

En una feria comercial el año pasado, vi a un comprador inclinarse hacia mí y susurrar: “Ese dice prensa de freno. ¿Es diferente de una prensa plegadora?”
Dos stands. Dos máquinas de 10 pies. Misma capacidad de 135 toneladas. Mismo recorrido. Mismo tope trasero. Lo único diferente era la calcomanía en el panel lateral.
Estaba listo para construir una lista corta basándose en esa redacción.
Así es como los dueños pierden dinero.

Si hubiera una diferencia mecánica, te mostraría la fundición, el pistón, el accionamiento. Algo que pudieras señalar con un dedo aceitado.
No la hay.
Una prensa plegadora es una máquina que dobla chapa metálica presionando un punzón contra una matriz. Eso es todo. Llámala prensa de freno, llámala prensa de doblado, al acero no le importa. El pistón sigue bajando. El material sigue cediendo en su límite de tensión. El ángulo de doblado todavía depende del tonelaje, la herramienta y el control del recorrido.
En 1924, la patente de Cincinnati la llamó “prensa plegadora”. Décadas antes de que apareciera la hidráulica, esa etiqueta se pegó a las máquinas mecánicas de volante de inercia. Pero incluso antes de eso, las tiendas usaban “frenos” manuales para doblar cornisas y techos. Las palabras se solapaban porque la función se solapaba.
Esto no es Ford contra Chevy.
Es discutir sobre el emblema en el capó mientras ignoras el motor debajo. Y he visto lo que pasa cuando alguien se enfoca en el emblema. Hace años, un fanático de las hojas de especificaciones ordenó una unidad de “nuevo estilo” que juraba que era diferente por cómo estaba etiquetada en el folleto. Mismo bastidor, pintura diferente. Descartamos $18,000 en paneles de acero inoxidable cuando se dio cuenta demasiado tarde de que la máquina no podía controlar la profundidad repetida como había supuesto.
El metal no falló. El pensamiento sí.
Entonces, si las palabras no separan las máquinas, ¿qué lo hace?
Camina por talleres más antiguos y escucharás “prensa plegadora” más a menudo. No es porque sea técnicamente superior. Es porque los fabricantes estandarizaron catálogos y patentes alrededor de esa frase una vez que las máquinas motorizadas reemplazaron los frenos de hojas manuales.
Las unidades mecánicas de volante de inercia en los primeros y mediados de 1900 se vendían como prensas plegadoras. El nombre continuó cuando la hidráulica tomó el control en los años 50 y 60. Hojas de venta, manuales de capacitación, libros de piezas—todos decían prensa plegadora. El hábito de la industria se formó.
Pero “prensa de freno” nunca murió porque los trabajadores más antiguos crecieron diciendo “freno” primero. En techado y HVAC, la palabra “freno” venía antes de “prensa”. Los hábitos regionales se quedan. El argot de taller se queda más aún.
Ningún término indica el diseño del bastidor. Ninguno te dice si el pistón es accionado por un volante, cilindros hidráulicos o un motor servo.
Es la misma clase de herramienta usando dos dialectos.
Entonces, ¿por qué los compradores todavía gastan horas debatiéndolo?
Porque se siente como diligencia debida.
Eres nuevo. No quieres parecer alguien que solo busca sin comprar. Así que cazas diferencias ocultas en la redacción, pensando que has descubierto algo que los expertos conocen. Mientras tanto, no has preguntado qué controla realmente la repetibilidad: el sistema de accionamiento y cómo maneja la fuerza y la posición.
Una vez vi a un gerente de compras pasar tres reuniones aclarando si la “prensa plegadora” de un proveedor utilizaba un método de doblado diferente. Nunca preguntó sobre la tolerancia de sincronización del ariete. La máquina llegó con problemas de deriva hidráulica a baja tonelada. Perseguimos la inconsistencia del ángulo durante semanas. Perdimos dos contratos.
REGLA DE TALLER: Si una pregunta no puede responderse señalando un componente físico o una especificación medible, no protegerá tu dinero.
La terminología no te dirá la velocidad de ciclo bajo carga. No te dirá el consumo de energía en reposo. No te dirá cuán precisamente el ariete se detiene a 0,001 pulgadas.
Los sistemas de accionamiento sí.
Y ahí es donde comienza la verdadera comparación.
En una demostración hace dos inviernos, tenía un medidor de pinza colgado en la alimentación principal de una prensa plegadora hidráulica de 110 toneladas. Sin material en la garganta. Ariete estacionado en el punto muerto superior. El motor seguía consumiendo amperaje constante solo para mantener la presión del sistema. Aceite circulando. Bomba zumbando. Dinero quemándose.
La misma semana, en otro taller, una servoeléctrica de 100 toneladas. Ariete en reposo. El consumo de energía bajaba casi a cero entre ciclos. Cuando el operador pisaba el pedal, dos servomotores giraban los husillos de bolas, movían el ariete hacia abajo, se detenían en seco y luego se volvían a quedar en silencio.
Ese es el motor bajo el capó.
Si el nombre en el panel lateral no importa, esto sí. El sistema de accionamiento determina cómo se genera la fuerza, cómo se controla la posición, cuánto pagas por energía y con qué frecuencia estás hasta el codo en mantenimiento en vez de doblando piezas. Hidráulico y servoeléctrico son los dos únicos contendientes modernos serios. Mecánico es el viejo caballo de batalla al que llegaremos en un momento.
No compras una palabra. Compras una forma en que se mueve el ariete.
Y ese movimiento es lo que te hace ganar o perder dinero.
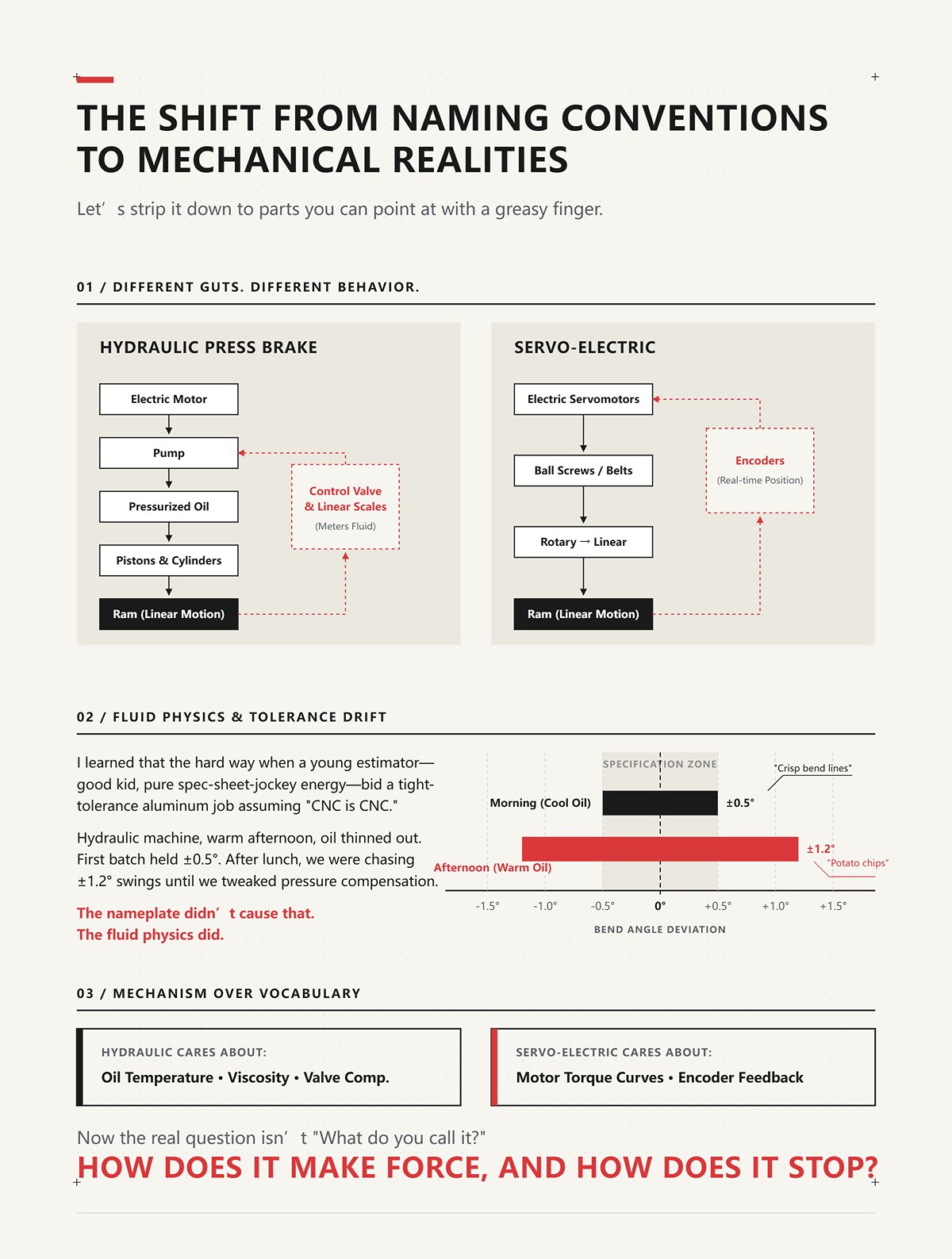
Vamos a reducirlo a partes que puedas señalar con un dedo grasoso.
Una prensa plegadora hidráulica utiliza un motor eléctrico para girar una bomba. Esa bomba presuriza el aceite. El aceite empuja pistones en cilindros. Los cilindros mueven el ariete. La posición se monitorea con escalas lineales, y una válvula de control dosifica el fluido para alcanzar la profundidad programada.
Una servoeléctrica prescinde del aceite. Servomotores eléctricos accionan directamente husillos de bolas o sistemas de correas conectados al ariete. El movimiento rotatorio se convierte en movimiento lineal. Los codificadores rastrean la posición en tiempo real. Cuando el motor se detiene, el ariete se detiene.
Distintas entrañas. Distinto comportamiento.
Lo aprendí por las malas cuando un joven estimador — buen chico, pura energía de “jockey de hojas de especificaciones” — cotizó un trabajo de aluminio de tolerancia ajustada asumiendo que “CNC es CNC.” Máquina hidráulica, tarde calurosa, aceite adelgazado. El primer lote mantuvo ±0.5°. Después del almuerzo, estábamos persiguiendo variaciones de ±1.2° hasta que ajustamos la compensación de presión. Desechamos una pila de paneles que parecían chips de papa con líneas de doblado bien definidas.
La placa de identificación no causó eso. La física de fluidos lo hizo.
El aceite hidráulico cambia de viscosidad con la temperatura. El aceite más delgado fluye de manera diferente a través de las válvulas, lo que cambia lo preciso que se detiene el pistón a menos que el sistema compense bien. El servoeléctrico no se preocupa por la temperatura del aceite—porque no hay aceite. Se preocupa por las curvas de torque del motor y la retroalimentación del codificador.
¿Ves cómo la conversación acaba de pasar de vocabulario a mecanismo?
Ahora la verdadera pregunta no es “¿Cómo lo llamas?” sino “¿Cómo genera fuerza y cómo se detiene?”

Imagina un turno de 10 horas doblando piezas variadas: pequeños soportes, luego paneles de acero suave de 10 pies, luego nuevamente piezas cortas de acero inoxidable.
En una máquina hidráulica, la bomba a menudo funciona de manera continua durante las horas de producción. Incluso cuando no estás doblando, mantiene la presión para que el pistón responda instantáneamente. Eso significa consumo constante de energía. Pagas por ese tiempo de inactividad. Durante un año, en un taller que trabaja un solo turno, esa diferencia por sí sola puede representar miles en electricidad.
Las máquinas servoeléctricas consumen la mayor parte de su energía durante el ciclo de doblado real. Entre golpes, los motores están en reposo. Menos calor, menos ruido, normalmente sin unidad de enfriamiento de aceite. Temperatura ambiente más baja alrededor de la máquina en el taller.
Pero la energía es solo una columna en la hoja de cálculo.
La precisión es donde el tipo de accionamiento golpea más fuerte.
Los sistemas hidráulicos generan fuerza de manera suave y sobresalen en alta tonelaje a través de camas largas. Los sistemas modernos con controles de lazo cerrado y “crowning” (un sistema que compensa la deflexión de la cama) pueden mantener ángulos precisos todo el día—si se mantienen bien. Son indulgentes en trabajos de placa gruesa porque la presión del fluido distribuye la fuerza de manera uniforme.
Los servoeléctricos destacan en repetibilidad y control de velocidad del pistón. Debido a que los servomotores pueden controlar con precisión la aceleración y la desaceleración, obtienes velocidades de aproximación programables, velocidades lentas de formado y retornos rápidos con control de posición muy fino. Para tiradas cortas y piezas complejas, esa capacidad de respuesta reduce el tiempo de configuración y el ajuste de la primera pieza.
Una vez vi un taller cambiar un trabajo de acero inoxidable de calibre delgado de una máquina hidráulica más antigua a una servoeléctrica. Mismo utillaje. Mismo operador. La unidad servo le permitió avanzar hacia el punto muerto inferior en pequeños incrementos sin sobrepasarse. El desperdicio disminuyó notablemente en las primeras piezas.
Trabajo diferente, resultado diferente.
Aquí es donde los compradores novatos se equivocan: asumen que “más preciso” siempre equivale a “más rentable.” Esa es lógica de curioso. Si estás fabricando soportes de placa de 3/8 de pulgada por miles, día tras día, la sólida estabilidad de una máquina hidráulica bien construida y su menor costo inicial pueden superar al servo en retorno de inversión.
REGLA DE TALLER: Igualar el tipo de accionamiento con tu perfil dominante de trabajo, no con tu ego o la pieza de demostración que doble el vendedor.
Ventajas hidráulicas:
Ventajas del servoelectricidad:
La capacidad no es una marca. Es física más carga de trabajo.
Así que antes de rodear un modelo en un catálogo, responde esto: ¿Eres un taller de alta mezcla y bajo volumen que busca cambios rápidos? ¿O una planta de producción que fabrica la misma pieza 20.000 veces?
Porque un sistema de accionamiento recompensa la flexibilidad. El otro recompensa la fuerza sostenida.
Y eso deja el viejo hierro.
Retrocede a 1924. Los primeros diseños de prensa plegadora de Cincinnati eran mecánicos: volante, embrague, manivela. Energía almacenada en una masa giratoria. Se accionaba el embrague, y esa energía almacenada impulsaba el ariete en un recorrido fijo.
Simple. Violento. Efectivo.
Los accionamientos mecánicos dejaron de ser populares en la fabricación general porque el control del recorrido es limitado y los sistemas de seguridad son más difíciles de integrar en comparación con los diseños hidráulicos y servo modernos. No se obtiene la misma flexibilidad programable. El recorrido está ligado a la geometría de la manivela.
Pero si los llamas “muertos”, hablas como alguien que nunca ha estado en una planta estampando el mismo soporte todo el día.
Un sistema de volante almacena la energía cinética de manera eficiente. Una vez que gira, entrega una fuerza constante ciclo tras ciclo. En aplicaciones verdaderamente de gran volumen y repetitivas donde el recorrido y el material no cambian, las prensas mecánicas pueden superar a otras en rendimiento y eficiencia energética por pieza.
Hace años vi una producción trasladada de una unidad mecánica a una “actualización” hidráulica más nueva. En papel parecía moderna. En la práctica, el tiempo de ciclo se alargó y los costos energéticos aumentaron porque el sistema hidráulico funcionaba de manera continua. La máquina mecánica había sido optimizada para ese único trabajo. Doblamos un montón de lengüetas de alto contenido de carbono fuera de tolerancia durante la transición mientras los operadores reaprendían el tiempo de ciclo.
La tecnología antigua no falló. Lo que cambió fue la aplicación.
Dicho esto, para la mayoría de los talleres de fabricación—talleres de pedidos, trabajo personalizado, espesores variables—lo mecánico es demasiado rígido. Sin programabilidad de recorrido. Adaptabilidad limitada. Las actualizaciones de seguridad se vuelven costosas.
Así que aquí está la jerarquía en términos simples:
El debate nunca fue prensa plegadora versus plegadora de freno.
Es motor contra motor.
Y si estás a punto de firmar una orden de compra, el único “vs” que importa es qué sistema de accionamiento se ajusta al trabajo que realmente paga tus facturas.
El invierno pasado me encontré junto a dos presupuestos en el escritorio de un propietario. Uno era para una hidráulica de 110 toneladas a un precio que no haría que el banco parpadeara. El otro era una servomotor eléctrico de 100 toneladas que costaba casi el doble. El propietario fabrica soportes de acero dulce de calibre 10 tres días por semana y envolventes de acero inoxidable delgado los otros dos. Me miró y me hizo la única pregunta que importa: “¿Cuál me hace ganar más dinero en cinco años?”
No cuál suena más moderno. No cuál pulió más el vendedor.
Cuál se ajusta al trabajo que realmente paga las facturas.
Ya conoces la física: presión de fluido versus husillos de bolas o correas accionadas por motor. Ahora aplicamos esa física a tu combinación de trabajos, tu ciclo de trabajo, tus tolerancias y tu factura de electricidad. Porque el tipo de accionamiento no solo cambia cómo se mueve el carro. También cambia cómo se mueve el dinero.
Imagina una cama de 14 pies doblando placa de 3/8 pulgadas con un punzón de longitud completa. Estás rozando la mitad superior de la tabla de tonelaje. El marco se flexiona; eso es normal. El “crowning”—compensar esa flexión—mantiene el ángulo consistente a lo largo de la longitud. Un sistema hidráulico empuja uniformemente a través de ambos cilindros, y al aceite no le importa que la carga sea brutal. Solo transmite presión.
Ahí es donde la hidráulica demuestra su valor: tonelaje alto sostenido, camas largas, material grueso. Puedes comprar 175, 250, 400 toneladas en hidráulica sin que la curva de precios se dispare verticalmente como suele ocurrir con servomotor eléctrico en esos rangos. Los componentes—bombas, válvulas, cilindros—son maduros. Cada técnico en un radio de 200 millas sabe cómo volver a sellar un cilindro.
Aprendí esa lección de la manera ruidosa. Hace años intentamos fabricar refuerzos pesados en una máquina de menor capacidad porque la hoja de especificaciones decía que el tonelaje estaba “lo suficientemente cerca”. Doblamos un punzón lo justo para besar cada pieza con un error de medio grado. Ese punzón parecía una banana cuando lo rodamos sobre el banco. Metal arruinado, y fue culpa nuestra por jugar con el límite.
La hidráulica perdona mucho—pero no el sobredimensionamiento negativo.
REGLA DE PISO DE TALLER: Si tus trabajos de pan y mantequilla superan las 60–70% de tonelaje nominal durante horas seguidas, compra masa y aceite, no marketing.
Pero esa fuerza bruta tiene un contador girando en alguna parte del edificio, ¿verdad?
Entra a un taller con una plegadora hidráulica antigua a las 2 p.m. La máquina no está ciclando. Aún la oyes: el zumbido constante del motor impulsando la bomba, manteniendo la presión para que el carro responda instantáneamente. Ese motor puede tener decenas de caballos de fuerza. Incluso a carga parcial, consume energía real.
Aquí está el mecanismo: los sistemas hidráulicos suelen mantener la bomba en funcionamiento continuo durante la producción. El aceite circula, se cizalla a través de las válvulas y genera calor. El calor exige refrigeración—con aire o aceite. La refrigeración consume más electricidad. Nada de eso aparece en el titular “110 toneladas”.”
Un servoeléctrico es diferente. El servomotor consume una cantidad significativa de energía durante la plegada—acelera, forma, desacelera. Entre golpes, permanece en reposo con un consumo bajo. No hay circulación constante de aceite. No hay fluido hidráulico calentando el taller en julio.
En un flujo de trabajo variable de un solo turno—plegar, medir, ajustar, esperar el montacargas, volver a plegar—esa diferencia se acumula a lo largo del año. He visto cómo las facturas de servicios públicos bajan notablemente después de reemplazar una hidráulica que funcionaba constantemente por una servoeléctrica en un taller de alta diversidad de piezas. No es magia. Simplemente son menos horas haciendo girar una bomba sin que ocurra nada en las herramientas.
Y el calor no es solo una cuestión de comodidad. El aceite caliente cambia de viscosidad. Las variaciones de viscosidad pueden afectar la repetibilidad si se descuida el mantenimiento. Una vez estuvimos medio día persiguiendo una deriva en el ángulo antes de darnos cuenta de que el ventilador del sistema hidráulico había fallado. La temperatura del aceite subió, los ángulos variaron, las piezas de acero inoxidable se acumularon en el contenedor de chatarra con una leve línea azul de temple a lo largo del pliegue. Metal arruinado porque nadie miró el medidor de temperatura.
La hoja de especificaciones nos decía la capacidad de tonaje. No nos advertía sobre la termodinámica.
Entonces, si los sistemas hidráulicos pueden costar más al funcionar, ¿por qué alguien pagaría el doble por adelantado por una servoeléctrica en lugar de simplemente aceptar la factura de electricidad?
Ponte frente a una servoeléctrica durante un trabajo de producción corta. El ariete se aproxima rápido, desacelera con precisión antes del contacto, se adentra en el punto muerto inferior en incrementos programables y luego vuelve a subir rápidamente. Ese movimiento está controlado por servomotores conectados a husillos de bolas o correas que convierten el movimiento rotatorio en fuerza lineal. La posición se monitorea en bucle cerrado—retroalimentación constante ajustándose en tiempo real.
Pagas por ese control. Los motores, los accionamientos, los sistemas de retroalimentación—no son baratos. En tonelajes moderados, es común ver una prima inicial significativa sobre el sistema hidráulico.
¿Dónde se recupera?
Primero, en la energía durante ciclos de baja carga. Si tus operadores dedican tanto tiempo a preparar y verificar como a plegar, el servo no consume energía simplemente por estar listo.
Segundo, en los sistemas auxiliares reducidos. Sin cambios de aceite hidráulico. Sin reemplazo de filtros. Menos puntos de fuga. Eso implica menos horas de mantenimiento y menos riesgo de contaminación en piezas con acabado estético.
Tercero, en la velocidad entre pliegues. Los sistemas servo pueden lograr altas velocidades de aproximación y retorno con un control posicional preciso. En pestañas cortas y piezas pequeñas, ahorrar incluso un segundo por ciclo en miles de piezas representa un rendimiento real.
Pero aquí está la trampa para el fanático de las hojas de especificaciones: asumir que una prima equivale a beneficio. Si tu taller trabaja todo el día con dos piezas gruesas y con ajustes mínimos, el ahorro energético y las funciones de precisión puede que nunca compensen el precio de compra más alto.
He visto compradores extender su financiación para adquirir servoeléctricas porque les parecía “a prueba de futuro”, y luego procesar placas pesadas en volumen modesto donde las ventajas de la máquina apenas importaban. Mientras tanto, el flujo de efectivo se estrechaba. Así es como los talleres buenos comienzan a ponerse nerviosos.
Entonces, ¿cuándo ese control fino deja de ser un lujo y empieza a ser una necesidad?
Toma una cubierta de acero inoxidable de 0,060 pulgadas de grosor con cuatro pliegues secuenciales que deben encajar en un chasis cortado con láser. La tolerancia en el ensamblaje final deja quizás ±0,5° por pliegue antes de que aparezcan huecos. En una máquina hidráulica sin un control de temperatura meticuloso y una configuración constante, puedes desviarte desde la primera pieza hasta la quincuagésima a medida que las condiciones cambian.
Una servoeléctrica, con control posicional directo y mínima variabilidad térmica, puede alcanzar profundidades programadas repetidamente con una consistencia muy precisa. Eso reduce los ajustes de la primera muestra y las correcciones a mitad de corrida. En entornos de alta diversidad de trabajos—números de pieza nuevos cada día—esa estabilidad acorta el tiempo de configuración. El tiempo de configuración es mano de obra. La mano de obra es costo.
Pero si estás plegando soportes de A36 de 1/4 de pulgada que se sueldan en un marco con espacio generoso para ajuste, ±1° puede ser perfectamente aceptable. Pagar por una repetibilidad a nivel de micras allí es como comprar un micrómetro para medir postes de cerca.
Una vez desechamos un lote de paneles de aluminio cosmético porque la variación de ángulo se acumuló a través de múltiples dobleces. Las piezas se balanceaban sobre una mesa plana. El cliente las rechazó. Ese trabajo debería haberse hecho en una máquina con un control posicional más preciso. En cambio, lo forzamos en un equipo diseñado para trabajos más pesados. Metal arruinado otra vez, pero esta vez el error no fue la tonelada. Fue un desajuste de tolerancia.
REGLA DE PISO DE TALLER: La precisión solo vale cuando el proceso posterior castiga la inexactitud.
Así que aquí está cómo decides, aprendiz.
Si tus ingresos dependen de material grueso, camas largas y tonelaje alto sostenido, la hidráulica te da fuerza por dólar y durabilidad comprobada.
Si tus ingresos provienen de trabajos de alta variedad, calibre fino, tolerancia estricta, con montajes frecuentes y periodos de inactividad, la servoeléctrica convierte el control y el ahorro de energía en margen.
No es la insignia en el capó. No es qué término suena correcto.
¿Qué muestra el registro de tu trabajo de los últimos 12 meses realmente? ¿Y eres lo suficientemente valiente como para comprar en base a eso en vez de la pieza de demostración en la feria comercial?
El invierno pasado me senté en una mesa de descanso marcada con un dueño de taller que tenía dos cotizaciones frente a él: una hidráulica de $118,000 y una servoeléctrica de $147,000. Seguía tocando la diferencia de $29,000 como si fuera un cable vivo.
“En cinco años,” me preguntó, “¿cuál de las dos realmente me hace ganar más dinero?”
Bien. Esa es la única pregunta que importa.
Así fue como lo hice responderla con sus propios números:
No fantasías de ficha técnica. Tus registros. Tu factura de servicios. Tu tiempo real de inactividad.
Un curioso se detendrá en la primera línea. Un dueño que planea seguir abierto mira las cinco.
Lo aprendí de la manera costosa cuando mantuvimos una hidráulica envejecida “porque estaba pagada”. En el cuarto año reventó una manguera durante un trabajo en acero inoxidable cosmético. El aceite roció la lámina. Intentamos limpiar y salvar. Se deslizó. Tuvimos que desechar el lote. Metal arruinado que costó más que un pago trimestral de una máquina nueva. Ahí es cuando te das cuenta de que el precio de la factura nunca fue el número real.
Entonces, ¿qué partida realmente inclina más la decisión en cinco años?
Vamos a usar un hipotético limpio. Dos máquinas:
Esa diferencia de $30,000 parece enorme porque es inmediata. Tanto los bancos como los propietarios sienten esa inmediatez.
Ahora extiéndelo a cinco años.
Asumiremos una capacidad de ingresos similar para la carga de trabajo real del taller. En las desgloses de ciclo de vida que he visto, las hidráulicas suelen terminar con alrededor del 60% de su costo de propiedad ligado a mantenimiento y servicio, mientras que las servo-eléctricas están más cerca del 30%. En un análisis comparativo, eso se tradujo aproximadamente en una diferencia de $12,000 por año en mantenimiento y energía combinados. En cinco años, eso son $60,000.
Repentinamente tu prima de $30,000 se cubre dos veces.
Pero aquí es donde el amante de las hojas de especificaciones se mete en problemas: esos números sólo se mantienen si las fortalezas de la máquina se usan realmente. Si trabajas todo el día con placas pesadas a carga constante, una hidráulica moderna con un variador de frecuencia (VFD) que regula la velocidad de la bomba durante el tiempo de inactividad puede reducir la brecha energética. Tus ahorros anuales podrían encogerse. El tiempo de recuperación se alarga.
El costo total de propiedad no es un eslogan. Es un modelo sensible a la carga de trabajo.
REGLA DE PISO DE TALLER: Si no puedes explicar de dónde vienen los ahorros mecánicamente, no los cuentes financieramente.
Entonces, ¿de dónde vienen realmente esos ahorros: energía o mantenimiento?
| Categoría | Máquina hidráulica | Máquina servo-eléctrica |
|---|---|---|
| Precio inicial | $120,000 | $150,000 (25% más cara al inicio) |
| Diferencia de precio inicial | — | Prima de $30,000 |
| Capacidad de ingresos (suposición) | Comparable para la carga de trabajo dada | Comparable para la carga de trabajo dada |
| Participación de Mantenimiento y Servicio en el Costo de Propiedad | ~60% del costo total de propiedad | ~30% del costo total de propiedad |
| Diferencia estimada anual de mantenimiento + energía | Mayor | ~$12,000 menos por año (ahorros combinados) |
| Impacto de mantenimiento + energía a 5 años | — | ~$60,000 de ahorro total en cinco años |
| Recuperación de la prima en 5 años | — | Prima de $30,000 cubierta efectivamente dos veces |
| Nota sobre eficiencia energética | Los sistemas modernos con VFD pueden reducir el uso de energía en reposo y disminuir la diferencia | Normalmente más eficientes energéticamente por diseño |
| Sensibilidad a la carga de trabajo | Rinde bien bajo cargas pesadas constantes | Los ahorros dependen de la carga de trabajo que aproveche las fortalezas de la máquina |
| Factor de riesgo | Costo inicial más bajo, pero potencialmente mayores gastos a largo plazo | Costo inicial más alto; los ahorros dependen del uso real |
| Principio clave | El costo total de propiedad (TCO) depende de las condiciones reales de operación | Los ahorros deben ser mecánicamente explicables para ser financieramente válidos |
| Regla de taller | Si no puedes explicar de dónde provienen los ahorros de forma mecánica, no los cuentes financieramente | Se aplica el mismo principio |
Imagina un turno de ocho horas en una prensa hidráulica sin control avanzado de bomba. El motor gira. El aceite circula. Incluso cuando el operador mide piezas o espera un montacargas, la bomba está consumiendo energía y calentando el fluido.
A medida que aumenta la temperatura del aceite, la eficiencia disminuye. He visto análisis que muestran una caída de eficiencia de alrededor de un 1% por hora mientras el fluido se calienta durante la operación continua, descendiendo por debajo de una alta 80% de eficiencia al final del turno si la refrigeración no es perfecta. Eso no es solo un problema de energía: es calor que tú pagaste por generar.
El servoeléctrico invierte el patrón. Alto consumo durante el golpe de doblado. Bajo consumo entre golpes. En talleres de alta mezcla—doblar, revisar, ajustar, hablar con el programador—esa diferencia en inactividad importa.
Ahora la contraparte: por golpe, un servoeléctrico puede consumir una potencia pico significativa para igualar la tonelada hidráulica. En trabajos de bajo volumen con golpes pesados esporádicos, no se están acumulando miles de ciclos por día. Los ahorros de energía pueden no dominar la ecuación. Y si tu compañía eléctrica cobra tarifas por demanda de potencia pico, esos picos importan.
Por eso hago que los propietarios revisen los registros de trabajo del año pasado. ¿Cuántos ciclos por hora? ¿Cuánto tiempo inactivos? ¿Cuántas piezas de verdadera alta tonelada?
La energía se acumula. Pero solo en proporción al movimiento.
Una vez perseguimos ángulos inconsistentes en una corrida larga de aluminio y culpamos a las herramientas. Para la sexta hora el aceite estaba tan caliente que la respuesta del ariete se sentía diferente. Los ángulos se desviaron. Ajustamos a mitad de la corrida. Las primeras 40 piezas y las últimas 40 no coincidían. El contenedor de chatarra se llenó. Metal arruinado nuevamente, cortesía de la termodinámica que nadie presupuestó.
El costo de la energía es visible en una factura. La variación relacionada con el calor aparece como chatarra.
Lo que nos lleva al costo que nunca aparece ordenadamente en una hoja de cálculo.
El primer año, los sistemas hidráulicos van bien. El segundo año, todavía bien. El tercer año es cuando los sellos comienzan a envejecer, las válvulas se traban y las pequeñas fugas se convierten en “lo arreglaremos en la próxima parada”.”
Los sistemas hidráulicos dependen de la limpieza del fluido, la integridad de los sellos, la salud de la bomba y la respuesta de la válvula. Cada componente es un punto de desgaste. No catastrófico cada vez, pero sí probabilístico. Y las probabilidades se acumulan.
En las comparaciones de ciclo de vida que he revisado, la parte del mantenimiento en el costo total de propiedad de los sistemas hidráulicos ha sido aproximadamente el doble que la de los servoeléctricos. Menos componentes de fluido móviles significa menos consumibles. Sin cambios de aceite. Sin reemplazo de filtros. Menos rutas de fuga.
Pero pongámoslo a prueba.
Los sistemas hidráulicos modernos con VFD y mejor refrigeración reducen la brecha de energía y pueden disminuir el estrés térmico, lo que ralentiza la degradación. Un programa de mantenimiento disciplinado puede mantenerlos fiables durante años. Si tu taller ya maneja bien los sistemas hidráulicos—aceite limpio, temperaturas registradas, kits de sellos programados—puede que no veas diferencias dramáticas en el tiempo de inactividad.
Si, sin embargo, eres el tipo de operación que dice “cambiaremos los filtros cuando empiece a comportarse raro”, estadísticamente te estás inscribiendo para fallos agrupados después del tercer año.
Y el tiempo de inactividad no es solo el costo de reparación. Son envíos perdidos. Transporte urgente. Horas extra para ponerse al día. Clientes enfadados.
Una vez perdimos una semana esperando un bloque de válvulas hidráulicas propietario. La máquina quedó muerta. Operarios reasignados. Trabajos reprogramados. Un cliente retiró trabajos futuros. La factura de reparación no fue lo que dolió. Lo que dolió fue el calendario vacío dos meses después. El metal arruinado puedo reciclarlo. La reputación arruinada perdura.
REGLA DE PISO DE TALLER: El costo del tiempo de inactividad es igual a (margen bruto perdido por hora × horas de inactividad) + mano de obra de recuperación. Si no sabes ese número, estás adivinando.
Así que ahora tienes las piezas: precio de compra, patrón de energía, probabilidad de mantenimiento, exposición al tiempo de inactividad.
El siguiente paso no es discutir hidráulica versus servoeléctrica como si fuera una religión. Es construir una hoja de cálculo de cinco años vinculada a tu mezcla de tonelaje, conteos de ciclos, tarifa de mano de obra y planes de crecimiento—porque una máquina que encaja hoy pero ahoga tu próximo contrato es solo una manera más lenta de desperdiciar $150,000.
¿Qué dicen realmente tus últimos 12 meses de doblado que deberías comprar?
Quieres saber cómo usar los últimos 12 meses de datos de doblado para elegir la máquina que más dinero genera en cinco años.
Bien. Esa es la única pregunta adulta en todo este circo de “prensa plegadora vs plegadora de prensa”.
Saca tres números de tus registros:
Ahora dejamos de discutir sobre la insignia en el capó y empezamos a mirar el motor.
Imagina dos talleres. Igual facturación. Igual espacio de piso. Uno trabaja brackets de placa de 3/8″ toda la semana—golpes constantes, tiradas largas, alto tonelaje. El otro dobla acero inoxidable calibre 14 en lotes de 12 piezas, luego cambia herramientas, luego cambia material, luego cambia de opinión. Si colocas la misma máquina en ambos, uno de los dueños parece un genio. El otro parece un fanático de la hoja de especificaciones que compró la curva de potencia equivocada.
Una vez vi a un curioso insistir en una servoeléctrica para un contrato que era pestañas estructurales de 1/2″ todo el día. A los seis meses, la máquina estaba bien—pero trabajando siempre en el límite superior de su rango de tonelaje. Calor en los husillos de bolas. Tiempos de ciclo más lentos de lo anunciado. No descartaban piezas. Simplemente iban a paso lento. Las ganancias se filtraban en segundos por doblez. ¿Metal arruinado? No. Margen arruinado.
REGLA DE TALLER: Si tus datos no describen tu trabajo en bandas de tonelaje y patrones de ciclo, no estás listo para comprar una máquina.
Así que vamos a contrastar tus datos con la realidad.
Si más de un tercio de tus ingresos provienen de más del 70 % de la capacidad nominal en toneladas, la hidráulica merece un respeto serio.
A los sistemas hidráulicos les gusta la carga sostenida. Al aceite bajo presión no le importa si trabajas cerca de la tonelada máxima toda la tarde. La fuerza del pistón es suave, tolerante y escalable. En piezas grandes—largas bridas, material grueso—la inercia del sistema realmente ayuda a estabilizar el recorrido. Eso no es mercadotecnia. Es masa y dinámica de fluidos haciendo lo que han hecho desde la década de 1970, cuando la hidráulica reemplazó a las máquinas mecánicas de volante.
“Pero incluso antes de eso, los talleres usaban frenos manuales para doblar cornisas y techos.‘ Exacto. La potencia no era la magia. La fuerza controlada lo era. Las placas pesadas exigen fuerza controlada a lo largo de la distancia.
Si tu registro muestra series largas de material grueso con cambios mínimos de herramienta, los picos de energía del servoeléctrico no te ayudan mucho. Los ahorros en reposo se reducen porque no estás en reposo: estás trabajando. Y hacer funcionar un servoeléctrico constantemente cerca del tonelaje máximo es como conducir una camioneta al límite de revoluciones remolcando un tráiler todo el año. Lo hará. Pero no es su vida más feliz.
He visto una pieza de refuerzo de 3/4″ ejecutarse en una unidad eléctrica subdimensionada donde el operador tuvo que dividir los dobleces y ajustar los ángulos lentamente para evitar fallos por sobrecarga. Las piezas pasaron. Apenas. La mano de obra se duplicó. La placa no se agrietó, pero el cronograma sí. ¿Metal arruinado? No esta vez. Productividad arruinada.
Aquí la hidráulica no es anticuada. Es la adecuada.
Entonces, ¿cuándo se invierte esa lógica?
Ahora mira tu segundo número: el promedio de dobleces por trabajo.
Si trabajas con lotes de menos de 25 piezas, el juego cambia.
El servoeléctrico brilla en ráfagas cortas: acercamiento rápido, parada precisa, sin bomba funcionando mientras el operador verifica el ángulo o va al estante. El motor exige potencia durante el doblez y luego prácticamente duerme. En un taller donde la mitad del turno son preparaciones, inspección y ajustes, ese descanso importa. También importa la repetibilidad desde el primer hasta el golpe número 200 sin desviaciones por temperatura del aceite.
En trabajos de alta variedad, el verdadero enemigo no es el tonelaje. Es el movimiento desperdiciado.
Los sistemas servo también te brindan un control más preciso de la posición del pistón, lo cual acorta la danza de “acercarse poco a poco” al ajustar un nuevo material. Menos tanteos. Menos golpes de prueba. Si tu registro muestra cientos de configuraciones al mes, ahorrar incluso dos minutos por preparación se acumula rápidamente.
Vi un taller cambiar de hidráulico a servo en un entorno de prototipos—acero inoxidable delgado, constantes cambios de herramienta. No presumían de ahorro energético. Presumían de precisión en la primera pieza. El desperdicio disminuyó porque las primeras tres piezas dejaron de ser ofrendas sacrificiales a los dioses del ángulo. Una mala semana antes del cambio había llenado un contenedor con paneles estéticamente torcidos por sobrecorrección. Metal arruinado que podías ver. Confianza arruinada que no podías.
Pero déjame poner esto a prueba: si tu “alta variedad” todavía incluye dobleces frecuentes cerca de la capacidad máxima, y eliges eléctrico solo por velocidad, más vale que confirmes el tonelaje disponible de la máquina en la longitud de trabajo. De lo contrario, serás un fanático de las hojas de especificaciones persiguiendo milisegundos mientras mueres de hambre por falta de fuerza.
REGLA DE TALLER: En los talleres de alta variedad, calcula la ganancia por hora de preparación, no por doblez.
Lo que deja el escenario incómodo.
¿Qué pasa si tus datos muestran que estás en medio?
Aquí es donde la mayoría de los propietarios se engañan a sí mismos.
Tus últimos 12 meses indican que el 80% de tu trabajo es de calibre medio, bajo 50% de tonelaje, mezcla alta. El servoeléctrico parece ser el ganador obvio. Pero tu cartera de ventas muestra a un contratista husmeando en piezas estructurales más gruesas. O estás pujando por ensamblajes que necesitan pestañas más largas.
Si el crecimiento implica aumentar el grosor y el tamaño de las piezas, una máquina que encaja hoy pero limita el mañana se convierte en un techo por el que pagaste.
La hidráulica te da margen de expansión en tonelaje con un menor costo inicial por tonelada. La servoeléctrica te da velocidad y precisión en la mezcla que ya dominas. La elección equivocada no trata sobre los trabajos de hoy, sino sobre las limitaciones de mañana.
Una vez audité un taller que compró una máquina pequeña y eléctrica porque “es lo que nuestro trabajo actual necesita”. Dos años después obtuvieron un contrato para marcos más gruesos. La máquina podía hacerlo técnicamente, en el límite. Los tiempos de ciclo se dispararon. Subcontrataron el exceso con márgenes bajos solo para cumplir las fechas de entrega. Las piezas estaban bien. El costo de oportunidad, no. ¿Metal arruinado? No. Crecimiento arruinado.
Así que aquí está el experimento mental que doy a cada propietario:
Si tu cliente más grande duplicara mañana su trabajo más grueso, ¿tu máquina sonreiría o sudaría?
Esa respuesta importa más que lo que diga el folleto de ventas.
Ahora tienes el marco:
Deja de preguntar si es una prensa de plegado o una plegadora de prensa.
Empieza a preguntar qué sistema de accionamiento coincide con la forma en que tu taller realmente gana dinero cada turno—y cuál sigue teniendo sentido cuando tu mejor cliente cambia las reglas del juego.
Estás mirando dos presupuestos. Ambos dicen 110 toneladas. Ambos doblan 10 pies. Uno zumba todo el día con presión hidráulica. El otro despierta, golpea con fuerza y se queda en silencio. Si todavía comparas los nombres en la parte superior de la página, estás a punto de tomar una decisión de seis cifras con la mentalidad de un fanático de hojas de especificaciones.
Ya relacionamos tus ingresos con bandas de tonelaje, frecuencia de montaje y dirección del crecimiento. Ahora aléjate un clic más. Una prensa de plegado no es una compra de máquina. Es una compra de limitaciones. Estás comprando la cosa que más a menudo dirá “no” en tu taller—no al grosor, no a la velocidad, no a la deriva de precisión, no a la expansión. La ganancia vive en cuán raramente dice “no” durante las horas pagadas.
La hidráulica dice: “Apóyate en mí toda la tarde.” La servoeléctrica dice: “Cambia rápido y logra tu ángulo al primer intento.” No son rasgos de personalidad. Son consecuencias mecánicas de cómo se genera y controla la fuerza. El aceite bajo presión tolera cargas sostenidas. Los servomotores sobresalen en el control de posición precisa y en respuesta rápida del golpe. Diferentes fortalezas. Diferentes puntos de falla. Diferente cálculo laboral.
Hace algunos años audité un taller que compró eléctrico porque la demostración se sintió rápida. Su mezcla de trabajo cambió silenciosamente hacia soportes formados más gruesos durante 18 meses. La máquina podía hacerlos—al 80–90% de su capacidad. Los tiempos de ciclo se alargaron. Los operadores dividieron los dobleces para evitar alertas de sobrecarga. El desperdicio aumentó cuando las suposiciones de recuperación elástica fallaron bajo carga casi máxima. Un viernes arrastramos un pallet de piezas agrietadas de 1/2″ al contenedor. Metal arruinado apilado hasta la cintura. La máquina no estaba defectuosa. Estaba mal elegida.
Así que deja de preguntar cuál accionamiento es “mejor.” Pregunta qué resultado estás optimizando: producción sostenida de alta carga, o rendimiento de alta mezcla y precisión con mínimo desperdicio de inactividad. Ese cambio hace que el tonelaje se vea diferente, ¿verdad?
El tonelaje es seductor porque es limpio. Un número grande. Comparación fácil. En 1974, una máquina de 1500 toneladas era un titular porque la fuerza bruta seguía siendo la frontera. En aquel entonces, la expansión de capacidad era la historia.
Hoy en día, el tonelaje sin contexto es solo la altura del techo escrita en papel.
Dos máquinas pueden estar clasificadas en 110 toneladas. Una entrega esa fuerza cómodamente durante ciclos largos con estabilidad térmica. La otra la entrega con precisión, pero prefiere no vivir allí todo el día. Mismo número. Comportamientos diferentes bajo repetición.
Y los principiantes pasan por alto la distinción más peligrosa: la precisión hidráulica a menudo significa consistencia bajo carga, mientras que la precisión servo significa control posicional del ariete (la viga móvil que impulsa el punzón). Si tu trabajo falla porque los ángulos se desvían después de 200 dobleces en caliente, ese es un tipo de problema. Si falla porque el posicionamiento de la primera pieza no es lo suficientemente ajustado en los prototipos de acero inoxidable delgado, ese es otro. El tonelaje no te dice qué riesgo estás comprando.
REGLA DEL PISO DE PRODUCCIÓN: Nunca compares tonelaje sin preguntar: “¿A qué ciclo de trabajo, a qué longitud de trabajo y durante cuánto tiempo por turno?”
Una vez vi a un curioso presumir de haber conseguido una máquina de mayor tonelaje por menos dinero. Seis meses después, luchaba contra ángulos inconsistentes en piezas estructurales largas porque la deflexión del bastidor a plena longitud de trabajo no era la que había supuesto. Las piezas técnicamente cumplían con la especificación mínima—después de retrabajo. El primer lote de vigas largas terminó torcido más allá de poder recuperarse. Metal arruinado que parecía haber sido atado en un nudo. Tonelaje barato. Ignorancia cara.
El tonelaje inicial es el menos importante porque solo tiene sentido cuando se filtra a través del patrón de tu carga de trabajo. Lo que plantea el verdadero asunto: antes de siquiera pedir una cotización, ¿qué deberías saber con tanta claridad que el sistema de accionamiento incorrecto se descarte a sí mismo?
Aquí está. Escríbelo en la pizarra.
¿Dónde genera mi taller su margen bruto: bajo carga alta sostenida o durante las horas de preparación?
Si el dinero se gana durante ejecuciones largas por encima del 60–70% de capacidad, el sistema hidráulico se alinea con tu flujo de caja. Tolera el calor, la repetición y el conformado pesado sin inmutarse. Los ahorros energéticos de un servoeléctrico no compensarán la fricción de trabajar cerca de la carga máxima toda la semana.
Si el dinero se gana en lotes cortos, con cambios de herramienta frecuentes, tolerancias ajustadas en la primera pieza y tiempo ocioso del operador entre dobleces, el servoeléctrico convierte los minutos muertos en producción pagada. Avance rápido. Parada precisa. El motor duerme cuando no estás accionando. Eso importa en entornos de alta mezcla donde la mitad del turno no se dedica a doblar, sino a ajustar.
Esto no es filosófico. Realiza un supuesto simple con tus números reales:
Multiplica por tu tasa de mano de obra cargada. Multiplica por 240 días laborales. Ahora compara esa diferencia anual de mano de obra con la diferencia de precio y el patrón de mantenimiento esperado. De repente, la compensación deja de ser emocional. Es aritmética.
Audité un taller con alta tasa de prototipos que lo registró con honestidad. Descubrieron que casi el 30% del tiempo pagado en la prensa plegadora era “deslizamiento” en la preparación—acercándose poco a poco a los ángulos correctos. Después de cambiar los accionamientos, la aceptación de la primera pieza mejoró lo suficiente como para que su contenedor de chatarra dejara de llenarse con paneles de acero inoxidable cosmético desviados 1 grado y sin valor para el cliente. Una semana antes del cambio, sacamos un carrito lleno de rechazos con acabado espejo en los que podías ver tu reflejo. Metal arruinado que dolía mirar. La máquina no solo doblaba más rápido. Dejó de desperdiciar ciclos de aprendizaje.
REGLA DEL PISO DE PRODUCCIÓN: Elige el accionamiento que proteja las horas en las que nace tu margen, no la especificación que impresiona a los visitantes.
La hidráulica ha dominado durante cincuenta años porque la mayoría de los talleres trabajan en producción sostenida con espesores variables y necesitan fuerza asequible por tonelada. El servoeléctrico sobrevive—y prospera—donde la precisión por hora de configuración paga las cuentas. Ninguno es el futuro. Ambos son herramientas.
Así que cuando te entreguen dos cotizaciones y alguien empiece a hablar sobre si se llama prensa dobladora o dobladora de prensas, ignora el emblema del capó.
Pregunta dónde ocurre realmente tu ganancia.
El sistema de accionamiento correcto es aquel que fortalece ese lugar—y hace que el tipo de trabajo equivocado sea lo suficientemente incómodo como para que no te desvíes hacia él por accidente.


















