

Ho cronometrato uno dei miei ragazzi durante un cambio macchina di routine il mese scorso. Dodici punzoni e matrici. Il portautensili era a 6 metri dietro la pressa piegatrice. Ha fatto quella passeggiata 12 volte—avanti e indietro—portando acciaio. Quando è uscito il primo pezzo buono, 14 minuti erano già volati via a forza di suole consumate.
Sulla pianta del pavimento, quel portautensili occupa 2,2 metri quadrati e sembra “efficiente”. Sul cronometro, ruba tempo di luce verde—i minuti in cui il pistone cicla e i pezzi escono. In un’officina con alta varietà che effettua otto cambi macchina per turno, sono quasi due ore di camminate e doppie movimentazioni. Il portautensili non si è mosso. La macchina non si è mossa. Ma il tuo cronometro di produzione sì.
Se il tempo di setup è il vero parametro, perché continuiamo a misurare lo stoccaggio in base all’ingombro e non ai passi?
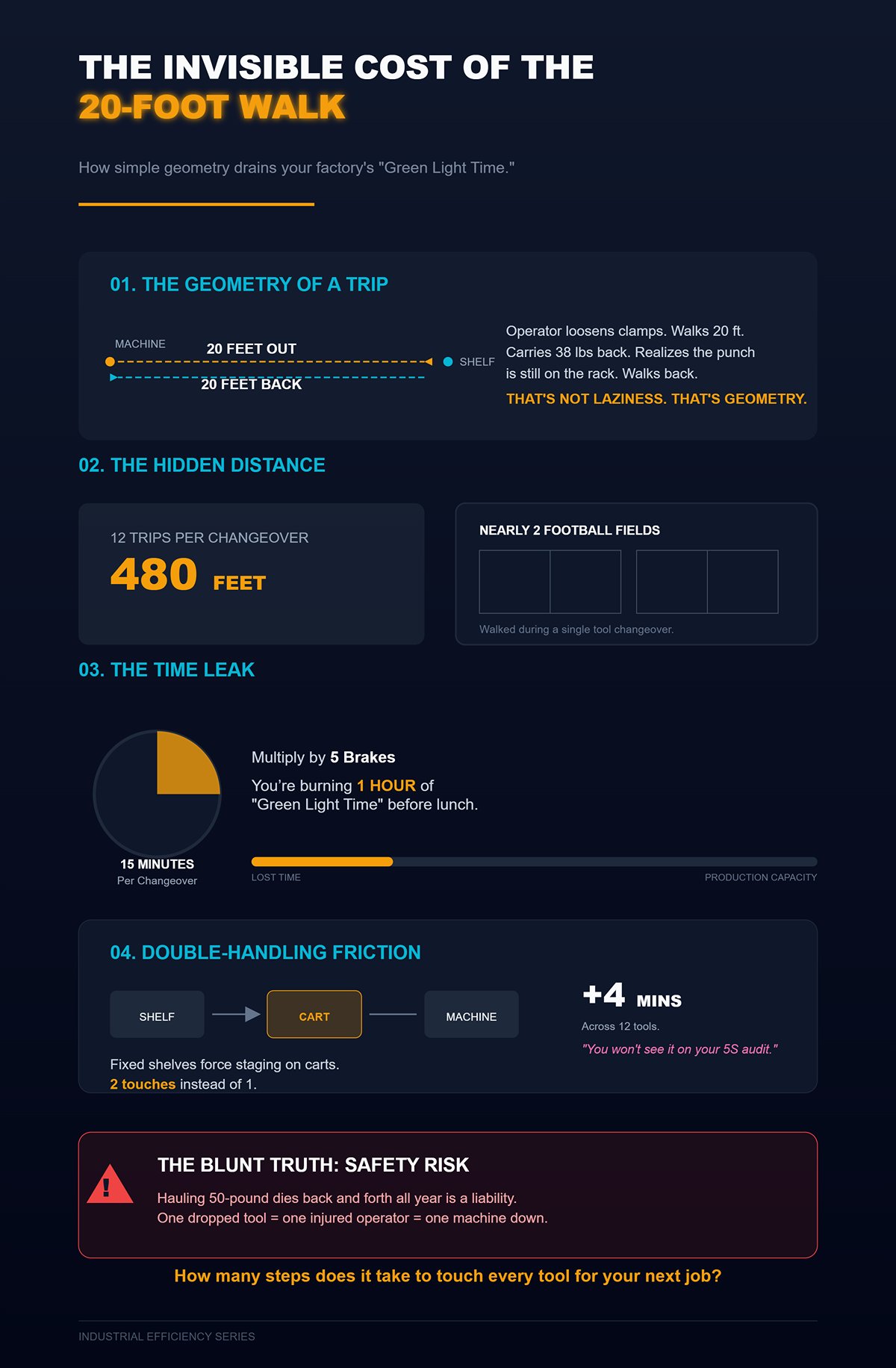
Immagina la sequenza. L’operatore allenta le morse. Cammina per 6 metri. Trova la prossima matrice. Porta indietro 17 chili. La posa. Si accorge che il punzone abbinato è ancora sul portautensili. Torna indietro. Non è pigrizia. È geometria.
Sei metri avanti e sei indietro fanno dodici metri per viaggio. Fallo 12 volte e avrai camminato 144 metri—quasi due campi da calcio—durante un singolo cambio macchina. Diciamo 15 minuti, tenendo conto di ricerche e riposizionamenti. Moltiplica per cinque presse piegatrici e ti bruci un’ora di tempo utile prima di pranzo.
E peggiora con la doppia movimentazione. Gli scaffali fissi ti costringono a preparare gli utensili su un carrello, e poi dal carrello alla macchina. Due maneggi per utensile invece di uno. Ogni maneggio dura dai 10 ai 20 secondi. Su 12 utensili, sono altri 4 minuti. Non lo vedrai nel tuo audit 5S. Lo vedrai nelle consegne in ritardo.
Verità cruda: continuando a trascinare matrici da 23 chili avanti e indietro tutto l’anno, qualcuno ne farà cadere una su un piede o spezzerà una morsa, e allora perderai una macchina.
Mettiti davanti alla tua piegatrice ora—quanti passi servono per toccare ogni utensile che ti serve per il prossimo lavoro?

Mi sono lesionato la parte bassa della schiena a 27 anni trascinando una matrice a V da 1,2 metri da uno scaffale inferiore. Pesava 28 chili. Mi sono girato invece di accovacciarmi perché lo scaffale era a 35 centimetri da terra e il muletto era occupato.
Le grandi presse piegatrici—da 150 tonnellate in su—sono le peggiori. Letto grande, utensili grandi, nessun pensiero dedicato a dove si trova la colonna vertebrale dell’operatore in tutto questo. Le piccole presse elettriche sotto le 60 tonnellate spesso integrano lo stoccaggio direttamente nella struttura a livello della vita. Le grosse macchine? “Ecco un armadio. Buona fortuna.”
Quella è la tassa ergonomica. Ogni volta che il tuo miglior operatore si piega sotto il ginocchio o si estende sopra la spalla per un portapunzoni da 20 chili, stai spendendo il suo corpo per risparmiare qualche metro quadrato di pavimento. In una settimana con 30 cambi macchina, sono centinaia di sollevamenti. La fatica rallenta le mani. Le mani lente allungano i setup.
Avviso crudo: un sollevamento sbagliato può mettere il tuo più esperto operatore di piegatrice in congedo medico per sei settimane.
Quando è stata l’ultima volta che hai misurato il tempo di setup rispetto alla fatica dell’operatore invece di dare la colpa all“”atteggiamento”?
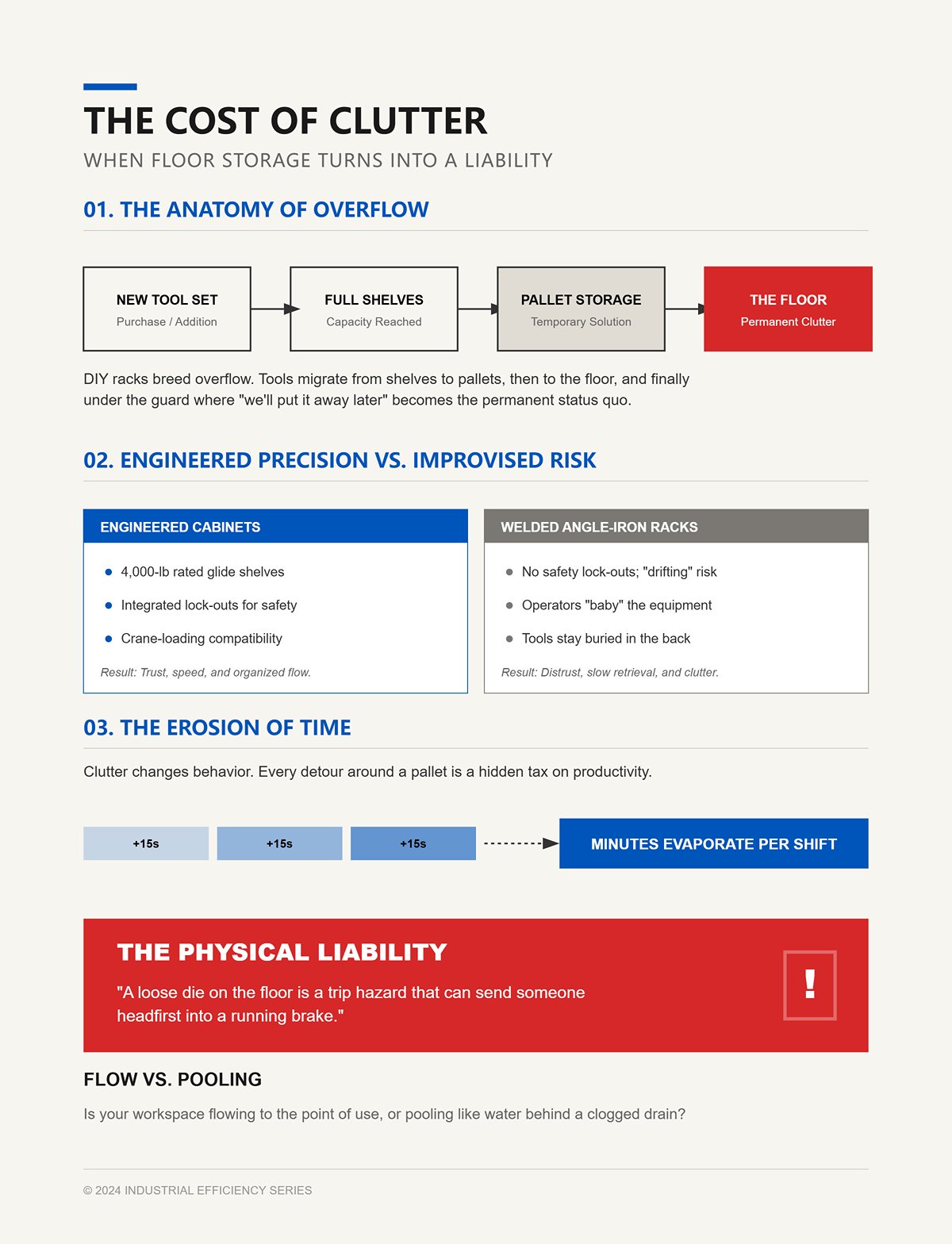
I portautensili fai-da-te generano accumulo. Comprendi un nuovo set di matrici, gli scaffali sono pieni, così gli utensili finiscono su pallet. Poi a terra. Poi sotto la protezione dove “li metteremo via più tardi”.”
Ho visto scaffali a scorrimento con portata di 1.800 chili in armadi progettati e dotati di blocchi di sicurezza per evitare che si spostino quando li carichi con la gru. Il tuo portautensili saldato in angolare non ha tutto ciò. Quindi gli operatori lo maneggiano con cautela. Non si fidano a far scorrere 135 chili verso le proprie tibie. Gli utensili restano sepolti nel retro. Il recupero rallenta. Il disordine avanza.
E il disordine cambia i comportamenti. Ora il carrello non può più entrare dritto. L’operatore devia intorno a un pallet. Altri 15 secondi. Altri 15 secondi. In un turno, i minuti evaporano.
Francamente: un punzone allentato sul pavimento è un pericolo di inciampo che può mandare qualcuno a testa in giù contro una pressa in funzione.
Guarda lo spazio intorno alla tua macchina: gli utensili fluiscono verso il punto d’uso o si accumulano come acqua dietro uno scarico ostruito?
Ho visto una pressa da 10 piedi restare ferma per 11 minuti mentre un set di punzoni segmentati da 240 libbre viaggiava su un transpallet per 25 piedi attraverso l’officina.
L’armadio da cui è stato prelevato è una meraviglia: 84 pollici d’altezza, 36 pollici di profondità, sei cassetti da 400 libbre ciascuno. Fissato al pavimento. Zero oscillazioni. Nella planimetria occupa 21 piedi quadrati e sembra compatto. Efficiente. Professionale.
Ma alla pressa non importa quanto denso sia il tuo stoccaggio. Le importa che l’acciaio giusto sia a portata di mano quando le pinze sono aperte e il martinetto è in attesa.
Questa è la regola del punto d’uso: se un utensile viene usato alla pressa, deve vivere alla pressa. Non dietro. Non dall’altro lato del corridoio. Alla macchina, all’interno del cerchio di 3 passi dell’operatore. Qualsiasi cosa al di fuori di quel cerchio è tempo di spostamento. Il tempo di spostamento è tempo morto. Il tempo morto è tempo a luce verde che non tornerà più.
In un’officina ad alta varietà, la pressa è la tua auto da corsa. Il carrello è il tuo trolley da box. L’armadio fisso? È il rimorchio dei pezzi parcheggiato 20 piedi dietro il muro. Sembra organizzato. Non vince le gare.
Quindi, se gli armadi fissi sono così stabili e densi, perché sembrano efficienti su carta ma lenti nella realtà?
Mettiti davanti a una parete di cassetti pieni di punzoni e matrici. Tutto etichettato. Tutto in verticale. Puoi immagazzinare 12 piedi lineari di utensili in uno spazio di 6 piedi. Questa è vera densità.
Ora amplia lo sguardo sull’intero pavimento.
Quell’armadio può contenere 6.000 libbre di utensili in 21 piedi quadrati. Rapporto impressionante. Ma costringe ogni operatore a uscire dalla cella di lavoro, perdere la concentrazione e rientrare con 40-100 libbre in mano. L’ingombro è ridotto. Il raggio di camminata no.
L’ho mappato. Nastro sul pavimento. Dalla pressa all’armadio: 18 piedi. Aggiungi spazio di manovra per un corridoio muletti, ora devi deviare a 24. Moltiplica per otto cambi utensili. Moltiplica di nuovo per cinque presse. L’ingombro dell’armadio resta 21 piedi quadrati. L’impronta di camminata si gonfia fino a centinaia di piedi quadrati di percorso ogni turno.
Ed ecco il punto cruciale: gli armadi fissi sembrano sicuri perché non si muovono. In officine con forti vibrazioni e muletti che trasportano carichi da 6.000 libbre nelle vicinanze, quella stabilità è reale. I cassetti non si ribaltano. Le strutture non si spostano. Ma quella stessa permanenza blocca la geometria dello stoccaggio anche quando la tua combinazione di lavori cambia ogni settimana.
Densità senza prossimità è un miraggio.
Hai risparmiato spazio sul pavimento. Hai risparmiato anche solo un minuto di preparazione?
Immagina un punzone a 4 vie da 96 pollici che pesa 102 libbre.
Dall’armadio fisso alla pressa, raramente entra direttamente nelle pinze. Primo sollevamento: dal cassetto al carrello. Secondo sollevamento: dal carrello alla macchina. Sono due sollevamenti controllati, due allineamenti, due possibilità di pizzicarsi un dito o affaticare un polso. Calcola 20 secondi per sollevamento se l’operatore è disciplinato e non ha fretta. Sono 40 secondi prima che il punzone tocchi il banco.
Ora moltiplica per quattro segmenti pesanti in un tipico setup. Hai bruciato quasi tre minuti solo per i secondi tocchi.
In un’officina ad alta varietà che esegue otto cambi turno a turno, non è teoria. È quotidiano. E gli operatori smettono di notarlo perché è normale. Non registrano “tempo di doppia gestione”. Registrano “setup”.”
Avvertimento diretto: continua a maneggiare due volte utensili da 100 libbre e un giorno non sarà più una perdita di tempo — sarà un dito schiacciato o una spalla di precisione piegata che ti costerà uno stampo $1,200.
Ecco la parte che la maggior parte delle officine manca: lo stoccaggio fisso quasi garantisce la predisposizione. Non puoi parcheggiare un armadio da 7 piedi a filo contro ogni pressa piegatrice. Quindi crei un passaggio intermedio — un carrello, un pallet, un tavolo temporaneo. Ogni passaggio intermedio è un altro sollevamento.
Se dovessi pagare gli operatori per ogni sollevamento invece che per ora, quanti sollevamenti elimineresti domani?
Lo scorso trimestre, ho parcheggiato un carrello mobile per stampi con capacità di 1.200 libbre direttamente dietro una pressa piegatrice. Sei cassetti. Ruote da 5 pollici. 48 pollici di larghezza in modo che si inserisca nella base della macchina quando non in uso. Lo abbiamo caricato con il top 80% degli utensili ripetuti di quella pressa piegatrice per frequenza, non per dimensione.
La prima settimana, il tempo medio di cambio è sceso da 18 minuti a 12.
Non è successo niente di magico. L’operatore ha smesso di lasciare la cella. Gli utensili si sono mossi una sola volta: dal cassetto alle ganasce. Nessuna predisposizione. Nessun transpallet. Nessuna deviazione attorno a un tavolo da saldatura che “temporaneamente” vive nel corridoio.
Ora, mettiamolo alla prova.
Sì, i carrelli hanno bisogno di pavimenti liberi. Se i corridoi sono pieni di contenitori di scarti e pedane a metà costruzione, un carrello mobile diventa un ostacolo da 600 libbre. In quell’ambiente, gli armadi fissi sembrano più sicuri perché non dipendono dalla disciplina. La mobilità richiede ordine. Non è un difetto del carrello. È uno specchio puntato al controllo del tuo pavimento.
Sì, vibrazioni e traffico di carrelli elevatori sono reali. Un carrello economico con ruote strette e senza chiusure dei cassetti è un pericolo con 300 libbre estese. Ecco perché è importante il tipo pesante: base larga, chiusure positive dei cassetti, carico nominale ben sopra il tuo set di stampi più pesante. Una struttura valutata per 1.500 libbre non vacilla quando un muletto da 4.000 libbre passa a 5 miglia all'ora.
La fisica è semplice. Distanza per peso equivale a sforzo. Riduci la distanza quasi a zero e riduci lo sforzo totale senza toccare il peso. Non puoi rendere più leggero un punzone da 90 libbre. Puoi farlo viaggiare 3 piedi invece di 23.
Questa è la regola del punto d’uso in una frase: sposta l’acciaio con le ruote, non con le schiene.
Se la tua pressa piegatrice è il vincolo nella tua officina, perché il tuo stoccaggio è progettato attorno alle pareti invece che attorno alla macchina?
L’anno scorso un cliente ha fatto rotolare un carrello utensili da 3.800 libbre su un pavimento con una giunzione di dilatazione di 1/4 di pollice ogni 12 piedi. Sei cassetti caricati con stampi segmentati. Si è fermato a metà e mi ha fatto la domanda che stai pensando: “Questo peso dovrebbe davvero stare su ruote?”
Ecco la valutazione di equilibrio che uso. Gli armadi fissi vincono per inventario di riserva profondo — il 20% di utensili che tocchi una volta a trimestre, o raggi speciali che restano fermi per 60 giorni di fila. Parcheggialo contro una parete. Lascia che sia denso. Lascia che sia statico.
Ma il 80% che alimenta i cambi giornalieri? Se è entro il cerchio di 3 passi della pressa piegatrice, deve muoversi con il mix di lavori. E questo significa che il carrello deve trasportare vero peso senza vacillare.
Quindi l’argomento cambia. Non “mobile contro fisso.” La vera domanda è se un sistema mobile costruito correttamente può avere la stessa capacità di carico di un armadio commerciale senza diventare un incidente da 4.000 libbre in attesa di accadere.
Perché se non può, la prossimità non conta.
Ho un armadio fisso con una capacità totale di 5.000 libbre, 400 per cassetto. Struttura pesante, acciaio calibro 12, ancorato al pavimento. Solido.
Ora guarda un carrello mobile pesante costruito come si deve: telaio saldato in acciaio calibro 10, piastra superiore da 3/16 di pollice, ruote forgiate da 6 pollici con portata di 1.200 libbre ciascuna. Quattro ruote ti danno 4.800 libbre di capacità statica prima ancora di contare il fattore di sicurezza. Non è teoria — è stampato sulla piastra della ruota.
La capacità di carico non riguarda il fatto che abbia ruote. Riguarda dove si trasferisce il peso. In un armadio, il peso scende direttamente sui piedini di livellamento. In un carrello, passa attraverso il telaio fino al supporto della ruota e nel pavimento. Se la portata delle ruote supera il carico per angolo e il telaio non si deforma sotto torsione, la fisica è identica a riposo.
Il movimento è dove i carrelli economici falliscono. Base stretta, ruote leggere, guide dei cassetti sottili. Spingi 4.000 libbre su un terreno irregolare e l’inerzia si sposta in avanti. Se il centro di gravità si trova a 30 pollici di altezza e 12 pollici dietro la linea dell’asse anteriore, hai creato una leva.
Ecco perché i carrelli seri sono larghi — almeno 30 pollici di profondità — e tengono le matrici più pesanti nei due cassetti inferiori. Abbassa il centro di gravità di 8 pollici e il momento di ribaltamento cala con esso. Semplice matematica della leva.
Avvertimento diretto: spingi un carrello da 4.000 libbre con carico alto su un gradino da 1/2 pollice e non perderai solo gli utensili — ti schiaccerai un piede o piegherai una spalla di precisione.
Quindi il vero filtro non è “mobile o fisso”. È: le tue ruote, il calibro del telaio e le guide dei cassetti sono realmente dimensionati per il carico dinamico che ci metti dentro?
Estrai un cassetto standard 75% da un armadio fisso. Su un cassetto da 36 pollici, 9 pollici restano nascosti nell’ombra. È lì che punzoni di lunghezza strana vanno a scomparire.
Ho visto operatori scaricare la fila frontale — 60 libbre di segmenti su un carrello — solo per raggiungere una matrice da 24 pollici nascosta sul fondo. È doppio lavoro nato dalla geometria, non dalla pigrizia.
Una guida di estensione 100% porta l’intero cassetto oltre la faccia dell’armadio. Ogni pollice visibile. Ogni pollice raggiungibile senza scaricare la fila frontale. Quando il carrello è parcheggiato a 18 pollici dietro la piegatrice, questo significa che una matrice si muove una sola volta: dal cassetto al letto.
C’è un secondo effetto che la maggior parte delle officine perde di vista. L’estensione completa ti permette di assegnare gli utensili in base alla frequenza d’uso, non alla profondità. Matrici ad alto uso vivono all’altezza della vita, completamente esposte. Quelle a basso uso possono stare più in basso senza diventare scavi archeologici.
Ma ecco l’inganno: l’estensione completa senza divisori adeguati si trasforma in una pista da bowling d’acciaio quando muovi il carrello. Gli utensili devono essere sistemati in culle d’acciaio sagomate o vassoi segmentati affinché nulla si muova sotto accelerazione. Mobilità senza contenimento scambia solo il tempo di camminata per tempo di riaffilatura.
Se i tuoi cassetti si estendono completamente ma gli utensili si muovono liberi al loro interno, hai davvero eliminato lo spazio morto — o hai solo spostato il caos più vicino alla piegatrice?
Apri due cassetti carichi su un armadio da 4.000 libbre e sposti il centro di gravità in avanti di 16-20 pollici. Su un’unità fissa imbullonata al cemento, è uno stress sugli ancoraggi. Su un carrello mobile, è uno scenario di ribaltamento.
Un sistema di interblocco permette di aprire solo un cassetto alla volta. Collegamento a barra meccanica. Nessuna elettronica. Quando un cassetto scorre fuori, gli altri restano bloccati.
Ho testato questo con 320 libbre in un singolo cassetto, completamente esteso di 36 pollici. Il carrello non si è inclinato in avanti perché la profondità della base e la massa totale lo hanno controbilanciato. Prova a farlo con due cassetti contemporaneamente e raddoppierai il braccio di momento in avanti.
È qui che i carrelli mobili possono effettivamente superare gli armadi fissi in termini di sicurezza reale. Un armadio a muro senza interblocchi consente a un operatore di aprire tre cassetti mentre si prepara in fretta. L’armadio non si muove — ma l’essere umano sì. Infilare le mani alla cieca tra attrezzi impilati è il modo in cui le dita si pizzicano e i bordi si scheggiano.
Con un carrello mobile parcheggiato presso la piegatrice, un solo cassetto aperto, piena visibilità, nessuna superficie d’appoggio per la messa in scena, il flusso di lavoro impone una manipolazione singola e un accesso controllato. Non è comodità. È contenimento ingegnerizzato.
Se il tuo carrello mobile non dispone di interblocchi a cassetto singolo e guide certificate, non è uno strumento di produttività — è una scommessa.
Abbiamo quindi neutralizzato le due grandi obiezioni: capacità e stabilità. Un carrello correttamente costruito può trasportare 4.000 libbre, estendersi completamente senza zone morte e prevenire rischi di ribaltamento con più cassetti aperti. Gli armadi fissi restano sensati per lo stoccaggio a lungo termine contro una parete.
Il che ci porta alla decisione successiva: una volta che il carrello è sicuro e abbastanza robusto, come configurarlo per proteggere diversi stili di punzoni, rivestimenti e sistemi segmentati senza trasformare la mobilità in un rischio di danneggiamento?
Parcheggia un carrello carico a 18 pollici dalla pressa. Cassetto superiore: 12 pollici di punzoni europei con codolo, spalle rettificate di precisione, 28 libbre per sezione da 3 piedi. Cassetto inferiore: matrici americane a fondo piatto da 6 piedi, 110 libbre ciascuna, adagiate come traversine ferroviarie. Ora apri il cassetto e sposta il carrello di 6 piedi per allinearlo con il pistone.
Se la disposizione interna tratta queste due famiglie di utensili allo stesso modo, hai già introdotto il danno nel tuo processo.
I punzoni europei sono sospesi per il codolo — quel collo stretto che si blocca nel sistema di serraggio. Sono progettati per essere sostenuti in verticale o in un supporto scanalato che scarica il peso lungo il codolo, non sulla punta. Se li lasci sdraiati, la massa di 28 libbre grava su una punta di precisione rettificata con tolleranze di pochi millesimi. Le matrici americane, al contrario, sono blocchi a fondo piatto. Devono poggiare su una superficie ampia che distribuisce 110 libbre sull’acciaio, non oscillare in una scanalatura stretta.
Un carrello non si preoccupa della geografia. Si preoccupa della geometria.
Quando il carrello passa da zero alla velocità di camminata — diciamo 3 piedi al secondo — l’inerzia spinge ogni utensile verso il pannello posteriore. Senza slot per il codolo, un punzone europeo scivola di 1/8 di pollice, tocca il vicino e quel bordo microscopico subisce l’urto. Non lo vedrai. Ma la tua prima piegatura di prova mostrerà una deviazione di 0,5 gradi su 36 pollici perché una spalla non è più perfettamente allineata.
Se scheggi un punzone europeo rettificato di precisione in un portautensili approssimativo, hai appena scambiato 10 minuti di risparmio di setup per una sostituzione da $600.
La domanda quindi smette di essere “È mobile?” e diventa “L’interno rispetta il percorso di carico per cui ogni utensile è stato progettato?”
Ho realizzato un cassetto in due modi per prova. Metà sinistra: scanalature verticali tagliate al laser, larghe 0,500 pollici, profonde 2 pollici, rivestite con UHMW da 1/8 di pollice così che l’acciaio non tocchi mai l’acciaio. Metà destra: vassoio d’acciaio piatto con divisori. Stesso carrello. Stesso pavimento. Stesso operatore.
L’abbiamo spinto per 40 piedi su due giunti di dilatazione — labbri da 1/4 di pollice. I punzoni con codolo negli slot non si sono mossi. Quelli sdraiati piatti si sono spostati abbastanza da lucidare a specchio due spalle.
Il meccanismo è semplice. In una scanalatura, la gravità spinge la forza direttamente lungo il codolo nel supporto. L’accelerazione orizzontale viene assorbita dalle pareti della scanalatura su 2 pollici di superficie. Su un vassoio piatto, l’unico vincolo è l’attrito. Acciaio su vernice offre un basso coefficiente. Scivolerà prima di aderire.
Le matrici americane a fondo piatto rappresentano il problema inverso. Se le poni in posizione verticale in slot stretti, concentri 110 libbre lungo una linea da 1/2 pollice. Con il tempo, ciò ammacca la vernice, solleva bave e queste si riflettono nella linea di piega. Hanno bisogno di almeno 3 pollici di supporto piatto, con fermi alle estremità in modo che la massa della matrice spinga contro una superficie fissa e non contro quella vicina.
In un’officina ad alta variabilità che esegue otto cambi di attrezzaggio per turno, ciò comporta quasi due ore di cammino e doppia movimentazione se riponi tutto genericamente e devi riorganizzare per evitare danni da contatto. Il carrello vince la gara solo se la disposizione del cassetto corrisponde al baricentro e alle superfici di appoggio dell’utensile.
Una verità schietta: lascia che una matrice da 110 libbre si inclini all’interno di un cassetto in movimento e schiaccerà un dito prima che tu possa reagire.
Quindi, quando si specifica un carrello, si dispongono i cassetti in base a “quali contengono più pezzi” o a come ogni pezzo effettivamente sopporta il peso durante il movimento?
| Aspetto | Scanalatura in stile tang | Appoggio a fondo piatto |
|---|---|---|
| Impostazione del test | Fessure verticali tagliate al laser, larghe 0,500 pollici, profonde 2 pollici, rivestite con UHMW da 1/8 pollice in modo che l’acciaio non tocchi mai l’acciaio | Vassoio in acciaio piatto con divisori |
| Condizioni di prova | Stesso carrello, stesso pavimento, stesso operatore; spinto per 40 piedi sopra due giunti di dilatazione da 1/4 di pollice | Stesso carrello, stesso pavimento, stesso operatore; spinto per 40 piedi sopra due giunti di dilatazione da 1/4 di pollice |
| Risultato del movimento | I punzoni a tang scanalata non si sono mossi | I punzoni posizionati piatti si sono spostati; due spalle si sono lucidate a vicenda |
| Meccanismo di forza | La gravità dirige la forza verso il basso lungo il tang nel supporto; l’accelerazione orizzontale è assorbita da 2 pollici di superficie della parete della fessura | L’unico vincolo è l’attrito; acciaio su vernice ha un basso coefficiente e scivola prima di fare presa |
| Distribuzione del carico | La forza è distribuita lungo le pareti della fessura, riducendo il movimento laterale | Il peso poggia su una superficie piana; soggetto a scivolare durante il movimento |
| Idoneità per matrici a fondo piatto | Non adatto; concentra 110 libbre lungo una linea di 1/2 pollice, causando ammaccature nella vernice, bave e problemi lungo la linea di piega | Richiede almeno 3 pollici di supporto piatto con fermi terminali affinché la massa spinga contro una superficie fissa |
| Impatto operativo | Lo stoccaggio sicuro riduce il movimento durante il trasporto | In officine ad alta varietà con otto cambi turno per turno, lo stoccaggio generico comporta quasi due ore di camminate extra e doppia movimentazione |
| Rischio per la sicurezza | Previene il ribaltamento e lo spostamento in movimento | Una matrice da 50 chili che si ribalta all’interno di un cassetto in movimento può schiacciare un polpastrello all’istante |
| Considerazione progettuale | Il layout del cassetto deve corrispondere al centro di gravità e alle superfici di appoggio dell’attrezzatura | Massimizzare il numero di pezzi senza considerare la distribuzione del peso aumenta i danni e il rischio |
Un rappresentante commerciale una volta mi ha mostrato un rack “universale” — perni regolabili, rivestimento in schiuma, un unico layout per tutto. Abbiamo caricato dodici punzoni e matrici, set misto, circa 190 chili in totale, e spinto per 6 metri. La schiuma sembrava delicata. I perni sembravano flessibili.
Dopo una settimana di uso reale, la schiuma si era compressa dove poggiavano le spalle affilate. Compressione significa movimento. Movimento significa impatto. Le micro-scheggiature non si annunciano con un crack; si manifestano con angoli di piega incoerenti che ti costano tre prove per ogni lavoro.
L’attrezzatura rettificata di precisione è finita con tolleranze rigorose — spalle squadrate entro pochi millesimi, punte uniformi per 90 centimetri. La micro-scheggiatura cambia il raggio effettivo della punta. Ciò altera il flusso del materiale. Ciò modifica il ritorno elastico. All’improvviso il tuo operatore sta correggendo l’angolo di 0,3 gradi alla volta, bruciando luce verde mentre il tempo scorre.
Ma il tuo cronometro di gara sì.
Un vero sistema di protezione non è “universale”. È segmentato. Slot dedicati per tang della punzonatura europea. Culle piane rivestite con fermi positivi per le matrici americane. Vassoi separati per attrezzatura rivestita, così una superficie nitrurata non sfrega mai contro acciaio grezzo. Gioco laterale di 1/16 di pollice — abbastanza per inserire, non abbastanza per farla sobbalzare.
La mobilità non ha creato il rischio. L’universalità approssimativa sì.
Se l’interno del tuo carrello sembra intercambiabile e regolabile per qualsiasi cosa, chiediti: è progettato per il tuo mix esatto di tang, piani, rivestimenti e lunghezze — o sta sperando che attrito e schiuma salvino un bordo $600?
Ti stai chiedendo come appare in pratica un carrello correttamente progettato, specifico per il mix.
Ecco il colpo di scena: a volte la risposta giusta non è affatto un carrello.
Io gestisco lavori ad alta varietà come una squadra ai box — il tempo con il semaforo verde è tempo di gara — ma anche io ammetto che ci sono lavori in cui la mobilità non ti fa risparmiare nemmeno un minuto. Se stai impostando una matrice a V da 12 piedi a 90 gradi e un punzone corrispondente e stai producendo 10.000 pezzi senza toccare i morsetti, il tuo tempo di setup è un singolo evento. Un sollevamento. Un allineamento. Poi ore di ciclo ininterrotto.
In quello scenario, l’armadio a 6 metri di distanza non ti danneggia, perché non ci torni otto volte per turno.
La mobilità risolve i cambi di produzione. Nessun cambio, nessun problema da risolvere.
Quindi, prima di specificare un altro armadio largo 84 pollici e alto 7 piedi, chiediti: sei davvero ad alta varietà o stai facendo lunghe maratone con un singolo utensile in cui il setup avviene una volta a settimana?
Facciamo i conti come li faccio io sulla lavagna.
Ipotesi: un lavoro, un set di utensili, 6 ore di lavorazione, un setup da 22 minuti. Che gli utensili siano in un armadio fisso o su un carrello mobile posizionato a 45 centimetri dalla pressa, quei 22 minuti li paghi comunque una sola volta. I restanti 338 minuti sono puro tempo con il semaforo verde.
L’ingombro dello stoccaggio è quasi irrilevante perché non ci interagisci.
Ora aggiungi le persone. Due operatori, stesso ciclo lungo. Gli armadi fissi permettono a entrambi di prendere contemporaneamente calibri, spessori e punzoni di riserva. Alcuni sistemi mobili con corsie limitano l’accesso a una sola corsia aperta per volta. In un ambiente con molte persone e alto volume, l’accesso parallelo può superare la vicinanza.
Ma ecco il punto — ed è importante.
Nel momento in cui quella “lunga lavorazione” si trasforma in tre lavorazioni brevi e due revisioni ingegneristiche nello stesso turno, quell’armadio a 6 metri di distanza diventa 6 metri percorsi per ogni cambio, per ogni operatore, per ogni viaggio. I conti cambiano rapidamente.
E un avvertimento diretto da uno che l’ha imparato a proprie spese: una matrice da 12 piedi lasciata sul pavimento durante una “rapida” revisione troverà il tuo stinco a 5 km/h e vincerà.
Se il tuo pannello di programmazione mostra meno di due cambi per turno su una pressa, stai ottimizzando per la densità perché è giusto — o perché è comodo?
Non ogni utensile merita il posto in prima fila.
Ho punzoni nel mio laboratorio che non usiamo da 14 mesi — raggi particolari, profili ereditati, forme specifiche per contratti che tornano ogni pochi anni. Quelli appartengono allo stoccaggio profondo: fissato, etichettato, codificato a barre, scaffali ad alta densità che proteggono i bordi e restano fuori dal traffico quotidiano.
Quello è stoccaggio d’archivio.
L’accesso alla produzione quotidiana è diverso. Sono quei 12-18 metri di utensili che passano per le presse ogni settimana — le tue aperture a V di riferimento, i raggi comuni, i set di piegatura finale. Mescolare utensili d’archivio e utensili quotidiani nello stesso armadio è il modo sicuro per seppellire quelli usati di frequente dietro 360 chili di “caso mai servissero”.”
Gli armadi ad alta densità danno il meglio quando l’obiettivo è la conservazione e l’efficienza dello spazio. Sono come il rimorchio dei pezzi parcheggiato 6 metri dietro il muro dei box — organizzato, protetto, non destinato a muoversi ogni giro.
Se sei onesto, quale percentuale del peso totale dei tuoi utensili entra effettivamente in pressa in una settimana tipica?
Ecco dove diventa pratico.
Gli armadi fissi massicci hanno senso come stoccaggio profondo — il magazzino di riferimento. Ogni utensile ha un posto. Ogni posto ha un’etichetta. Le sezioni pesanti stanno su un supporto a larghezza intera, minimo 3 pollici sotto le matrici a fondo piatto, scanalature verticali per punzoni europei. Niente si muove a meno che non sia programmato.
Poi costruisci carrelli snelli, specifici per tipo di miscela, come unità di messa in scena.
Ogni carrello è assegnato a una pressa o a una famiglia di lavori. Contiene solo gli utensili per i prossimi 1-3 cambi di lavorazione — non di più. Cassetti organizzati per geometria, non per “quello che entra”. Carico totale mantenuto entro i limiti di portata delle ruote e di forza di spinta, in modo che un operatore possa spostarlo in meno di 10 secondi senza dover irrigidire la parte bassa della schiena come facevo io a 26 anni.
Pensalo come un sistema a due livelli: rimorchio dietro. Carrello accanto al veicolo.
Lo stoccaggio profondo protegge il capitale. I carrelli mobili proteggono il tempo del semaforo verde.
E poiché i carrelli sono intenzionalmente limitati nella loro portata, eviti la trappola reale che ho visto una dozzina di volte — officine che comprano bauli su ruote che non si muovono mai perché sovraccarichi, disorganizzati e trattati come mini-armadi su ruote.
Se dividi il tuo sistema in questo modo — archivio fisso, messa in scena mobile — ottieni densità dove serve e velocità dove conviene.
Quindi ecco il quadro decisionale che uso: conta la media dei cambi di lavorazione per pressa per turno, elenca gli utensili che si muovono settimanalmente e separali da ciò che non si è mosso negli ultimi 90 giorni. Quando vedi quei numeri scritti con il pennarello nero, ha davvero senso giudicare lo stoccaggio in base ai metri quadrati — o in base a quanti minuti di luce verde stai perdendo ogni turno?
Stai chiedendo come progettare fisicamente il carrello mobile ideale, specifico per tipo di miscela, per ottenere massima velocità e sicurezza.
Parti da questo: se ridurre il tempo di configurazione di 10 minuti per cambio di lavorazione ti dà un’ora extra di tempo con luce verde in un turno, non hai un problema di stoccaggio — hai un problema di mobilità.
Non è filosofia. È matematica.
Un carrello non è “migliore” perché si muove. È migliore quando la sua disposizione corrisponde al modo in cui i tuoi utensili si muovono realmente: quali matrici viaggiano insieme, quanto lontano viaggiano, quanto spesso vengono utilizzate e da chi. Il quadro è semplice ma rigoroso: misura i cambi di lavorazione per pressa per turno, definisci il tempo di configurazione nello stesso modo ogni volta (prelievo utensili, spostamento, spessori, bombatura, allineamento — tutto), e calcola i minuti persi nei movimenti. Poi progetta lo stoccaggio per eliminare quei minuti, non per vincere una discussione sulla superficie occupata.
Quindi, prima di disegnare un carrello con sei cassetti e dire che è fatto, hai standardizzato cosa include realmente “tempo di configurazione” nella tua officina?
Dai priorità all’adiacenza e alla sequenza.
Se la Pressa #2 ha in media sei cambi di lavorazione in otto ore, il carrello assegnato dovrebbe contenere solo i 12-18 metri di utensili che si alternano in quei lavori settimanali — predisposti nell’ordine di installazione. Ripiani inferiori per matrici da 27 a 54 kg all’altezza delle ginocchia così da farle scivolare, non sollevarle. Punzonature europee conservate verticalmente in scanalature dedicate così da afferrarle per profilo, non per memoria. Calibri e spessori nel cassetto superiore, nella stessa posizione ogni volta.
Questa è la logica da squadra di box. La gomma non è nel rimorchio. È accanto all’auto, in ordine, ad ogni giro.
Ora metti alla prova il sistema. Se i tuoi operatori fanno frequenti micro-cambi — sostituendo un singolo punzone a metà lavorazione — e l’armadio si trova già entro 24 pollici dalla linea di bloccaggio, codificato a colori e con sagoma, la mobilità potrebbe non vincere. Il tempo di ricerca visiva può essere più breve su una tavola fissa e ben illuminata che in un cassetto profondo. In tal caso, il “carrello” potrebbe essere un trolley stretto a telaio aperto che contiene solo gli utensili del prossimo lavoro, non l’intero mix settimanale.
Un avvertimento schietto da uno che ha imparato con una matrice a V da 62 libbre nei suoi vent’anni: se il design del tuo carrello obbliga a un sollevamento da morto al di sotto della metà dello stinco, i tuoi dischi L4-L5 sono a tempo prestito.
Quando osservi un cambio utensili, vedi sollevare e girare — o far scorrere e ruotare?
Lo spazio a terra è cemento. Il tempo è invisibile. Ecco perché le officine proteggono uno e sanguinano l’altro.
Un armadio fisso potrebbe consumare 24 piedi quadrati e contenere 8.000 libbre di utensili in corsie verticali compatte. Un carrello mobile pesante potrebbe occupare 18 piedi quadrati posizionato alla pressa e contenere 2.000 libbre. Sulla carta, l’armadio vince in densità.
Ma la densità non piega i pezzi.
Ecco il compromesso: sei disposto a dedicare spazio permanente a terra vicino a ciascun freno a alto mix per proteggere il tempo a luce verde? Oppure vuoi quello spazio libero per i muletti e speri che il camminare non abbia importanza?
In una cella con due freni, ho visto un carrello navetta ben progettato servire entrambe le macchine, riducendo i viaggi di recupero di un terzo perché gli utensili viaggiano una volta e vengono divisi alle presse. Funziona solo se l’ingombro del carrello si adatta alla geometria dei corridoi e supera giunzioni di dilatazione da 1/4 di pollice senza far saltare i punzoni dagli alloggiamenti.
Se ogni piede quadrato è conteso, cosa ti costa di più per turno: 18 piedi quadrati di acciaio parcheggiato — o 15 minuti di camminata?
Parliamo di soldi senza fingere di essere contabili.
Ipotesi: cinque cambi utensili per turno su un freno. Risparmi 8 minuti per cambio utensili con un carrello mobile costruito appositamente — layout standardizzato, portata adeguata, zero caccia agli utensili. Sono 40 minuti per turno. In 250 giorni lavorativi, sono 166 ore di tempo a luce verde aggiunto.
Puoi discutere sui minuti esatti. Non puoi discutere sulla direzione.
Un carrello fai-da-te costruito con angolari da 3/16 di pollice e ruote standard potrebbe costare un terzo di un sistema commerciale. Ma se le ruote sono classificate a 600 libbre ciascuna e carichi un totale di 2.400 libbre, sei al limite prima di arrivare a una giunzione di dilatazione. I sistemi commerciali incorporano ingegneria del percorso di carico, alloggiamenti specifici per punzone, supporto a tutta larghezza per le matrici e altezze compatibili con il freno così che gli utensili si trasferiscano direttamente, non su e giù.
E c’è la questione dell’igiene. In ambienti sporchi dove gli armadi fissi includono sgrassatura integrata, possono ridurre drasticamente il tempo di preparazione perché gli utensili passano dalla stazione di pulizia alla pressa senza contaminazione. Se il design del tuo carrello mobile ignora il flusso di lavoro di pulizia, aggiungerai minuti nascosti per pulire l’olio alla macchina.
Ecco la prospettiva che voglio che tu mantenga.
Smetti di chiedere: “Quanti utensili posso immagazzinare?” Comincia a chiedere: “Quanti minuti posso togliere da ogni cambio utensili senza aggiungere rischio?”
Progetta il carrello intorno ai lavori che si muovono settimanalmente, collocandolo a portata di braccio dalla linea di bloccaggio, mantenendo il carico totale entro la capacità nominale con un margine di sicurezza del 20 percento, e rendendo ogni posizione utensile evidente a colpo d’occhio.
Se ridurre di 10 minuti per ogni cambio utensili ti restituirebbe un’ora di tempo a luce verde, stai davvero scegliendo tra armadi e carrelli — o stai scegliendo tra restare fermo e portare la tua squadra ai box fino alla macchina?


















