

Dia menonton video dari produsen berdurasi 12 menit di ruang istirahat. Menandatangani lembar absen. Memakai kacamata keselamatan.
Satu jam kemudian dia berdiri di depan mesin press brake seberat 135 ton, kaki menggantung di atas pedal, jari-jari berada enam inci dari cetakan atas yang menutup.
Tak seorang pun di bengkel itu merasa mereka bertindak ceroboh. Itulah bagian yang seharusnya membuatmu khawatir.
Kebanyakan bengkel yang saya audit memiliki folder berlabel “Pelatihan Press Brake.” Di dalamnya: cetakan PowerPoint, lembar tanda tangan, mungkin tautan ke video umum. Asumsinya sederhana — jika operator telah “dilatih,” tanggung jawab berpindah kepadanya.
Namun ANSI B11.3 tidak peduli apa yang dia tonton. Standar itu peduli pada apa yang dapat dia buktikan di mesin tertentu itu, dalam kondisi produksi normal, dengan evaluasi yang terdokumentasi.
Perbedaan itulah tempat di mana jari-jari bisa hilang.
Bayangkan dua operator.
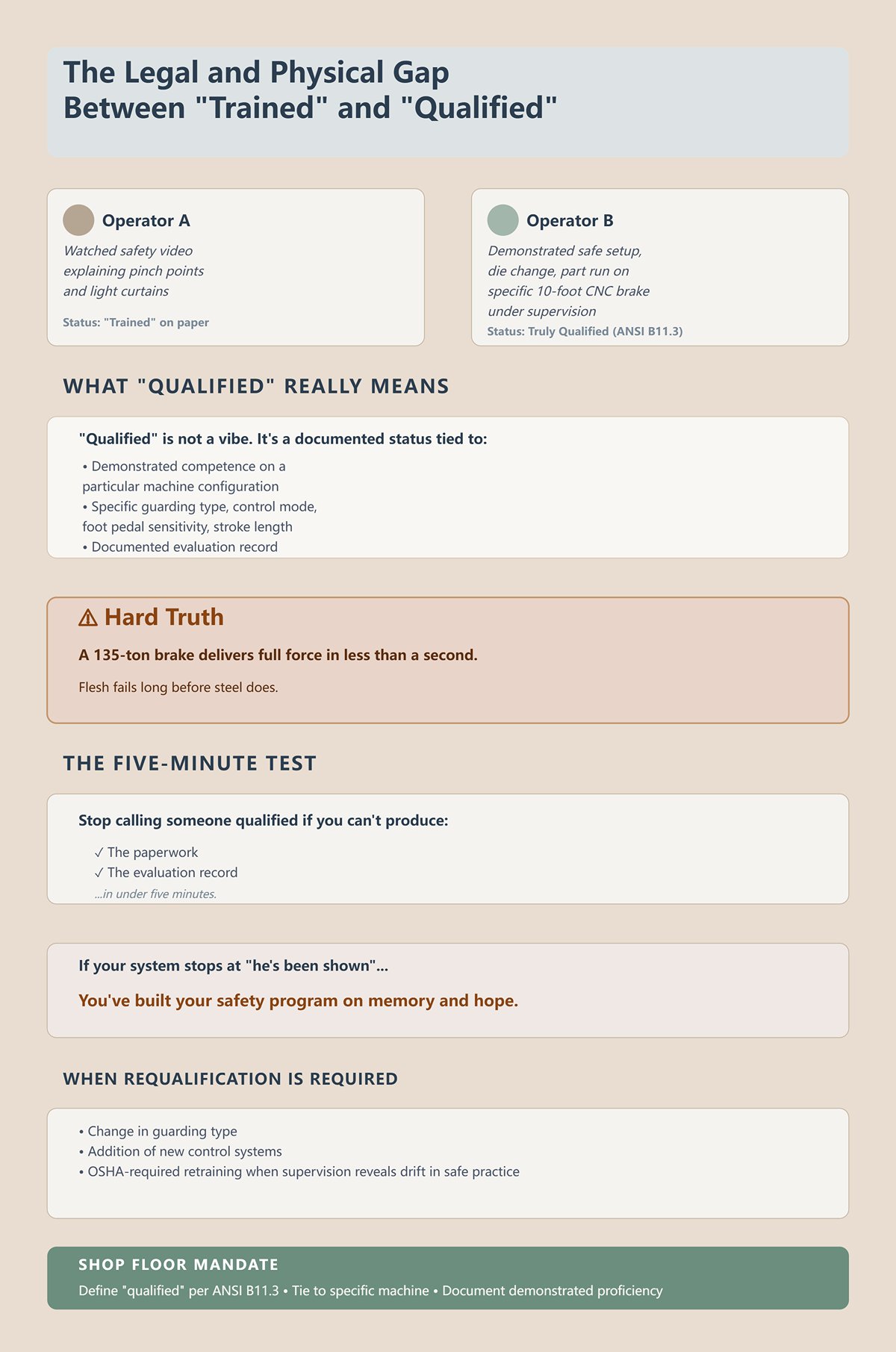
Operator A menonton video keselamatan yang menjelaskan titik jepit dan tirai cahaya. Operator B mendemonstrasikan penyiapan aman, penggantian cetakan, dan pengoperasian bagian pada press brake CNC 10 kaki tertentu dengan pengulangan 0,0004 inci, di bawah pengawasan, dan pemberi kerja mendokumentasikan kemampuannya.
Di atas kertas, keduanya “terlatih.” Berdasarkan ANSI B11.3, hanya satu yang terkualifikasi.
“Terkualifikasi” bukan sekadar perasaan. Itu adalah status terdokumentasi yang terkait dengan kompetensi yang terbukti pada konfigurasi mesin tertentu — jenis pelindung, mode kontrol, sensitivitas pedal kaki, panjang langkah, tinggi tutup. Ubah perlindungan atau tambahkan kontrol baru, dan kualifikasi harus dievaluasi ulang. OSHA bahkan mewajibkan pelatihan ulang ketika pengawas menemukan penyimpangan dalam praktik aman.
Kenyataan pahit: Hentikan menyebut seseorang terkualifikasi jika Anda tidak dapat menunjukkan dokumen dan catatan evaluasinya dalam waktu kurang dari lima menit.
Ini bukan perdebatan hukum kecil. Ini adalah fisika. Press brake 135 ton tidak peduli berapa banyak video yang telah ditonton seseorang. Mesin itu memberikan tenaga penuh dalam waktu kurang dari satu detik, dan daging manusia gagal jauh lebih cepat daripada baja.
Jika sistem Anda berhenti pada “dia sudah diperlihatkan,” maka Anda membangun program keselamatan berdasarkan ingatan dan harapan.
Mandat Lantai Produksi: Definisikan “terkualifikasi” sesuai ANSI B11.3, kaitkan dengan mesin tertentu, dan dokumentasikan kemahiran yang telah ditunjukkan — bukan kehadiran.

Saya telah mendengar ini berkali-kali: “Pihak produsen melatih orang-orang kami saat kami membeli press brake.”
Ya. Pada hari pengiriman.
Mereka berjalan melalui kontrol. Menunjukkan tirai cahaya. Mungkin menjalankan beberapa bagian. Lalu mereka pergi.
ANSI B11.3 menempatkan tanggung jawab atas operasi yang aman sepenuhnya pada pemberi kerja karena Anda yang mengendalikan lingkungan — tekanan produksi, interval pemeliharaan, pengawasan, hubungan antara operator dan pembantu. Pabrikan tidak memutuskan bahwa operator utama Anda menjalankan 400 siklus per jam untuk memenuhi tenggat pengiriman. Anda yang melakukannya.
Rem modern dikirim dengan pelindung laser, pengaturan titik bisu, pengukur belakang yang dapat diprogram dengan akurasi beberapa ribu inci. Tetapi jika bengkel Anda menonaktifkan alat pengaman karena memperlambat urutan tekukan yang kompleks, tanggung jawab atas risiko itu ada pada pemberi kerja, bukan pembuat mesin.
Standar tersebut mengakui kenyataan sederhana: risiko bersifat dinamis. Itu berubah dengan jumlah staf, beban kerja, jenis material, dan kualitas pengawasan.
Jadi beban berada di tempat kendali berada.
Mandat Lantai Produksi: Bangun sistem pelatihan dan audit spesifik mesin yang Anda miliki, pelihara, dan verifikasi ulang — jangan serahkan tanggung jawab Anda kepada demo pabrik satu hari.
Sekarang mari kita bicara tentang pedal kaki.
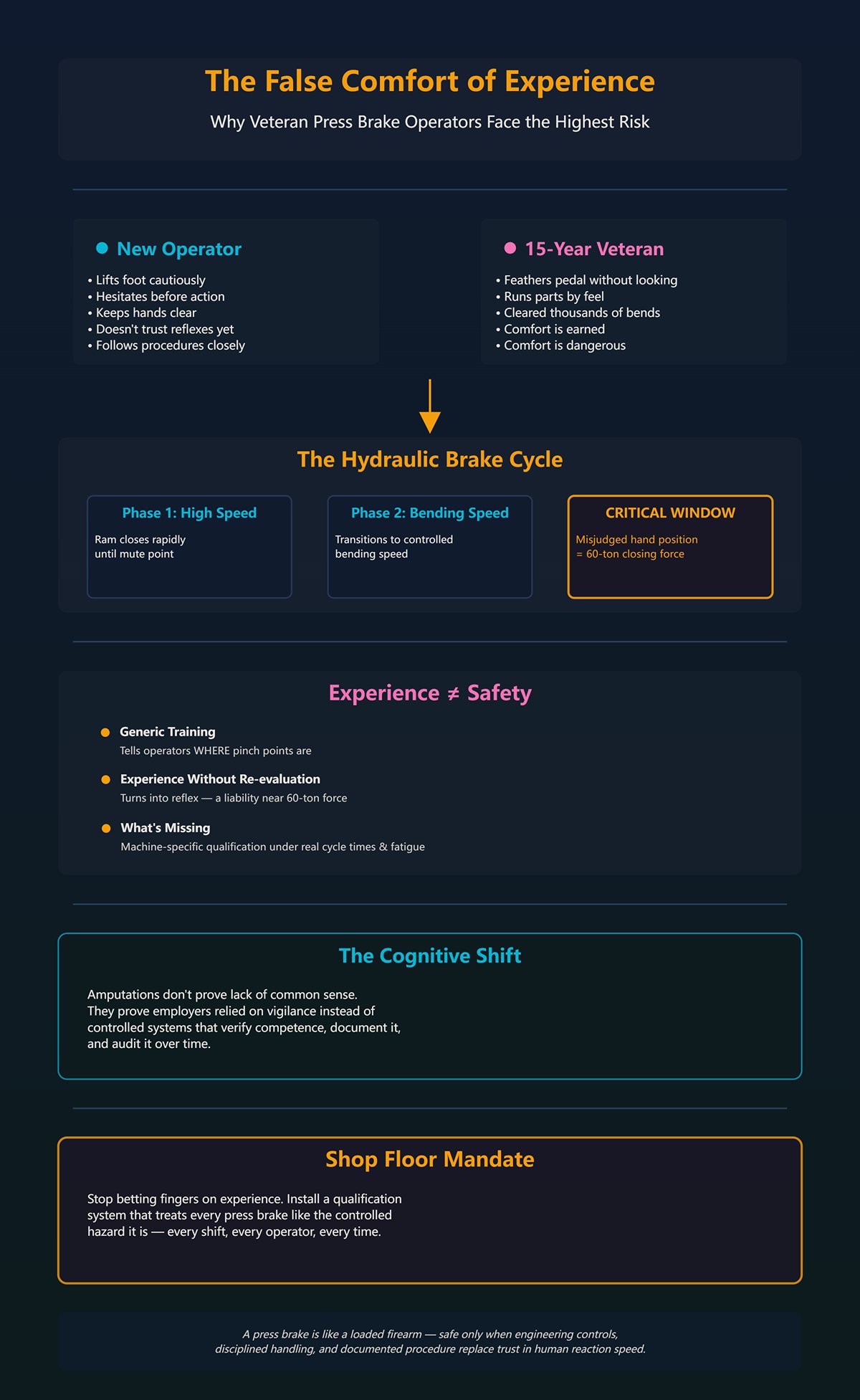
Seorang operator baru berhati-hati. Dia mengangkat kakinya. Dia ragu-ragu. Dia menjaga tangannya tetap jauh karena dia belum percaya diri.
Veteran 15 tahun? Dia menekan pedal dengan ringan tanpa melihat. Dia menjalankan bagian dengan perasaan. Dia telah menyelesaikan ribuan tekukan tanpa insiden.
Kenyamanan itu diperoleh — dan berbahaya.
Pada kebanyakan rem hidraulik, ram menutup dengan kecepatan tinggi sampai mencapai titik bisu, lalu beralih ke kecepatan tekukan. Jika sistem pengaman dimatikan terlalu awal, atau operator salah memperkirakan posisi tangan sejauh satu inci, mesin tidak berhenti untuk mempertanyakan tingkat pengalaman. Mesin akan menyelesaikan langkahnya.
Pelatihan umum memberi tahu operator di mana titik jepit berada. Kualifikasi spesifik mesin menguji apakah mereka dapat mengelola bahaya itu di bawah waktu siklus nyata, kelelahan sebenarnya, dan tekanan produksi yang sesungguhnya.
Pengalaman tanpa evaluasi ulang terstruktur berubah menjadi refleks. Refleks di dekat gaya tekan 60 ton adalah liabilitas.
Jadi inilah pergeseran cara berpikir yang saya ingin Anda lakukan: amputasi tidak membuktikan bahwa operator kurang akal sehat. Itu membuktikan bahwa pemberi kerja bergantung pada kewaspadaan alih-alih sistem terkontrol yang memverifikasi kompetensi, mendokumentasikannya, dan mengauditnya dari waktu ke waktu.
Karena mesin press brake di lantai Anda seperti senjata api yang terisi di atas meja kerja — aman hanya ketika pengendalian teknik, penanganan disiplin, dan prosedur terdokumentasi menggantikan kepercayaan pada kecepatan reaksi manusia.
Mandat Lantai Produksi: Berhentilah mempertaruhkan jari berdasarkan pengalaman. Pasang sistem kualifikasi yang memperlakukan setiap press brake seperti bahaya terkontrol — setiap shift, setiap operator, setiap saat.
Berdirilah di sisi mesin press brake mekanik 10 kaki dengan kapasitas 60 ton. Operator memuat lembaran baja setebal 14 gauge, meratakannya dengan pengukur belakang, dan menekan pedal kaki. Dari bagian atas langkah hingga titik mati bawah, ram menyelesaikan langkah turunnya dalam waktu jauh kurang dari satu detik pada kecepatan mendekat. Celah antara cetakan atas dan bawah berkurang dari empat inci menjadi nol sebelum kebanyakan orang sempat berkedip dua kali.
Sekarang bayangkan sebuah tangan melayang satu inci terlalu jauh ke depan.
Kamu bisa berkhotbah “tetap waspada” sepanjang hari. Tapi begitu ram itu berkomitmen, waktu reaksi manusia—sekitar 0,2 hingga 0,25 detik untuk rangsangan sederhana—tidak masuk ke dalam persamaan jarak penghentian. Massa mesin, energi yang tersimpan, keterlibatan kopling, dan waktu respons katuplah yang menentukan apa yang terjadi berikutnya.
Itu kenyataan mekanis yang harus menjadi dasar sistem kualifikasi kamu.
Jika kamu akan menyatakan seseorang “terkualifikasi” pada rem tertentu, dokumentasimu harus membuktikan bahwa mereka memahami apa yang secara fisik bisa dan tidak bisa dilakukan mesin itu. Bukan secara teori. Pada model yang persis itu, dengan skema kontrol yang persis sama, pada kecepatan produksi. Karena program keselamatan yang mengasumsikan manusia bisa bereaksi lebih cepat daripada siklus ram yang sudah berkomitmen adalah fiksi.
Dan fiksi tidak akan bertahan di depan OSHA.
Pada rem tekan mekanis, roda gila menyimpan energi kinetik. Saat kopling terikat, energi tersebut ditransfer melalui poros engkol dan menggerakkan ram melalui satu siklus penuh—turun lalu naik kembali. Setelah kopling terkunci, sistem harus menyelesaikan siklusnya. Tidak ada penghentian setengah jalan. Itu bukan masalah perawatan. Itu fisika.
Saya telah menyelidiki kasus di mana operator mencoba “menyentuh” pedal selama penyiapan, artinya ia bermaksud melakukan pergerakan kecil untuk menyelaraskan perkakas. Kopling terikat melewati titik mati atas, dan ram bergeser cukup jauh untuk menutup ruang cetakan. Jari-jarinya berada di antara cetakan karena memang di sanalah harus berada saat penyiapan. Mesin melakukan persis seperti yang dirancang untuk dilakukan.
Kenyataan pahit: Jika pelatihanmu menyiratkan operator dapat menghentikan rem mekanis di tengah siklus dengan refleks cepat, kamu sedang melatih mereka untuk kehilangan jari.
Rem hidraulik berperilaku berbeda. Ramnya digerakkan oleh cairan bertekanan, dan sistem yang dirancang dengan baik dapat menghentikan serta membalikkan gerakan ketika perangkat pendeteksi keberadaan terpicu. Namun tetap saja, waktu dan jarak penghentian adalah nilai yang terukur—sering kali beberapa persepuluh inci pada kecepatan tekukan. Proses kualifikasimu harus mewajibkan operator mengetahui waktu penghentian terukur mesin, bukan menebaknya.
Dan selama penyiapan, ketika tangan masuk di antara cetakan, kewaspadaan maupun tirai cahaya bukanlah kontrol utama. Lockout/tagout (LOTO), verifikasi posisi ram, dan konfirmasi bahwa poros engkol tidak melewati titik mati atas adalah pengendalian. Jika SOP-mu mengatakan “jaga tangan tetap bersih” selama penggantian cetakan, kamu telah menulis aturan yang mustahil.
Catatan kualifikasi yang dapat dipertahankan harus mencakup demonstrasi yang disaksikan: operator melakukan lockout, memverifikasi kondisi energi nol, mengonfirmasi posisi ram, dan secara verbal menjelaskan mengapa melewati titik mati atas penting pada rem tertentu itu.
Mandat Lantai Produksi: Bangun kualifikasi spesifik mesinmu berdasarkan bagian siklus yang tidak dapat dibalik terlebih dahulu—dokumentasikan bahwa setiap operator dapat menjelaskan dan mendemonstrasikan apa yang tidak dapat dihentikan setelah dimulai.
Saya telah melihat banyak bengkel memasang tirai cahaya dan menyatakan mesin mereka “memenuhi standar OSHA” di hari yang sama.
Pada rem mekanis, fisika jarak penghentian sering kali mengharuskan tirai cahaya dipasang 24 hingga 36 inci dari titik operasi. Jarak itu berasal dari rumus: waktu penghentian dikalikan kecepatan pendekatan, ditambah faktor keselamatan. Jika ram tidak dapat berhenti dengan cepat, maka area sensor harus dijauhkan lebih jauh.
Yang berarti tangan operator sudah berada di dalam zona bahaya sebelum tirai itu bisa mendeteksinya.
Namun ANSI B11 tidak menilai niat baikmu. Ia peduli pada apa yang bisa kamu buktikan pada mesin tertentu, dalam kondisi produksi normal, dengan evaluasi yang terdokumentasi. Jika program kualifikasimu tidak mencakup pemeriksaan fungsi harian perangkat pendeteksi keberadaan—uji interupsi sinar, verifikasi indikator, konfirmasi waktu penghentian—maka kamu mengandalkan sensor yang mungkin tidak sejajar dan diam-diam gagal berfungsi.
Pada rem hidraulik dengan kontrol dua tangan, persyaratannya adalah aktivasi simultan dan tekanan yang dipertahankan sepanjang bagian berbahaya dari siklus. Melepaskan salah satu tombol harus menghentikan ram. Saya sering bertanya kepada operator, “Apa yang terjadi jika kamu melepaskannya di tengah siklus?” Separuh dari mereka berpikir siklus harus diselesaikan. Keyakinan itu mengubah fitur keselamatan menjadi beban mati.
Keandalan kontrol berarti pengaman menjalankan fungsinya setiap siklus, dan operator tahu persis bagaimana perilakunya. Bukan secara umum. Secara spesifik.
Kenyataan pahit: Pengaman yang tidak diuji, tidak didokumentasikan, dan tidak dipahami hanyalah hiasan yang dipasang pada bahaya seberat 60 ton.
Berkas kualifikasi Anda harus menunjukkan: operator memperagakan uji tirai cahaya harian, menjelaskan batas jarak aman, menunjukkan penggunaan yang benar dari kontrol dua tangan, dan mengidentifikasi kapan muting terjadi selama langkah kerja. Jika Anda tidak dapat menghasilkan catatan itu dalam waktu kurang dari lima menit, Anda tidak memiliki keandalan pengendalian—Anda hanya memiliki harapan.
Mandat Lantai Produksi: Perlakukan setiap perangkat pengaman sebagai sistem yang harus diverifikasi dan diperagakan oleh setiap operator, untuk setiap mesin, dan setiap shift.
Amati seorang veteran menjalankan 400 siklus per jam pada rem tekan hidrolik. Memuat, menyejajarkan, menginjak pedal, mengeluarkan, mengulangi. Kakinya menginjak pedal tanpa melihat. Tangannya melayang di dekat ruang cetakan karena ia telah melakukannya sepuluh ribu kali.
Sekarang ubah satu variabel. Material yang lebih tebal. Urutan tekukan yang berbeda. Pembantu baru di sisi keluaran.
Ingatan otot adalah program yang tersimpan. Ia berjalan lebih cepat dari pikiran sadar. Itu berguna—hingga lingkungan berubah. Ketika kecepatan pendekatan adalah 10 inci per detik dan titik muting berubah setengah inci karena pergantian perkakas, program tersimpan itu dapat menempatkan tangan di dalam jarak aman minimum empat inci sebelum otak menyadari perubahan tersebut.
Saya pernah melihat cedera akibat sambaran balik di mana ujung bebas dari lembaran panjang melesat ke atas saat tekukan selesai, menghantam rahang operator. Tidak ada titik jepit yang terlibat. Hanya perpindahan energi dan pengurangan massa. Pelatihan umum jarang membahas bahaya sekunder tersebut, sehingga operator berpengalaman berdiri di garis tembak karena tidak ada yang buruk terjadi pada 5.000 bagian sebelumnya.
Akal sehat adalah pengenalan pola. Rem tekan melukai orang ketika pola berubah lebih cepat daripada kemampuan pengenalan mengikuti.
Itulah mengapa kualifikasi ulang itu penting. Bukan sebagai dokumen. Tetapi sebagai pengaturan ulang paksa terhadap asumsi. Ketika pengawasan mengamati penyimpangan—tangan semakin dekat, penggunaan pedal menjadi ceroboh—ANSI B11 mewajibkan pelatihan ulang. Bukan karena operator sembrono, tetapi karena ingatan otot tidak melakukan audit diri.
Kenyataan pahit: Pengalaman tanpa evaluasi ulang yang berkala dan terdokumentasi menjadi rasa percaya diri berlebihan yang diukur dengan jari yang hilang.
Sistem kualifikasi spesifik mesin Anda harus mencakup pengamatan dalam produksi nyata, dokumentasi koreksi terhadap penyimpangan yang tidak aman, dan demonstrasi ulang praktik aman setelah ada perubahan pada perkakas, pelindung, atau mode kontrol. Itulah cara Anda membangun sistem yang memperhitungkan titik buta manusia alih-alih berpura-pura mereka tidak ada.
Rem tekan masih merupakan senjata api yang terisi di bangku kerja. Ia tidak peduli berapa banyak siklus aman sebelumnya sebelum yang tidak aman terjadi.
Mandat Lantai Produksi: Kualifikasi ulang operator setiap kali kondisi berubah atau penyimpangan muncul—karena ingatan otot bukanlah perangkat pengaman.
Musim dingin lalu saya berdiri di depan rem tekan hidrolik 175 ton yang dipasang pada tahun 1994. Bengkel itu memiliki tirai cahaya, pedal kaki, dan binder tiga cincin berlabel “Program Keselamatan.” Saya menanyakan satu pertanyaan kepada operator utama: “Berapa waktu berhenti yang terukur pada mesin ini pada tonase penuh?” Ia tidak tahu. Pengawas perawatan juga tidak tahu. Tidak ada catatan uji waktu berhenti dalam binder tersebut.
Itulah titik di mana program yang dapat dipertahankan secara hukum mulai atau runtuh.
ANSI B11.3 tidak menanyakan apakah Anda memberikan ceramah keselamatan. Ia menanyakan apakah pengamanan pada rem tersebut, dengan kontrol dan karakteristik berhentinya yang spesifik, telah dievaluasi dan diverifikasi. Dan karena B11.3 bergantung pada B11.19 untuk hal teknis—rumus jarak aman, keandalan kontrol, kinerja perangkat—kurikulum Anda harus menerjemahkan bahasa standar menjadi tugas yang dapat diperagakan oleh operator: mengukur waktu berhenti, menghitung jarak aman minimum, menguji AOPD (perangkat pelindung opto-elektronik aktif), memverifikasi anti-tie-down dua tangan, memastikan kecepatan aman. Jika tidak dihitung dan disaksikan, maka itu tidak nyata.
Kenyataan pahit: Jika pelatihan Anda tidak menghitung jarak aman, memvalidasi fungsi pelindung, dan menentukan siapa yang dapat melewati perlindungan, Anda tidak memiliki program yang patuh terhadap ANSI—Anda hanya memiliki kebijakan berbasis harapan.
Kurikulum spesifik mesin dimulai dengan analisis bahaya untuk rem tersebut: tonase, panjang langkah, jenis kontrol, kinerja berhenti, metode pengamanan, mode operasi. Kemudian setiap bahaya dikonversi menjadi kompetensi operator yang diperlukan dengan ujian tertulis dan demonstrasi langsung. Bukan “memahami tirai cahaya.” Tetapi memperagakan uji sinar harian, menjelaskan titik muting, menyebutkan jarak aman minimum dalam inci, dan mengidentifikasi kapan perangkat tersebut tidak diizinkan sebagai perlindungan utama.
Mandat Lantai Produksi: Bangun kurikulum Anda di sekitar data mesin yang terukur dan demonstrasi yang disaksikan—jika tidak dapat dibuktikan pada rem tersebut, maka itu tidak layak dimasukkan dalam berkas kualifikasi Anda.
Saya pernah melihat rem mekanis dari tahun 1980-an dengan waktu berhenti lebih dari 300 milidetik di tengah langkah. Coba hitung. OSHA dan ANSI menggunakan kecepatan pendekatan tangan yang diasumsikan sebesar 63 inci per detik. Kalikan dengan 0,30 detik dan Anda sudah mencapai 18,9 inci—sebelum menambahkan faktor keselamatan dan waktu respons perangkat. Itulah sebabnya Anda akhirnya membutuhkan jarak antara bidang sensor dan ruang cetakan sebesar 24 hingga 36 inci.
Berdirilah di depan mesin itu dan bayangkan. Tirainya berjarak dua hingga tiga kaki ke belakang. Operator dapat dengan mudah menjangkau pukulan sebelum ram berhenti.
Itu bukan perlindungan. Itu penyamaran.
Kurikulum Anda harus memaksa kesadaran ini—secara tertulis dan dalam praktik. Operator harus diajarkan bagaimana jarak aman dihitung, lalu ditunjukkan waktu berhenti rem mereka yang sebenarnya diukur. Jika jarak yang diperlukan membuat AOPD menjadi tidak praktis, pelatihan harus dengan jelas menyatakan bahwa perlindungan alternatif—kontrol dua tangan, pelindung fisik, mode pengaturan kecepatan aman—adalah langkah perlindungan utama. Jika tidak, Anda telah melatih mereka untuk mempercayai sinar yang sudah dikalahkan oleh hukum fisika.
Lalu ada muting. Muting yang benar adalah penangguhan sementara dan terkontrol dari bidang sensor selama bagian siklus tertentu yang telah divalidasi—biasanya di dekat bagian bawah langkah untuk memungkinkan pengeluaran bagian. Itu bukan menempelkan pita di lensa, melepas dudukan, atau membiarkan sistem dalam “mute” karena lembaran besar terus mengaktifkannya. Saya telah menyelidiki cedera di mana perangkat bekerja persis seperti dikabelkan—karena seseorang mengubah pengkabelannya saat perawatan dan tidak ada yang melatih ulang operator tentang perubahan tersebut.
Namun ANSI B11 tidak peduli bahwa pemasangnya “bermaksud baik.” Standar itu peduli pada apa yang dapat dibuktikan di mesin tertentu tersebut, di bawah kondisi produksi normal, dengan evaluasi yang terdokumentasi.
Program Anda harus mewajibkan: pengukuran waktu berhenti yang terdokumentasi, perhitungan jarak aman tertulis, prosedur uji fungsi harian, dan pernyataan yang jelas kapan muting diperbolehkan dan siapa yang mengizinkan perubahan. Operator harus menunjukkan bahwa mereka tahu titik mute dalam inci dari langkah—bukan hanya “itu melakukan mute di bagian bawah.”
Mandat Lantai Produksi: Jika jarak aman tirai cahaya melebihi jangkauan praktis, dokumentasikan dan latih dengan langkah perlindungan alternatif—jangan pernah membiarkan sinar menggantikan hukum fisika.
Pada rem hidrolik yang berjalan dengan kecepatan 1,2 inci per detik selama pembentukan, waktu berhenti mungkin terukur 120 milidetik. Pada kecepatan cepat—misalnya 6 inci per detik—hasilnya berbeda. Dinamika fluida, respons katup, beban. Angka-angka yang berbeda.
Jarak aman kontrol dua tangan dihitung dengan cara yang sama seperti tirai cahaya: kecepatan tangan dikalikan waktu berhenti, ditambah respons sistem kontrol. Jika waktu berhenti meningkat karena mesin diatur untuk tekukan yang lebih berat atau profil kecepatan berbeda, jarak yang diperlukan antara tombol dan titik operasi juga meningkat.
Inilah artinya dalam praktik: jika tombol dipasang 14 inci dari ruang cetakan, dan jarak aman minimum yang dihitung adalah 16 inci pada pengaturan saat ini, Anda tidak mematuhi peraturan dan tidak beruntung.
Kurikulum yang baik membuat operator menjalani skenario itu. Mereka meninjau pengujian waktu berhenti terakhir. Mereka menghitung jarak minimum. Mereka mengukur secara fisik dari permukaan tombol ke garis tengah cetakan. Mereka diajarkan bahwa setiap perubahan kecepatan, langkah, atau pengaturan hidrolik dapat membatalkan asumsi sebelumnya.
Dan mereka harus menunjukkan bahwa melepaskan salah satu tombol selama bagian berbahaya dari langkah membuat ram berhenti segera. Saya meminta mereka mencobanya di bawah pengawasan. Beberapa terkejut ketika itu benar-benar berhenti. Beberapa lebih terkejut ketika tidak berhenti karena bagian pemeliharaan menonaktifkan anti-repeat saat pemecahan masalah.
Kebenaran pahit: Kontrol dua tangan yang dipasang terlalu dekat hanyalah cara nyaman untuk kehilangan jari.
Catatan kualifikasi Anda harus mencakup jarak aman yang dihitung untuk kontrol dua tangan pada kecepatan operasi yang terdokumentasi dan verifikasi bahwa penempatan perangkat keras memenuhi atau melampauinya. Tidak boleh ada perkiraan. Tidak boleh “kira-kira benar.”
Mandat Lantai Produksi: Hitung ulang dan verifikasi ulang jarak kontrol dua tangan setiap kali kecepatan, tonase, atau waktu berhenti berubah—tombol tidak bergerak sendiri, tetapi risikonya berubah.
ANSI B11.3 mengizinkan mode kecepatan berkurang—sering kali 10 milimeter per detik, sekitar 0,4 inci per detik—untuk pengaturan dengan langkah-langkah perlindungan yang diberlakukan. Saya pernah mendengar pengawas berkata, “Ini dalam mode lambat, kamu tidak akan terluka.”
Mari kita uji itu.
Pada kecepatan 10 mm/detik, ram bergerak satu inci dalam waktu sekitar 2,5 detik. Kedengarannya cukup memaafkan. Tetapi pertimbangkan sebuah V-die sempit dengan bukaan 1/2 inci dan flens pendek. Jika ujung jari operator berada di antara punch dan material saat menggerakkan ram secara perlahan, gaya yang diperlukan untuk amputasi tidak diberikan pada kecepatan tinggi; itu dihasilkan oleh tonase. Bahkan pada kecepatan merayap, setelah kontak terjadi dan tekanan hidrolik meningkat hingga 80 atau 100 ton, jaringan tubuh akan selalu kalah.
Kecepatan aman mengurangi tingkat keparahan dengan memberikan waktu untuk bereaksi sebelum terjadi kontak. Namun tidak berarti apa pun setelah kontak terjadi jika tangan berada di dalam titik operasi.
Itu sebabnya kurikulum Anda harus menentukan kondisi di mana kecepatan lambat diizinkan: kontrol tekan-terus, aktuasi yang dipertahankan, langkah terbatas, dan—yang paling penting—tidak ada bagian tubuh di dalam ruang die. Operator harus menunjukkan cara menggerakkan ram hingga tepat di atas material, berhenti, mengukur jarak, dan menjaga tangan tetap jauh. Jika tugas memerlukan tangan berada di area die untuk penyetelan, pelindung tambahan atau penguncian mungkin diperlukan. Pelatihan saja tidak dapat menurunkan kategori bahaya.
Inilah pentingnya hierarki B11.0. Pelatihan adalah kontrol yang paling tidak dapat diandalkan. Kontrol rekayasa—pembatasan kecepatan, tekan-terus, penghalang—harus menjadi andalan. Pelajaran bagi operator sangat sederhana: lambat bukan berarti aman; terkendali dan terverifikasi adalah lebih aman.
Mandat Lantai Produksi: Perlakukan kecepatan lambat sebagai bantuan penyetelan, bukan izin untuk menaruh tangan di dalam die—tidak ada bagian tubuh yang boleh berada di titik operasi, kapan pun.
Di satu lokasi kerja, saklar kunci untuk “mode penyetelan” dibiarkan di pintu panel kontrol. Siapa pun bisa memutarnya. Operator produksi menggunakannya untuk menonaktifkan tirai cahaya demi “beberapa tekukan yang rumit.” Tidak ada izin tertulis. Tidak ada pelatihan ulang. Tidak ada catatan.
Begitulah cara pelindung keamanan terkikis—secara diam-diam.
ANSI mewajibkan pemilihan mode untuk dikendalikan dan diotorisasi. Kurikulum Anda harus menjelaskan siapa yang boleh masuk ke mode penyetelan, pelatihan tambahan apa yang mereka butuhkan, langkah perlindungan apa yang menggantikan pelindung utama, dan bagaimana mesin dikembalikan ke mode produksi. Ini harus mencakup daftar periksa yang terdokumentasi: verifikasi AOPD aktif, uji fungsi, konfirmasi posisi pemilih mode, tanda tangan persetujuan.
Dan harus menetapkan konsekuensi. Jika seseorang melewati pelindung tanpa izin, mereka dicopot dari mesin dan menunggu pelatihan ulang. Bukan karena Anda menikmati disiplin, tetapi karena Anda mengelola alat seperti senjata bermuatan 175 ton di atas meja kerja.
Saya sering mengajukan pertanyaan tegas kepada bengkel: dapatkah Anda menunjukkan daftar operator yang diotorisasi untuk mode penyetelan pada Rem #3, dengan tanggal kualifikasi dan demonstrasi terdokumentasi tentang pengoperasian dengan kecepatan aman? Jika jawabannya tidak, maka siapa pun yang memiliki kunci secara efektif telah diotorisasi.
Kenyataan pahit: Jika “semua orang” dapat melewati pelindung, maka tidak ada yang bertanggung jawab atas amputasi yang terjadi setelahnya.
Program kualifikasi yang dapat dipertanggungjawabkan dan spesifik untuk mesin tidak hanya mengajarkan kontrol. Ia menetapkan wewenang, mendokumentasikan kompetensi, dan mengunci perubahan mode dengan prosedur tertulis serta nama individu yang bertanggung jawab.
Karena ketika OSHA datang, mereka tidak akan bertanya apakah operator Anda berpengalaman. Mereka akan meminta bukti—pada rem itu, dalam mode tersebut, di bawah kondisi produksi normal.
Mandat Lantai Produksi: Batasi wewenang mode penyetelan hanya kepada individu yang bernama dan berkualifikasi—dan dokumentasikan setiap kualifikasi seolah Anda berharap membacakannya dengan lantang di pengadilan.
Tahun lalu saya berdiri di kantor manajer pabrik sementara ia mendorong sebuah binder tiga cincin di atas meja. Ada tab pembatas. Stabilo warna. Kebijakan keselamatan yang ditandatangani di halaman pertama.
Saya meminta penilaian bahaya untuk Rem #2 dengan punch tersegmentasi 4 kaki dan V-die 1 inci yang mereka gunakan pagi itu. Hening. Lalu, “Kami telah melatih mereka tentang keselamatan umum mesin press brake.”
Binder itu seolah tidak berisi apa pun.
Yang penting adalah apa yang bisa dia buktikan pada mesin tertentu itu, dalam kondisi produksi normal, dengan evaluasi yang terdokumentasi. Bukan apa yang dia katakan kepada kru dalam rapat hari Senin. Bukan juga fakta bahwa mereka semua menandatangani selembar kertas. Perbedaan antara budaya keselamatan dan sistem yang dapat dipertanggungjawabkan adalah apakah kamu bisa menampilkan catatan spesifik mesin tersebut dalam waktu kurang dari lima menit ketika seseorang dengan lencana menanyakannya.
Lalu bagaimana cara membangun sesuatu yang bisa bertahan pada momen itu alih-alih runtuh karenanya?
Dekati Brake #3. Itu adalah unit hidraulik 175 ton, meja 10 kaki, kontrol dua tangan dalam mode produksi, tirai cahaya dimatikan untuk pembengkokan kotak dengan pelindung samping terpasang. Sekarang tukar perkakasnya: ganti dari V-die 1/2 inci menjadi V-die 2 inci dan tingkatkan panjang langkah untuk pelat yang lebih tebal.
Waktu berhentinya tidak banyak berubah. Bukaan die-mu berubah. Paparan tangan terhadap bahaya juga berubah.
ANSI B11.3 mewajibkan penilaian risiko berdasarkan tugas dan konfigurasi. Artinya kamu mendokumentasikan bahaya bukan hanya untuk “operasi press brake,” tetapi untuk:
Di sinilah bengkel sering tertimpa masalah. Tirai cahaya pada brake mekanik sering kali memerlukan jarak aman yang dihitung antara 24 hingga 36 inci berdasarkan waktu berhenti dan kecepatan pendekatan. Pada jarak itu, operator tidak dapat secara fisik menopang bagian kecil. Jadi mereka menonaktifkan tirai dan kembali ke kontrol dua tangan atau penghalang tetap.
Namun ANSI B11 tidak mengatakan “pasang tirai cahaya dan anggap aman.” Standar itu mengatakan nilai apakah metode pengamanan benar-benar mengurangi risiko ke tingkat yang dapat diterima untuk konfigurasi tersebut. Jika jarak yang dibutuhkan membuat tugas tidak praktis, penilaian bahaya kamu harus mendokumentasikan strategi kendali alternatif — dan alasan mengapa strategi itu berhasil.
Kenyataan pahit: Jika penilaian bahaya kamu tidak berubah ketika perkakas dan tugas berubah, itu bukan penilaian bahaya. Itu hanya formulir.
Penilaian tertulis kamu untuk setiap brake harus mencantumkan keluarga perkakas yang tepat yang telah dievaluasi, metode pengamanan yang digunakan, jarak aman yang dihitung, batasan mode, dan risiko sisa yang memerlukan pelatihan serta pengawasan. Bukan bahasa umum. Detail spesifik yang terikat pada nomor seri dan jenis kontrol.
Mandat Lantai Produksi: Lakukan dan dokumentasikan penilaian bahaya spesifik untuk setiap tugas dan perkakas pada setiap press brake, dan perbarui bila perkakas, kontrol, atau mode operasi berubah.
Apa yang kamu berikan kepada operator setelah kamu mengidentifikasi bahaya tersebut?
Saya pernah mengikuti seminar satu hari tentang pengamanan di mana para supervisor berdebat tentang “keandalan kontrol.” Separuh dari mereka mengira itu berarti tombolnya terasa kokoh. Padahal sebenarnya itu berarti probabilitas bahwa sistem kontrol terkait keselamatan menjalankan fungsinya dalam kondisi yang dapat diperkirakan.
Jika daftar periksa kamu tidak memaksa percakapan itu terjadi, maka percakapan itu tidak akan pernah terjadi.
Lembar “Pemeriksaan Harian Press Brake” generik biasanya berisi:
Itu wallpaper.
Daftar periksa khusus mesin untuk Brake #1 dengan relay keselamatan saluran ganda dan kontrol dua tangan yang dipantau harus mengharuskan operator untuk:
Sebagian besar kasus amputasi yang saya selidiki tidak terjadi di ruang cetakan depan selama pembengkokan sesuai buku teks. Mereka terjadi saat pengambilan bagian di belakang atau ketika menjangkau di sekitar pelindung samping yang “bukan bagian dari pekerjaan.”
Namun ANSI B11 mengharuskan perlindungan untuk semua zona bahaya yang terbuka, termasuk bagian belakang dan samping. Jika daftar periksa Anda tidak pernah menyebutkan titik jepit backgauge, Anda baru saja membuat celah audit sebesar cukup untuk kehilangan satu tangan.
Kenyataan pahit: Daftar periksa universal adalah cara sopan untuk mengatakan bahwa Anda tidak mengenal mesin Anda sendiri.
Setiap SOP harus diberi label berdasarkan ID mesin, jenis kontrol, dan metode perlindungan utama. Jika Brake #4 menggunakan laser AOPD dan Brake #5 menggunakan kontrol dua tangan, daftar periksa mereka tidak boleh dipertukarkan. Sama sekali tidak boleh.
Mandat Lantai Produksi: Tulis dan keluarkan SOP serta daftar periksa khusus mesin yang merujuk pada komponen kontrol aktual dan jarak yang diukur — bukan bahasa umum “press brake”.
Anda telah mengidentifikasi bahaya dan menulis daftar periksa. Sekarang ujian sesungguhnya: dapatkah operator membuktikan bahwa ia dapat mengoperasikan brake tersebut dengan aman?
Saya tidak menguji operator di ruang kelas. Saya menguji mereka di panel kontrol.
Pada Brake #2, saya akan meminta peserta pelatihan untuk:
Jika dia tidak bisa menjawab yang terakhir, itu berarti dia tidak memahami mengapa jarak aman berubah.
Ini bukan hal sepele. Jika waktu penghentian meningkat 100 milidetik dan kecepatan mendekat adalah 63 inci per detik, itu berarti tambahan 6,3 inci perjalanan sebelum berhenti. Jarak tombol 16 inci yang sebelumnya sesuai sekarang mungkin kurang.
Dan saya mendokumentasikan percakapan itu. Tanggal. ID mesin. Nama evaluator. Tugas-tugas spesifik yang diamati. Apakah dia lulus tanpa pembinaan atau memerlukan perbaikan.
Kenyataan pahit: Jika Anda belum melihat operator secara fisik menunjukkan perilaku aman pada mesin itu, Anda mempercayai ingatan, bukan mekanik.
Orang-orang dari WeeklySafety akan mengatakan tidak ada operator yang boleh bekerja mandiri tanpa menunjukkan operasi aman dan respons alarm. Mereka benar. Tetapi bahkan kompetensi yang telah terbukti akan menurun karena kelelahan dan pengulangan. Itulah sebabnya kualifikasi tidak permanen; kualifikasi dapat diperbarui dan dicabut.
Mandat Lantai Produksi: Wajibkan demonstrasi langsung yang terdokumentasi tentang fungsi keselamatan penting pada setiap rem tekan tertentu sebelum mengizinkan produksi mandiri.
Anda telah menilai bahaya. Menulis SOP khusus mesin. Memverifikasi kompetensi. Dokumen apa yang sebenarnya bertahan ketika seseorang terluka?
Seorang petugas kepatuhan OSHA tidak peduli seberapa bersemangat rapat keselamatan Anda terdengar. Tetapi ANSI B11 mengharapkan dokumentasi yang menunjukkan sistem — bukan pidato.
Tiga dokumen yang memiliki bobot:
SMACNA memperbarui manual pelatihannya setelah hampir tiga dekade karena bahaya telah berubah — penanganan material, otomatisasi, strategi kontrol. Jika dokumen Anda belum berubah selama bertahun-tahun, berarti dokumen tersebut sudah tertinggal dari risiko.
Kenyataan pahit: Jika Anda tidak dapat mengambil tiga dokumen ini untuk rem tertentu dalam waktu lima menit, menurut hukum dokumen-dokumen tersebut tidak ada.
Ketika sebuah bengkel beralih dari pembicaraan “berhati-hati” ke penilaian bahaya, SOP spesifik mesin, kompetensi yang terverifikasi, dan catatan yang dapat diambil kembali, keselamatan berhenti menjadi slogan dan mulai menjadi bukti nyata.
Mandat Lantai Produksi: Bangun sistem keselamatan press brake Anda agar penilaian bahaya, catatan kualifikasi, dan log waktu berhenti dari setiap mesin dapat ditampilkan segera — karena suatu hari nanti, Anda akan diminta untuk melakukannya.
| Langkah | Judul | Konten Utama | Mandat Lantai Produksi |
|---|---|---|---|
| Langkah 1 | Penilaian Bahaya berdasarkan Konfigurasi Mesin dan Perkakas | Lakukan penilaian risiko berdasarkan tugas dan konfigurasi, bukan hanya operasi umum press brake. Evaluasi skenario spesifik seperti pembengkokan produksi dengan AOPD, penyetelan pada kecepatan rendah, pembentukan kotak dengan fungsi muting, dan pemeliharaan dengan pelindung dilepas. Dokumentasikan keluarga perkakas, metode pengamanan, jarak keselamatan yang dihitung, batasan mode, dan risiko sisa yang terkait dengan nomor seri mesin dan tipe kontrol. Perbarui penilaian ketika perkakas, panjang langkah, kontrol, atau mode berubah. | Lakukan dan dokumentasikan penilaian bahaya spesifik untuk setiap tugas dan perkakas pada setiap press brake, dan perbarui bila perkakas, kontrol, atau mode operasi berubah. |
| Langkah 2 | Penyusunan Daftar Periksa Spesifik Mesin (Mengapa “Satu Ukuran Cocok untuk Semua” Gagal) | Gantikan lembar inspeksi umum dengan daftar periksa spesifik mesin yang merujuk pada komponen kontrol aktual dan jarak yang terukur. Verifikasi fungsi anti-ulangan, uji kontrol saluran ganda secara independen, pastikan jarak aman minimum, dan inspeksi pelindung belakang serta samping. Tangani semua zona bahaya yang terbuka, termasuk titik jepit backgauge. Beri label setiap SOP dengan ID mesin, tipe kontrol, dan metode pengamanan. | Tulis dan keluarkan SOP serta daftar periksa khusus mesin yang merujuk pada komponen kontrol aktual dan jarak yang diukur — bukan bahasa umum “press brake”. |
| Langkah 3 | Titik Pemeriksaan Kompetensi Praktis | Kualifikasikan operator di panel kontrol mesin, bukan hanya di ruang kelas. Wajibkan demonstrasi urutan awal, identifikasi mode, operasi kecepatan rendah, fungsi penghentian kontrol dua tangan, dan pemahaman tentang dampak waktu berhenti terhadap jarak aman. Dokumentasikan nama penilai, ID mesin, tugas yang diamati, dan tindak perbaikan jika diperlukan. Jadikan kualifikasi dapat diperbarui dan dicabut. | Wajibkan demonstrasi langsung yang terdokumentasi tentang fungsi keselamatan penting pada setiap rem tekan tertentu sebelum mengizinkan produksi mandiri. |
| Langkah 4 | Tiga Dokumen yang Bertahan dari Pemeriksaan | Pertahankan catatan yang dapat diambil kembali dari (1) pelatihan dan kualifikasi dengan detail spesifik mesin, (2) log pemeliharaan dan waktu berhenti dengan jarak aman yang dihitung ulang, dan (3) laporan insiden dan nyaris celaka yang memicu pembaruan penilaian bahaya. Pastikan dokumentasi mencerminkan sistem keselamatan yang aktif dan dapat ditampilkan segera ketika diminta. | Bangun sistem keselamatan press brake Anda agar penilaian bahaya, catatan kualifikasi, dan log waktu berhenti dari setiap mesin dapat ditampilkan segera. |
Dan bahkan kemudian, satu masalah lagi menanti: bagaimana Anda menjaga sistem tersebut agar tidak memburuk saat jalan pintas kembali muncul dan kewaspadaan memudar?
Anda telah membangun sistemnya. SOP spesifik mesin. Tes waktu berhenti yang terdokumentasi. Kualifikasi praktik langsung. Catatan yang dapat diambil kembali dalam waktu kurang dari lima menit.
Jadi, mengapa sistem itu masih melenceng?
Karena kewaspadaan berkurang sesuai jadwal, dan tidak peduli seberapa rapi binder Anda terlihat.
Sebuah press brake seperti senjata api yang terisi di atas meja kerja. Aman ketika kontrol rekayasa tetap utuh, penanganan disiplin ditegakkan, dan setiap tindakan mengikuti prosedur terdokumentasi. Namun jika dibiarkan cukup lama, seseorang pada akhirnya akan memperlakukannya seperti pemberat kertas. Tidak dengan niat jahat. Karena terbiasa.
Terbiasa itu berbahaya.
Bulan pertama setelah pelatihan, operator menceritakan setiap gerakan mereka. Mereka memeriksa tirai cahaya, menguji tombol dua tangan anti-tie-down, memastikan pemilihan mode. Pada bulan keempat, pemeriksaan itu sudah menjadi ingatan otot. Pada bulan keenam, semuanya sudah menjadi asumsi.
Dan asumsi bukanlah pengendalian yang terdokumentasi.
Kenyataan pahit: Tidak ada program pelatihan yang bertahan dalam produksi rutin kecuali jika Anda merancangnya agar secara sengaja divalidasi ulang.
Mandat Lantai Produksi: Berikan tanggal kedaluwarsa pada kualifikasi operator dan wajibkan demonstrasi ulang berkala, khusus untuk mesin, terhadap fungsi keselamatan penting sebelum produksi mandiri dilanjutkan.
Namun siapa sebenarnya yang lebih dulu menyadari pergeseran itu — pengawas atau operator?
Jumat. Pukul 16:42. Pekerjaan mendesak. Bagian pengiriman sedang menunggu.
Pengawas lewat dan melihat operator andal menjalankan bagian dengan bersih pada 18 langkah per menit, tirai cahaya sejajar, tidak ada alarm. Semuanya tampak sesuai aturan. Dia terus berjalan.
Yang tidak ia lihat adalah jalan pintas kecil: operator mengambil bagian kecil dari samping alih-alih menunggu ram kembali sepenuhnya, memangkas dua detik per siklus. Dua detik kali 400 siklus adalah 13 menit. Istirahat minum kopi yang didapat kembali.
Kebiasaan selalu lebih cepat daripada kebijakan.
Pengawas menegakkan apa yang bisa mereka amati dalam sekejap. Operator hidup di dalam waktu siklus. Selama berminggu-minggu, penyimpangan kecil menjadi hal normal. Menjangkau di sekitar pelindung untuk “hanya lembar tipis ini.” Menempelkan pita pada reflektor karena gangguan palsu memperlambat pengaturan. Berdiri setengah inci lebih dekat karena bagian terasa canggung.
Tidak ada yang mengumumkan perubahan itu. Begitulah cara kami menjalankan Brake #3.
Namun ANSI B11 tidak peduli dengan ritme Jumat sore Anda. Standar itu peduli pada apa yang dapat dibuktikan di mesin tersebut, dalam kondisi produksi normal, dengan evaluasi yang terdokumentasi. Jika evaluasi terdokumentasi Anda terjadi enam bulan lalu dalam kondisi tenang, dan kenyataan hari ini tampak berbeda, sistem Anda sudah ketinggalan zaman.
Kenyataan pahit: Jika penegakan bergantung pada menangkap perilaku buruk alih-alih memverifikasi kembali perilaku aman, kebiasaan akan selalu menang.
Mandat Lantai Produksi: Jadwalkan pemeriksaan kompetensi mendadak dan terdokumentasi selama produksi nyata — bukan demo yang diatur — dan kaitkan hasilnya dengan wewenang yang berkelanjutan.
Dan apa yang terjadi ketika mesin itu sendiri berubah tanpa Anda sadari?
Setiap perubahan perkakas adalah perubahan mekanis. Titik.
Menukar V-die 1 inci dengan V-die 4 inci mengubah perilaku bagian, posisi tangan, dan terkadang kecepatan pendekatan. Memasang punch yang lebih tinggi membuat jalur jangkauan operator bergeser. Menyesuaikan jari pengatur belakang menciptakan geometri jepit baru di bagian belakang.
Anda berkata Anda tidak “memodifikasi mesin.” Anda hanya menyiapkan pekerjaan berikutnya.
Tapi kamu mengubah batas bahaya.
Saya pernah melihat sebuah bengkel menambahkan perkakas tersegmentasi untuk mempercepat pengaturan. Langkah hebat untuk produktivitas. Tetapi segmen terbuka yang baru menciptakan akses samping yang memungkinkan tangan mencapai titik operasi tanpa memutus bidang tirai cahaya. Tidak ada yang menghitung ulang jarak aman. Tidak ada yang memperbarui penilaian bahaya. Kualifikasi asli diasumsikan dengan perkakas sepanjang penuh.
Pelindungnya tidak dilepas dengan kunci pas. Itu dilepas dengan surat perintah kerja.
Kebenaran pahit: setiap pelindung yang gagal kamu validasi ulang setelah perubahan perkakas atau konfigurasi adalah modifikasi yang baru saja kamu buat tanpa melatih ulang siapa pun.
Dan ingat data yang tidak disukai siapa pun untuk diakui: produsen kelas atas dengan sistem pengamanan canggih tidak hanya memiliki tingkat cedera yang lebih rendah — mereka juga memiliki efektivitas peralatan keseluruhan yang lebih tinggi. Sekitar 90% OEE dibandingkan dengan pertengahan 70-an di lingkungan dengan pengamanan yang buruk. Sistem keselamatan, ketika dipelihara, menstabilkan produksi. Ketika dibiarkan rusak, keselamatan dan throughput keduanya menurun.
Jadi pertanyaannya bukan apakah perlu melatih ulang.
Melainkan kapan dan seberapa sering.
Mandat Lantai Produksi: Perlakukan setiap penyesuaian perkakas, mode kontrol, atau pengamanan sebagai peristiwa pemicu yang memerlukan tinjauan bahaya terdokumentasi dan, bila paparan berubah, kualifikasi ulang untuk konfigurasi spesifik tersebut.
Bahkan jika kamu memberlakukan pemeriksaan acak dan pemicu pelatihan ulang, satu masalah tetap ada.
Bagaimana kamu menemukan celah sebelum seseorang terluka karenanya?
Kebanyakan bengkel memperlakukan insiden hampir celaka seperti cerita memalukan. Mereka dibisikkan, lalu dikubur.
Itu terbalik.
Insiden hampir celaka adalah sistem pelatihanmu yang berbicara kembali.
Operator menjangkau ke samping pelindung untuk membersihkan benda kerja yang salah tempat dan sarung tangannya tersangkut pada tepi tajam. Tidak ada cedera. Dia menarik tangan dengan cepat. Detak jantung melonjak hingga 140 denyut per menit. Dia tidak membuat laporan karena dia “seharusnya tahu lebih baik.”
Tidak. Sistemmu seharusnya tahu lebih baik.
Jika menjangkau di sekitar pelindung secara fisik memungkinkan, menggoda secara ergonomi, dan lebih cepat daripada metode yang disetujui, prosedur yang terdokumentasi tidak selaras dengan realitas produksi. Operator tidak gagal pada sistem. Sistemlah yang gagal kepada operator.
Kebenaran pahit: Jika operator lebih takut pada disiplin daripada amputasi, kamu tidak akan pernah mendengar tentang kondisi yang mendahului amputasi.
Berilah penghargaan pada laporan, bukan hanya catatan keselamatan yang bersih. Kaitkan pengajuan insiden hampir celaka dengan tinjauan bahaya terdokumentasi. Perbarui SOP. Sesuaikan pelindung. Hitung ulang jarak aman jika diperlukan. Lalu komunikasikan perubahan kembali ke lantai agar operator melihat siklusnya ditutup.
Itulah cara kewaspadaan menjadi struktural, bukan emosional.
Mesin press brake tidak memaafkan refleks. Ia menghormati rekayasa, dokumentasi, dan pengulangan di bawah pengawasan. Jika kamu ingin sistemmu bertahan lebih dari enam bulan, kamu harus merancangnya untuk diuji setiap bulan.
Mandat Lantai Produksi: Bangun proses pelaporan dan peninjauan insiden nyaris celaka yang memicu penilaian bahaya terdokumentasi dan mengomunikasikan tindakan korektif — serta ukur partisipasi sebagai indikator utama kesehatan sistem.
Anda menginginkan jadwal yang terus memvalidasi keselamatan tanpa menghambat produksi.
Bagus. Karena jika sistem Anda hanya berfungsi ketika manajer keselamatan sedang mengawasi, Anda tidak memiliki sistem — Anda memiliki pengawasan.
Peta jalan 90 hari ini adalah cara Anda beralih dari “kami sudah melatih mereka” menjadi mampu berdiri di hadapan petugas kepatuhan OSHA dan menunjukkan — secara tertulis dan di lapangan — bahwa cedera tangan pada Rem #3 secara struktural tidak mungkin terjadi dalam produksi normal. Bukan karena secara statistik sudah lewat, bukan karena refleks.
Kita tidak menambah rapat. Kita membangun bukti.
Hari 1 hingga 30 bukan tentang kesempurnaan. Ini tentang paparan.
Mulailah dengan penilaian risiko ANSI B11.0 secara formal pada setiap mesin press brake yang aktif, bahkan jika sudah berada di sudut itu sejak 1994. Tingkat keparahan, frekuensi paparan, kemungkinan kejadian. Tuliskan. Jika Anda tidak dapat menghasilkan penilaian terdokumentasi untuk mesin tertentu dan konfigurasi pengaman saat ini, Anda beroperasi berdasarkan ingatan.
Kemudian ukur dan catat tiga tolok ukur dasar untuk setiap rem:
Jika waktu berhenti adalah 320 ms hari ini dan 390 ms enam bulan dari sekarang, pergeseran 70 ms itu bukan hal sepele — itu tambahan perjalanan pada kecepatan ram penuh. Fisika tidak bernegosiasi.
Sekarang dokumentasikan siapa yang berwenang pada setiap mesin dan di bawah konfigurasi mana. Perkakas penuh panjang adalah satu konfigurasi. Perkakas tersegmentasi adalah konfigurasi lainnya. Jika batas bahaya berubah, kualifikasi pun berubah.
Kenyataan pahit: Jika Anda tidak mengetahui batas mekanis awal dan siapa yang berwenang di bawahnya, Anda sedang menebak dengan tekanan hidrolik sebesar 60 ton.
Bulan ini adalah tentang mengubah asumsi menjadi tolok ukur yang tercatat. Anda sedang membangun gambar “sebelum” agar pergeseran menjadi terlihat, bukan dianggap normal.
Mandat Lantai Produksi: Dalam waktu 30 hari, selesaikan dan arsipkan penilaian risiko khusus mesin, pengukuran waktu berhenti, perhitungan jarak aman, dan daftar otorisasi operator untuk setiap press brake yang aktif.
Namun setelah Anda memiliki tolok ukur, bagaimana memastikan semuanya tetap selaras dengan cara mesin benar-benar beroperasi?
Sekarang Anda menguji ketahanan dokumen tersebut terhadap realitas.
Pilih satu mesin press rem per minggu dan amati di bawah beban produksi penuh — waktu siklus nyata, kelelahan nyata, komponen nyata. Jika operator menjalankan 18 pukulan per menit dan membersihkan bagian dari sisi untuk menghemat dua detik, SOP Anda harus membahas perilaku yang tepat itu.
Buat atau revisi SOP khusus mesin yang sesuai dengan cara pekerjaan benar-benar dilakukan: mode pengaturan, mode produksi, pembersihan macet, inspeksi potongan pertama. Tentukan penempatan tangan, posisi tubuh, dan mode kontrol yang diperlukan di setiap fase. Jangan gunakan bahasa generik seperti “jaga agar tangan tetap jauh.” Jika ram bergerak sejauh 1,5 inci selama pengaturan kecepatan rendah, tulislah hal itu.
Kemudian latih ulang berdasarkan peran, bukan secara massal. Pengatur perlu peninjauan bahaya spesifik konfigurasi. Operator perlu menunjukkan kompetensi pada tata letak pengaman yang akan mereka jalankan. Tim perawatan perlu prosedur terdokumentasi untuk pengujian waktu berhenti dan validasi setelah perbaikan.
Kelelahan juga termasuk dalam jendela ini. Jika Anda tahu shift panjang menurunkan waktu reaksi, sesuaikan jadwal atau wajibkan rotasi pada pekerjaan dengan siklus tinggi. Jangan menyerukan kewaspadaan sambil menjadwalkan 12 jam kerja dengan margin ketat.
Namun ANSI B11 tidak peduli bahwa Anda mengadakan rapat keselamatan. Standar itu peduli terhadap apa yang dapat dibuktikan di mesin tertentu tersebut, dalam kondisi produksi normal, dengan evaluasi yang terdokumentasi. Jika pelatihan ulang Anda tidak menghasilkan otorisasi tertulis khusus mesin yang terikat pada konfigurasi, itu hanyalah kebisingan.
Kenyataan pahit: pelatihan ulang kelompok tanpa kualifikasi ulang spesifik konfigurasi hanya menyegarkan ingatan — tidak mengendalikan paparan.
Mandat Lantai Produksi: Pada Hari ke-60, setiap operator harus dikualifikasi ulang pada setiap rem dan konfigurasi yang mereka jalankan, dengan SOP terbaru yang mencerminkan realitas produksi yang diamati — bukan kondisi ideal.
Anda telah menyelaraskan dokumentasi dengan pekerjaan nyata. Sekarang Anda perlu melihat apakah itu bertahan di bawah pengawasan.
Inilah bagian di mana sebagian besar bengkel mundur.
Lakukan audit palsu seolah OSHA datang pada pukul 9:15 pagi. Ajukan tiga pertanyaan di setiap rem:
Jika butuh lebih dari lima menit untuk menyiapkannya, sistem Anda rapuh.
Kemudian uji lantai produksi. Wawancarai seorang operator: “Perubahan apa yang memicu pelatihan ulang?” Jika jawabannya adalah “ketika kami terluka” atau “ketika bos mengatakan demikian,” budaya Anda masih reaktif.
Sekarang inilah pergeseran yang paling banyak dilewatkan orang.
Fabrikator kelas atas yang mempertahankan efektivitas peralatan keseluruhan sekitar 90% tidak mencapainya dengan mempertaruhkan tangan. Kontrol keselamatan mereka menstabilkan produksi. Lebih sedikit penghentian tak terduga. Lebih sedikit investigasi. Lebih sedikit kekacauan. Ketika pengaman direkayasa dan divalidasi ulang, mesin beroperasi dengan dapat diprediksi.
Jadi selama fase ini, lacak indikator utama keselamatan — laporan nyaris celaka, pemicu pelatihan ulang, frekuensi uji waktu berhenti — serta metrik stabilitas produksi seperti waktu henti terkait kesalahan pengaman atau kesalahan operator. Jika pekerjaan keselamatan dilakukan dengan benar, Anda akan melihat lebih sedikit gangguan sepele dan lebih sedikit perlambatan “misterius.”.
Begitulah cara Anda membalikkan pertukaran palsu itu. Keselamatan menjadi sistem kendali, bukan hambatan terhadap output.
Kenyataan pahit: Jika audit tiruan Anda mengungkap celah yang tidak bisa ditutup dalam seminggu, audit eksternal akan mengungkapnya dalam sehari.
Pada Hari ke-90, Anda seharusnya bisa berdiri di lorong, melihat mesin press brake yang sedang berjalan, dan berkata: kami tahu waktu berhentinya, kami tahu jarak aman, kami tahu siapa yang berwenang, dan kami memiliki sistem pemicu yang memaksa revalidasi ketika ada perubahan.
Bukan karena kami mempercayai orang-orang kami.
Karena kami membangun struktur yang tidak bergantung pada kepercayaan.
Mandat Lantai Produksi: Dalam 90 hari, mampu membuktikan — dengan dokumen spesifik mesin, wawancara langsung, dan data terukur — bahwa cedera tangan pada setiap press brake secara struktural tidak mungkin terjadi dalam produksi normal.
Lanjutkan hal ini: keselamatan bukanlah program yang Anda luncurkan; itu adalah loop kendali yang Anda pelihara. Ketika Anda mulai memperlakukan setiap perubahan konfigurasi seperti pergeseran terukur dalam risiko mekanis — dan setiap otorisasi seperti lisensi bersyarat yang terkait dengan risiko tersebut — Anda berhenti meminta operator menjadi pahlawan.
Dan Anda mulai merancang bengkel di mana tindakan heroik tidak diperlukan.


















