

Saya melihat seorang pembeli muda membelai sisi rem bekas seberat 100 ton seperti sedang mengelus sapi jantan juara. Lencana besar. Cat baru. “Kita tidak akan pernah kewalahan oleh mesin ini,” katanya.
Tiga bulan kemudian dia menelepon saya karena mesin itu tidak dapat mempertahankan sudut sepanjang tekukan 6 kaki tanpa menyelipkan shim pada cetakan seperti setumpuk kartu.
Saat itulah saya tahu dia membeli angka, bukan mesinnya. Kapabilitas yang sebenarnya bukanlah lencana di sisi rangka—melainkan integritas struktural, kontrol CNC yang konsisten, dan bagaimana seluruh sistem bekerja di bawah beban. Itulah mengapa mengevaluasi solusi modern berbasis CNC sepenuhnya seperti Solusi mesin tekuk CNC dari CN-HAWE—yang dibangun sebagai bagian dari platform lembaran logam terintegrasi dan bukan hanya berdasarkan angka tonase besar di nameplate lama—jauh lebih masuk akal daripada mengejar angka yang lebih besar pada nama lama.
Anda melihat “100 ton” dan otak Anda melakukan perhitungan sederhana: lebih banyak ton, lebih banyak kemampuan. Jelas. Menenangkan. Seperti tenaga kuda pada truk diesel.
Namun tonase pada rem tekan CNC bekas hanyalah angka laboratorium. Itu mengasumsikan segel baru, silinder rapat, rangka lurus, baja lunak dasar, pembengkokan udara, dan beban penuh diterapkan tepat di tengah. Ubah salah satu dari itu dan angka 100 yang membanggakan itu menyusut dengan cepat.
Saya pernah memasang pengukur tekanan pada sistem hidrolik berusia 12 tahun yang “bernilai” 100 ton. Di bawah beban, tekanannya turun 18 % sebelum mencapai titik bawah mati. Itu bukan lagi 100. Itu 82 pada hari yang baik—dan itu sebelum Anda menempatkan pekerjaan nyata padanya.
Rem tekan 100 ton yang tidak dapat memberikan tekanan konsisten di seluruh meja hanyalah masalah 60 ton dengan ego 100 ton.
Jadi, apa yang sebenarnya terjadi di dalam sistem hidrolik yang menua saat Anda menekannya?

Gaya hidrolik itu sederhana di atas kertas: tekanan dikalikan dengan luas piston. Jika pompa menghasilkan 3.000 PSI dan luas silinder Anda 20 inci persegi, Anda tahu gaya teoritisnya.
Sekarang mari kita berjalan di lantai bengkel.
Segel aus. Oli menipis saat panas. Goresan mikroskopis di dalam silinder memungkinkan cairan melewati saat dibebani. Anda tidak melihatnya saat mesin diam. Anda akan melihatnya ketika ram melambat di tengah tekukan berat dan pengukur tekanan berkedip-kedip alih-alih bertahan stabil.
Misalkan rem bekas membutuhkan Rp4.800.000 untuk penyegelan ulang silinder dan Rp3.200.000 untuk perbaikan pompa agar dapat kembali menahan tekanan penuh. Sebagian besar penjual tidak akan memberi tahu itu. Anda mengetahuinya setelah Anda mengejar sudut tekukan yang tidak konsisten dan operator Anda mulai menekuk berlebihan untuk mengompensasi.
Dan inilah bagian yang sering dilewatkan pembeli: nilai tonase biasanya berlaku untuk pembengkokan udara pada baja lunak dengan kekuatan tarik sekitar 60.000 PSI. Beralih ke baja tahan karat, dan Anda perlu mengalikan gaya yang dibutuhkan sekitar 1,5 kali. “Kenyataan 82 ton” itu baru saja menjadi mesin 55 ton untuk pekerjaan yang sebenarnya Anda jual.
Peringatan untuk Pergi: Jika penjual tidak mau mendemonstrasikan tekukan mendekati kapasitas penuh sepanjang meja dengan tekanan yang stabil, anggap Anda membeli unit untuk diperbaiki, bukan penawaran bagus.
Namun bahkan jika hidrauliknya masih sehat, apakah Anda yakin 100 ton itu berlaku untuk cara Anda menekuk?
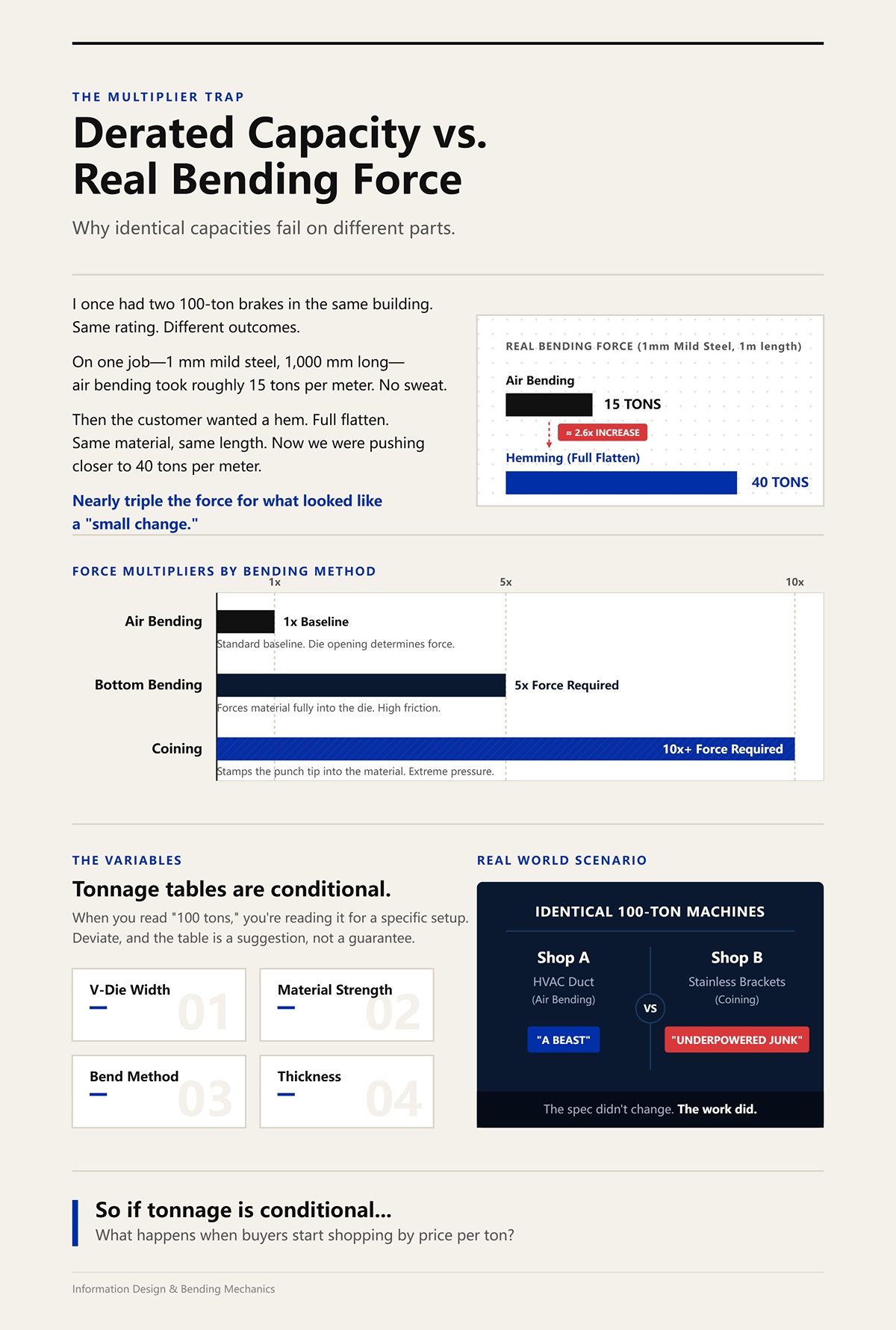
Saya pernah memiliki dua rem 100 ton di gedung yang sama. Nilai kapasitas sama. Hasil berbeda.
Pada satu pekerjaan—baja ringan 1 mm, panjang 1.000 mm—penekukan udara membutuhkan kira-kira 15 ton per meter. Tidak masalah. Lalu pelanggan menginginkan lipatan ganda. Rata penuh. Bahan sama, panjang sama. Sekarang kami mendorong mendekati 40 ton per meter. Hampir tiga kali lipat gaya untuk sesuatu yang terlihat seperti “perubahan kecil.”
Itu adalah jebakan pengganda.
Penekukan udara adalah patokan dasar Anda. Penekukan bawah bisa memerlukan gaya lima kali lipat. Penekukan tekan? Sepuluh kali atau lebih. Jadi ketika Anda membaca “100 ton,” sebenarnya Anda membaca “100 ton untuk metode, bahan, bukaan cetakan, dan ketebalan tertentu.”
Ya, ada tabel tonase yang menggabungkan semua variabel tersebut. Tabel itu dapat diandalkan—jika pengaturan Anda benar-benar cocok. Lebar V-die yang sama. Kekuatan material yang sama. Metode penekukan yang sama. Jika menyimpang, maka tabel hanyalah saran, bukan jaminan.
Dua bengkel bisa memiliki mesin 100 ton yang identik. Yang satu menekuk saluran HVAC setiap hari dan menyebutnya mesin tangguh. Yang lainnya mencoba menekan braket dari baja tahan karat dan menyebutnya mesin lemah tidak bertenaga.
Spesifikasinya tidak berubah. Pekerjaannya yang berubah.
Jadi jika tonase bersifat kondisional, apa yang terjadi ketika pembeli mulai berbelanja berdasarkan harga per ton?

Saya pernah melihat iklan yang membanggakan: “$28.000 untuk 120 ton.” Sepertinya murah, $233 per ton. Pembeli suka dengan perhitungan itu.
Berikut perhitungan yang tidak mereka jalankan.
Jika rangkanya mengalami sedikit lendutan setelah bertahun-tahun kelebihan beban, Anda akan mengejar kemiringan di sepanjang meja. Mungkin Anda menambahkan shim penyeimbang. Mungkin Anda memperlambat waktu siklus untuk menghindari tekanan maksimum. Mungkin Anda membuang 3 dari setiap 50 bagian pada pekerjaan toleransi ketat.
Katakanlah setiap bagian yang dibuang menghabiskan $18 untuk bahan dan tenaga kerja. Tiga per batch, empat batch per hari. Itu berarti $216 per hari hilang dari “murah per ton.” Dalam enam bulan, Anda diam-diam menghabiskan lebih banyak daripada tambahan harga yang Anda tolak untuk mesin yang lebih kaku, tonase lebih rendah, tapi lebih sehat.
Itulah saat perubahan pola pikir harus terjadi.
Berhentilah bertanya, “Berapa banyak ton yang saya dapatkan untuk uang saya?” Mulailah bertanya, “Berapa banyak bagian yang konsisten dan bisa dijual yang bisa saya hasilkan per jam tanpa membuat mesin ini rusak?”
Karena emblem di samping mesin tidak menghasilkan uang bagi Anda.
Ruang kerja yang menghasilkan.
Anda sudah memperbaiki cara berpikir tentang tonase. Bagus. Sekarang biarkan saya tunjukkan di mana sebagian besar bengkel tertipu berikutnya.
Beberapa tahun lalu, seorang pelanggan membawa kepada kami panel selebar 1,8 meter dengan flensa samping yang sudah dibentuk. Di atas kertas, rem tekan bekas miliknya tampak sempurna: panjang tekukan 3 meter, 130 ton, hidrolik bersih. Ia sudah menghitung kebutuhan tonase dua kali.
Bagian tersebut bahkan tidak bisa duduk rata di atas meja.
Rumah mesin menghalanginya. Kedalaman leher—jarak dari garis tengah ram ke bingkai bagian belakang—terlalu dangkal untuk membuat flensa yang sudah terbentuk bisa bebas lewat. Mesin itu punya tenaga. Tapi tidak punya ruang.
Pekerjaan itu langsung berpindah ke kompetitornya.
Inilah momen di mana membeli berdasarkan tonase benar-benar gagal total. Karena geometri tidak peduli seberapa kuat silindermu. Jika bagian benda kerja secara fisik tidak muat di dalam ruang kerja, kamu bukan punya masalah pembengkokan. Kamu punya masalah penawaran.
Dan masalah penawaran berubah menjadi masalah pendapatan.
Kedalaman leher adalah salah satu spesifikasi yang biasanya tersembunyi di tengah daftar. 12 inci. 16 inci. 20 inci. Sebagian besar pembeli melirik sekilas lalu lanjut.
Sampai mereka mencoba menekuk panel lebar dengan flensa balik.
Bayangkan sebuah lembaran 2.000 mm di mana kamu perlu membuat flensa 90 derajat dengan jarak 400 mm dari tepi. Artinya, 400 mm material harus menonjol melewati perkakas dan kembali ke arah bingkai saat proses tekukan. Jika kedalaman lehermu hanya 300 mm, bingkai akan menghentikan sebelum ram menyentuh baja.
Tidak masalah meskipun mesinnya 200 ton.
Sekarang di sinilah halnya menjadi lebih halus. Panjang tekukan dan kedalaman leher itu saling independen. Saya pernah melihat mesin 3 meter dengan leher dangkal yang dirancang untuk produksi pelat tipis. Panjangnya cukup. Jangkauannya tidak. Pembeli berasumsi, “Kalau panjangnya 3 meter, berarti saya bisa menekuk bagian besar.”
Hanya kalau bagian-bagian itu tidak perlu berayun di dalam bingkai.
Dan jangan lupakan toleransi di dunia nyata. Kita dianjurkan untuk menambah tonase sebesar 20–30 % guna menangani variasi material. Tapi pembeli memperlakukan panjang tekukan dan kedalaman leher sebagai nilai mutlak. Dalam praktiknya, penanganan material, jari penopang belakang, dan ruang kerja operator memakan 10–15 % dari ruang itu. Mesin “2,5 meter” mungkin hanya memberi 2,2 meter produksi yang nyaman dan konsisten.
Kamu tidak akan membeli truk dengan kemampuan menarik 10.000 pon lalu berencana menarik 10.000 setiap hari. Mengapa melakukannya dengan geometri?
Peringatan untuk Pergi: Jika kedalaman leher tidak melebihi flensa terdalam yang kamu rencanakan setidaknya 20 %—diukur dengan perkakas terpasang—jangan meyakinkan dirimu bahwa kamu “bisa mengakali.” Kamu tidak akan bisa.
Namun bahkan jika bagian tersebut muat secara horizontal, apakah ram dapat bergerak cukup jauh untuk membuat tekukan yang kamu jual?
Saya memeriksa rem tekan berusia 20 tahun dengan langkah 12 inci. Penjualnya membangga-banggakannya seolah itu daya kuda ekstra.
Langkah panjang memang memungkinkanmu membentuk kotak yang lebih dalam dan profil tinggi. Itu benar. Tapi inilah yang sering dilewatkan pembeli: panjang langkah dan ketebalan material tidak meningkat dalam garis lurus.
Stroke adalah pergerakan vertikal dari ram. Ini menentukan seberapa jauh punch dapat turun ke ruang cetakan. Hal ini penting ketika membentuk saluran yang dalam atau tekukan bertahap.
Namun tonase yang ditentukan oleh ketebalan berasal dari pemilihan lebar V-die. Jika Anda menekuk pelat 10 mm, Anda mungkin membutuhkan bukaan V sebesar 8 kali ketebalan atau lebih. Geometri cetakan tersebut menentukan kebutuhan tonase secara independen dari stroke. Stroke yang lebih panjang tidak mengurangi gaya yang dibutuhkan. Itu hanya memungkinkan Anda bergerak lebih jauh.
Jadi Anda bisa berakhir dengan mesin yang memiliki banyak stroke untuk membentuk saluran dalam—tetapi tidak cukup kekakuan nyata atau gaya (terutama setelah keausan hidrolik) untuk menekuk material yang Anda rencanakan.
Dan inilah realitas mekanis yang jarang dibicarakan: setiap inci tambahan dari stroke berarti perjalanan silinder yang lebih panjang. Pada mesin yang lebih tua, itu sering berarti area keausan seal yang lebih besar, tekanan kolom yang lebih tinggi selama puluhan tahun, lebih banyak peluang terjadinya goresan di dalam lubang silinder. Mesin dengan stroke 12 inci dari tahun 2005 mungkin telah mengalami jutaan inci tambahan perjalanan kumulatif dibandingkan unit dengan stroke 8 inci yang melakukan pekerjaan yang lebih ringan.
Stroke yang lebih panjang bisa berarti kemampuan.
Atau bisa berarti kelelahan yang terakumulasi.
Jika Anda “merencanakan pertumbuhan” ke pelat yang lebih tebal, jangan hanya memeriksa stroke dan tonase. Petakan peta jalan produk Anda yang sebenarnya: kedalaman kotak maksimum, V-die yang dibutuhkan, tonase sebenarnya per meter, dan apakah rangka serta sistem hidrolik dapat menahannya tanpa bekerja pada beban 90% setiap shift.
Mesin “serbaguna di tengah jalan”—misalnya 140 ton, 3 meter—sering kali tidak memuaskan baik untuk pekerjaan cepat pelat tipis maupun pelat berat sesungguhnya. Saya telah melihat bengkel membeli kompromi itu dan kemudian, tiga tahun kemudian, membiayai mesin rem kedua karena yang pertama tidak dapat berkembang ke pasar baru tanpa tersendat.
Peringatan untuk Pergi: Jika rencana pertumbuhan Anda membutuhkan mesin untuk beroperasi di atas 80% dari batas stroke dan gaya yang tertera setiap hari, Anda bukan sedang membeli ruang lebih. Anda sedang membeli keausan yang dipercepat.
Sekarang misalkan stroke-nya sudah memadai. Bagiannya pas di tenggorokan. Masih ada satu pemeriksaan jarak bebas lagi yang bisa menggagalkan transaksi bahkan setelah mesin lunas.
Seorang pembeli pernah menelepon saya dalam kepanikan. Rem barunya (bekas) memiliki tinggi terbuka 18 inci. Di atas kertas, tampak cukup.
Dia memasang dudukan punch tinggi dan satu set die bersegmen untuk pembentukan kotak. Tiba-tiba ia hanya memiliki 12 inci ruang yang bisa digunakan. Saluran yang dibentuknya tidak bisa dikeluarkan tanpa memiringkan dan memaksanya melewati alat.
Tinggi terbuka adalah jarak antara ram dan alas di posisi titik mati atas. Daylight memiliki arti serupa, terkadang diukur secara berbeda tergantung pabrikan. Yang penting adalah tinggi terbuka bersih setelah alat, adaptor, dan dudukan terpasang.
Perkakas memakan ruang. Dengan cepat.
Pembentukan kotak dalam membutuhkan jarak vertikal tidak hanya untuk tekukan awal, tetapi juga untuk pengeluaran. Ketika press brake dipenuhi perkakas atau dikonfigurasi tanpa memikirkan jalur keluarnya, Anda bisa secara fisik menjebak bagian tersebut. Saya pernah melihat operator membuka baut perkakas di tengah pekerjaan hanya untuk mengeluarkan benda yang sudah dibentuk.
Itu bukan kegagalan tonase. Itu kegagalan geometri.
Daftar mesin bekas jarang mencantumkan tinggi terbuka bersih dengan perkakas terpasang. Penjual menyebutkan angka pabrikan. Namun kapasitas nyata Anda adalah mesin dikurangi perkakas dikurangi margin keamanan.
Dan ingat: mesin yang lebih panjang memberi Anda ruang untuk memutar dan memanipulasi bagian. Itu benar. Pembeli berpengalaman sudah tahu panjang tekukan itu penting. Hal yang sering terlewat adalah bahwa jarak vertikal dan belakang sama pentingnya untuk bagian dengan banyak tekukan. Ruang rotasi, sudut ekstraksi, dan gangguan backgauge semuanya berada di dalam kotak geometris yang sama.
Anda bukan membeli gaya. Anda membeli amplop tiga dimensi tempat bagian Anda harus “bertahan hidup” di dalamnya.
Peringatan untuk Pergi: Sebelum menutup transaksi untuk rem bekas, uji secara fisik bagian paling tinggi dan paling dalam—atau model tiruan dari kayu lapis—dengan tumpukan alat yang persis akan Anda gunakan. Jika pelepasannya membutuhkan “trik,” trik itu akan menghabiskan waktu produksi Anda setiap hari.
Jadi sekarang kita telah menghapus mitos mengenai tonase dan ilusi tentang ruang yang tak terbatas.
Mesinnya mungkin memiliki tenaga. Mungkin memiliki ruang. Tapi apa yang terjadi ketika “otak” yang menjalankannya tidak bisa diperbaiki lagi?
Sebuah bengkel di jalan membeli rem tekan CNC era 2008 seharga $62.000. Mesin menyala. Layar hidup. Sumbu kembali ke posisi nol. Penjual berkata, “Berfungsi dengan baik.”
Tiga bulan kemudian kontrol mulai berkedip. Operator belajar untuk membiarkannya menyala semalaman karena jika daya dihidupkan ulang, terkadang tidak mau booting. Mereka menjaga kipas kotak mengarah ke kabinet seperti sedang mendinginkan anjing kepanasan di bulan Juli. Produksi melambat karena tidak ada yang cukup percaya untuk menjadwalkan pekerjaan cepat selesai.
Lalu suatu pagi, mesin itu tidak hidup lagi.
Pabrikan tidak lagi mendukung kontrol tersebut. Kartu geraknya sudah dihentikan. Papan bekas di pasar sekunder seharga $3.800 masing-masing—tanpa garansi. Akhirnya mereka menghabiskan $28.500 untuk retrofit hanya agar mesin kembali ke keadaan seharusnya saat hari pertama dibeli.
Rem itu “berfungsi” saat mereka membelinya.
Namun tonase pada rem tekan CNC bekas hanyalah angka laboratorium. Dan kesehatan kontrolernya? Itulah perbedaan antara aset produksi dan benda seberat 9 ton yang tidak berguna.
Geometri menentukan apa yang bisa Anda tawarkan. Kontroler menentukan apakah Anda benar-benar bisa mengirimkannya. Dan jika otaknya sudah di ujung waktu, setiap pekerjaan yang Anda jadwalkan adalah taruhan.
Peringatan untuk Pergi: Jika kontrol berumur lebih dari 12–15 tahun dan OEM tidak dapat mengonfirmasi dukungan suku cadang saat ini secara tertulis, hargai mesin tersebut seolah-olah Anda akan melakukan retrofit dalam 24 bulan—atau jangan membelinya sama sekali.
Saya pernah membuka kabinet mesin “terawat dengan baik” dan menemukan cadangan drive diskette yang diikat dengan zip-tie di dalamnya. Itulah keamanan program Anda. Sebuah disket 3,5 inci dan berharap.
CNC dan kontrol berbasis PLC yang lebih tua sering bergantung pada kartu gerak dan papan I/O kustom yang bersifat proprietary. Ketika komponen itu sudah usang, Anda tidak menelepon pemasok elektronik umum. Anda memburu stok surplus yang diambil dari mesin mati lainnya. Dan jika ladder logic—program kontrol utama—tidak pernah dicadangkan, perangkat keras saja tidak akan menyelamatkan Anda.
Saya pernah melihat mode kegagalan yang sama persis: lonjakan daya menghapus memori rusak pada PLC tua. Papan masih berfungsi. Mesin masih menyala. Tapi logika programnya hilang. Tanpa dokumentasi, itu jadi kotak hitam. Anda tidak memperbaikinya—Anda merekayasa baliknya. Itu pekerjaan teknik yang dapat ditagih sebesar $150 per jam, dan biayanya cepat bertambah.
Sekarang inilah pukulan baliknya: kadang retrofit justru langkah yang lebih cerdas. Paket kontrol modern—CNC baru, penggerak, pembaruan kabel—bisa mencapai $25.000 hingga $40.000 tergantung jumlah sumbu dan integrasi. Kedengarannya mahal sampai Anda membandingkannya dengan rem tekan 6-sumbu 175 ton baru seharga $180.000 hingga $240.000.
Jika rangkanya lurus dan hidroliknya sehat, retrofit dapat memberi Anda tambahan umur satu dekade dengan pemrograman modern, simulasi offline, dan diagnostik yang lebih mudah.
Perangkapnya bukan pada elektronik tua itu sendiri.
Perangkapnya adalah membeli elektronik tua dengan harga yang menganggap bahwa perangkat tersebut akan hidup selamanya.
Mesin kelas menengah sering mempertahankan akurasi mekanis selama 12–18 tahun jika dirawat dengan baik. Saya pernah melihat rangka yang sepenuhnya dilas tetap sesuai spesifikasi jauh setelah kontrolnya mulai bertingkah seperti laptop yang lelah. Itu membalikkan perhitungan risiko: terkadang besinya baik-baik saja dan elektroniknya yang menjadi titik lemah.
Jadi ketika Anda mengevaluasi rem bekas, jangan hanya bertanya “Apakah mesin ini bisa menyala?” Tanyakan:
Karena ketika satu komponen gerak mati, waktu henti tidak diukur dalam jam. Itu diukur seberapa lama Anda mengakui bahwa Anda sedang melakukan retrofit.
Peringatan untuk Pergi: Jika penjual tidak dapat memberikan cadangan perangkat lunak terbaru, file parameter, dan konfirmasi ketersediaan suku cadang, anggap eksposur minimum $30,000 dan negosiasikan sesuai itu—atau mundur.
Saya pernah melihat sebuah bengkel menunggu sembilan hari agar teknisi pabrik membuka layar parameter. Sembilan hari. Mesin diam. Operator menyapu lantai.
Beberapa kontrol lama adalah sistem tertutup. Anda tidak dapat mengakses parameter mendalam tanpa kode pabrik. Anda tidak dapat menukar penggerak tanpa firmware khusus merek. Bahkan kalibrasi sederhana pun bisa membutuhkan laptop servis yang terikat pada OEM.
Itu bukan dukungan. Itu ketergantungan.
Kontrol berarsitektur terbuka—yang menggunakan PLC yang tersedia luas, penggerak servo standar, dan struktur parameter yang dapat diakses—mengembalikan kendali kepada Anda. Integrator lokal yang kompeten dapat melakukan pemecahan masalah. Penggerak pengganti tersedia dari banyak distributor. Anda tidak menjadi sandera satu nomor telepon.
Perbedaan itu terlihat pertama kali dalam hal kecil. Sebuah sensor rusak. Dengan arsitektur terbuka, Anda mencari sensor industri $180 dan menghubungkannya. Dengan sistem eksklusif, fungsi yang sama mungkin memerlukan modul bermerek seharga $1,200—jika masih tersedia stoknya.
Dan inilah bagian yang buruk: bahkan jika perangkat kerasnya bertahan, logika eksklusif yang tidak terdokumentasi dapat membuat modifikasi di masa depan hampir mustahil. Ingin menambahkan peningkatan crowning? Mengubah konfigurasi sumbu? Tanpa logika yang dapat diedit dan dokumentasi, Anda terjebak dalam keputusan desain orang lain yang dibuat 15 tahun lalu.
Membeli rem bekas dengan kontrol tertutup yang menua seperti membeli truk diesel jarak tempuh tinggi di mana hanya dealer asli yang bisa terhubung ke komputer transmisi. Anda tidak memilikinya. Anda menyewa akses.
Peringatan untuk Pergi: Jika akses servis, pengeditan parameter, atau komponen pengganti hanya dapat dilakukan oleh pihak pabrikan, hitung risiko waktu henti dalam minggu—bukan hari—dan tentukan apakah arus kas Anda dapat bertahan dalam kenyataan itu.
Backgauge 2 sumbu (X dan R) akan memposisikan kedalaman dan tinggi. Itu cukup untuk flensa sederhana dan tekukan lurus. Di situlah banyak “penawaran bagus” berada.
Kemudian pelanggan memberi Anda bagian dengan flensa offset dan tekukan asimetris.
Tanpa Z1/Z2 (posisi kiri-kanan independen) dan mungkin X1/X2 untuk kompensasi kemiringan, operator Anda mulai menyisipkan shim, membalik lembaran, atau secara manual menggeser posisi antar tekukan. Waktu siklus berlipat ganda. Akurasi menyimpang. Sampah (scrap) meningkat.
Kontrolnya mungkin secara teknis “berjalan.” Ram akan berputar sepanjang hari. Tetapi pemrograman bagian yang kompleks menjadi latihan mencari solusi alih-alih proses yang dapat diulang.
Backgauge multi-sumbu modern yang dipasangkan dengan perangkat lunak CNC terkini memungkinkan pemrograman offline, deteksi tabrakan, dan penentuan urutan tekukan otomatis. Itu bukan kemewahan. Itu adalah keyakinan dalam penawaran harga. Anda dapat melihat gambar dan tahu bahwa mesin dapat menjalankannya tanpa pengetahuan tribal pada shift kedua.
Mesin dasar dengan 2 sumbu bisa menghasilkan keuntungan di ceruk yang sempit—braket, saluran sederhana, pekerjaan berulang. Tetapi jika rencana pertumbuhan Anda mencakup penutup, lemari yang dibentuk, atau komponen struktural dengan banyak tekukan, kendali sumbu yang terbatas akan menjadi titik kemacetan produksi.
Dan keterbatasan perangkat lunak memperburuk batasan geometri. Ingat ruang tiga dimensi yang kita bicarakan tadi? Pengontrol menentukan seberapa cerdas Anda menavigasinya. Leher yang dangkal adalah satu kendala. Otak yang tidak bisa menentukan urutan mengelilingi gangguan adalah kendala lainnya.
Rem tekan 100 ton yang tidak dapat memberikan tekanan konsisten di seluruh meja hanyalah masalah 60 ton dengan ego 100 ton.
Rem “CNC” yang tidak dapat mengelola pengaturan multi-sumbu secara cerdas hanyalah mesin manual dengan layar berwarna.
Peringatan untuk Pergi: Jika pasar sasaran Anda mencakup pekerjaan dengan banyak tekukan dan toleransi ketat, tetapi mesin hanya memiliki pengaturan 2 sumbu dengan perangkat lunak usang, jangan yakinkan diri Anda bahwa Anda akan “meningkatkan nanti.” Tetapkan harga peningkatan sekarang—atau tinggalkan.
Anda telah memeriksa kedalaman leher. Anda telah memeriksa langkah. Anda telah memverifikasi tinggi terbuka. Sekarang Anda telah melihat ke dalam kabinet dan di balik layar.
Namun bahkan dengan kontrol modern dan kemampuan sumbu penuh, masih ada satu lapisan lagi yang diam-diam dapat menggerogoti margin Anda.
Bagaimana jika besi itu sendiri sudah lelah?
Saya dipanggil untuk menangani mesin 150 ton yang “ketat” yang terus meleset sudut pada bagian sepanjang 10 kaki. Penjual bersumpah itu masalah kalibrasi. Kami menempatkan pengukur dial pada ram, menjalankannya ke bawah hingga 1 inci di atas titik mati bagian bawah, dan sisi kiri 0,012 inci lebih rendah dari sisi kanan. Daya tonase sama. Program sama. Material sama. Itu bukan masalah perangkat lunak. Itu besi yang telah bekerja terlalu lama tanpa ada yang memeriksa posturnya.
Inilah kenyataan pahitnya: keusangan pengontrol dapat membuat Anda tertinggal secara elektronik, tetapi kelelahan struktural akan menguras Anda setiap hari saat mesin beroperasi. Rangka meregang. Ram memutar. Rel aus mengikuti pola pekerjaan satu dekade terakhir. Dan tidak satu pun dari itu muncul di lembar spesifikasi atau demo penyalaan daya.
Anda tidak “memeriksa” hal-hal ini. Anda melakukan forensik mekanis.
Peringatan untuk Pergi: Jika penjual tidak mengizinkan Anda menempatkan indikator pada ram, melakukan uji tekukan sepanjang penuh, dan memeriksa rel dengan penutup terbuka, anggap mereka sudah tahu apa yang akan Anda temukan. Jika Anda menginginkan pandangan kedua sebelum berkomitmen, sepadan untuk menghadirkan tim teknis yang hidup di dunia pembengkokan CNC setiap hari—hubungi CN-HAWE untuk membahas evaluasi independen, perbandingan kemampuan, atau penawaran untuk alternatif CNC modern yang didukung oleh R&D khusus dan solusi lembaran logam berskala penuh.
Ambil batang uji presisi 10 kaki, letakkan di cetakan bawah, dan turunkan ram perlahan hingga hanya menyentuh sepanjang batang. Tanpa tekanan. Hanya kontak. Sekarang coba geser pengukur ketebalan 0,002 inci dari satu ujung ke ujung lainnya.
Pada mesin yang sehat, resistansi terasa seragam. Pada mesin yang sudah lelah, Anda akan menemukan apa yang saya sebut sebagai “zona mati” — bagian di tengah atau di salah satu ujung di mana ram melayang lebih tinggi, lalu tiba-tiba menjepit lebih erat. Itu adalah memori defleksi rangka. Bertahun-tahun beban berat di tengah, terutama pembengkokan bawah dengan tonase tinggi, secara permanen melengkungkan tiang dan tempat tidur.
“Tetapi tonase pada rem tekan CNC bekas hanyalah angka di laboratorium.” Di lapangan, defleksi bukanlah teori. Saya telah mengukur penurunan tekanan hidraulik 18% pada satu sisi mesin kembar yang katanya identik di bengkel yang sama. Salah satunya memenuhi spesifikasi. Yang lain melawan dirinya sendiri di setiap siklus.
Rem tekan 100 ton yang tidak dapat memberikan tekanan konsisten di sepanjang tempat tidur hanyalah masalah 60 ton dengan ego 100 ton. Anda akan mengejar sudut dengan shim, menekuk berlebihan di satu sisi untuk memperbaiki sisi lain, dan menyalahkan operator atas apa yang sudah diputuskan oleh rangka.
Jika ram tidak turun sejajar dalam beberapa seperseribu inci di seluruh panjang kerja, Anda bukan membeli press brake—Anda membeli langganan seumur hidup untuk shim stock dan keluhan pelanggan.
Jadi, apa yang membuat ram tetap lurus sejak awal?
Lepas penutup sampingnya. Saya tidak peduli seberapa bagus tampilan “cat baru” di bagian luar. Lihat pada gib dan way — permukaan aus yang dapat disetel yang menjaga ram tetap bergerak lurus naik dan turun.
Pada mesin yang telah menjalankan bagian sempit selama bertahun-tahun, Anda akan melihat jalur yang mengilap di bagian tengah dan logam kusam yang hampir tidak tersentuh di tepi. Itu adalah beban yang tidak merata. Seiring waktu, ram tidak hanya bergerak secara vertikal; ia bergoyang secara mikroskopis, seperti engsel pintu dengan satu sekrup longgar.
Anda bisa mengencangkan gib untuk menghilangkan kelonggaran. Saya sudah melakukannya. Namun, ketika keausan meruncing — 0,003 inci di bagian atas langkah dan 0,010 inci di dekat bagian bawah — Anda hanya menyesuaikan untuk mengelilingi kerusakan, bukan memperbaikinya. Digiling dan dikerok ulang? Sekarang Anda berbicara sekitar $12.000 hingga $25.000 tergantung ukuran, dan itu belum termasuk produksi yang hilang.
Dan inilah bagian yang sering dilewatkan pembeli: perkakas yang aus memperparah pola keausan ini. Satu set cetakan yang memiliki tinggi tidak konsisten 0,005 inci di seluruh bagiannya memaksa ram menyesuaikan secara tidak merata setiap siklus. Selama bertahun-tahun, gaya reaksi yang tidak merata itu mengikis ke dalam pemandu. Pada saat Anda memeriksa kesejajaran paralel, kerusakan sudah bersifat struktural.
Anda bisa mengganti perkakas seharga $8.000. Anda tidak bisa dengan mudah menghapus keausan pada rangka.
Ketika panduan ram terganggu, bagaimana bengkel mencoba menutupinya?
Saya pernah masuk ke bengkel yang menjalankan panel stainless panjang pada press brake dengan crowning manual — sistem engkol tangan yang sedikit melengkungkan tempat tidur untuk mengimbangi defleksi. Operator memberi tanda dengan spidol di dial sebagai “cukup dekat.”
Secara teori, crowning menyelesaikan defleksi. Kenyataannya, sistem manual mengasumsikan defleksi selalu konsisten dari satu pekerjaan ke pekerjaan lain. Nyatanya tidak. Kekerasan material berubah dari satu batch ke batch lainnya. Stainless dengan 95 HRB tidak berperilaku seperti stainless 88 HRB. Hambatan tambahan itu membebani bagian tengah secara berbeda, terutama pada tekukan panjang.
Sistem crowning dinamis modern menyesuaikan distribusi tekanan secara otomatis melalui baji hidraulik atau mekanis yang terhubung ke CNC. Dengan kalibrasi yang tepat, mesin kelas atas dapat mempertahankan ±0,1–0,2 derajat. Abaikan sistem itu — atau andalkan penyesuaian manual di bengkel toleransi ketat — dan Anda akan melenceng ke ±0,5 derajat atau lebih buruk. Pada panel kosmetik sepanjang 10 kaki, itu berarti perbedaan antara pas saat perakitan dan menjadi limbah.
Sekarang, saya tidak akan sepenuhnya menolak crowning manual. Dalam pekerjaan braket dengan campuran rendah dan presisi rendah, sistem ini bisa lebih baik dibanding sistem “canggih” yang kurang terawat, karena setidaknya dapat diprediksi. Namun jika penawaran harga Anda bergantung pada akurasi berulang dengan banyak tekukan di seluruh panjangnya, kompensasi manual berubah menjadi pengetahuan turun-temurun. Dan pengetahuan turun-temurun tidak bisa diterapkan di shift kedua.
Jika crowning adalah perban Anda, apa yang terjadi di dalam silinder yang melakukan pengangkatan?
Peringatan untuk Pergi: Jika mesin yang ditujukan untuk pekerjaan presisi hanya mengandalkan crowning manual dan menunjukkan hasil tekukan uji yang tidak konsisten sepanjang penuh, siapkan anggaran untuk retrofit atau tinggalkan saja. Bengkel presisi tidak bisa berjalan hanya dengan tanda spidol dan harapan.
Berdirilah di belakang mesin dan perhatikan ram saat turun mendekat. Apakah turun dengan mulus, atau sedikit ragu sebelum tekanan terbentuk? Sekarang tahan pada tekanan pembentukan dan dengarkan. Ada desisan halus dari segel silinder. Sedikit gerakan turun dalam 10 detik.
Lepaskan filter hidraulik dan potong terbuka. Ada kilap perak di lipatan? Itu adalah goresan internal — alur mikroskopis di dalam silinder atau pada batang piston. Setelah batang krom mulai berkarat, segel tidak punya harapan. Anda mengganti segel seharga $2.500. Enam bulan kemudian, bocor lagi karena batangnya seperti amplas di bawah tekanan.
Perbaikan penuh satu silinder pada press brake ukuran sedang bisa mencapai $9.000 hingga $18.000 per sisi. Jika batang perlu dikrom ulang atau diganti, tambahkan lagi $6.000 hingga $10.000 masing-masing. Dan itu dengan asumsi lubang rangka belum menjadi oval akibat beban tidak merata selama bertahun-tahun.
Ketidakkonsistenan material membuat diagnosis menjadi kabur. Batch yang lebih keras meningkatkan tekanan pembentukan, membebani pompa dan katup. Bengkel menyalahkan “hidrolik lemah” padahal masalah sebenarnya adalah input yang tidak terkendali. Namun silinder yang tergores dan batang piston yang berkarat adalah fakta yang terlihat. Oli yang menetes di sepanjang ram bukanlah teori.
Kerusakan hidrolik biasanya tidak membunuh kesepakatan dengan satu kegagalan dramatis. Ia menjadi pos biaya permanen — segel, katup, waktu henti, pembersihan, dan besi tua akibat tekanan yang tidak konsisten.
Kamu memulai evaluasi ini dengan kekhawatiran apakah kontrolnya bisa rusak. Wajar. Tapi sistem hidrolik yang lelah terikat pada rangka yang letih tidak akan membuatmu terjebak sekali saja — itu akan memberatkanmu setiap minggu saat mesin berjalan.
Jadi setelah kamu memeriksa elektronik dan geometri, dan sekarang besi dan oli, pertanyaannya bergeser.
Berapa sebenarnya semua biaya ini selama lima tahun?
Berapa biaya sebenarnya selama lima tahun untuk memiliki press brake yang secara mekanis lelah dan secara hidrolik menurun?
Saya akan memberikan contoh hipotetis dunia nyata yang tampak polos di atas kertas. Harga mesin: $42.000. Penjual mengatakan mesin “berfungsi saat terakhir diparkir.” Cat baru. Kontrol cukup baik. Kamu merasa seolah mendapatkan harga curian.
Saat mesin itu sudah dilengkapi perkakas, dipindahkan, dipasang listrik, diratakan, dan didebug, kamu akan menatap angka $73.400 sebelum mesin tersebut menekuk bagian pertama yang menghasilkan uang.
Dan itu jika tidak ada hal buruk yang muncul.
Sebagian besar pembeli terobsesi apakah mesin itu 100 ton atau 150 ton. Tapi tonase pada press brake CNC bekas hanyalah angka laboratorium. Di bengkelmu, angka yang penting adalah cek yang akan kamu tulis dalam 90 hari pertama — dan yang diam‑diam akan terus kamu tulis setiap kuartal berikutnya.
Mari kita perlambat dan hitung kerugiannya.
Pertanyaan pertama yang saya ajukan: perkakas apa yang dibutuhkan?
Jika itu perkakas presisi gaya Amerika atau gaya Eropa standar, kamu berada dalam posisi yang lumayan. Kamu bisa berbelanja di beberapa tempat. Kamu bisa mengganti bagian tertentu. Kamu bisa menambah koleksi kamu seiring waktu.
Jika bersifat proprietary — profil tang aneh, sistem penjepitan yang sudah dihentikan, tersegmentasi dalam panjang yang aneh — sekarang kamu terikat pada apa pun yang masih didukung oleh pabrikan tersebut. Jika mereka masih ada.
Saya pernah melihat pembeli membayar $38.000 untuk sebuah brake dan kemudian mengeluarkan $15.000 lagi hanya untuk paket punch‑dan‑die dasar agar bisa menutup bukaan V umum dari 1/2 inci hingga 2 inci. Itu bukan perkakas eksotis. Itu perkakas untuk bertahan hidup.
Di sinilah keausan mekanis kembali menyelinap ke dalam perhitungan. Rangka yang lelah dan gibs aus tidak membebani perkakas secara merata. Jadi alih‑alih mengganti satu bagian die 3 kaki yang retak seharga $1.200, kamu mengganti segmen yang tidak serasi di sepanjang meja karena tidak ada yang menekan dengan konsisten. Perkakas menjadi barang habis pakai, bukan aset.
Rem tekan 100 ton yang tidak dapat memberikan tekanan konsisten di seluruh meja hanyalah masalah 60 ton dengan ego 100 ton.
Sekarang tambahkan kesalahan tonase per kaki. Misalnya kamu membeli mesin 90 ton “murah” untuk menjalankan bagian baja ringan sepanjang 10 kaki karena pelat namanya menunjukkan 90 ton. Kamu berada tepat di batas beban terdistribusi. Perkakas mulai terkelupas. Ujung punch melebar. Kamu membakar $4.800 untuk bagian pengganti di tahun pertama dan menyalahkan pemasok perkakas.
Bukan pemasoknya.
Peringatan untuk Pergi: Jika mesin membutuhkan peralatan khusus yang biayanya lebih dari 35% dari harga pembelian untuk membangun satu set dasar yang berfungsi, berhenti. Anda tidak sedang membeli penawaran — Anda sedang membeli ketergantungan.
Jadi mesin sudah dibeli dan dilengkapi. Sekarang Anda hanya perlu memasukkannya ke dalam gedung Anda.
Rem 14 kaki, 100 ton memiliki berat sekitar 20.000 hingga 28.000 pon tergantung pada konstruksinya. Itu bukan pekerjaan yang bisa dilakukan dengan forklift dan enam kaleng bir.
Rigging saja bisa menelan biaya antara $6.000 hingga $8.000 tergantung pada jarak, waktu crane, dan apakah mereka harus menggesernya melintasi lantai bengkel Anda. Jika Anda memerlukan crane di kedua ujung, tambahkan lagi. Jika penjual tidak memuatnya, tagihannya juga menjadi milik Anda.
Lalu ada listrik. Apakah bengkel Anda memiliki tegangan yang tepat? Jika tidak, trafo dan pekerjaan listrik dapat menelan biaya antara $3.500 hingga $7.000. Saya telah melihat panel ditingkatkan hanya untuk menangani arus masuk pada pompa hidrolik lama.
Pondasi lebih penting dari yang orang kira. Rangka yang lelah memperkuat puntiran. Letakkan itu di atas lantai beton 6 inci yang tidak rata dan sudah retak, dan sekarang pelurusan menjadi ritual mingguan. Dalam kasus ekstrem, bengkel memotong dan mencetak ulang alas. Itu biayanya antara $4.000 hingga $12.000 tergantung pada ukuran dan penguatannya.
“Seadanya” berarti tanggung jawab penjual berakhir di depan pintu mereka.
Peringatan untuk Pergi: Jika Anda belum memperhitungkan biaya rigging, listrik, dan persiapan lantai secara tertulis sebelum mengirimkan uang muka, Anda sedang menebak — dan menebak adalah cara di mana mesin $42.000 berubah menjadi kejutan $60.000.
Sekarang tambahkan itu di atas biaya peralatan.
Anda tidak lagi di angka $42.000. Anda lebih mendekati $70.000 sebelum Anda memastikan bahwa ram tetap sejajar di bawah beban selama delapan jam penuh.
Jadi kapan membayar lebih justru berbiaya lebih sedikit?
Mari kita bandingkan dua mesin hipotetis.
Mesin A: $42.000. Kontrol lebih tua. Rembesan hidrolik yang terlihat. Penyesuaian mahkota manual. Standar peralatan tidak diketahui. Anda mengeluarkan $15.000 untuk peralatan, $8.000 untuk rigging, $5.000 untuk listrik dan penyiapan. Anda berada di angka $70.000. Selama lima tahun, Anda rata-rata menghabiskan $6.000 per tahun untuk segel, katup, dan masalah penyelarasan. Itu tambahan $30.000.
Biaya lima tahun: kira-kira $100.000. Dan itu belum termasuk pekerjaan yang hilang akibat akurasi yang tidak konsisten.
Mesin B: $68.000. Geometri lebih baik. Rebuild silinder yang terdokumentasi. Peralatan presisi standar disertakan. Kontrol modern dengan perlindungan overload. Rigging dan penyiapan tetap menelan biaya total $12.000.
Biaya awal Anda sekitar $80.000. Perawatan rata-rata $2.000 per tahun karena rangka tidak melawan dirinya sendiri dan sistem hidrolik tidak seperti amplas di dalamnya. Lima tahun menambah $10.000.
Biaya lima tahun: sekitar $90.000.
Mesin B tampak mahal pada hari pertama. Tapi lebih murah pada tahun kelima.
Ini adalah masalah truk diesel jarak tempuh tinggi. Yang lebih murah memiliki tenaga kuda lebih besar di lencananya dan harga lebih rendah di kaca depannya. Tetapi rangkanya sudah lelah, komputer transmisi sudah usang, dan poros belakangnya telah kelebihan beban selama satu dekade. Anda tidak merasakannya saat uji coba. Anda merasakannya ketika menarik trailer menanjak enam bulan kemudian.
Sama halnya dengan mesin press brake.
Pembeli yang berhasil bertahan di bisnis ini berhenti bertanya, “Berapa ton kekuatannya?” dan mulai bertanya, “Berapa biaya mesin ini per tahun untuk dimiliki, termasuk suku cadang yang belum saya ganti?”
Itu adalah pergeseran.
Karena setelah Anda bisa melihat angka lima tahunan dengan jelas, keputusan itu berhenti menjadi emosional dan mulai menjadi mekanis — hampir membosankan dalam logikanya.
Dan matematika yang membosankan adalah hal yang membuat bengkel fabrikasi tetap hidup.
Anda tidak berbelanja untuk mesin press brake bekas.
Anda merekayasa balik mesin itu dari bagian paling jelek yang Anda buat — bagian terpanjang, paling tebal, paling rumit secara geometri yang menjaga perkiraan Anda tetap jujur — dan Anda biarkan perhitungan menyingkirkan mesin sebelum emosi Anda ikut campur.
Sebagian besar pembeli memulai dengan daftar mesin. Saya memulai dengan gambar kerja. Karena total biaya kepemilikan bukanlah angka yang Anda hitung setelah membeli. Itu adalah filter yang Anda terapkan sebelum Anda keluar dari kantor. Ketika Anda membangun mesin mundur dari produksi nyata Anda, geometri akan mengungkap rangka yang kurang kuat, ketidaksesuaian perkakas mengungkap tonase palsu, dan keterbatasan pengendali muncul sebagai biaya tenaga kerja, bukan fitur. Itulah cara Anda menghindari jebakan lima tahun yang baru saja kita bahas.
Jadi apa yang Anda periksa terlebih dahulu?
Pertanyaan pertama: Berapa kedalaman tenggorokan, tinggi buka, dan langkahnya — dan apakah itu secara fisik bisa menampung bagian terburuk saya?
Jika bagian Anda memiliki flensa lipatan 16 inci dan mesin press brake memiliki tenggorokan 12 inci, tidak peduli jika kekuatannya 150 ton. Selesai sudah. Saya menyaksikan sebuah bengkel membeli mesin 2.000 mm hanya untuk mengetahui bahwa flensa 400 mm mereka mentok ke rangka. Mereka punya tenaga kuda. Mereka tidak punya ruang. Solusinya bukan mekanis. Itu adalah membeli mesin press brake lain.
Pertanyaan kedua: Pengendali apa yang digunakan, dan siapa yang masih mendukungnya?
Jika pengendali berasal dari tahun 2008 dan pabrikan tidak lagi menyediakan papan sirkuit, Anda hanya sejauh satu lonjakan daya dari memiliki mesin seberat 20.000 pon yang menjadi rongsokan. Saya pernah melihat retrofit $28,500 dipaksakan pada pembeli karena satu kartu gerak gagal dan tidak bisa ditemukan penggantinya. Mesinnya “berjalan baik” saat inspeksi. Enam bulan kemudian, ia berkedip sekali dan tidak pernah menyala lagi.
Pertanyaan ketiga: Apakah tonase penuh diberi rating setidaknya di 60% dari panjang meja — dan bagaimana saya benar-benar menekuknya?
Di sinilah pembeli menipu diri mereka sendiri. Tetapi tonase pada mesin press brake CNC bekas adalah angka laboratorium. Angka itu mengasumsikan beban tersebar. Jika Anda berencana menekan hampir tonase maksimum di bagian pendek, Anda memusatkan tegangan dengan cara yang melelahkan rangka dan menekuk ram. Bengkel di daerah selatan telah membuang rangka samping karena operator menjalankan tekukan berat dan pendek pada rating penuh. Daftar mesin tidak berbohong. Penggunaannya yang salah.
Sekarang tanyakan pada diri Anda: jika penjual tidak bisa menjawab tiga pertanyaan itu dengan jelas, menurut Anda apa yang akan diungkapkan inspeksi?
Peringatan untuk Pergi: Jika kedalaman tenggorokan, dukungan pengendali, atau rating tonase per kaki tidak jelas, tidak terdokumentasi, atau “harusnya baik-baik saja,” jangan jadwalkan kunjungan. Anda bukan sedang mengevaluasi mesin. Anda sedang mengaudit potensi masalah di masa depan.
Namun mengeliminasi daftar hanyalah langkah defensif. Bagaimana Anda secara positif mendefinisikan apa yang benar-benar Anda butuhkan?
Ambil bagian dengan kondisi terburuk dan tuliskan lima angka: material, ketebalan, panjang tekukan, jari-jari dalam, dan bukaan cetakan.
Sekarang ubah bukaan cetakan.
Masih A36 setebal 1/4 inci. Masih panjang 10 kaki. V-die 3 inci mungkin membutuhkan sekitar 139 ton. Turunkan ke V-die 1,5 inci karena gambar Anda memerlukan jari-jari yang lebih sempit dan Anda bisa melonjak hingga 300 ton. Tidak ada yang lain yang berubah. Kebutuhan mesin menjadi dua kali lipat karena alatnya berubah.
Itulah bagaimana pembeli akhirnya menyalahkan “hidrolik lemah” padahal masalah sebenarnya adalah pilihan alat mereka yang membuat label tonase menjadi tidak valid.
Dan jangan abaikan metode pembentukan. Air bending (membentuk dengan menekan sebagian ke dalam cetakan) menggunakan gaya lebih sedikit dibanding bottom bending, di mana punch mendorong material hingga bersentuhan penuh dengan cetakan. Jika bagian kompleks Anda memerlukan bottoming untuk konsistensi sudut, tonase yang dibutuhkan naik lagi. Mesin yang diiklankan sebagai “90 ton, kapasitas 10 kaki” berdasarkan bagan air bending mungkin benar-benar tidak cocok untuk panel stainless yang dibentuk bawah.
Di sinilah muncul argumen pertumbuhan. Beberapa bengkel membeli “cukup untuk hari ini” dan berencana tumbuh ke depannya. Yang lain melebihkan spesifikasi tonase dan mengikat modal selama lima tahun.
Inilah keseimbangannya: spesifikasi berlebihan pada geometri, bukan hanya gaya. Kedalaman tenggorokan ekstra dan tinggi bukaan yang besar jarang merugikan Anda. Tonase berlebih tanpa integritas rangka dan dukungan pengendali hanya menambah tagihan perbaikan ketika ada bagian yang melengkung padahal tidak seharusnya.
Peringatan untuk Pergi: Jika tekukan terburuk hasil rekayasa balik Anda melebihi 80% dari tonase realistis terdistribusi mesin — dengan pilihan cetakan aktual Anda — Anda membeli di batas paling tipis. Batas paling tipis adalah tempat rangka lelah dan laba menghilang.
Spesifikasi di atas kertas adalah satu hal. Perilaku intermiten adalah hal lain.
Siapa pun bisa menjalankan ram naik turun selama lima menit.
Saya ingin melihat apakah ia mampu mempertahankan kedalaman selama dua jam.
Kesalahan CNC intermiten tidak muncul sebagai alarm. Mereka muncul sebagai penyimpangan sudut, perjalanan berlebih acak, atau backgauge yang meleset .012 inci setiap lima pukulan. Itu bukan masalah operator. Itu adalah amplifier servo yang memanas, skala yang kehilangan umpan balik, atau pengendali yang mengompensasi ketidakkonsistenan hidrolik.
Bawa potongan uji. Tekuk sepuluh bagian identik dengan kecepatan produksi. Ukur yang pertama, kelima, dan kesepuluh. Jika sudut bergeser, Anda sedang menyaksikan ketidakstabilan kontrol atau defleksi rangka di bawah panas.
Dan perhatikan layar. Kedipan. Lag. Input beku. Kipas bengkel yang meniup ke dalam kabinet terbuka bukanlah “pendinginan ekstra.” Itu tanda seseorang sedang menjaga elektronik yang menua.
Anda bukan sedang memeriksa apakah mesin bekerja.
Anda sedang memeriksa apakah mesin mengulang dengan konsisten.
Peringatan untuk Pergi: Jika Anda melihat penyimpangan sudut yang tidak dapat dijelaskan, variasi kedalaman acak, atau kedipan kontrol di bawah beban stabil, masukkan harga retrofit kontrol penuh ke dalam transaksi segera — atau tinggalkan. Berharap itu “tetap stabil” adalah cara bagaimana $68.000 menjadi $96.000.
Bahkan mesin yang stabil pun masih bisa menyembunyikan jenis biaya lain.
Buka kabinet hidrolik. Cari logam di penutup filter. Periksa batang silinder untuk goresan. Tanyakan catatan penggantian seal.
Tidak ada catatan? Maka anggap Anda yang berikutnya.
Pompa hidrolik tidak meledak sesuai jadwal. Mereka kehilangan efisiensi secara perlahan. Penurunan tekanan 18% tidak akan menghentikan produksi. Itu hanya akan memaksa operator untuk menekuk berlebihan, melawan efek pegas balik, dan menjalankan mendekati pengaturan maksimum. Hal itu mempercepat keausan di semua bagian lain. Mesin terasa “sedikit lelah.” Tagihan perkakas Anda mulai meningkat.
Lalu ada penyelarasan. Jika ram menunjukkan tanda kontak yang tidak merata di sepanjang punch, Anda mungkin akan menghadapi bertahun-tahun penggunaan shim stock dan penyesuaian crowning. Press brake 100 ton yang tidak dapat memberikan tekanan konsisten di seluruh meja hanyalah masalah 60 ton dengan ego 100 ton.
Produksi yang dapat diprediksi berarti rangka tegak lurus, sistem hidrolik kuat, pengendali bekerja berulang, dan kurva perawatan diketahui. Tumpukan backlog berarti Anda adalah kejadian perawatannya.
Jadi inilah satu hal yang perlu Anda bawa ke depan:
Berhenti bertanya, “Apakah ini kesepakatan yang bagus?”
Mulailah bertanya, “Jika ini satu-satunya press brake yang bisa saya miliki selama lima tahun, dirancang berdasarkan bagian terburuk saya, apakah geometri, arsitektur kontrol, dan kondisi strukturalnya akan membuat biaya saya membosankan — atau berubah-ubah?”
Pertanyaan itu tidak terlihat jelas karena daftar spesifikasi tidak pernah menyebutkan volatilitas.
Namun, itulah yang sebenarnya Anda beli.


















