

مكبس ضغط بقدرة 400 طن يجلس على الأرض، طلاء جديد، شارة كبيرة، وكتيب لامع. المهمة؟ فولاذ طري بسماكة عشرة قياسات، بطول ثمانية أقدام. من المفترض أن تكون عملية روتينية. لكن المشغل يطارد الزاوية: 89° في المنتصف، و91° عند الأطراف. يزيد الضغط. فتزداد المشكلة سوءاً.
طنّات كثيرة. لكن التحكم غير كافٍ.
إذا كان هذا المشهد مألوفاً لديك، فهذا جيد. يعني أنك أدركت بالفعل الخلل في قصة “كلما زادت القوة كان أكثر أماناً”.
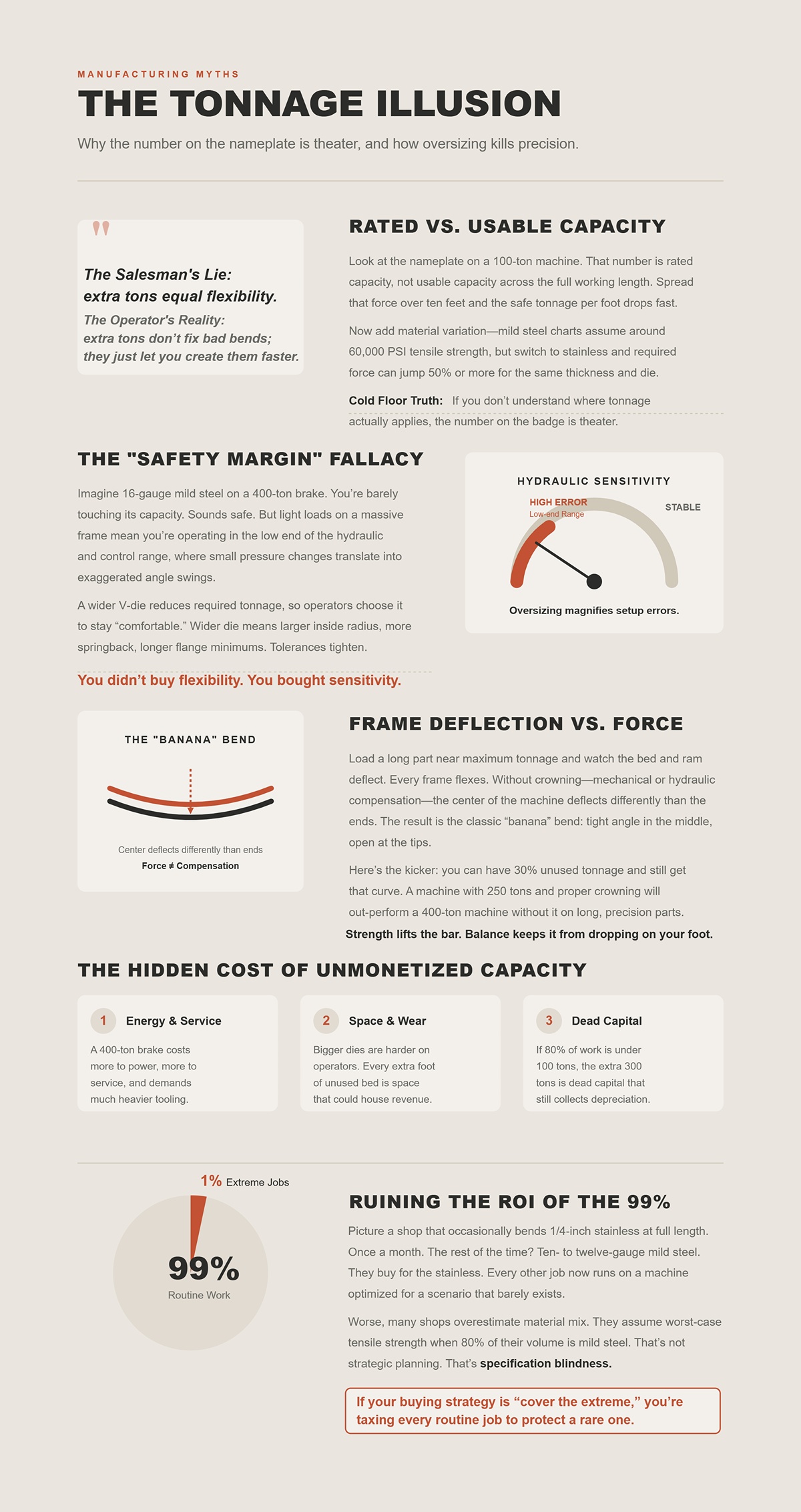
انظر إلى اللوحة المعدنية على آلة بقدرة 100 طن. هذا الرقم يشير إلى السعة المقدّرة، وليس السعة القابلة للاستخدام على كامل طول التشغيل. عندما توزّع هذه القوة على عشرة أقدام، ينخفض الحد الآمن من الطنانية لكل قدم بسرعة. أضف إلى ذلك تباين المواد—فجداول الفولاذ الطري تفترض قوة شدّ تقارب 60,000 رطل لكل بوصة مربعة، ولكن عند التحوّل إلى الفولاذ المقاوم للصدأ يمكن أن ترتفع القوة المطلوبة بنسبة 50% أو أكثر لنفس السماكة والقالب.
لذلك تلجأ الورش إلى الحذر. فتشتري طاقة إضافية تتراوح بين 30 و50% “احتياطاً”.”
كذبة البائع: المزيد من الأطنان يعني مرونة أكبر. واقع المشغل: المزيد من الأطنان لا يُصلح الانحناءات الخاطئة؛ بل يسمح لك فقط بارتكابها بسرعة أكبر.
حقيقة أرض المصنع: إذا لم تفهم أين تُطبّق الطنانية فعلاً—لكل قدم، ولكل مادة، ولكل قالب—فإن الرقم على الشارة مجرد استعراض.
مما يثير سؤالاً أصعب: ماذا يحدث عندما تصبح “هامش الأمان” نفسه هو المشكلة؟
تخيل فولاذاً طرياً بسماكة 16‑قياساً على مكبس بقدرة 400 طن. بالكاد تقترب من طاقته. يبدو الأمر آمناً. لكن الأحمال الخفيفة على هيكل ضخم تعني أنك تعمل في الطرف الأدنى من نطاق الضغط الهيدروليكي والتحكم، حيث تؤدي التغيرات الطفيفة في الضغط إلى اختلافات كبيرة في زاوية الانحناء.
الآن أضف اختيار القالب. القالب ذو الفتحة الأوسع يقلل الطنانية المطلوبة، لذا غالباً ما يختاره المشغلون للبقاء في وضع “مريح”. لكن القالب الأوسع يعني نصف قُطر داخلي أكبر، وارتداداً أكبر، وأطوال شفة دنيا أطول. تتغير الهندسة. تنكمش الحدود المسموح بها. فجأة يصبح هامش الأمان لديك مشكلة في التفاوتات.
لم تبتع المرونة. اشتريت الحساسية.
حقيقة أرض المصنع: التضخيم في الحجم لا يمنحك السيطرة على الأعمال الخفيفة؛ بل يضخم أخطاء الإعداد.
لكن حتى لو اخترت الحجم المناسب، ماذا عن الإطار نفسه؟
حمّل قطعة طويلة بالقرب من أقصى طاقة وشاهد السرير والرام ينثنيان. كل الإطارات تنثني. من دون تعويض انحناء—سواء كان ميكانيكياً أو هيدروليكياً—يختلف انحناء منتصف الماكينة عن الأطراف. النتيجة هي الانحناء الكلاسيكي “بشكل موزة”: زاوية ضيقة في المنتصف ومفتوحة في الأطراف.
وهنا المفارقة: يمكن أن يكون لديك 30% من الطنّات غير المستخدمة وما زلت تحصل على هذا الانحناء. سعة القوة لا تمنع الانحناء غير المتساوي؛ التعويض هو ما يفعل.
آلة بقدرة 250 طن مع تعويض مناسب تتفوّق على آلة بقدرة 400 طن من دون تعويض عند التعامل مع الأجزاء الطويلة الدقيقة. لقد شاهدت ذلك يحدث.
القوة ترفع المستوى. التوازن يمنعه من السقوط على قدمك.
إذن لماذا لا تزال المتاجر تسعى وراء الأرقام الأكبر؟
مكبس بقدرة 400 طن يكلّف أكثر في التشغيل، وأكثر في الصيانة، ويتطلب أدوات أثقل. اللكمات والقوالب الأكبر ليست مكلفة فقط—بل تجهد أجهزة القياس الخلفية والمشغّلين أيضاً. مساحة الأرضية ليست مجانية كذلك؛ فكل قدم إضافية من السرير لا تستخدمها إلا نادراً هي مساحة يمكن أن تستضيف مصدر دخل.
وإذا كان 80% من عبء عملك تحت 100 طن، فإن الـ300 طن الإضافية تمثل رأس مال ميت. رأس المال الميت يستمر في الاكتساب من الإهلاك.
تلك هي أموال سلة الخردة التي لا تراها أبداً في ورقة التسعير.
فلماذا تواصل المتاجر الذكية الرهان على ذلك؟
تخيل متجراً يقوم أحياناً بثني فولاذ مقاوم للصدأ بسماكة 1/4 بوصة بطول كامل. مرة في الشهر. أما بقية الوقت؟ حوامل فولاذ خفيف بسماكة عشر إلى اثنتي عشرة قياساً. يشترون من أجل الفولاذ المقاوم للصدأ. فتُجرى كل مهمة أخرى الآن على آلة مُحسَّنة لسيناريو بالكاد موجود.
الأسوأ أن العديد من المتاجر تبالغ في تقدير خليط المواد. يفترضون قوة شد في أسوأ الحالات بينما 80% من حجم إنتاجهم من الفولاذ الخفيف. هذا ليس تخطيطاً استراتيجياً. هذا عمى في المواصفات.
إذا كانت استراتيجيتك الشرائية هي “تغطية الحالات القصوى”، فأنت تفرض ضريبة على كل عمل روتيني لحماية حالة نادرة.
ويجب أن يجعلك ذلك غير مرتاح—لأنه إذا لم تكن الحمولة (الطنّاج) هي عامل التصفية الأول، فما هو إذن؟
أحضر لي أحد العملاء قطعاً من مكبسين مختلفين بطول عشرة أقدام. نفس المادة: فولاذ خفيف بسماكة عشرة قياسات، بطول ثمانية أقدام. نفس اللكمة، ونفس قالب الـV بعرض بوصة واحدة. كانت إحدى الآلتين بقوة 320 طن وتستخدم شريط التوائي. والأخرى بقوة 220 طن وتعمل بنظام هيدروليكي مزدوج Y1/Y2 مع تقوّس تعويضي نشط.
الآلة ذات الـ320 طن أظهرت تفاوتاً في الزاوية يقارب 1.5° من طرف إلى آخر. أما آلة الـ220 طن فحافظت على تفاوت لا يتعدى 0.2° عبر الطول.
القوة كانت كافية في الحالتين. لكن واحدة فقط أنتجت قطعاً قابلة للبيع دون مراقبة مستمرة.
القوة تخلق الانحناء. لكن التزامن والتقوّس التعويضي يقرران ما إذا كان ذلك الانحناء متسقاً عبر ثمانية أقدام، وعبر النوبة، وعبر الدفعة. أما قابلية التكرار فتحدد ما إذا كان جزءك الثاني يطابق الأول دون تعديل البرنامج. ذلك الثلاثي—وليس الحمولة—هو ما يحوّل المكبس من آلة بدائية إلى أداة إنتاج.
كذبة البائع: “هذه الآلة تملك طاقة أكثر مما ستحتاجه يوماً.” واقع المشغّل: “أحتاج الكباس أن يهبط بشكل متوازٍ ضمن أجزاء من المئة، ويبقى كذلك تحت الحمل.”
حقيقة أرضية باردة: إذا لم تكن الحمولة هي عامل التصفية الأول لديك، فيجب أن تكون دقة التزامن، واستراتيجية التقوّس التعويضي، وقابلية التكرار في الوضع هي المعايير.
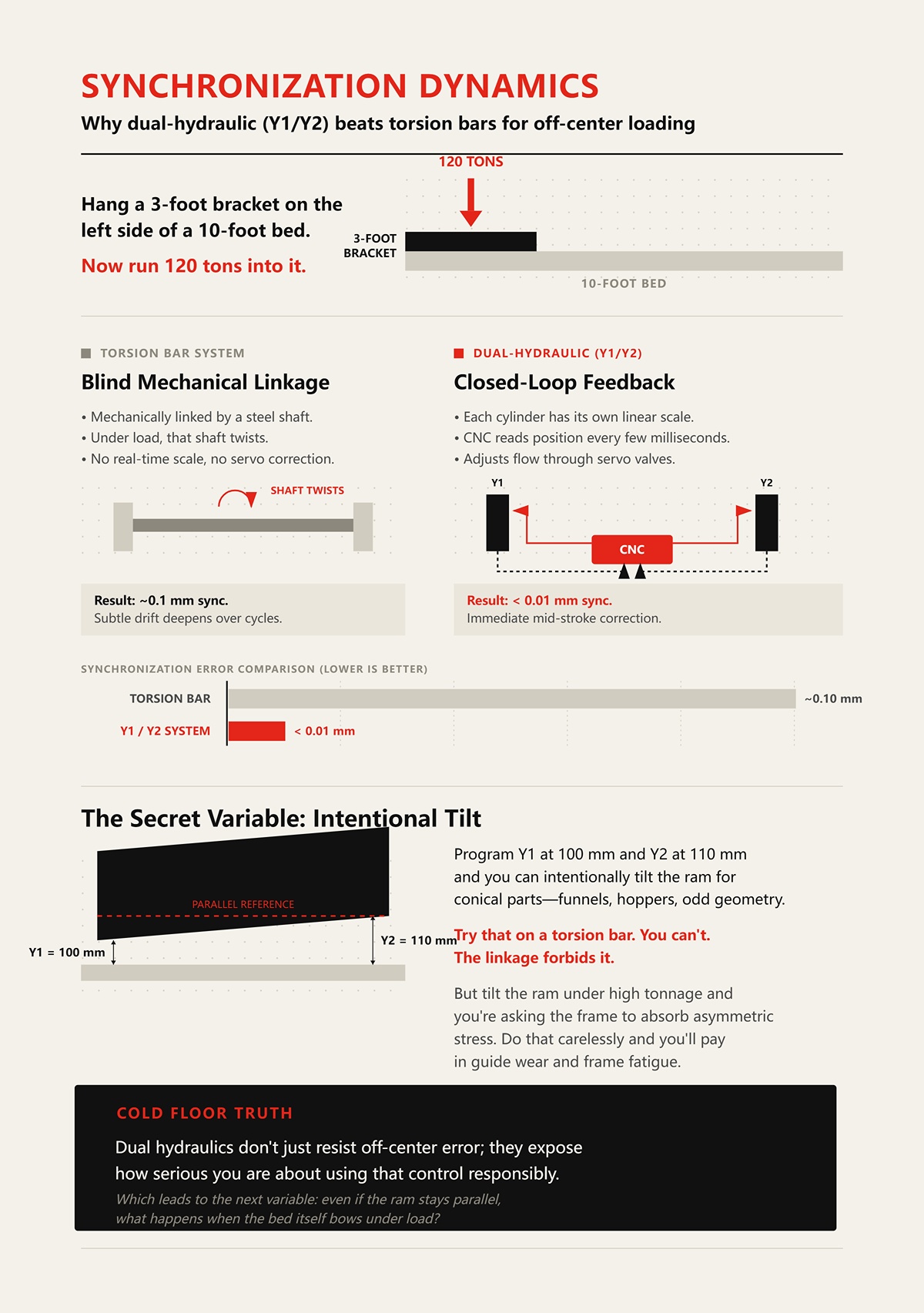
علّق قوساً بطول ثلاثة أقدام على الجانب الأيسر من سرير بطول عشرة أقدام. ثم أدخل فيه 120 طناً من القوة.
على آلة قضيب الالتواء، يتم ربط جانبي الكباس ميكانيكياً بواسطة عمود فولاذي. تحت الحمولة، يلتوي ذلك العمود—بمقدار ميكرونات، نعم، ولكنه كافٍ. لا يوجد مقياس يقرأ كل جانب في الوقت الفعلي. لا يوجد صمام مؤازر يصحح أثناء الشوط. تحصل على تزامن يقارب 0.1 مم في الظروف المثالية، ولكن تحت الحمولة غير المركزية يتشوه القضيب بشكل مرن، والآلة لا تدرك أن ذلك حدث.
النتيجة ليست دراماتيكية. إنها أسوأ من ذلك. إنها انجراف طفيف—جانب أعمق قليلاً، يتراكم على مدى الدورات مع تسلل الحرارة والتآكل.
في نظام هيدروليكي مزدوج Y1/Y2، كل أسطوانة لها مقياس خطي خاص بها. يقرأ الـ CNC الموضع كل بضع ملي ثوانٍ ويضبط تدفق الزيت عبر الصمامات المؤازرة ليبقي الجانبين متزامنين ضمن أجزاء من المئة—أقل من 0.01 مم في الأنظمة الجيدة. تظهر الحمولة غير المركزية فوراً كخطأ في الموضع، ويتولى التحكم تصحيحه أثناء الشوط.
هذا هو الآلية: تغذية راجعة مغلقة مقابل ارتباط ميكانيكي أعمى.
والآن، إليك الجزء الذي يتجاوزه الكتيب الدعائي. إذا برمجت Y1 عند 100 مم وY2 عند 110 مم، يمكنك إمالة الكباس عمداً لصنع أجزاء مخروطية الشكل—مثل القواطع، القواديس، والهندسيات غير المنتظمة. حاول ذلك على قضيب الالتواء. لن تستطيع. الرابط الميكانيكي يمنع ذلك.
ولكن إمالة الكباس تحت حمل مرتفع تعني أنك تطلب من الإطار امتصاص إجهاد غير متماثل. إذا فعلت ذلك بلا حرص، ستدفع الثمن بتآكل الموجهات وإجهاد الإطار.
إذن، التزامن هو قوة—ولكن فقط عندما يتطابق الإطار والانضباط البرمجي معه.
حقيقة أرضية باردة: الأنظمة الهيدروليكية المزدوجة لا تقاوم فقط خطأ التحميل غير المركزي؛ إنها تكشف مدى جديتك في استخدام ذلك التحكم بمسؤولية.
وهذا يقودنا إلى المتغير التالي: حتى لو بقي الكباس متوازيًا، ماذا يحدث عندما ينحني السرير نفسه تحت الحمولة؟
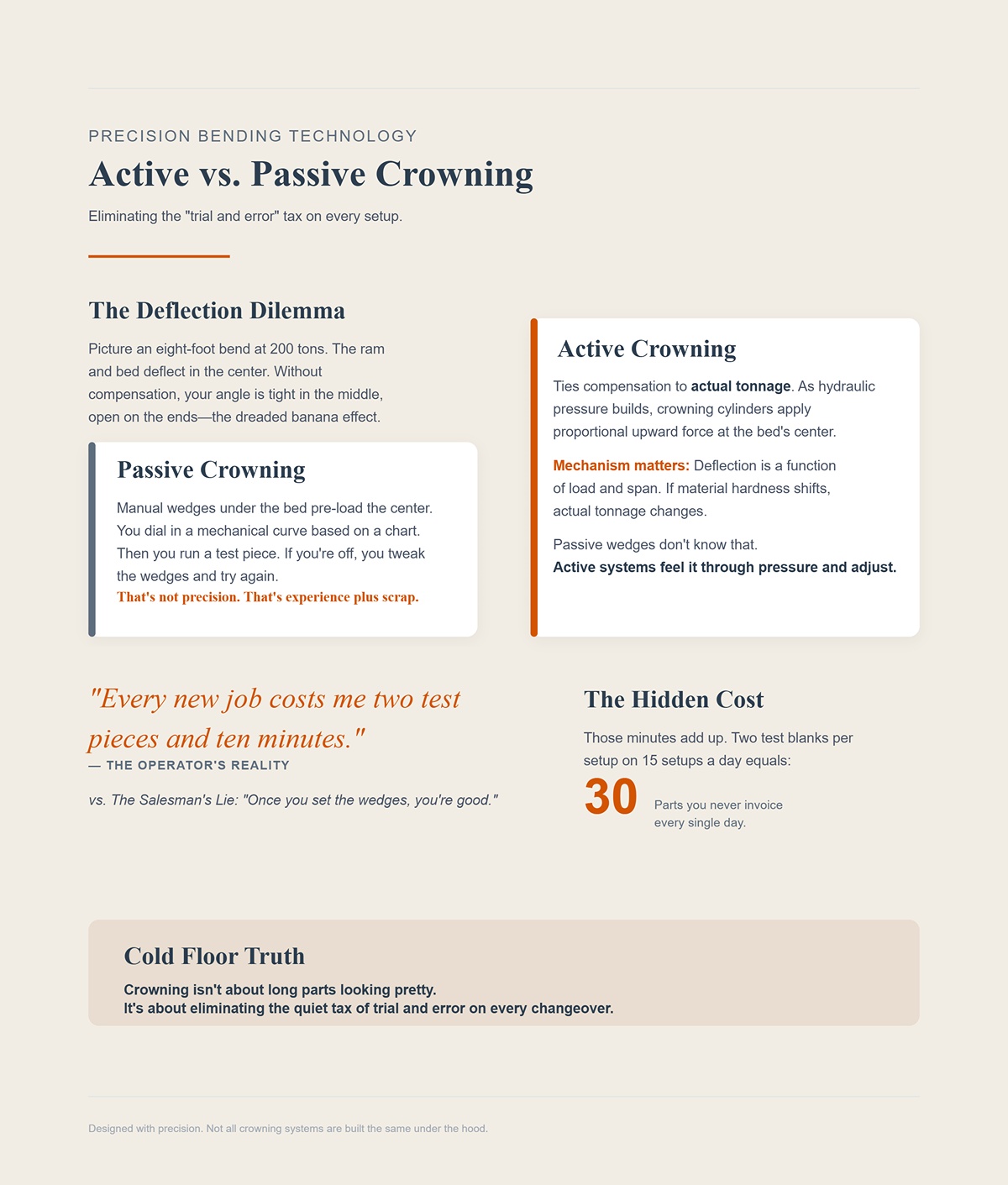
تخيل انحناء بطول ثمانية أقدام عند حمولة 200 طن. الكباس والسرير ينحنيان في المنتصف. من دون تعويض، يكون زاويتك ضيقة في الوسط ومفتوحة عند الأطراف—ذلك الشكل "الموزي" الذي تحدثنا عنه سابقاً.
نظام التعويض السلبي—إسفينات يدوية تحت السرير—يسمح لك بتحميل الوسط مسبقاً. تقوم بضبط منحنى ميكانيكي بناءً على جدول: المادة، السماكة، الطول، الحمولة التقديرية. ثم تجري قطعة اختبارية. إذا لم تصب الهدف، تعدل الإسفينات وتحاول مجدداً.
هذا ليس دقة. إنه خبرة زائد خردة.
يربط التعويض النشط التعويض بالحمولة الفعلية. مع ارتفاع الضغط الهيدروليكي، تطبق أسطوانات التعويض قوة رفعٍ متناسبة في مركز السرير. يقوم النظام بثني السرير عكس انحناء الكباس في الوقت الفعلي.
الآلية مهمة هنا. الانحناء دالة للحمل وطول الامتداد. إذا تغيرت صلابة المادة—مثلاً فولاذ معتدل في دفعة، وأعلى شد في التالية—تتغير الحمولة الفعلية عند العمق المبرمج نفسه. الإسفينات السلبية لا تعرف ذلك. الأنظمة النشطة تشعر به عبر الضغط وتُعدل.
يظهر الفرق في وقت الإعداد. في العمل عالي التنوع، يعني التعويض السلبي اختبار‑انحناء، قياس، تعديل. أما التعويض النشط فيعني دقة القطعة الأولى في معظم الأحيان.
كذبة البائع: “بمجرد ضبط الإسفينات، أنت جاهز”. واقع المشغل: “كل وظيفة جديدة تكلفني قطعتين اختبار وعشر دقائق.”
تلك الدقائق تتراكم. قطعتان اختباريتان لكل إعداد في 15 إعداداً يومياً يعني 30 قطعة لن تصدر لها فاتورة.
حقيقة أرضية باردة: التعويض ليس لجعل القطع الطويلة تبدو جميلة، بل للقضاء على ضريبة التجربة والخطأ الخفية في كل تغيير إعداد.
لكن ليست كل أنظمة التعويض مصممة نفسياً تحت الغطاء.
لنقل إن الفولاذ الطري بقياس عشرة أمس كان اختبار الشد له حوالي 60,000 رطل لكل بوصة مربعة. دفعة اليوم أقرب إلى 70,000. نفس السماكة. نفس البرنامج.
يزداد الحمل المطلوب. ويزداد الانحناء معه.
أنظمة الأوتاد الميكانيكية ثابتة. يتم ضبطها بناءً على الحمولة المقدّرة. إذا ارتفع الحمل الفعلي بنسبة 15%، تصبح المعايرة أقل من المطلوب. الزاوية تنفتح عند الأطراف مجددًا. تقوم بالتعويض عند عمق الكباس، مما يغيّر نصف القطر الداخلي وجيومتريا الحافة.
أنظمة التتويج الهيدروليكية المرتبطة بالضغط تتفاعل مع الحمل الفعلي. كلما زاد الحمل، تولّد قوة تتويج أعلى تلقائيًا. منحنى السرير يتوافق مع منحنى انحناء الكباس.
هناك بعض التعقيد هنا—صمامات سيرفو، أختام، حساسات. تكلف أكثر مقدمًا وتحتاج إلى انضباط في الصيانة. في ورشة قليلة التنوع تعمل على نفس الجزء لأسابيع، يمكن للأوتاد الميكانيكية أن تكون خيارًا ماليًا منطقيًا.
لكن في بيئة عالية التنوع حيث تتغير دفعات المواد وأطوال الأجزاء يوميًا، التتويج الهيدروليكي يحافظ على الزاوية ثابتة دون إعادة هندسة الإعداد كل مرة.
هنا يعيش العائد على الاستثمار. ليس في أقصى حمولة، بل في مدى عدم تأثر الآلة عندما لا تكون المادة كما في الكتاب.
حقيقة أرضية الورشة: إذا كانت مادّتك تختلف، يصبح التعويض الثابت تخمينًا. والتخمين ما هو إلا خردة ترتدي قبعة مختلفة.
إذًا الكباس متوازي. السرير تم تعويضه. ماذا عن موضع الجزء نفسه؟
لقد رأيت ورشًا تتفاخر بسرعة قياس خلفي تبلغ 1,000 مم/ثانية. يبدو ذلك مدهشًا—حتى تقيس قابلية التكرار.
خذ قوسًا به أربع انحناءات، جميعها تُقاس من الحافة الأولى. إذا كرر القياس الخلفي في حدود ±0.05 مم، تصطف أنماط الثقوب أثناء اللحام. إذا انحرف ±0.3 مم، ستضطر لإجبار الأجزاء في القوالب، وتطحن الألسنة، وتلوم الليزر.
سرعة الحركة تؤثر في زمن الدورة. قابلية التكرار تؤثر في ما إذا كان التجميع يتناسب.
القياسات الخلفية عالية الجودة تستخدم براغي كروية دقيقة، وأصابع صلبة، ومشفّرات تغلق الحلقة على الموضع. الأنظمة الرخيصة تعتمد على عد الخطوات وافتراضات الحلقة المفتوحة. على مدى آلاف الدورات، يظهر التراجع والتآكل كزحف في الأبعاد.
إليك العلاقة التي يغفلها معظم الناس: التزامن والتتويج يحافظان على استقرار الزاوية. قابلية التكرار في القياس الخلفي تحافظ على استقرار طول الحافة. الزاوية زائد الطول يساوي الهندسة. الهندسة تحدد جودة التجميع.
يمكن أن يكون لديك حمل مثالي، وطلاء جميل، ومع ذلك تُرسل قطعًا تُتعب عامل اللحام.
كذبة رجل المبيعات: “إنها سريعة.” حقيقة المشغل: “هل الجزء العاشر يتناسب مثل الأول؟”
حقيقة أرضية الورشة: السرعة تصنع الأجزاء بسرعة. قابلية التكرار تصنع الأجزاء التي تتلاءم معًا.
وبمجرد أن تبدأ بإضافة محاور—R، Z1، Z2، X1، X2—فالسؤال ليس عن عددها. بل عما إذا كانت هذه التعقيدات الإضافية تقوّي هذا المثلث... أم تقوضه بصمت.
لديك المزامنة. لديك التتويج النشط. المقياس الخلفي يعيد الحركة ضمن بضعة أجزاء من المئة. ثم تنزلق الكراسة التسويقية عبر الطاولة وتقول: أضف R، أضف Z1/Z2، أضف X1/X2. ستة محاور. ثمانية محاور. أوتوماتيكية بالكامل.
إذن السؤال الحقيقي هو: هل تعزز تلك المحاور الإضافية مثلث الجودة أم أنها فقط تضاعف الطرق التي يمكنك أن تفقد بها تلك الجودة؟
مكبس الثني يشبه رافع الأثقال. القوة الغاشمة تبدو مذهلة في صورة الكتالوج. لكن بدون التوازن والتوقيت، تهتز القضيب. في الورشة، يظهر هذا الاهتزاز على شكل أطوال حواف غير متناسقة، وتسلسل انحناءات خاطئ، وأجزاء لا تتطابق إلا بعد أن يتدخل العامل بجلاخة “لتعديلها”. المحاور الإضافية تضيف متطلبات تنسيق. التنسيق يعني برنامجاً، واستجابة محرك مؤازر، وحكم المشغّل، متراكبين فوق بعضهم البعض.
المحاور لا تخلق الدقة. إنها تتطلبها.
حقيقة أرضية باردة: كل محور جديد هو جزء متحرك إضافي يجب أن يبقى متزامناً مع المثلث أو سيتحول إلى وسيلة باهظة الثمن لتسريع إنتاج الخردة.
لنكن عمليين.
إعداد أساسي ذو محورين أو ثلاثة + محور 1 — Y1/Y2 للتحكم في الكباس، و X لعمق المقياس الخلفي، وربما R لارتفاع المقياس العمودي — يعالج غالبية أعمال الحوامل والأغلفة التي أراها في الورش المتوسطة. أطوال الحواف متناسقة. التسلسلات بسيطة. المشغلون يضبطون الوقفات بالإحساس والخبرة.
عنق الزجاجة في زمن الدورة؟ عادة في مناولة المواد. أو في الرجوع إلى الرف. ليس في حركة المحور.
الآن أدخل نظام مقياس خلفي بستة محاور مع أصابع Z1/Z2 مستقلة وحركة R قابلة للبرمجة. في الأجزاء غير المتماثلة — حواف مزاحة، انحناءات عكسية، أجزاء لا يمكن قلبها — يمكن لذلك النظام إزالة الحاجة لإعادة التموضع اليدوي بين الانحناءات. هذه إنتاجية حقيقية عندما تتطلبها الهندسة الشكلية للقطعة.
لكن ما ألاحظه في أرض الورشة هو أن الإعداد الأول يستغرق وقتاً أطول. برمجة التسلسل لحركة الأصابع المستقلة، فحص الاصطدامات، تعليم الآلة توجيه الجزء — كل ذلك يستهلك وقتاً. إذا كانت % من وظائفك بسيطة، فإن هذا التعقيد لا يزيل عنق الزجاجة. بل يخلق واحداً.
كذبة المندوب: “المزيد من المحاور يعني عملاً أقل للمشغل.” حقيقة المشغل: “المزيد من المحاور يعني المزيد من القرارات قبل أن أصنع أول قطعة صحيحة.”
حقيقة أرضية باردة: إذا لم يكن عنق الزجاجة لديك هو إعادة تموضع المقياس الخلفي، فلن تحلّه المحاور الستة.
تتألق استقلالية Z1/Z2 في الأجزاء غير المتماثلة على خط الثني. تخيّل لوحاً يكون فيه الحافة اليسرى 40 مم واليمنى 65 مم، ولا يمكنك قلب الجزء بسبب ميزات سابقة في العمليات. الأصابع المستقلة تسمح لكل جانب بدعم مرجعها الخاص دون انزلاق يدوي.
يكون ذلك ضرورياً عندما يفرض تصميم الجزء ذلك قسراً.
الآن تخيّل حوامل إنتاجية عالية بأطوال حواف متماثلة يميناً ويساراً. فولاذ معتدل بسمك عشر درجات، بطول ثمانية أقدام. انحناءات مستقيمة، نفس الحافة المرجعية في كل مرة. برمجة Z1/Z2 للتحرك بشكل مستقل لتفاوتات طفيفة أشبه بوضع مقاعد كهربائية في رافعة شوكية — فخم، لكنه ليس ما يجعلها تدر المال.
وهناك نقطة لا يبرزها الموردون: الحركة المستقلة تتطلب معايرة دقيقة بين الإصبعين. إذا انحرف أحد المحركات المؤازرة أو أصيب أحد المسامير الكروية بارتداد، فإن “الدقة المستقلة” تتحول إلى خطأ مستقل. وعندها تكون المزامنة والتتويج مثاليين — لكن الحافة المرجعية تنزاح عُشر هنا، وعشرين هناك.
الزاوية زائد الطول يساوي الشكل الهندسي. لا يمكنك تحمل انحراف أيٍّ منهما.
حقيقة أرضية باردة: Z1/Z2 هي أداة لقيود التصميم — وليست رمز حالة في ورقة المواصفات.
هنا تبدأ الأمور في أن تصبح قبيحة.
كل محور — X، R، Z1، Z2، X1، X2 — يعتمد على محركات سيرفو ووحدة تحكم تنسق الحركة. عندما لا يمكن لوحدة التحكم معالجة وتنفيذ هذه الحركات بسرعة كافية، يحدث تأخر. ليس تأخرًا مرئيًا، بل تأخر من رتبة الملي ثانية.
لكن في أسفل حركة الضغط، الملي ثانية تحدث فرقًا كبيرًا.
تزامن الكباس Y1/Y2 يبقي العارضة متوازية. أضف حركات خُلفية معقدة يجب أن تُفرّغ وتُعاد تموضعها وتستقر قبل اكتمال الانحناء، وستبدأ بتكديس أحداث زمنية. إذا لم تكن وحدة التحكم قادرة على ذلك، فقد يضرب الكباس العمق قبل أن يستقر المقياس تمامًا. أو قد يستقر المقياس ولكن لم يستقر التقييم الارتجاعي للموقع بشكل كامل.
هكذا تحصل على القطعة الأولى جيدة، الخامسة مشكوك فيها، والعاشرة في صندوق الخردة.
ما زالت الآلة تقول “ستة محاور”. صندوق الخردة يقول “عدم توافق وحدة التحكم”.”
تخيل فولاذًا معتدل السماكة من الدرجة 16 على مكبح بسعة 400 طن. سعة هائلة. الآن تخيل وحدة التحكم تختنق أمام أوامر المحاور المتزامنة. المشكلة ليست في القوة. إنها في التنسيق أثناء التحمل. نفس القصة.
حقيقة أرضية باردة: أعداد المحاور العالية بدون وحدة تحكم يمكنها فعلاً مزامنتها ليست إلا تعقيدًا يتجاوز السيطرة.
ها هي الحقيقة غير المريحة التي يتعلمها معظم المالكين بعد مشقة.
إذا كنت تشغّل 500 قطعة متطابقة، هندسة بسيطة، نفس المادة طوال الأسبوع، فإن آلة ذات 3+1 محور متزامنة جيدًا مع نظام تعويض نشط غالبًا ما تنتج أكثر من نظام كامل بــ 6+1 محور. معلمات أقل. برمجة أسرع. أقل احتمالات للخطأ.
التعديلات اليدوية — تمرير إصبع، دفع نقطة توقف — تستغرق ثوانٍ عندما يعرف المشغّل العمل جيدًا. برمجة محاور مستقلة لاختلافات طفيفة يمكن أن تستغرق دقائق. والدقائق المتكررة على دفعات صغيرة هي مال حقيقي.
الآن اعكس الأمر.
إذا كنت تعمل بتنوع عالٍ وحجم منخفض، وهندسيات معقدة تتغير كل ساعة، يمكن للمحاور المتقدمة المرتبطة بوحدة تحكم سريعة وبرمجة خارجية جيدة أن تقلل الخردة في الإعداد وتزيل إعادة التموقع اليدوي المتكررة. هناك تجني الربح.
لذا السؤال الصحيح ليس “كم محور يمكنني تحمل تكلفته؟” بل “ما الذي يتطلبه عملي فعلاً، وهل يمكن لفريقي ولوحدة التحكم دعمه؟”
حقيقة أرضية باردة: المزيد من المحاور يزيد الإمكانات. لكنه أيضًا يزيد تكلفة كل خطأ.
وذلك هو الجسر إلى المقارنة الوحيدة المهمة التالية — مطابقة أنواع الورش المحددة مع التكوينات المحددة، بدلاً من شراء أكبر لاعب كمال أجسام في الملصق والاعتماد على أن يظهر التوازن مجانًا.
في الشتاء الماضي، زرت ثلاث ورش خلال أسبوع واحد. واحدة شغّلت 20 رقم قطعة مختلف قبل الغداء. أخرى لم تثنِ إلا صفائح بسمك 3/8 و1/2 لصواني الدرج. والثالثة كانت تركّب أول روبوت لها. الثلاثة كانوا يتسوقون “مزيدًا من الحمولة”.”
نفس مندوب المبيعات. ثلاث حقائق مختلفة تمامًا.
ليس السؤال هو عدد المحاور التي يمكنك تركيبها. بل ما هو شكل 80% من يومك فعليًا — وهل تحميك إستراتيجية المزامنة والتتويج الخاصة بك هناك. لأن القوة بدون تحكم في الانحراف ليست سوى طريقة باهظة الثمن لصناعة خردة متسقة. والمحاور التي لا يوجد عبء عمل يبررها ليست سوى قوائم برمجيات تنتظر وقوع خطأ.
إذن، أي التكوينات تناسب فعليًا؟
تخيّل لوحة عمل عليها 30 بطاقة مهمة معلّقة. اليوم سماكة 14، وغدًا سماكة 11، ثم غلاف من الفولاذ المقاوم للصدأ الذي يرتدّ دائمًا بطريقة تختلف عمّا تشير إليه المخططات.
إليك الجزء الذي يخطئ معظم الورش في تشخيصه: زيادة 10% في مقاومة الشد تتطلب تقريبًا 10% قوة إضافية — وحوالي 10% تتويج إضافي للحفاظ على توازي المكبس والمنضدة تحت الحمل. قفزة سماكة 10%؟ أنت أقرب إلى 20% ضغط إضافي. إذا كان تتويجك ميكانيكيًا وثابتًا، فإنه لا يستطيع التعديل أثناء الحمل. يرى المشغل الزاوية تنفتح في منتصف الطول ويلوم ارتداد المادة.
لكن العارضة هي التي تنحرف.
أنظمة التتويج الهيدروليكية أو الـCNC التي تتكيف ديناميكيًا أثناء الثني هي ما يجعل الورش ذات الإنتاج المتنوع محافظة على عقلانيتها. ليس لأنها براقة — بل لأنها تتفاعل عندما لا تتطابق حقيقة المادة مع الحساب. بدون ذلك، يصبح “التبديل خلال 10 دقائق” عشر دقائق زائد ثلاث قطع اختبار.
الآن، اختبر الضغط. حتى مع تتويج CNC متعدد المناطق، يفترض النظام سلوكًا مثاليًا للمادة. الفولاذ الحقيقي يتفاوت. ما زلت بحاجة إلى مشغل يفهم ما يراه. الموجهات الخلفية السريعة والأصابع المستقلة Z1/Z2 تساعد عندما تفرضها الهندسة — ولكن إن لم يستطع التتويج تتبع تغيرات السماكة ومقاومة الشد، فإن سرعتك في أجزاء أخرى لا تهم.
كذبة البائع: “المرشد الخلفي ذو ستة محاور يقلل وقت الإعداد.” حقيقة المشغل: “إذا كانت الزاوية تنحرف، فسأطاردها بغض النظر عن سرعة حركة الأصابع.”
حقيقة أرضية المصنع الباردة: في العمل المتنوع، دقة التتويج الديناميكي توفر مال الهدر أكثر مما سيوفره محور إضافي في المرشد الخلفي.
لكن ماذا لو كانت أجزاؤك نادرًا ما تتغير — ومشكلتك ليست في التفاوت، بل في الكتلة؟
تخيّل صفيحة بسماكة نصف بوصة وطول 10 أقدام. انحناءان لكل قطعة. طوال اليوم.
تحول في السماكة 10%. هذا يعادل حوالي 20% قوة إضافية مطلوبة. في الصفائح الثقيلة، هذه القفزة ليست نظرية — بل هي ما يحدث عندما يتغير إنتاج المطحن. إذا لم يكن إطارك صلبًا بما فيه الكفاية، فلن ينقذك أي تتويج مبرمج بالكامل. يبقى المكبس والمنضدة متعوضين، لكن الإطارات الجانبية نفسها “تتنفس”.
حتى مع تتويج مثالي، تُظهر الدراسات أن التفاوت في الزاوية يمكن أن يكون في حدود ±0.3 درجة بسبب تفاوت المادة وحده في الصفائح سماكة ربع بوصة. عندما أرى الورش تخطئ بأكثر من ذلك، غالبًا ما يكون السبب ليس التتويج — بل انحراف الإطار أو ضعف تزامن Y1/Y2 تحت الحمل.
هنا حيث يخدعك جدول المواصفات. تبدو سرعة الدورة مثيرة للإعجاب. وعدد المحاور يبدو حديثًا. لكن العمل الهيكلي يعتمد على شوط كامل، وحلق عميق، وكتلة إطار كبيرة. إذا لم تتمكن من تركيب الجزء فعليًا لأن عمق الحلق قصير، أو لأنك تصل إلى نهاية الشوط قبل تحرير الانثناء العائد، فلن تفيدك سرعة السيرفو مهما كانت.
كذبة البائع: “لديك 500 طن. أنت مغطى.” حقيقة المشغل: “إذا التوى الإطار، فأنا أثني موزة.”
حقيقة أرضية المصنع الباردة: في العمل الهيكلي، الصلابة والهندسة المكانية تتغلب على سرعة الدورة في كل مرة — ويجب أن يتناسب التتويج مع تغيرات السماكة وليس فقط مع سعة الحمولة بالطن.
والآن ماذا يحدث عندما تخطط ورشة العمل اليدوية اليوم لتركيب روبوت في العام القادم؟
المشغل البشري يعوض ذلك بشكل لا واعٍ. إذا خرج الحافة أطول بقليل، فإنه يعدل ضغط القبضة، ويعيد تثبيت الجزء، ويغيّر العمق أثناء العمل.
الروبوت يفعل بالضبط ما أمرته به. لا أكثر. ولا أقل.
هنا تصبح المحاور الإضافية — ارتفاع محور R القابل للبرمجة، وتموضع Z1/Z2، وأحياناً حتى عمق X1/X2 — ليست مجرد رفاهية، بل ضرورة. يحتاج الروبوت إلى مواضع قياس يمكن التنبؤ بها ومسارات حركة خالية من التصادم. حركة الأصابع المستقلة التي بدت مبالغة في الوضع اليدوي تصبح أساسية عندما لا يمكن للمقبض أن “يشعر” بطريقه حول نقطة توقف غير محاذية.
لكن هنا يكمن الفخ: إضافة محاور لأتمتة مستقبلية دون ترقية سرعة وحدة التحكم والتزامن يعني أنك تصنع آلة تردد باهظة الثمن. الروبوتات تكره الانتظار على الخلفيات البطيئة. كما أنها تكره انحراف الزاوية. إذا لم يكن التاج ديناميكياً وقابلاً للتكرار، فسوف ينتج روبوتك نفايات مكررة متطابقة بدقة.
حقيقة أرضية باردة: خطط للمحاور وفقاً لأتمتة الغد فقط إذا كانت وحدة التحكم والتاج قوية بما يكفي لجعل التكرار ميزة وليس عبئاً.
وأحياناً يكون أذكى قرار في الأتمتة ليس المزيد من المحاور على آلة واحدة إطلاقاً.
لقد رأيت ورشاً تسعر وحشاً بقوة 1,000 طن للتعامل مع أجزاء بطول 20 قدماً من حين لآخر.
ثم رأيت آلتين بقوة 500 طن تعملان معاً في وضع الترادف للأجزاء الطويلة — ومنفصلتين للأعمال اليومية.
على الورق، يبدو المكبس العملاق الواحد أبسط. هيكل واحد. وحدة تحكم واحدة. رقم ضخم في الكتيب. لكن معظم الورش لا تثني أجزاء بطول 20 قدماً طوال اليوم. إنهم يثنون فولاذاً معتدل السماكة بمقاس عشر درجات، بطول ثمانية أقدام، وأقواس وقنوات قد تُشغل ذلك الوحش عند جزء بسيط من سعته.
آلتان أصغر حجماً ومتزامنتان جيداً تمنحانك خيارات. شغّلهما معاً عندما يتطلب الطول ذلك. قسمهما وضاعف الإنتاج في الأعمال القياسية لبقية الأسبوع. إذا تعطلت إحداهما، فلن تكون متوقفاً تماماً.
لكن حتى هنا، التزامن هو الملك. وضع الترادف يتطلب تحكمًا محكمًا بمحوري Y1/Y2 عبر الهيكلين واستراتيجيات تاج منسقة. إذا انحرفت إحدى الآلتين بشكل مختلف، فسترى ذلك في منتصف الجزء.
كذبة البائع: “اشترِ مرة واحدة. واختر الكبير.” واقع المشغل: “في معظم الأيام، أحتاج إلى التوازن — لا إلى لوحة إعلانية.”
حقيقة أرضية باردة: أفضل مكبس انحناء ليس أقوى رافع أثقال على الملصق. إنه الذي تتوافق وحدة تحكمه وتاجه وتكوينه مع طبيعة العمل الذي تنفذه 80% من الوقت.
وبمجرد أن ترى ذلك، يبدأ جدول المواصفات في الظهور وكأنه فخ ينتظر سوء الفهم أكثر مما هو جائزة تذكارية.
مع كل هذه المتغيرات، كيف تقرر الورشة فعلاً؟
تتوقف عن التسوق بناءً على الأرقام الرئيسية وتبدأ بقراءة التفاصيل الدقيقة كما لو كانت عقداً مكتوباً ضدك.
جدول المواصفات هو ملصق لرافع أثقال في منتصف الضغط: رقم كبير، صدر مشدود، قضيب مرفوع للأعلى. مثير للإعجاب. لكن الملصق لا يُظهر إن كان يستطيع الثبات على القضيب، أو إن كانت ركبته تنهار تحت الحمل. وفي الورشة، عندما يسقط القضيب، فإنه ينتهي في سلة الخردة.
يبيع البائع قوة الذروة. بينما يدفع أرضية العمل ثمن الانحناء، ووقت الإعداد، وانجراف الزاوية.
إذا كنت لا تعرف كيفية فك شفرة عرض السعر، فستقارن بين آلات لا تلعب حتى نفس اللعبة.
“400 طن.”
عند أي مسافة؟
تصنيفات الحمولة مرتبطة بمسافة محددة بين الإطارات الجانبية وتوزيع حمل محدد. غيّر المسافة من خط المركز. غيّر فتحة القالب السفلي (الداي). غيّر عرض المادة. تتحول القوة المتاحة لكل قدم، وكذلك الانحناء.
ثم تأتي لعبة الوحدات. يقدم أحد الموردين القيمة بالطن القصير لكل قدم، وآخر يقدمها بالطن المتري لكل متر. تبدو الأرقام متقاربة على الورق فتبدو قابلة للمقارنة. لكنها ليست كذلك. لقد رأيت ورشًا تعتقد أنها تحصل على آلة أقوى بمقدار 10% بينما كانت في الواقع تقرأ مقياسين مختلفين تمامًا.
كذبة البائع: “إنها آلة بقوة 300 طن.” حقيقة المشغل: “عند الطول وفتحة القالب التي أعمل بها، تتصرف كأنها 240.”
وهنا يصبح الأمر أدق. يمكنك تقليل الحمولة المطلوبة بفتح قالب الثني على شكل V من 8× سمك المادة إلى 12×. تنخفض القوة بشكل جميل على المخطط. لكن نصف القطر الداخلي يكبر، وتختلف هندسة الحافة، وفجأة لا يجلس الجزء مقابل المقياس كما كان من قبل. لقد وفّرت القوة واشترت لنفسك مشاكل في تركيب الأجزاء.
حقيقة أرض الورشة: الحمولة المقيمة وعدٌ مشروط، وليست حقيقة مطلقة — وإذا لم تُطابق الشرط مع أجزاءك الفعلية، فأنت تُخطط بأرقام خيالية.
إذن إذا لم تكن القوة مطلقة، فهل يمكن للبرمجيات سد هذه الفجوات؟
أنظمة التحكم الحديثة تقوم بمحاكاة عملية الثني قبل أن يتحرك الكباس. مكتبة المواد. تعويض الارتداد. اكتشاف التصادم. يبدو الأمر دقيقًا للغاية.
لكن المحاكاة تفترض أن الإطار يتصرف بالطريقة التي يتنبأ بها النموذج.
الآلات الهيدروليكية والآلات الكهربائية لا تقدم القوة بنفس الطريقة. المحركات الكهربائية توفر القوة بدقة أكبر، لكنها غالبًا بخصائص حركة وسرعة مختلفة. إذا اعتمد نموذج الثني في البرنامج على افتراضات هيدروليكية حول فترة التوقف أو بناء الضغط، فقد ينتهي بك الأمر بمحاكاة جميلة وزاوية غير واقعية في التطبيق العملي.
تخيل فولاذًا طريًا بسماكة 16 غيچ على مكبس ثني بقوة 400 طن. تقول المحاكاة إنك تعمل عند سعة 20%. مساحة كافية في النظرية. ولكن إذا لم يكن التزامن تحت الحمل الخفيف محكمًا — إذا لم تتبع Y1/Y2 بدقة — فإن تلك المهمة “السهلة” تظهر ميلًا من اليسار إلى اليمين. ليس لأنك تفتقر إلى القوة، بل لأنك تفتقر إلى التحكم عند القوة المنخفضة.
كذبة البائع: “النظام يتحسب كل شيء.” حقيقة المشغل: “النظام لا يمكنه تقوية الإطار.”
حقيقة أرض الورشة: البرنامج يتنبأ بالقوة؛ لا يمكنه إلغاء قوانين الفيزياء. إذا التوى الحديد، فالرمز يوثق الالتواء فقط.
وحتى لو كانت الآلة متزامنة تمامًا، هل يمكنك فعليًا تشغيل أجزائك عليها يومًا بعد يوم؟
هنا تموت الصفقات بصمت.
المسافة بين الكبّاس والسرير هي مفتوح النهار. الشوط هو مدى حركة الكبّاس. عمق الحنجرة هو المسافة التي يمكنك إرجاع الفلنجة إليها قبل أن تصطدم بالإطار. لا يبدو أي من هذه الأمور بطولية في كتيّب مبيعات، لكنها جميعًا تحدد ما إذا كان الجزء الخاص بك مناسبًا أم لا.
لقد شاهدت ورشًا تشتري بناءً على القوة (الطنّية) ثم تكتشف أنها لا تستطيع تمرير فلنجة الإرجاع دون أدوات مخصصة أو قلب الجزء ثلاث مرات. كل قلبة تضيف وقتًا في المناولة. وكل عملية مناولة تضيف تفاوتًا. زمن الدورة النظري يتبخر في حركة الإنسان.
توافق الأدوات هي القصة نفسها. إذا كانت الآلة تستخدم عددًا من القبضات الخاصة التي تكلف 30% أكثر لكل محطة، فهذه أموال تُلقى في سلة الخردة مختبئة ضمن نفقات رأس المال. على مدى خمس سنوات، يمكن أن يعادل هذا الفارق ترقية في نظام السيرفو الذي كنت تحتاجه فعلاً.
لكن حتى لو اخترت الحجم المناسب، ماذا عن الإطار نفسه؟
حقيقة أرض المصنع الباردة: المكبس الذي لا يمكنه استيعاب أجزائك 80% بسهولة ليس “متعدد الاستخدامات”. إنه تنازل يومي يرهق كل نوبة عمل.
ربما تركّز إذًا على السرعة بدلاً من ذلك.
سرعة الاقتراب هي مدى سرعة حركة الكبّاس قبل ملامسة المادة. سرعة الثني هي مدى سرعته أثناء الحمل.
تخمن أيهما يُطبع بخط أكبر؟.
إذا كانت دورتك تهيمن عليها المناولة — التحميل، المحاذاة، القياس، التفريغ — فإن تقليص نصف ثانية من سرعة الاقتراب لن يغير إنتاجيتك. إذا كنت تقوم بثني هوائي لقطع رقيقة بضربات قصيرة طوال اليوم، فإن سرعة الاقتراب تهم أكثر. السياق هو الذي يقرر.
الصفائح السميكة تحكي قصة مختلفة. أثناء التحميل، غالبًا ما تبطئ سرعة الثني لحماية الإطار والحفاظ على الدقة. هذا ليس عيبًا. إنها الفيزياء والهندسة الجيدة. الآلة التي تهبط بسرعة ولكن تزحف بشكل غير متوقع أثناء التحميل ستفسد إيقاعك وزواياك.
كذبة المبيعات: “هذه أسرع بـ 30%”. حقيقة المشغّل: “أرني السرعة تحت الحمل الكامل، بطول عملي.”
حقيقة أرض المصنع الباردة: السرعة الوحيدة التي تدرّ أرباحًا هي تلك التي تصمد عند ملامسة المادة — وتبقى دقيقة أثناء عملها.
عندما تزيل الدعاية، يتضح النمط: كل رقم مدهش في عرض السعر له شرط مرفق.
إذًا السؤال الحقيقي ليس أي المواصفات أكبر.
بل أي الشروط تتطابق مع واقع مصنعك.
إذا كانت كل المواصفات مشروطة، فلا تُقارن الآلات بأقصى قدراتها — بل تُقارن بكيفية أدائها في أكثر أجزائك شيوعًا.
استخرج آخر 12 شهرًا من أعمال الثني لديك. ليس القطعة البطل التي تظهرها للعملاء، بل الكومة المملة: الحوامل، الأغطية، الإطارات، الأَغلفة. دوّن المادة، السماكة، طول الثني، نصف القطر الداخلي، والتسامح. سترى نمطًا. معظم الورش ترى ذلك.
الخطأ هو التسوق لأعلى 5% في تلك القائمة.
كذبة المبيعات: “ستتطور لتحتاج إلى القوة الإضافية.” حقيقة المشغّل: “سأدفع ثمنها كل يوم في أجزاء لم تكن بحاجة إليها قط.”
الفرامل هي رافع أثقال. تبدو القوة الغاشمة رائعة على الملصق، لكن بدون توازن وتحكم، كل ما تفعله هو إسقاط القضيب — وفي الورشة، ينتهي ذلك القضيب في سلة الخردة.
حقيقة أرضية باردة: اشترِ الماكينة التي تجعل مهامك الشائعة أسرع وأنظف، وليس تلك التي تستعرض قوتها في الأجزاء النادرة لديك.
فكيف يمكنك تحويل ذلك إلى ورقة مواصفات ذات معنى فعلي؟
ابدأ بالأثقل لديك المتكرر المهمة، وليس الوحش السنوي. إذا كنت تقوم عادة بثني فولاذ معتدل بقياس عشر، بطول ثمانية أقدام، فذلك هو مرجعك. احسب الحمولة المطلوبة لفتحات القوالب والمواد الفعلية لديك — وكن صريحًا بخصوص الفولاذ المقاوم للصدأ مقابل الفولاذ المعتدل، لأن اختيار القالب وحده يمكن أن يؤدي إلى اختلاف كبير في القوة المطلوبة.
الآن طبّق قاعدة الإطار التي تهمس بها أغلب الكتيبات: يجب توزيع الحمولة الكاملة على الأقل على 60% من المسافة بين الإطارات الجانبية. في آلة بطول 10 أقدام، هذا يعني أنك لا تستطيع تركيز أقصى قوة في جزء بطول ثلاثة أقدام دون تعريض الإطار لتشوه دائم.
هنا يبالغ المشترون في التصحيح. يرون التفاوت في جداول الحمولة ويختارون حجمًا أكبر “لضمان الأمان”. ولكن إذا كان عبء عملك الحقيقي بنسبة 80% يقع ضمن 65–75% من السعة المقدّرة، فأنت في منطقة التوازن المثالية: هامش كافٍ لتغيّر المواد، ولكن ليس إلى درجة أن تدفع ثمن الحديد غير المستخدم.
الجزء غير الواضح؟ التضخيم في الحجم قد يجعل الانحناءات القصيرة أكثر خطورة، لا أكثر أمانًا. آلة كبيرة. جزء قصير. حمولة مركّزة عالية. ظننت أنك اشتريت تأمينًا؛ في الواقع اشتريت تركّز إجهاد.
حقيقة أرضية باردة: اختر الحجم بناءً على أثقل مهمة تنفّذها أسبوعيًا — وتأكد من أن تلك الحمولة تقع بسهولة داخل النقطة الهيكلية المثالية للآلة، وليس على حدودها القصوى.
لكن الحمولة بالكيلوطن تحدد السقف فقط. ما الذي يحافظ على اتساق الأجزاء على طول ذلك الامتداد؟
أنت لا تشتري القوة نفسها. أنت تشتري قوة مُتحكمًا بها.
اطرح هذه الأسئلة، ولا تقبل الأجوبة العامة:
كيف يتم تطبيق التاج — إسفين يدوي، هيدروليكي، أم تاج ديناميكي يتحكم به الحاسوب ويرتبط بالحمولة؟
إذا لم يكن الضبط تلقائيًا وقابلًا للتكرار، فأنت تضبط بالإحساس. وهذا ±1.0° ينتظر الوقوع.
هل يتم حساب التاج من خلال تغذية راجعة مباشرة للحمولة أو من جداول معدة مسبقًا؟
الإعدادات المسبقة تفترض مادة مثالية. الفولاذ الحقيقي لا يقرأ الكتيبات.
كيف يتم قياس وتصحيح مزامنة Y1/Y2 تحت الحمولة الخفيفة والتحميل غير المتماثل؟
تخيل فولاذ طري بسماكة 16‑غيغ على مكبس ضغط بقدرة 400 طن. نسبة منخفضة من القدرة الكلية. إذا انحرفت الأسطوانات حتى قليلًا، سترى تدرجًا قبل أن تشعر بالقوة.
ما هو التفاوت في الزاوية الذي تم إثباته عبر كامل طول العمل في عملية الثني بالهواء القياسية؟
ليس نظريًا. أظهر القطع فعليًا. ضع منقلة عليها.
ماذا يحدث لتناسق الزاوية عند 70% من الحمولة المقننة على امتداد ثمانية أقدام؟
هناك تكمن أغلب الأعمال الحقيقية. ليس عند 100%. وليس عند 10%.
كذبة المندوب: “يحتوي على تعويض تقوس CNC وتزامن مغلق الحلقة.” وحقيقة المشغل: “حلقة مغلقة على ماذا؟ مصححة كيف؟ ومجربَة على أي مادة؟”
إذا لم يتمكنوا من الإجابة بوضوح، فقد وجدت الفجوة.
وتلك الفجوة هي المكان الذي يولد فيه الخردة.
توقف عن السؤال: “ما أقصى قدرة ضغط؟” وابدأ بالسؤال: “كم عدد الضربات الصحيحة للقطعة الأولى نحصل عليها في كل نوبة؟”
إليك حالة افتراضية تتكرر كل أسبوع: الورشة (أ) تشتري مكبس هيدروليكي بقدرة 250 طن لأجل الأمان. الورشة (ب) تشتري مكبسًا كهربائيًا بقدرة 180 طن مع تزامن محكم وتعويض تقوس أوتوماتيكي. كلاهما قادر تقنيًا على تنفيذ العمل المطلوب.
الورشة (أ) تقضي ثلاث ثنيات تجريبية لضبط الزاوية عبر الطول. الورشة (ب) تحقق التفاوت المسموح عند القطعة الثانية لأن الآلة تعوض عن الانحناء تلقائيًا. اضرب ذلك في 20 إعدادًا أسبوعيًا.
الفرق ليس في القوة الحصانية. بل في الوقت والخردة التي ترتدي قناعًا مختلفًا.
قِس العائد على الاستثمار في ثلاثة محاور:
إذا قللَت آلة أصغر وأكثر تحكمًا وقت الإعداد حتى خمس دقائق في كل مهمة ضمن بيئة إنتاج متنوعة، فذلك يعني ساعات أسبوعيًا. الساعات تتحول إلى طاقة إنتاجية. والطاقة الإنتاجية تتحول إلى هامش ربح.
القوة دون تعويض الانحناء ليست سوى طريقة باهظة الثمن لإنتاج الخردة.
المنظور الجديد هو هذا: اعتبر الحمولة حدًا يجب تجاوزه، ثم صنّف الآلات حسب مدى ذكائها في إدارة الانحناء، والتزامن، وقابلية التكرار ضمن عبء عملك عند 80%. عند التقييم بهذه الطريقة، يتوقف أكبر رقم في عرض السعر عن كونه مثيرًا للإعجاب — ويصبح بلا صلة.


















