

Sebuah press brake 400 ton terletak di lantai, cat baru, lencana besar, brosur mengesankan. Pekerjaan? Baja lunak 10-gauge, panjang delapan kaki. Seharusnya rutin. Sebaliknya, operator sedang mengejar sudut: 89° di tengah, 91° di ujung. Dia meningkatkan tekanan. Situasinya semakin buruk.
Banyak ton. Tidak cukup kontrol.
Jika adegan itu terasa akrab, bagus. Itu berarti Anda sudah melihat celah dalam cerita “lebih banyak tonase lebih aman.”.
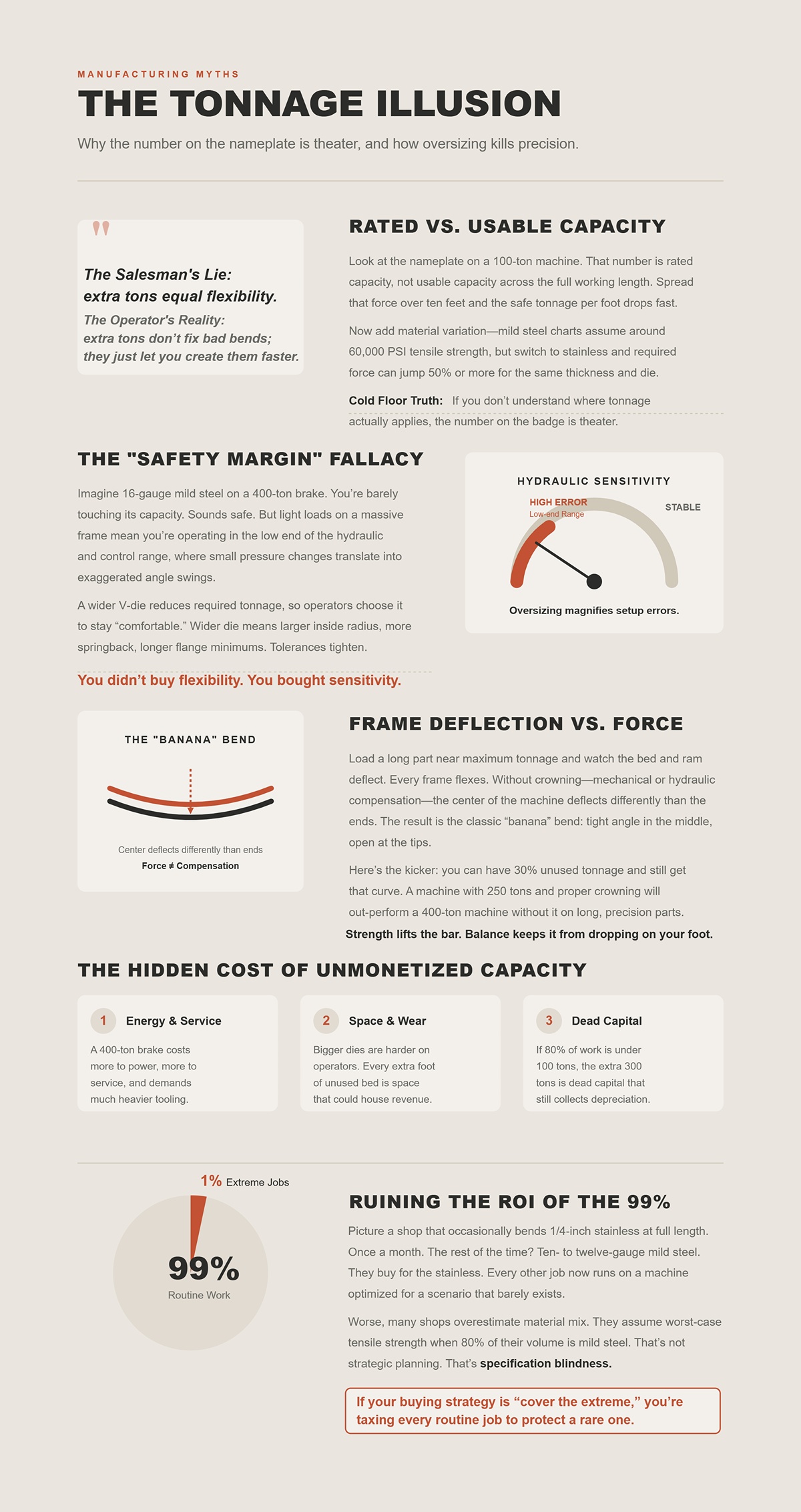
Lihatlah pelat nama pada mesin 100 ton. Angka itu adalah kapasitas terukur, bukan kapasitas yang dapat digunakan di sepanjang panjang kerja penuh. Sebarkan kekuatan itu di sepuluh kaki dan tonase aman per kaki turun dengan cepat. Sekarang tambahkan variasi material—grafik baja lunak mengasumsikan kekuatan tarik sekitar 60.000 PSI, tetapi beralih ke stainless dan kekuatan yang dibutuhkan bisa melonjak 50% atau lebih untuk ketebalan dan cetakan yang sama.
Jadi toko-toko berspekulasi. Mereka membeli 30–50% tonase lebih “hanya untuk berjaga-jaga.”
Kebohongan Penjual: ton tambahan sama dengan fleksibilitas. Realitas Operator: ton tambahan tidak memperbaiki bengkok yang buruk; mereka hanya membiarkan Anda membuatnya lebih cepat.
Kebenaran Lantai Dingin: jika Anda tidak memahami di mana tonase sebenarnya diterapkan—per kaki, per material, per cetakan—angka pada lencana adalah teater.
Ini mengangkat pertanyaan yang lebih sulit: apa yang terjadi ketika “margin keamanan” menjadi masalah?
Bayangkan baja lunak 16-gauge pada brake 400 ton. Anda hampir tidak menyentuh kapasitasnya. Terlihat aman. Tetapi beban ringan pada bingkai besar berarti Anda beroperasi di ujung rendah dari rentang hidrolik dan kontrol, di mana perubahan tekanan kecil diterjemahkan menjadi ayunan sudut yang berlebihan.
Sekarang tambahkan pemilihan cetakan. Cetakan V yang lebih lebar mengurangi tonase yang dibutuhkan, jadi operator sering memilihnya untuk tetap “nyaman.” Cetakan yang lebih lebar berarti radius dalam yang lebih besar, lebih banyak springback, minimum flens yang lebih panjang. Geometri bergeser. Toleransi menyempit. Tiba-tiba margin keamanan Anda menjadi masalah toleransi.
Anda tidak membeli fleksibilitas. Anda membeli sensitivitas.
Kebenaran Lantai Dingin: oversizing tidak memberi Anda kontrol pada pekerjaan ringan; itu memperbesar kesalahan pengaturan.
Tetapi bahkan jika Anda mengukurnya dengan benar, bagaimana dengan bingkai itu sendiri?
Beban bagian panjang mendekati tonase maksimum dan saksikan tempat tidur dan ram defleksi. Setiap bingkai melentur. Tanpa pemahatan—kompensasi mekanis atau hidrolik—pusat mesin melentur berbeda dari ujungnya. Hasilnya adalah bengkok “pisang” klasik: sudut ketat di tengah, terbuka di ujung.
Inilah yang mengejutkan: Anda bisa memiliki 30% tonase yang tidak terpakai dan tetap mendapatkan kurva itu. Kapasitas gaya tidak mencegah defleksi yang tidak merata; kompensasi yang melakukannya.
Sebuah mesin dengan 250 ton dan pemahatan yang tepat akan mengungguli mesin 400 ton tanpa itu pada bagian panjang dan presisi. Saya sudah menyaksikannya terjadi.
Kekuatan mengangkat batang. Keseimbangan mencegahnya jatuh di kaki Anda.
Jadi mengapa toko masih mengejar angka yang lebih besar?
Rem 400 ton lebih mahal untuk diberdayakan, lebih mahal untuk dilayani, dan membutuhkan alat yang lebih berat. Punch dan die yang lebih besar bukan hanya mahal—mereka lebih berat bagi pengukur belakang dan operator. Ruang lantai juga tidak gratis; setiap kaki ekstra dari tempat tidur yang jarang Anda gunakan adalah luas yang bisa menampung pendapatan.
Dan jika 80% dari beban kerja Anda berada di bawah 100 ton, tambahan 300 ton itu adalah modal mati. Modal mati masih mengumpulkan depresiasi.
Itu adalah dolar tempat sampah yang tidak pernah Anda lihat di lembar penawaran.
Jadi mengapa toko pintar terus membuat taruhan ini?
Bayangkan sebuah toko yang kadang-kadang membengkokkan stainless 1/4 inci sepanjang penuh. Sekali sebulan. Waktu lainnya? Braket baja lunak sepuluh hingga dua belas gauge. Mereka membeli untuk stainless. Setiap pekerjaan lain sekarang berjalan pada mesin yang dioptimalkan untuk skenario yang hampir tidak ada.
Lebih buruk lagi, banyak toko memperkirakan campuran material secara berlebihan. Mereka mengasumsikan kekuatan tarik terburuk ketika 80% dari volume mereka adalah baja lunak. Itu bukan perencanaan strategis. Itu kebutaan spesifikasi.
Jika strategi pembelian Anda adalah “menutupi ekstrem,” Anda membebani setiap pekerjaan rutin untuk melindungi yang langka.
Dan itu seharusnya membuat Anda tidak nyaman—karena jika tonase bukan filter pertama, apa itu?
Seorang pelanggan membawa saya bagian dari dua rem 10 kaki yang berbeda. Material yang sama: baja lunak sepuluh gauge, panjang delapan kaki. Punch yang sama, die V 1 inci yang sama. Satu mesin memiliki 320 ton dengan batang torsi. Yang lainnya 220 ton dengan hidrolik ganda Y1/Y2 dan pembulatan aktif.
Mesin 320 ton memiliki penyebaran sudut hampir 1,5° dari ujung ke ujung. Mesin 220 ton tetap dalam 0,2° sepanjang panjangnya.
Banyak gaya di kedua kasus. Hanya satu yang menghasilkan bagian yang dapat dijual tanpa pengawasan.
Gaya menciptakan bengkokan. Sinkronisasi dan pembulatan menentukan apakah bengkokan itu konsisten di sepanjang delapan kaki, sepanjang shift, di seluruh batch. Ketepatan ulang menentukan apakah bagian kedua Anda cocok dengan yang pertama tanpa menyentuh program. Trio itu—bukan tonase—adalah yang mengubah rem dari alat kasar menjadi alat produksi.
Kebohongan Penjual: “Mesin ini memiliki lebih banyak ton daripada yang akan Anda butuhkan.” Realitas Operator: “Saya perlu ram mendarat sejajar dalam seratus dan tetap di sana di bawah beban.”
Kebenaran Lantai Dingin: Jika tonase bukan filter pertama Anda, akurasi sinkronisasi, strategi pembulatan, dan ketepatan posisi seharusnya menjadi prioritas.
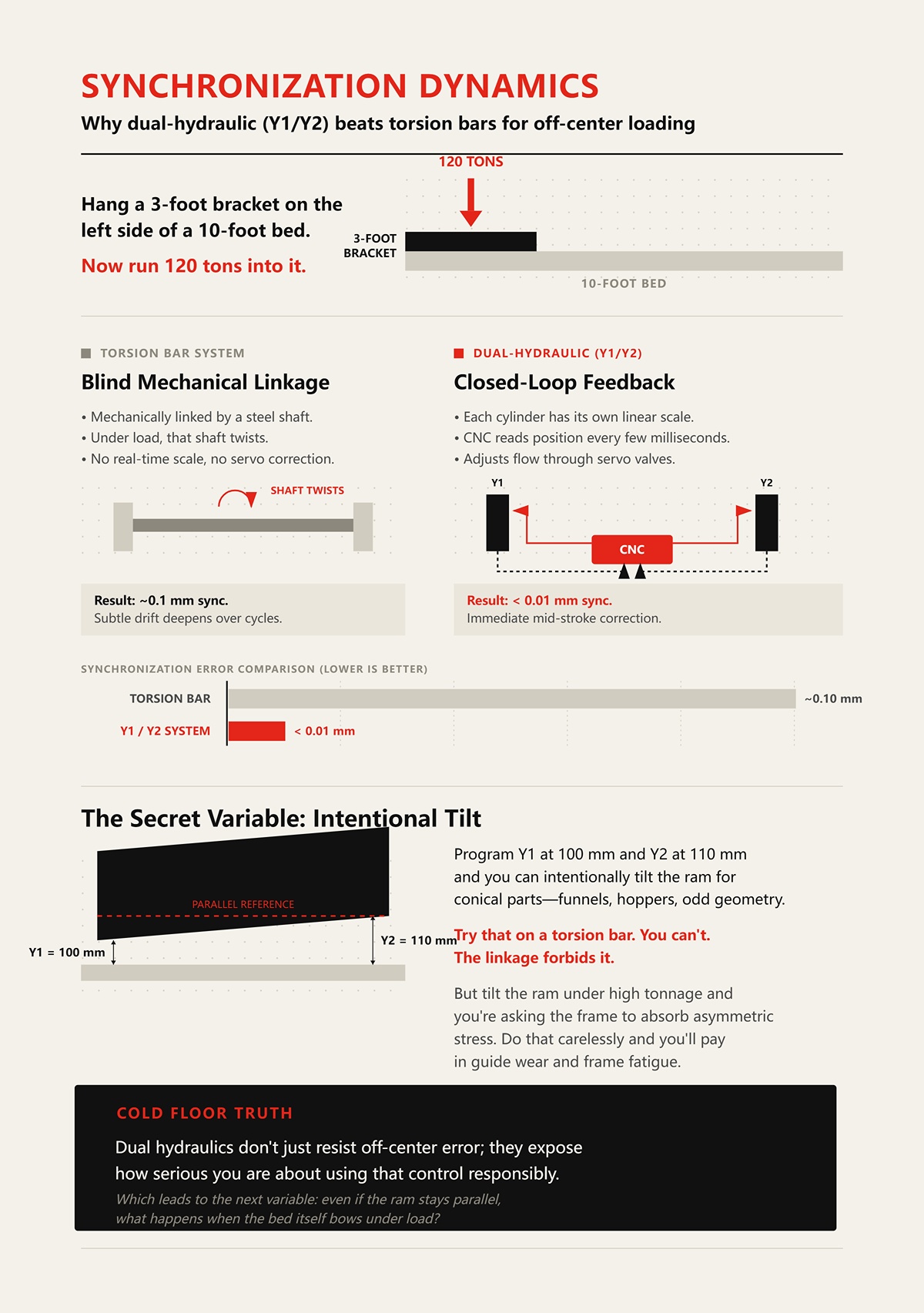
Gantungkan braket 3 kaki di sisi kiri tempat tidur 10 kaki. Sekarang jalankan 120 ton ke dalamnya.
Pada mesin torsion-bar, kedua sisi ram terhubung secara mekanis oleh poros baja. Di bawah beban, poros itu berputar—mikron, ya, tetapi cukup. Tidak ada skala yang membaca setiap sisi secara real-time. Tidak ada katup servo yang mengoreksi di tengah perjalanan. Anda mendapatkan sekitar 0,1 mm sinkronisasi dalam kondisi ideal, tetapi di bawah beban yang tidak terpusat, batang tersebut mengalami deformasi elastis dan mesin tidak tahu itu terjadi.
Hasilnya tidak dramatis. Itu lebih buruk dari itu. Itu adalah penyimpangan halus—satu sisi sedikit lebih dalam, terakumulasi selama siklus saat panas dan keausan merayap masuk.
Pada sistem dual-hidrolik Y1/Y2, setiap silinder memiliki skala liniernya sendiri. CNC membaca posisi setiap beberapa milidetik dan menyesuaikan aliran melalui katup servo untuk menjaga kedua sisi tetap sinkron dalam ratusan—sub-0,01 mm pada sistem yang baik. Beban yang tidak terpusat muncul segera sebagai kesalahan posisi, dan kontrol mengoreksinya selama perjalanan.
Itulah mekanismenya. Umpan balik loop tertutup versus penghubung mekanis buta.
Sekarang, inilah bagian yang dilewatkan brosur. Program Y1 pada 100 mm dan Y2 pada 110 mm dan Anda dapat dengan sengaja memiringkan ram untuk bagian kerucut—corong, hopper, geometri aneh. Cobalah itu pada batang torsion. Anda tidak bisa. Penghubung melarangnya.
Tetapi miringkan ram di bawah tonase tinggi dan Anda meminta rangka untuk menyerap stres asimetris. Lakukan itu dengan ceroboh dan Anda akan membayar dalam keausan panduan dan kelelahan rangka.
Jadi sinkronisasi adalah kekuatan—tetapi hanya ketika rangka dan disiplin pemrograman cocok.
Kebenaran Lantai Dingin: Hidrolik ganda tidak hanya menahan kesalahan yang tidak terpusat; mereka mengungkap seberapa serius Anda dalam menggunakan kontrol itu dengan bertanggung jawab.
Yang mengarah pada variabel berikutnya: bahkan jika ram tetap sejajar, apa yang terjadi ketika tempat tidur itu sendiri melengkung di bawah beban?
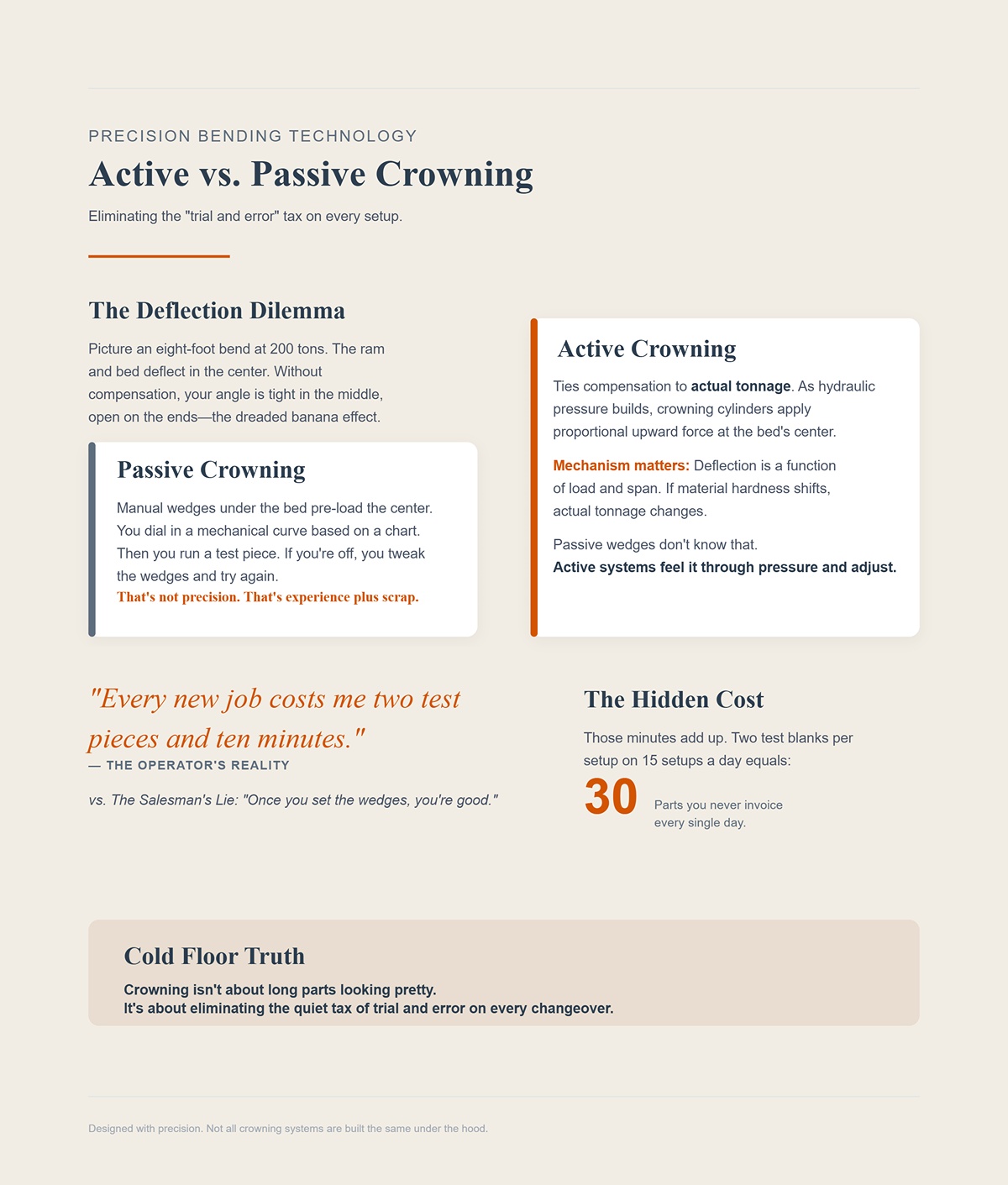
Bayangkan sebuah bengkok delapan kaki pada 200 ton. Ram dan tempat tidur melengkung di tengah. Tanpa kompensasi, sudut Anda ketat di tengah, terbuka di ujung—pisang yang kita bicarakan sebelumnya.
Sistem crowning pasif—baji manual di bawah tempat tidur—memungkinkan Anda memuat pra-tengah. Anda mengatur kurva mekanis berdasarkan grafik: material, ketebalan, panjang, tonase yang diperkirakan. Kemudian Anda menjalankan potongan uji. Jika Anda salah, Anda menyesuaikan baji dan mencoba lagi.
Itu bukan presisi. Itu adalah pengalaman ditambah limbah.
Crowning aktif mengaitkan kompensasi dengan tonase aktual. Saat tekanan hidrolik meningkat, silinder crowning menerapkan gaya ke atas yang proporsional di tengah tempat tidur. Sistem membengkokkan tempat tidur berlawanan dengan defleksi ram secara real-time.
Mekanisme penting di sini. Defleksi adalah fungsi dari beban dan rentang. Jika kekerasan material Anda berubah—katakanlah baja lunak satu batch, tensile lebih tinggi di batch berikutnya—tonase aktual pada kedalaman yang diprogram sama berubah. Baji pasif tidak tahu itu. Sistem aktif merasakannya melalui tekanan dan menyesuaikan.
Perbedaan terlihat dalam waktu pengaturan. Pada pekerjaan campuran tinggi, crowning pasif berarti uji-bengkok, ukur, sesuaikan. Crowning aktif berarti akurasi bagian pertama jauh lebih sering.
Kebohongan Penjual: “Setelah Anda mengatur baji, Anda sudah baik.” Realitas Operator: “Setiap pekerjaan baru menghabiskan dua potongan uji dan sepuluh menit.”
Menit-menit itu bertambah. Dua blank uji per pengaturan pada 15 pengaturan sehari adalah 30 bagian yang tidak pernah Anda faktur.
Kebenaran Lantai Dingin: Crowning bukan tentang bagian panjang yang terlihat bagus. Ini tentang menghilangkan pajak diam dari percobaan dan kesalahan pada setiap perubahan.
Tetapi tidak semua sistem crowning dibangun sama di bawah kap.
Misalkan baja lunak ukuran sepuluh yang diuji kemarin memiliki kekuatan tarik sekitar 60.000 PSI. Batch hari ini mendekati 70.000. Ketebalan yang sama. Program yang sama.
Tonnage yang dibutuhkan meningkat. Defleksi meningkat bersamanya.
Sistem wedges mekanik bersifat statis. Anda mengaturnya berdasarkan tonnage yang diperkirakan. Jika beban aktual naik 15%, kompensasi Anda sekarang kurang tepat. Sudut terbuka di ujung lagi. Anda mengompensasi pada kedalaman ram, yang menggeser radius dalam dan geometri flens Anda.
Sistem crowning hidrolik yang terikat pada tekanan bereaksi terhadap beban nyata. Tonnage yang lebih tinggi secara otomatis menghasilkan gaya crowning yang lebih tinggi. Kurva tempat tidur mengikuti kurva defleksi ram.
Ada kompleksitas di sini—katup servo, segel, sensor. Mereka lebih mahal di awal dan membutuhkan disiplin pemeliharaan. Di bengkel dengan variasi rendah yang menjalankan bagian yang sama selama berminggu-minggu, wedges mekanik dapat membuat rasa finansial yang masuk akal.
Tetapi di lingkungan campuran tinggi di mana batch material dan panjang bagian berubah setiap hari, crowning hidrolik menjaga sudut tetap seragam tanpa perlu rekayasa ulang pengaturan setiap kali.
Inilah tempat ROI berada. Bukan di tonnage puncak, tetapi seberapa sedikit mesin peduli ketika material tidak sesuai buku teks.
Kebenaran Lantai Dingin: Jika material Anda bervariasi, kompensasi statis menjadi tebak-tebakan. Tebak-tebakan hanyalah limbah yang mengenakan topi berbeda.
Jadi ram sejajar. Tempat tidur telah dikompensasi. Bagaimana dengan lokasi bagian itu sendiri?
Saya telah melihat bengkel membanggakan kecepatan backgauge 1.000 mm/detik. Terdengar mengesankan—sampai Anda mengukur repetisi.
Ambil braket dengan empat bengkok, semua dirujuk dari flens pertama. Jika backgauge Anda mengulang dalam ±0,05 mm, pola lubang Anda sejajar dalam pengelasan. Jika menyimpang ±0,3 mm, Anda memaksa bagian ke dalam fixture, menggerinda tab, menyalahkan laser.
Kecepatan perjalanan mempengaruhi waktu siklus. Repetisi mempengaruhi apakah perakitan cocok.
Backgauge berkualitas tinggi menggunakan sekrup bola presisi, jari kaku, dan encoder yang menutup loop pada posisi. Sistem murah bergantung pada penghitungan langkah dan asumsi loop terbuka. Selama ribuan siklus, backlash dan keausan muncul sebagai creep dimensi.
Inilah hubungan yang sering diabaikan orang: sinkronisasi dan crowning menjaga sudut tetap konsisten. Repetisi backgauge menjaga panjang flens tetap konsisten. Sudut ditambah panjang sama dengan geometri. Geometri menentukan penyambungan.
Anda bisa memiliki tonnage yang sempurna, cat yang indah, dan tetap mengirim bagian yang melawan pengelas.
Kebohongan Penjual: “Ini cepat.” Kenyataan Operator: “Apakah bagian kesepuluh cocok seperti yang pertama?”
Kebenaran Lantai Dingin: Kecepatan membuat bagian dengan cepat. Repetisi membuat bagian yang bisa disatukan.
Dan setelah Anda mulai menumpuk sumbu—R, Z1, Z2, X1, X2—pertanyaannya bukan berapa banyak yang Anda miliki. Tetapi apakah kompleksitas tambahan itu memperkuat trifecta ini… atau diam-diam merusaknya.
Anda memiliki sinkronisasi. Anda memiliki mahkota aktif. Pengukur belakang Anda mengulang dalam beberapa ratus. Sekarang brosur meluncur di atas meja dan mengatakan: tambahkan R, tambahkan Z1/Z2, tambahkan X1/X2. Enam sumbu. Delapan sumbu. Sepenuhnya otomatis.
Jadi inilah pertanyaan sebenarnya: apakah sumbu tambahan itu memperkuat trifecta kualitas—atau apakah mereka hanya menggandakan cara Anda bisa kehilangannya?
Sebuah mesin tekan adalah seorang angkat beban. Kekuatan kasar terlihat bagus dalam foto katalog. Tetapi tanpa keseimbangan dan waktu, batangnya bergetar. Di sebuah bengkel, getaran itu muncul sebagai panjang flens yang tidak konsisten, urutan bengkok yang salah, dan bagian yang hanya cocok setelah penggiling “menyesuaikannya”. Lebih banyak sumbu menambah tuntutan koordinasi. Koordinasi adalah perangkat lunak, respons servo, dan penilaian operator yang ditumpuk satu sama lain.
Sumbu tidak menciptakan presisi. Mereka menuntutnya.
Kebenaran Lantai Dingin: Setiap sumbu baru adalah bagian bergerak lain yang harus tetap sinkron dengan trifecta—atau itu menjadi cara yang sangat mahal untuk membuat limbah lebih cepat.
Mari kita konkretkan.
Pengaturan dasar 2 atau 3+1 sumbu—Y1/Y2 untuk kontrol ram, X untuk kedalaman pengukur belakang, mungkin R untuk tinggi pengukur vertikal—menangani sebagian besar pekerjaan braket dan penutup yang saya lihat di bengkel ukuran menengah. Panjang flens konsisten. Urutan sederhana. Operator menyesuaikan penghentian berdasarkan perasaan dan pengalaman.
Hambatan waktu siklus? Biasanya penanganan material. Atau berjalan kembali ke rak. Bukan perjalanan sumbu.
Sekarang masukkan pengukur belakang 6-sumbu dengan jari Z1/Z2 independen dan gerakan R yang dapat diprogram. Pada bagian asimetris—flens offset, bengkok terbalik, bagian yang tidak bisa dibalik—sistem itu dapat menghilangkan repositioning manual antara bengkok. Itu adalah produktivitas nyata ketika geometri menuntutnya.
Tapi inilah yang saya amati di lapangan: pengaturan pertama memakan waktu lebih lama. Memprogram urutan untuk perjalanan jari independen, memeriksa tabrakan, mengajarkan mesin orientasi bagian—itu menghabiskan waktu. Jika 80% dari pekerjaan Anda sederhana, kompleksitas itu tidak menghilangkan hambatan. Itu menciptakan satu.
Kebohongan Penjual: “Lebih banyak sumbu berarti lebih sedikit pekerjaan operator.” Realitas Operator: “Lebih banyak sumbu berarti lebih banyak keputusan sebelum saya membuat bagian pertama yang baik.”
Kebenaran Lantai Dingin: Jika hambatan Anda bukan repositioning pengukur belakang, enam sumbu tidak akan memperbaikinya.
Independensi Z1/Z2 bersinar pada bagian yang asimetris di sepanjang garis bengkok. Pikirkan panel di mana flens kiri adalah 40 mm dan kanan adalah 65 mm, dan Anda tidak bisa membalik bagian karena fitur hulu. Jari-jari independen memungkinkan setiap sisi mendukung referensinya sendiri tanpa sliding manual.
Itu penting ketika desain bagian memaksanya.
Sekarang bayangkan braket volume tinggi dengan flens identik kiri dan kanan. Baja ringan sepuluh gauge, panjang delapan kaki. Bengkok lurus, tepi referensi yang sama setiap kali. Memprogram Z1/Z2 untuk bergerak secara independen untuk variasi kecil seperti memasang kursi listrik di forklift—bagus, tetapi bukan yang membuatnya menghasilkan uang.
Dan inilah bagian yang tidak ditekankan oleh vendor: gerakan independen menuntut kalibrasi yang tepat antara kedua jari. Jika satu servo menyimpang atau satu sekrup bola mengalami backlash, “presisi independen” Anda menjadi kesalahan independen. Sekarang sinkronisasi dan mahkota Anda sempurna—tetapi tepi referensi Anda bergeser satu persepuluh di sini, dua persepuluh di sana.
Sudut ditambah panjang sama dengan geometri. Anda tidak bisa membiarkan keduanya menyimpang.
Kebenaran Lantai Dingin: Z1/Z2 adalah alat untuk batasan desain—bukan simbol status untuk lembar spesifikasi.
Di sinilah segalanya menjadi buruk.
Setiap sumbu—X, R, Z1, Z2, X1, X2—bergantung pada penggerak servo dan pengendali yang mengoordinasikan gerakan. Ketika pengendali tidak dapat memproses dan mengeksekusi gerakan tersebut dengan cukup cepat, Anda akan mengalami keterlambatan. Keterlambatan yang tidak terlihat. Keterlambatan milidetik.
Tetapi di bagian bawah stroke, milidetik itu penting.
Sinkronisasi ram Y1/Y2 menjaga sinar tetap sejajar. Tambahkan gerakan backgauge yang kompleks yang harus dibersihkan, diposisikan ulang, dan diselesaikan sebelum pembengkokan selesai, dan Anda sedang menumpuk peristiwa waktu. Jika kontrol tidak memadai, ram mungkin mencapai kedalaman sebelum gauge sepenuhnya stabil. Atau gauge stabil, tetapi umpan balik posisi belum sepenuhnya stabil.
Itulah cara Anda mendapatkan bagian pertama yang baik, bagian kelima yang diragukan, dan bagian kesepuluh yang masuk ke tempat limbah.
Mesin masih mengatakan “enam sumbu.” Tempat limbah mengatakan “ketidakcocokan pengendali.”
Bayangkan baja mild 16-gauge pada rem 400-ton. Kapasitas besar. Sekarang bayangkan pengendali tercekik pada perintah sumbu yang bersamaan. Masalahnya bukan kekuatan. Ini adalah koordinasi di bawah beban. Cerita yang sama.
Kebenaran Lantai Dingin: Jumlah sumbu yang tinggi tanpa pengendali yang benar-benar dapat menyinkronkannya hanyalah kompleksitas yang melampaui kontrol.
Inilah kebenaran yang tidak nyaman yang sebagian besar pemilik pelajari dengan cara yang sulit.
Jika Anda memproduksi 500 bagian identik, geometri sederhana, bahan yang sama sepanjang minggu, mesin 3+1 sumbu yang disinkronkan dengan baik dengan penggilingan aktif sering kali dapat memproduksi lebih banyak daripada sistem 6+1 sumbu yang sepenuhnya dimuat. Lebih sedikit parameter. Pemrograman lebih cepat. Lebih sedikit yang bisa salah.
Penyesuaian manual—geser jari, dorong penghenti—memakan waktu detik ketika operator mengetahui pekerjaannya. Memprogram sumbu independen untuk perbedaan kecil dapat memakan waktu menit. Menit yang dikalikan dengan batch kecil adalah uang nyata.
Sekarang balikkan.
Jika Anda memiliki campuran tinggi, volume rendah, geometri kompleks yang berubah setiap jam, sumbu canggih yang terhubung ke pengendali cepat dan pemrograman offline yang baik dapat mengurangi limbah pengaturan dan menghilangkan penempatan manual yang berulang. Di situlah mereka membayar.
Jadi pertanyaan yang tepat bukanlah “Berapa banyak sumbu yang bisa saya beli?” Tapi “Apa yang sebenarnya diminta pekerjaan saya, dan dapatkah orang-orang serta pengendali saya mendukungnya?”
Kebenaran Lantai Dingin: Lebih banyak sumbu meningkatkan potensi. Mereka juga meningkatkan biaya setiap kesalahan.
Dan itulah jembatan menuju satu-satunya perbandingan yang penting berikutnya—mencocokkan jenis toko tertentu dengan konfigurasi tertentu, alih-alih membeli pengangkat berat terbesar di poster dan berharap keseimbangan muncul secara gratis.
Musim dingin lalu saya berjalan melalui tiga toko dalam satu minggu. Satu menjalankan 20 nomor bagian yang berbeda sebelum makan siang. Satu hanya membengkokkan pelat 3/8 dan 1/2 untuk stringer tangga. Yang ketiga sedang memasang robot pertamanya. Ketiga-tiganya sedang mencari “lebih banyak tonase.”
Penjual yang sama. Tiga realitas yang sama sekali berbeda.
Pertanyaan bukanlah seberapa banyak sumbu yang bisa Anda pasang. Ini tentang seperti apa 80% dari hari Anda sebenarnya — dan apakah strategi sinkronisasi dan penjuruan Anda melindungi Anda di sana. Karena gaya tanpa kontrol defleksi hanyalah cara mahal untuk membuat limbah yang konsisten. Dan sumbu tanpa beban kerja untuk membenarkannya hanyalah menu perangkat lunak yang menunggu kesalahan.
Jadi konfigurasi mana yang sebenarnya cocok?
Bayangkan papan pekerjaan dengan 30 traveler yang terpasang. 14-gauge hari ini, 11-gauge berikutnya, lalu sebuah penutup stainless yang selalu kembali berbeda dari yang disarankan cetakan.
Inilah bagian yang paling sering salah didiagnosis oleh banyak toko: peningkatan kekuatan tarik 10% membutuhkan sekitar 10% lebih banyak gaya — dan sekitar 10% lebih banyak penjuruan untuk menjaga ram dan tempat tidur tetap sejajar di bawah beban. Lonjakan ketebalan 10%? Anda lebih dekat ke 20% lebih banyak tekanan. Jika penjuruan Anda mekanis dan statis, itu tidak dapat menyesuaikan di bawah beban. Operator melihat sudut terbuka di tengah panjang dan menyalahkan springback.
Tetapi balok sedang mengalami defleksi.
Sistem penjuruan hidrolik atau CNC yang menyesuaikan secara dinamis selama pembengkokan adalah apa yang menjaga toko high-mix tetap waras. Bukan karena mereka mencolok — karena mereka bereaksi ketika realitas material tidak cocok dengan kalkulator. Tanpa itu, “perubahan 10 menit” Anda menjadi 10 menit ditambah tiga potongan uji.
Sekarang uji stres itu. Bahkan dengan penjuruan CNC multi-zona, sistem mengasumsikan perilaku material yang ideal. Baja nyata bervariasi. Anda masih membutuhkan operator yang memahami apa yang dia lihat. Backgauges cepat dan jari Z1/Z2 independen membantu ketika geometri memaksa mereka — tetapi jika penjuruan Anda tidak dapat melacak ketebalan dan ayunan tarik, kecepatan Anda di tempat lain tidak ada artinya.
Kebohongan Penjual: “Backgauge enam sumbu mengurangi waktu pengaturan.” Realitas Operator: “Jika sudutnya menyimpang, saya mengejarnya tidak peduli seberapa cepat jari bergerak.”
Kebenaran Lantai Dingin: Dalam pekerjaan high-mix, akurasi penjuruan dinamis menghemat lebih banyak uang limbah daripada sumbu backgauge tambahan mana pun.
Tetapi bagaimana jika bagian Anda jarang berubah — dan masalah Anda bukan variabilitas, tetapi massa?
Bayangkan pelat 1/2 inci, panjang 10 kaki. Dua bengkok per bagian. Sepanjang hari.
Ketebalan berubah 10%. Itu sekitar 20% lebih banyak gaya yang dibutuhkan. Pada pelat berat, lonjakan itu bukanlah teori — itu adalah apa yang terjadi ketika perubahan jalur pabrik terjadi. Jika rangka Anda tidak cukup kaku, tidak ada jumlah penjuruan yang diprogram yang akan sepenuhnya menyelamatkan Anda. Ram dan tempat tidur tetap terkompensasi, tetapi rangka samping itu sendiri bernapas.
Bahkan dengan penjuruan yang sempurna, studi menunjukkan variasi sudut dapat berada dalam kisaran sekitar ±0,3 derajat hanya dari variabilitas material pada pelat seperempat inci. Ketika saya melihat toko yang meleset lebih dari itu, pelakunya biasanya bukan penjuruan — itu adalah defleksi rangka atau sinkronisasi Y1/Y2 yang buruk di bawah beban.
Inilah di mana lembar spesifikasi menipu Anda. Kecepatan siklus terlihat mengesankan. Jumlah sumbu terlihat modern. Tetapi fabrikasi berat hidup dalam stroke penuh, tenggorokan dalam, dan massa rangka. Jika Anda tidak dapat secara fisik memasukkan bagian karena kedalaman tenggorokan yang pendek, atau Anda mencapai batas stroke sebelum membersihkan flens kembali, semua kecepatan servo di dunia tidak akan membantu.
Kebohongan Penjual: “Anda memiliki 500 ton. Anda sudah aman.” Realitas Operator: “Jika rangka berputar, saya membengkokkan pisang.”
Kebenaran Lantai Dingin: Dalam pekerjaan struktural, kekakuan dan envelope geometri mengalahkan kecepatan siklus setiap saat — dan penjuruan harus skala dengan ayunan ketebalan, bukan hanya kapasitas tonase.
Sekarang apa yang terjadi ketika toko manual hari ini berencana untuk memasang robot tahun depan?
Seorang operator manusia mengkompensasi secara bawah sadar. Jika flens keluar sedikit lebih panjang, dia menyesuaikan tekanan pegangan, mengatur kembali bagian tersebut, dan mengubah kedalaman secara langsung.
Robot melakukan persis apa yang Anda perintahkan. Tidak lebih. Tidak kurang.
Di sinilah sumbu tambahan — tinggi sumbu R yang dapat diprogram, posisi Z1/Z2, kadang-kadang bahkan kedalaman X1/X2 — berhenti menjadi barang mewah dan mulai menjadi kebutuhan. Robot memerlukan posisi pengukur yang dapat diprediksi dan jalur gerakan yang bebas tabrakan. Gerakan jari yang independen yang terasa berlebihan dalam mode manual menjadi penting ketika penjepit tidak dapat “merasakan” jalannya di sekitar penghentian yang tidak sejajar.
Tapi inilah jebakannya: menambahkan sumbu untuk otomatisasi di masa depan tanpa meningkatkan kecepatan dan sinkronisasi pengontrol adalah cara Anda membangun mesin keraguan yang sangat mahal. Robot benci menunggu pada pengukur belakang yang lambat. Mereka juga benci penyimpangan sudut. Jika penonjolan tidak dinamis dan dapat diulang, robot Anda akan dengan setia memproduksi limbah yang identik.
Kebenaran Lantai Dingin: Rencanakan sumbu di sekitar otomatisasi besok hanya jika kontrol dan penonjolan Anda cukup kuat untuk menjadikan pengulangan sebagai aset, bukan liabilitas.
Dan terkadang langkah otomatisasi yang paling cerdas bukanlah menambah sumbu pada satu mesin sama sekali.
Saya telah melihat bengkel menilai monster 1.000 ton untuk menangani bagian 20 kaki yang kadang-kadang.
Kemudian saya telah melihat dua mesin 500 ton berjalan secara tandem untuk bagian panjang — dan terpisah untuk pekerjaan harian.
Di atas kertas, brake raksasa tunggal terlihat lebih sederhana. Satu rangka. Satu kontrol. Angka besar di brosur. Tapi sebagian besar bengkel tidak membengkokkan bagian 20 kaki sepanjang hari. Mereka membengkokkan baja lunak ukuran sepuluh, panjang delapan kaki, braket dan saluran yang akan mengikat monster itu pada sebagian kecil kapasitasnya.
Dua mesin kecil yang disinkronkan dengan baik memberi Anda opsi. Jalankan mereka bersama ketika panjang memerlukannya. Pisahkan mereka dan gandakan throughput pada pekerjaan standar selama sisa minggu. Jika salah satu mati, Anda tidak terjebak.
Tapi bahkan di sini, sinkronisasi adalah raja. Mode tandem membutuhkan kontrol Y1/Y2 yang ketat di kedua rangka dan strategi penonjolan yang terkoordinasi. Jika satu mesin menyimpang berbeda, Anda akan melihatnya di tengah bagian.
Kebohongan Penjual: “Beli sekali. Pergi besar.” Realitas Operator: “Sebagian besar hari, saya butuh keseimbangan — bukan papan iklan.”
Kebenaran Lantai Dingin: Brake press terbaik bukanlah pengangkat terkuat di poster. Itu adalah yang kontrol, penonjolan, dan konfigurasinya cocok dengan pekerjaan yang sebenarnya Anda jalankan 80% dari waktu ke waktu.
Dan setelah Anda melihat itu, lembar spesifikasi mulai terlihat jauh kurang seperti trofi — dan jauh lebih seperti jebakan yang menunggu untuk disalahartikan.
Mengingat semua variabel ini, bagaimana sebuah bengkel benar-benar memutuskan?
Anda berhenti berbelanja berdasarkan angka utama dan mulai membaca cetakan kecil seolah-olah itu adalah kontrak yang ditulis melawan Anda.
Lembar spesifikasi adalah poster seorang pengangkat berat di tengah-tekanan: angka besar, dada keluar, bar di atas kepala. Mengesankan. Tapi poster tidak menunjukkan apakah dia bisa menahan bar tetap stabil, atau jika lututnya melengkung di bawah beban. Dan di sebuah bengkel, ketika bar jatuh, itu mendarat di tempat limbah.
Penjual menjual gaya puncak. Lantai membayar untuk penyimpangan, waktu pengaturan, dan penyimpangan sudut.
Jika Anda tidak tahu cara mendekode kutipan, Anda akan membandingkan mesin yang bahkan tidak bermain di permainan yang sama.
“400 ton.”
Pada jarak berapa?
Penilaian tonase terkait dengan rentang tertentu antara bingkai samping dan distribusi beban tertentu. Ubah jarak dari garis tengah. Ubah bukaan cetakan. Ubah lebar material. Gaya yang tersedia per kaki bergeser, begitu juga dengan defleksi.
Sekarang tambahkan permainan unit. Satu vendor mengutip ton pendek per kaki. Yang lain mengutip ton metrik per meter. Mereka terlihat cukup dekat di atas kertas untuk terasa sebanding. Mereka tidak. Saya telah melihat bengkel berpikir mereka mendapatkan mesin 10% yang lebih kuat ketika mereka hanya membaca dua pengukur yang berbeda.
Kebohongan Penjual: “Ini adalah mesin 300 ton.” Realitas Operator: “Pada panjang kerja dan cetakan saya, ia berperilaku seperti 240.”
Dan di sinilah menjadi halus. Anda dapat menurunkan tonase yang diperlukan dengan membuka V-die dari ketebalan material 8× menjadi 12×. Gaya turun dengan baik di grafik. Tetapi radius dalam Anda tumbuh, geometri flens berubah, dan tiba-tiba bagian Anda tidak duduk di atas pengukur seperti sebelumnya. Anda menghemat tonase dan membeli sakit kepala dalam penyelarasan.
Kebenaran Lantai Dingin: Tonnase yang dinilai adalah janji bersyarat, bukan kebenaran universal — dan jika Anda tidak mencocokkan kondisi dengan bagian nyata Anda, Anda sedang menganggarkan dengan angka fantasi.
Jadi jika gaya tidak absolut, bisakah perangkat lunak menutupi celah?
Kontrol modern akan mensimulasikan pembengkokan sebelum ram bergerak. Perpustakaan material. Kompensasi springback. Deteksi tabrakan. Ini terlihat bedah.
Tetapi simulasi mengasumsikan bingkai berperilaku seperti yang diprediksi model.
Mesin hidrolik dan mesin listrik tidak memberikan gaya dengan cara yang sama. Penggerak listrik menerapkan gaya lebih tepat, tetapi sering dengan karakteristik kecepatan dan langkah yang berbeda. Jika model pembengkokan perangkat lunak bergantung pada asumsi hidrolik tentang waktu tunda atau peningkatan tekanan, Anda bisa berakhir dengan simulasi yang indah dan sudut dunia nyata yang meleset.
Bayangkan baja ringan 16-gauge pada rem 400 ton. Simulasi mengatakan Anda berada di kapasitas 20%. Banyak ruang kepala. Tetapi jika sinkronisasi di bawah beban ringan tidak ketat — jika Y1/Y2 tidak melacak dengan sempurna — pekerjaan “mudah” itu menunjukkan penyempitan dari kiri ke kanan. Bukan karena Anda kekurangan gaya. Karena Anda kekurangan kontrol pada gaya rendah.
Kebohongan Penjual: “Kontrol menghitung segalanya.” Realitas Operator: “Kontrol tidak dapat mengencangkan bingkai.”
Kebenaran Lantai Dingin: Perangkat lunak memprediksi gaya; itu tidak dapat membatalkan fisika. Jika besi berputar, kode hanya mendokumentasikan putaran tersebut.
Dan bahkan jika mesin disinkronkan dengan sempurna, bisakah Anda secara fisik menjalankan bagian Anda melalui mesin itu hari demi hari?
Inilah tempat kesepakatan diam-diam mati.
Cahaya adalah jarak terbuka antara ram dan tempat tidur. Stroke adalah seberapa jauh ram bergerak. Kedalaman tenggorokan adalah seberapa jauh Anda dapat mendapatkan flens sebelum mengenai rangka. Tidak ada yang terlihat heroik di brosur. Semua ini menentukan apakah bagian Anda cocok.
Saya telah melihat toko membeli berdasarkan tonase dan kemudian menyadari bahwa mereka tidak dapat membersihkan flens kembali tanpa alat khusus atau membalik bagian tiga kali. Setiap pembalikan menambah waktu penanganan. Setiap gerakan penanganan menambah variabilitas. Waktu siklus teoritis Anda menguap dalam gerakan manusia.
Kesesuaian alat adalah cerita yang sama. Jika mesin menggunakan punch proprietary yang biayanya 30% lebih per stasiun, itu adalah uang limbah yang tersembunyi dalam biaya modal. Selama lima tahun, delta itu dapat setara dengan peningkatan servo yang sebenarnya Anda butuhkan.
Tetapi bahkan jika Anda mengukurnya dengan benar, bagaimana dengan bingkai itu sendiri?
Kebenaran Lantai Dingin: Sebuah rem yang tidak dapat dengan nyaman menampung bagian 80% Anda bukanlah “serbaguna.” Itu adalah kompromi harian yang membebani setiap shift.
Jadi mungkin Anda fokus pada kecepatan sebagai gantinya.
Kecepatan pendekatan adalah seberapa cepat ram bergerak sebelum menyentuh material. Kecepatan pembengkokan adalah seberapa cepat ia bergerak di bawah beban.
Tebak yang mana yang dicetak lebih besar.
Jika siklus Anda didominasi oleh penanganan — memuat, menyelaraskan, mengukur, membongkar — mengurangi setengah detik dari kecepatan pendekatan tidak akan mengubah throughput Anda. Jika Anda membengkokkan bagian tipis dengan stroke pendek sepanjang hari, maka kecepatan pendekatan lebih penting. Konteks menentukan.
Plat berat menceritakan kisah yang berbeda. Di bawah beban, kecepatan pembengkokan sering melambat untuk melindungi rangka dan mempertahankan akurasi. Itu bukan cacat. Itu adalah fisika dan rekayasa yang baik. Mesin yang melaju cepat tetapi merayap secara tidak terduga di bawah beban akan menghancurkan ritme dan sudut Anda.
Kebohongan Penjual: “Yang ini 30% lebih cepat.” Realitas Operator: “Tunjukkan kecepatan pada beban penuh, pada panjang kerja saya.”
Kebenaran Lantai Dingin: Satu-satunya kecepatan yang membayar adalah yang bertahan saat bersentuhan dengan material — dan tetap akurat saat melakukannya.
Singkirkan semua hype, dan pola itu jelas: setiap angka mengesankan dalam kutipan memiliki syarat yang terlampir.
Jadi pertanyaan sebenarnya bukanlah spesifikasi mana yang lebih besar.
Ini adalah syarat mana yang cocok dengan lantai Anda.
Jika setiap spesifikasi bersifat kondisional, Anda tidak membandingkan mesin berdasarkan maksimum mereka — Anda membandingkannya berdasarkan bagaimana mereka berperilaku pada bagian yang paling umum Anda.
Ambil 12 bulan terakhir pekerjaan pembengkokan Anda. Bukan bagian hero yang Anda tunjukkan kepada pelanggan. Tumpukan yang membosankan: braket, penutup, rangka, penutup. Daftar material, ketebalan, panjang bengkok, radius dalam, toleransi. Anda akan melihat pola. Kebanyakan toko melakukannya.
Kesalahan adalah berbelanja untuk 5% yang paling keras dari daftar itu.
Kebohongan Penjual: “Anda akan tumbuh ke dalam tonase tambahan.” Realitas Operator: “Saya akan membayarnya setiap hari untuk bagian yang tidak pernah membutuhkannya.”
Rem brake adalah seorang pengangkat beban. Kekuatan kasar terlihat hebat di poster. Tetapi tanpa keseimbangan dan kontrol, yang Anda lakukan hanyalah menjatuhkan batang — dan di sebuah bengkel, batang itu jatuh ke dalam tempat sampah.
Kebenaran Lantai Dingin: Beli mesin yang membuat pekerjaan umum Anda lebih cepat dan lebih bersih, bukan yang paling kuat pada bagian terlangka Anda.
Jadi, bagaimana Anda mengubah itu menjadi lembar spesifikasi yang benar-benar berarti?
Mulailah dengan yang terberat pekerjaan yang berulang , bukan monster setahun sekali. Jika Anda secara rutin membengkokkan baja ringan sepuluh gauge, sepanjang delapan kaki, itu adalah jangkar Anda. Hitung tonase untuk bukaan cetakan nyata dan bahan nyata Anda — dan jujurlah tentang stainless versus ringan, karena pilihan cetakan saja dapat mengubah gaya yang dibutuhkan secara dramatis.
Sekarang terapkan aturan bingkai yang sebagian besar brosur bisikkan: tonase penuh harus tersebar di setidaknya 60% dari jarak antara bingkai samping. Pada mesin 10 kaki, itu berarti Anda tidak dapat membuang gaya maksimum ke dalam bagian tiga kaki tanpa mengundang deformasi permanen.
Di sinilah pembeli melakukan koreksi berlebihan. Mereka melihat variabilitas dalam grafik tonase dan melompat satu ukuran “untuk aman.” Tetapi jika beban kerja 80% Anda yang sebenarnya berada di 65–75% dari kapasitas terukur, Anda berada di zona Goldilocks: cukup ruang untuk variasi material, tidak terlalu banyak mesin sehingga Anda membayar untuk besi yang tidak terpakai.
Bagian yang tidak jelas? Oversizing dapat membuat bengkok panjang parsial lebih berisiko, bukan lebih aman. Mesin besar. Bagian pendek. Beban lokal tinggi. Anda pikir Anda membeli asuransi; Anda membeli konsentrasi stres.
Kebenaran Lantai Dingin: Ukur untuk pekerjaan terberat yang sebenarnya Anda jalankan setiap minggu — dan pastikan beban itu duduk dengan nyaman di dalam titik manis struktural mesin, bukan di batas kebanggaannya.
Tetapi tonase hanya menetapkan batas atas. Apa yang menjaga bagian tetap konsisten di seluruh rentang itu?
Anda tidak membeli gaya. Anda membeli gaya yang terkontrol.
Ajukan ini, dan jangan terima jawaban yang samar:
Bagaimana crowning diterapkan — baji manual, hidrolik, atau crowning dinamis yang dikendalikan CNC yang terikat pada tonase?
Jika penyesuaian tidak otomatis dan dapat diulang, Anda menyetel berdasarkan perasaan. Itu adalah ±1.0° yang menunggu untuk terjadi.
Apakah crowning dihitung dari umpan balik beban waktu nyata atau tabel yang sudah ditentukan?
Preset mengasumsikan material ideal. Baja nyata tidak membaca brosur.
Bagaimana pengukuran dan koreksi sinkronisasi Y1/Y2 dilakukan di bawah beban ringan dan pemuatan asimetris?
Bayangkan baja ringan 16-gauge pada rem 400-ton. Persentase kapasitas yang rendah. Jika ram sedikit saja melenceng, Anda akan melihat taper sebelum merasakan gaya.
Apa variasi sudut yang terbukti di sepanjang panjang kerja penuh pada bengkok udara standar?
Bukan teoritis. Tunjukkan bagian-bagian. Letakkan busur derajat pada mereka.
Apa yang terjadi pada konsistensi sudut pada 70% dari tonase yang dinilai selama delapan kaki?
Di situlah sebagian besar pekerjaan nyata berada. Bukan di 100%. Bukan di 10%.
Kebohongan Penjual: “Ini memiliki pengaturan CNC dan sinkronisasi loop tertutup.” Realitas Operator: “Loop tertutup dari apa, diperbaiki bagaimana, dan dibuktikan pada material mana?”
Jika mereka tidak bisa menjawab dengan jelas, Anda telah menemukan celah Anda.
Dan celah itu adalah tempat lahirnya limbah.
Berhenti bertanya, “Apa tonase maksimum?” Mulailah bertanya, “Berapa banyak hit potongan pertama yang kita dapatkan per shift?”
Berikut adalah hipotesis yang terjadi setiap minggu: Toko A membeli rem hidrolik 250-ton untuk keamanan. Toko B membeli rem listrik 180-ton dengan sinkronisasi ketat dan pengaturan otomatis. Keduanya secara teknis dapat membentuk beban kerja.
Toko A menghabiskan tiga bengkok uji untuk mengatur sudut di sepanjang panjang. Toko B mencapai toleransi pada potongan kedua karena mesin secara otomatis mengkompensasi defleksi. Kalikan itu dengan 20 pengaturan seminggu.
Perbedaannya bukan pada tenaga kuda. Ini adalah waktu dan limbah yang mengenakan topi berbeda.
Ukur ROI dalam tiga kategori:
Jika mesin yang lebih kecil dan lebih terkontrol mengurangi waktu pengaturan bahkan lima menit per pekerjaan dalam lingkungan campuran tinggi, itu menjadi jam dalam seminggu. Jam menjadi kapasitas. Kapasitas menjadi margin.
Gaya tanpa kompensasi defleksi hanyalah cara mahal untuk menghasilkan limbah.
Lensa baru adalah ini: perlakukan tonase sebagai batasan yang harus diatasi, kemudian urutkan mesin berdasarkan seberapa cerdas mereka mengelola defleksi, sinkronisasi, dan pengulangan di dalam beban kerja 80% Anda. Ketika Anda mengevaluasi dengan cara itu, angka terbesar dalam penawaran berhenti menjadi mengesankan — dan mulai menjadi tidak relevan.


















