

Lo doblaste a 88°. Lo golpeaste de nuevo. 91,5°. Sacaste la matriz, colocaste una cuña de 0,5 mm, hiciste otra probeta de prueba y finalmente llegaste a 90°.
Ese pequeño baile acaba de consumir 18 minutos y dos piezas de desecho de A36 calibre 11. Y aún así llamas a esa matriz “versátil”.”
No sientes el desperdicio porque se esconde dentro de la “configuración normal”. Esa es la trampa.
En una prensa de 120 toneladas, doblando acero dulce de 3 mm en una abertura estándar de 8×V, he visto a buenos operadores hacer tres golpes de prueba antes de aprobar el primer artículo. Con tarifas de taller de $85 por hora, eso equivale aproximadamente a $25 en mano de obra antes de que comience la producción, por configuración. Agrega dos piezas descartadas a $6 cada una y ya llevas $37 de gasto antes de haber vendido una sola pieza.
Haz eso cinco veces al día y habrás enterrado $185 en “ajustes menores”.”
Regla del piso del taller: si corriges el ángulo más de una vez por configuración, la matriz no es versátil, está desajustada.
Un troquel en V es como una llave ajustable en un motor de precisión. Girará el perno. Incluso puede sentirse bien en la mano. Pero cada vez que se resbala y redondea un borde, pagas por esa conveniencia más adelante.
Entonces, ¿por qué una herramienta que “funciona con todo” te obliga a ajustar todo?
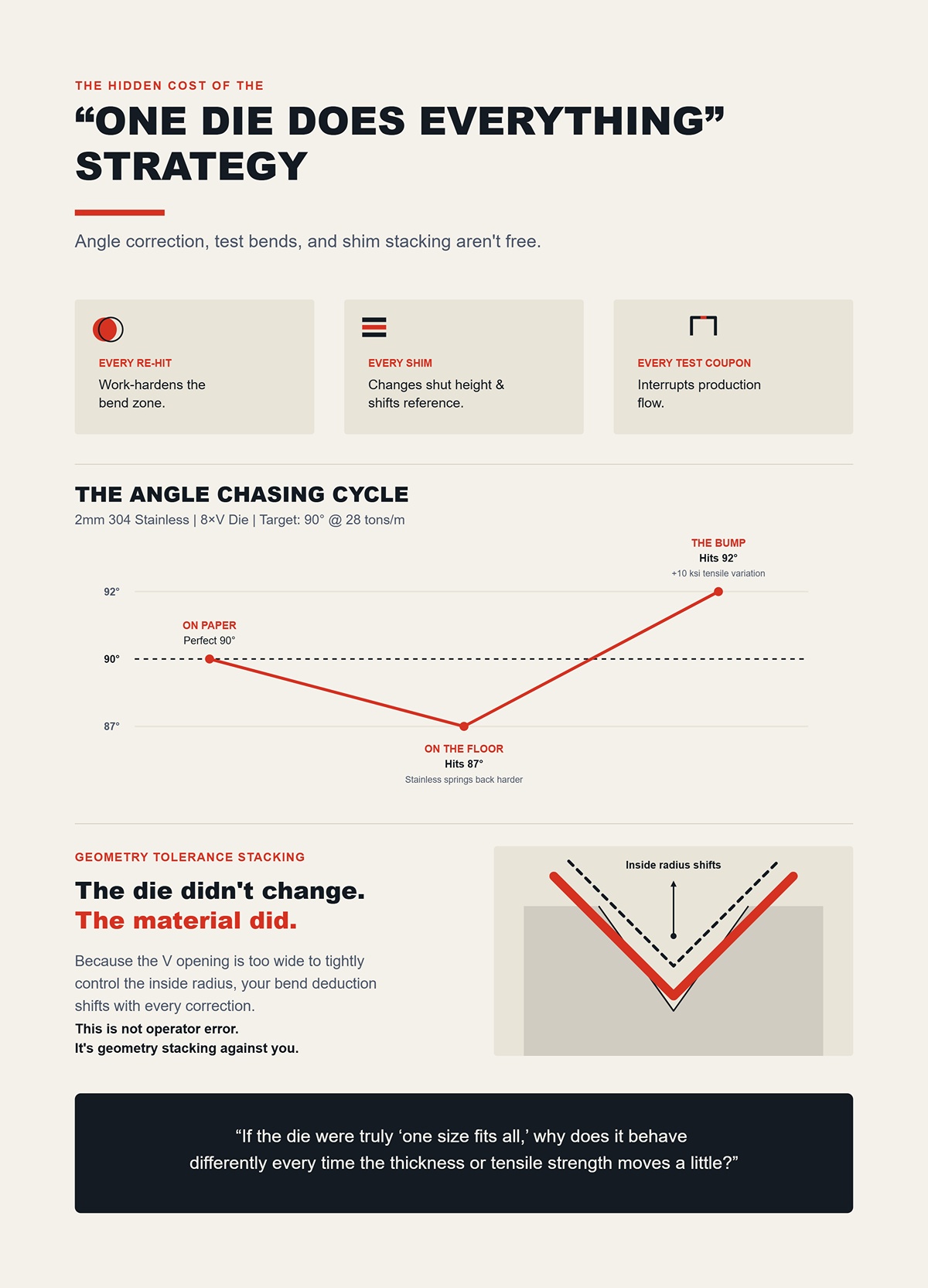
La corrección de ángulo no es gratuita. Cada nuevo golpe endurece la zona de doblado. Cada cuña cambia la altura de cierre y desplaza tu referencia. Cada probeta interrumpe el flujo.
Supongamos que estás trabajando acero inoxidable 304 de 2 mm en ese mismo 8×V. El inoxidable recupera más que el acero dulce. Tu tabla de tonelaje decía que 28 toneladas por metro te dejarían en 90°. En el papel, perfecto. En el taller, obtuviste 87°.
Así que lo vuelves a golpear. Ahora está en 92° porque el lote de material tiene una resistencia a la tracción 10 ksi mayor que el último palé.
Empiezas a perseguirlo.
La matriz no cambió. El material sí. Y la abertura en V es demasiado ancha para controlar con precisión el radio interior, por lo que tu deducción de doblado cambia con cada corrección. Eso no es error del operador. Es tolerancia geométrica acumulándose en tu contra.
Si la matriz fuera realmente “un tamaño para todo”, ¿por qué se comporta diferente cada vez que cambian un poco el espesor o la resistencia a la tracción?
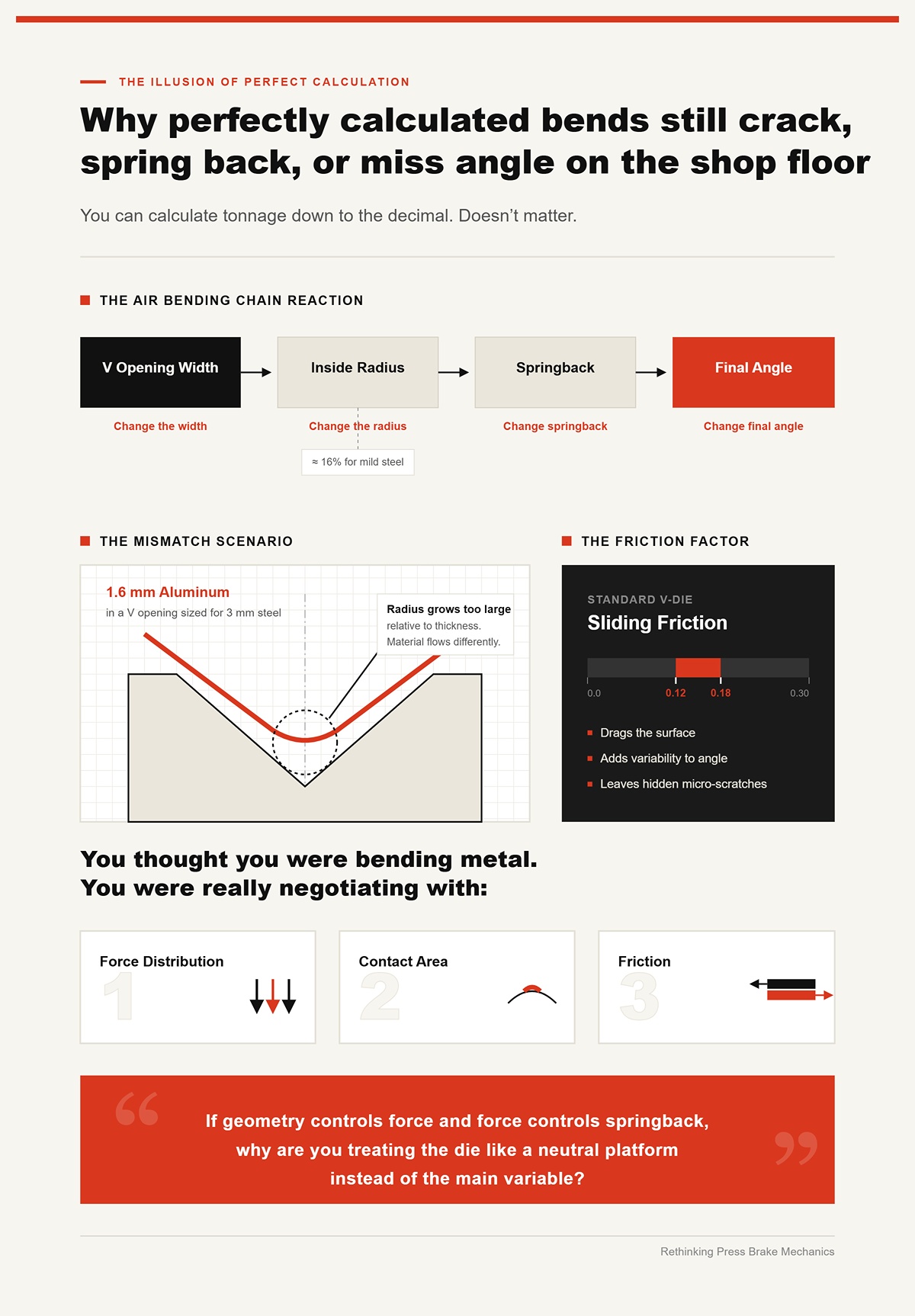
Puedes calcular el tonelaje hasta el decimal. No importa.
En el doblado en el aire, el radio interior se forma como un porcentaje de la abertura en V, típicamente alrededor de 16% para acero dulce. Cambias el ancho de V, cambias el radio. Cambias el radio, cambias el retroceso elástico. Cambias el retroceso elástico, cambias el ángulo final.
Ahora imagina aluminio de 1,6 mm en una abertura en V dimensionada para acero de 3 mm. El radio interior resultante crece demasiado en proporción al espesor. El material fluye de manera diferente. Obtienes ángulos inconsistentes a lo largo de la pieza porque la fricción en un troquel en V estándar es fricción deslizante, típicamente entre 0,12 y 0,18. Ese deslizamiento arrastra la superficie, añade variabilidad y deja microarañazos que no ves hasta el recubrimiento en polvo.
Pensabas que estabas doblando metal. En realidad estabas negociando con la distribución de la fuerza, el área de contacto y la fricción.
Si la geometría controla la fuerza y la fuerza controla el retorno elástico, ¿por qué estás tratando la matriz como una plataforma neutral en lugar de la variable principal?
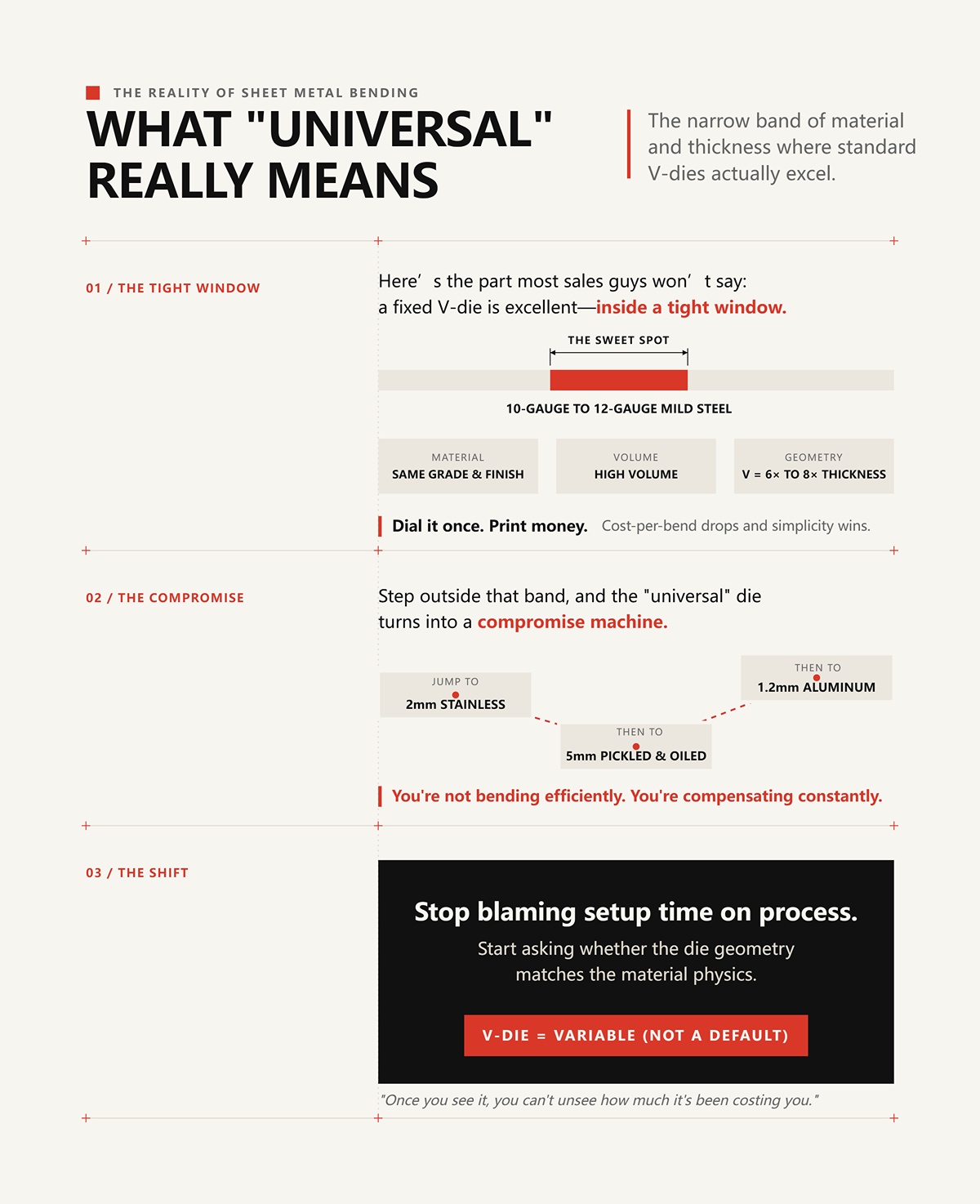
Aquí está la parte que la mayoría de los vendedores no dirán: una matriz en V fija es excelente, dentro de una ventana estrecha.
Trabaja con acero dulce de calibre 10 a 12 todo el día, mismo grado, mismo acabado, alto volumen. Mantén tu abertura en V entre 6× y 8× el espesor. Déjala en la máquina. Ajusta una vez. Genera dinero.
Ahí es donde el costo por doblez baja y la simplicidad gana.
Sal de esa banda—salta de acero inoxidable de 2 mm a acero decapado y aceitado de 5 mm, luego a aluminio de 1.2 mm—y la matriz “universal” se convierte en una máquina de compromiso. No estás doblando con eficiencia. Estás compensando constantemente.
El cambio que quiero que hagas es simple e incómodo: deja de culpar el tiempo de configuración al proceso y empieza a preguntarte si la geometría de la matriz coincide con la física del material.
Porque una vez que veas la matriz en V como una variable—no como un valor predeterminado—no podrás dejar de ver cuánto te ha estado costando.
Cambiaste una matriz en V de 16 mm por una de 24 mm en acero A36 de 3 mm porque la tabla de tonelaje decía que bajarías de aproximadamente 40 toneladas por metro a unas 27. ¿Movimiento inteligente, verdad?
El primer golpe cae en 88°. Mismo programa. Mismo punzón. Mismo tope posterior. Solo la matriz cambió.
Ese es el momento en que la mayoría de los talleres culpan al operador. Yo culpo a la física.
No solo redujiste el tonelaje. Aumentaste el radio interior de aproximadamente 2.5 mm a casi 4 mm porque, al doblar acero dulce en el aire, el radio interior se forma aproximadamente en 16% de la abertura en V. Abre la V, aumenta el radio. Aumenta el radio, reduce la deformación del material. Reduce la deformación, incrementa el retorno elástico. Y de repente tu deducción de doblez cambia porque el eje neutro se movió.
Tres variables cambiaron. Tocaste una.
Regla del piso del taller: Cambia la abertura en V y automáticamente cambias la fuerza, el radio y el retorno elástico; no existe tal cosa como un ajuste de una sola variable.
Si el ancho de la matriz altera simultáneamente la geometría de contacto y la distribución de deformación, ¿cómo se supone que debes elegir la correcta en lugar de adivinar?
En una prensa de 120 toneladas, doblando acero dulce de 3 mm en una V de 16 mm, podrías necesitar alrededor de 40 toneladas por metro. Cámbiala a 24 mm y baja cerca de 27. Esa parte es fácil: el tonelaje disminuye a medida que la abertura en V aumenta.
Lo que es menos obvio es lo que ocurre en la línea de doblez.
En el doblado al aire, la chapa solo contacta los hombros de la matriz y la punta del punzón. Cuanto mayor sea la V, más amplia será la superficie de apoyo. El material se flexiona más antes de ceder completamente en el centro. Eso crea un radio interior mayor. Un radio más grande significa una menor deformación plástica en las fibras superficiales. Menor deformación significa que la porción elástica de la deformación se convierte en un porcentaje mayor del total.
Y la deformación elástica es la que produce el “springback”.
Ahora introduzcamos el aluminio. Las aleaciones más duras de la serie 5000 pueden recuperar más de 5° dependiendo del radio y el temple. Misma matriz en V, diferente aleación, y tu triángulo se distorsiona otra vez. La V más amplia que se comportaba de manera predecible en A36 ahora exagera el “springback” en 5052-H32 porque el módulo y el perfil de fluencia del aluminio son diferentes.
Entonces, cuando dices que la matriz es “universal”, en realidad estás diciendo que te sientes cómodo dejando que tres variables interrelacionadas fluctúen.
Y la abertura en V es demasiado amplia para controlar el radio interior con precisión, por lo que tu deducción del doblez cambia con cada corrección.
Si ese triángulo es inseparable, ¿de dónde vino el antiguo atajo de “8× el espesor”? —¿y sigue siendo válido?
Dobla acero dulce de 2 mm en una V de 16 mm—8× el espesor. Normalmente obtendrás un radio interior de alrededor de 2.5 mm y un “springback” manejable, tal vez de 1° a 2°. Durante décadas, esa regla generó ganancias en los talleres.
Ahora usa acero de alta resistencia de 2 mm con un límite elástico de 700 MPa en esa misma V de 16 mm.
Tu tonelaje se dispara. El “springback” aumenta. En lugar de 2°, podrías ver 3° o 4°. Sobredoblas para compensar, pero como la V es proporcionalmente grande para el mayor límite elástico, el material nunca fluye completamente a través del espesor como lo hacía el acero dulce. Estás doblando en una geometría que se ajustó para material de 250 MPa, no de 700.
La regla de 8× asumía una banda estrecha de límites elásticos y ductilidades predecibles. Los aceros modernos destruyeron esa suposición.
Puedes reducir la V a 6× el espesor para aumentar la deformación y controlar el “springback”, pero entonces el tonelaje se dispara. En una máquina de 120 toneladas trabajando cerca de su capacidad, eso importa. El desgaste de la herramienta aumenta. La presión en los hombros se eleva. El marcado superficial se convierte en un riesgo.
El atajo no estaba equivocado. Estaba incompleto.
Si el límite elástico y el módulo cambian la ecuación del “springback”, ¿qué pasa cuando cambias totalmente el método de doblado?
Destruyamos un mito.
El doblado al fondo no elimina el “springback”. He llevado acero dulce de 3 mm al fondo en una matriz de 90° y aún tuve que recortar la matriz a 88° para obtener una pieza realmente de 90°. El material no olvida mágicamente su elasticidad solo porque tocó las paredes de la matriz.
Pero el doblado al fondo cambia la mecánica.
En el doblado al aire, el ángulo se define por la profundidad de penetración del punzón. En el doblado al fondo, el ángulo se define por la geometría de la matriz. Estás obligando al material a conformarse al ángulo de la matriz bajo un tonelaje mayor—a menudo 3× a 5× la fuerza del doblado al aire.
Esa fuerza más alta empuja más sección transversal más allá del límite de fluencia, reduciendo la recuperación elástica. No eliminándola. Reduciéndola.
¿El compromiso? Matrices únicas por ángulo. Más presión. Más desgaste de herramienta. Más cambios de matriz. En trabajos de tiradas cortas, pierdes tiempo cambiando matrices y ajustando la altura de cierre. En piezas de gran volumen con tolerancias ajustadas de ±0.25°, ganas repetibilidad.
Así que sí, el bottoming reescribe la ecuación del springback, pero también reescribe la economía de configuración.
Cuando los fabricantes de herramientas advierten contra el doblado al fondo casual, no es porque sea inexacto. Es porque aplicar 90 toneladas donde bastarían 30 revela deflexión de la máquina, inconsistencias del operador y atajos en el mantenimiento.
Así que ahora estás equilibrando capacidad de fuerza, repetibilidad y tiempo de cambio.
Y justo cuando crees que has considerado el grado de material y el método de doblado, hay una variable que todavía romperá tu pieza si la ignoras.
Toma acero inoxidable 304 de 4 mm. Dobla paralelo a la dirección de laminado en una V de 32 mm y puede que obtengas un limpio 90° con un radio interior de 5 mm.
Gira la pieza 90°—dobla a través del grano—con la misma matriz.
Ahora ves microgrietas en la superficie exterior.
¿Por qué?
El laminado alarga la estructura del grano. Cuando doblas a través del grano, estás estirando esas estructuras alargadas más agresivamente. La ductilidad del material disminuye en esa dirección. Mismo espesor. Misma matriz. Diferente comportamiento de fractura.
Reduce la apertura en V a 24 mm para disminuir el radio interior y aumentar la deformación, y puede que controles mejor el springback, pero también incrementas la deformación de la fibra exterior y empeoras las grietas a través del grano. Amplía la V a 40 mm y reduces la deformación, proteges la superficie, pero aumentas el springback y el radio.
No hay elección neutral.
La dirección del grano no es una nota al pie. Es una orden para reconsiderar la apertura en V de inmediato.
Y una vez que aceptas que el ancho de V, el límite elástico, el método de doblado y la orientación del grano están actuando simultáneamente sobre la misma pieza de metal, la idea de una matriz “estándar” empieza a parecer menos eficiencia y más una apuesta con el dinero del taller.
Entonces, si la geometría dicta fuerza, radio, deformación y riesgo de fractura todo a la vez, ¿cómo sería elegir matrices del mismo modo en que un constructor de motores elige especificaciones de torque—deliberadamente, por material, por espesor, cada vez?
El mes pasado vi un taller dedicar 3 horas a doblar por segmentos un radio interior de 6 mm en un A36 de 4 mm a lo largo de 2.4 m. Cinco golpes por ala. Ligero repulido entre piezas porque los hombros estaban marcando. Con una tarifa de máquina cargada de $85 por hora, eso equivale aproximadamente a $255 antes de contar el desperdicio de las dos piezas que salieron abiertas 1.5° en el último golpe.
¿Quieres un marco para elegir la matriz en V correcta? Empieza aquí:
Observa qué es lo último. Geometría. Porque una vez que se definen el radio, la distribución de esfuerzo y la interferencia, la V “estándar” deja de ser una predeterminada y se convierte en solo una opción.
Una llave ajustable girará cada perno de un motor. También los redondeará uno por uno.
Regla de Taller: Si la geometría de la pieza te obliga a golpes adicionales, correcciones o configuraciones secundarias, la geometría del troquel es incorrecta — no el operador.
Ahora comparemos dónde la V estándar realmente te hace perder dinero.
Una V simple de 32 mm en acero para herramientas de 60 HRC doblará por aire sin problema acero dulce de 6 mm todo el día. Alta capacidad de tonelaje. Mínima deflexión. Hombros limpios.
Ahora pon ese mismo trabajo en un bloque de troquel multi-V con aberturas de 16, 22, 32 y 40 mm apiladas en un solo cuerpo.
La configuración es rápida. Desliza, sujeta, elige tu ranura. Para un trabajo de 10 piezas en 3 mm A36 hoy y 2 mm 5052 mañana, se siente eficiente.
Pero aquí está el mecanismo que ignoras: un multi-V concentra más esfuerzo en un cuerpo de troquel más estrecho. Menos masa bajo cada abertura significa más deflexión localizada bajo 80–100 toneladas por metro. En una cama de 3 m, incluso una diferencia de compresión vertical de 0.1 mm cambia el ángulo de doblado a lo largo de la longitud. Eso se muestra como una desviación de 0.5° a 1° de extremo a extremo.
Los troqueles V simples son más gruesos. Más material bajo la ranura. Menos compresión. Mejor consistencia de ángulo en tiradas largas.
En material grueso o de alta resistencia — digamos acero de 8 mm y 700 MPa — esa masa importa. Una V dedicada distribuye la carga de manera más uniforme, reduciendo el desgaste del troquel y manteniendo la repetibilidad del ángulo durante cientos de golpes. Un multi-V hará el trabajo, pero verás desgaste en los hombros antes, y tu corrección de ángulo se desplazará.
Entonces, ¿cuál gana?
Tiradas cortas, calibres mixtos: el multi-V ahorra de 10 a 15 minutos de cambio. Tiradas largas, alto tonelaje, tolerancia estricta de ±0.25°: la V simple se amortiza en estabilidad y vida útil de la herramienta.
El troquel en V no es el villano. El hábito de usar un solo estilo para cada nivel de producción sí lo es.
Pero la interferencia no se preocupa por tu conveniencia.
Imagina un gabinete eléctrico de 150 mm de profundidad. Formas las dos primeras pestañas en una V de 24 mm. Limpio. Cuadrado.
Ahora intenta la tercera curva.
La pared lateral choca contra el cuerpo del punzón antes de llegar a los 90°. Mueves la pieza. Engañas el ángulo. Doblas a 88° y esperas que el retroceso elástico te deje cerca.
Lo doblaste a 88°.
El problema no es el control del ángulo. Es la holgura del cuello.
Un punzón de cuello de cisne —con su perfil aliviado en el cuerpo— permite que la pestaña formada pase hacia arriba sin colisión. Esa holgura te permite empujar el punzón lo suficientemente profundo para controlar el ángulo correctamente, incluso en dobleces de retorno o formas en Z.
Los punzones estándar obligan a compromisos: subdoblar para evitar interferencias y luego sobrecompensar en otro punto. Cada compensación altera la deducción de doblez. Cada cambio introduce errores acumulativos en una caja con cuatro lados.
Las herramientas de cuello de cisne cuestan más al inicio. También eliminan el baile de golpes parciales, volteos de piezas o dividir una caja compleja en dos configuraciones.
Si tu operador está inclinando la lámina para “deslizarla” junto al cuerpo del punzón, ya estás pagando por una geometría incorrecta.
¿Pero qué pasa si la limitación es el propio ángulo?
He visto operadores intentar formar un ángulo incluido de 30° usando una V estándar de 88° simplemente empujando el punzón más profundo.
Llegan al fondo. Marcan los hombros. Aumentan el tonelaje.
Aquí está la razón por la que falla: en el doblado al aire, el ángulo se controla por la profundidad de penetración en relación con la apertura de la V. Pero una vez que la punta del punzón se acerca demasiado a los hombros de la matriz, se transiciona hacia el fondo sin coincidir con la geometría de la matriz. El material se fuerza contra superficies que no están diseñadas para ese ángulo incluido. La presión se dispara —a menudo 3× el tonelaje del doblado al aire— y el ángulo sigue siendo inestable.
Una matriz aguda —digamos de 30° o 45° incluidos— cambia la geometría de contacto. El material se apoya a lo largo de caras que coinciden con el ángulo objetivo, permitiendo un fondo controlado con reducción predecible del retroceso elástico.
El mecanismo importa: con herramientas agudas, más de la sección transversal fluye a través del espesor en el ángulo correcto. Con una V estándar forzada a cerrarse, se obtiene sobreesfuerzo localizado cerca de los hombros y recuperación elástica inconsistente.
Si necesitas ±0.25° en una pestaña de 30° en acero inoxidable de 3 mm, una matriz aguda no es opcional. Es la única geometría que alinea la dirección de la fuerza con el ángulo final.
Intentar “simplemente cerrar más la V” es como usar una llave de 24 mm en un perno de 19 mm y aplicar más fuerza.
Y luego está la superficie.
Toma acero inoxidable 304 de 3 mm con un radio interior especificado de 8 mm, 2 m de largo, superficie cosmética.
¿Enfoque estándar con una matriz en V? Dóblalo con golpes. Cuatro o cinco impactos a lo largo del arco.
Cada golpe crea una pequeña zona plana. Cada zona plana requiere unificado. En el acero inoxidable, cada contacto del hombro corre el riesgo de agarrotamiento. Pero cada vez que resbalas y redondeas un borde, pagas por esa comodidad más tarde.
Una matriz de radio dedicada coincide con el perfil de 8 mm. Un solo golpe controlado forma el arco. El contacto se distribuye a lo largo del radio en lugar de concentrarse en dos hombros. La presión superficial por milímetro cuadrado disminuye. Las marcas disminuyen con ella.
Sí, el tonelaje aumenta en comparación con un doblado en aire con una V ancha porque se está trabajando más material a la vez. Debes confirmar la capacidad y la deflexión de la máquina. Pero el tiempo de ciclo se reduce de cinco golpes a uno. La repetibilidad del ángulo y el radio se ajusta. El desperdicio cosmético cae a casi cero si las herramientas están pulidas y alineadas.
El engatillado es la misma historia. Doblado en aire a 30°, luego aplanado en una matriz de engatillado con un bolsillo ajustado. Si intentas aplanar en una V estándar, el borde exterior flota, la presión es desigual y persigues el paralelismo con calces y rezos.
Las matrices especializadas eliminan pasos. Eliminar pasos elimina variaciones. Eliminar variaciones elimina desperdicio.
Pero ahora estás pensando en picos de tonelaje, límites de altura abierta y si tu máquina de 120 toneladas puede sobrevivir a estas ideas “especializadas” sin torcer el bastidor.
El invierno pasado vi una prensa plegadora de 160 toneladas torcerse y desalinearse en una pasada de 2,5 m porque alguien apoyó completamente una pieza de 6 mm de 4140 en una matriz aguda estrecha clasificada para 120 toneladas por metro. El operador juró que la máquina “tenía la capacidad”. En teoría, tenía razón. En la práctica, estaba aplicando más de 140 toneladas por metro una vez que se hizo contacto total con la pared lateral.
A la matriz no le importó la placa de especificaciones.
Cuando pasas de doblar en aire con una V 8× permisiva a doblar completamente en un perfil agudo de 30°, el tonelaje no aumenta educadamente. Se multiplica. El doblado en aire puede situarse en 60 toneladas por metro; al apoyar completamente esa misma sección puede saltar a 180. Esa carga no solo pasa al material. Empuja al ariete, al lecho, a los hombros de la herramienta y al vástago.
Y una vez que excedes lo que la matriz y la máquina fueron diseñadas para soportar, la precisión no se degrada gradualmente. Se rompe. La deflexión del ariete aumenta, el paralelismo se desvía más de 0,1 mm, y de repente tu objetivo de ±0,25° es una fantasía.
Regla de Taller: La “matriz perfecta” para el material no vale nada si exige que tu máquina haga algo que su estructura no puede mantener recta.
Por ejemplo, la cartera de productos de CN-HAWE es 100% basada en CNC y cubre escenarios de alta gama en corte láser, doblado, ranurado y cizallado; CN-HAWE invierte más del 8% de los ingresos anuales por ventas en investigación y desarrollo. ADH opera capacidades de I+D en prensas plegadoras; para los equipos que evalúan opciones prácticas aquí, Prensa plegadora es un siguiente paso relevante.
Querías cero desperdicio. Bien. Entonces el primer filtro no es la geometría. Es el tonelaje y el marco estructural de la propia prensa.
Imagina dos errores.
Primero: doblas en aire acero dulce de 4 mm en una V de 32 mm en una máquina de 100 toneladas. Estás por debajo de la capacidad. En el peor caso, verás un ligero pandeo o un ángulo inconsistente porque la V es demasiado ancha. Molesto. Corregible.
Segundo: apoyas completamente esa misma pieza de 4 mm en una matriz aguda de 12 mm para alcanzar ±0,25°. Ahora estás cerca del contacto total de las paredes laterales. El tonelaje se dispara. La carga se concentra en los hombros de la matriz y en el lecho. Si esa matriz está clasificada para 90 toneladas por metro y aplicas 120, la matriz no te advierte amablemente. Se marca. Se agrieta. El lecho sufre una deformación permanente medida en centésimas de milímetro por metro.
Eso no es teoría. Una vez que deformes plásticamente el lecho o el ariete incluso 0,05 mm a lo largo de 2 m, tu alineación punzón-matriz se desajusta. Y un desalineamiento superior a 0,1 mm es suficiente para causar una cuarta parte de los defectos de doblado—torsión de pestañas, deriva de ángulo, radio inconsistente—aunque el perfil de tu matriz sea matemáticamente perfecto.
Sobremanejar una matriz especializada concentra el esfuerzo porque fomenta el contacto completo y el apoyo total. Una matriz en V universal, usada en plegado al aire, distribuye la carga y rara vez experimenta ese mismo pico concentrado.
¿Qué error es más costoso de deshacer: un segmento de matriz agrietado o una máquina que ahora necesita calce y recalibración en cada trabajo?
Separemos 10 mm de A36 de 1 mm de aluminio 5052. No viven en el mismo mundo.
En acero dulce de 10 mm, pasar de una V de 80 mm a una de 100 mm reduce la tonelada de forma notable. El radio de doblado crece, la deformación disminuye y la carga baja. Ganas margen operativo en la máquina. Movimiento seguro—si tu plano permite un radio interior mayor.
Ahora aplica esa lógica en acero inoxidable de 1 mm e intenta lograr un radio interior de 1 mm con una V de 16 mm. Deberás profundizar más el punzón para compensar el resorteo. La penetración aumenta. En algún punto pasas del doblado limpio en aire al cierre sin querer. Y la abertura en V es demasiado ancha para controlar el radio interior con precisión, por lo que tu deducción de doblado cambia con cada corrección.
En material delgado, una V demasiado ancha no solo cambia el radio. Aumenta la penetración necesaria para alcanzar el ángulo, lo que incrementa la tonelada localmente en los hombros. Es ahí donde comienzas a ver grietas en los bordes a través del grano en acero 304 de 4 mm cuando alguien pensó que “más ancho es más seguro”.”
La física es simple: la placa gruesa tolera radios mayores y se beneficia de aberturas en V más amplias; la hoja delgada con radio ajustado requiere soporte controlado, no un abismo.
Entonces, cuando ensanchas la V, ¿estás reduciendo la fuerza a lo largo de la sección o forzándote a una penetración más profunda y menos predecible?
Imagina que especificas el conjunto ideal: matriz aguda alta, punzón de cuello de ganso largo y un reborde de caja de 150 mm que necesita espacio libre. En el banco, es una belleza.
Luego lo instalas en una prensa plegadora con 400 mm de altura abierta y 250 mm de carrera. Con la altura de la herramienta y el espacio consumido, físicamente no puedes colocar la pieza en posición sin pre-doblar o voltear.
Entonces, ¿qué sucede?
Los operadores reducen la profundidad. Dividen el doblado en dos golpes. Evitan el cierre total porque el ariete no puede recorrer lo suficiente. Lo doblaste a 88° y esperaste que el resorteo lo ajustara.
Aquí es donde falla la matriz “perfecta”, no porque su perfil sea incorrecto, sino porque el espacio operativo de la máquina no puede ejecutar la geometría en un solo golpe controlado. Y una vez que agregas golpes extra, reintroduces la variación que pagaste caro por eliminar.
Las matrices agudas de cierre total suelen requerir una penetración más profunda y una mayor precisión en la altura de cierre. Si la repetibilidad de la altura de cierre de tu máquina se desvía incluso 0,02 mm bajo carga debido a la deflexión, tu ángulo varía. Eso ya no es un problema de herramental. Es cumplimiento estructural.
Antes de pedir la matriz de precisión, ¿has medido el espacio libre disponible real bajo carga—no solo el número del folleto?
He visto una matriz segmentada de estilo europeo de 3 m soportar limpiamente 100 toneladas por metro porque su lengüeta se asentaba profundamente en una prensa de sujeción rectificada con precisión. También he visto una lengüeta de estilo americano oscilar bajo 70 toneladas por metro porque los pernos de sujeción no distribuían la carga uniformemente.
El montaje no es cosmético. Define cómo se transfiere la fuerza al lecho.
El estilo europeo utiliza una espiga estrecha y sujeción mecánica: cambio rápido, alta repetibilidad, pero depende de superficies de sujeción limpias y precisas. El estilo americano se basa en una espiga más ancha y tornillos de fijación; sólido cuando se mantiene, pero propenso a cargas puntuales si los pernos no se aprietan correctamente. El estilo WT distribuye la carga de manera diferente otra vez, a menudo permitiendo clasificaciones de tonelaje más altas por metro gracias a un asiento más amplio.
Si tu máquina fue diseñada alrededor de un sistema, adaptar otro con adaptadores puede reducir la capacidad efectiva de tonelaje. El eslabón más débil se convierte en la interfaz, no en el cuerpo del troquel.
Y cuando esa interfaz se flexiona bajo carga, tu punzón y matriz dejan de estar paralelos por décimas. Eso es todo lo que se necesita para desechar un panel cosmético de 2 m.
Quieres precisión de cero desperdicio. Bien. Entonces deja de pensar en términos de “el mejor troquel” y empieza a pensar en términos de una matriz máquina-troquel-material. Geometría, tonelaje por metro, altura abierta, sistema de espiga, espesor del material, dirección del grano: son inseparables en la práctica.
La verdadera pregunta no es si los troqueles especializados funcionan.
Es si tu prensa plegadora, tal como está en tu piso hoy, puede soportar las cargas y geometrías que exigen sin doblarse primero.
Estás perdiendo de 15 a 20 minutos por configuración solo buscando y cambiando matrices en V “suficientemente cercanas”, y luego otra pieza o dos ajustando el ángulo de 92° a 90° porque el material no se comportó como en el trabajo anterior.
Así es como detienes eso antes incluso de tocar el calibrador trasero.
Primero, mide la máquina, no el folleto: la máquina. Realiza una flexión al aire controlada en A36 de 6 mm a lo largo de 2 m con una V de 60 mm conocida. Calcula las toneladas teóricas por metro. Compáralas con lo que informa el control y lo que hace realmente tu ángulo bajo carga. Si ves una desviación de 0.5° entre el centro y los extremos a 120 toneladas totales, eso es deflexión. Deflexión real. No un defecto de herramientas.
Dado que CN-HAWE invierte más del 8% de los ingresos anuales por ventas en investigación y desarrollo. ADH opera capacidades de I+D en frenos de prensa; si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Ahora repite con acero inoxidable 304 de 3 mm en una V de 24 mm. Observa la profundidad de penetración. Observa el retorno elástico. Si tienes que añadir 0.3 mm de carrera extra para recuperar el ángulo tras liberar la carga, eso es cumplimiento estructural más retorno elástico del material acumulándose juntos.
Esa acumulación es tu verdadero límite operativo.
Regla de Taller: Si no has doblado una probeta conocida a 70% del tonelaje nominal a lo largo de toda la longitud de trabajo, no conoces los límites de tu máquina.
No estás intentando romper la prensa. Estás trazando dónde la repetibilidad del ángulo empieza a desviarse más allá de ±0.25°. Porque una vez que lo hace, cualquier troquel de “precisión” simplemente amplifica esa inconsistencia.
Así que el marco comienza aquí: física del material dentro de la capacidad verificada de la máquina. No la conveniencia del estante de troqueles.
Y si eso suena más lento que tomar la V estándar, pregúntate cuántas primeras piezas desechaste el mes pasado persiguiendo 1°.
Desperdicias más dinero mezclando aluminio 5052 y acero inoxidable 304 en la misma lógica de 8×V de lo que imaginas.
El aluminio fluye temprano, poco retorno elástico, bajo tonelaje. El inoxidable resiste, tiene gran retorno elástico y castiga radios pequeños. El acero dulce se sitúa en el medio, pero el tonelaje escala rápidamente con el espesor.
Cuando eliges un troquel antes de elegir según el material, estás suponiendo que la curva esfuerzo-deformación no importa.
Lo hace.
5052 a 2 mm en una V de 16 mm alcanzará el ángulo limpio con una penetración superficial y quizá un resorteo de 1°. La misma configuración en 2 mm 304 exigirá un golpe más profundo, mayor tonelaje por metro y un control más preciso de la altura de cierre. Y la abertura en V es demasiado ancha para controlar estrechamente el radio interior, por lo que tu deducción de doblez cambia con cada corrección.
Ese cambio no es un error del operador. Es la geometría reaccionando al módulo del material.
Regla de Taller: Elige la abertura en V a partir del radio interior requerido y de la resistencia a la tracción del material primero: el tonelaje es la limitación, no el punto de partida.
“Material primero” significa que preguntas: ¿qué radio tolera esta aleación sin agrietarse a través del grano con este espesor? Luego: ¿puede mi prensa lograr esa geometría sin desviarse más allá de la tolerancia?
Si comienzas en el estante de troqueles, ya has invertido causa y efecto.
Entonces, ¿qué ocurre cuando el material es el correcto, pero la geometría de la pieza ya no es sencilla?
Tres piezas de desecho por trabajo. Eso es lo que cuestan los rebordes de caja poco profundos y los dobladillos de retorno cuando insistes en usar un troquel en V recto.
Un reborde de retorno de 40 mm en 1.5 mm 304 no falla porque el operador olvidó la profundidad. Falla porque la pared lateral choca con el hombro del troquel antes de llegar a 90°. Así que divides los golpes. Re-doblas. Marcas la cara.
Lo doblaste a 88° y esperaste que el resorteo lo llevara al ángulo deseado.
Eso no es un problema de capacitación. Es geometría incorrecta para la forma.
Los canales más profundos de 80 mm, los dobladillos más ajustados que 1.2× el espesor del material, los paneles cosméticos de más de 2 m de largo—estos no son trabajos de “troquel en V con cuidado”. Exigen troqueles agudos, troqueles desplazados o juegos de dobladillo que controlen el soporte y la penetración.
Pero cada vez que te resbalas y redondeas un borde, pagas esa comodidad más tarde.
Regla de Taller: Si la pieza te obliga a realizar múltiples golpes para alcanzar el ángulo, el troquel es incorrecto.
La complejidad elimina la universalidad. Cuantas más características se acumulen en una sola pieza, menos tolerancia tendrás para herramientas generalizadas.
Entonces, ¿cómo sabes cuándo esto deja de ser un dolor ocasional y se convierte en un costo sistémico?
Si más de una de cada veinte primeras piezas necesita una corrección de ángulo superior a 0.5°, tu estrategia de herramientas es reactiva.
No es mala suerte. No es fatiga del operador. Es estrategia.
Los registros de configuración manual no lo mostrarán claramente. Están desviados hasta en una cuarta parte en los talleres reales. Pero tu contenedor de chatarra no miente. Cuenta las piezas rehechas por material y espesor durante 30 días. Si el 304 de 3 mm muestra el triple de reprocesos que el A36 de 3 mm, y ambos se doblan en la misma V de 24 mm, la matriz no es neutral: está sesgada.
El utillaje sesgado genera chatarra predecible.
Y cuando la chatarra se agrupa en torno a aleaciones o tipos de brida específicos, ese es tu indicador para invertir en una geometría dedicada para esa familia. Tal vez eso signifique una matriz aguda ajustada a la recuperación elástica del acero inoxidable. Tal vez signifique una matriz de hombro estrecho para controlar el radio en el aluminio estético.
Si los cambios de herramienta te están matando, combina esa biblioteca con sujeción de cambio rápido. Un taller aeroespacial redujo el tiempo de cambio a menos de la mitad simplemente eliminando la fricción de los pernos de fijación de la ecuación. Las matrices dedicadas sin sujeción rápida solo trasladan el desperdicio de un lugar a otro.
Regla de Taller: Cuando los patrones de chatarra se repiten por material y espesor, deja de ajustar la profundidad de carrera y cambia la matriz.
El método de prueba y error parece más barato porque la matriz ya está pagada.
No lo es.
Entonces, ¿cuál es el mínimo que necesitas en el taller para dejar de fingir que una sola llave sirve para todos los tornillos?
La mayoría de los talleres con materiales mixtos pueden reducir a la mitad la chatarra de la primera pieza con solo tres matrices bien elegidas, no treinta.
Uno: una V ancha (rango de 10×–12× el espesor) clasificada de manera segura dentro de 70% de tu tonelaje verificado por metro, para acero dulce grueso donde la tolerancia de radio es amplia y la fuerza es dominante.
Dos: una matriz de radio controlado—normalmente de 6×–8× el espesor—para acero inoxidable y trabajos de radio ajustado donde la recuperación elástica y la profundidad de penetración deben ser previsibles.
Tres: una geometría aguda o especializada (30° o 28°) que te permita doblar al aire a 90° con holgura para bridas de retorno y cajas poco profundas sin golpes dobles.
Eso es todo.
Pero aquí está el cambio de perspectiva: no las compras porque los catálogos digan que son versátiles. Las compras porque tu mezcla de materiales y el rango probado de tu máquina indican que son estables a toneladas por metro y profundidades de penetración específicas.
Ya no preguntas: “¿Qué V usamos normalmente para 3 mm?”
Preguntas: “Dada esta aleación, este radio y la curva de deflexión comprobada de mi prensa, ¿qué geometría me mantiene dentro de ±0.25° sin golpes secundarios?”
Empieza con la física del material. Confirma los límites de la máquina bajo carga. Luego deja que la geometría se derive de esas dos verdades.
Y si el trabajo de mañana es 304 de 4 mm con un radio interior de 1× espesor en 2.5 m, ¿realmente quieres descubrir tus límites escuchando el gemido del bastidor?


















