

Uma prensa dobradeira de 400 toneladas está no chão, com pintura nova, grande emblema, brochura impressionante. O trabalho? Aço macio de espessura dez, oito pés de comprimento. Devia ser rotina. Em vez disso, o operador está a tentar corrigir o ângulo: 89° no centro, 91° nas extremidades. Aumenta a pressão. Fica pior.
Tonelagem de sobra. Falta de controlo.
Se essa cena lhe parece familiar, ótimo. Significa que já reparou na falha da história de que “mais tonelagem é mais seguro”.
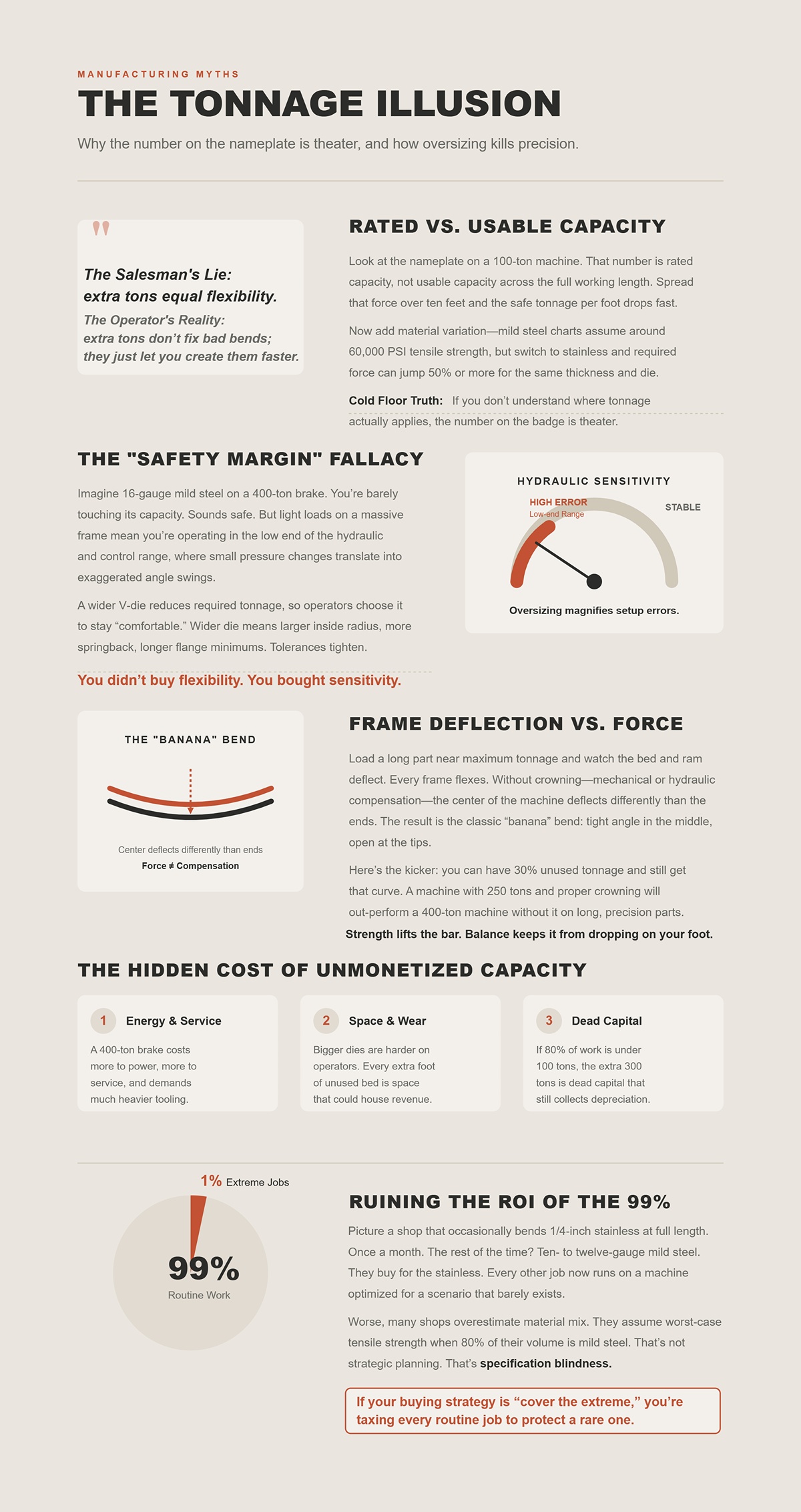
Olhe para a placa de identificação de uma máquina de 100 toneladas. Esse número é a capacidade nominal, não a capacidade utilizável em todo o comprimento de trabalho. Espalhe essa força por três metros e a tonelagem segura por pé cai rapidamente. Agora acrescente a variação do material — as tabelas para aço macio assumem cerca de 60.000 PSI de resistência à tração, mas se mudar para aço inoxidável a força necessária pode aumentar 50 % ou mais para a mesma espessura e matriz.
Por isso as oficinas previnem-se. Compram 30–50 % mais tonelagem “por precaução”.”
A mentira do vendedor: toneladas extra significam flexibilidade. A realidade do operador: toneladas extra não corrigem dobras erradas; apenas permitem criá‑las mais depressa.
Verdade nua e crua: se não compreender onde a tonelagem realmente se aplica — por pé, por material, por matriz — o número na placa é teatro.
O que leva a uma questão mais difícil: o que acontece quando essa “margem de segurança” se torna o problema?
Imagine aço macio de espessura dezasseis numa prensa de 400 toneladas. Está quase sem usar a capacidade. Parece seguro. Mas cargas leves numa estrutura massiva significam que está a operar no limite inferior do intervalo hidráulico e de controlo, onde pequenas variações de pressão se traduzem em grandes oscilações de ângulo.
Agora acrescente a escolha da matriz. Uma matriz em V mais larga reduz a tonelagem necessária, por isso os operadores costumam escolhê‑la para se sentirem “confortáveis”. Uma matriz mais larga significa um raio interno maior, mais recuperação elástica, flanges mínimos mais longos. A geometria muda. As tolerâncias apertam. De repente, a sua margem de segurança é um problema de tolerância.
Não comprou flexibilidade. Comprou sensibilidade.
Verdade nua e crua: sobredimensionar não lhe dá controlo em trabalhos leves; amplifica erros de configuração.
Mas mesmo que escolha o tamanho certo, e quanto à própria estrutura?
Carregue uma peça longa perto da tonelagem máxima e veja a cama e o aríete defletirem. Todas as estruturas fletirão. Sem compensação — mecânica ou hidráulica — o centro da máquina deflete de forma diferente das extremidades. O resultado é a clássica dobra em “banana”: ângulo apertado no meio, aberto nas pontas.
Aqui está o mais importante: pode ter 30 % de tonelagem não utilizada e ainda obter essa curvatura. A capacidade de força não evita deflexão desigual; a compensação evita.
Uma máquina de 250 toneladas com a compensação adequada superará uma máquina de 400 toneladas sem ela em peças longas e de precisão. Já o vi acontecer.
A força eleva a barra. O equilíbrio impede‑a de cair sobre o seu pé.
Então, porque é que as oficinas continuam a perseguir números maiores?
Uma prensa dobradeira de 400 toneladas custa mais para alimentar, mais para manter e requer ferramentas mais pesadas. Punções e matrizes maiores não são apenas caros — são mais duros para os batentes traseiros e operadores. O espaço no chão também não é grátis; cada pé adicional de bancada que raramente utilizas é metragem quadrada que poderia gerar receita.
E se 80% da tua carga de trabalho estiver abaixo das 100 toneladas, essas 300 toneladas extra são capital morto. O capital morto ainda sofre depreciação.
São euros do caixote de sucata que nunca vês na folha de orçamentos.
Então, porque é que oficinas inteligentes continuam a fazer esta aposta?
Imagina uma oficina que ocasionalmente dobra aço inoxidável de 1/4 de polegada ao comprimento total. Uma vez por mês. E o resto do tempo? Suportes de aço macio de dez a doze calibres. Compram pela necessidade do inox. Todos os outros trabalhos são agora executados numa máquina optimizada para um cenário que praticamente não existe.
Pior ainda, muitas oficinas sobrestimam a mistura de materiais. Assumem a resistência à tração do pior caso, quando 80% do seu volume é aço macio. Isso não é planeamento estratégico. É cegueira de especificações.
Se a tua estratégia de compra é “cobrir o extremo”, estás a sobrecarregar cada trabalho rotineiro para proteger um raro.
E isso deve deixar-te desconfortável — porque se a tonelagem não é o primeiro filtro, o que é?
Um cliente trouxe-me peças de duas dobradeiras diferentes de 10 pés. Mesmo material: aço macio de dez calibres, oito pés de comprimento. Mesmo punção, mesma matriz em V de 1 polegada. Uma máquina era de 320 toneladas com barra de torção. A outra, de 220 toneladas, com hidráulica dupla Y1/Y2 e coroamento ativo.
A máquina de 320 toneladas teve variação de ângulo de quase 1,5° de uma extremidade à outra. A de 220 toneladas manteve-se dentro de 0,2° ao longo do comprimento.
Força suficiente em ambos os casos. Só uma produziu peças vendáveis sem supervisão constante.
A força cria a dobra. A sincronização e o coroamento determinam se essa dobra é consistente ao longo de oito pés, durante o turno, durante o lote. A repetibilidade determina se a tua segunda peça corresponde à primeira sem tocar no programa. Esse trio — não a tonelagem — é o que transforma uma dobradeira de bruta em ferramenta de produção.
A mentira do vendedor: “Esta máquina tem mais toneladas do que alguma vez vais precisar.” A realidade do operador: “Preciso que o êmbolo assente paralelo dentro de centésimos e se mantenha assim sob carga.”
A verdade do chão frio: Se a tonelagem não é o teu primeiro filtro, a precisão da sincronização, a estratégia de coroamento e a repetibilidade posicional devem sê-lo.
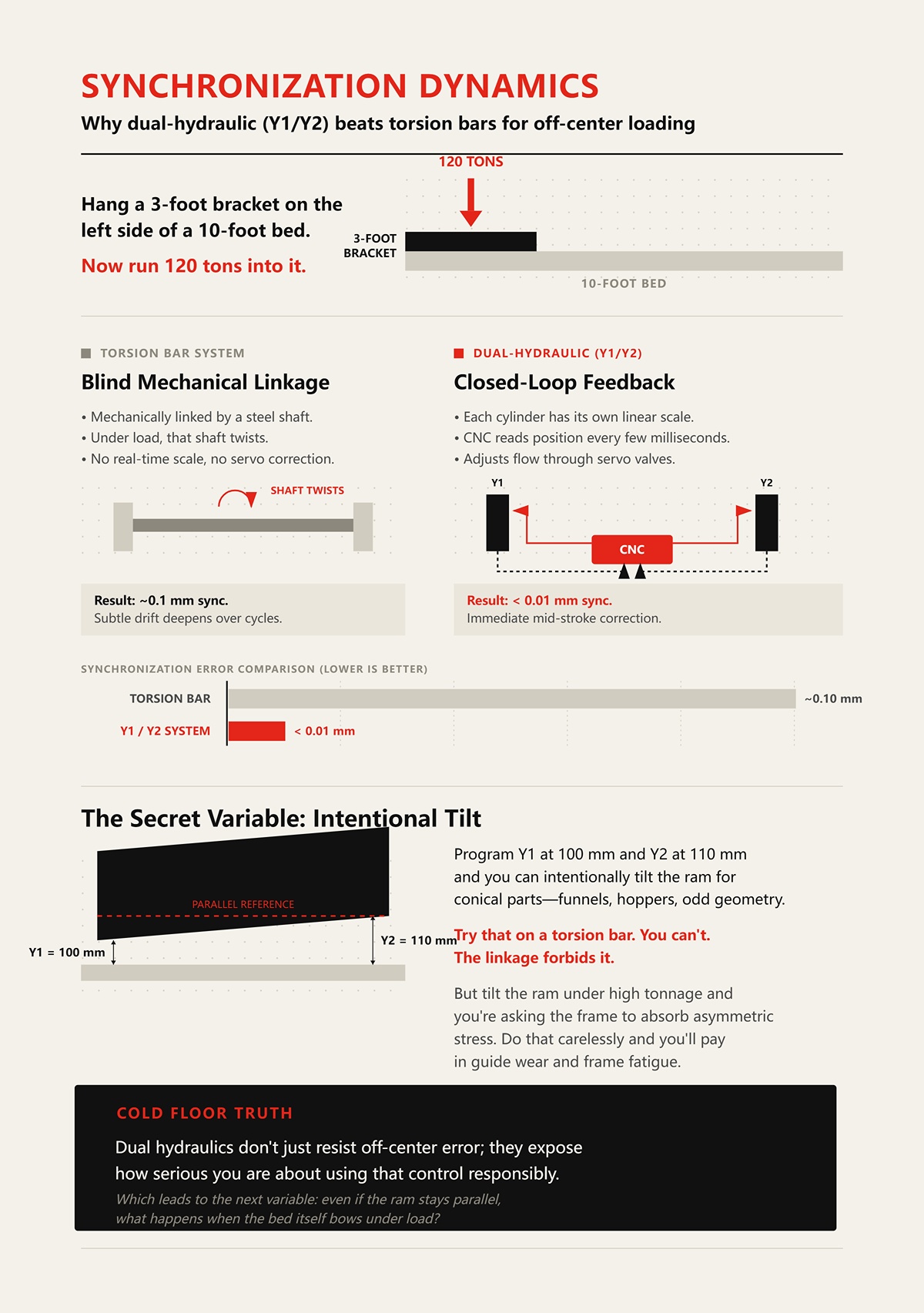
Pendura um suporte de 3 pés no lado esquerdo de uma bancada de 10 pés. Agora aplica-lhe 120 toneladas.
Numa máquina de barra de torção, ambos os lados do martelo estão mecanicamente ligados por um eixo de aço. Sob carga, esse eixo torce—microns, sim, mas o suficiente. Não há uma escala a medir cada lado em tempo real. Nenhuma válvula servo a corrigir a meio do curso. Obtém-se cerca de 0,1 mm de sincronização em condições ideais, mas sob carga descentralizada a barra deforma-se elasticamente e a máquina nem se apercebe que isso aconteceu.
O resultado não é dramático. É pior do que isso. É um desvio subtil—um lado ligeiramente mais profundo, acumulando-se ao longo dos ciclos à medida que o calor e o desgaste se instalam.
Num sistema hidráulico duplo Y1/Y2, cada cilindro possui a sua própria escala linear. O CNC lê a posição a cada poucos milissegundos e ajusta o fluxo através das válvulas servo para manter ambos os lados sincronizados dentro de centésimos—menos de 0,01 mm em bons sistemas. Uma carga descentralizada surge imediatamente como erro de posição, e o controlo corrige-o durante o curso.
Esse é o mecanismo. Controlo em circuito fechado versus ligação mecânica cega.
Agora, aqui está a parte que o folheto ignora. Programe Y1 a 100 mm e Y2 a 110 mm e pode inclinar intencionalmente o martelo para peças cónicas—funis, tremonhas, geometrias irregulares. Experimente isso numa barra de torção. Não consegue. A ligação impede-o.
Mas inclinar o martelo sob alta tonelagem é pedir à estrutura que absorva tensões assimétricas. Se o fizer sem cuidado, pagará em desgaste das guias e fadiga da estrutura.
Portanto, sincronização é poder—mas apenas quando a estrutura e a disciplina de programação a acompanham.
Verdade no Chão Frio: Os sistemas hidráulicos duplos não apenas resistem ao erro fora do centro; também revelam o quão sério é sobre usar esse controlo de forma responsável.
O que leva à próxima variável: mesmo que o martelo se mantenha paralelo, o que acontece quando a mesa em si flete sob carga?
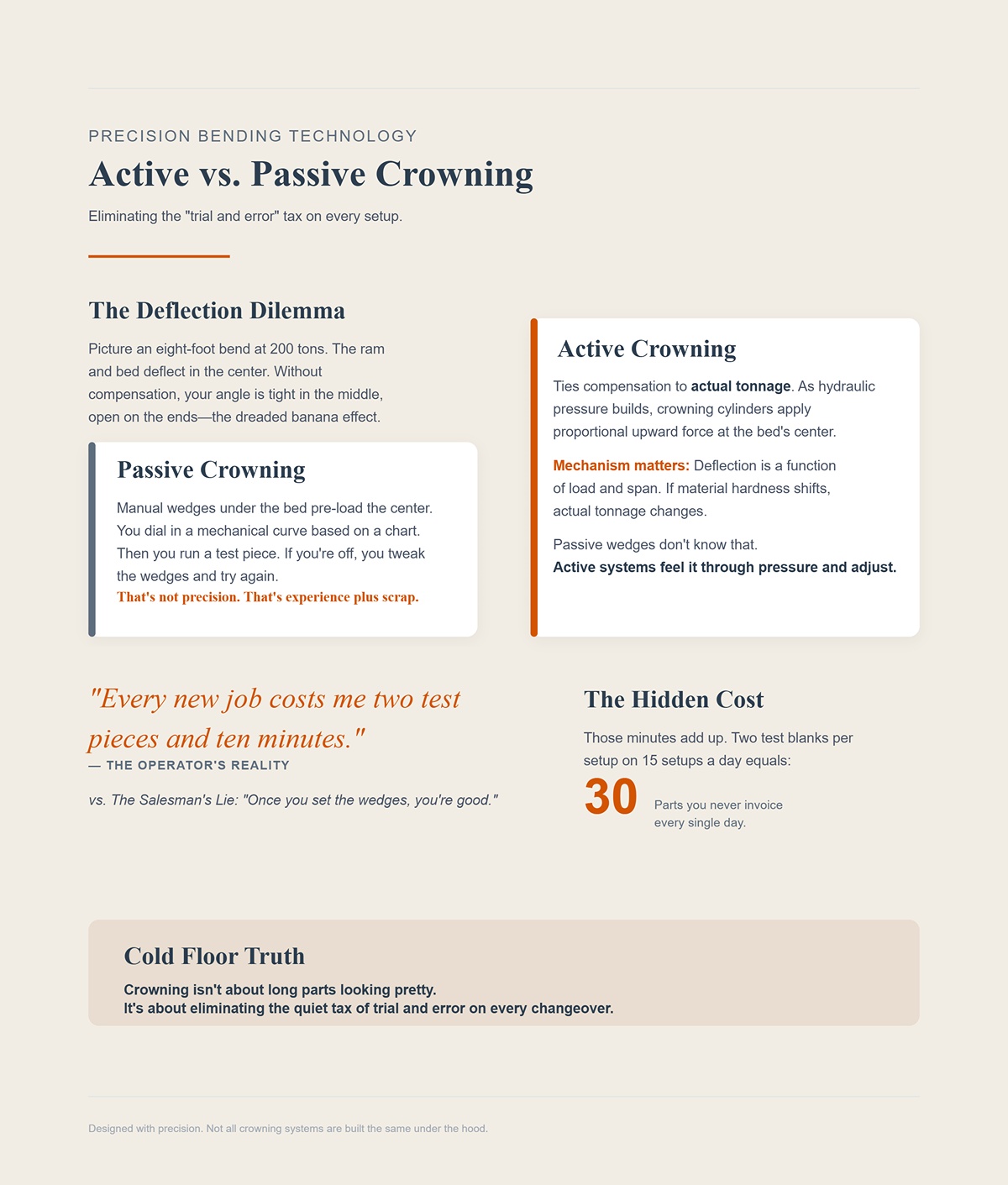
Imagine uma dobra de 2,4 metros com 200 toneladas. O martelo e a mesa fletirão no centro. Sem compensação, o ângulo fica fechado no meio e aberto nas extremidades—a banana de que falámos antes.
Um sistema de coroamento passivo—cunhas manuais sob a mesa—permite pré-carregar o centro. Ajusta-se uma curva mecânica com base numa tabela: material, espessura, comprimento, tonelagem estimada. Depois faz-se uma peça de teste. Se ficar errado, ajustam-se as cunhas e volta-se a tentar.
Isso não é precisão. Isso é experiência mais desperdício.
O coroamento ativo liga a compensação à tonelagem real. À medida que a pressão hidráulica aumenta, os cilindros de coroamento aplicam força ascendente proporcional no centro da mesa. O sistema flete a mesa na direção oposta à deflexão do martelo em tempo real.
O mecanismo importa aqui. A deflexão é função da carga e do vão. Se a dureza do material variar—digamos aço macio num lote, maior resistência no seguinte—a tonelagem real para a mesma profundidade programada muda. As cunhas passivas não percebem isso. Os sistemas ativos sentem-no através da pressão e ajustam.
A diferença aparece no tempo de configuração. Em trabalho de elevada variedade, o coroamento passivo implica teste‑dobra, medir, ajustar. O coroamento ativo implica precisão à primeira peça com muito mais frequência.
A Mentira do Vendedor: “Depois de ajustar as cunhas, está pronto.” A Realidade do Operador: “Cada novo trabalho custa-me duas peças de teste e dez minutos.”
Esses minutos somam-se. Duas chapas de teste por configuração em 15 configurações por dia são 30 peças que nunca fatura.
Verdade no Chão Frio: O coroamento não tem a ver com peças longas ficarem bonitas. Tem a ver com eliminar o imposto silencioso da tentativa e erro em cada mudança de produção.
Mas nem todos os sistemas de coroamento são construídos da mesma forma sob o capô.
Digamos que o aço macio de dez calibres de ontem tenha sido testado com cerca de 60.000 PSI de resistência à tração. O lote de hoje atinge mais perto dos 70.000. Mesma espessura. Mesmo programa.
A tonelagem necessária aumenta. A deflexão aumenta com ela.
Os sistemas de cunha mecânica são estáticos. São definidos com base na tonelagem estimada. Se a carga real aumenta 15%, a compensação passa a estar subcorrigida. O ângulo abre-se novamente nas extremidades. Compensa-se na profundidade do martelo, o que altera o raio interno e a geometria da flange.
Os sistemas de coroamento hidráulico ligados à pressão reagem à carga real. Uma tonelagem superior gera automaticamente uma força de coroamento maior. A curvatura da mesa acompanha a curva de deflexão do martelo.
Há complexidade aqui — válvulas servo, vedações, sensores. Custam mais inicialmente e exigem disciplina de manutenção. Numa oficina de baixa variedade que produz a mesma peça durante semanas, as cunhas mecânicas podem fazer sentido financeiramente.
Mas num ambiente de alta variedade, onde os lotes de material e os comprimentos das peças mudam diariamente, o coroamento hidráulico mantém o ângulo uniforme sem necessidade de reconfigurar o setup todas as vezes.
É aqui que vive o ROI. Não na tonelagem máxima, mas em quão pouco a máquina se importa quando o material não é perfeito.
Verdade de chão frio: Se o teu material varia, a compensação estática torna-se adivinhação. Adivinhação é apenas desperdício disfarçado.
Então o martelo está paralelo. A mesa está compensada. E quanto à localização da própria peça?
Já vi oficinas vangloriarem-se de velocidades de batente traseiro de 1.000 mm/s. Parece impressionante — até medires a repetibilidade.
Pega num suporte com quatro dobras, todas referenciadas à primeira flange. Se o teu batente traseiro repetir dentro de ±0,05 mm, os padrões de furos alinham-se na soldadura. Se variar ±0,3 mm, estás a forçar peças nos gabaritos, a retificar abas, a culpar o laser.
A velocidade de deslocamento afeta o tempo de ciclo. A repetibilidade determina se o conjunto encaixa.
Batentes traseiros de alta qualidade usam fusos de esferas de precisão, dedos rígidos e codificadores que fecham o ciclo de posição. Sistemas baratos dependem de contagem de passos e suposições de laço aberto. Ao longo de milhares de ciclos, a folga e o desgaste revelam-se como deriva dimensional.
Aqui está a ligação que a maioria ignora: sincronização e coroamento mantêm o ângulo consistente. A repetibilidade do batente traseiro mantém o comprimento da flange consistente. Ângulo mais comprimento é igual a geometria. Geometria determina o encaixe.
Podes ter uma tonelagem perfeita, uma pintura impecável e ainda assim expedir peças que irritam o soldador.
A Mentira do Vendedor: “É rápido.” A Realidade do Operador: “A décima peça encaixa como a primeira?”
Verdade de chão frio: A velocidade produz peças rapidamente. A repetibilidade produz peças que se encaixam.
E quando começas a empilhar eixos — R, Z1, Z2, X1, X2 — a questão não é quantos tens. É se essa complexidade adicional reforça esta tríade… ou a mina silenciosamente.
Tens sincronização. Tens coroamento ativo. O teu batente repete dentro de poucas centésimas. Agora o folheto desliza sobre a mesa e diz: adiciona R, adiciona Z1/Z2, adiciona X1/X2. Seis eixos. Oito eixos. Totalmente automático.
Então aqui está a verdadeira questão: esses eixos adicionais reforçam a tríade da qualidade — ou apenas multiplicam as formas de a perder?
Uma quinadeira é um halterofilista. A força bruta fica bem numa foto de catálogo. Mas sem equilíbrio e tempo, a barra vacila. Na oficina, esse vacilar traduz-se em comprimentos de aba inconsistentes, sequências de dobra erradas e peças que só encaixam depois de um rebarbador as “ajustar”. Mais eixos exigem mais coordenação. Coordenação é software, resposta dos servos e julgamento do operador empilhados uns sobre os outros.
Os eixos não criam precisão. Exigem-na.
Verdade do Chão Frio: Cada novo eixo é outra peça móvel que tem de se manter em sintonia com a tríade — ou torna-se uma forma muito cara de produzir sucata mais depressa.
Vamos ser concretos.
Uma configuração básica de 2 ou 3+1 eixos — Y1/Y2 para controlo do êmbolo, X para profundidade do batente, talvez R para altura vertical do batente — cobre a maioria dos trabalhos com suportes e caixas que vejo em oficinas de média dimensão. Os comprimentos das abas são consistentes. As sequências são simples. Os operadores ajustam os batentes por sensibilidade e experiência.
Gargalo do tempo de ciclo? Normalmente o manuseamento do material. Ou o caminho de volta à estante. Não o curso dos eixos.
Agora adiciona um batente traseiro de 6 eixos com dedos independentes Z1/Z2 e movimento programável R. Em peças assimétricas — abas deslocadas, dobras inversas, peças que não podem ser viradas — esse sistema pode eliminar reposicionamentos manuais entre dobras. É produtividade real quando a geometria o exige.
Mas aqui está o que observo na oficina: a primeira configuração demora mais tempo. Programar a sequência para o movimento independente dos dedos, verificar colisões, ensinar a máquina a orientação da peça — consome tempo. Se 80% dos teus trabalhos são simples, essa complexidade não elimina um gargalo. Cria um.
A Mentira do Vendedor: “Mais eixos significam menos trabalho para o operador.” A Realidade do Operador: “Mais eixos significam mais decisões antes de fazer a primeira peça boa.”
Verdade do Chão Frio: Se o teu gargalo não é o reposicionamento do batente traseiro, seis eixos não o vão resolver.
A independência Z1/Z2 brilha em peças que são assimétricas ao longo da linha de dobra. Imagina um painel em que a aba esquerda tem 40 mm e a direita 65 mm, e não podes virar a peça por causa das características anteriores. Dedos independentes permitem que cada lado suporte a sua própria referência sem deslizamento manual.
Isso é essencial quando o design da peça o exige.
Agora imagina suportes em grandes volumes com abas idênticas à esquerda e à direita. Aço macio de dez calibres, dois metros e meio de comprimento. Dobras retas, a mesma aresta de referência sempre. Programar Z1/Z2 para se moverem independentemente por variações menores é como pôr bancos elétricos num empilhador — agradável, mas não é o que faz ganhar dinheiro.
E aqui está a parte que os fornecedores não enfatizam: o movimento independente exige calibração precisa entre os dois dedos. Se um servo se desviar ou um fuso de esferas ganhar folga, a tua “precisão independente” torna-se erro independente. Agora a tua sincronização e coroamento estão perfeitos — mas a tua aresta de referência desloca um décimo aqui, dois décimos ali.
Ângulo mais comprimento equivale a geometria. Não podes permitir que nenhum deles se desvie.
Verdade do Chão Frio: Z1/Z2 é uma ferramenta para restrições de design — não um símbolo de status na ficha técnica.
É aqui que as coisas ficam feias.
Cada eixo — X, R, Z1, Z2, X1, X2 — depende de servo acionamentos e de um controlador que coordena o movimento. Quando o controlador não consegue processar e executar esses movimentos com rapidez suficiente, surge o atraso. Não é um atraso visível. É um atraso de milissegundos.
Mas, no fundo do curso, milissegundos fazem a diferença.
A sincronização dos cilindros Y1/Y2 mantém a viga paralela. Acrescente movimentos complexos do batente traseiro que têm de recuar, reposicionar-se e estabilizar antes de a dobra terminar, e está a empilhar eventos de temporização. Se o controlo não estiver à altura, o cilindro pode atingir a profundidade antes de o batente estar totalmente estabilizado. Ou o batente estabiliza, mas o feedback de posição ainda não se estabilizou completamente.
É assim que a primeira peça sai boa, a quinta é duvidosa e a décima vai para o caixote da sucata.
A máquina ainda diz “seis eixos.” O caixote da sucata diz “incompatibilidade do controlador.”
Imagine aço macio de calibre 16 numa quinadora de 400 toneladas. Capacidade massiva. Agora imagine o controlador a sufocar com comandos simultâneos de eixos. O problema não é força. É coordenação sob carga. A mesma história.
Verdade de chão frio: Um número elevado de eixos sem um controlador capaz de os sincronizar realmente é apenas complexidade a ultrapassar o controlo.
Eis a verdade desconfortável que a maioria dos proprietários aprende da maneira difícil.
Se estiver a produzir 500 peças idênticas, geometria simples, mesmo material durante toda a semana, uma máquina bem sincronizada de 3+1 eixos com compensação ativa geralmente supera um sistema de 6+1 eixos totalmente equipado. Menos parâmetros. Programação mais rápida. Menos possibilidades de falha.
Ajustes manuais — deslizar um dedo, puxar um batente — levam segundos quando o operador conhece o trabalho. Programar eixos independentes para pequenas diferenças pode levar minutos. Minutos multiplicados por pequenos lotes significam dinheiro real.
Agora vira o cenário.
Se trabalha com grande variedade, baixo volume e geometrias complexas que mudam a cada hora, eixos avançados ligados a um controlador rápido e a uma boa programação offline podem reduzir a sucata de configuração e eliminar reposicionamentos manuais repetitivos. Aí é onde eles compensam.
Por isso, a pergunta certa não é “Quantos eixos posso pagar?” mas sim “O que o meu trabalho realmente exige, e será que a minha equipa e o meu controlador o suportam?”
Verdade de chão frio: Mais eixos aumentam o potencial. Também aumentam o custo de cada erro.
E essa é a ponte para a única comparação que realmente importa a seguir — associar tipos de oficina específicos a configurações específicas, em vez de comprar o halterofilista maior do cartaz e esperar que o equilíbrio apareça de graça.
No inverno passado, percorri três oficinas numa só semana. Numa, foram processados 20 números de peças diferentes antes do almoço. Outra dobrava apenas chapas de 3/8 e 1/2 para longarinas de escadas. A terceira estava a instalar o seu primeiro robô. As três estavam a procurar “mais tonelagem.”
O mesmo vendedor. Três realidades completamente diferentes.
A questão não é quantos eixos podes aparafusar. É como realmente parece 80% do teu dia — e se a tua estratégia de sincronização e compensação te protege aí. Porque força sem controlo de deflexão é apenas uma forma dispendiosa de produzir sucata consistente. E eixos sem uma carga de trabalho que os justifique são apenas menus de software à espera de um erro.
Então que configurações é que realmente se adequam?
Imagina um quadro de trabalho com 30 ordens presas. Chapa de 14‑gauge hoje, 11‑gauge a seguir, depois uma caixa em inox que cede sempre de forma diferente do que o desenho sugere.
Aqui está a parte que a maioria das oficinas diagnostica mal: um aumento de 10% na resistência à tração exige aproximadamente 10% mais força — e cerca de 10% mais compensação para manter o carro e a mesa paralelos sob carga. Um salto de 10% na espessura? Estás mais perto de 20% de pressão adicional. Se a tua compensação é mecânica e estática, não pode ajustar-se sob carga. O operador vê o ângulo abrir-se a meio do comprimento e culpa o retorno elástico.
Mas é a viga que está a fletir.
Sistemas de compensação hidráulicos ou CNC que ajustam dinamicamente durante a dobra são o que mantém as oficinas de alta mistura estáveis. Não porque sejam sofisticados — mas porque reagem quando a realidade do material não coincide com o cálculo. Sem isso, a tua “mudança em 10 minutos” torna-se 10 minutos mais três peças de teste.
Agora coloca isso à prova. Mesmo com compensação CNC de zonas múltiplas, o sistema assume um comportamento ideal do material. O aço real varia. Ainda precisas de um operador que entenda o que está a ver. Medidores traseiros rápidos e dedos independentes Z1/Z2 ajudam quando a geometria o exige — mas se a tua compensação não consegue acompanhar variações de espessura e de resistência à tração, a tua velocidade noutros pontos não tem importância.
A Mentira do Vendedor: “O medidor traseiro de seis eixos reduz o tempo de preparação.” A Realidade do Operador: “Se o ângulo está a desviar-se, vou atrás dele, não importa o quão rápido se movam os dedos.”
A Verdade do Chão Frio: No trabalho de alta mistura, a precisão dinâmica da compensação poupa mais dinheiro no contentor de sucata do que um eixo extra no medidor traseiro alguma vez o fará.
Mas e se as tuas peças raramente mudam — e o teu problema não é variabilidade, é massa?
Imagina uma chapa de meia polegada, 3 metros de comprimento. Duas dobras por peça. Todo o dia.
A espessura varia 10%. Isso equivale a cerca de 20% de força adicional necessária. Em chapa pesada, esse salto não é teórico — é o que acontece quando uma série de laminação muda. Se o teu quadro não for suficientemente rígido, nenhuma compensação programada te salvará totalmente. O carro e a mesa mantêm-se compensados, mas as próprias laterais do quadro respiram.
Mesmo com compensação perfeita, estudos mostram que a variação de ângulo pode ficar dentro de ±0,3 graus apenas devido à variabilidade do material em chapa de um quarto de polegada. Quando vejo oficinas a errar mais do que isso, o culpado geralmente não é a compensação — é a deflexão do quadro ou uma sincronização deficiente de Y1/Y2 sob carga.
Aqui é onde a folha de especificações te engana. A velocidade de ciclo parece impressionante. A contagem de eixos parece moderna. Mas o fabrico pesado vive de curso completo, garganta profunda e massa estrutural. Se não conseguires encaixar fisicamente a peça porque a profundidade da garganta é curta, ou se atinges o fim do curso antes de libertar uma aba de retorno, toda a velocidade dos servomotores do mundo não vai ajudar.
A Mentira do Vendedor: “Tens 500 toneladas. Estás seguro.” A Realidade do Operador: “Se o quadro torce, estou a dobrar uma banana.”
A Verdade do Chão Frio: No trabalho estrutural, a rigidez e o envelope geométrico superam sempre a velocidade de ciclo — e a compensação deve escalar com variações de espessura, não apenas com a capacidade de tonelagem.
E o que acontece quando a oficina manual de hoje planeia aparafusar um robô no próximo ano?
Um operador humano compensa de forma subconsciente. Se a flange sai um pouco comprida, ele ajusta a pressão da pega, volta a assentar a peça e corrige a profundidade em tempo real.
Um robô faz exatamente o que lhe foi dito. Nem mais. Nem menos.
É aqui que eixos adicionais — altura programável do eixo R, posicionamento Z1/Z2, e por vezes até profundidade X1/X2 — deixam de ser luxos e passam a ser requisitos. O robô precisa de posições de referência previsíveis e trajetórias de movimento sem colisões. O movimento independente dos dedos, que parecia exagerado no modo manual, torna-se essencial quando uma garra não consegue “sentir” cuidadosamente um batente desalinhado.
Mas aqui está a armadilha: adicionar eixos para futura automação sem atualizar a velocidade e sincronização do controlador é como construir uma máquina de hesitações muito cara. Os robôs detestam esperar por réguas traseiras lentas. Também detestam deriva de ângulo. Se a compensação (“crowning”) não for dinâmica e repetível, o teu robô irá produzir fielmente sucata idêntica.
Verdade do Chão Frio: Planeia os eixos de acordo com a automação de amanhã apenas se o teu controlo e compensação forem suficientemente robustos para tornar a repetição uma vantagem, e não uma desvantagem.
E por vezes, a jogada de automação mais inteligente não é adicionar mais eixos a uma única máquina.
Já vi oficinas orçamentarem um monstro de 1.000 toneladas para lidar com peças ocasionais de 6 metros.
E depois vi duas máquinas de 500 toneladas a funcionarem em tandem para peças longas — e desacopladas para o trabalho diário.
No papel, a única dobradora gigante parece mais simples. Uma estrutura. Um controlo. Um número grande no folheto. Mas a maioria das oficinas não dobra peças de 6 metros o dia todo. Dobram aço macio de dez décimos, com 2,5 metros de comprimento, suportes e canais que prenderiam aquele monstro a uma fração da sua capacidade.
Duas máquinas mais pequenas e bem sincronizadas dão-te opções. Usa-as em conjunto quando o comprimento o exigir. Separa-as e duplica a produtividade no trabalho padrão durante o resto da semana. Se uma avariar, não ficas parado.
Mas mesmo aqui, a sincronização é fundamental. O modo tandem exige controlo preciso dos eixos Y1/Y2 em ambas as estruturas e estratégias de compensação coordenadas. Se uma máquina se deformar de forma diferente, verás isso no meio da peça.
A Mentira do Vendedor: “Compra uma vez. Vai grande.” A Realidade do Operador: “Na maioria dos dias, preciso de equilíbrio — não de um outdoor.”
Verdade do Chão Frio: A melhor prensa dobradora não é a que levanta mais peso no cartaz. É aquela cujo controlo, compensação e configuração correspondem ao trabalho que realmente fazes 80% do tempo.
E quando percebes isso, a ficha técnica começa a parecer muito menos um troféu — e muito mais uma armadilha pronta a ser mal‑interpretada.
Com todas estas variáveis, como é que uma oficina decide realmente?
Deixas de comprar pelo número de destaque e começas a ler as letras pequenas como se fosse um contrato escrito contra ti.
Uma ficha técnica é o cartaz de um halterofilista a meio do levantamento: número grande, peito erguido, barra sobre a cabeça. Impressionante. Mas o cartaz não mostra se ele consegue manter a barra estável ou se os joelhos cedem sob o peso. E numa oficina, quando a barra cai, vai parar ao contentor de sucata.
O vendedor vende força máxima. O chão paga por deformação, tempo de preparação e deriva de ângulo.
Se não souberes decifrar uma cotação, acabarás por comparar máquinas que nem sequer estão a jogar o mesmo jogo.
“400 toneladas.”
A que distância?
As classificações de tonnelagem estão ligadas a um vão específico entre as armações laterais e a uma distribuição de carga específica. Muda a distância a partir da linha central. Muda a abertura da matriz. Muda a largura do material. A força disponível por pé altera-se, e o mesmo acontece com a deflexão.
Agora junta o jogo das unidades. Um fornecedor indica toneladas curtas por pé. Outro indica toneladas métricas por metro. No papel parecem suficientemente próximas para serem comparáveis. Não são. Já vi oficinas pensarem que estavam a comprar uma máquina 10% mais forte, quando na realidade apenas estavam a ler duas unidades de medida diferentes.
A Mentira do Vendedor: “É uma máquina de 300 toneladas.” A Realidade do Operador: “Com o meu comprimento de trabalho e matriz, comporta-se como uma de 240.”
E é aqui que se torna subtil. Podes reduzir a tonnelagem necessária abrindo a matriz em V de 8× a espessura do material para 12×. A força cai agradavelmente no gráfico. Mas o raio interior aumenta, a geometria da flange muda, e de repente a peça já não encosta ao gabarito como antes. Poupaste tonnelagem e compraste dores de cabeça de montagem.
Verdade do Chão Frio: A tonnelagem nominal é uma promessa condicional, não uma verdade universal — e se não alinhar as condições com as tuas peças reais, estás a fazer orçamentos com números de fantasia.
Então, se a força não é absoluta, poderá o software suavizar as lacunas?
Os controlos modernos irão simular a dobra antes de o êmbolo se mover. Biblioteca de materiais. Compensação de retorno elástico. Deteção de colisões. Parece cirúrgico.
Mas a simulação presume que a estrutura se comporta como o modelo prevê.
As máquinas hidráulicas e as elétricas não fornecem força da mesma forma. As acionadas eletricamente aplicam força com mais precisão, mas geralmente com características de velocidade e curso diferentes. Se o modelo de dobra do software se basear em pressupostos hidráulicos sobre tempo de permanência ou acumulação de pressão, podes acabar com uma simulação magnífica e um ângulo errado na realidade.
Imagina aço macio de 16 calibres num travão de 400 toneladas. A simulação indica que estás a 20% da capacidade. Muito espaço de manobra. Mas se a sincronização sob carga ligeira não for rigorosa — se Y1/Y2 não estiverem perfeitamente alinhados — esse trabalho “fácil” mostra um desvio da esquerda para a direita. Não por falta de força. Mas por falta de controlo a baixa força.
A Mentira do Vendedor: “O controlo calcula tudo.” A Realidade do Operador: “O controlo não consegue enrijecer uma estrutura.”
Verdade do Chão Frio: O software prevê a força; não consegue anular a física. Se o ferro torce, o código apenas regista a torção.
E mesmo que a máquina esteja perfeitamente sincronizada, consegues fisicamente fazer passar as tuas peças por ela dia após dia?
É aqui que os negócios morrem silenciosamente.
A luz do dia é a distância aberta entre o êmbolo e a mesa. O curso é o quanto o êmbolo se desloca. A profundidade da garganta é o quão para trás se pode levar uma aba antes de atingir a estrutura. Nenhum destes dados parece heróico num folheto. Mas todos determinam se a sua peça encaixa.
Já vi oficinas comprar pela tonelagem e depois descobrirem que não conseguem desobstruir uma aba de retorno sem uma ferramenta personalizada ou sem virar a peça três vezes. Cada viragem acrescenta tempo de manuseamento. Cada movimento acrescenta variabilidade. O seu tempo de ciclo teórico evapora-se em movimento humano.
A compatibilidade de ferramentas é a mesma história. Se a máquina utiliza punções proprietários que custam 30% mais por estação, isso são euros do caixote do lixo escondidos na despesa de capital. Ao fim de cinco anos, essa diferença pode equivaler a uma melhoria de servo que realmente precisava.
Mas mesmo que escolha o tamanho certo, e quanto à própria estrutura?
Verdade de Fábrica Fria: Uma prensa que não consegue acomodar confortavelmente as suas peças de 80% não é “versátil.” É um compromisso diário que sobrecarrega todos os turnos.
Então talvez se concentre na velocidade.
A velocidade de aproximação é a rapidez com que o êmbolo se desloca antes de tocar no material. A velocidade de dobragem é a rapidez sob carga.
Adivinhe qual é impressa em tamanho maior.
Se o seu ciclo é dominado pelo manuseamento — carregar, alinhar, posicionar, descarregar — reduzir meio segundo na velocidade de aproximação não vai alterar a sua produtividade. Se estiver a fazer dobras no ar em peças finas com cursos curtos o dia todo, então a velocidade de aproximação importa mais. O contexto é que decide.
As chapas grossas contam uma história diferente. Sob carga, a velocidade de dobragem muitas vezes abranda para proteger a estrutura e manter a precisão. Isso não é uma falha. É física e boa engenharia. Uma máquina que desce depressa mas se arrasta de forma imprevisível sob carga vai arruinar o seu ritmo e os seus ângulos.
A Mentira do Vendedor: “Esta é 30% mais rápida.” A Realidade do Operador: “Mostra-me a velocidade à carga máxima, no meu comprimento de trabalho.”
Verdade de Fábrica Fria: A única velocidade que compensa é aquela que sobrevive ao contacto com o material — e mantém a precisão enquanto o faz.
Retire o exagero e o padrão fica claro: todos os números impressionantes num orçamento têm uma condição associada.
Portanto, a verdadeira questão não é qual a especificação maior.
É quais as condições que correspondem à sua fábrica.
Se todas as especificações são condicionais, não se comparam máquinas pelos máximos — comparam-se pelo modo como se comportam nas peças mais comuns.
Analise os seus últimos 12 meses de trabalhos de dobragem. Não a peça heroica que mostra aos clientes. A pilha aborrecida: suportes, tampas, armações, caixas. Liste material, espessura, comprimento de dobra, raio interno, tolerância. Verá um padrão. A maioria das oficinas vê.
O erro é comprar para o 5% mais barulhento dessa lista.
A Mentira do Vendedor: “Vai crescer até aproveitar a tonelagem extra.” A Realidade do Operador: “Pago por isso todos os dias em peças que nunca precisaram disso.”
Um travão é um halterofilista. A força bruta fica ótima no cartaz. Mas sem equilíbrio e controlo, tudo o que fazes é deixar cair a barra — e numa oficina, essa barra vai parar ao caixote do desperdício.
Verdade Fria do Chão: Compra a máquina que torna os teus trabalhos comuns mais rápidos e limpos, não aquela que se exibe mais ao trabalhar na tua peça mais rara.
Então, como transformas isso numa ficha técnica que realmente significa algo?
Começa pelo teu trabalho mais pesado recorrente não pelo monstro anual. Se costumas dobrar aço doce de dez calibres, com oito pés de comprimento, esse é o teu ponto de referência. Calcula a tonelagem para as tuas aberturas reais de matriz e materiais reais — e sê honesto quanto ao inox versus aço doce, pois a escolha da matriz por si só pode alterar drasticamente a força necessária.
Agora aplica a regra da estrutura que a maioria dos folhetos quase sussurra: a tonelagem total deve ser distribuída por pelo menos 60% da distância entre as estruturas laterais. Numa máquina de 10 pés, isso significa que não podes aplicar a força máxima numa secção de três pés sem causar deformação permanente.
É aqui que os compradores exageram. Vêem variabilidade nas tabelas de tonelagem e aumentam um tamanho “por segurança”. Mas se a tua verdadeira carga de 80% se mantiver a 65–75% da capacidade nominal, estás na zona Goldilocks: espaço suficiente para variações de material, mas não tanta máquina que acabes a pagar por ferro que nunca usas.
A parte não óbvia? Sobredimensionar pode tornar as dobras de comprimento parcial mais arriscadas, não mais seguras. Grande máquina. Peça curta. Carga localizada elevada. Pensaste que compravas segurança; compraste concentração de tensão.
Verdade Fria do Chão: Dimensiona para o trabalho mais pesado que realmente executas semanalmente — e certifica-te de que essa carga se encaixa confortavelmente no ponto ótimo estrutural da máquina, não no seu limite de exibição.
Mas a tonelagem apenas define o teto. O que mantém as peças consistentes ao longo desse vão?
Não estás a comprar força. Estás a comprar força controlada.
Faz estas perguntas e não aceites respostas vagas:
Como é aplicada a compensação — cunhas manuais, hidráulicas ou compensação dinâmica controlada por CNC ligada à tonelagem?
Se o ajuste não é automático e repetível, estás a afinar por sensação. Isso é ±1,0° à espera de acontecer.
A compensação é calculada a partir de feedback de carga em tempo real ou de tabelas predefinidas?
As predefinições assumem material ideal. O aço real não lê brochuras.
Como é que a sincronização Y1/Y2 é medida e corrigida sob carga leve e carregamento assimétrico?
Imagina aço macio de calibre 16 numa prensa de 400 toneladas. Baixa percentagem da capacidade. Se os êmbolos se deslocarem mesmo que ligeiramente, verás a conicidade antes de sentires a força.
Qual é a variação de ângulo demonstrada ao longo de todo o comprimento de trabalho numa dobra a ar padrão?
Não teórico. Mostra as peças. Coloca um transferidor nelas.
O que acontece à consistência do ângulo a 70% da tonelagem nominal ao longo de oito pés?
É aí que vive a maior parte do trabalho real. Não em 100%. Não em 10%.
A Mentira do Vendedor: “Tem compensação CNC e sincronização em circuito fechado.” A Realidade do Operador: “Circuito fechado de quê, corrigido como, e comprovado em que material?”
Se não conseguem responder claramente, encontraste a tua falha.
E é nessa falha que nasce o desperdício.
Deixa de perguntar: “Qual é a tonelagem máxima?” Começa a perguntar: “Quantas peças de primeira conseguimos por turno?”
Eis um exemplo hipotético que se repete todas as semanas: A Oficina A compra uma prensa hidráulica de 250 toneladas por segurança. A Oficina B compra uma de 180 toneladas elétrica com sincronização rigorosa e compensação automática. Ambas conseguem, tecnicamente, executar o trabalho.
A Oficina A faz três dobras de teste a ajustar o ângulo no comprimento. A Oficina B atinge a tolerância na segunda peça porque a máquina compensa automaticamente a deflexão. Multiplica isso por 20 configurações semanais.
A diferença não é potência. É tempo e desperdício disfarçado.
Mede o ROI em três categorias:
Se uma máquina mais pequena e melhor controlada reduzir a configuração em apenas cinco minutos por trabalho num ambiente de grande variedade, isso são horas por semana. Horas tornam-se capacidade. Capacidade torna-se margem.
Força sem compensação de deflexão é apenas uma forma cara de gerar desperdício.
A nova perspetiva é esta: trata a tonelagem como uma restrição a superar e depois classifica as máquinas pela forma inteligente como gerem deflexão, sincronização e repetibilidade dentro da tua carga de 80%. Quando avalias dessa forma, o número maior na proposta deixa de ser impressionante — e passa a ser irrelevante.


















