

Il a acheté une presse plieuse de 320 tonnes pour plier de l’acier doux d’un quart de pouce.
Sa pièce la plus longue mesurait 6 pieds. La plupart étaient des supports de moins de 24 pouces. Mais le revendeur lui a dit : “ Vous ne manquerez jamais de puissance. ” Cela ressemblait à une assurance. Deux ans plus tard, la machine tournait plus au ralenti qu’en production, et quand elle fonctionnait, elle bougeait comme un camion benne chargé sur le parking d’un supermarché.
La puissance semblait sûre. Elle ne l’était pas.
Sur le papier, le tonnage paraît simple : une machine de 200 tonnes peut pousser 200 tonnes. Comme les chevaux-vapeur sur un camion.
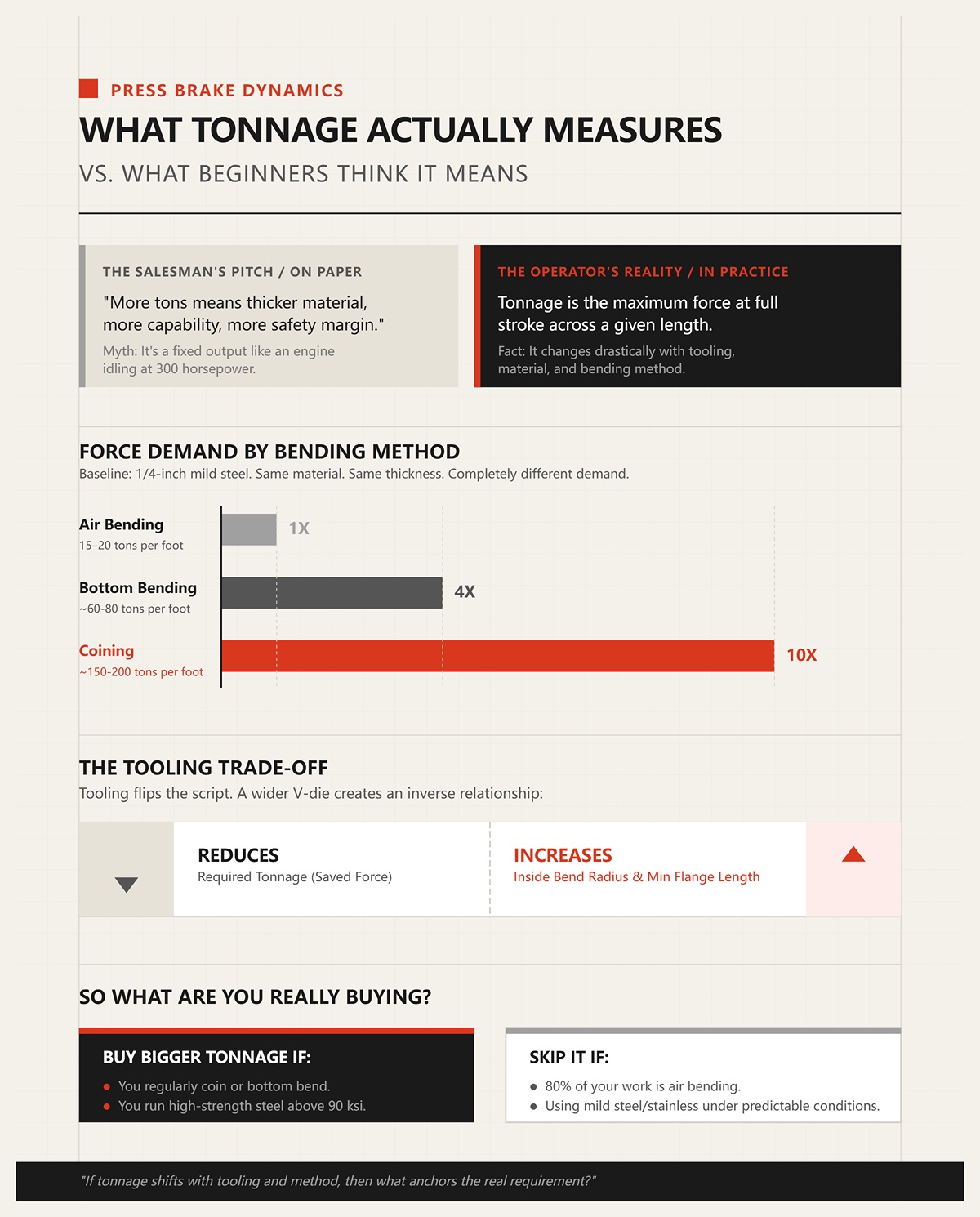
Le discours du vendeur : “ Plus de tonnes signifie matériau plus épais, plus de capacité, plus de marge de sécurité. ”
La réalité de l’opérateur : le tonnage est la force maximale à pleine course sur une longueur donnée, et il change selon l’outillage, le matériau et la méthode. Ce n’est pas une puissance fixe comme un moteur tournant au ralenti à 300 chevaux.
Prenons le pliage à l’air de l’acier doux d’un quart de pouce. Avec la bonne ouverture de matrice en V, il faut environ 15 à 20 tonnes par pied. Passez au pliage en fond de matrice, et ce chiffre peut quadrupler. En matriçant, vous pouvez atteindre dix fois la force requise pour le pliage à l’air. Même matériau. Même épaisseur. Exigence de force totalement différente.
Et l’outillage change encore la donne. Une matrice en V plus large réduit le tonnage requis — mais augmente le rayon intérieur du pli et la longueur minimale du rebord. Vous économisez de la force. Vous sacrifiez la géométrie.
Alors, que achetez-vous vraiment quand vous surspécifiez le tonnage : de la capacité, ou une béquille pour masquer la méconnaissance de votre procédé ?
Achetez un tonnage plus élevé si vous faites régulièrement du matriçage, du pliage en fond de matrice ou si vous travaillez de l’acier à haute résistance au-dessus de 90 ksi. Évitez-le si 80 % de votre travail consiste à plier à l’air de l’acier doux et de l’inox dans des conditions prévisibles.
Si le tonnage varie avec l’outillage et la méthode, alors qu’est-ce qui fixe l’exigence réelle ?
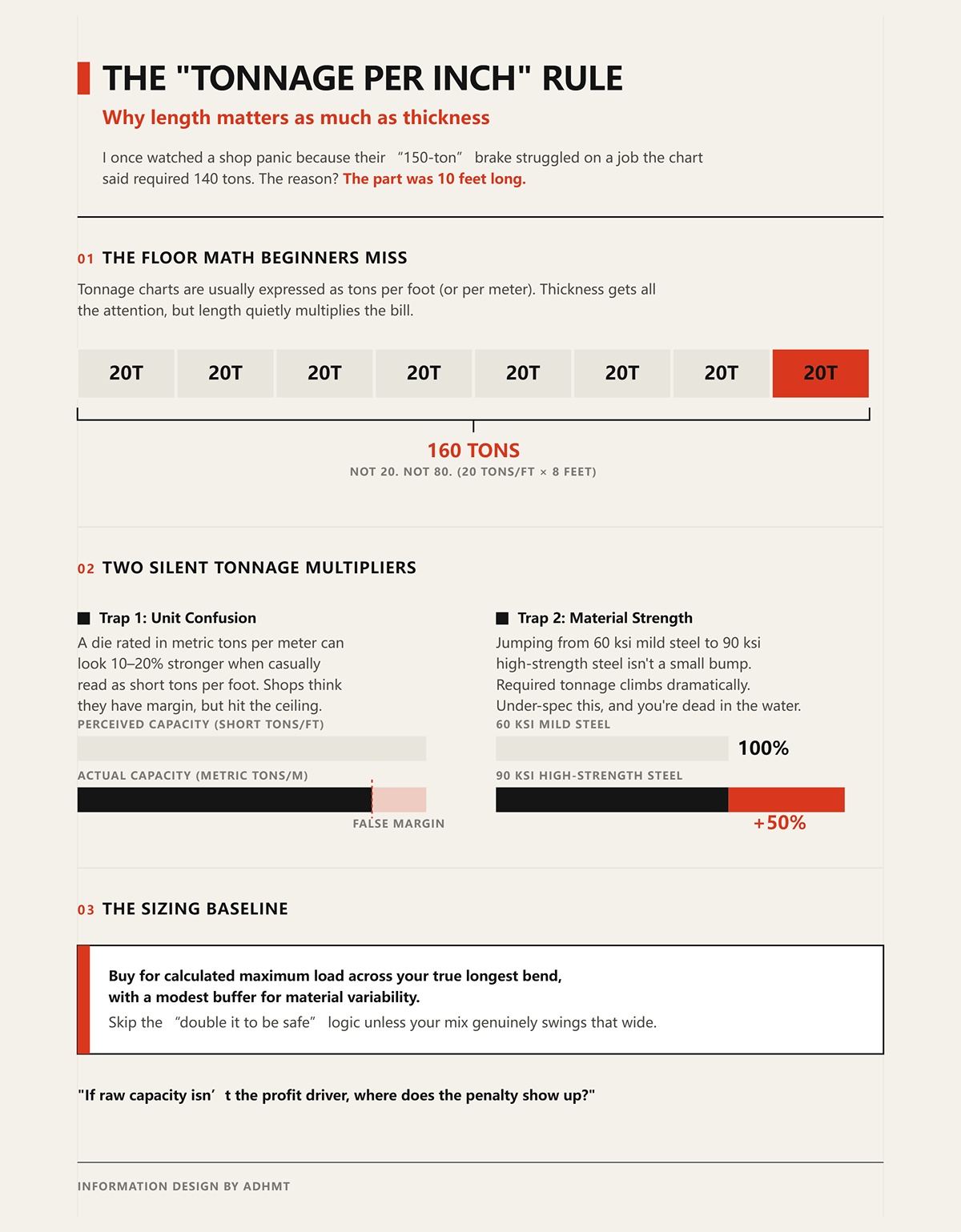
J’ai vu un atelier paniquer parce que leur presse plieuse “ de 150 tonnes ” peinait sur un travail que le tableau indiquait comme nécessitant 140 tonnes.
La pièce mesurait 10 pieds.
Voici le calcul de base que les débutants oublient : les tableaux de tonnage s’expriment généralement en tonnes par pied (ou par mètre). Si votre travail demande 20 tonnes par pied et que vous pliez sur 8 pieds, cela fait 160 tonnes. Pas 20. Pas 80. Cent soixante.
L’épaisseur attire toute l’attention. La longueur multiplie silencieusement la facture.
Ajoutez maintenant la confusion des unités. Un outil évalué en tonnes métriques par mètre peut sembler 10–20% plus puissant lorsqu’on le lit par erreur comme des tonnes courtes par pied. J’ai vu des ateliers acheter des machines pensant avoir de la marge—pour découvrir ensuite qu’ils étaient bien plus près de la limite qu’ils ne l’imaginaient.
Et voici le contrepoint inconfortable : si vous passez parfois de l’acier doux à 60 ksi à un acier à haute résistance à 90 ksi, la tonnage requise peut grimper de 50% ou plus. Sous-estimez cela, et vous n’êtes pas seulement imprécis—vous êtes paralysé.
Alors oui, il existe un seuil de sécurité minimal. Mais une fois que vos travaux réels culminent, disons, à 120 tonnes sur leur longueur maximale, qu’est-ce qu’une machine de 300 tonnes vous apporte à part le droit de vous vanter ?
Achetez selon la charge maximale calculée sur votre pli le plus long réel, avec une modeste marge pour la variabilité des matériaux. Évitez la logique du “ doubler pour être sûr ” à moins que votre gamme ne varie vraiment autant.
Si la capacité brute n’est pas le moteur du profit, où apparaît la pénalité ?

Tenez-vous à côté d’un frein hydraulique de 400 tonnes pendant une série de petits supports. Vous entendrez les pompes avant de voir un mouvement.
De grands vérins signifient des volumes d’huile plus importants. Des volumes d’huile plus importants signifient plus de fluide à déplacer à chaque course. Plus de fluide signifie accélération et décélération plus lentes, sauf si vous payez cher pour des commandes avancées. La physique se moque de votre calendrier de paiements.
Dans les travaux à forte variété et faible volume, le profit réside dans la vitesse de préparation et les temps de cycle courts. Si le déplacement de votre coulisseau est plus long et plus lourd que ce que la tâche exige, chaque pièce prend quelques secondes de plus. Cinq secondes supplémentaires sur 1 000 pièces représentent près d’une heure et demie de temps payé. Faites cela sur 200 travaux par an et vous aurez brûlé des semaines.
L’énergie raconte la même histoire. Un grand système hydraulique maintient la pression que vous cintriez de l’aluminium de 1/8 pouce ou de la tôle de 1/2 pouce. C’est comme faire tourner un semi-remorque diesel pour livrer des pizzas en centre-ville—beaucoup de couple, une efficacité déplorable.
Et voici la partie que la plupart des acheteurs ne calculent jamais : les cadres plus grands sont plus difficiles à bombé précisément sur des plis courts et décentrés. Quand votre travail quotidien consiste en des supports de 18 pouces placés à différentes positions le long d’un banc de 10 pieds, la force brute n’apporte rien à la cohérence. Le contrôle, oui.
Achetez surdimensionné si votre activité principale concerne des plaques longues et épaisses à charges proches de la capacité maximale. Évitez-le si votre emploi du temps comprend 30 changements par jour et des pièces qui testent rarement le tiers supérieur de la capacité nominale de la machine.
Si le tonnage de pointe n’est pas ce qui distingue une machine rentable d’une machine qui tue la marge, alors qu’est-ce que c’est ?
Il y a quelques années, je me tenais derrière deux machines de 110 tonnes travaillant sur les mêmes supports en acier inoxydable calibre 14. L’une était hydraulique. L’autre était servo-électrique. Même tonnage nominal sur la brochure.
Le moteur de l’unité hydraulique tournait pendant tout le quart de travail. On pouvait entendre le sifflement de la pompe même pendant que l’opérateur mesurait les pièces. L’électrique restait silencieuse entre les coups. Lorsqu’elle bougeait, elle descendait, se pliait et remontait comme si elle avait un autre endroit où aller.
Les deux pouvaient atteindre la force requise. Une seule gagnait de l’argent en le faisant.
C’est l’écart que les débutants ratent. Le discours du vendeur, c’est le tonnage de pointe. La réalité de l’opérateur, c’est la façon dont cette force est générée, contrôlée et payée chaque heure où l’alimentation est activée. Une presse plieuse n’est pas juste un chiffre marqué sur le côté. C’est une architecture d’entraînement—une manière de créer mouvement et pression—et cette architecture dicte le temps de cycle, la consommation d’énergie, la maintenance et à quel point vous pouvez fonctionner en toute sécurité près de la limite nominale de la machine.
Si le tonnage est la taille du moteur, le système d’entraînement est la transmission et le système d’alimentation. Et dans les travaux à forte variété—séries courtes, réglages constants—la réactivité l’emporte sur la force brute tous les jours de la semaine.
Alors, qu’achetez-vous réellement lorsque vous choisissez hydraulique, électrique ou hybride ?
Entrez dans n’importe quel ancien atelier de fabrication et vous la verrez : doubles vérins, réservoir d’huile de la taille d’un fût de bière, des tuyaux partout. Les systèmes hydrauliques dominent les fortes tonnages pour une raison : ils se mettent à l’échelle.
Vous voulez 300, 400, 800 tonnes ? L’hydraulique vous y conduit sans matériel exotique. Gros vérins, grosses pompes, haute pression. Concept simple.
L’argument du commercial : “ Puissance illimitée. Éprouvée. Fiable. Vous ne manquerez jamais de force. ”
La réalité de l’opérateur : chaleur de cisaillement de l’huile, usure des joints, dérive des soupapes et pompes qui tournent que vous pliiez ou non.
Les systèmes hydrauliques génèrent de la force en mettant l’huile sous pression et en la poussant dans les vérins. Cette huile se compresse légèrement, les tuyaux se dilatent légèrement, les joints fléchissent. Sous charge maximale sur de longues longueurs, cette souplesse reste gérable. Sur de courtes sections, en travail décentré d’un support de 24 pouces ? Le système compense constamment. C’est là que la répétabilité commence à dériver si l’entretien n’est pas rigoureux.
Et voici un détail que la plupart des acheteurs découvrent à leurs dépens : la pleine tonnage n’est pas censée être appliquée sur une minuscule section du banc. Beaucoup de cadres ne sont évalués à pleine charge que sur environ 60 % de leur longueur utile. J’ai eu un client qui jurait que sa presse plieuse de 10 pieds pouvait tout faire parce qu’elle était “ de 300 tonnes ”. Sa plus longue pièce faisait 6 pieds. Il a commencé à effectuer du pliage en fond sur des pièces courtes et épaisses, en plein centre, presque à pleine charge.
Le bâti a pris une déformation. Permanente.
La puissance ne l’a pas protégé. Elle a amplifié l’erreur.
Et puis, il y a la question de l’énergie. Une machine hydraulique comparable peut consommer environ cinq fois plus de puissance moyenne qu’une servo-électrique en fonctionnement, car le moteur tourne souvent en continu pour maintenir la pression du système. Sur 3 000 heures par an, ce n’est pas de la petite monnaie. C’est une ligne de budget assez importante pour embaucher un autre opérateur.
Achetez hydraulique si vous pliez régulièrement des tôles longues et lourdes près du tiers supérieur du tableau de tonnage et que vous avez le volume pour justifier une discipline d’entretien stricte. Passez votre chemin si 80 % de votre production concerne du pliage à l’air en petites séries sous 150 tonnes et si vous vous souciez de la consommation à vide, du bruit et de la dérive.
Si l’hydraulique règne sur le monde du fort tonnage, cela signifie-t-il que l’électrique n’est réservé qu’aux tôles fines et aux ateliers amateurs ?
Je me souviens quand les presses plieuses électriques étaient considérées comme des “ jouets de moins de 100 tonnes ”. C’était la réputation.
Puis j’ai vu une unité électrique de 100 tonnes fonctionnant avec une moyenne d’environ 3 kilowatts en production. Faites le calcul sur une année de travail en un seul poste et vous obtenez une fraction de la consommation d’énergie d’une hydraulique équivalente. Et elle ne sacrifiait pas de capacité pour les pièces qu’elle était conçue pour produire.
Les presses plieuses servo-électriques utilisent des vis à billes ou des systèmes à courroie entraînés par des servomoteurs. Pas d’huile. Pas de pompes au ralenti. Quand le coulisseau ne bouge pas, le système ne consomme pratiquement pas d’énergie. Quand il bouge, le couple est instantané et parfaitement contrôlé.
Le résultat ? Vitesse d’approche plus rapide, retour plus rapide et contrôle de position extrêmement précis — répétabilité au niveau du micron sur les conceptions modernes.
L’argument du commercial : “ Propre. Rapide. Précis. Économie d’énergie. ”
La réalité de l’opérateur : tonnage maximal limité par taille de machine et courbe de charge différente — impossible de les malmener par un formage presque maximal constant sur de grandes longueurs sans respecter leurs limites mécaniques.
Cela dit, l’argument de l’ancien “ plafond de 100 tonnes ” vieillit mal. Les presses plieuses électriques modernes de la classe 100–110 tonnes sont proposées à des prix compétitifs face à des hydrauliques bien plus grandes et atteignent des niveaux de précision qui éliminent souvent la nécessité de réglages complexes de compensation grâce à des structures de cadre rigides. Pour les ateliers à forte variété pliant acier doux, inox et aluminium sous des charges prévisibles, cela couvre la grande majorité du travail quotidien.
Et comme la force est transmise mécaniquement par des vis plutôt que par la pression d’un fluide, la réponse est immédiate. Aucun retard de vanne. Aucun délai de montée en pression. Dans des environnements de production courte où vous fabriquez 20 pièces, réglez, puis en fabriquez 30 autres, cette réactivité se traduit par de vraies minutes gagnées.
Mais voici la véritable limite : si votre travail exige réellement plus de 300 tonnes réparties sur 3 mètres, l’électrique seul n’est pas votre solution.
Achetez un système servo-électrique si vos charges réelles calculées se situent sous sa capacité nominale et que votre rentabilité dépend de la vitesse, de la répétabilité et d’un faible coût d’exploitation. Évitez-le si vous réalisez régulièrement du pliage en fond de matrice sur des tôles épaisses à des charges flirtant avec 250–400 tonnes.
Alors, où cela laisse-t-il les ateliers qui veulent la précision de l’électrique mais ont parfois besoin d’une force sérieuse ?
J’ai visité une usine exploitant un modèle hybride d’une capacité bien supérieure à 500 tonnes. Des servomoteurs alimentaient des pompes hydrauliques à la demande — pas de moteur tournant à pleine vitesse en continu, pas de déperdition de pression constante. À l’arrêt, la machine était silencieuse. En charge, elle avait du muscle.
Les économies d’énergie par rapport aux systèmes hydrauliques traditionnels étaient bien réelles — de l’ordre d’un quart ou plus sur des cycles de travail comparables — car les pompes ne fonctionnaient que lorsque le formage l’exigeait. La précision était plus élevée que sur les anciens systèmes hydrauliques grâce à la pression et à la position pilotées par servo.
Sur le papier, cela semble clore le débat.
L’argument du commercial : “ La puissance hydraulique avec l’efficacité et la précision de l’électrique. ”
La réalité de l’opérateur : un coût initial plus élevé, des systèmes de commande plus complexes et une machine qui ne se rentabilise que si vous exploitez réellement les deux extrémités de sa plage de capacités.
Voici la question de calcul d’atelier que je pose aux propriétaires : combien d’heures par mois travaillez-vous réellement au-dessus d’environ 200 tonnes ? Pas ce que vous pourriez faire. Pas ce que le service commercial espère décrocher. Ce qui tourne réellement.
Si la réponse est “ quelques travaux par trimestre ”, un grand modèle hybride est une assurance coûteuse. Si la réponse est “ tous les jours, sur de longues pièces ”, alors oui — la prime se justifie, car une panne ou une dérive à cette échelle est catastrophique.
Les systèmes hybrides redéfinissent le dilemme. Ils prouvent qu’il n’est pas nécessaire d’accepter les inefficacités hydrauliques d’autrefois pour obtenir une forte tonnage. Mais ils révèlent aussi quelque chose d’inconfortable : de nombreux ateliers à production variée n’ont pas besoin d’une tonnage extrême du tout. Ils ont besoin d’agilité avec une marge occasionnelle — et parfois cette marge est bien inférieure à ce que le badge sur le côté laisse croire.
Achetez un hybride si votre charge de travail couvre réellement la précision sur tôle fine et les pliages fréquents de grandes longueurs où l’efficacité et la force comptent toutes deux. Évitez-le si vos travaux “ lourds ” sont rares et que votre marge quotidienne dépend de la vitesse et de faibles coûts fixes.
Une fois le système d’entraînement choisi, une autre question surgit. Même le vérin le plus agile et efficace au monde ne peut produire des pièces précises si le positionnement du butée arrière et la compensation du bombage ne sont pas tout aussi précis.
| Catégorie | Hydraulique | Servo-électrique | Hybride |
|---|---|---|---|
| Positionnement central | Bête de somme à fort tonnage avec exigences d’entretien | Précision à grande vitesse avec un plafond d’environ 100 tonnes (unités modernes courantes entre 100 et 110 tonnes) | Allie la force hydraulique à l’efficacité électrique |
| Génération de force | Huile mise sous pression dans les cylindres ; légère compression de l’huile, expansion du tuyau, flexibilité du joint | Vis à billes ou systèmes à courroie entraînés par des servomoteurs ; transmission mécanique de la force | Les servomoteurs entraînent les pompes hydrauliques à la demande |
| Argument commercial | Puissance illimitée, éprouvée, fiable | Propre, rapide, précise, économe en énergie | Puissance hydraulique avec efficacité et précision électriques |
| Réalité de l’opérateur | Chaleur, usure des joints, dérive des valves, les pompes tournent en continu ; la répétabilité dérive si l’entretien est négligé | Tonnage maximal limité ; il faut respecter les limites de charge mécanique | Coût initial élevé ; commandes complexes ; ne devient rentable que si la gamme complète est utilisée |
| Consommation d’énergie | Élevé ; le moteur tourne souvent en continu ; ~5× la puissance moyenne d’un système électrique comparable | Faible ; consomme de l’énergie principalement pendant le mouvement (~3 kW en moyenne dans l’exemple) | Modéré ; ~25 %+ d’économie d’énergie par rapport à l’hydraulique traditionnelle |
| Précision et répétabilité | Bonne avec un entretien adéquat ; dérive possible sous des charges courtes ou décentrées | Contrôle extrêmement précis ; répétabilité au niveau du micron ; aucun retard de valve | Plus précis que l’hydraulique ancienne ; pression et retour d’information contrôlés par servo |
| Idéal pour | Plaque longue et lourde proche de la plage de tonnage maximal ; travail lourd en grand volume | Travail à haute diversité et à petites séries sous la tonnage nominale ; ateliers axés sur la vitesse et les faibles coûts d’exploitation | Ateliers nécessitant à la fois une grande précision et des pliages fréquents à tonnage élevé et à grande longueur |
| Limitations | La tonnage totale est souvent limitée à environ ~60% de longueur de table ; risque de déformation de la structure sous des charges concentrées | Non adapté pour plus de 300 tonnes sur de longues longueurs | Coûteux si les pliages à fort tonnage sont seulement occasionnels |
| Acheter si | Les pliages lourds réguliers justifient les coûts de maintenance et d’énergie | Les charges réelles restent sous la limite nominale et l’efficacité est importante | La charge de travail couvre à la fois la précision sur fines épaisseurs et les pliages fréquents à tonnage élevé |
| À éviter si | Principalement du pliage à l’air en petites séries sous 150 tonnes ; sensible à l’énergie et au bruit | Pliage régulier en fond de matrice de tôle épaisse entre 250 et 400 tonnes | Les travaux lourds sont rares ; la marge quotidienne dépend de la vitesse et des faibles frais généraux |
Et c’est là que se niche la prochaine couche de profit — ou de rebut.
Vous pouvez avoir la presse servo‑électrique la plus propre de l’atelier, ou une hybride dotée de puissance pour plusieurs jours — mais si la pièce n’a pas la même longueur et le même angle de gauche à droite, tout cela n’a aucune importance.
La force crée le pli. La position et la compensation créent la pièce.
J’ai vu des ateliers acheter des machines pensant avoir de la marge — pour découvrir qu’ils étaient plus proches du plafond qu’ils ne le croyaient. Pas sur la tonnage. Sur la répétabilité. Le vérin atteignait les valeurs prévues. Le système d’entraînement fonctionnait bien. Mais le bord sur le côté gauche était plus long de 0,020″ que celui de droite, et l’angle au centre était ouvert d’un degré parce que la table s’était fléchie sous la charge. Vous voilà en train de caler, de replier, de mettre au rebut de l’inox à $3 la livre, et d’expliquer à un client pourquoi les perçages ne s’alignent pas.
Vous ne perdez pas d’argent parce que votre presse ne pousse pas assez fort. Vous en perdez parce qu’elle ne peut pas répéter une dimension sur toute la longueur de la table.
C’est là que le système de butée arrière et le système de compensation cessent d’être des accessoires et commencent à être une protection du bénéfice.
Le discours du commercial : “ Six axes. Flexibilité totale. À l’épreuve du futur. ”
La réalité de l’opérateur : la plupart des ateliers n’en utilisent pas la moitié.
Une butée simple à 2 axes (X pour la profondeur, R pour la hauteur) exécutera une montagne de pièces simples. Ajoutez Z1/Z2 — mouvement indépendant gauche/droite — et vous couvrez la plupart des complexités réelles, en particulier les pièces longues où le repositionnement manuel tuerait votre temps de réglage. Pour un atelier fabriquant des équerres, des profilés en U, des boîtes de moins de 1,20 mètre, jour après jour, un système complet à 6 axes reste souvent là comme un semi-diesel livrant des pizzas.
Plus de puissance que le trajet ne l’exige.
Mais c’est là que les débutants se trompent. Le nombre d’axes n’a rien à voir avec la fierté — c’est une question de contrôle indépendant. Une véritable butée à 6 axes (X1/X2, R1/R2, Z1/Z2) permet à chaque doigt de se déplacer sur son propre plan. Si vous produisez en alternance des pièces larges et étroites en séries courtes — travail à forte variété où le panneau de 36 pouces d’aujourd’hui devient la pièce décalée de 12 pouces de demain — cette indépendance signifie pas de réalignement manuel, pas de calage d’arrêts, pas de corrections au “feeling” de l’opérateur.
Cela signifie que vous ne perdez pas l’appel d’offres parce que vous ne pouvez pas changer de configuration assez vite.
J’ai vu des ateliers essayer de simuler la flexibilité 6 axes avec une butée 2 axes et une clé à molette. Ça marche. Lentement. Jusqu’à ce que l’opérateur se précipite et qu’une aile dérive de 0,030″. Sur le papier, la machine avait largement le tonnage nécessaire. En réalité, elle manquait de positionnement contrôlé.
Achetez une 6 axes si votre production varie régulièrement en largeur, décalage et géométrie asymétrique au sein d’un même poste, et que votre temps de réglage est votre point d’étranglement. Évitez-la si 80 % de votre chiffre d’affaires vient de pièces répétitives qui ne sollicitent jamais un contrôle indépendant des doigts — et dépensez la différence dans un meilleur outillage ou une meilleure formation.
Parce que le nombre d’axes à lui seul ne résout pas le problème suivant : la machine elle-même se déforme sous la charge.
Appliquez 150 tonnes sur un banc de 8 pieds et la structure fléchit. Ce n’est pas un défaut. C’est la physique.
Le centre s’ouvre légèrement, ce qui signifie que l’angle au milieu de votre pièce devient plus plat tandis que les extrémités restent serrées. Nous appelons cela le “ fléchissement central ”. Si vous ne compensez pas, vous courez après les angles toute la journée.
La compensation mécanique utilise des cales ou des cames intégrées au banc pour introduire une contre-flexion contrôlée. Réglez-la une fois selon le tonnage et la longueur de la pièce, et elle contrecarre la déformation. Simple. Stable. Moins de maintenance hydraulique.
La compensation hydraulique utilise des vérins sous le banc, ajustables dynamiquement via la commande. Elle est flexible et rapide quand vous jonglez entre les tonnages et les matériaux.
Le discours du commercial : “ Correction automatique de l’angle sur toute la longueur. ”
La réalité de l’opérateur : si votre tonnage varie fortement d’un travail à l’autre, la compensation hydraulique réduit le temps de réglage. Si votre travail est prévisible, les systèmes mécaniques gardent souvent une meilleure stabilité avec moins de soucis à long terme.
Voici le calcul sur le terrain. Imaginez une pièce en inox de 10 pieds avec une tolérance de ±0,5 degré. Si le centre s’ouvre d’un degré parce que vous avez ignoré la compensation, vous devrez soit refrapper la pièce — ajoutant du temps de cycle et risquant des marques — soit la mettre au rebut. Multipliez cela par 30 pièces dans une courte série. Ce n’est pas un problème de tonnage. C’est un problème de contrôle de déflexion.
Achetez la compensation hydraulique si votre programme alterne toutes les heures entre aluminium fin et tôle épaisse et que vous avez besoin d’une compensation rapide et programmable. Évitez-la si votre production est constante et que vous privilégiez la simplicité mécanique à la vitesse d’ajustement.
Même alors, une dernière question reste en suspens.
Si le bâti fléchit et que les jauges se positionnent, le logiciel peut-il compenser le reste ?
Les contrôleurs modernes peuvent calculer la compensation de pliage, ajuster le retour élastique, voire appliquer des courbes de bombage dynamiques basées sur des tableaux de tonnage. Ils sont plus intelligents que tout ce que nous utilisions il y a vingt ans.
Mais le logiciel ne peut pas rigidifier l’acier.
Je l’ai déjà entendu : “ Le contrôle compensera. ” Parfois, c’est vrai — dans une certaine marge. Si le bâti est rigide et la déflexion prévisible, le contrôleur peut ajuster la profondeur du vérin et le profil de bombage pour maintenir l’angle sur toute la longueur de la table.
Si la machine fléchit de manière incohérente parce qu’elle est sous-dimensionnée pour le travail — ou usée — le logiciel devine.
C’est l’écart que les débutants ne voient pas. Ils pensent que le tonnage est un filet de sécurité, puis que le logiciel est un second filet. En réalité, la rigidité, la stabilité du système de jauge et la précision du bombage sont les fondations. Le logiciel affine. Il ne sauve pas.
Achetez un contrôle haut de gamme si la structure mécanique de votre machine est solide et que vous voulez des réglages plus rapides et moins de dépendance à l’opérateur. Ignorez la mise à niveau “intelligente” si vous espérez qu’elle masquera des limites structurelles ou un mauvais alignement — elle ne le fera pas.
À ce stade, le schéma devrait sembler familier. Un vérin plus grand ne garantit pas de meilleures pièces. Plus d’axes ne garantissent pas un meilleur positionnement. Un logiciel plus intelligent ne garantit pas la rigidité.
Ainsi, si l’architecture de l’entraînement, les systèmes de positionnement et le contrôle de la déflexion déterminent si les pièces sont expédiées ou mises au rebut, qu’est-ce que cela signifie pour votre facture d’électricité, vos heures de maintenance et votre temps d’arrêt quand la machine ne plie même pas ?
C’est là que les coûts cachés commencent à parler.
À 14 h 15 un mardi, je suis passé devant une presse plieuse hydraulique de 300 tonnes qui n’avait pas cyclé depuis vingt minutes. L’opérateur ébavurait des pièces sur un établi. Le moteur ronronnait encore, l’huile circulait, la chaleur montait. Rien ne pliait.
L’ampèremètre sur ce type de machine ne tombe pas à zéro quand on arrête le formage. La pompe continue de tourner pour maintenir la pression du système. Vous payez pour la disponibilité.
C’est la partie que la plupart des débutants ne calculent jamais. Ils se concentrent sur le tonnage maximal et les tolérances d’angle — et ils ont raison — mais la rentabilité ne se décide pas à charge maximale. Elle se décide dans les intervalles entre les plis. Si la répétabilité et le contrôle produisent de bonnes pièces, le système d’entraînement détermine combien il vous en coûte d’attendre entre elles. Et dans un atelier à forte variété et faible volume, on attend beaucoup.
Alors, ouvrons le registre.
Une presse plieuse hydraulique conventionnelle fait fonctionner un moteur à vitesse constante entraînant une pompe. Même lorsque le vérin ne se déplace pas, la pompe fait circuler l’huile à travers les valves pour maintenir la pression du système. Cela signifie une consommation électrique continue, plus de génération de chaleur, plus de demande de refroidissement.
Imaginez une presse plieuse hydraulique de 200 tonnes avec un moteur principal de 20 à 30 chevaux. La puissance se traduit directement en consommation électrique. Imaginez maintenant que cette machine passe la moitié de son poste sans réellement former — les opérateurs mesurent les premières pièces, changent les outils, préparent la prochaine petite série. Dans un atelier à forte variété, ce n’est pas hypothétique. C’est un mardi.
Le discours du vendeur : “ Vous ne serez jamais à court d’énergie. ”
La réalité de l’opérateur : vous en consommez, que vous l’utilisiez ou non.
Les presses plieuses électriques — à vis à billes ou courroies entraînées par servomoteur — ne tirent une puissance significative que pendant le mouvement. À l’arrêt, elles restent silencieuses. Pas de circulation d’huile. Pas de maintien de pression. Pas d’accumulation de chaleur.
C’est là que ça devient inconfortable. À pleine charge, les électriques peuvent tirer plus d’énergie électrique instantanée par course pour produire la même tonnage. Force élevée, matériau épais, temps de maintien long — les hydrauliques peuvent en fait être plus efficaces par pliage lourd, parce qu’elles stockent et appliquent l’énergie différemment.
Mais la plupart des ateliers en petites séries ne travaillent pas toute la journée à tonnage maximal. Ils plient des supports de calibre 12, des brides de calibre 10, un mélange d’aluminium et d’acier doux — démarrer, arrêter, mesurer, changer, recommencer.
Une presse hydraulique allumée mais inactive, c’est comme un camion diesel tournant au ralenti dans la cour. Elle paraît prête. Elle semble puissante. Elle grignote silencieusement la marge.
Achetez hydraulique si votre machine passe la majeure partie de sa journée sous charge lourde soutenue, là où l’énergie hydraulique stockée joue en votre faveur. Évitez les hydrauliques surdimensionnées si votre planning est dominé par des séries courtes avec arrêts fréquents, où le temps d’inactivité rivalise avec le temps de formage.
Parce que l’électricité n’est que la première ligne du budget.
Tout système hydraulique est d’abord un système de gestion de fluide, ensuite une machine de formage. L’huile se dégrade. Elle absorbe l’humidité. Elle transporte des particules métalliques microscopiques issues des pompes et des valves. Les filtres se bouchent. Les joints vieillissent.
J’ai vu la précision des angles dériver au fil de la journée parce que la viscosité de l’huile change avec la température. Les pièces du matin à froid sortent serrées. L’après‑midi, elles s’ouvrent d’un demi‑degré. Alors, vous faites chauffer la machine 10 à 15 minutes avant le travail sérieux, vous recalibrez, vous ajustez la profondeur. Ce n’est pas une panne. C’est la physique d’un système fluide.
Projetez cela sur cinq ans. Vidanges programmées. Remplacements de filtres. Fuites occasionnelles. Une durite éclate au pire moment. Aucun de ces événements n’est catastrophique isolément. Ensemble, ils forment un rythme de maintenance que vous devez anticiper.
Les systèmes servomécaniques électriques échangent l’huile contre des composants d’usure mécanique — courroies, vis à billes, roulements. Ils ne sont pas sans maintenance. Les courroies s’étirent. Les vis s’usent si elles sont surchargées. Mais leur dégradation est généralement plus linéaire et prévisible. Vous pouvez mesurer le jeu d’une vis. Vous pouvez planifier un changement de courroie avant la panne.
Le discours du vendeur : “ Les hydrauliques sont robustes et éprouvées. ”
La réalité de l’opérateur : “éprouvées” signifie que vous connaissez déjà la liste des éléments à entretenir.
Si votre atelier travaille à haut tonnage chaque jour, ces composants hydrauliques fonctionnent dans leur zone de confort. Si vous achetez 300 tonnes “au cas où” et n’en utilisez que 60 la plupart de la semaine, vous entretenez un système conçu pour un effort que vous appliquez rarement.
J’ai vu des ateliers acheter des machines en pensant avoir de la marge — pour découvrir qu’ils étaient plus proches du plafond qu’ils ne le croyaient. Pas en tonnage. En frais généraux.
Achetez hydraulique si votre production justifie la complexité du système fluide et si vous avez le volume nécessaire pour amortir cette maintenance. Évitez‑le si vos travaux sont légers, variés, et que vous ne voulez pas que la gestion de l’huile devienne une activité à part entière.
Puis vient la question du temps.
Un atelier avec lequel j’ai travaillé réalisait des lots de 15 à 40 pièces. Changement de matériau, changement d’outillage, validation de la première pièce, production, démontage. Toute la journée.
Leur presse hydraulique nécessitait un cycle de préchauffage chaque matin pour stabiliser la température de l’huile. S’ils l’arrêtaient pour le déjeuner, les angles se déplaçaient légèrement après le redémarrage jusqu’à ce que la température se stabilise. Dix minutes ici. Cinq là. De petites tranches de temps.
Faites maintenant le calcul à l’échelle de l’atelier. Supposons que vous perdiez 15 minutes par jour à cause du préchauffage et des dérives de recalibrage. Sur 250 jours ouvrés, cela dépasse 60 heures. Une semaine et demie de travail — perdue pour la gestion de la température.
Un frein électrique ? Mise sous tension. Référence. Démarrage. Aucun problème de courbe de viscosité de l’huile à traquer.
Le temps de cycle compte aussi. Beaucoup de systèmes électriques accélèrent et ralentissent plus vite parce que le servomoteur entraîne directement le mouvement sans attendre l’écoulement du fluide à travers des valves. Sur des petits lots, des vitesses d’approche et de retour plus rapides compressent la partie non coupante de chaque cycle. Sur une série de 20 pièces, gagner même quelques secondes par pliage s’additionne avant le déjeuner.
Mais voici le contrepoids. Si votre atelier plie parfois de la tôle épaisse proche de la limite supérieure de la capacité électrique, vous ne pouvez pas ignorer les limites de force. Certains systèmes électriques ne génèrent tout simplement pas la tonnage extrême qu’une hydraulique comparable peut offrir. C’est pourquoi de nombreux ateliers avisés utilisent un parc hybride : électrique pour 80 % du travail à forte variété, hydraulique pour les gros efforts.
Cette répartition vous révèle quelque chose.
La vivacité d’entraînement — la vitesse à laquelle vous pouvez démarrer, arrêter et faire la transition — importe souvent plus que la force de pointe dans un environnement de courte série. Plus gros n’est mieux que si vous vivez dans le gros.
Achetez électrique si vos lots sont petits, vos matériaux modérés, et si votre rentabilité dépend de transitions rapides avec un minimum de préchauffage. Évitez-le si une alimentation constante en tôle épaisse vous placerait souvent près de sa limite de force.
Car une fois que vous voyez comment le temps d’inactivité, le rythme de maintenance et la dérive de préchauffage pèsent sur le bilan, la question cesse d’être “ Combien de tonnage puis-je me permettre ? ” pour devenir quelque chose de plus précis.
Que demande réellement mon travail — coup par coup, heure par heure — et quel système d’entraînement correspond à cette réalité plutôt qu’à ma crainte ?


















