは部品設計が強制する場合に不可欠だ。.
一方で、左右のフランジが同一の大量生産ブラケットを想像してみよう。板厚10ゲージの軟鋼、長さ8フィート。直線曲げで、毎回同じ基準縁。わずかな差のためにZ1/Z2を独立して動かすプログラミングは、フォークリフトにパワーシートを付けるようなもの―悪くはないが、稼ぎを生む要因ではない。.
そしてベンダーが強調しない部分がこれだ:独立した動きは2つのフィンガー間で正確なキャリブレーションを要求する。もし一方のサーボがずれたり、一方のボールねじにバックラッシュが発生したりすれば、「独立精度」は独立誤差になる。同期やクラウンは完璧でも、基準縁がここで0.1mm、あちらで0.2mmずれる。.
角度と長さを足せば形状になる。どちらも逸れさせる余裕はない。.
冷たい床の真実:Z1/Z2は設計制約のためのツールであり、仕様書のステータスシンボルではない。.
ここから事態は厄介になる。.
各軸―X、R、Z1、Z2、X1、X2―はサーボドライブとモーションを調整するコントローラに依存している。コントローラが動作を十分な速度で処理・実行できない場合、ラグ(遅れ)が発生する。目に見えないラグ。ミリ秒単位のラグだ。.
しかしストロークの底部では、そのミリ秒が重要になる。.
Y1/Y2のラム同期はビームを平行に保つ。そこに、曲げが完了する前にクリアし、再配置し、安定しなければならない複雑なバックゲージの動きを追加すると、タイミングイベントが積み重なる。もし制御能力が追いつかないと、ラムがゲージが完全に安定する前に深さに到達することがある。あるいは、ゲージは安定したが、位置フィードバックがまだ完全に落ち着いていないこともある。.
こうして最初の部品は良好、5番目は疑わしく、10番目はスクラップ箱行きとなる。.
機械の表示は「6軸」のまま。スクラップ箱が言うのは「コントローラの不一致」だ。“
400トンプレスブレーキで16ゲージの軟鋼を想像してみよう。巨大な出力だ。だがコントローラが同時軸コマンド処理で息切れしたら?問題は強度ではない。荷重下での協調制御だ。同じ話である。.
冷厳な現場の真実:高軸数でも、それを真に同期させられるコントローラがなければ、複雑さだけが制御を上回る。.
多くの経営者が painful な経験で学ぶ不都合な真実。.
もし500個の同一部品を、単純な形状で、同じ材料で一週間通して生産するなら、アクティブクラウニング付きのよく同期した3+1軸機が、フル装備の6+1軸システムよりもしばしば高生産性を発揮する。パラメータが少なく、プログラミングが速く、トラブルも少ない。.
手動の微調整―指を滑らせる、ストッパーを軽く当てる―は、オペレーターが仕事を理解していれば数秒で済む。些細な差異に対して独立軸をプログラムするのは数分かかる。少量ロットでその数分が積み重なれば、現実的なコストになる。.
では逆に考えてみましょう。.
もし高品種・少量で、数時間ごとに形状が変わるような仕事なら、高速コントローラに結ばれた高機能軸と優れたオフラインプログラミングによって、段取りスクラップを削減し、繰り返しの手動位置替えをなくせる。そういう場面では、それが生きる。.
だから正しい問いは「いくつ軸を買えるか?」ではなく、「現実にどんな作業をしていて、それを人とコントローラが支えられるか?」である。“
冷厳な現場の真実:軸が多くなれば可能性は広がる。同時に、ミス1つのコストも増える。.
そして次に本当に意味のある比較へとつながる――ポスター上の“最重量級マシン”を買ってバランスが勝手に取れると期待するのではなく、各工場タイプに最適な構成を合わせるという比較だ。.
昨冬、私は1週間で3つの工場を回った。1つ目は昼前に20種類の部品番号を扱っていた。2つ目は階段ストリンガー用に3/8と1/2の板しか曲げていなかった。3つ目は初のロボットを導入中だった。どの工場も「もっと大きなトン数」を探していた。“
同じ営業担当。だが、現実は三者三様だった。.
問題は、どれだけ多くの軸を取り付けられるかではありません。実際にあなたの1日の中の80%がどのように見えるのか——そしてあなたの同期システムとクラウニング戦略がそこでどれだけ守ってくれるかです。なぜなら、たわみ制御のない力は、一貫したスクラップを高価に生産する方法にすぎないからです。そして、負荷を正当化できない軸は、誤操作を待つソフトウェアメニューにすぎません。.
では、どの構成が実際に適しているのでしょうか?
30枚の作業指示書が掲示されたジョブボードを思い浮かべてください。今日は14ゲージ、次は11ゲージ、その後は印刷図面とは違うスプリングバックを起こすステンレス製の筐体です。.
多くの工場が誤診するポイントがここです。引張強度が10%増加すると、おおよそ10%の追加の力が必要になります——さらに、荷重下でラムとベッドを平行に保つために約10%の追加クラウニングも必要になります。厚みが10%増す場合?必要な圧力は約20%増加します。もしクラウニングが機械式で静的なら、荷重下で調整することはできません。オペレーターは長さの途中で角度が開くのを見て、スプリングバックのせいだと考えます。.
しかし実際にはビームがたわんでいるのです。.
曲げ中に動的に調整できる油圧式またはCNCクラウニングシステムこそが、ハイミックス工場を健全に保つ鍵です。見た目が派手だからではなく、材料の現実が計算機と一致しないときに反応できるからです。それがなければ、あなたの「10分の段取り替え」は「10分+試験片3枚」になります。.
では、それをストレステストしてみましょう。マルチゾーンCNCクラウニングを備えていても、システムは理想的な材料挙動を前提としています。実際の鋼材はばらつきます。だから、目で見た現象を理解できるオペレーターが必要なのです。高速バックゲージと独立したZ1/Z2フィンガーは、形状がそれを強制するときに助けになります——しかしクラウニングが厚みや引張強度の変動を追随できなければ、他の速度は意味を持ちません。.
営業マンの嘘:「6軸バックゲージならセットアップ時間を短縮できます。」オペレーターの現実:「角度がズレているなら、指がどれだけ速く動こうが追いかけるしかない。」“
現場の真実:ハイミックス作業では、動的クラウニングの精度がスクラップ箱の費用を、追加のバックゲージ軸よりも多く節約するのです。.
しかし、もし部品の変化が稀で——課題が変動ではなく質量である場合は?
厚さ1/2インチ、長さ10フィートのプレートを想像してください。1部品につき2回の曲げ。終日その繰り返しです。.
厚みが10%変化すると、必要な力は約20%増加します。重板では、その変化は理論的なものではなく、ミルのロットが変わると実際に発生します。フレームが十分に剛性を持たなければ、いくらプログラムされたクラウニングでも完全には救えません。ラムとベッドは補正されても、サイドフレーム自体がたわむのです。.
クラウニングが完璧でも、研究では1/4インチ板材で材料のばらつきにより角度変動が約±0.3度以内に収まることが示されています。それ以上に角度が外れている工場を見たときは、原因はクラウニングではなく、フレームのたわみか、荷重下でのY1/Y2同期の不良であることが多いです。.
ここで仕様書があなたを惑わせます。サイクル速度は印象的に見え、軸数は近代的に見えます。しかし重構造加工が生きるのは、フルストローク、深いスロート、そしてフレーム質量の世界です。スロート深さが足りず部品を物理的に入れられない、あるいは戻りフランジをクリアする前にストロークが底付きしてしまうなら、どれだけサーボの速度が速くても意味はありません。.
営業マンの嘘:「500トンあるから大丈夫です。」オペレーターの現実:「フレームがねじれるなら、俺はバナナを曲げてるようなものだ。」“
現場の真実:構造加工では、剛性と形状の包絡線が常にサイクル速度に勝り——クラウニングはトン数容量だけでなく、厚みの変動に応じてスケールさせる必要があります。.
では、今日の手動工場が来年ロボットを取り付ける計画を立てた場合、何が起きるでしょうか?
人間のオペレーターは無意識のうちに補正しています。フランジがわずかに長く仕上がった場合、彼は握る力を調整し、部品を再セットし、深さを即座に微調整します。.
ロボットは指示された通りに正確に動作します。それ以上でもそれ以下でもありません。.
ここで追加の軸、つまりプログラム可能なR軸の高さ、Z1/Z2位置、時にはX1/X2深さなどが、贅沢品ではなく必要条件になります。ロボットは予測可能なゲージ位置と衝突のない動作経路を求めます。手動操作では過剰に思えた独立したフィンガーの動きも、グリッパーがずれたストッパーを「感覚で探れない」状況では必須になります。.
しかしここに落とし穴があります。将来の自動化を見越して軸を追加しても、コントローラーの速度と同期をアップグレードしなければ、それは高価なためらい装置を作ることになります。ロボットは遅いバックゲージを待つことが嫌いです。また、角度のズレも嫌います。クラウニングが動的で再現性がなければ、ロボットは忠実に同じ不良品を量産するでしょう。.
現場の冷徹な真実:軸を将来の自動化に合わせて計画するのは、制御とクラウニングが強固で、繰り返しが資産となり欠点とならない場合だけです。.
そして時に、最も賢い自動化の選択は、1台の機械に軸を増やすことではありません。.
私は、時折20フィートの部品に対応するために1,000トンの巨大マシンを見積もる工場を見たことがあります。.
そして、2台の500トン機がタンデムで長尺部品を加工し、通常業務では分離して稼働しているのも見てきました。.
書類上では、単一の巨大ブレーキの方がシンプルに見えます。1つのフレーム、1つの制御、大きな数値を誇るパンフレット。しかしほとんどの工場は、20フィート部品を毎日曲げているわけではありません。彼らが曲げるのはテンゲージの軟鋼、長さ8フィートのブラケットやチャンネル類で、そのモンスターを能力のほんの一部で拘束してしまうような仕事です。.
同期が取れた2台の小型機は選択肢を広げます。長尺が必要な時は連結して使い、残りの週は分離して通常の作業を倍速化します。一方が故障しても、工場全体が停止することはありません。.
しかしこの場合も、同期が王者です。タンデムモードでは両フレーム間のY1/Y2制御の精密さ、連携したクラウニング戦略が求められます。一方の機械が異なるたわみを示せば、その差は部品の中央に現れます。.
セールスマンの虚構:「一度買えばすべて解決。大きく行け。」オペレーターの現実:「ほとんどの日は、見栄ではなくバランスが必要だ。」“
現場の冷徹な真実:最高のプレスブレーキとは、ポスター上の最強の重量挙げ選手ではありません。実際に稼働する作業のおよそ80%において、制御、クラウニング、構成が一致している機械です。.
それに気づいた瞬間、仕様書はトロフィーのようには見えなくなり、むしろ誤解の罠のように見え始めるでしょう。.
これだけ多くの変数がある中で、工場は実際どう決めればよいのでしょうか?
見出しの数字ではなく、細部の注意書きを自分に不利な契約書のように読み始めるのです。.
仕様書とは、重量挙げ選手がプレス中に撮られたポスターのようなものです。大きな数字、胸を張り、バーを頭上に掲げる姿。印象的です。しかしそのポスターは、彼がバーを安定して保持できるか、負荷に耐えた膝が崩れないかは示していません。そして工場では、バーが落ちればそれはスクラップ箱に直行します。.
営業担当はピークフォースを売ります。現場はたわみ、段取り時間、角度のズレの代償を払うのです。.
もし見積もりの読み解き方を知らなければ、同じ土俵で勝負していない機械同士を比較することになる。.
“「400トン。」”
それはどの距離で?
トン数の定格は、サイドフレーム間の特定のスパンと特定の荷重分布に紐づいている。中心線からの距離を変える。ダイの開口を変える。材料の幅を変える。すると使用可能な1フィートあたりの力が変化し、たわみも同様に変わる。.
そして、単位の駆け引きがそこに加わる。あるベンダーはフィートあたりショートトンで見積もる。別のベンダーはメートルあたりメートルトンで見積もる。紙の上ではほぼ同じに見えて比較可能な気がする。だが実際は違う。私は、10%も強い機械を手に入れたと思った工場が、実際には単に違う物差しを読んでいただけという例を見てきた。.
セールスマンの嘘:「これは300トンの機械です。」 オペレーターの現実:「私の作業長さとダイでは、240みたいな動きをする。」“
そしてここからが微妙な話になる。Vダイを材料厚の8倍から12倍に広げれば、必要トン数を減らすことができる。チャート上ではきれいに必要な力が下がる。しかし内側のRは大きくなり、フランジ形状が変化し、結果として部品がゲージに以前のように当たらなくなる。トン数は節約できても、組み付けの面倒事を買うことになる。.
現場の冷徹な真実:定格トン数は条件付きの約束であり、普遍的な真実ではない。実際の部品条件と一致させなければ、机上の空論で予算を立てているにすぎない。.
では、力が絶対でないなら、ソフトウェアはその差を埋められるのか?
最新の制御装置は、ラムが動く前に曲げをシミュレーションする。材料ライブラリ。スプリングバック補正。干渉検出。見た目は外科手術のように正確だ。.
しかしシミュレーションは、フレームがモデル通りに動作すると仮定している。.
油圧機と電動機では力の伝達方法が異なる。電動駆動はより正確に力を加えられるが、多くの場合速度やストローク特性が異なる。ソフトの曲げモデルが、滞留や圧力の立ち上がりなどに関して油圧的な前提に依存していると、美しいシミュレーションができても、実際の角度は外れることがある。.
400トンブレーキで16ゲージの軟鋼を想像してみてほしい。シミュレーションでは20%の能力と表示される。十分な余裕に見える。しかし負荷が軽いときの同期が甘い—Y1/Y2が完全には追従していない—場合、その「楽勝」の作業でも左右でテーパーが出る。力が足りなかったのではなく、低負荷での制御が足りなかったのだ。.
セールスマンの嘘:「制御装置がすべて計算する。」 オペレーターの現実:「制御装置はフレームを硬くできない。」“
現場の冷徹な真実:ソフトウェアは力を予測できるが、物理法則を打ち消すことはできない。鉄がねじれれば、コードはそのねじれを記録するだけだ。.
そしてたとえ機械が完全に同期していても、日々その機械で部品を実際に通せるのか?
ここで取引は静かに消える。.
デイライトとは、ラムとベッドの間の開いた距離のことです。ストロークは、ラムがどれだけ移動するかを示します。スロート深さは、フレームに当たる前にどれだけ奥までフランジを差し込めるかを表します。これらのどれもパンフレット上では英雄的には見えません。しかし、これらすべてが部品が適合するかどうかを決定します。.
私は、ショップがトン数だけを見て購入し、その後、カスタム工具を作るか、部品を3回も反転させないとリターンフランジを通せないことに気づくのを何度も見てきました。反転が1回増えるたびに、ハンドリング時間が増加します。ハンドリング動作が1回増えるたびに、ばらつきが増します。あなたの理論上のサイクルタイムは、人の動作の中に消えてしまいます。.
工具の互換性も同じ話です。もしその機械が、1ステーションあたり30%多くかかる専用パンチを必要とするなら、それは資本経費に隠れた廃棄レベルのコストです。5年後には、その差額が実際に必要だったサーボアップグレードと同等になるかもしれません。.
しかしサイズを適正化しても、フレーム自体はどうだろう?
現場の冷徹な真実:あなたの80%の部品を快適に収められないブレーキは「多用途」ではありません。それは毎日の妥協であり、あらゆるシフトに負担をかけます。.
だから、もしかしたらあなたは代わりにスピードに注目するかもしれません。.
アプローチスピードは、ラムが素材に接触する前にどれだけ速く移動するかを示します。ベンディングスピードは、負荷をかけた状態でどれだけ速く動くかを表します。.
どちらが大きく印刷されるか、想像がつくでしょう。.
もしあなたのサイクルがハンドリング――つまり、積み込み、位置合わせ、ゲージ設定、取り出し――によって支配されているなら、アプローチスピードを0.5秒短縮してもスループットは変わりません。もし一日中、短いストロークで薄板をエアベンディングしているなら、そのときはアプローチスピードの方が重要になります。すべてはコンテキスト次第です。.
厚板の場合は異なる話になります。負荷がかかると、フレームを保護し精度を保つためにベンディングスピードはしばしば遅くなります。それは欠点ではありません。それが物理であり、優れた設計です。速く降下しても、負荷時に予測不能なほど遅くなる機械では、リズムも角度も崩れてしまいます。.
営業マンの嘘:「これは30%速いですよ。」オペレーターの現実:「実際の作業長で、全負荷時の速度を見せてくれ。」“
現場の冷徹な真実:報酬をもたらす唯一のスピードは、素材に接触しても精度を維持できるスピードです。.
誇張を排除すれば、パターンは明確です。見積書に記載された印象的な数値には、すべて条件がついています。.
したがって、本当の問いは「どの仕様が大きいか」ではありません。.
「どの条件があなたの現場に合っているか」です。.
すべての仕様が条件付きである以上、機械を比較する際は最大値ではなく、最も一般的な部品でどのように振る舞うかを比較すべきです。.
過去12か月の曲げ加工ジョブをすべて洗い出しましょう。顧客に見せる「英雄的」な部品ではなく、退屈なスタック――ブラケット、カバー、フレーム、エンクロージャーです。材料、板厚、曲げ長さ、内半径、公差をリストアップします。パターンが見えるはずです。ほとんどの工場でそうなります。.
間違いは、そのリストの中で最も派手な5%を基準に買ってしまうことです。.
営業マンの嘘:「余分なトン数は後で活用できますよ。」オペレーターの現実:「必要もない部品のために、毎日その代償を払うことになる。」“
ブレーキはウェイトリフターのようなものです。ポスター上では筋力が強いほど魅力的に見えます。しかし、バランスとコントロールがなければ、やっていることはバーを落としているだけです——そして工場では、そのバーはスクラップ箱に落ちてしまいます。.
冷たい床の真実:よく使う仕事を速く、きれいに仕上げられる機械を買いましょう。めったに登場しない部品で「力自慢」するための機械を買うのではありません。.
では、それを「意味のある仕様書」にどうやって変えるのでしょうか?
一番重たい 繰り返し発生する 仕事から始めましょう。一年に一度しか出てこない巨大部品ではなく、日常的なものです。もし日常的に厚さ10ゲージの軟鋼を長さ8フィートで曲げるのであれば、それが基準点です。実際に使用するダイの開口や材料に基づいてトン数を計算しましょう——ステンレスと軟鋼の違いについても正直になってください。ダイの選択だけで必要な力が大きく変わることがあります。.
ここでパンフレットではあまり語られない枠組みのルールを適用します:全トン数は、少なくともサイドフレーム間距離の60%にわたって分散されるべきです。10フィートの機械なら、3フィートの区間に最大荷重を集中させれば、永久変形を招くことになります。.
ここで買い手は過剰修正をしがちです。トン数チャートのばらつきを見て、「安全のために」一段階上を選ぶのです。しかし、実際の80 %の作業が定格容量の65〜75 %の範囲に収まっているなら、それが「ちょうどいいゾーン」です。材料のばらつきに対応できる余裕があり、無駄な鉄にお金を払うこともありません。.
見落としがちな点?サイズを大きくしすぎると、部分長さの曲げがより危険になることがあります。大きな機械。短い部品。局所的な高負荷。保険を買ったつもりが、応力集中を買っていたのです。.
冷たい床の真実:毎週実際に行う最も重たい作業に合わせてサイズを決めましょう——そしてその荷重が機械構造の「理想領域」にしっかり収まっていることを確認し、誇示的な限界上で動かさないようにしましょう。.
しかし、トン数は上限を決めるだけです。長さ全体で部品を一貫して仕上げるものは何でしょうか?
あなたが買うのは「力」ではありません。「制御された力」です。.
以下を質問し、曖昧な説明では納得しないこと:
クラウニングはどのように適用されていますか——手動ウェッジ式、油圧式、またはトン数に連動したCNC制御の動的クラウニングですか?
もし調整が自動かつ再現可能でなければ、感覚で調整していることになります。これは±1.0°の誤差が起こる前触れです。.
クラウニングはリアルタイムの負荷フィードバックから計算されていますか、それとも事前設定のテーブルに基づいていますか?
プリセットは理想的な材料を前提としています。実際の鋼材はパンフレットを読みません。.
軽負荷および非対称荷重下で、Y1/Y2の同期はどのように測定・補正されていますか?
400トンプレスブレーキで16ゲージの軟鋼を想像してみてください。能力の低い割合です。ラムがわずかにでもずれたら、力を感じる前にテーパーが見えるでしょう。.
標準的なエアベンドで、全作業長にわたる角度の変動がどれほど実証されていますか?
理論ではありません。実際の部品を見せてください。上に分度器を置いて確認しましょう。.
定格トン数の70%で8フィートに渡る角度の一貫性はどうなりますか?
それが実際の仕事の大部分が行われる場所です。100%ではありません。10%でもありません。.
営業担当者の嘘:「CNCクラウニングとクローズドループ同期を備えています。」 オペレーターの現実:「何のクローズドループ? どのように補正? そしてどの材料で実証?」“
彼らが明確に答えられないなら、それがあなたのギャップです。.
そしてそのギャップこそが、スクラップが生まれる場所です。.
「最大トン数はいくつ?」と聞くのをやめ、「シフトごとに何回初品で合格できたか?」を尋ねましょう。“
毎週起こる仮定の例を挙げます。A工場は安全性を重視して250トンの油圧ブレーキを購入。B工場は180トンの電動機で、精密な同期と自動クラウニングを備えています。どちらも作業負荷を技術的には成形できます。.
A工場は長さ方向の角度を合わせるために3回試し曲げを行います。B工場は、機械がたわみを自動補正するため、2枚目で公差をクリアします。それを週20セットアップで掛け算してみてください。.
違いは馬力ではありません。時間とスクラップが、別の顔で現れているのです。.
ROIを3つの要素で測定しましょう:
より小さく、制御が優れた機械が、高混合環境でジョブごとのセットアップを5分短縮できるだけで、週に何時間も節約できます。時間は生産能力に、能力は利益に変わります。.
たわみ補正のない力は、スクラップを生み出すための高価な方法にすぎません。.
新しい見方はこうです:トン数をクリアすべき制約として扱い、その上で機械を、たわみ、同期、再現性をどれだけ賢く管理するかで順位付けしましょう。そう評価すれば、見積書の中で一番大きい数字は、もはや魅力的ではなく、むしろ無関係になります。.


















