

Une presse plieuse de 400 tonnes repose sur le sol, peinture fraîche, grand emblème, brochure impressionnante. Le travail ? Acier doux de dixième de pouce, huit pieds de long. Cela devrait être routinier. Au lieu de cela, l’opérateur court après l’angle : 89° au centre, 91° aux extrémités. Il augmente la pression. C’est pire.
Beaucoup de tonnes. Pas assez de contrôle.
Si cette scène vous semble familière, tant mieux. Cela signifie que vous avez déjà vu la fissure dans l’histoire du “ plus de tonnage égale plus de sécurité ”.
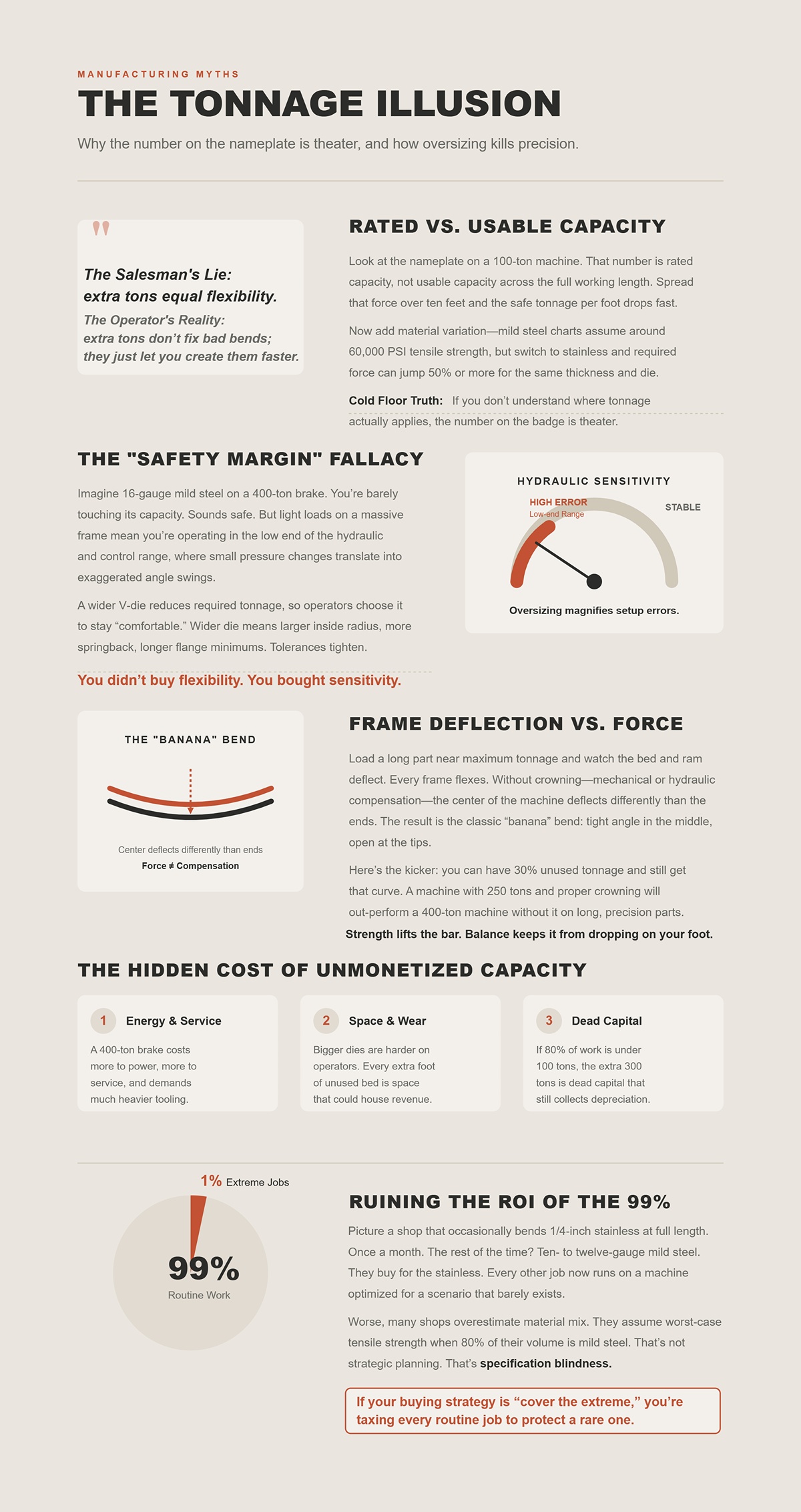
Regardez la plaque signalétique d’une machine de 100 tonnes. Ce chiffre est la capacité nominale, pas la capacité utilisable sur toute la longueur de travail. Répartissez cette force sur dix pieds et le tonnage sûr par pied chute rapidement. Ajoutez maintenant la variation du matériau : les tableaux pour l’acier doux supposent une résistance à la traction d’environ 60 000 PSI, mais passez à l’inox et la force requise peut augmenter de 50 % ou plus pour la même épaisseur et la même matrice.
Alors les ateliers s’assurent. Ils achètent 30 à 50 % de tonnage supplémentaire “ au cas où ”.”
Le mensonge du vendeur : plus de tonnes = plus de flexibilité. La réalité de l’opérateur : plus de tonnes ne réparent pas les mauvais pliages ; elles permettent simplement de les créer plus vite.
La vérité sur le plancher froid : si vous ne comprenez pas où le tonnage s’applique réellement — par pied, par matériau, par matrice — le nombre sur l’écusson n’est que du théâtre.
Ce qui soulève une question plus difficile : que se passe‑t‑il lorsque cette “ marge de sécurité ” devient le problème ?
Imaginez de l’acier doux de 16 gauge sur une presse plieuse de 400 tonnes. Vous utilisez à peine sa capacité. Cela semble sûr. Mais des charges légères sur un châssis massif signifient que vous travaillez dans le bas de la plage hydraulique et de commande, où de petites variations de pression se traduisent par de grands écarts d’angle.
Ajoutez maintenant le choix de la matrice. Une matrice en V plus large réduit le tonnage requis, donc les opérateurs la choisissent souvent pour rester “ à l’aise ”. Une matrice plus large signifie un rayon intérieur plus grand, plus de retour élastique, des longueurs de brides minimales plus longues. La géométrie change. Les tolérances se resserrent. Soudain, votre marge de sécurité devient un problème de tolérance.
Vous n’avez pas acheté de la flexibilité. Vous avez acheté de la sensibilité.
La vérité sur le plancher froid : le surdimensionnement ne vous donne pas le contrôle sur les travaux légers ; il amplifie les erreurs de réglage.
Mais même si vous dimensionnez correctement, qu’en est‑il du châssis lui‑même ?
Chargez une pièce longue près du tonnage maximal et observez la table et le coulisseau se déformer. Chaque châssis fléchit. Sans bombage — compensation mécanique ou hydraulique — le centre de la machine fléchit différemment des extrémités. Le résultat est le pliage classique en “ banane ” : angle serré au centre, ouvert aux bouts.
Voici le coup de massue : vous pouvez avoir 30 % de tonnage inutilisé et obtenir quand même cette courbure. La capacité de force n’empêche pas la flèche inégale ; c’est la compensation qui le fait.
Une machine de 250 tonnes avec un bombage adéquat surpassera une machine de 400 tonnes qui en est dépourvue sur des pièces longues et précises. Je l’ai vu de mes propres yeux.
La force soulève la barre. L’équilibre l’empêche de tomber sur votre pied.
Alors, pourquoi les ateliers cherchent‑ils encore à atteindre des chiffres plus élevés ?
Une presse plieuse de 400 tonnes coûte plus cher en énergie, en entretien et exige des outils plus lourds. Les poinçons et matrices plus grands ne sont pas seulement coûteux — ils sollicitent davantage les butées arrière et les opérateurs. L’espace au sol n’est pas gratuit non plus ; chaque pied supplémentaire de table que vous utilisez rarement représente une surface qui pourrait générer des revenus.
Et si 80 % de votre charge de travail est inférieure à 100 tonnes, les 300 tonnes supplémentaires constituent un capital mort. Le capital mort continue de se déprécier.
Ce sont des dollars jetés à la ferraille que vous ne voyez jamais sur la feuille de devis.
Alors pourquoi les ateliers avisés continuent‑ils de faire ce pari ?
Imaginez un atelier qui plie occasionnellement de l’inox de 1/4 pouce sur toute la longueur. Une fois par mois. Le reste du temps ? Des équerres en acier doux de 10 à 12 gauge. Ils achètent pour l’inox. Tous les autres travaux se font désormais sur une machine optimisée pour un scénario qui existe à peine.
Pire encore, beaucoup d’ateliers surestiment la diversité des matériaux. Ils supposent la résistance à la traction la plus défavorable alors que 80 % de leur volume est en acier doux. Ce n’est pas de la planification stratégique. C’est de l’aveuglement de spécification.
Si votre stratégie d’achat est de “ couvrir l’extrême ”, vous imposez une taxe à chaque travail courant pour protéger un cas rare.
Et cela devrait vous mettre mal à l’aise — car si le tonnage n’est pas le premier critère, quel est‑il ?
Un client m’a apporté des pièces provenant de deux presses plieuses de 10 pieds différentes. Même matériau : acier doux de 10 gauge, huit pieds de long. Même poinçon, même matrice en V de 1 pouce. L’une des machines faisait 320 tonnes avec une barre de torsion. L’autre faisait 220 tonnes avec vérins hydrauliques doubles Y1/Y2 et bombage actif.
La machine de 320 tonnes présentait une variation d’angle d’environ 1,5° d’un bout à l’autre. La 220 tonnes tenait dans une tolérance de 0,2° sur toute la longueur.
Beaucoup de force dans les deux cas. Mais une seule produisait des pièces vendables sans surveillance constante.
La force crée le pli. La synchronisation et le bombage déterminent si ce pli reste uniforme sur huit pieds, pendant le quart de travail, tout au long du lot. La répétabilité détermine si votre deuxième pièce correspond à la première sans retoucher le programme. Ce trio — et non le tonnage — transforme une presse plieuse brute en outil de production.
Le mensonge du vendeur : “ Cette machine a plus de tonnes que vous n’en aurez jamais besoin. ” La réalité de l’opérateur : “ J’ai besoin que le vérin descende parallèlement à quelques centièmes de millimètre près et qu’il y reste sous charge. ”
La dure réalité de l’atelier : si le tonnage n’est pas votre premier critère, la précision de synchronisation, la stratégie de bombage et la répétabilité de position doivent l’être.
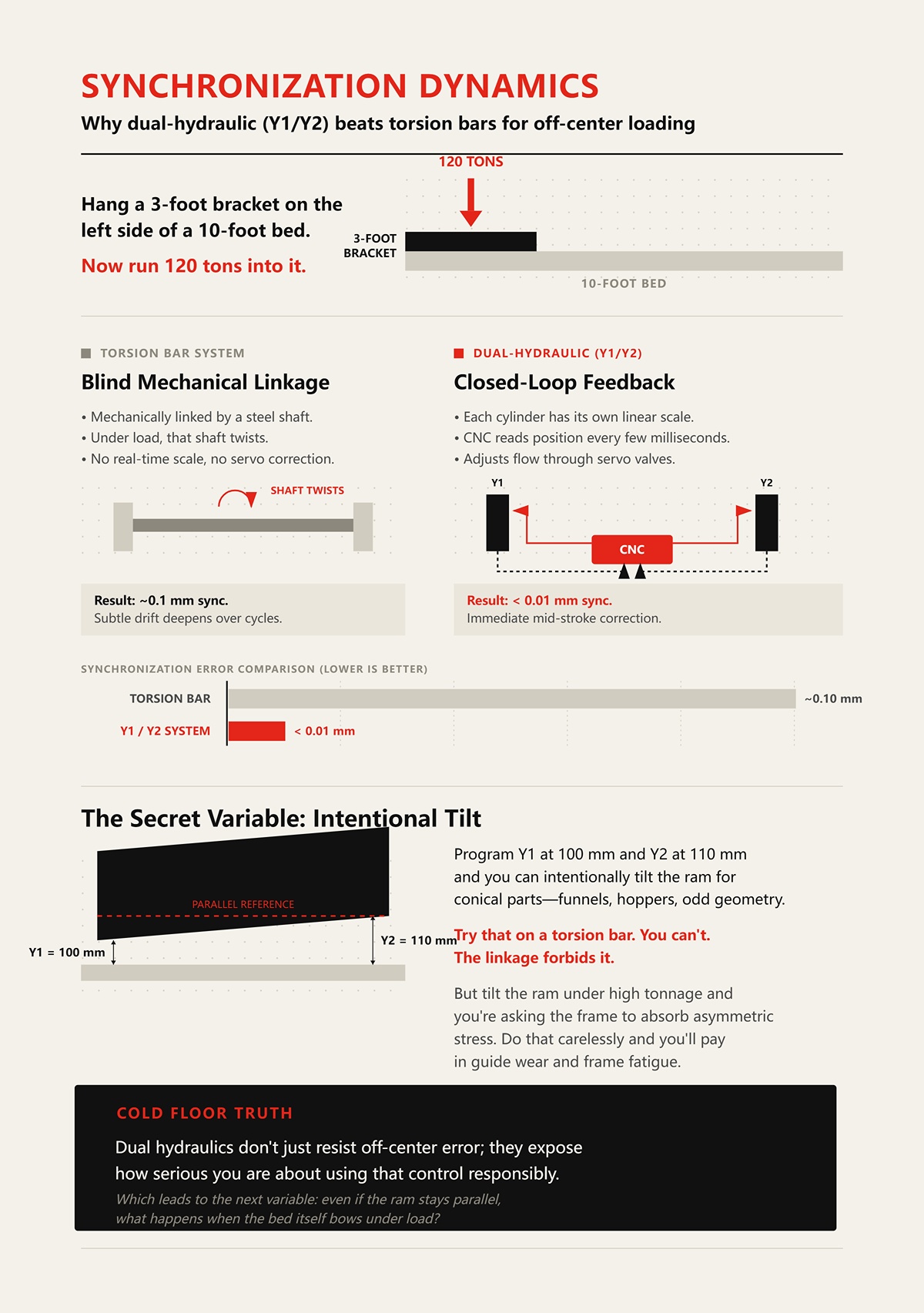
Suspendez un support de 3 pieds sur le côté gauche d’une table de 10 pieds. Appliquez‑y maintenant 120 tonnes.
Sur une machine à barre de torsion, les deux côtés du vérin sont reliés mécaniquement par un arbre en acier. Sous charge, cet arbre se tord—de quelques microns, certes, mais suffisamment. Il n’y a pas d’échelle mesurant chaque côté en temps réel. Aucune valve servo‑hydraulique pour corriger en cours de course. Vous obtenez environ 0,1 mm de synchronisation dans des conditions idéales, mais sous une charge décentrée, la barre se déforme élastiquement et la machine n’en a aucune conscience.
Le résultat n’est pas spectaculaire. C’est pire que cela. C’est une dérive subtile—un côté légèrement plus profond, s’accumulant au fil des cycles à mesure que la chaleur et l’usure s’installent.
Sur un système hydraulique double Y1/Y2, chaque vérin possède sa propre règle linéaire. Le CNC lit la position toutes les quelques millisecondes et ajuste le débit via des valves servo‑hydrauliques pour maintenir les deux côtés synchronisés à quelques centièmes—moins de 0,01 mm sur les bons systèmes. Une charge décentrée apparaît immédiatement comme une erreur de position, et le contrôle la corrige pendant la course.
Voilà le mécanisme. Boucle fermée de rétroaction contre liaison mécanique aveugle.
Maintenant, voici la partie que la brochure omet. Programmez Y1 à 100 mm et Y2 à 110 mm, et vous pouvez incliner intentionnellement le vérin pour réaliser des pièces coniques—entonnoirs, trémies, géométries particulières. Essayez cela sur une barre de torsion. Impossible. La liaison l’interdit.
Mais incliner le vérin sous forte pression, c’est demander au bâti d’absorber des contraintes asymétriques. Faites‑le sans précaution et vous le paierez en usure des guidages et en fatigue du bâti.
La synchronisation est donc une puissance—mais seulement quand le bâti et la discipline de programmation sont à la hauteur.
Vérité d’atelier : Les doubles circuits hydrauliques ne se contentent pas de résister aux erreurs de charge décentrée ; ils révèlent à quel point vous prenez ce contrôle au sérieux.
Ce qui nous mène à la variable suivante : même si le vérin reste parallèle, que se passe‑t‑il lorsque le banc lui‑même se cintre sous la charge ?
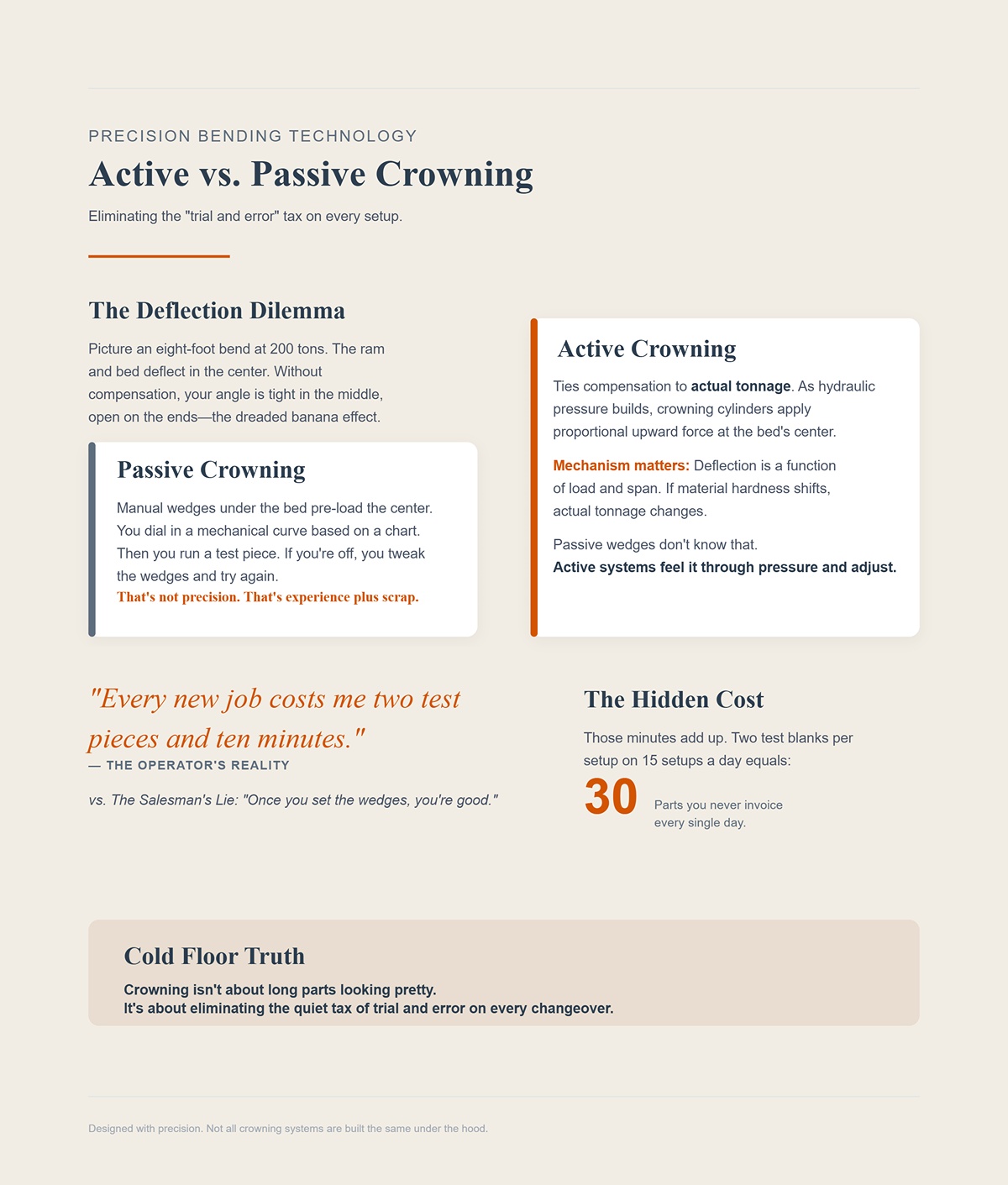
Imaginez une pliure de huit pieds à 200 tonnes. Le vérin et le banc fléchissent au centre. Sans compensation, votre angle est serré au milieu, ouvert sur les extrémités—la “banane” dont nous avons parlé plus tôt.
Un système de cintrage passif—cales manuelles sous le banc—vous permet de précontraindre le centre. Vous réglez une courbe mécanique selon un tableau : matériau, épaisseur, longueur, tonnage estimé. Ensuite, vous réalisez une pièce test. Si le résultat est mauvais, vous ajustez les cales et recommencez.
Ce n’est pas de la précision. C’est de l’expérience plus des rebuts.
Le cintrage actif relie la compensation au tonnage réel. À mesure que la pression hydraulique augmente, les vérins de cintrage appliquent une force montante proportionnelle au centre du banc. Le système fléchit le banc en sens inverse de la déformation du vérin en temps réel.
Le mécanisme est crucial ici. La déflexion dépend de la charge et de la portée. Si la dureté du matériau varie—disons acier doux pour un lot, plus résistant pour le suivant—le tonnage réel à la même profondeur programmée change. Les cales passives ne le savent pas. Les systèmes actifs le ressentent par la pression et s’ajustent.
La différence se manifeste dans le temps de réglage. Sur des productions très diversifiées, le cintrage passif impose essai‑pliage, mesure, ajustement. Le cintrage actif offre bien plus souvent une précision dès la première pièce.
Mensonge du vendeur : “ Une fois les cales réglées, c’est bon. ” Réalité de l’opérateur : “ Chaque nouveau travail me coûte deux pièces d’essai et dix minutes. ”
Ces minutes s’accumulent. Deux pièces d’essai par réglage sur 15 réglages par jour, cela fait 30 pièces que vous ne facturez jamais.
Vérité d’atelier : Le cintrage n’a rien à voir avec de longues pièces bien droites. Il s’agit d’éliminer la taxe silencieuse de l’essai‑erreur à chaque changement.
Mais tous les systèmes de cintrage ne sont pas conçus de la même façon sous le capot.
Disons que l’acier doux de dix gauge d’hier affichait environ 60 000 PSI de résistance à la traction. Le lot d’aujourd’hui s’approche plutôt de 70 000. Même épaisseur. Même programme.
La tonnage requise augmente. La flèche augmente avec elle.
Les systèmes à coin mécanique sont statiques. Vous les réglez selon le tonnage estimé. Si la charge réelle grimpe de 15%, votre compensation est maintenant sous‑corrigée. L’angle s’ouvre à nouveau aux extrémités. Vous compensez à la profondeur du coulisseau, ce qui modifie votre rayon intérieur et la géométrie du rebord.
Les systèmes de compensation hydraulique liés à la pression réagissent à la charge réelle. Un tonnage plus élevé génère automatiquement une force de compensation plus importante. La courbure du banc suit la courbure de la flèche du coulisseau.
Il y a ici une certaine complexité — servovalves, joints, capteurs. Ils coûtent plus cher au départ et exigent de la rigueur en matière de maintenance. Dans un atelier à faible variété produisant la même pièce pendant des semaines, les coins mécaniques peuvent avoir un sens économique.
Mais dans un environnement à forte diversité où les lots de matériaux et les longueurs de pièces changent chaque jour, la compensation hydraulique maintient l’uniformité de l’angle sans devoir ré‑ingénier le réglage à chaque fois.
C’est là que réside le retour sur investissement. Non pas dans la tonnage maximale, mais dans la capacité de la machine à continuer sans broncher lorsque le matériau n’est pas “idéal”.
Vérité du plancher froid : si votre matériau varie, la compensation statique devient une supposition. Et la supposition, c’est du rebut déguisé.
Donc, le coulisseau est parallèle. Le banc est compensé. Mais qu’en est‑il du positionnement de la pièce elle‑même ?
J’ai vu des ateliers se vanter d’une vitesse de butoir arrière de 1 000 mm/s. Ça semble impressionnant — jusqu’à ce qu’on mesure la répétabilité.
Prenez un support avec quatre plis, tous référencés à partir du premier rebord. Si votre butoir arrière se répète à ±0,05 mm, vos motifs de trous s’alignent au soudage. S’il dérive à ±0,3 mm, vous forcez les pièces dans les gabarits, vous meulez les pattes et vous accusez le laser.
La vitesse de déplacement influe sur le temps de cycle. La répétabilité influe sur la compatibilité de l’assemblage.
Les butoirs arrière de haute qualité utilisent des vis à billes de précision, des doigts rigides et des codeurs qui bouclent la position. Les systèmes bon marché comptent les pas et supposent un circuit ouvert. Au fil de milliers de cycles, le jeu et l’usure se traduisent par une dérive dimensionnelle.
Voilà la relation que beaucoup oublient : la synchronisation et la compensation maintiennent la cohérence de l’angle. La répétabilité du butoir maintient la constance de la longueur du rebord. Angle plus longueur égale géométrie. La géométrie détermine l’ajustement.
Vous pouvez avoir une tonnage parfaite, une belle peinture, et quand même expédier des pièces que le soudeur doit forcer.
Le mensonge du vendeur : “ C’est rapide. ” La réalité de l’opérateur : “ La dixième pièce s’ajuste‑t‑elle comme la première ? ”
Vérité du plancher froid : la vitesse produit des pièces rapidement. La répétabilité produit des pièces qui s’assemblent.
Et une fois que vous commencez à empiler les axes — R, Z1, Z2, X1, X2 — la question n’est pas combien vous en avez, mais si cette complexité supplémentaire renforce cette trilogie… ou la sape silencieusement.
Vous avez la synchronisation. Vous avez la correction active de flèche. Votre butée arrière répète à quelques centièmes près. Puis le dépliant glisse sur la table et dit : ajoutez R, ajoutez Z1/Z2, ajoutez X1/X2. Six axes. Huit axes. Entièrement automatique.
Voici donc la vraie question : ces axes supplémentaires renforcent-ils la triade de qualité—ou ne font-ils qu’en multiplier les points faibles ?
Une presse plieuse est un haltérophile. La force brute rend bien sur une photo de catalogue. Mais sans équilibre ni synchronisation, la barre vacille. En atelier, cette oscillation se traduit par des longueurs de bords incohérentes, des séquences de pliage erronées et des pièces qui ne s’assemblent qu’après un “ ajustement ” à la meuleuse. Plus d’axes ajoutent des exigences de coordination. Cette coordination repose sur le logiciel, la réponse des servomoteurs et le jugement de l’opérateur, empilés les uns sur les autres.
Les axes ne créent pas la précision. Ils l’exigent.
Vérité du sol froid : chaque nouvel axe est une pièce mobile supplémentaire qui doit rester synchronisée avec la triade—sinon il devient une manière très coûteuse de fabriquer de la ferraille plus vite.
Passons au concret.
Une configuration de base à 2 ou 3+1 axes—Y1/Y2 pour le contrôle du vérin, X pour la profondeur de butée, peut-être R pour la hauteur verticale de butée—gère la majorité des travaux de supports et boîtiers que je vois dans les ateliers de taille moyenne. Les longueurs de bords sont cohérentes. Les séquences sont simples. Les opérateurs ajustent les butées au ressenti et à l’expérience.
Goulet d’étranglement du temps de cycle ? Généralement la manutention du matériau. Ou les allers-retours jusqu’au rayonnage. Pas le déplacement des axes.
Maintenant, ajoutez une butée arrière à 6 axes avec doigts Z1/Z2 indépendants et mouvement R programmable. Sur les pièces asymétriques—rebords décalés, plis inversés, pièces qu’on ne peut pas retourner—ce système peut éliminer le repositionnement manuel entre les plis. Voilà une vraie productivité quand la géométrie l’exige.
Mais voici ce que j’observe sur le terrain : le premier réglage prend plus de temps. Programmer la séquence pour le déplacement indépendant des doigts, vérifier les collisions, apprendre à la machine l’orientation de la pièce—cela prend du temps. Si 80 % de vos travaux sont simples, cette complexité n’élimine pas un obstacle. Elle en crée un.
Le mensonge du commercial : “ Plus d’axes, moins de travail pour l’opérateur. ” La réalité de l’opérateur : “ Plus d’axes, plus de décisions avant de sortir la première bonne pièce. ”
Vérité du sol froid : si votre goulet d’étranglement n’est pas le repositionnement de la butée arrière, six axes n’y changeront rien.
L’indépendance Z1/Z2 brille sur les pièces asymétriques par rapport à la ligne de pliage. Pensez à un panneau où le pli de gauche fait 40 mm et celui de droite 65 mm, et qu’on ne peut pas retourner la pièce à cause d’éléments en amont. Des doigts indépendants permettent à chaque côté de soutenir sa propre référence sans glissement manuel.
C’est essentiel lorsque la conception de la pièce l’impose.
Imaginez maintenant des supports en grande série avec rebords identiques à gauche et à droite. Acier doux dixième de pouce, huit pieds de long. Plis droits, même arête de référence à chaque fois. Programmer Z1/Z2 pour bouger indépendamment sur de légères variations, c’est comme mettre des sièges électriques dans un chariot élévateur—agréable, mais pas ce qui fait gagner de l’argent.
Et voici ce que les fournisseurs omettent de souligner : le mouvement indépendant exige un calibrage précis entre les deux doigts. Si un servomoteur dérive ou si une vis à billes prend du jeu, votre “ précision indépendante ” devient une erreur indépendante. Votre synchronisation et votre correction de flèche sont parfaites—mais votre arête de référence se décale d’un dixième ici, de deux dixièmes là.
Angle plus longueur égalent géométrie. Vous ne pouvez vous permettre que l’un des deux dérive.
Vérité du sol froid : Z1/Z2 est un outil pour les contraintes de conception—pas un symbole de statut pour la fiche technique.
C’est là que les choses se gâtent.
Chaque axe — X, R, Z1, Z2, X1, X2 — dépend de variateurs servo et d’un contrôleur qui coordonne les mouvements. Lorsque le contrôleur ne peut pas traiter et exécuter ces mouvements assez rapidement, un décalage se produit. Pas un décalage visible. Un décalage de quelques millisecondes.
Mais en bas de la course, les millisecondes comptent.
La synchronisation du vérin Y1/Y2 maintient la poutre parallèle. Ajoutez à cela des mouvements complexes de butées arrière qui doivent se dégager, se repositionner et se stabiliser avant la fin du pliage, et vous accumulez les événements de synchronisation. Si le contrôle n’est pas à la hauteur, le vérin peut atteindre la profondeur avant que la butée ne soit complètement en place. Ou bien la butée se stabilise, mais le retour de position n’est pas encore totalement stable.
C’est ainsi que la première pièce est bonne, la cinquième douteuse, et la dixième finit à la ferraille.
La machine affiche toujours “ six axes ”. Le bac à ferraille affiche “ incompatibilité du contrôleur ”.”
Imaginez de l’acier doux de 16 gauges sur une presse plieuse de 400 tonnes. Une capacité massive. Imaginez maintenant le contrôleur s’étranglant sur des commandes d’axes simultanées. Le problème n’est pas la puissance. C’est la coordination sous charge. Même histoire.
Vérité d’atelier : un grand nombre d’axes sans un contrôleur capable de les synchroniser réellement, c’est juste la complexité qui dépasse le contrôle.
Voici la vérité inconfortable que la plupart des propriétaires apprennent à la dure.
Si vous produisez 500 pièces identiques, géométrie simple, même matériau toute la semaine, une machine bien synchronisée à 3+1 axes avec bombage actif dépassera souvent en productivité un système complet à 6+1 axes. Moins de paramètres. Programmation plus rapide. Moins de risques d’erreur.
Les ajustements manuels — déplacer un doigt, pousser une butée — prennent quelques secondes quand l’opérateur connaît le travail. Programmer des axes indépendants pour de petites différences peut prendre des minutes. Et ces minutes multipliées sur des petits lots représentent un vrai coût.
Maintenant, inversez la situation.
Si vous travaillez en production à forte diversité et faible volume, avec des géométries complexes changeant chaque heure, des axes avancés couplés à un contrôleur rapide et une bonne programmation hors ligne peuvent réduire les chutes de réglage et éliminer les repositionnements manuels répétés. C’est là qu’ils se rentabilisent.
La bonne question n’est donc pas “ Combien d’axes puis-je me permettre ? ” mais “ De quoi mon travail a-t-il réellement besoin, et mes équipes et mon contrôleur peuvent-ils le supporter ? ”
Vérité d’atelier : plus d’axes augmentent le potentiel. Ils augmentent aussi le coût de chaque erreur.
Et c’est le lien vers la seule comparaison qui compte ensuite — faire correspondre les types d’ateliers spécifiques aux configurations appropriées, plutôt que d’acheter l’haltérophile le plus costaud de l’affiche en espérant que l’équilibre suivra gratuitement.
L’hiver dernier, j’ai visité trois ateliers en une semaine. L’un produisait 20 références différentes avant le déjeuner. Un autre ne pliait que des tôles de 3/8 et 1/2 pouce pour des limons d’escalier. Le troisième installait son premier robot. Les trois cherchaient “ plus de tonnage ”.”
Même vendeur. Trois réalités totalement différentes.
La question n’est pas de savoir combien d’axes vous pouvez ajouter. C’est de comprendre à quoi ressemble réellement le 80% de votre journée — et si votre stratégie de synchronisation et de compensation vous protège à ce moment-là. Parce qu’une force sans contrôle de la flèche n’est qu’une façon coûteuse de produire de la ferraille uniforme. Et des axes sans charge de travail pour les justifier ne sont que des menus logiciels attendant une erreur.
Alors, quelles configurations conviennent réellement ?
Imaginez un tableau de commandes avec 30 ordres de fabrication accrochés. Tôle de 14 gauge aujourd’hui, 11 gauge ensuite, puis un boîtier en inox qui réagit toujours différemment de ce que le plan indique.
Voici la partie que la plupart des ateliers diagnostiquent mal : une augmentation de résistance à la traction de 10% demande environ 10% de force supplémentaire — et près de 10% de compensation en plus pour garder le coulisseau et la table parallèles sous charge. Un saut d’épaisseur de 10% ? Il faut plutôt 20% de pression en plus. Si votre compensation est mécanique et statique, elle ne peut pas s’ajuster sous charge. L’opérateur voit l’angle s’ouvrir en milieu de longueur et en accuse le retour élastique.
Mais c’est la poutre qui fléchit.
Les systèmes de compensation hydrauliques ou CNC qui s’ajustent dynamiquement pendant le pliage sont ceux qui gardent les ateliers à forte mixité raisonnables. Pas parce qu’ils sont tape-à-l’œil — mais parce qu’ils réagissent quand la réalité du matériau ne correspond pas aux calculs. Sans cela, votre “ changement de série en 10 minutes ” devient 10 minutes plus trois pièces d’essai.
Maintenant, mettez cela à l’épreuve. Même avec une compensation CNC multizone, le système suppose un comportement idéal du matériau. L’acier réel varie. Vous avez quand même besoin d’un opérateur qui comprend ce qu’il observe. Des butées arrière rapides et des doigts indépendants Z1/Z2 aident quand la géométrie l’impose — mais si votre compensation ne peut pas suivre les variations d’épaisseur et de résistance à la traction, votre vitesse ailleurs ne sert à rien.
Le mensonge du vendeur : “ Une butée arrière à six axes réduit le temps de réglage. ” La réalité de l’opérateur : “ Si l’angle dérive, je le poursuis, peu importe la vitesse des doigts. ”
La vérité de l’atelier : pour un travail à forte mixité, la précision de la compensation dynamique économise plus de pertes en ferraille qu’un axe de butée supplémentaire ne le fera jamais.
Mais que se passe-t-il si vos pièces changent rarement — et que votre problème n’est pas la variabilité, mais la masse ?
Imaginez une plaque de 1/2 pouce, 10 pieds de long. Deux plis par pièce. Toute la journée.
Les épaisseurs varient de 10%. Cela représente environ 20% de force supplémentaire nécessaire. Sur une plaque épaisse, cette hausse n’est pas théorique — c’est ce qui se produit lorsqu’un lot d’usine change. Si votre bâti n’est pas assez rigide, aucune compensation programmée ne vous sauvera totalement. Le coulisseau et la table restent compensés, mais les montants latéraux eux-mêmes se déforment.
Même avec une compensation parfaite, les études montrent que la variation d’angle peut se situer autour de ±0,3 degré uniquement à cause de la variabilité du matériau sur une plaque d’un quart de pouce. Quand je vois des ateliers dépasser cette marge, le coupable n’est généralement pas la compensation — mais la déformation du bâti ou une mauvaise synchronisation Y1/Y2 sous charge.
C’est là que la fiche technique vous trompe. La vitesse de cycle semble impressionnante. Le nombre d’axes paraît moderne. Mais la fabrication lourde repose sur la course complète, la profondeur de col et la masse du bâti. Si vous ne pouvez pas physiquement loger la pièce parce que la profondeur de col est trop faible, ou que vous êtes en butée de course avant de dégager un retour, toute la vitesse des servomoteurs du monde ne servira à rien.
Le mensonge du vendeur : “ Vous avez 500 tonnes, vous êtes tranquille. ” La réalité de l’opérateur : “ Si le bâti se tord, je plie une banane. ”
La vérité de l’atelier : dans la fabrication structurelle, la rigidité et l’enveloppe géométrique l’emportent sur la vitesse de cycle à chaque fois — et la compensation doit être proportionnelle aux variations d’épaisseur, pas seulement à la capacité de tonnage.
Et que se passe-t-il quand l’atelier manuel d’aujourd’hui prévoit d’ajouter un robot l’an prochain ?
Un opérateur humain compense inconsciemment. Si la bride sort un peu trop longue, il ajuste la pression de la prise, repositionne la pièce, modifie la profondeur en temps réel.
Un robot fait exactement ce qu’on lui ordonne. Pas plus. Pas moins.
C’est là que les axes supplémentaires — hauteur R programmable, positionnement Z1/Z2, parfois même profondeur X1/X2 — cessent d’être des luxes et deviennent des exigences. Le robot a besoin de positions de jauge prévisibles et de trajectoires de mouvement sans collision. Le mouvement indépendant des doigts, qui semblait excessif en mode manuel, devient essentiel quand une pince ne peut pas “sentir” son chemin autour d’une butée mal alignée.
Mais voilà le piège : ajouter des axes pour une automatisation future sans améliorer la vitesse et la synchronisation du contrôleur, c’est construire une machine de l’hésitation coûteuse. Les robots détestent attendre sur des butées lentes. Ils détestent aussi la dérive d’angle. Si la compensation de bombage n’est pas dynamique et répétable, votre robot produira scrupuleusement des rebuts identiques.
Vérité du sol froid : ne planifiez des axes en fonction de l’automatisation de demain que si votre commande et votre compensation de bombage sont suffisamment solides pour faire de la répétition un atout, et non un handicap.
Et parfois, le mouvement d’automatisation le plus intelligent n’est pas d’ajouter plus d’axes sur une seule machine.
J’ai vu des ateliers chiffrer un monstre de 1 000 tonnes pour traiter occasionnellement des pièces de 20 pieds.
Puis j’ai vu deux machines de 500 tonnes fonctionner en tandem pour les longues pièces — et séparément pour le travail quotidien.
Sur le papier, la presse géante unique semble plus simple. Un seul bâti. Un seul contrôle. Un grand chiffre sur la brochure. Mais la plupart des ateliers ne plient pas des pièces de 20 pieds toute la journée. Ils plient de l’acier doux de dixième de pouce, des pièces de huit pieds, des équerres et des profilés qui immobiliseraient ce monstre à une fraction de sa capacité.
Deux machines plus petites, bien synchronisées, vous offrent des options. Faites‑les fonctionner ensemble quand la longueur l’exige. Séparez‑les et doublez le rendement pour le travail standard le reste de la semaine. Si l’une tombe en panne, vous n’êtes pas paralysé.
Mais même ici, la synchronisation est primordiale. Le mode tandem exige un contrôle Y1/Y2 précis sur les deux bâtis et des stratégies de bombage coordonnées. Si une machine se déforme différemment, vous le verrez au milieu de la pièce.
Le mensonge du vendeur : “ Achetez une fois. Voyez grand. ” La réalité de l’opérateur : “ La plupart du temps, j’ai besoin d’équilibre — pas d’un panneau publicitaire. ”
Vérité du sol froid : la meilleure presse plieuse n’est pas l’haltérophile le plus puissant de l’affiche. C’est celle dont la commande, la compensation de bombage et la configuration correspondent au travail que vous réalisez réellement 80% du temps.
Et une fois que vous comprenez cela, la fiche technique commence à ressembler beaucoup moins à un trophée — et beaucoup plus à un piège prêt à être mal interprété.
Compte tenu de toutes ces variables, comment un atelier décide‑t‑il réellement ?
On cesse d’acheter sur la base de chiffres‑titres et on commence à lire les petites lignes comme un contrat rédigé contre soi.
Une fiche technique est l’affiche d’un haltérophile en plein effort : grand chiffre, poitrine bombée, barre au‑dessus de la tête. Impressionnant. Mais l’affiche ne montre pas s’il peut tenir la barre stable, ou si ses genoux fléchissent sous la charge. Et dans un atelier, quand la barre tombe, elle finit dans le bac à rebuts.
Le vendeur vend la force de crête. L’atelier paie pour la déformation, le temps de réglage et la dérive d’angle.
Si vous ne savez pas comment décoder une cote, vous comparerez des machines qui ne jouent même pas au même jeu.
“ 400 tonnes. ”
À quelle distance ?
Les cotes de tonnage sont liées à une portée spécifique entre les montants latéraux et à une répartition de charge bien précise. Changez la distance par rapport à l’axe central. Changez l’ouverture de la matrice. Changez la largeur du matériau. La force disponible par pied varie, et la flèche aussi.
Ajoutez maintenant le jeu des unités. Un fournisseur indique des tonnes courtes par pied. Un autre, des tonnes métriques par mètre. Sur le papier, les chiffres semblent assez proches pour paraître comparables. Ils ne le sont pas. J’ai vu des ateliers croire qu’ils achetaient une machine 10% plus puissante alors qu’ils lisaient simplement deux échelles de mesure différentes.
Le mensonge du vendeur : “ C’est une machine de 300 tonnes. ” La réalité de l’opérateur : “ Avec ma longueur de travail et ma matrice, elle se comporte comme une 240. ”
Et c’est là que cela devient subtil. Vous pouvez réduire le tonnage requis en ouvrant la matrice en V de 8× l’épaisseur du matériau à 12×. La force chute agréablement sur le tableau. Mais votre rayon intérieur augmente, la géométrie du rebord change, et soudain votre pièce ne s’appuie plus correctement sur le butoir comme auparavant. Vous avez économisé du tonnage et acheté des problèmes d’ajustement.
Vérité du plancher froid : le tonnage nominal est une promesse conditionnelle, pas une vérité universelle — et si vous ne faites pas correspondre la condition à vos pièces réelles, vous établissez un budget avec des chiffres fantaisistes.
Donc, si la force n’est pas absolue, le logiciel peut‑il combler les écarts ?
Les commandes modernes simulent le pli avant même que le coulisseau ne bouge. Bibliothèque de matériaux. Compensation du retour élastique. Détection de collision. Cela semble chirurgical.
Mais la simulation suppose que le bâti se comporte exactement comme le modèle le prévoit.
Les machines hydrauliques et les machines électriques ne délivrent pas la force de la même façon. Les transmissions électriques appliquent la force plus précisément, mais souvent avec des caractéristiques de vitesse et de course différentes. Si le modèle de pliage du logiciel repose sur des hypothèses hydrauliques concernant la temporisation ou la montée en pression, on peut obtenir une simulation parfaite et un angle réel erroné.
Imaginez de l’acier doux de 16 gauge sur une presse‑plieuse de 400 tonnes. La simulation indique une capacité de 20%. Large marge. Mais si la synchronisation sous faible charge n’est pas rigoureuse — si Y1/Y2 ne suivent pas parfaitement — ce travail “ facile ” affiche un cône de gauche à droite. Non pas faute de force, mais faute de contrôle à faible force.
Le mensonge du vendeur : “ Le contrôle calcule tout. ” La réalité de l’opérateur : “ Le contrôle ne peut pas rigidifier un châssis. ”
Vérité du plancher froid : le logiciel prédit la force ; il ne peut pas annuler la physique. Si le métal se tord, le code ne fait qu’enregistrer la torsion.
Et même si la machine est parfaitement synchronisée, pouvez‑vous physiquement y faire passer vos pièces jour après jour ?
C’est là que les affaires meurent en silence.
La lumière du jour est la distance libre entre le coulisseau et le bâti. La course correspond à la distance que parcourt le coulisseau. La profondeur de col de cygne est jusqu’où l’on peut placer un rebord avant de toucher le châssis. Rien de tout cela n’a l’air héroïque sur une brochure. Pourtant, ces paramètres déterminent si votre pièce rentre ou non.
J’ai vu des ateliers acheter pour la puissance nominale, pour finalement découvrir qu’ils ne pouvaient pas dégager un retour de rebord sans outillage spécial ni retourner la pièce trois fois. Chaque retournement ajoute du temps de manipulation. Chaque mouvement de manipulation ajoute de la variabilité. Votre temps de cycle théorique s’évapore dans le mouvement humain.
La compatibilité de l’outillage raconte la même histoire. Si la machine utilise des poinçons propriétaires coûtant 30 % de plus par station, c’est de l’argent perdu caché dans l’investissement de départ. Sur cinq ans, cette différence peut équivaloir à une mise à niveau du servo dont vous aviez réellement besoin.
Mais même si vous dimensionnez correctement, qu’en est‑il du châssis lui‑même ?
Vérité d’atelier : une presse plieuse qui ne peut pas accueillir confortablement vos pièces typiques n’est pas “ polyvalente ”. C’est un compromis quotidien qui épuise chaque équipe.
Alors peut-être préférez-vous vous concentrer sur la vitesse à la place.
La vitesse d’approche correspond à la rapidité avec laquelle le coulisseau se déplace avant de toucher le matériau. La vitesse de pliage est celle à laquelle il se déplace sous charge.
Devinez laquelle est imprimée en plus gros caractères.
Si votre cycle est dominé par la manutention — chargement, alignement, positionnement, déchargement — enlever une demi‑seconde à la vitesse d’approche ne changera rien à votre cadence. Si vous faites du pliage à l’air sur des pièces fines avec de courtes courses toute la journée, alors la vitesse d’approche devient plus importante. Le contexte décide.
Les fortes épaisseurs racontent une autre histoire. Sous charge, la vitesse de pliage ralentit souvent pour protéger le châssis et maintenir la précision. Ce n’est pas un défaut. C’est la physique et le bon sens de la conception. Une machine qui descend vite à vide mais avance de manière imprévisible sous charge ruinera votre rythme et vos angles.
Le mensonge du vendeur : “ Celle‑ci est 30 % plus rapide. ” La réalité de l’opérateur : “ Montre‑moi la vitesse à pleine charge, sur ma longueur de travail. ”
Vérité d’atelier : la seule vitesse qui rapporte est celle qui survit au contact du matériau — et qui reste précise en le faisant.
En retirant le battage, le schéma est clair : chaque chiffre impressionnant sur un devis s’accompagne d’une condition.
Ainsi, la vraie question n’est pas de savoir quelle spécification est la plus élevée.
C’est de savoir quelles conditions correspondent à votre atelier.
Si chaque spécification est conditionnelle, on ne compare pas les machines selon leurs maximums — mais selon leur comportement sur vos pièces les plus courantes.
Analysez vos douze derniers mois de travaux de pliage. Pas la pièce vedette que vous montrez aux clients. Le lot banal : supports, capots, châssis, coffrets. Listez le matériau, l’épaisseur, la longueur de pliage, le rayon intérieur, la tolérance. Vous verrez une tendance. C’est le cas dans la plupart des ateliers.
L’erreur consiste à acheter pour le besoin le plus extrême de cette liste.
Le mensonge du vendeur : “ Vous grandirez pour utiliser la tonnage supplémentaire. ” La réalité de l’opérateur : “ Je le paierai chaque jour sur des pièces qui n’en avaient jamais besoin. ”
Un frein est un haltérophile. La force brute a fière allure sur l’affiche. Mais sans équilibre ni contrôle, tout ce que vous faites, c’est laisser tomber la barre — et dans un atelier, cette barre finit dans la benne à ferraille.
Vérité froide du plancher : achetez la machine qui rend vos travaux courants plus rapides et plus propres, pas celle qui bombe le torse sur vos pièces les plus rares.
Alors, comment transformer cela en une fiche technique qui ait réellement du sens ?
Commencez par votre travail le plus lourd récurrent et non par le monstre annuel. Si vous pliez régulièrement de l’acier doux de dix dixièmes sur huit pieds de long, c’est votre point d’ancrage. Calculez la tonnage pour vos véritables ouvertures de matrice et vos matériaux réels — et soyez honnête sur l’inox comparé à l’acier doux, car le choix de la matrice à lui seul peut faire varier considérablement la force requise.
Appliquez maintenant la règle de châssis dont la plupart des brochures parlent à voix basse : la pleine tonnage doit être répartie sur au moins 60% de la distance entre les montants latéraux. Sur une machine de 10 pieds, cela signifie que vous ne pouvez pas concentrer la force maximale sur une section de trois pieds sans risquer une déformation permanente.
C’est là que les acheteurs surcorrigent. Ils voient la variabilité dans les tableaux de tonnage et passent à la taille supérieure “par sécurité”. Mais si votre charge réelle de 80% se situe entre 65 et 75% de la capacité nominale, vous êtes dans la zone “juste comme il faut” : assez de marge pour les variations de matériau, mais pas une machine si grande que vous payez pour du fer inutilisé.
La partie non évidente ? Surdimensionner peut rendre les pliages de longueur partielle plus risqués, pas plus sûrs. Grande machine. Petite pièce. Charge localisée élevée. Vous pensiez acheter une assurance ; vous avez acheté une concentration de contraintes.
Vérité froide du plancher : dimensionnez pour le travail le plus lourd que vous effectuez réellement chaque semaine — et assurez‑vous que cette charge se situe confortablement dans la zone structurelle idéale de la machine, pas sur sa limite de vantardise.
Mais la tonnage ne fixe que le plafond. Qu’est‑ce qui maintient la cohérence des pièces sur toute cette portée ?
Vous n’achetez pas de la force. Vous achetez une force contrôlée.
Posez ces questions, et n’acceptez pas de réponses évasives :
Comment le bombage est‑il appliqué — coins manuels, hydraulique ou bombage dynamique CNC piloté par la tonnage ?
Si le réglage n’est pas automatique et reproductible, vous réglez au ressenti. C’est un ±1,0° qui n’attend qu’à se produire.
Le bombage est‑il calculé à partir d’un retour de charge en temps réel ou de tableaux préréglés ?
Les préréglages supposent un matériau idéal. L’acier réel ne lit pas les brochures.
Comment la synchronisation Y1/Y2 est‑elle mesurée et corrigée sous faible charge et charge asymétrique ?
Imaginez de l’acier doux de calibre 16 sur une presse plieuse de 400 tonnes. Faible pourcentage de la capacité. Si les vérins dérivent ne serait‑ce qu’un peu, vous verrez le cône avant de sentir la force.
Quelle est la variation d’angle démontrée sur toute la longueur de travail lors d’un pliage à l’air standard ?
Pas théorique. Montrez des pièces. Posez un rapporteur dessus.
Que se passe‑t‑il avec la constance des angles à 70 % de la tonnage nominal sur huit pieds ?
C’est là que se trouve la plupart du vrai travail. Pas à 100 %. Pas à 10 %.
Le mensonge du vendeur : “ Elle a un bombage CNC et une synchronisation en boucle fermée. ” La réalité de l’opérateur : “ Boucle fermée de quoi, corrigée comment, et prouvée sur quel matériau ? ”
S’ils ne peuvent pas répondre clairement, vous avez trouvé votre faille.
Et cette faille est l’endroit où naît la ferraille.
Cessez de demander : “ Quelle est la tonnage maximale ? ” Commencez à demander : “ Combien de pièces conformes obtenons‑nous par poste ? ”
Voici une hypothèse qui se répète chaque semaine : l’atelier A achète une presse plieuse hydraulique de 250 tonnes pour la sécurité. L’atelier B achète une électrique de 180 tonnes avec une synchronisation serrée et un bombage automatique. Les deux peuvent techniquement accomplir le travail.
L’atelier A effectue trois plis d’essai pour ajuster l’angle sur la longueur. L’atelier B atteint la tolérance dès la deuxième pièce parce que la machine compense automatiquement la déflexion. Multipliez cela par 20 montages par semaine.
La différence, ce n’est pas la puissance. C’est le temps et le rebut qui portent un autre nom.
Mesurez le ROI dans trois volets :
Si une machine plus petite et mieux contrôlée réduit le réglage ne serait‑ce que de cinq minutes par travail dans un environnement à grande diversité, cela représente des heures par semaine. Les heures deviennent de la capacité. La capacité devient de la marge.
La force sans compensation de déflexion est simplement une manière coûteuse de générer du rebut.
La nouvelle perspective est la suivante : considérez la tonnage comme une contrainte à franchir, puis classez les machines selon la manière dont elles gèrent intelligemment la déflexion, la synchronisation et la répétabilité dans votre charge de 80 %. En évaluant ainsi, le plus grand chiffre du devis cesse d’être impressionnant — et commence à devenir sans pertinence.


















