

Tenía una pequeña plegadora de hojas de 4 pies en su garaje. Doblaba conductos de HVAC los fines de semana. La primera semana en mi taller, se paró frente a una prensa plegadora de 175 toneladas, pasó la mano por el troquel inferior y dijo: “Lo mismo, solo más grande.”
La máquina no parecía enojada. Solo acero. Silenciosa. Esperando.
Así es como te atrapa.
He visto una placa de 1/4 de pulgada plegarse como cartón con 150 toneladas. Sin drama. El ariete bajó, el acero se rindió, y el marco del edificio dio un ligero estremecimiento que podías sentir en las botas.
Una plegadora de garaje funciona con apalancamiento y el peso de tu cuerpo. Tiras de una palanca; la barra de sujeción se levanta; la lámina se dobla porque eres más fuerte que el metal delgado. Sientes el cambio de resistencia a través de las palmas. Eres parte del circuito de retroalimentación.
Una prensa plegadora no te necesita. Multiplica la fuerza mediante hidráulica o un sistema de volante hasta que el acero cede. Una vez que el golpe comienza, termina. No pregunta si tus dedos todavía están entre el punzón y el troquel.
Si crees que estás manipulando una “gran herramienta manual”, te moverás como tal. Y ese es el error que cuesta huesos.
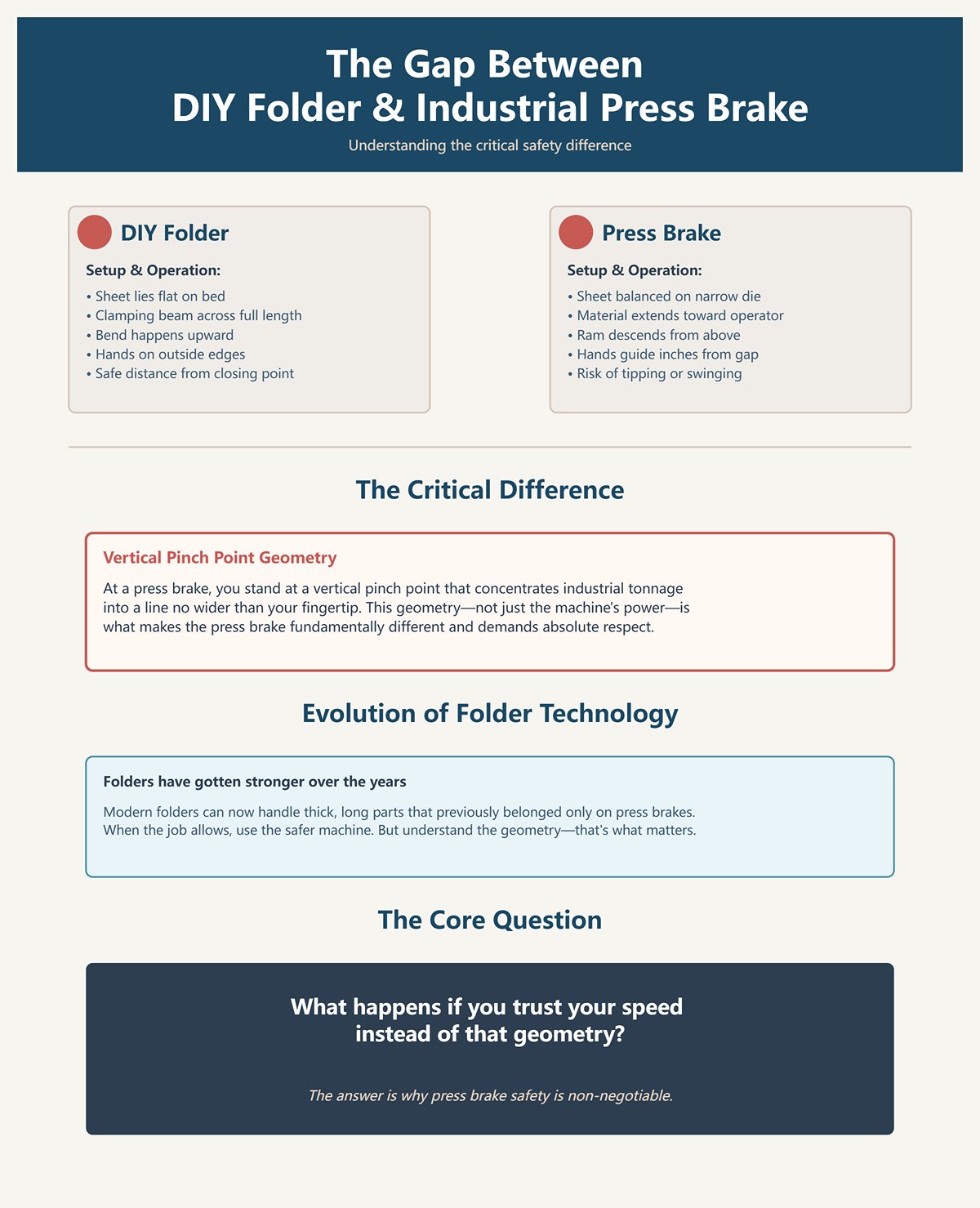
Imagina una lámina de 10 pies de calibre 14 en una plegadora moderna. Está acostada plana sobre la cama. La viga de sujeción baja a lo largo de toda la longitud. El pliegue ocurre hacia arriba, alejándose de tu torso. Tus manos están en los bordes exteriores, lejos de una garganta que se cierra.
Ahora imagina esa misma lámina en una prensa plegadora. Está equilibrada sobre un troquel inferior estrecho, sobresaliendo hacia ti. El ariete desciende desde arriba. El material puede volcarse, doblarse hacia atrás o girar si calculas mal el peso. Tus manos la guían a pulgadas de una abertura que se cerrará hasta cero.
Las plegadoras se han vuelto más fuertes con los años. Algunas pueden manejar piezas gruesas y largas que antes solo pertenecían a prensas. Bien. Usa la máquina más segura cuando el trabajo lo permita.
Pero cuando te paras frente a una prensa plegadora, estás frente a un punto de pellizco vertical que concentra toneladas industriales en una línea no más ancha que la punta de tu dedo. Esa geometría es la diferencia.
Entonces, ¿qué pasa si confías en tu velocidad en lugar de esa geometría?
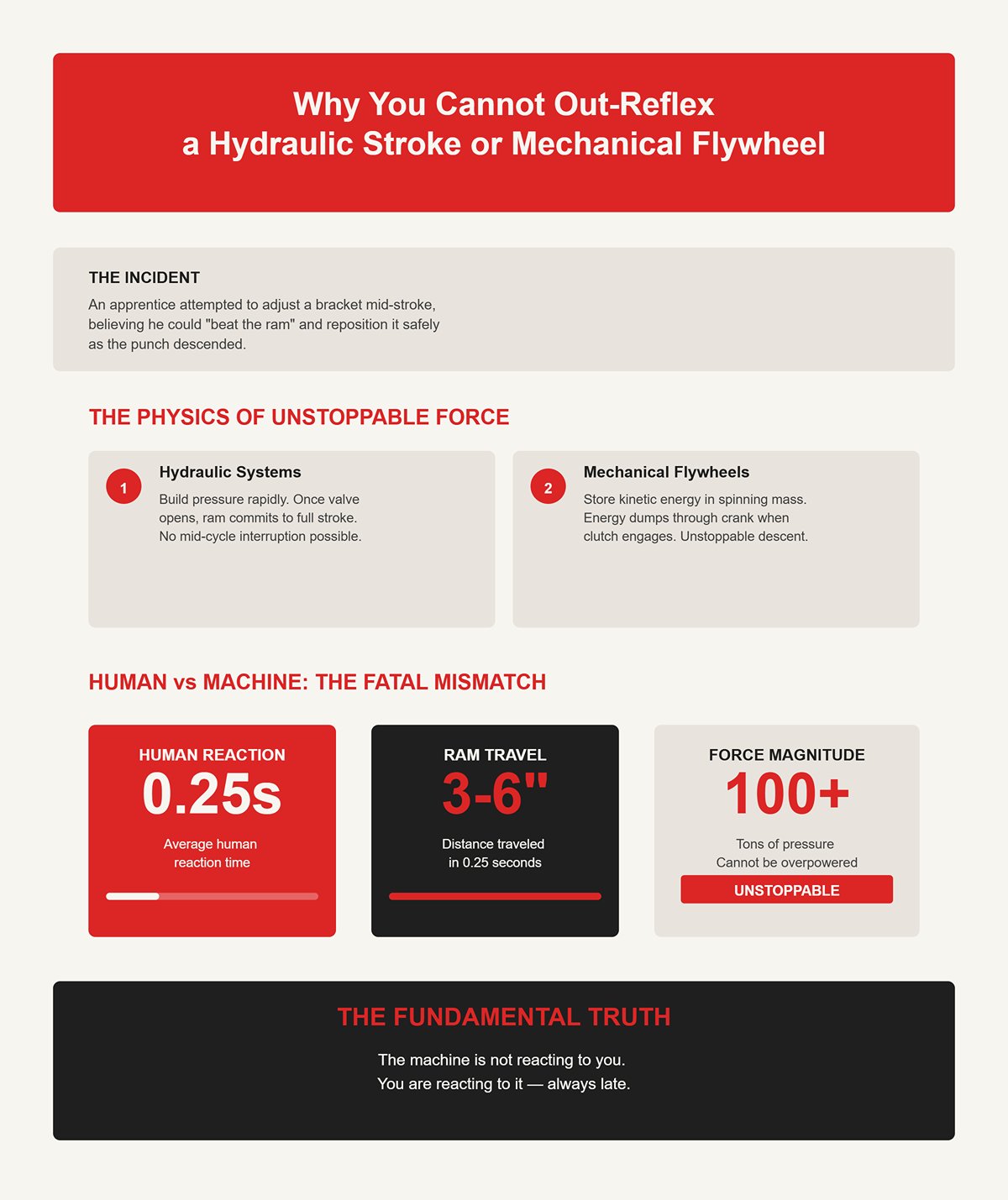
Una vez tuve a un aprendiz que intentó “ganarle” al ariete. Sostenía un pequeño soporte, se dio cuenta de que no estaba bien colocado y pensó que podría enderezarlo mientras el punzón comenzaba a bajar.
Los sistemas hidráulicos generan presión rápidamente. Las prensas de volante mecánico almacenan energía en una masa giratoria y la descargan mediante la biela. De cualquier manera, una vez que el embrague se activa o la válvula se abre, el ariete está comprometido hasta el fondo del golpe.
El tiempo de reacción humano promedia alrededor de un cuarto de segundo. En ese tiempo, un ariete que se mueve incluso a una velocidad de cierre moderada puede recorrer varias pulgadas. Más que suficiente para pasar de “espacio seguro” a “aplastado”.”
No sacarás la mano a tiempo. No vencerás 100 toneladas con un movimiento de muñeca. La máquina no reacciona a ti; tú reaccionas a ella, siempre tarde.
Y eso es antes de hablar de la mentira que te dices justo antes de saltarte un paso.

Siempre es la pieza pequeña. Dos dobleces. “No me voy a molestar con el tope trasero.” “Solo la sostendré.” “El pie ya está en el pedal.”
Esa frase—solo una rápida flexión—es cómo te adentras en la zona mortal sin darte cuenta.
Así que construyes un ritual y no lo rompes:
Hazlo de la misma manera cada vez. En voz alta si es necesario.
Porque la prensa dobladora no es un asistente servicial. Es un multiplicador de fuerza con un rango de golpe definido. Cuando entras en ese rango sin disciplina, no te avisa, no discute contigo ni te perdona.
Se cierra.
Y lo que quede entre el punzón y la matriz se vuelve más plano de lo que era: acero, guante o los huesos de tu mano.
Vi a un veterano—veinte años en el oficio—doblar una caja de cuatro lados. Tercer reborde, espacio estrecho. Cuando el ariete bajó, la parte ya doblada de esa pieza se levantó y le atrapó la mano enguantada contra la cara del ariete. No entre el punzón y la matriz. Arriba. Zona de reborde inverso. El metal no lo cortó. Perforó el guante y le abrió la mano como una cremallera.
Conservó todos sus dedos. Apenas.
Los informes de lesiones gubernamentales muestran que casi la mitad de los accidentes con prensas dobladoras terminan en amputación de dedos o manos. Aquí está lo que la mayoría de los operadores novatos no perciben: muchas de esas lesiones no ocurren durante el aplastamiento dramático hacia abajo. Ocurren durante los cambios de herramienta, la alineación de piezas, el doblado de cajas—momentos en los que las manos se deslizan hacia áreas que las protecciones estándar no cubren. Una revisión de la industria encontró que la mayoría de las lesiones ocurrieron en zonas fuera del evidente punto de pellizco frontal.
Entonces, si la brecha de la cuchilla no cuenta toda la historia, ¿dónde empieza y termina realmente la zona mortal?
Ponte frente a una prensa con el ariete en el punto muerto superior. Hay luz entre el punzón y la matriz. Aire. Aire que parece seguro.
Ahora pisa el pedal.
Ese espacio abierto se colapsa en una V que se estrecha. La punta del punzón entra en la abertura de la matriz. La fuerza se concentra a lo largo de una línea no más ancha que la mina de un lápiz. La lámina resiste hasta alcanzar su límite elástico—el punto de tensión donde deja de volver a su forma original y comienza a deformarse permanentemente. Más allá de eso, la presión aumenta rápidamente. En una máquina de 150 toneladas, puedes estar aplicando decenas de miles de libras por pulgada lineal a lo largo del doblez.
El aire acaba de convertirse en un tornillo de banco.
El punto de pellizco principal es obvio: el espacio que se cierra entre el punzón y la matriz. Pero observa una lámina larga durante el descenso. El borde delantero puede hundirse. El borde trasero puede elevarse. Si estás doblando una caja, las bridas previamente formadas giran hacia arriba, hacia la cara del pisón. Eso crea puntos de pellizco secundarios—metal contra el pisón, metal contra el bastidor, metal contra tu mano sosteniendo la pieza.
De cualquier forma, una vez que el embrague se acopla o la válvula se abre, el pisón está comprometido hasta el fondo del recorrido.
No puedes renegociar la posición de tu mano a mitad de trayectoria. Y lo que sea que esté entre el punzón y la matriz se vuelve más plano que antes—acero, guante o los huesos de tu mano.
Así que trazas el peligro antes de ciclar:
Si omites uno, la máquina enseñará anatomía de la manera más dura.
Pero el aplastamiento no es la única violencia que esta máquina puede provocar, ¿verdad?
En un taller en 2023 se dobló una placa de acero de alta resistencia de 10 mm—material fuerte, del tipo que se defiende. A mitad del recorrido, el material se fracturó a lo largo de la línea de doblado. En lugar de formarse limpiamente, se partió. Una mitad se disparó hacia arriba y afuera. El operador nunca lo vio venir. La placa lo golpeó en la cabeza y lo mató.
Eso no fue un pellizco. Eso fue un proyectil.
Aquí está el mecanismo. Durante el doblado, la superficie exterior del metal se estira bajo tensión mientras la superficie interior se comprime. Los aceros de alta resistencia tienen menos ductilidad—no se estiran mucho antes de agrietarse. Si el radio de doblado es demasiado ajustado o la presión demasiado alta, el lado de tensión puede superar la resistencia última del material. Falla de repente. La energía elástica almacenada se libera de golpe. El extremo libre se azota.
En piezas largas, incluso sin fractura, la lámina actúa como una palanca. El punzón es el punto de apoyo. A medida que se forma el doblez, la pierna libre rota hacia arriba. Cuanto más larga y pesada sea esa pierna, más impulso lleva. Si te inclinas para “ver la línea”, tu rostro está dentro del arco.
Crees que estás guiando un doblez. La máquina está armando un resorte.
Así que la zona mortal no está solo debajo del punzón. Es el radio de giro de la pieza y la posible trayectoria de vuelo si el metal se rinde en lugar de ceder. Y no tienes una luz de advertencia para eso.
Si el acero volador es posible, ¿por qué los novatos aún se obsesionan con los bordes afilados?
Sí, la chapa corta. He cosido más antebrazos de los que quisiera contar.
Pero los cortes sangran. Las aplastaduras mutilan.
Los informes de la industria muestran que un gran porcentaje de las lesiones por freno ocurren en zonas no protegidas por las guardas frontales estándar, lugares como esa zona del reborde inverso que mencioné. Los operadores suponen que el peligro está en el filo cortante del punzón. Así que mantienen los dedos lejos de la punta. Bien. Mientras tanto, la otra mano estabiliza un reborde lateral que está a punto de girar hacia una pared de acero fija con autoridad hidráulica detrás.
Los bordes filosos lesionan por contacto. Los puntos de pellizco lesionan por concentración de fuerza.
La fuerza es lo que desprende los dedos.
Cuando un panel calibre 12 rota y atrapa tus nudillos contra la cara del ariete, no necesita ser filoso. Solo necesita masa y una abertura que se cierre. Los huesos fallan con unas pocas mil libras de carga de compresión. Una prensa plegadora entrega eso con facilidad, repetidamente, sin fatiga.
Así que deja de pensar en “cuchilla”. Empieza a pensar en “geometría de cierre bajo carga”.”
¿Y qué pasa cuando la geometría y la carga no coinciden con el propio metal?
He visto una plegadora gruñir—el armazón flexionándose, el motor esforzándose—porque alguien configuró el tonelaje para acero dulce e introdujo una aleación de alta resistencia en su lugar. La línea de plegado apenas se movió. La presión aumentó.
Aquí está la matemática en lenguaje sencillo. Cada material tiene una resistencia elástica (cuando empieza a doblarse permanentemente) y una resistencia última a la tracción (cuando se rompe). Los aceros de alta resistencia pueden requerir significativamente más tonelaje para el mismo espesor y radio. Si calculas por debajo, la máquina puede detenerse o sobrecompensar. Si reduces demasiado la abertura del troquel para “hacer que doble”, aumentas el esfuerzo en las fibras exteriores.
Dos malos resultados viven aquí.
Uno: la máquina alcanza su capacidad antes de que la pieza se deforme. Los componentes soportan cargas cercanas a sus límites de diseño—herramental, fijaciones, incluso el armazón. Las fallas a ese nivel son violentas.
Dos: el metal se fractura en lugar de formarse. Ese es tu levantamiento convirtiéndose en metralla.
La prensa plegadora es un multiplicador de fuerza, sí. Pero no es más inteligente que su configuración. Aplicará lo que le ordenes hasta que el acero ceda o algo más lo haga.
Si no conoces la resistencia del material, el ancho del troquel y el tonelaje requerido antes de pisar el pedal, estás apostando carne contra física.
Así que ahora sabes dónde vive la zona de muerte: debajo del punzón, encima del troquel, a lo largo del arco de giro, contra la cara del ariete y en cualquier lugar donde la energía almacenada pueda liberarse. La máquina es un depredador industrial enjaulado—tan inmóvil como la piedra hasta que se activa, y luego imparable dentro de su rango de golpe.
La única pregunta que queda es cómo evitar que te metas en ese rango sin preparación.
| Sección | Contenido |
|---|---|
| Tema | Tonelaje vs. Resistencia a la tracción: ¿Qué pasa cuando gana el metal? |
| Escenario del mundo real | Una plegadora se esfuerza—el armazón flexionándose, el motor trabajando—cuando el tonelaje se ajusta para acero dulce pero se usa una aleación de alta resistencia en su lugar. La curvatura apenas se mueve mientras la presión aumenta. |
| Propiedades clave del material | Resistencia elástica: Punto donde el metal comienza a doblarse permanentemente. Resistencia última a la tracción: Punto donde el metal se desgarra. |
| Principio fundamental | Los aceros de alta resistencia requieren significativamente más tonelaje para el mismo espesor y radio. |
| Riesgo de subcálculo | La máquina puede detenerse o sobrerreaccionar, sometiendo a tensión los componentes cercanos a los límites de diseño. |
| Riesgo de sobrerreacción | Ajustar la abertura de la matriz para forzar una curva incrementa el esfuerzo en las fibras externas del material. |
| Resultado adverso #1 | La máquina alcanza su capacidad antes de que la pieza ceda. Las herramientas, los sujetadores y el marco pueden fallar violentamente bajo carga extrema. |
| Resultado adverso #2 | El metal se fractura en lugar de formarse, convirtiendo la pieza de trabajo en escombros peligrosos. |
| Advertencia crítica | Una prensa plegadora multiplica la fuerza pero solo sigue los comandos de configuración: aplica fuerza hasta que el material cede o algo más lo hace. |
| Conocimientos requeridos antes de la operación | La resistencia del material, el ancho de la matriz y el tonelaje requerido deben calcularse antes de activar la máquina. |
| Zonas de peligro identificadas | Debajo del punzón, encima de la matriz, a lo largo del arco de giro, contra la cara del ariete y en cualquier lugar donde pueda liberarse energía almacenada. |
| Perspectiva final | La prensa plegadora es un depredador industrial: quieta hasta que se activa, imparable dentro de su rango de golpe. El operador debe evitar entrar en ese rango sin preparación. |
Hace dos inviernos, un chico del segundo turno cargó una matriz con una grieta delgada como un cabello que cruzaba transversalmente el hombro. No podías verla a menos que le limpiaras el aceite y sostuvieras una linterna en ángulo bajo. Él no lo hizo. Primera prueba de doblado en placa de 3/8, quizá 120 toneladas en cuatro pies. A mitad del recorrido se oyó un sonido como un disparo de rifle. La matriz se partió, una mitad salió despedida hacia un lado, y un fragmento se incrustó en un estante de madera contrachapada a tres metros de distancia—justo donde había estado su garganta treinta segundos antes.
Así es como te mantienes fuera de la zona de muerte: tratas la prensa como a un depredador industrial enjaulado y caminas alrededor de la jaula antes de abrir el cerrojo.
Un ritual previo al arranque no es papeleo. Es cómo te aseguras de que la fuerza, la geometría y la energía almacenada estén donde crees que están antes de ofrecerle tus manos a la máquina.
Si lo omites, no estás “ahorrando tiempo.” Estás entrando a ciegas en el rango de golpe.
Solía hacer que los aprendices pasaran un trapo por cada pulgada de punzón y matriz. No por limpieza—por tacto. Un trapo se engancha donde tus ojos se deslizan sin notar. Así fue como un chico encontró la punta de un punzón abocinada que habría concentrado la carga en un filo.
Esto es lo que realmente cubren esos diez minutos:
Integridad del herramental significa que buscas radios mellados, hombros de matriz agrietados, adherencias (metal arrastrado de dobleces previos) y desgaste desigual. Una grieta en una matriz cambia la forma en que fluye la carga a través de ella. El acero no distribuye la fuerza cortésmente; sigue el camino más rígido. Un hombro comprometido se convierte en un concentrador de tensiones. Bajo tonelaje, esa tensión se concentra, propaga la grieta y falla repentinamente. Cuando falla el acero para herramienta endurecido, no se dobla. Se fragmenta.
La alineación y el asiento vienen después. Una matriz que no esté completamente asentada contra la cama, o un punzón que no esté centrado en su soporte, crea una carga desigual a lo largo de la pieza. Recuerda esto: una prensa de 100 toneladas rara vez es de 100 toneladas en todas partes. Puede estar clasificada como 100 toneladas en diez pies—es decir, diez toneladas por pie. Si trabajas una pieza de tres pies completamente en el lado izquierdo, estás pidiendo a una sección del bastidor que soporte una carga concentrada. Eso tuerce el ariete. La geometría torcida significa penetración desigual. Penetración desigual significa que un lado llega al fondo primero. Ahora tu “doblado al aire” se convierte en un semiapoyado en un extremo, y el tonelaje se dispara sin aviso.
La condición de la máquina es lo último antes de encender. Revisa fugas hidráulicas, escucha cavitación en la bomba, verifica el paralelismo del ariete si la máquina tiene ajuste manual. Un sistema hidráulico lleno de aire se comprime ligeramente antes de que la fuerza se acumule. Ese retraso engaña a los operadores haciéndoles creer que la pieza “aún no está doblando,” por lo que incrementan la presión o la profundidad. Luego el aire se comprime por completo, la presión se iguala y el ariete empuja más de lo esperado. La energía almacenada se libera en el doblez de golpe.
Diez minutos. Porque una vez que el ariete empieza a bajar, ya no puedes meter la mano y corregir la alineación. Solo puedes ver cómo la geometría se cierra sobre lo que calculaste mal.
Y eso plantea la siguiente pregunta: incluso si el herramental es perfecto, ¿cómo sabes que la máquina no está a punto de exceder lo que ese herramental—o el bastidor—puede soportar?
Vi a un oficial de taller arrancar de la pared una tabla de tonelaje como si fuera evangelio. Acero dulce de un cuarto de pulgada, doblez de cuatro pies, matriz en V estándar. Marcó el número directamente de la tabla. ¿Qué olvidó? El material del carro era acero inoxidable 304.
El acero dulce en la mayoría de las tablas asume una resistencia a la tracción de unas 60,000 PSI. El inoxidable 304 está más cerca de 84,000 PSI. Eso equivale aproximadamente a un multiplicador de 1.4 en el tonelaje requerido para el mismo espesor y apertura de matriz. Misma geometría. Física diferente.
Presionó el pedal. La máquina gimió. El doblez apenas se formó. En lugar de recalcular, estrechó la apertura de la matriz para “ayudarlo.” Una matriz en V más estrecha aumenta el tonelaje requerido porque fuerzas un radio más cerrado. Ahora no solo estaba subestimando en un 40 %—estaba acumulando errores. La presión ascendía hacia el límite de la máquina.
Dos cosas ocurren cuando haces eso.
Uno, te acercas a la capacidad nominal del freno, pero recuerda que esa calificación se aplica a una longitud de trabajo específica. Si concentras la carga en un área, superarás los límites locales antes de que el medidor marque “100%”. Los bastidores se flexionan. Los pistones se desvían. Las protecciones se desalinean.
Dos, sobrecargas el utillaje. Las operaciones de fondo pueden requerir cinco veces el tonelaje del doblado al aire. Si el valor de tu tabla correspondía al doblado al aire (multiplicador 1.0) y accidentalmente haces fondo porque tu profundidad es demasiado grande, puedes pasar de 30 toneladas a 150 en un instante.
Esto no es opinión. Es mecánica de materiales. El esfuerzo es igual a la fuerza sobre el área. Aumenta la fuerza requerida al elegir un material más resistente o una matriz más pequeña, y cada componente en la trayectoria de carga experimentará ese aumento: pistón, pernos, hombros de la matriz.
Tu ritual de cálculo de carga necesita tres números antes de que pises el pedal:
Mide la longitud total del doblado, no solo la longitud de la pieza en el plano. Si estás doblando en dos etapas, calcula cada una. Si estás fuera de centro, entiende que estás cargando un lado del bastidor con más peso.
Ignora eso y no solo arriesgas un mal doblado. Arriesgas fracturar acero templado bajo presión hidráulica y enviar fragmentos a la altura del rostro.
Ahora has inspeccionado la jaula y medido la fuerza de mordida del depredador. ¿Qué hay del “carne” que acercas a él—tu propio cuerpo?
Doblaba conductos de HVAC los fines de semana por dinero para cerveza. Vi a un tipo con el cordón de su sudadera inclinado sobre una prensa pequeña. El cordón se deslizó hacia el espacio de la matriz mientras ajustaba un ala. El pistón bajó lentamente—el cordón se enganchó, se tensó y tiró su cara hacia el punzón antes de que entendiera lo que pasaba. Tuvo suerte. La tela se rasgó.
La ropa suelta cerca del freno de prensa no tiene que ver con “verse profesional”. Tiene que ver con el enredo en la geometría de cierre. La zona de ala invertida y el espacio entre el pistón y el tope trasero no distinguen si lo atrapado es acero o algodón. Simplemente se cierran.
Los guantes son más complicados. En chapa afilada, los guantes resistentes a cortes tienen sentido al manipular material lejos del golpe. Pero dentro de la zona de muerte, los guantes voluminosos reducen la respuesta táctil. Pierdes la percepción precisa de dónde está realmente la punta del punzón con respecto a tu yema del dedo. Peor aún, algunos materiales de guantes se adhieren al acero. Si la pieza se mueve y el guante se queda pegado, tu mano se moverá con ella.
Tu verificación de EPP antes de un trabajo debe ser brutalmente simple:
Ese último punto importa por el efecto de rebote del que hablamos. Si una pieza de alta resistencia se fractura bajo tensión, libera energía elástica rápidamente. La protección ocular no detendrá una placa, pero sí detendrá astillas y fragmentos de una matriz mellada o un borde agrietado.
Ignora la disciplina de la vestimenta y no perderás tela. Perderás piel desde el pómulo hasta la barbilla.
Así que has revisado el acero, las matemáticas y tu propio cuerpo. Queda una pieza antes de despertar al animal.
Una vez vi que un pedal de pie se quedó atascado porque las virutas de metal se acumularon debajo del protector. El operador lo golpeó para cambiar su postura. El ariete empezó a bajar.
Los resguardos solo son resguardos si funcionan hoy, no el mes pasado.
Antes del primer ciclo, debes probar tres cosas:
Pulsa el paro de emergencia con la máquina encendida pero en reposo. Verifica que el control realmente libere la presión hidráulica o desacople el embrague. Restablécelo y confirma que el sistema requiera un reinicio deliberado. Si un paro de emergencia solo pausa el movimiento pero deja la presión atrapada en el sistema, necesitas saberlo.
Presiona y suelta el pedal sin material. Debe regresar limpiamente, sin atascarse, sin demora. Los protectores sobre el pedal evitan activaciones accidentales por piezas caídas o por el movimiento de los pies.
Rompe el haz de la cortina de luz con un trozo de desecho mientras el ariete está en modo de acercamiento lento. El ariete debe detenerse o negarse a ciclar. Si no lo hace, esa pared invisible en la que confías con tus dedos es imaginaria.
De cualquier modo, una vez que el embrague se acopla o la válvula se abre, el ariete está comprometido hasta el fondo del recorrido. Los resguardos son tu última negociación antes del compromiso.
Si te saltas este ritual, estás apostando tus tendones, tus nudillos y los huesos de media pulgada de tus dedos a la esperanza de que todo funcione exactamente como ayer.
Un chico llamado Álvarez intentó “ganarle” al ariete con una lengüeta de 2 pulgadas.
Pieza corta. Acero dulce delgado. Pensó que podía sostenerla con dos dedos, dejar que el punzón la tocara, y luego retirarse mientras se doblaba. El ariete estaba en acercamiento lento. Parecía suave. Calculó mal el recorrido por quizá un cuarto de pulgada. El punzón atrapó la pieza, la pieza giró, y la punta de su dedo quedó entre el acero y el hombro del troquel.
Recogieron las astillas de hueso con un imán.
Ya inspeccionaste la jaula. Ya probaste el pedal. Ahora el ariete está en movimiento. La pregunta no es si el freno es seguro. La pregunta es si tus manos alguna vez cruzan al rango de ataque del depredador una vez que se compromete. Y cualquier cosa que esté entre el punzón y el troquel se vuelve más plana de lo que era: acero, guante o los huesos de tu mano.
Casi la mitad de las lesiones con prensas de potencia mecánica terminan en amputación. No es porque las máquinas sean impredecibles. Es porque las manos se deslizan a través de una línea invisible que los operadores se convencen de poder controlar.
Así que hacemos visible la línea.
Perdí la mitad de mi dedo índice izquierdo en un trabajo que “solo necesitaba un pequeño ajuste”. No había resguardos en aquel entonces. No había cortina de luz. Solo yo, una brida corta y la creencia de que la experiencia te da buen sentido del momento.
No es así.
Ponte frente a una prensa plegadora y mira la matriz inferior. La abertura en forma de V es el peligro obvio. Los principiantes se fijan en eso. Pero el 83 % de las lesiones reportadas ocurren fuera del área donde los resguardos están diseñados para proteger: durante pliegues inversos, cuando el material se dobla hacia arriba dentro del ariete, creando un nuevo punto de pellizco detrás del evidente.
La zona mortal no es una ranura. Es un volumen.
Defínela físicamente antes de ejecutar la primera pieza. Dibuja un plano vertical imaginario alineado con el borde frontal de la matriz inferior. Tus manos nunca cruzan ese plano una vez que la pieza está contra el tope trasero y te preparas para el ciclo. No para “empujar un poco”. No para “estabilizar”. No para “solo comprobar la alineación”.”
Permanente significa permanente.
Tu protocolo de colocación de manos es brutalmente simple:
Pulgares sobre la superficie superior, nunca envolviendo los bordes Palmas planas, dedos extendidos lejos de la abertura de la matriz Las manos se retiran completamente antes de que el pie toque el pedal
Ese último movimiento no es negociable. Manos despejadas. Pausa. Luego el pedal. Separa los movimientos para que tu cerebro no los mezcle.
Los dispositivos de detección de presencia ayudan. Las cortinas de luz detienen el ariete en la aproximación. Pero incluso con sensores, las lesiones aún ocurren, porque una vez que se activa el embrague o se abre la válvula, el ariete está comprometido hasta el fondo del recorrido. La tecnología compra milisegundos. La disciplina compra dedos.
Deja que tus nudillos pasen ese plano, y la matriz se los llevará por la articulación.
Entonces, ¿qué sucede cuando la pieza es demasiado pequeña para obedecer esa regla?
Vi a un veterano de 20 años operar una matriz Roto en soportes pequeños —retornos de 1 pulgada, muchas repeticiones—. Había hecho miles. Sostenía cada pieza entre el índice y el pulgar, un toque rápido al pedal, pliegue perfecto.
Hasta que una se quedó pegada en la punta del punzón.
Cuando quedó colgando, él instintivamente la alcanzó para despegarla mientras el ariete se invertía. La pieza se soltó y cayó, su dedo la siguió hacia adelante, y la matriz superior descendió en el siguiente ciclo antes de que su mano se apartara.
La experiencia no lo falló. La confianza sí.
Las piezas pequeñas son traicioneras porque invitan al control con la yema de los dedos. Cuanto más corta la brida, más cerca deben estar tus dedos para estabilizarla, a menos que rechaces esa premisa.
Si una pieza no puede sujetarse con las manos completamente fuera del plano prohibido, no usas tus manos.
Usa:
Pinzas de bloqueo con mordazas planas Dispositivos de sujeción magnéticos o mecánicos Plantillas personalizadas que amplían la superficie de manipulación
Las pinzas de bloqueo convierten una lengüeta de una pulgada en un mango de seis pulgadas. Una simple tira doblada y punteada como mango temporal mantiene la carne alejada del acero. Los talleres que dicen que las plantillas “tardan demasiado” son los mismos que normalizan violaciones graves de seguridad 88%.
Y aquí está la trampa dentro de la trampa: la mayoría de las lesiones no ocurren durante el ciclo principal de la prensa. Suceden durante la alineación y la extracción de la pieza, cuando el operador cree que la máquina está “entre” acciones. Metes la mano mientras el ariete está detenido en el punto muerto superior. El pie se desplaza. El pedal se roza. Y baja.
De cualquier forma, una vez que el embrague se acopla o la válvula se abre, el pisón está comprometido hasta el fondo del recorrido.
Sostén una lengüeta de una pulgada con los dedos desnudos dentro del espacio del troquel, y estás ofreciendo las falanges distales—los huesos pequeños en la punta—para ser aplastadas.
Piezas pequeñas manipuladas. Manos fuera del volumen. Bien.
Ahora, ¿cómo evitas que una lámina grande se desplace sin convertirte en su abrazadera?
Doblaba conductos de HVAC los fines de semana para ganar dinero para cerveza. Secciones grandes de 5 pies de calibre 22. Ligeras, flexibles y lo suficientemente molestas como para que quieras empujarlas con la cadera para cuadrarlas mientras pisas el pedal.
Vi a un tipo hacer exactamente eso: mano izquierda sujetando la pestaña, pie derecho en el pedal, cuerpo torcido. La lámina se deslizó del dedo del tope trasero media pulgada. Empujó hacia adelante para volver a colocarla mientras el ariete descendía. Sus nudillos se encontraron con la parte inferior del punzón.
Los topes traseros existen para sacar tus manos de la toma de decisiones. Son topes ajustables en la parte trasera de la cama que establecen la profundidad de doblado por posición, no por tacto. Si estás forzando una lámina para cuadrarla mientras el ciclo está en marcha, estás reemplazando una referencia mecánica con tu muñeca.
Ajusta el tope. Confirma el contacto. Luego suelta.
Si el material se levanta durante el doblado—común en bridas invertidas—usa abrazaderas de sujeción o doblados escalonados, no tu palma. El arco ascendente es parte de la zona de peligro. Recuerda que la prensa es un multiplicador de fuerza con un rango de golpe definido. Cuando el acero se flexiona, almacena energía. Cuando se libera, se mueve rápido.
Tu rutina de alineación siempre debe incluir:
Tope trasero ajustado y bloqueado antes de la primera pieza Doblado de prueba para confirmar la posición sin corregir con las manos a mitad del golpe Abrazaderas o soportes para láminas grandes, nunca el peso del cuerpo
La estabilización manual parece más rápida. No lo es. Solo transfiere el trabajo de resistir el tonelaje desde las herramientas endurecidas a los pequeños tendones que extienden tus dedos.
Usa tu mano como una abrazadera bajo carga, y los tendones extensores en la parte posterior de tus nudillos se romperán antes de que el acero ceda.
Grandes láminas bajo control. Piezas pequeñas extendidas. Manos disciplinadas.
Ahora añade otro humano.
Los talleres pequeños—especialmente los que tienen pocos fondos—adoran el doblado a dos personas en piezas largas. Uno alimenta. Uno maneja el pedal. Suena eficiente.
Investigué un caso donde el ayudante sostenía el extremo lejano de un canal de tres metros. El operador dijo “libre”. El ayudante pensó que quería decir “libre para ajustar”. Cambió su agarre más cerca de la matriz justo cuando el pedal bajó.
Sin cortina de luz en ese lado. Sin segundo pedal. Solo suposiciones.
En la operación a dos personas, la ambigüedad es el verdadero peligro. ¿Quién posee el movimiento? ¿Quién confirma que las manos están libres? Si la respuesta es “los dos”, entonces no es ninguno de ustedes.
Establécelo explícitamente:
Un operador controla el pedal—siempre la misma persona “Libre” verbal reconocido por ambos antes de cada movimiento Ninguna mano dentro del plano prohibido a menos que el pie del pedal esté físicamente fuera del interruptor
Quita el pie. Talón en el suelo. Hazlo visible. Porque en las pequeñas empresas—donde la capacitación es escasa y la presión de producción intensa—los fallos de coordinación no son casos raros. Son previsibles.
No me importa cuánto tiempo hayan trabajado juntos. No me importa si pueden leer la mente del otro. El acero no lee mentes. Obedece la fuerza.
Si fallas esa señal, el freno no va a negociar. Aplastará los metacarpos—los huesos largos de tu mano—en fragmentos que verás en una radiografía.
Querías saber cómo operar dentro de la zona letal sin convertirte en parte de ella.
No confías en el reflejo. No confías en la experiencia. Construyes hábitos que mantienen la carne fuera del espacio que pertenece a la máquina.
Porque el freno está tranquilo hasta que deja de estarlo.
Y la siguiente pregunta es esta: ¿cómo reconoces los signos sutiles de que algo en esa calma ha cambiado antes de que quite más que una yema del dedo?
Una prensa plegadora no pasa de “segura” a “mortal” sin susurrar primero.
Aprendí eso de la manera difícil cuando una prensa hidráulica que había operado durante quince años empezó a terminar su carrera descendente con una leve sacudida—nada dramático, solo un temblor que sentías más en las botas que en los oídos. El chico a mi lado dijo: “Siempre hace eso.” No lo hacía. El ariete estaba dudando en el último medio centímetro porque una válvula se atascaba con el calor. La apagamos. A la mañana siguiente el técnico desmontó el colector y encontró rayaduras que habrían convertido esa vacilación en un tirón.
Y lo que quede entre el punzón y la matriz se vuelve más plano de lo que era: acero, guante o los huesos de tu mano.
Ya entiendes que la zona de peligro se define por el espacio. Ahora debes entender que también se define por el comportamiento. Las máquinas cambian su comportamiento antes de fallar. La pregunta no es si te advierten. Es si te has entrenado para escuchar la advertencia en lugar de discutir con ella.
Doblaba conductos de climatización los fines de semana por dinero para cerveza, y una vieja prensa mecánica allí tenía un sonido como de cremallera cada tercer golpe. No era fuerte. No era dramático. Solo incorrecto. El dueño del taller le llamaba “carácter.” Dos semanas después, una zapata de matriz se agrietó completamente porque había estado oscilando en el soporte.
El acero habla a través de la vibración mucho antes de romperse.
El rechinamiento significa fricción donde no debería haberla—habitualmente un desalineamiento entre el punzón y la matriz o contaminación en las guías (las superficies deslizantes que guían el ariete). El agarrotamiento se siente como si el ariete trabajara más duro a mitad de carrera, ralentizándose ligeramente cuando la presión aumenta. Una vibración inusual en el bastidor puede indicar tonelaje desigual a lo largo de la mesa, especialmente en cargas descentradas.
Esto es lo que debes revisar antes de volver a ciclar:
Una prensa en buen estado tiene un ritmo. Abajo. Contacto. Formado. Arriba. Cuando ese ritmo titubea, algo está resistiendo una fuerza que antes manejaba sin problema. El calor puede dilatar los componentes. Las herramientas pueden asentarse de manera desigual. Los sistemas hidráulicos pueden debilitarse gradualmente antes de perder presión por completo, como el pedal de freno de un camión que se endurece cuando lo bombeas—hasta que deja de hacerlo.
Si descartas ese primer titubeo, estás apostando tus dedos a que la fricción se arreglará sola.
No lo hará.
Una vez vi a un aprendiz intentar “salvar” una doblez torcida metiendo la mano a mitad de carrera para empujar un panel y alinearlo. Pensó que era más rápido que el ariete. En cualquier caso, una vez que el embrague se acopla o la válvula se abre, el ariete está comprometido hasta el fondo de la carrera.
Eso es física, no política.
Abortar un ciclo no trata de entrar en pánico. Se trata de reconocimiento. Si ves que la pieza se levanta del hombro de la matriz, si escuchas un chasquido agudo que no es el ruido normal del material al partirse, si el ariete se desacelera inesperadamente bajo una carga que has ejecutado cien veces—ese es tu momento.
En las prensas hidráulicas modernas, usa el control de paro o suelta completamente el pedal si la máquina está diseñada para regresar al soltarlo. En las prensas mecánicas de volante, puede que no tengas ese lujo; una vez enganchadas, completan la carrera. Averigua en cuál estás antes de confiar en tus reflejos.
Y cuando abortes, sigue tres reglas:
Nunca persigas un ariete en movimiento. Nunca “ayudes” a terminar una doblez.
Porque si calculas mal el tiempo por medio segundo, las falanges distales —los huesos pequeños en las puntas de los dedos— serán aplastadas antes de que tu cerebro termine la decisión.
Placa grande. Un cuarto de pulgada. Carga descentrada. Vi una lámina girar ligeramente mientras el punzón descendía, lo suficiente como para indicar que el tope trasero no se había asentado bien. El operador intentó sostenerla con la palma.
La máquina ganó esa discusión.
Cuando una pieza de trabajo gira o se desliza durante una doblez, te está diciendo una de tres cosas: el tope trasero no está alineado correctamente, la superficie del material está contaminada (el aceite reduce la fricción), o la distribución del tonelaje es desigual a lo largo de la abertura de la matriz. A veces es algo más sutil: el desgaste de las herramientas hace que la pieza busque una ruta de menor presión.
No corriges la rotación con fuerza. Restableces las condiciones.
Si el deslizamiento se repite en piezas idénticas, sospecha desgaste de las herramientas o deformación del marco bajo carga. Eso no es un “problema de la pieza”. Es el depredador moviéndose dentro de su jaula.
Aquí está la verdad incómoda: algunos fallos son silenciosos. La acumulación de calor puede expandir los componentes sin chirridos ni roces. El exceso de tonelaje puede estirar los sujetadores microscópicamente antes de que algo parezca mal. Por eso no confías solo en el ruido. Sigues patrones: lecturas de presión, consistencia de las piezas, fuerza requerida. Si hoy la doblez necesita más recorrido del pedal que ayer para el mismo material, eso es un dato.
Leer la máquina no es algo místico. Es atención disciplinada.
Dejas de discutir con los pequeños cambios. Los registras. Actúas pronto, cuando lo único en riesgo es el desperdicio.
Porque una vez que el cambio se vuelve dramático, la zona de peligro no se ha movido.
Te has movido tú.
Un joven del segundo turno una vez apagó una prensa “solo por la noche” y dejó el ariete suspendido una pulgada sobre la matriz. La presión hidráulica se agotó mientras dormía. El del turno de la mañana se acercó, metió la mano para limpiar una rebaba, y el ariete descendió esa última pulgada como una mandíbula que se cierra.
Nada dramático. Solo el acabado del peso que la presión comenzó.
Ya sabes que tienes que leer el comportamiento de la máquina antes de que muerda. Eso es consciencia. Pero la consciencia se desvanece cuando estás cansado, apurado o aburrido. Un marco es lo que te sostiene cuando tu atención falla.
Aquí viene la parte no tan obvia: no construyes seguridad reaccionando mejor. La construyes asegurándote de que la máquina esté a cero energía —sin presión acumulada, sin masa suspendida, sin un golpe a medio terminar— cada vez que te alejas, aunque sea por treinta segundos.
Cero energía significa tres cosas, y solo tres:
Si te saltas ese ritual una vez porque “solo tomará un segundo”, le has enseñado a tus manos que la zona de peligro a veces negocia. No lo hace.
No te elevas al nivel de la ocasión en un taller. Caerás al nivel de tus hábitos.
Así que el sistema real no es una planilla ni una hoja de verificación. Es esto: cada doblez comienza y termina con la máquina en una condición tal que, si te desmayaras, nada se movería.
Eso suena excesivo hasta que te preguntas qué pasa cuando el cansancio llega en la hora diez en lugar de la ocho.
Vi a un hombre cortarse la palma con una rebaba tan pequeña que parecía pelusa. Se sobresaltó. Su codo golpeó el pedal. El émbolo descendió dos pulgadas antes de que lograra detenerse.
El freno no causó ese corte. Lo causó el último operador.
La disciplina posterior al doblado no es limpieza. Es control de fuerza por delegación. Las rebabas son caos almacenado: diminutas cuchillas que disparan reflejos. Los reflejos son violentos y rápidos. Y todo lo que queda entre el punzón y la matriz se aplana más de lo que estaba: acero, guante o los huesos de tu mano.
Después de cada tanda, haces tres cosas:
¿Notas lo que falta? No hay “una pasada rápida”. No hay “lo haré luego”. Terminas el ciclo hasta el cero. Dejas al depredador de vuelta en su jaula, no a mitad del salto.
Y aquí es donde la mayoría de los talleres se equivocan: hacen una pausa, pero no neutralizan. En cirugía, un breve descanso solo reducía los errores cuando se liberaba realmente la presión dentro del abdomen. El mismo principio se aplica aquí. Una pausa sin despresurizar el riesgo es solo un respiro antes del siguiente error.
Así que cuando te detienes, eliminas energía. No solo movimiento. Energía.
Porque el próximo operador podrías ser tú mañana, con menos sueño y reflejos más lentos.
Doblaba conductos de HVAC los fines de semana por dinero para cerveza, y aprendí algo desagradable sobre mí mismo alrededor de las 9:45 p. m. Las piezas estaban apiladas, la cuota alcanzada, y mi cerebro ya estaba gastando el cheque de mañana antes de terminar el último golpe de hoy.
Ahí es cuando las pequeñas desviaciones dejan de parecer importantes.
La fatiga no se anuncia con bostezos. En turnos industriales largos, los operarios pueden caer en micro-sueños—de segundos de duración—sin saberlo. El tiempo de reacción se alarga. El juicio se suaviza. En los turnos nocturnos, sucede antes y golpea con más fuerza porque tu ritmo circadiano—el reloj interno del cuerpo—está luchando contra ti.
Así que el último doblez del día no es peligroso porque sea el último.
Es peligroso porque piensas que ya terminaste.
Tu protocolo de reinicio al final del turno no es opcional:
Ese último paso parece tonto. Bien. Obliga al cerebro pensante a volver a activarse.
Estás interrumpiendo el piloto automático. Estás demostrando que sigues presente.
De cualquier manera, una vez que se engrana el embrague o se abre la válvula, el ariete está comprometido hasta el fondo del recorrido. Si tu cerebro se desconectó medio segundo antes, tus metacarpianos —los huesos largos de tu mano— pagarán el precio.
El reinicio no tiene que ver con la confianza.
Tiene que ver con la desconfianza hacia tu propia fatiga.
Lo que plantea la siguiente pregunta: ¿cómo sabes cuándo estás listo para asumir trabajo más complejo sin que esa desconfianza se convierta en parálisis?
Vi a un aprendiz que podía doblar al aire simples soportes todo el día. Suave. Tranquilo. Luego lo pasamos a piezas pequeñas de acero inoxidable—ligeras, repetitivas, de menos de 25 libras. En una hora tenía las muñecas flojas, las piezas mal colocadas, los topes posteriores golpeados con prisa.
Complejo no siempre significa pesado.
A veces significa repetitivo en una máquina sobredimensionada para la tarea, donde la fatiga se acumula silenciosamente y los malos hábitos se solidifican rápidamente.
Te gradúas cuando tres cosas son verdaderas:
¿Notas lo que no está en esa lista? Velocidad. Cantidad de piezas. Confianza.
La competencia se mide por lo que te niegas a hacer.
La mentalidad de energía cero convierte la plegadora no en una herramienta que “operas”, sino en un multiplicador de fuerza que gestionas. Dejas de preguntarte: “¿Puedo hacer este doblez?” y comienzas a preguntar: “¿Está la máquina en un estado donde nada inesperado pueda moverse?”
Esa pregunta transforma cada movimiento que haces—dónde te colocas, cuándo intervienes, cómo limpias las piezas, cuándo llamas a mantenimiento.
Lleva esto contigo: la seguridad no es una reacción al peligro. Es una condición permanente que creas antes, durante y después de cada golpe.
La zona de peligro nunca se reduce.
Tu disciplina decide si alguna vez entras en ella.


















