

Cuando una prensa plegadora dobla chapa metálica, el punzón no simplemente “la fuerza a tomar forma”. Está gestionando una redistribución cuidadosamente equilibrada de tensiones a lo largo del material. La matriz en V debajo define ese patrón de tensiones. A medida que el punzón desciende, el lado interno de la curva se comprime mientras que el lado externo se estira, separados por un eje neutro donde la tensión cae casi a cero. Esta geometría es crucial: cuanto más pequeño sea el radio interno, mayores serán las tensiones localizadas y mayor la tonelada requerida. Una vez que los operadores entienden cómo el ancho de apertura de la matriz se relaciona directamente con la fuerza de doblado, queda claro por qué seleccionar la matriz incorrecta puede hacer que los resultados sean inconsistentes o incluso impedir el doblado adecuado.
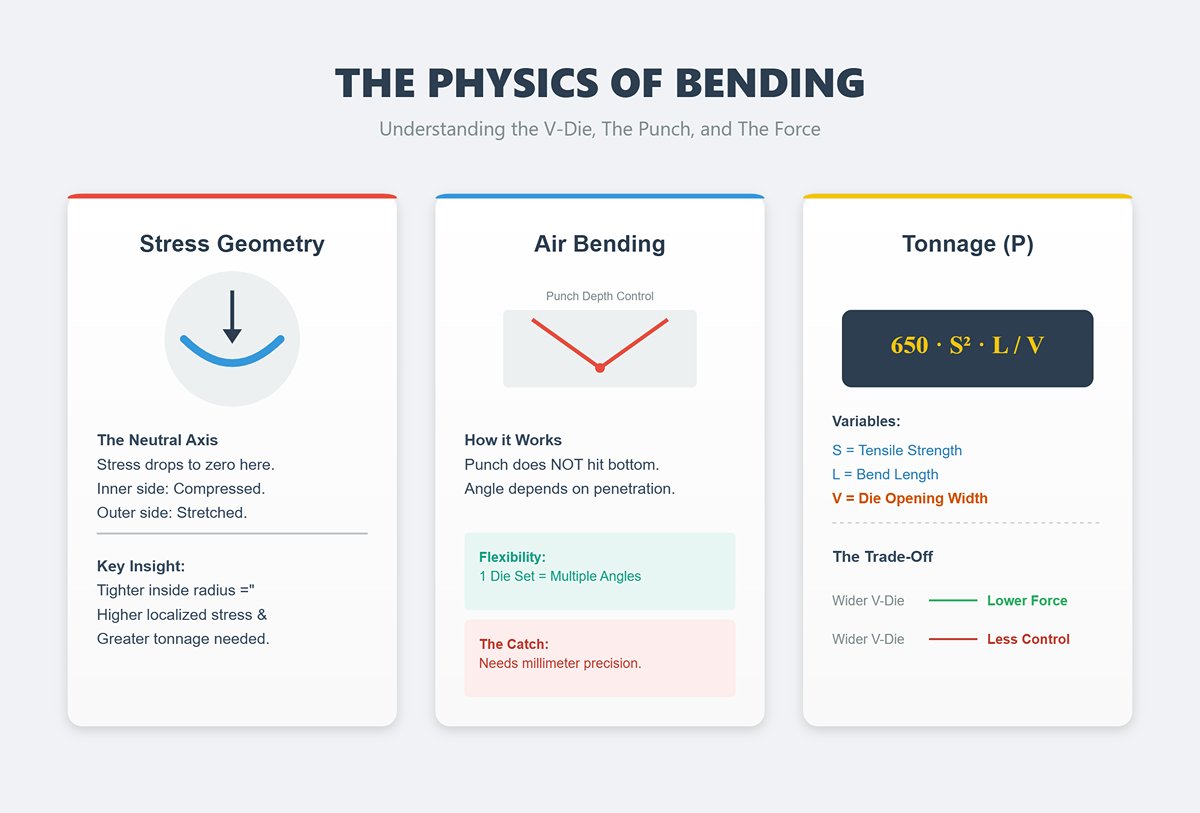
En el doblado al aire —la técnica más utilizada— el punzón se detiene antes de contactar con el fondo de la matriz. El ángulo resultante no lo determina la matriz en sí, sino la profundidad de penetración del punzón. Este enfoque ofrece flexibilidad: un conjunto de punzón y matriz puede producir múltiples ángulos simplemente ajustando la profundidad. La dificultad está en la precisión: cambios en el recorrido del punzón tan pequeños como un milímetro pueden alterar notablemente el ángulo final.
La fuerza de doblado necesaria no es un misterio. Sigue relaciones estructurales entre el espesor del material (T), la longitud de la curva (L) y la resistencia a la tracción (S), que juntas determinan la tonelada requerida (F). Para acero dulce, se aplica una aproximación ampliamente utilizada: P = 650 × S² × L / V, donde V es el ancho de apertura de la matriz. Aumentar V reduce la tonelada necesaria pero también sacrifica control, una compensación que los principiantes suelen subestimar.
El doblado combina dos comportamientos simultáneos: deformación elástica y plástica. La deformación elástica es temporal: el metal recupera su forma una vez que se libera la presión. La deformación plástica es permanente: define la forma final. En operaciones con prensa plegadora, ambas se superponen, y esa recuperación elástica persistente explica por qué el ángulo terminado no coincide perfectamente con la forma del punzón después de liberarlo.
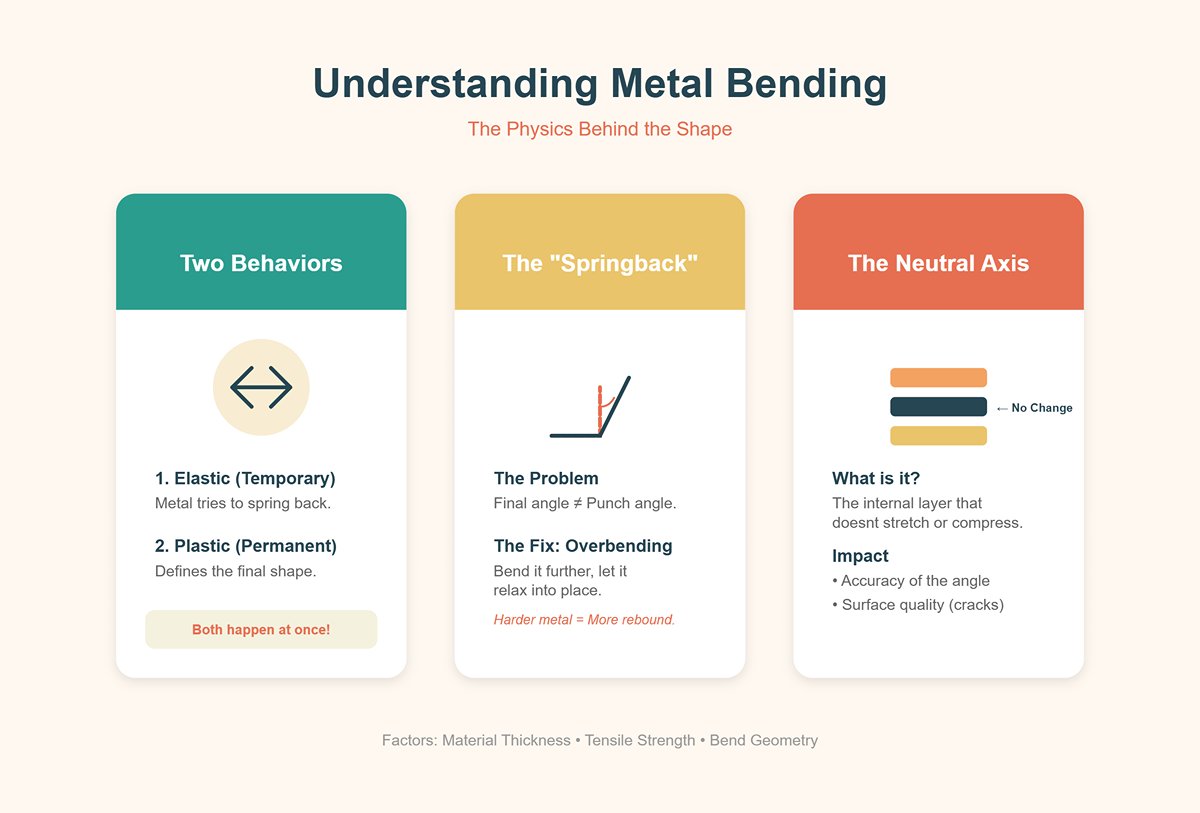
El retroceso elástico puede predecirse y gestionarse. Los materiales con mayor resistencia a la tracción rebotan más que los metales más blandos. La solución estándar es el sobre-doblado controlado: presionar la pieza ligeramente más allá del ángulo deseado para que se relaje hasta la especificación. Los operadores experimentados ajustan finamente esta tolerancia de sobre-doblado para cada configuración, considerando el espesor, la resistencia del material e incluso variaciones entre lotes.
El eje neutro —una capa oculta dentro de la curva que permanece sin cambios en longitud— es el elemento clave en la mecánica del doblado. Su posición cambia según las características del material y los detalles de la geometría de la curva, dictando el equilibrio entre estiramiento y compresión. Estos cambios influyen no solo en la precisión del ángulo final, sino también en la calidad visual de la superficie, ya que un exceso de tensión puede causar imperfecciones visibles o incluso grietas en la cara externa.
El doblado con prensa plegadora concentra la tensión a lo largo de un punto lineal localizado entre el punzón y la matriz. El laminado, en cambio, da forma al metal progresivamente mientras pasa por matrices giratorias, distribuyendo la deformación de manera más uniforme y produciendo curvas suaves en lugar de ángulos pronunciados. El plegado sujeta la pieza a lo largo de una línea fija y pivota la viga de sujeción para crear la curva, un proceso que minimiza el retroceso elástico pero limita tanto el rango de ángulos como la complejidad.
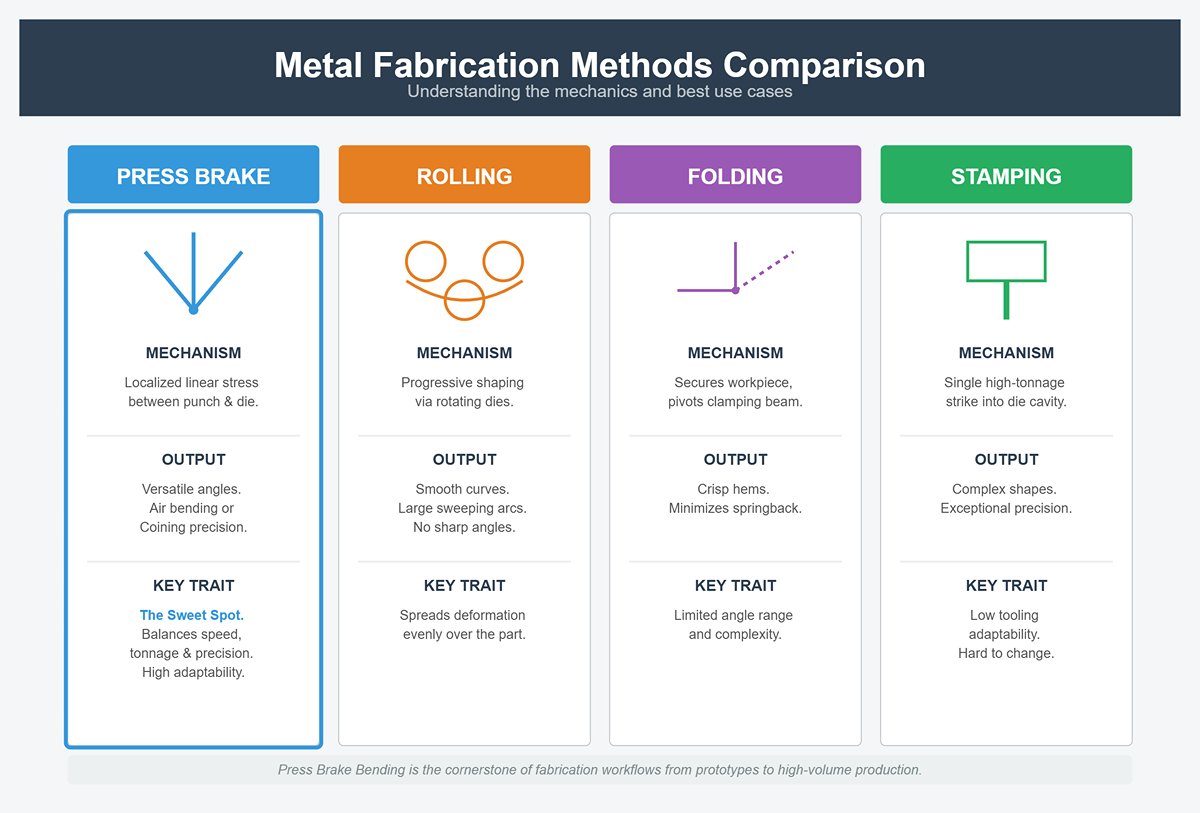
El estampado opera bajo un perfil de tensión completamente diferente: fuerza toda la forma de la pieza dentro de una cavidad de matriz en un solo golpe de alta tonelada. Esto logra una precisión excepcional, pero a costa de la adaptabilidad de las herramientas. En comparación, las prensas plegadoras pueden ajustar los ángulos de doblado durante el doblado al aire sin cambiar herramientas, o lograr tolerancias ajustadas mediante doblado al fondo o acuñado ajustando la fuerza y la profundidad de penetración.
Mientras que el laminado es ideal para grandes arcos y el plegado es más adecuado para dobladillos nítidos, el doblado con prensa plegadora alcanza el punto óptimo entre precisión y versatilidad. Su capacidad para equilibrar velocidad, tonelada y precisión lo convierte en un pilar de los flujos de trabajo de fabricación, desde prototipos únicos hasta producción en gran volumen.
Tres técnicas principales de doblado definen el panorama operativo:
Doblado al aire requiere la menor tonelada y permite que un conjunto de herramientas logre múltiples ángulos. Aunque ofrece versatilidad mediante la profundidad de penetración controlada, la consistencia del ángulo puede variar debido a fluctuaciones en el retroceso elástico, manteniendo la precisión en un nivel moderado.
Doblado al fondo utiliza mayor tonelada y más contacto superficial con la matriz, incrustando la pieza más profundamente. Este enfoque sacrifica algo de flexibilidad a cambio de mejorar la precisión y lograr un retroceso elástico más consistente, lo que lo hace muy adecuado para trabajos de precisión con tolerancias estrictas.
Coinado aplica la mayor fuerza, presionando el metal completamente dentro de la matriz para imprimir el ángulo de doblado en el material. Esto prácticamente elimina el retroceso elástico y ofrece una precisión ultraalta, pero limita la flexibilidad y acelera el desgaste de las herramientas.
| Método | Requisito de tonelaje | Nivel de precisión | Desgaste de herramientas | Flexibilidad operativa |
|---|---|---|---|---|
| Doblado al Aire | Bajo | Moderado | Bajo | Alto |
| Doblado Inferior | Medio | Alto | Moderado | Medio |
| Coinado | Alto | Excepcional | Alto | Bajo |
Reconocer estos factores transforma el doblado de una operación mecánica rutinaria a un proceso estratégico de toma de decisiones. El operador no está simplemente dando forma al metal: está equilibrando fuerza, geometría de las herramientas y la “memoria” inherente del material para alcanzar de manera constante esa intersección precisa entre el diseño teórico y una producción fiable y repetible.
Aunque el doblado al aire solo ganó popularidad en la década de 1970, desde entonces se ha convertido en el método preferido de prensa plegadora en muchos entornos de fabricación. En este proceso, la punta del punzón empuja la chapa metálica dentro de la matriz en V pero se detiene antes de un contacto completo a lo largo de las paredes de la matriz. Como resultado, solo la punta del punzón y los hombros de la matriz tocan el material, y el ángulo de doblado se determina por la profundidad de penetración en lugar de la geometría de la matriz. Este contacto limitado reduce drásticamente el tonelaje requerido—a menudo a menos de la mitad del doblado de fondo—y permite que una sola matriz en V de 85° produzca una variedad de ángulos simplemente ajustando la profundidad del recorrido del punzón.
Esa versatilidad explica el dominio del doblado al aire en eficiencia de costos y cambios rápidos. Con menos matrices que comprar, los gastos de herramientas se mantienen bajos, y los operadores pueden ajustar los ángulos de doblado sin intercambiar componentes. Sin embargo, la precisión se ve afectada. El doblado al aire deja los ángulos finales fuertemente influenciados por factores fuera de control total: variaciones en el espesor de la chapa, resistencia del material, ductilidad y cuánto retrocede el metal después de liberarlo. Incluso con ángulos de punzón y matriz cuidadosamente elegidos, se pueden obtener resultados inconsistentes al trabajar con diferentes aleaciones o lotes de distintos proveedores. Para trabajos que requieren tolerancias estrictas, esta imprevisibilidad convierte la flexibilidad en una desventaja.
Comprobación rápida: Si cada ejecución exige verificaciones repetidas del ángulo o ajustes continuos por retroceso elástico, los supuestos ahorros del doblado al aire pueden estar costándole más en tiempo perdido y precisión comprometida.
En el doblado de fondo, la chapa metálica se presiona dentro de la matriz en V hasta que contacta completamente con las paredes laterales de la matriz. Para lograr precisión, los ángulos del punzón y la matriz deben coincidir exactamente con el ángulo de doblado deseado, y las herramientas deben adaptarse al espesor específico del material. Una vez que la chapa está completamente asentada, la prensa plegadora aplica la fuerza justa para empujar el metal ligeramente más allá de su punto de fluencia, fijando el ángulo con un retroceso elástico mínimo.
La ventaja es la precisión. Debido a que el ángulo de doblado está dictado por la geometría fija del punzón y la matriz en lugar de depender únicamente de la profundidad de penetración, el retroceso elástico se controla eficazmente sin necesidad de reajustes constantes. Esto hace que el doblado de fondo sea ideal para series de producción donde la precisión constante es clave, como en ensamblajes que requieren ajustes exactos. La desventaja es la menor adaptabilidad: cualquier cambio en el ángulo o el espesor del material requiere herramientas diferentes, lo que ralentiza la producción y aumenta los costos. Para talleres que producen piezas personalizadas con frecuencia o incorporan cambios de diseño, esta rigidez puede superar sus beneficios de precisión.
En el uso diario, el doblado de fondo ofrece un punto intermedio—más preciso que el doblado al aire, consumiendo mucho menos tonelaje que el acuñado, pero limitado por la necesidad de herramientas que coincidan con su gama específica de productos.
El acuñado lleva el plegado un paso más allá, aplicando compresión controlada al material. El punzón impulsa la chapa de 10–15 mm más profundamente en la matriz de lo que requeriría el perfil de plegado final, imprimiendo la nariz del punzón en la pieza de trabajo. Esta penetración profunda exige de tres a cinco veces la tonelada utilizada en el plegado al aire; si un trabajo necesita 50 toneladas para el plegado al aire, espere entre 150 y 250 toneladas para acuñar el mismo material.
La recompensa es la eliminación absoluta del retroceso elástico. Después del acuñado, el ángulo de plegado permanece exacto, sin importar la dureza del metal o las variaciones de espesor, porque el material ha sido remodelado plásticamente para coincidir con la geometría de la herramienta. Esto hace que el acuñado sea invaluable para piezas de alta precisión y misión crítica—como soportes aeroespaciales, carcasas complejas o componentes de sellado—donde incluso la más mínima discrepancia angular podría perjudicar el rendimiento o el ajuste.
La desventaja es el aumento del desgaste y la tensión mecánica. El uso sostenido de alto tonelaje acorta la vida útil tanto de la plegadora como de sus herramientas. El acuñado exige no solo inversión en capacidad sino también en mantenimiento riguroso, aceros para herramientas de calidad superior y planificación de cuidado de equipo a largo plazo. Es el menos tolerante a errores de configuración—cualquier error bajo las cargas del acuñado puede causar daños inmediatos tanto a la máquina como a la pieza.
Una forma eficiente de mejorar la precisión de plegado sin realizar una gran inversión en herramientas es adaptar una configuración de plegado al aire para imitar el plegado al fondo cuando se requieren tolerancias más estrictas. Si un ángulo de plegado en particular sufre constantemente retroceso elástico, elija un conjunto de punzón y matriz que coincida exactamente con el ángulo objetivo y el grosor del material. Luego, reduzca la abertura en V proporcionalmente para aumentar la precisión. Por ejemplo, si normalmente usa una abertura en V ocho veces el grosor del material para plegado al aire, reduzca a seis veces y profundice la carrera hasta que el material quede firmemente asentado contra ambos hombros de la matriz.
Así es como se ve una implementación exitosa: su primera pieza de prueba alcanza el ángulo objetivo sin ajustes posteriores, y las piezas siguientes replican ese resultado de manera consistente. Las mediciones revelan un retroceso elástico mínimo, con menos pruebas y errores y mayor uniformidad en todo el lote. Este ajuste sencillo le permite ver si la fiabilidad del plegado al fondo supera el esfuerzo adicional de configuración de herramientas, antes de comprometerse a cambiar todo el proceso.
El plegado de verdadera precisión comienza mucho antes de que el metal toque la prensa: empieza con cálculos precisos. Una pieza que parece perfecta en un modelo CAD puede salir de la plegadora un milímetro demasiado corta o demasiado larga si la matemática del patrón plano o la selección de herramientas está equivocada. Resultados predecibles y repetibles dependen del uso disciplinado de fórmulas y factores probados. No son teorías de aula: son salvaguardas contra bordes doblados que se parten, herramientas dañadas y piezas terminadas fuera de especificación.
Cada plegado utiliza una cantidad precisa de material al curvarse alrededor de la matriz. Esa porción—conocida como compensación de plegado—proviene de una geometría sencilla y de la forma en que el metal fluye durante el plegado. Central para calcularla está el Factor K, que define dónde se desplaza el eje neutro de la chapa cuando se forma el doblado.
Las pautas estándar suelen usar un factor K de alrededor de 0,33 para acero dulce, lo que coloca el eje neutro aproximadamente a un tercio del grosor desde la superficie interior. Los operadores experimentados saben que incluso pequeñas desviaciones de este valor pueden generar consecuencias medibles. En la práctica, el factor K puede variar entre 0,30 y 0,45, influenciado por factores como el ancho de la matriz, el radio interior del doblado y si el doblado se forma al aire o totalmente acuñado. Obtener mal el número hace que los errores dimensionales se acumulen rápidamente: estar desviado apenas 0,3 mm por doblado puede llevar a un desalineado de un milímetro completo en un soporte de tres alas.
La manera más rápida de determinar el valor correcto es con una pieza de prueba de tres dobleces. Corte una pieza plana de prueba, prográmela usando el factor K asumido, realice tres dobleces a longitudes fijas y luego mida las dimensiones finales exteriores. Invierta el cálculo para determinar el factor K real que produjo esas mediciones. Una vez registrado, ese valor se convierte en una entrada confiable cada vez que trabaje con ese material y combinación de herramientas específicos. Los talleres que invierten unos minutos en esta calibración reducen constantemente los ajustes en la primera pieza y disminuyen las tasas de desperdicio.
Incluso piezas con idéntico grosor pueden producir resultados notablemente diferentes cuando se doblan con diferentes matrices. Por ejemplo, acero dulce de 3 mm doblado en una matriz en V de 24 mm frente a una de 32 mm mostrará variaciones porque la abertura mayor desplaza el eje neutro hacia afuera, haciendo la pieza terminada más corta. El plegado al aire magnifica este efecto, ya que el radio interior escala con el tamaño de la matriz—normalmente 0,16–0,20 × la abertura en V para acero—alterando también la compensación de plegado. El acuñado, en cambio, comprime las fibras internas a través de todo el grosor hasta que fluyen, fijando un radio interior cercano al grosor del material y repitiendo con gran precisión. Ese nivel de consistencia es la razón por la que el acuñado sigue siendo el método preferido cuando las tolerancias son extremadamente estrictas.
Sin conocer el factor K real para sus herramientas, en realidad no está controlando sus dimensiones—está dejando las longitudes planas al azar.
El tamaño de la abertura de la matriz en V determina directamente su radio de doblado, el tonelaje requerido y el acabado del borde, todo en una sola decisión. Las tablas de tonelaje estándar suelen recomendar V = 8 × T (donde T es el espesor del material) para acero dulce en doblado al aire. Esta proporción proporciona un radio interno de alrededor de 1.5–2 × T, ofrece buen control del ángulo y mantiene la carga en un nivel manejable. Sin embargo, seguirla sin cuestionarla es arriesgado; tarde o temprano, esa suposición puede provocar daños.
Las condiciones reales siempre requieren ajustes finos. Para chapa de calibre fino o metales no ferrosos más blandos como aluminio y cobre, a menudo se puede reducir la proporción a alrededor de 6 × T, ya que estos materiales ofrecen menos resistencia y un retroceso mínimo. Por otro lado, los aceros inoxidables y las placas de alta resistencia o resistentes a la abrasión requieren una abertura más amplia—normalmente 10–12 × T—para mantener la tonelada manejable y reducir la posibilidad de agrietamiento. El compromiso fundamental nunca cambia: las V‑matrices más pequeñas agudizan el control pero provocan un aumento dramático en la tonelada. Por ejemplo, doblar un panel de acero dulce de 5 mm sobre 3 m puede necesitar aproximadamente 108 toneladas con una matriz de 45 mm (≈9 × T), pero la carga supera las 180 toneladas cuando se fuerza en una matriz estrecha de 25 mm. Muchos fallos de herramientas aparentemente inexplicables se deben a pasar por alto esa relación.
Hay ocasiones en que la regla de 8× simplemente no se cumple. Si las longitudes de las pestañas caen por debajo de la abertura de la matriz, la pieza puede caer en la cavidad, aplastando esquinas o torciendo la pestaña. En ese caso, una V más pequeña o una matriz personalizada es la única solución. Por el contrario, cuando un plano especifica un radio interior igual al espesor del material, ninguna matriz de 8× puede lograrlo. Forzar el doblado solo sobrecargará la herramienta. La respuesta es reducir la abertura de la V mientras se calcula la tonelada exacta—o cambiar a fondo o acuñado, donde la geometría, no la fuerza bruta, determina el ángulo final.
Dominar la selección de matrices no se trata de memorizar proporciones; se trata de reconocer el momento en que esas proporciones dejan de mantener seguro tu proceso.
Las prensas plegadoras rara vez fallan por desgaste—fallan por suposiciones. Los operadores que adoptan un enfoque de “un doble más” sin verificar sus cálculos de carga corren el riesgo de fracturar matrices o doblar la cama. La tonelada para doblado al aire se puede encontrar en tablas de fabricantes o estimar con esta fórmula estándar de la industria:
T (toneladas/m) = (1.42 × Resistencia a la tracción × T²) / V
Aquí T es el espesor del material (mm) y V la abertura de la matriz (mm). Incluso una estimación rápida ayuda—la tonelada aumenta con el cuadrado del espesor, lo que significa que duplicar el espesor de la placa multiplica la fuerza requerida por cuatro. Por eso un trabajo ocasional con acero inoxidable de 6 mm puede producir cargas que fácilmente aplastarían herramientas diseñadas para acero dulce de 3 mm.
Siempre verifica la capacidad de la máquina por medida lineal, no por tonelada total. Una prensa de 135 toneladas sobre 3 m produce solo alrededor de 45 toneladas por metro antes de ajustes. Concentrar esa misma fuerza en una configuración corta y de V estrecha provoca picos de presión local muy por encima de la capacidad nominal—la receta perfecta para grietas. Consulta los datos de distribución de carga de presión de los proveedores de herramientas, no solo la placa de la prensa, cada vez que configures un trabajo.
Los operadores experimentados tratan la tonelada igual que un mecánico trata el par de un tornillo—algo que se verifica cuidadosamente antes de aplicar más. El proceso es deliberado: elegir la matriz correcta, calcular la fuerza precisa requerida, confirmar que está dentro de la capacidad tanto de la herramienta como de la prensa, y solo entonces proceder con el primer doblado. Ese enfoque metódico protege no solo tus activos de herramientas, sino también tu calendario de producción.
Hacer los cálculos puede no parecer emocionante, pero es la columna vertebral de resultados consistentes. En el trabajo con plegadoras, la geometría impulsa el éxito mucho más que la fuerza bruta. Cuando entiendes tu propio factor K, el rango efectivo de la matriz en V y los límites de tonelaje de tu máquina, los errores se convierten en una elección consciente en lugar de una sorpresa desagradable.
El retroceso elástico es el inevitable rebote del material después de doblarlo, causado por la liberación de energía elástica almacenada una vez que se retira el punzón. Los operadores pueden minimizar sus efectos, pero con técnicas estándar de doblado al aire, no pueden eliminarlo por completo. La única forma verdadera de eliminar el retroceso elástico —el acuñado— requiere fuerzas hasta seis veces mayores que el doblado al aire. Para una chapa de acero dulce de 2–3 mm de espesor, eso está en el orden de 100 toneladas por metro, acelerando el desgaste de la máquina y aumentando el consumo de energía.
Una de las formas más directas de reducir el retroceso elástico es estrechar la abertura de la matriz en V en relación con el espesor de la chapa. Pasar de una relación matriz-espesor de 12:1 a 8:1 puede reducir el retroceso hasta en un 40 %, ya que el material se lleva más profundamente a la deformación permanente. De manera similar, el “bottoming” —presionar el punzón firmemente hacia abajo hasta que la pieza de trabajo se ajuste completamente a la matriz— reduce aún más el retroceso elástico al dejar mínima energía elástica para empujar el material de vuelta.
La tecnología moderna hace posible una compensación precisa. Los sistemas de corrección de retroceso elástico en proceso (IPSCS) miden la variación angular durante el doblado y ajustan finamente la fuerza del ariete en tiempo real. El Análisis por Elementos Finitos (FEA) del proceso de doblado puede anticipar el retroceso elástico dentro de ±1°, permitiendo a los operadores elegir las herramientas en consecuencia —como seleccionar un punzón de 83° cuando se anticipa alrededor de 7° de rebote— para asegurar que el ángulo final quede exactamente donde debe.
Las variaciones en las propiedades del material pueden amplificar los problemas de doblado. Incluso las chapas etiquetadas bajo la misma especificación pueden diferir en resistencia de fluencia o tolerancia de espesor, lo que lleva a retrocesos elásticos impredecibles de un lote a otro. Introducir datos precisos y específicos del lote en el controlador CNC, junto con realizar doblados de prueba rápidos al introducir nuevo material, ayuda a mantener configuraciones de compensación consistentes. Al igual que un arco liberará una flecha de manera diferente si cambia la tensión de su cuerda, una plegadora reacciona a cambios sutiles en las características del acero o aluminio —y los operadores que no tienen en cuenta estos cambios suelen encontrarse constantemente persiguiendo el ángulo correcto.
Cada chapa laminada lleva una dirección de fibra inherente, creada por la alineación de los cristales metálicos durante el proceso de laminado. Esta orientación influye tanto en la ductilidad como en la resistencia al agrietamiento durante el doblado. Doblar a través de la fibra —perpendicular a la dirección de laminado— permite que el material se estire más uniformemente, produciendo dobleces más suaves y mayor resistencia a la fractura. En cambio, doblar con la fibra canaliza la elongación a lo largo de los límites cristalinos, haciendo que el material sea más frágil y aumentando la probabilidad de microgrietas.
El radio mínimo de doblado está estrechamente ligado a la orientación de la fibra. Por ejemplo, una chapa de acero inoxidable 304 de 1.5 mm de espesor podría doblarse de forma segura a un radio igual a su espesor cuando se dobla a través de la fibra, pero doblar con la fibra podría requerir de 1.5 a 2× el espesor para evitar grietas. En aleaciones de aluminio de alta resistencia, el doblado paralelo a la fibra puede llevar el material a su límite crítico de deformación incluso en radios mayores, causando blanqueamiento por tensión o incluso rotura justo en el vértice del doblez.
En la fabricación de precisión, considerar la dirección de la fibra comienza con la disposición de la chapa. Alinea las líneas de doblado para maximizar la ductilidad y ten en cuenta las limitaciones de la fibra en la disposición de las piezas para el corte láser. Si las realidades de producción implican doblar con la fibra, compensa el riesgo aumentando el radio de doblado, ajustando la geometría del punzón o, para ciertas aleaciones, formando a temperaturas más altas. Pasar por alto la orientación de la fibra es como cortar madera sin tener en cuenta su veta natural: se pierde el control y el resultado se vuelve impredecible.
Cuando un ángulo de doblado varía a lo largo de la longitud de una pieza, normalmente indica una distribución de presión desigual entre el ariete y la cama de la plegadora. El sospechoso habitual es una compensación de deflexión insuficiente —la corrección que compensa la flexión natural de la máquina bajo carga—. Sin esta corrección, el ariete aplica una fuerza ligeramente mayor cerca de sus extremos que en el centro, haciendo que la sección central del doblez se abra.
Los problemas mecánicos pueden intensificar la inconsistencia. Un ariete desalineado —a veces causado por una transición incorrecta entre el descenso rápido y la velocidad de conformado— puede dejar un lado de la pieza con un ángulo diferente al otro. Matrices en V desgastadas o mal alineadas alteran la geometría de contacto, mientras que fallos hidráulicos como aire atrapado o válvulas de retorno débiles provocan un movimiento errático del ariete. Asimismo, guías demasiado ajustadas o desigualmente reguladas impiden un desplazamiento uniforme hacia abajo, produciendo fuerzas de conformado asimétricas sobre la pieza.
Evitar defectos relacionados con la compensación de deflexión requiere tanto precisión técnica como mantenimiento constante. Los sistemas de compensación manual utilizan calzas cónicas bajo la cama para elevar ligeramente su centro, mientras que la compensación controlada por CNC ajusta automáticamente la elevación según el tonelaje, la longitud de la pieza y las propiedades del material. Sea cual sea el método utilizado, la calibración sigue siendo esencial. La lubricación semanal de herramientas, inspecciones periódicas de las guías, reemplazo oportuno del aceite hidráulico y revisiones rutinarias de alineación de matrices preservan la precisión durante la vida útil de la máquina. Al igual que un carpintero depende de un banco perfectamente nivelado para cortes cuadrados, una plegadora exige una cama geométricamente precisa para ofrecer dobleces uniformes de extremo a extremo.
Las grietas que aparecen durante el doblado suelen indicar que se ha ignorado la relación radio-espesor. Cuando el radio interior del doblez es demasiado pequeño en relación con el espesor del material, la tensión de tracción en la superficie exterior supera el límite de elongación del material, provocando fracturas.
Los radios mínimos permitidos varían según el material. El acero dulce a menudo puede soportar un radio interior igual a su espesor, mientras que los aceros de alto carbono pueden requerir un radio de dos a tres veces el espesor para evitar grietas. Para el aluminio 6061‑T6, doblar con la fibra puede requerir un radio interior de hasta cuatro veces el espesor —ignorar esta pauta provoca con frecuencia fracturas blancas en la superficie o fallos completos—. Las chapas de calibre más fino toleran radios más pequeños, pero la dureza, el temple y la dirección de la fibra influyen en el límite seguro de doblado.
Los operadores de plegadoras pueden reducir el riesgo de grietas seleccionando punzones con un radio de punta apropiado, ampliando las aberturas de la matriz en V para reducir el esfuerzo de conformado o tratando térmicamente ciertos metales mediante recocido antes del doblado. A medida que la relación radio-espesor se acerca al límite físico del material, el peligro aumenta bruscamente: una ligera reducción del radio puede duplicar instantáneamente la probabilidad de fallo. Reconocer y respetar estos límites es esencial, particularmente en trabajos aeroespaciales, médicos o estructurales de carga donde la integridad del producto no es negociable.
Esta misma precaución se aplica a la calidad del acabado superficial. Incluso si un doblez sigue siendo estructuralmente sólido, una tensión excesiva puede dañar los recubrimientos o producir un craquelado visible en la superficie. Lograr el equilibrio adecuado entre radio y espesor protege tanto el rendimiento como el atractivo visual.
Lograr una curva impecable va mucho más allá de simples cálculos. El éxito depende de la interacción entre las propiedades del material, el estado de las herramientas y la calibración de la máquina. La maestría significa comprender cómo el retroceso elástico cambiará el ángulo después de liberar la pieza, cómo la dirección del grano influye en la ductilidad, cómo un coronado preciso mantiene los ángulos consistentes en toda la pieza y cómo las proporciones correctas entre radio y espesor evitan fracturas. En el trabajo con prensa plegadora, estos no son detalles periféricos: son los controles críticos que determinan la precisión.
Trate la compra de una prensa plegadora como el lanzamiento de un proyecto a gran escala, no solo como una compra. Una simple cotización ignora el ecosistema que necesitará para operarla eficazmente. Los presupuestos suelen desglosarse en alrededor de un 55–65 % para la propia prensa, 15–25 % para herramientas, 5–8 % para instalación, 3–5 % para capacitación y 7–10 % para reservas de capital de trabajo. Esa máquina de “80,000 $” fácilmente puede convertirse en una inversión de 120,000 $ antes de producir una sola pieza terminada.
Las herramientas son esencialmente su segunda máquina oculta. Los punzones y matrices estándar pueden cubrir aproximadamente el 80 % de su trabajo, pero la producción real inevitablemente trae un flujo constante de excepciones: matrices para doblado doble, punzones de cuello de ganso, matrices en V estrechas y radios personalizados. Cada soporte inusual o trabajo especializado requiere herramientas únicas, y con el tiempo estas compras pueden igualar el precio original de la prensa.
Especificar una capacidad insuficiente es un error costoso. Un taller ahorró 30,000 $ al principio al elegir una prensa plegadora de menor tonelaje, solo para perder 50,000 $ anuales en mano de obra: configuraciones adicionales, retrabajos y subcontratación de materiales más gruesos. El supuesto “trato” se convirtió en una recuperación negativa en solo un año. En realidad, la prensa más barata resultó ser una costosa carga.
Con el tiempo, el balance se inclina bajo el peso de los costos de energía y mantenimiento. Las prensas totalmente eléctricas consumen aproximadamente un 67 % menos de energía en carga máxima en comparación con los sistemas hidráulicos, reduciendo la proporción de costo de energía en el ciclo de vida del 61 % al 28 %. Los requisitos de mantenimiento también disminuyen significativamente: sin bombas, válvulas, fugas ni degradación del aceite, ahorrando un estimado de 12,600 $ anuales. Para muchas operaciones, eso significa que el precio de compra aproximadamente un 25 % más alto de la eléctrica se amortiza en solo 2,3 años.
Cuidado con los costos ocultos de las marcas de ganga. Las importaciones de bajo costo pueden parecer idénticas en papel, pero la falta de servicio local confiable puede convertir una falla rutinaria en días de inactividad. Ese retraso descarrila los cronogramas de producción, daña el valor de reventa y puede borrar rápidamente cualquier ahorro inicial. En este negocio, una respuesta rápida de servicio es un verdadero activo, aunque es uno que su vendedor probablemente no cuantifique.
Las prensas manuales ganan en costo inicial. Son adecuadas para materiales delgados, tiradas cortas y trabajos al ritmo del operador. Pero los ángulos de doblado dependen totalmente del juicio humano, no de una precisión medida, lo que hace que la calidad dependa de la vista y experiencia de su operador más hábil. Cuando esa persona está ausente, las tasas de desperdicio aumentan y los plazos se retrasan. El resultado: las prensas manuales no solo moldean metal, sino que remodelan su flujo de trabajo alrededor de un solo individuo.
Las prensas hidráulicas tradicionales se ganaron su reputación al ofrecer tonelaje versátil para placas más pesadas, a precios medios, respaldadas por una red de servicio madura. Son resistentes, probadas y confiables. ¿El costo oculto? Consumo constante de energía. Las bombas hidráulicas funcionan continuamente, incluso cuando están inactivas, duplicando la proporción del gasto del ciclo de vida ligado a la energía en comparación con los modelos totalmente eléctricos. Este drenaje continuo se infiltra silenciosamente en las facturas de servicios, en lugar de aparecer como una línea en la orden de compra.
Las prensas equipadas con CNC transforman las operaciones. Con control programable sobre topes traseros, coronado, secuencias de doblado y ajustes por retroceso elástico, ofrecen resultados consistentes. Las “recetas” específicas de cada trabajo reducen los tiempos de configuración y lo liberan de la dependencia de la habilidad de un solo operador. Pueden acortar las curvas de aprendizaje de meses a días, siempre que invierta en la capacitación adecuada. Sin eso, un CNC se convierte simplemente en un panel de control complicado, con operadores recurriendo nuevamente a prueba y error manual.
El arrendamiento debe verse como una opción estratégica, no meramente como un plan de respaldo. Para talleres en mercados de rápido cambio, actúa como un seguro contra que su prensa quede obsoleta o insuficiente en unos pocos años. Ayuda a mantener un flujo de caja saludable, con calendarios de pago que pueden vincularse a los plazos de los contratos. Las actualizaciones frecuentes también significan que puede evitar grandes fluctuaciones en el consumo de energía y gastos de mantenimiento.
La compra le da control absoluto: sin límites de uso, sin condiciones de devolución, sin incertidumbre en la renovación. La propiedad es la opción correcta cuando las demandas de producción son estables, su equipo de mantenimiento es competente y la producción de la máquina se utilizará plenamente durante años. Para equipos integrados en una línea de producción con herramientas y programación específicas para el trabajo, la interrupción operativa de cambiar máquinas puede fácilmente superar los ahorros que podría ofrecer un arrendamiento.
A menudo, el enfoque más efectivo combina ambas estrategias: arrendar una prensa CNC de alta especificación para nuevos proyectos o contratos con duraciones impredecibles, y comprar una prensa hidráulica versátil para manejar la carga de trabajo central a largo plazo. Esta combinación convierte su capacidad de doblado en una cartera diversificada: adaptable donde la incertidumbre es alta y firmemente anclada donde las operaciones son estables.
Una prensa plegadora no es solo metal y software: es una inversión en un ecosistema de producción que puede magnificar las ganancias o drenarlas lentamente. Despojada del brillo del marketing, la mejor elección se encuentra donde se cruzan el costo de ciclo de vida, la autonomía del operador y la variabilidad de la carga de trabajo. Un vendedor puede estar vendiéndole un equipo, pero en realidad usted está definiendo la futura velocidad y confiabilidad de toda su operación de doblado. Al final, cada pieza que produzca reflejará esta decisión, así que elija la prensa que pueda permitirse operar de manera sostenible, no solo la que pueda permitirse comprar.


















