

そのパネルは工場の照明の下では完璧に見えた。ところが顧客がそれを天窓の下に転がしたとたん、かすかなVラインが指紋のように浮かび上がった。パレット全体が拒否された。.
そんな時、誰かがウレタンVダイのパンフレットを振りかざして「これで解決だ」と言うものだ。聞こえはきれいだし、簡単そうに思える。でも実際はそうではない。.
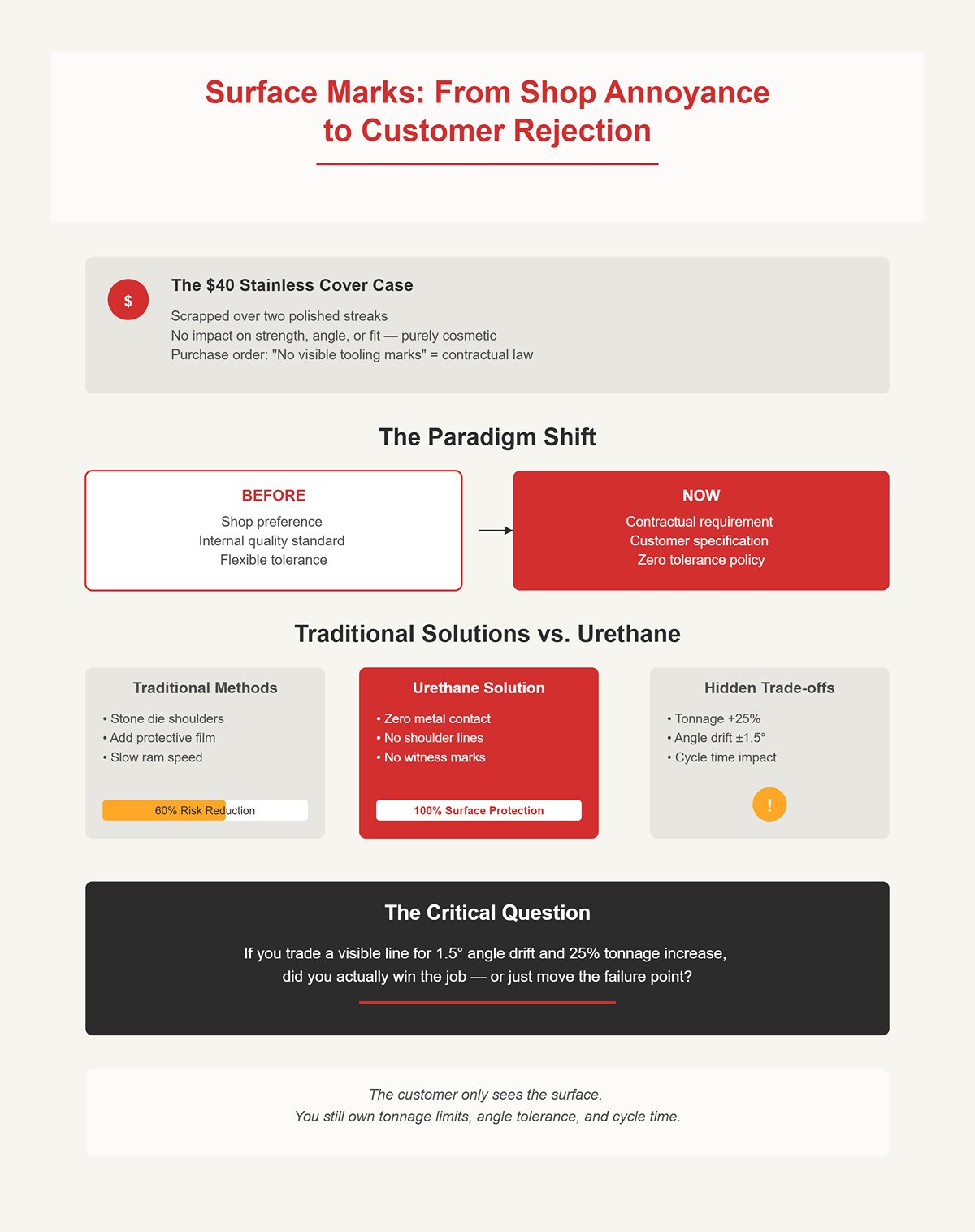
2本の磨かれた筋のせいで$40ステンレスのカバーが廃棄されたのを見たことがある。その筋は強度も角度も適合性も変えなかった。見た目だけの問題だ。しかし発注書には「目視できる工具痕なし」と書かれていた。それがルールだ。.
だから今や表面仕上げは工場の好みではなく、契約上の要件となった。ダイの肩を砥石で磨き、フィルムを挟み、ラムの速度を落とすこともできる。それでもリスクは残る。ウレタンは金属同士の接触ゼロを約束する。肩の線も、痕跡も残らない。それは本当だ。.
しかし会話を変える要素がある。顧客が見るのは表面だけだ。トン数の上限、角度公差、サイクルタイムはあなたが管理しなければならない。もし見える線を1.5°の角度ずれと25%のトン数増加に交換したとして、本当に仕事に勝ったのか?それとも失敗点を動かしただけなのか?

若いエンジニアが言う、「結局Vダイだろ。同じ開口。同じ曲げ控え。ただ入れ替えるだけだ」と。“
図面上ではそうかもしれない。現場では違う。.
鋼製Vダイ:剛性の高い肩部、固定された形状。標準的なエアベンドのチャートからトン数を計算すれば、材料証明が正しければ数パーセント以内に収まる。ウレタンVダイ:シートは真の角度を成形する前に圧縮性パッドに沈む。ラムの力の一部は金属の曲げに使われ、残りはゴムの押しつぶしに使われる。これがトン数の課税だ。.
鋼で60トンで動いていた仕事が、同じ3mm軟鋼をウレタンに置き換えると75トンにじわじわと近づいたのを見たことがある。これは25%の増加だ。100トンブレーキでは、余裕のある状態と逃がし弁に汗をかく状態の差になる。その余裕を予算に入れているか、どうか。
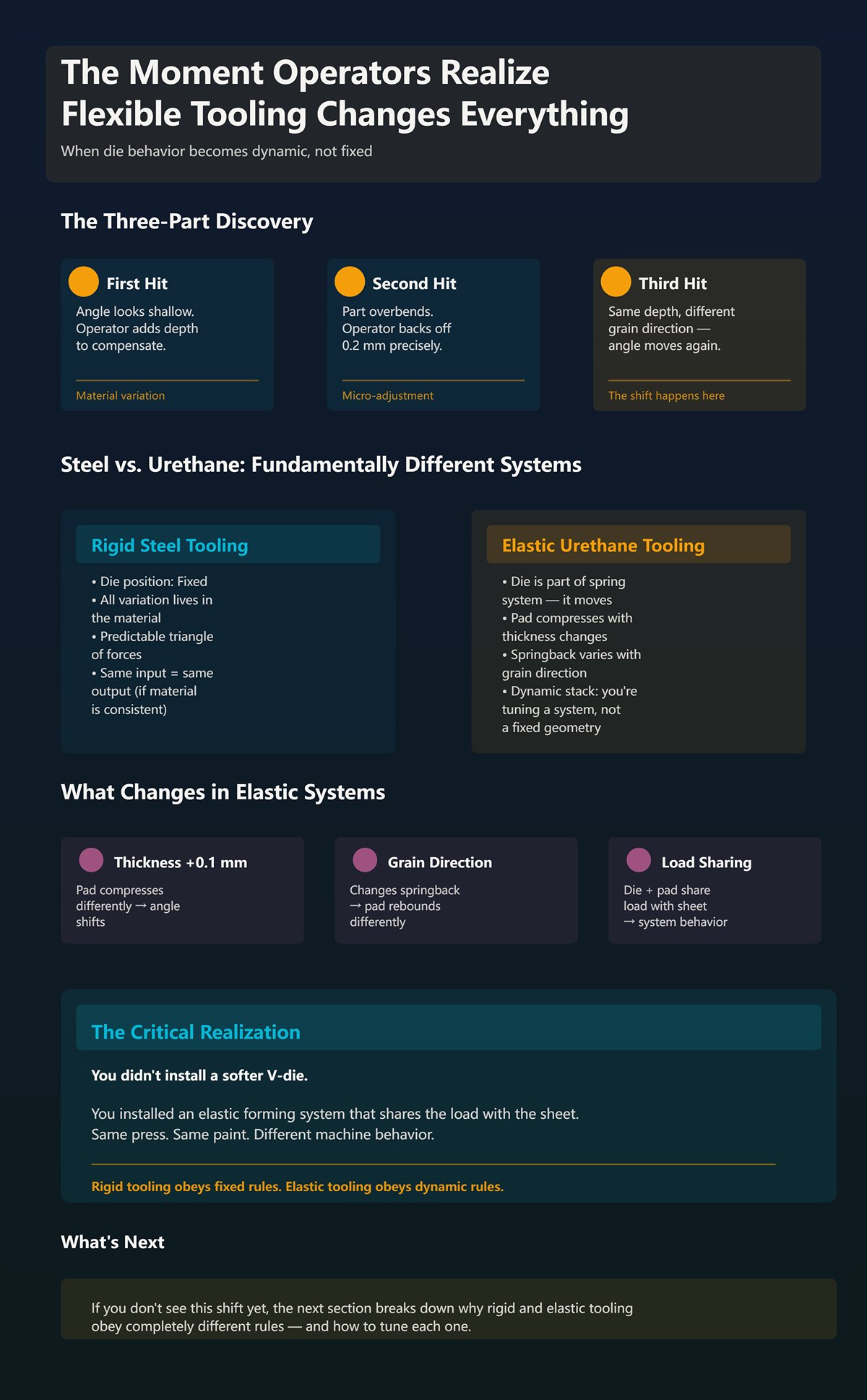
それはたいてい3つ目の部品で起こる。.
最初の打ち込み:角度が浅く見える。作業者は深さを足す。2回目の打ち込み:過剰な曲げ。彼は0.2mm戻す。3つ目の部品、同じ深さ、異なる圧延方向—角度がまた変わる。.
鋼の場合、ダイは動かない。すべてのばらつきは材料にある。ウレタンの場合、ダイ自体がスプリングシステムの一部になる。厚みが0.1mm増える?パッドの圧縮の仕方が変わる。圧延方向が変わってスプリングバックの仕方が違う?パッドの反発も変わる。今あなたが調整しているのは固定された三角形ではなく、動的な積層だ。.
その認識が必要だ。あなたが設置したのは柔らかいVダイではなく、シートと荷重を共有する弾性成形システムだ。プレスは同じ。塗装も同じ。だが機械の挙動は異なる。.
まだそれが分からないなら、次のセクションで剛性工具と弾性工具が完全に異なる法則に従う理由を詳しく解説する。.
単純な作業を考えてみよう。3 mmの軟鋼を、材料厚さの8倍のV開口で、90°のエアーベンドに曲げる。鋼製のダイでは、パンチが降下し、板が2つの剛性のあるショルダーに接触し、ダイ自体は動かない。工具には目に見えるたわみはゼロ。すべての幾何条件は鋼で固定されており、変形するのは板材だけだ。.
ここで、同じ名目開口を持つウレタンVパッドに交換する。最初の接触は、板とショルダーの間ではなく、板と弾性ブロックの間で起こる。金属が約250 MPaで降伏する前に、ウレタンが圧縮を始める。そのため、ラムのストロークの一部は鋼を曲げるために、残りはポリマーを押しつぶすために使われる。異なる応力–ひずみ曲線を持つ2つの材料が同じシステム内で重なっているのだ。.
そのたった一つの事実が、あなたのセットアップシートを書き換える。.
鋼のエアーベンディングでは、内側半径はV開口に比例している。Vを狭くすればトン数が指数関数的に増加し、広げればトン数が減少する。ダイの形状が曲げを支配する。しかしウレタンでは、「V開口」は荷重下で固定されなくなる。変形するのだ。ショルダーがわずかに広がり、接触面が拡大し、本当の曲げモーメントが発生する前に板がより深く沈み込む。開口幅と内側半径の関係は、幾何学的ではなく荷重依存になる。.
もう単にダイの幅を選ぶだけではない。あなたは、力を加えたときにダイがどの程度動くことを許すかを選んでいるのだ。その変位を曲げ代に反映させているだろうか、そうでないだろうか?
ある作業を見たことがある。鋼製Vダイでは60トンで済んだのに、同じプレスでウレタンを使うと75トンまで上がった。同じ材料、同じ厚さ、同じ角度。それは25%の増加だ。鋼が強くなったからではない。ストロークの最初の10〜20%が、板に完全な曲げ応力が発生する前にパッドを圧縮するために費やされているからだ。.
それが「トン数税」だ。.
鋼の工具では、ダイはすぐに抵抗を示す。ラムの力はほぼ直接的に曲げモーメントに変換される。ウレタンでは、力はまずパッド内のひずみエネルギーとして蓄えられる。十分に圧縮されて初めて、板に同等のてこの効果が伝わる。金属を動かす前に、まずダイを押しのけるために力を使っているのだ。.
そしてその蓄えられたエネルギーは消えない。戻りの際に押し返してくる。パンチが引き上げられると、パッドが反発し、板のスプリングバックに自身の弾性戻りを加える。つまり、ダイは受動的な支えではなく、システム内の能動的なバネとなる。.
現場の作業者はこれを「ばらつき」として感じる。厚さが0.1 mm増えるだけで、パッドの圧縮量が増え、接触圧分布が変化する。圧延方向で降伏強度が変わると、パッドはそれに合わせて変形し、中立軸の位置も変わる。鋼では、ばらつきは主に板材にあった。ウレタンでは、板材とダイの両方にばらつきが生じる。.
あなたはもはや1つのバネと闘っているのではない。異なる弾性率とヒステリシス曲線を持つ2つの連成バネと闘っているのだ。あなたの昔のトン数チャートがまだ通用すると思っているのか?
ここからが厄介になる。鋼のエアーベンドでは、予測可能な量、例えば軟鋼なら2°ほど余分に曲げればよく、それで完了だ。ダイはヒットのたびに形を変えない。材料証明書が正確なら、角度のばらつきは±0.5°以内に収まるだろう。.
ウレタンでは、必要なオーバーベンド量は、そのヒットでパッドがどれだけ圧縮されたかに結びつく。圧縮が大きいほど蓄えられる弾性エネルギーも増え、蓄えられたエネルギーが大きいほどラムが上がるときの反発も大きい。したがって、オーバーベンドで補うのは金属のスプリングバックだけでなく、工具のスプリングバックでもある。.
そして圧縮量は荷重に依存する。.
荷重は厚さ、降伏強度、さらにはパッドに沿ったV開口幅のわずかな違いにも依存する。ウレタンは形に追従するため、厚さのばらつきを「吸収」してくれるように見える。カタログではそれは寛容に思える。しかし現場では、ダイがばらつきを抑えるのではなく吸収するため、コイルが変わるたびに曲げ角度がずれていくことを意味する。.
鋭い30°のアキュートベンドを試してみよう。鋼なら適切なVを選び、トン数を確認し、深さを制御すればよい。ウレタンでは、局所的なひずみがパッドの強度限界を超える可能性があり、摩耗を早めたり、応力を減らすためにVを広げざるを得なくなる。Vを広げると内側半径が大きくなる。すると角度を議論する前に、すでに部品図の寸法から外れてしまう。.
だから誰かが「ウレタンは表面がきれいに仕上がるだけのソリューションだ」と言ったら、自問してみよう。荷重サイクルごとに剛性が変わるダイに対して、オーバーベンドを校正する準備ができているのか? それとも、剛体のジオメトリがその仕事をしてくれると思っていたのか?
あなたは、負荷がかかったときにダイ自体が動く場合のトン数とオーバーベンドの計算方法を尋ねました。.
実際の作業から始めましょう。1 mm の軟鋼、6 mm のV開口、90°のエアベンド。鋼製Vダイの場合、必要な力はおおよそ1メートル当たり8〜10トン程度でしょう。あなたの100トンプレスは、余裕でこれを処理します。では、「直接交換」として販売されているウレタンVパッドに切り替えてみましょう。同じ板、同じ角度。角度が閉じ始める前に、機械は35〜45トンまで負荷を上げます。.
金属自体には何の変化もありません。余分な25〜35トンはパッドに吸い込まれたのです。.
これが「トン数税」です。それは一度払えば終わりではありません。ストロークごとに支払うものであり、プレスの有効能力から直接差し引かれます。もし鋼製セットアップで40トン必要だったなら、ウレタンでは同じ曲げ角度を得る前に55〜80トンを覚悟する必要があります。もし以前あなたのプレスが定格の70%で運転されていたなら、今や限界を超えました。これをまだ「外観改善」と呼びますか?
マーケティングではなく、メカニズムについて話しましょう。.
ウレタンは非線形ばねのように振る舞います。ストローク初期では弾性率が低く、ひずみが増すにつれて実効剛性が急激に上昇します。つまり、ラムの初期の数ミリの移動は主にポリマーの圧縮であり、金属を曲げているわけではありません。パッドが十分に圧縮されて半剛性状態になるまで、板材は完全な曲げモーメントを受けません。.
メーカーは控えめに乗数を認めています:3倍は一般的です。狭いV条件では4〜6倍も珍しくありません。60トンの鋼製作業が同じ機械でウレタンを使うと75トンを超えたのを見たことがあります。これは穏やかな条件で1.25倍です。よりタイトな形状では2倍以上に達するのを見たこともあります。.
なぜ?
これは、パッドが一様に圧縮されるのを拒むためです。ポンチ先端の下では、垂直方向に潰されながら水平方向に伸びます。金属を成形する前に、ポリマー内部のせん断抵抗を克服しているのです。標準的なエアベンド公式で求める力は、金属の降伏分しか計算していません。ウレタンはその後ろに第二の応力–ひずみ曲線を直列に追加しているようなものです。.
したがって、実際的な計算は次のようになります:
鋼に対するトン数 × ウレタン乗数(保守的に1.3〜2.0倍、タイトなVや高硬度の場合は3.0倍以上) = 必要な機械トン数.
しかも、オフセンターローディングを考慮する前の話です。120インチスパンの100トンプレスでは、中央線上で1インチあたり約1.3〜1.4トンに制限されることがあります。ウレタンは2つのショルダーで均一に荷重をかけることがなく、不規則に圧力を分散させます。総トン数が「安全」に見えても、局所的な高負荷部分が中央線限界を超えることがあるのです。“
あなたのプレスは100トン定格だと思っているかもしれません。しかし、それは圧縮中のゴムブロックを介して100トンを負荷できる定格ですか、それとも違いますか?
初品製作時にラム位置インジケータを観察してみましょう。.
鋼製工具の場合、角度変化はラムの深さにほぼ即座に対応します。ウレタンの場合、角度が実際に変化する前に1〜3 mm動くことがあります。このストローク分がパッド内のひずみエネルギーとして蓄積されます。機械は仕事をしていますが、板材はまだ曲がっていません。.
この失われたストロークが「変位損失」です。.
油圧プレスブレーキでは、押し込み量に応じて力が増加します。もしストロークの20%をウレタン圧縮に費やしているなら、有効な曲げが始まる前に利用可能な力の一部が消費されることになります。プレスはストロークの早い段階で圧力限界に達し、実際の曲げに使える余力が制限される可能性があります。.
さらに悪いことに、その蓄えられたエネルギーは戻ってきます。ラムが戻るとき、パッドが反発します。角度補正からパッドのスプリングバック分を差し引く必要が出てきます。つまり、圧縮すればするほど(トン数をかけるほど)、それだけ強く押し返されるのです。.
したがって、機械の定格能力の一部は有効に金属へ届かず、ショックアブソーバーのようにポリマーの圧縮と解放に費やされているのです。.
もしあなたのブレーキが鉄材の3 mm厚、10フィートの加工で限界ぎりぎりだったとしたら、パッド圧縮によってそのストロークと加圧曲線のうち15–30%が失われた場合、何が起きるでしょうか?
次に4 mmの軟鋼を考えてみましょう。同じウレタンパッドで「軽~中ゲージ向け」と評されているものです。曲げを始めると、荷重が急速に、予想以上に鋼材チャートを超える速さで上昇します。パッドが圧縮限界に近づいており、セルがつぶれ始め、もはや柔軟なダイとして振る舞わず、密なブロックのように働き始めます。.
その時、2つのことが起こります。.
まず、乗数が急増します。板厚1 mmで1.5倍だったものが、パッドのひずみ限界に近づくと2倍、3倍になります。次に、接触圧力が局所化します。荷重が穏やかに分散されるのではなく、半圧縮状態のウレタンが力をより直接的に伝達するため、異物や硬い混入物がある場合、「傷なし」解決策だったものが表面に跡を残し始めます。.
それがゲージ上限です。カタログにある「最大6 mm」ではなく、実際の上限は角度を得るための必要な圧縮がパッドの弾性限界に近づく点です。それを超えれば、実質的には油圧プレスでゴムブロックを底打ちしているのと同じことになります。.
たわみ補助バーや特注パッドはその上限を押し上げることができます。硬度(デュロメータ)や厚みを調整して、特定の加工に対する乗数を減らすことも可能です。しかしそれは「課税」を避けるのではなく、それに合わせたシステムを設計しているにすぎません。.
だから、発注書に「工具痕が見えないこと」と書かれているからといって、5 mmのステンレスパネルにウレタンを採用しようとする前に、こう自問してください。そのプレス機に、次のジョブを圧迫せずにその「課税」を支払う余裕—30–80%のトン数の余裕—がありますか?
セットアップ前に、そのジョブとプレス機がウレタン使用に十分な実際の余力を持っているかどうかを知っておくべきです。.
現場で私が確認する方法はこうです。鋼材のエアベンドトン数をチャートから取り、それに安全係数として1.5を掛けます。次に、作業長での機械の使用可能トン数と部品公差の2つの数字を見ます。もし掛け算後のトン数がブレーキのセンターライン定格の80%を超え、図面に±0.5°またはそれ以下の公差が要求されていたら、その時点で既に「余裕なし」で運用していることがわかります。それは摩耗の話をする前段階です。.
本当の問題はピーク荷重だけではありません。弾性ダイが、剛体の幾何問題を時間とともに変動するターゲットへと変えてしまうことです。.
鋼製ダイの場合、変化は段階的です。欠ければすぐにわかります。ウレタンの場合は傾斜的に劣化します。ここで0.1、そこで0.2と失われていき、検査表が静かに赤くなります。パレット全体が不合格。プログラムは変えていないのに、パッドが変わっていたのです。.
それがあなたが受け入れる「劣化曲線」です。.
3 mmの304ステンレス製ブラケットを想像してみてください。8×V相当の形状、90°曲げ、±0.5°の公差。鋼製工具では、材料のスプリングバックを補正するために1.5~2°ほどオーバーベンドし、2回の打ち込みで調整できます。一度セットすれば、角度変化はラム深さときれいに追従します。ダイが動かないからです。.
そこに90Aのウレタンパッドを置いてみましょう。.
まずパッドが1~3 mm圧縮されるまで、板は完全な曲げモーメントを受けません。その後、板が降伏し、リトラクト時に板がスプリングバックします。そしてパッドもスプリングバックします。2つの弾性系が直列に存在します。.
もしステンレスが1.8°回復しようとし、パッドの反発がさらにわずかに角度を戻すなら、その補正量はもはや金属だけに依存する値ではありません。パッドのひずみにも左右されます。板厚が0.1 mm変わればパッド圧縮量も変わり、長時間の加工でパッド温度が変われば弾性率も変わります。スプリングバックの積み重ねが変動するのです。.
一部のサプライヤーはウレタンが「スプリングバック誤差を減らす」と言うでしょう。薄く柔らかい材料で浅い侵入の場合、それは確かに当てはまることがあります。パッドがより広い接触を保持し、曲げ半径を安定させられるからです。1 mmの塗装アルミで鋼製Vが広すぎ、半径が不安定だったときには確かに効果がありました。.
しかし、より硬い素材への押し込みや高い貫入、またはより狭い角度になると、パッドの可変剛性が支配的な変数になります。押しトン数が増えるほど、蓄えられるエネルギーが多くなり、その反発が最終角度により強く影響します。もはや金属の変形を補正しているだけではなく、サイクルごとに進化するポリマー疲労を補正しているのです。.
あなたの金型を、レート定数が変化する消耗性のバネとして扱う覚悟はありますか?はいか、いいえか?
鋼製Vダイの肩部を欠けさせると、次の打撃で部品に線状痕が出ます。それは二元的です。良い。それから悪い。.
ウレタンはそんな壊れ方をしません。.
仮想の生産ランを想像してください。事前ブラッシングされたステンレス製キャビネットドア枠を5,000本、±0.7°の許容範囲で、1時間あたり60ストロークで加工。1日目には91.6°をプログラムし、完成角度90.0°を得ます。部品2,000個目では91.8°に微調整し、部品4,000個目では92.1°へ。誰も慌てません。調整幅が小さいからです。しかしパッドは圧縮永久ひずみ—繰り返し応力による永久変形—を起こしています。その有効高さと剛性が変化しているのです。.
「ウレタンは10,000サイクルでX%の剛性を失う」といったきれいな公表曲線は存在しません。それがまさに問題です。疲労は荷重、ショア硬度、温度に依存します。硬いパッドは表面のマーキングを防ぎますが、内部応力が高くなります。柔らかいパッドは仕上げを保護しますが、より深く圧縮され、早く発熱します。.
私は$40ステンレスカバーが、強度も角度も寸法合いも変わらないポリッシュ筋2本のために廃却されるのを見たことがあります。表面がすべてでした。しかし同時に、角度のドリフトが午前中の生産を食いつぶすのを見たこともあります。なぜなら、部品1個目で「安定していた」パッドは、部品3,000個目では同じ工具ではなくなっていたからです。.
鋼の場合、管理図は破損が起きると跳ね上がります。ウレタンの場合は傾斜します。顧客が気づく前に、0.2°のドリフトを検出できるほどSPC(統計的工程管理)は厳密ですか?
| トピック | 詳細 |
|---|---|
| タイトル | 破滅的な欠け対目に見えない疲労:10,000サイクルにわたる精度低下追跡 |
| 鋼の故障モード | 鋼製Vダイの肩部を欠けさせると、次の打撃で部品に線状痕が出ます。それは二元的です。良い。それから悪い。. |
| ウレタンの故障モード | ウレタンはそんな壊れ方をしません。. |
| 仮想生産ラン | 仮想の生産ランを想像してください。事前ブラッシングされたステンレス製キャビネットドア枠を5,000本、±0.7°の許容範囲で、1時間あたり60ストロークで加工。1日目には91.6°をプログラムし、完成角度90.0°を得ます。部品2,000個目では91.8°に微調整し、部品4,000個目では92.1°へ。誰も慌てません。調整幅が小さいからです。しかしパッドは圧縮永久ひずみ—繰り返し応力による永久変形—を起こしています。その有効高さと剛性が変化しているのです。. |
| 予測可能な疲労データの欠如 | 「ウレタンは10,000サイクルでX%の剛性を失う」といったきれいな公表曲線は存在しません。それがまさに問題です。疲労は荷重、ショア硬度、温度に依存します。硬いパッドは表面のマーキングを防ぎますが、内部応力が高くなります。柔らかいパッドは仕上げを保護しますが、より深く圧縮され、早く発熱します。. |
| 現実の結果 | 私は$40ステンレスカバーが、強度も角度も寸法合いも変わらないポリッシュ筋2本のために廃却されるのを見たことがあります。表面がすべてでした。しかし同時に、角度のドリフトが午前中の生産を食いつぶすのを見たこともあります。なぜなら、部品1個目で「安定していた」パッドは、部品3,000個目では同じ工具ではなくなっていたからです。. |
| SPCとドリフト | 鋼の場合、管理図は破損が起きると跳ね上がります。ウレタンの場合は傾斜します。顧客が気づく前に、0.2°のドリフトを検出できるほどSPC(統計的工程管理)は厳密ですか? |
ウレタンパッドは、精密研磨された分割Vセットより初期費用が安いかもしれません。それがパンフレット上の見出しです。.
では、実際の工場のように計算してみましょう。例えば、鋼のダイセットが再研磨まで100,000打撃をこなし、角度は±0.3°以内で最小限の補正で安定するとします。一方で、ウレタンパッドは中負荷のステンレス作業下で、数千打撃ごとに角度補正を必要とし、15,000〜20,000打撃あたりで寸法的に信頼性が失われます。これは普遍的な数値ではありません—そんなものは存在しません—ですが、その範囲は現実の工場でも幻想ではありません。.
交換パッド1枚ごとが新しい購買発注です。途中での再認定は作業者の時間です。角度のドリフトは検査工数とスクラップリスクになります。そして「トン数税」を忘れないでください。もし機械容量の85〜90%で稼働しているのなら、ブレーキ自体—油圧、クラウニングシステム、ラムガイド—の摩耗も加速しています。.
それは一度きりの工具選択ではなく、繰り返し発生する経費なのです。.
もしその作業が外観品質が最重要で、生産量が少なく、しかも機械の実際の能力余裕範囲内に十分収まっているなら、ウレタンを使うのは正しい選択かもしれません。消耗品コストの予測可能性と引き換えに表面の完璧さを得る。悪くない話です。.
しかし、もし能力上限に近く、厳しい角度精度を求め、長期の量産を計画しているなら、それは「傷を防ぐ解決策」を買っているのではありません。むしろ、余分な荷重、角度のずれ、そして切削油のように予算に織り込むべき交換サイクルを買うことになります。.
では仕事の見積もりを立てる際、パッドを「剛性が徐々に低下する消耗部品」として扱っていますか? それともまだ単なる柔らかいVダイだと考えていますか?
実際の問いはこうです。ウレタンが「トン数のコストを伴う消耗性のスプリング」なら、キャパシティチャートを書き換えずに傷を防ぐ、より安価な方法はあるのでしょうか?
まず制約から考えましょう。スチール製ダイが跡を残すのは、スチールがワークより硬く、スケールやバリ、ショルダーの摩耗すべてが荷重下で表面に転写されるからです。その接触圧は実在します。V開口が狭ければ、力は2本の線に集中します。しかしダイ自体は動きません。圧縮歪みもなく、弾性率の変化もありません。形状は一定です。.
そのスチールの上に犠牲フィルムを一枚載せます——ポリウレタンテープでもマイラーでも、サプライヤーがロールで売っているものなら何でも構いません。.
こうして、下型全体をスポンジのように変えることなく、薄く交換可能な緩衝層を追加したわけです。.
フィルムはわずか数ミクロンたわみ、接触をわずかに拡げ、微細な異物の転写を吸収します。しかし荷重の経路は依然としてスチール→ラム→フレームです。トン数表は変わりません。クラウニングの計算も変わりません。角度補正もポリマーの反発ではなく、金属のスプリングバックに基づいたままです。.
これは重要な点です。.
もし$20のフィルムストリップでマーキングの80%を除去でき、しかも追加トン数がゼロなら、外観問題を解決しただけでなく、パッド圧縮・ドリフト・交換という定期的な「税」を回避したのです。フィルムが摩耗したら? 剥がせばいい。下のダイは高さも剛性も記憶も変わっていません。.
したがって、フィルムがウレタンを時代遅れにするわけではありません。.
しかし、「100%の傷防止性能」を求める理由を、「80%で十分ではないのか」と自問する必要があります。.
実際に現場で時間を消費するのは何か、話しましょう。.
ダイにテープを貼るのは面倒です。ショルダーを清掃し、まっすぐにテープを敷き、余分を切り取り、試し打ちをして、しわやたるみを確認します。短いロット——例えば外観重視の200枚程度のパネルなら——余分に10分、オペレーターが初心者なら15分かかるでしょう。テープが傷んだら貼り直し。確かに手間です。.
しかし、最初の曲げ角度はこれまで通り、いつもと同じです。.
ウレタンブロックの調整は全く異なる工程です。表面を保護するだけでなく、新しい荷重-たわみ関係を確立しています。最初の打撃は思ったより柔らかい。さらに押し込みを増やす。パッドは予想以上に圧縮されます。今度は金属とパッドの両方が回復するため、角度を追いかけることになります。板厚が厚い場合、スチールVセットアップと比べて必要な力が20〜30%増すこともあります。パッドの押し込み深さによってはもっとです。.
これはカタログの話ではありません。実際のシリンダー圧力の話です。.
そしてもし100トンプレスブレーキが既にスチールで75〜80トン使っているなら、その30%の余力は手元にありません。それは安全マージンから、シールから、ガイドから借りているのです。.
では、あなたが好むセットアップの摩擦はどちらですか:テープロールで10分、もしくは反復的な深さ調整に30分+利用可能トン数への恒久的なダメージ?
あなたの機械の銘板を念頭に置いて答えてください。.
このあたりでパンフレットは黙り込む。.
というのも、時には80パーセントでは十分でないことがあるからです。光を傾けてやっと見えるわずかな金型ラインが原因で、パレット全体が拒否されたのを見たことがあります。発注書には「工具痕が目視できないこと」と書かれており、それが絶対です。その世界——建築用ステンレス、家電外装、仕上げ済みパネル——では、「ほぼきれい」と「外科的にきれい」の違いが、支払いが行われるかどうかの違いを意味します。.
そういうときにウレタンが本領を発揮します。.
少量生産。広い能力余裕。中程度の角度。ショルダーの欠陥をすべて転写してしまうような素材。表面が契約上最重要で、パッドをラン単位で消耗品として扱う余裕のある仕事。.
しかし、3 mm のステンレスを ±0.5° で5,000個曲げており、すでにスチールでのドリフトを管理している場合、部品の下に弾性層を加えるのは化粧的な微調整ではありません。プロセス構造そのものの変更です。あなたは加圧力の増加、角度の監視、交換頻度の上昇という代償を払うことになります。.
では、明快な整理の仕方を示しましょう。.
鋼板へのフィルム:小さな繰り返しの手間、物理的影響は最小、化粧効果は部分的。.
ソリッドウレタンパッド:ほぼ完全な外観保護、その代わりに常時課されるトン数税と、打撃ごとに劣化するスプリング。.
もし本当に「目視できる痕ゼロ」が求められ、かつ機械に30パーセントの遊休能力があるなら、ウレタンが正解です。もしトン数限界近くで運転しているか、長期ロットで厳密な角度公差を保つ必要があるなら、鋼板+フィルムの方が賢明な妥協かもしれません。.
あなたが買っているのは表面保険ですか? それともテープで処理できた問題に対して、プロセス物理を作り替えようとしているのですか?
制約は単純です:あなたのプレスには銘板があり、それはパンフレットの言葉など気にしません。.
ウレタンを導入する前に、まず鉛筆で計算してください。対象ジョブのスチールによる既知のセットアップトン数を取ります——表の値ではなく、実際に深さで画面に表示される数値です。それに1.25を掛け、控えめな初期値とします。パッドの稼働限界近くで曲げたり鋭角を狙う場合は1.30を使います。これがトン数税の見積りです。.
次に機械を見ましょう。その新しい数値が定格能力の80パーセントを超えるなら、購入しているのは表面保護ではなく、安全余裕・シール寿命・フレームたわみを消費しているのです。70パーセント未満で補正打ちの余裕があるなら、少なくとも機械的余力があります。.
それが第一の関門。能力。.
第二は角度の安定性です。次の問いを自分に投げかけてください:図面上の角度公差は? ロット数はいくつ? ±1.5°で300個の外観カバーを扱うなら付きっきりで見れます。±0.5°で5,000個なら、あなたは3シフト分、動くスプリングとの格闘を契約したようなものです。.
したがって、リトマス試験は「ウレタンは傷を防ぐか?」ではありません。こうです:実際のトン数に25〜30パーセントを加え、弾性ドリフトを受け入れた後も、依然として能力余裕と公差のゆとりが残っているか——はいかいいえか?
荷重下で動く対象がある場合、二人の主人には仕えられない。.
鋼は幾何学を与える。内側の曲げ半径はV開口を追従する ― 軟鋼では開口の約16〜17%程度 ― そして深さを調整すれば、繰り返し精度が得られる。ウレタンは接触時の許容度を与えるが、半径の形成はV形状だけでなく、パッドの変形によって部分的に決まる。侵入量を数十分のミリ変えるだけで、角度と実効半径の両方が変わる。.
つまり、化粧面と公差が衝突したとき、どちらを優先するかを決めなければならない。.
光を当てて角度を付けなければ見えないほどの薄いダイラインで、パレット全体が拒否されたのを見たことがある。しかし発注書には「目視できる加工痕なし」と記載されており、それがすべてだった。その場合、±1°の角度許容は受け入れられ、表面品質が請求書を通した。化粧面が勝った。.
逆の事例を考えよう。狭い筐体、±0.5°、レーザーカットされたフレームへの嵌合。曲げ内側の薄い痕跡線など誰も気にしない。適合が王だ。その階層では公差が勝ち、ウレタンは不利になる。なぜならその柔軟性が角度の再現性に逆らうからだ。.
だから両者が衝突したとき ― そして必ずする ― 支払いをもたらすのはどちらだ?
ここでの制約はパッド寿命だ。.
ウレタンは消耗するバネだ。打撃のたびに圧縮され、加熱され、永久変形に近づく。薄い塗装済みアルミや厚さ2mm未満の#4ステンレスでは、基礎荷重が低いためトン数増加の負担は抑えられる。小さな数値に25%を加えても、プレス機はほとんど気づかない。.
短期の化粧面重視の生産 ― 100、300、せいぜい800個程度 ― なら、パッドを経費項目として扱える。予算化し、柔らかくなったら交換する。各バッチの初品ごとに角度チェックをする。表面はきれいに仕上がり、肩の転写もスケールの跡もない。強度も角度も嵌合も変わらないのに、磨かれた二筋の跡だけで$40ステンレスのカバーが廃棄されたのを見たことがある。そのような環境では、パッドは契約上要求される完璧さを保証し、対価に見合う働きをする。.
しかしここでもまず計算すること。鋼型で20トン、ウレタンで26トンなら100トンブレーキでは問題ない。鋼型で60トン、ウレタンで75トン、機械の定格が80トンなら、1ストロークごとにギャンブルしているようなものだ。.
余力のある能力範囲でその負担を緩和できるか?
ここでの制約は累積ドリフトだ。.
厚板ではトン数増加の影響が倍増する。すでに荷重曲線の深部にいるからだ。90トンの作業に30%を追加するのは微調整ではない ― 機械の応力状態を全て書き換えることになる。フレームのたわみが増え、クラウン補正の必要が増し、パッド圧縮も増える。すべてが積み重なる。.
さらに生産数も関係する。鋼型は適切に扱えば長寿命工具だ。ウレタンパッドは劣化する。破滅的ではないが、徐々に。初日と3日目では、同じストロークでも動作が異なる。つまり、曲げ深さの設定が数千回の打撃の中で動く標的になる。.
5,000個の生産、±0.5°の公差では、それは表面保護ではなく、繰り返される工程補正になる。チェックが増え、調整が増え、積み重なりによって「パレット全体拒否」という結果を招く。“
保守で劣化速度を遅らせることはできる。パッドを平らに保管し、清潔にし、過剰な押し込みを避ける。それで寿命は延びるが、弾性率低下は避けられない。負担を払うことに変わりはなく、それを複数の請求書に分散しているだけだ。.
では、これから持ち続けてほしい視点をお話しします。.
ウレタン運用は単なる工具選択ではない。財務モデルだ。完璧な表面の代わりに、継続的なトン数税、安定性税、交換税を受け入れる契約である。もし顧客の検査が表面品質を重視し、角度公差に余裕があるなら、その負担を払う価値がある。組立精度が重視され、設備能力に余裕がないなら、撤退すべきだ。.
サインする前に、実際の鋼材トン数に1.25を掛け、それをプレス能力の70〜80パーセントと比較し、図面の公差ブロックを確認してください。その後の答えは哲学的なものではありません。.
それは運用上のものです。.


















