

彼はすべて同じようにやったと誓った。.
同じ90度のプログラム。同じ304ステンレス。同じパンチとダイ。しかし、古い油圧ブレーキでは、彼の部品は3度開いた状態で仕上がった。彼はペダルをより強く踏み込み、ストロークをより深く押し込み、感覚で合わせようとした。.
昼食時までには、高価な栞(しおり)のように見える光沢のあるスクラップの山ができていた。.
では、何が変わったのか?
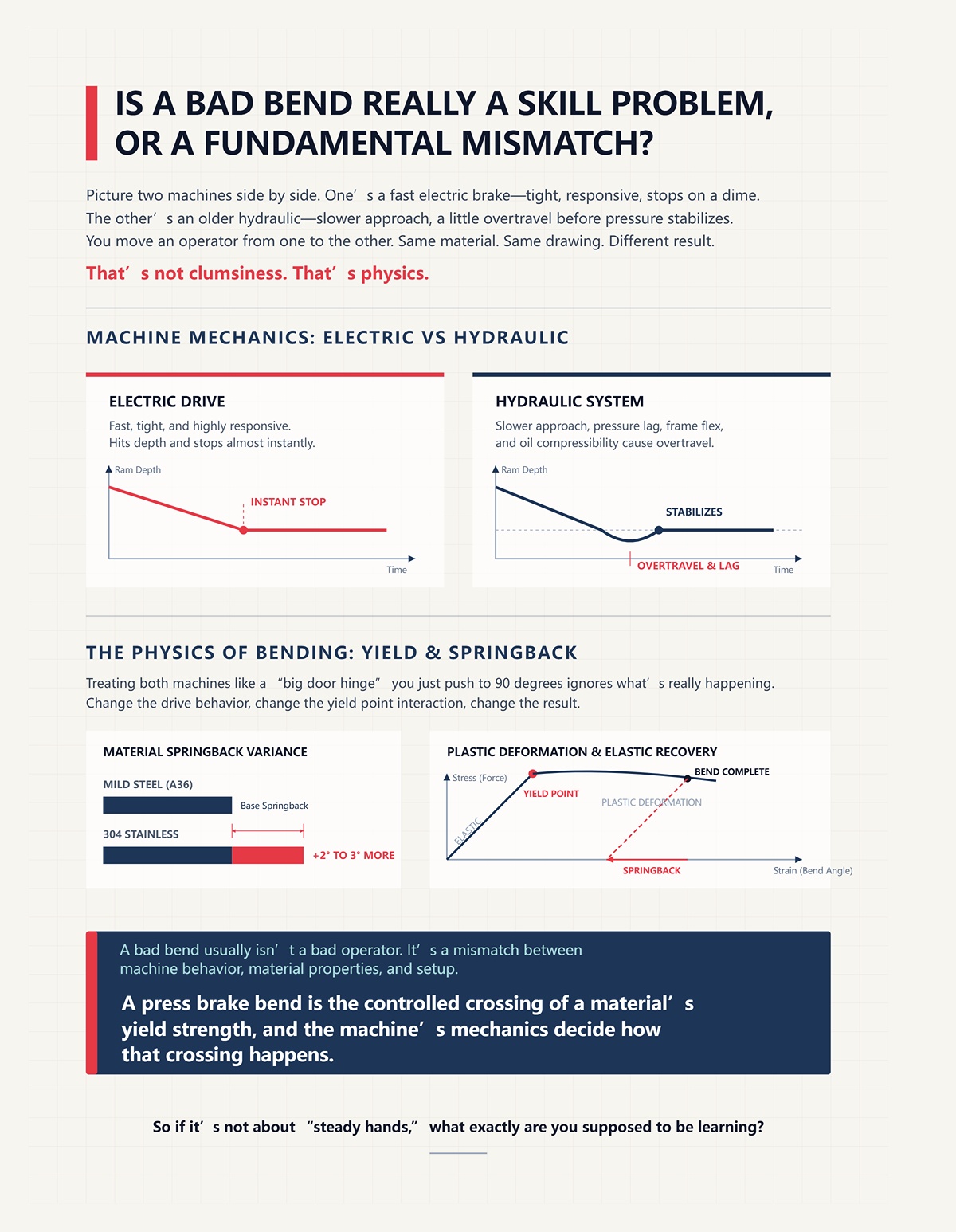
2台の機械が並んでいるところを想像してほしい。1台は高速な電動ブレーキで、動きはタイトで反応が良く、ピタリと止まる。もう1台は古い油圧式で、アプローチは遅く、圧力が安定するまでにわずかなオーバートラベルがある。オペレーターを一方からもう一方へ移動させる。材料は同じ。図面も同じ。.
結果は異なります。.
それは不器用さの問題ではない。物理の問題だ。.
電動ドライブは深さに達するとほぼ瞬時に停止する。油圧システムは圧力の蓄積の仕方が異なり、タイムラグやフレームのたわみ、オイルの圧縮性がある。そのわずかな違いが、スプリングバックが起こる前に材料がどれだけ降伏するかを変えてしまう。軟鋼(A36など)よりも2〜3度多くスプリングバックする304ステンレスの場合、そのラグは非常に重要になる。.
両方の機械を単に90度まで押し込む「大きなドアの蝶番」のように扱うことは、実際に何が起きているのかを無視している。つまり、材料を降伏点を超えて塑性変形させ、その後にどれだけ弾性的にスプリングバックするかを予測しているのだ。.
駆動の挙動が変われば、降伏点への影響が変わり、結果も変わる。.
曲げ不良は、通常、オペレーターのせいではない。機械の挙動、材料の特性、そしてセットアップの前提条件の間の不一致である。. プレスブレーキによる曲げとは、材料の降伏点を制御しながら超えることであり、その超え方を決定するのは機械のメカニズムである。.
では、「安定した手さばき」が重要ではないのなら、一体何を学ぶべきなのか?
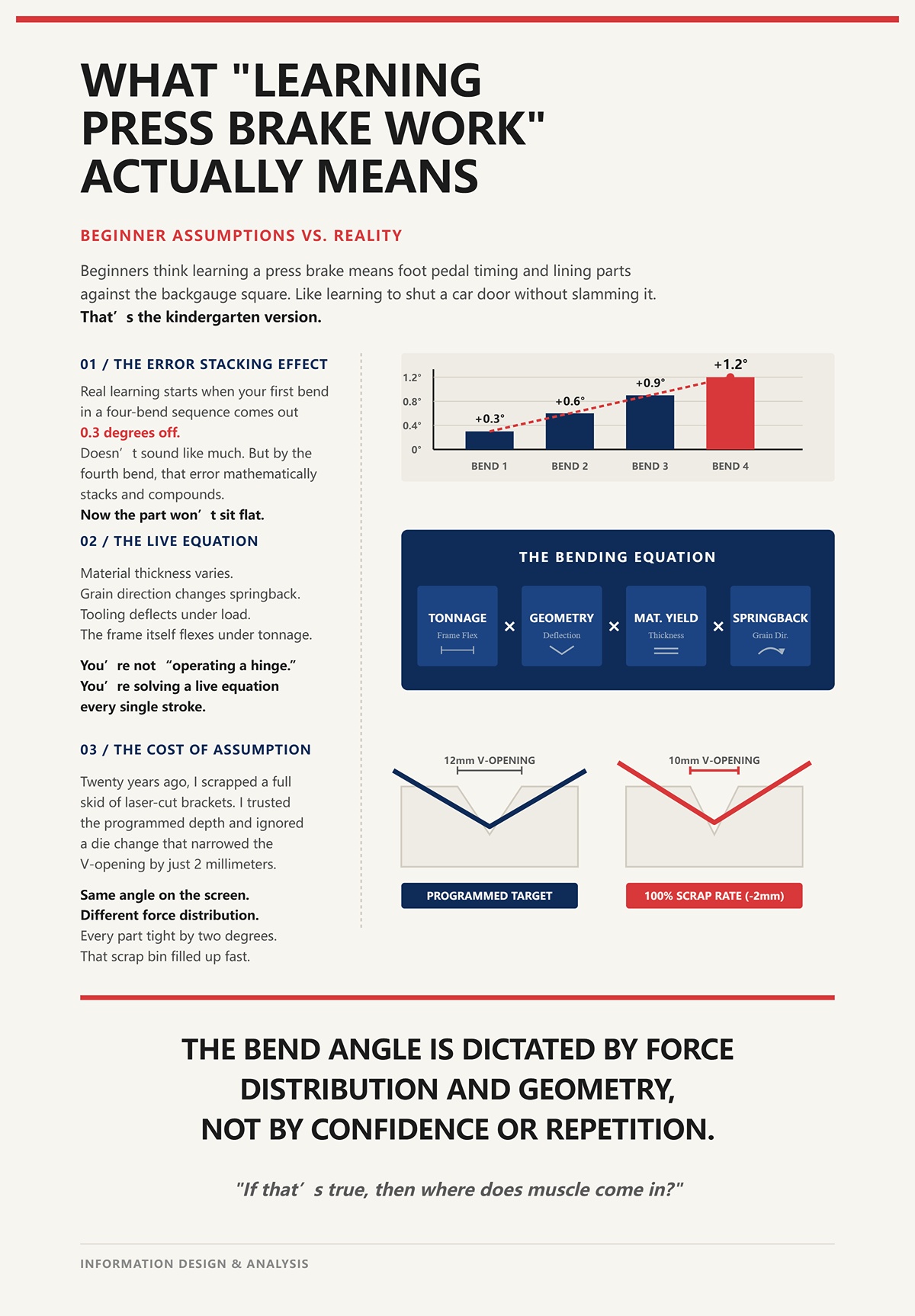
初心者は、プレスブレーキを学ぶとは、フットペダルのタイミングや、バックゲージに対して部品を直角に合わせることだと思っている。車のドアを強く閉めすぎないように閉めることを学ぶようなものだ。.
それは幼稚園レベルの話だ。.
真の学習は、4工程の曲げシーケンスの最初の曲げが0.3度ずれたときに始まる。大したことではないように聞こえるかもしれない。しかし、4回目の曲げまでにその誤差は積み重なる。今や部品は平らにならない。経験豊富なオペレーターでさえ、作業を止め、ラムの深さを再計算し、バックゲージを調整し、手動でプログラムを微調整する。.
なぜか? シート(板材)は教科書通りにはいかないからだ。.
材料の厚みは変化する。圧延方向はスプリングバックを変える。金型は荷重下でたわむ。フレーム自体もトン数に応じてたわむ。あなたは「蝶番を操作している」のではない。ストロークごとに「トン数 × 金型形状 × 材料の降伏点 × 機械のたわみ」というライブの方程式を解いているのだ。.
20年前、私はレーザーカットされたブラケットのスキッドを丸ごとスクラップにしたことがある。プログラムされた深さを信じ、V開口部を2ミリ狭くした金型の変更を無視したからだ。画面上の角度は同じでも、金属にかかる力の分布は異なっていた。すべての部品が2度きつかった。スクラップ箱はあっという間にいっぱいになったが、それは私の足が滑ったからではない。.
プレスブレーキの作業を学ぶということは、金属を動かす変数は何か、そしてどれが経験の多寡に関係ないものかを学ぶということです。. 曲げ角度は、自信や反復練習ではなく、力の分散と形状によって決まります。.
もしそれが事実なら、人の筋力はどこで関わってくるのでしょうか?

新人が、まるで膝の上でバールを曲げようとするかのように、ワークに体重をかけているのを見たことがあります。肩に力が入り、顎を食いしばる。まるで努力が鋼鉄を説得できるかのように。.
鋼鉄は交渉に応じません。.
ラムが下死点に達したとき、機械はストローク深さと金型に基づいて特定のトン数を加圧しています。体格がラインバッカー(アメフトの選手)のようであろうと、経理担当者のようであろうと、材料は力と形状にしか反応しません。あなたの手は位置決めをするためのものであり、動力を生むためのものではありません。.
体重計を想像してみてください。体重計を睨みつけたり、踏みつけたり、励ましの言葉をささやいたりしても、実際に加えた力しか表示されません。プレスブレーキも同じです。材料にかかる力を測定しているのであって、あなたがどれほどその角度を望んでいるかを測定しているわけではないのです。.
手動ブレーキでの大量生産において、金型、材料ロット、角度などすべてが同じであれば、固定されたセットアップを繰り返すだけで英雄のように見えるかもしれません。それは力任せの勝利ではありません。物理法則が制約の中に留まっており、あなたを驚かせないというだけのことです。.
板厚、合金、Vダイ幅、あるいは機械そのものを変えた瞬間、筋力は無意味になります。重要なのはセットアップだけです。. プレスブレーキは固定された形状を通じて測定可能な力を加えるものであり、人間の力はその方程式を変えることはできません。.
では、曲げを決定しているのが手ではないとしたら、機械の中の何が決定しているのでしょうか?
あなたは制御盤の前に立ち、足はペダルの上にあり、24mmのVダイに乗った3mmの軟鋼を見つめています。長さは1メートル。理論上、その曲げには約20トンの力が必要です。10トンでも、「だいたいそれくらい」でもありません。20トンです。板厚を2倍の6mmにすると、必要なトン数は2倍ではなく、およそ4倍になります。.
その跳ね上がりは、気合の問題ではありません。機械と金属に組み込まれた数学なのです。.
ペダルを踏むとき、あなたは「鋼鉄を曲げている」のではありません。システムを閉じているのです。つまり、下降するラム、静止しているベッド、シートに食い込むパンチ、そして下から抵抗するダイです。4つの硬化鋼が、力がどこへ向かい、どのように広がるかを決定しています。あなたの手がシートに触れるよりも前に、パンチ半径とダイ開口部の関係が、特定の深さで可能な角度をすでに制限しているのです。.
ですから、機械の中の何が実際に曲げを決定しているのかと問うときは、自分の足元を見るのをやめて、その4つの部品を見るようにしてください。.
なぜなら、実際に仕事をしているのは彼らだからです。.
長い曲げ加工(例えば4mm厚の鋼板を8フィート曲げる場合)のラムを観察してください。負荷がかかって下降する際、中央部でたわみを測定できます。わずか数千分の1インチです。大したことではないように聞こえるかもしれません。しかし、全長にわたって考えると、それはクラウニングで補正しない限り、中央部が端部よりも受ける力が小さくなることを意味します。.
それはフレームの物理学です。.
ラムは可動ビームであり、ベッドは固定ビームです。トン数が高まると、両方がたわみます。油圧機械はオイルを通じて圧力を発生させますが、圧縮性があるため、全トン数が安定するまでにわずかな遅延が生じます。電動駆動は位置決めが速く、しっかりと保持しますが、トン数が上がればフレームにかかる負荷は同じです。感覚は異なりますが、負荷がかかった際のビームの曲がり方は同じです。.
彼はすべて同じようにやったと誓った。.
しかし、古い油圧ブレーキでは、彼の部品は3度開いた状態で仕上がっていました。.
変わったのは彼の足の踏み方ではなく、フレームが完全に負荷される前にラムがどのように力を伝え、安定させていたかという点です。ベッド全体でトン数が均一化される前にラムが深さで停止すると、材料は中心部で降伏点に完全に達しません。そのため、部品全体でばらつきが生じます。.
以前、私は摩耗したギブ(ラムを真っ直ぐに追従させるガイド面)を無視したことがあります。高負荷の下では、ラムがわずかにねじれ、片側に偏りが生じました。左右の角度を確認するまでに200個の部品を加工してしまいました。.
すべてスクラップ。そのままゴミ箱行きです。.
ラムとベッドは単に金型を「保持」しているだけではありません。それらは制御されたたわみシステムにおける対向するビームです。もしそれらがたわめば、力の分布が変化します。力の分布が変化すれば、金属内の降伏線が移動します。. 力は、ラムとベッドの間で均等に支えられている点と瞬間にのみ、現実のものとなります。.
そして、もしその力がそれらのビームを通過しなければならないとしたら、次にそれを形作るものは何でしょうか?
12mmのVダイを16mmのVダイに取り替えてみてください。パンチは同じ。材料も同じ。プログラムされた角度も同じです。.
曲げ角度が変わります。.
なぜでしょうか?エアベンディングでは、板材はパンチの先端とダイの2つの肩部にしか接触しないからです。そのため、ダイの開口部が三角形の底辺となります。パンチの半径が頂点です。特定の深さでその三角形が形成する角度は、熱意ではなく幾何学によって決まります。.
速くプレスしても、遅くプレスしても、三角形には関係ありません。.
初心者は、速度が金属を「パチン」と所定の位置に収めると考えがちです。そうではありません。速度はサイクルタイムを変えるだけです。角度を決めるのは幾何学です。V幅が広いと、同じ内角に達するまで材料はより深く沈み込みます。その深い侵入が、断面のどれだけが塑性変形し、どれだけが弾性変形するかを変え、それがスプリングバックを変化させます。.
20年前、私はプログラムを調整せずにVダイを2mm狭くしたことがあります。画面上の角度は同じ。深さも同じ。.
すべてのブラケットが2度きつく仕上がりました。.
それは悪魔の仕業ではありません。ダイが狭くなると、より狭い範囲に力が集中し、同じストロークでも侵入深さが増します。塑性変形が増え、スプリングバックが減ります。結果が変わるのです。幾何学が動き、角度がそれに従ったのです。.
薪割りに例えてみましょう。鋭い楔(狭いダイの効果)は力を集中させ、同じ振りでも深く食い込みます。鈍い楔は力を分散させます。それを強く振ることで解決しようとしてはいけません。適切な楔を選ぶことで解決するのです。.
エアベンディングにおいて、最終的な角度は、特定の侵入深さにおけるパンチ半径とダイ開口部の幾何学的な関係によって決定されます。.
では、角度を決めるのが幾何学的な要素であるなら、なぜ一部の人は「ボトミング(底突き)」を、まるでそれが真の力技であるかのように自慢するのでしょうか?
3mmの軟鋼で2つの加工を設定してみましょう。.
ジョブ1:24mmのVダイを使用して90度にエアーベンディングする。.
ジョブ2:パンチが板材をダイの角度まで完全に押し込む、狭いダイでのボトミング。.
エアーベンディングなら、1メートルあたり約20トンの力で済むかもしれません。.
ボトミングならどうでしょう?材料にもよりますが、その3倍から5倍の力は軽く必要になります。.
エアーベンディングは3点接触を利用します。制御された円弧を形成してスプリングバックを発生させ、それを深さで補正するのです。一方、ボトミングは材料をダイの角度に完全に面接触させます。単に降伏点を超えるだけでなく、材料を押しつぶして形状に馴染ませる(アイロニングする)のです。それには膨大なトン数が必要です。.
そしてここが皮肉な点ですが、より少ない力で済むエアーベンディングこそが、精密加工の現場で最も使われている手法なのです。.
なぜか?調整が可能だからです。深さをわずか数千インチ変えるだけで、角度を0.1度単位で調整できます。板材を力任せに押しつぶすのではなく、パンチの侵入量を微調整しているのです。.
以前、「硬い=正確」だと信じ込んで、軽量のプレスブレーキで薄いステンレスをボトミングしている作業員を見ました。彼は機械に過負荷をかけ、フレームをたわませた結果、結局のところ角度もバラバラになっていました。.
おまけに修理の呼び出しまで発生しました。.
ボトミングは決断力があるように見え、エアーベンディングは優しく見えます。しかし、精密さが求めるのは最大荷重ではなく、制御された侵入量なのです。. 強制的な面接触が少なければ少ないほど、必要なトン数は減り、幾何学的な予測可能性は高まります。.
そこで、実際に重要な瞬間、つまり金属が屈服して降伏するその一瞬に目を向けてみましょう。.
ストロークを頭の中でスローモーションにしてみましょう。.
パンチの先端が板材に触れます。まだ永久的な変化はありません。これが弾性変形です。金属の外側は伸び、内側は圧縮されていますが、ここで止めれば元の形に戻ります。.
さらに深く押し込みます。.
ある特定の応力(降伏強度)に達すると、外側の繊維は元に戻れなくなります。塑性変形を起こすのです。これが「戻れない地点」です。内側は最初はまだ大部分が弾性状態にあります。侵入量が増えるにつれて、塑性域が板厚方向に広がっていきます。その遷移領域がどこに位置するか(中立軸の移動と呼ばれます)は、ダイ幅とパンチ半径によって決まります。.
ダイ幅を広げる?中立軸の移動の仕方が変わります。スプリングバックは大きくなります。.
パンチを鋭くする?局所的な歪みが増大します。スプリングバックは小さくなります。.
これは哲学の話ではありません。断面における応力分布の話です。プラスチックの定規を曲げるのを想像してください。上側が降伏点を超えて引き伸ばされると白くなりますよね。その白くなる現象こそが、リアルタイムで見る降伏線なのです。.
ラムが止まる前に板厚の十分な部分が塑性変形に至らなければ、弾性回復が支配的となり、角度は開いてしまいます。より深く押し込めば、より多くの材料が永久変形したままとなり、スプリングバックは減少します。.
まるで努力で鋼を説得できるかのように。.
そんなことはできません。降伏点を超える応力を、適切な深さで、適切な形状にわたって加えることによってのみ、角度を固定できるのです。そしてその応力は、ラム、ベッド、パンチ、ダイが閉じた機械的方程式として機能することで伝達されます。.
曲げが永久的なものになるのは、加えられた応力が材料の板厚の十分な部分において降伏強度を超えたときだけです。これはオペレーターの力ではなく、貫通深さと金型形状によって制御されます。.
4つの構成要素と、金属が屈するその瞬間を理解した今、次の問いは技術の話ではありません。.
それは「能力」の話です。.
この美しい方程式がスクラップ行きに変わってしまう前に、あなたの機械には実際にどれだけのトン数が予備として残されていますか?
その曲げが綺麗に決まるか、それともスクラップになるかを、機械の内部で実際に決定しているものが何なのか知りたいですか?
それはフットペダルを踏むあなたの姿勢ではありません。ラムが供給できる力曲線、負荷がかかった時のフレームの剛性、そしてその力がパンチ、板材、ダイを通って閉ループとしてどのように伝わるかです。油圧シリンダー(または電動機のサーボボールねじ)が押し下げます。ベッドが押し返します。フレームは微視的に伸びます。金型はその力を狭い線に集中させます。その連鎖のどこか一部でも計算に対してサイズが不足していれば、角度はあなたを裏切ります。.
数年前、2交代制の若手が6mmの軟鋼を掴んで「トン数を上げればいいだけだ」と言いました。彼はすべて同じようにやったと断言しました。同じパンチ、同じ深さ、同じ機械。しかし、彼は内側の半径を小さくしたくて、より狭いダイに交換していました。10個の部品を作った後、エッジには亀裂が入り、プレスブレーキは悲鳴を上げていました。.
それはパワーの問題ではありませんでした。強度の問題のふりをした、形状の問題だったのです。.
その罠を解き明かしましょう。.
3mmの軟鋼を考えてみましょう。それを24mmのVダイに乗せます。これが昔からの経験則で、エアベンドにおける板厚の約8倍です。ここで「もっと鋭くしたい」という理由で、そのダイを12mmのVダイに交換してみます。“
何が起こるか見ていてください。.
狭いダイは、接触点間のスパンを縮小させます。ラムの力は同じでも、その力がより狭い幅に集中することになります。圧力(力÷面積)が急激に上昇します。材料はより高い局所的な応力を受けます。同じストロークでも貫通深さが増します。スプリングバックは減少します。良さそうに聞こえますね。.
トン数表を見るまではそう思うでしょう。.
軟鋼のエアベンディングにおいて、1メートルあたりの必要トン数は概ね以下のようになります。
トン数 ∝ (板厚²) ÷ Vダイ開口幅
板厚は2乗され、ダイ開口幅は分母に来ます。V幅を半分にすれば、必要なトン数はほぼ2倍になります。.
つまり、24mmのVダイでは余裕があった50トンブレーキが、12mmのVダイでは限界ギリギリになる可能性があるということです。板厚は変わっていないにもかかわらず、です。.
数年前、私はより小さなダイを使ってよりタイルの半径を追求した結果、亜鉛メッキブラケットのバッチを廃棄処分にしたことがあります。機械はストロークの途中でトン数制限に達し、フレームがたわみ、全長にわたって角度が2度も狂ってしまいました。オペレーターのミスのように見えました。.
それは数学の問題でした。.
ダイの開口幅は、曲げ形状を決定するだけではありません。機械の定格容量をどれだけ消費するかを決定するものでもあるのです。. 必要な曲げ力は板厚の2乗で増加し、ダイ開口幅が広がるにつれて減少します。つまり、ペダルを踏む前に、幾何学的な条件によって負荷が決まっているのです。.
では、それを無視して「とにかくやってみよう」とするとどうなるのでしょうか?
ブレーキに過負荷をかけても、漫画のように爆発することはありません。機械はあなたに嘘をつくのです。.
定格トン数を超えると、フレームがわずかに(ミクロン単位ですが)伸びます。ベッドとラムは中央でたわみます。両端は角度通りに曲がっても、中央は開いてしまいます。シムを入れ、クラウニングを調整し、原因不明の不具合を追いかけることになります。.
長期的には、ピン、ブッシング、シリンダーシールが摩耗します。機械は許容範囲を超えて何度もたわまされた結果、再現性を失います。.
一方、トン数不足(選択したダイと板厚に対して十分な力を加えていない状態)の場合、故障の現れ方は異なります。ラムはプログラムされた深さに達しますが、材料は厚みの大部分で塑性変形していません。その結果、大きなスプリングバックが発生します。角度は3度開き、オペレーターはランダムにオーバーベンド(過剰曲げ)を始めることになります。.
しかし、古い油圧ブレーキでは、彼の部品は3度開いた状態で仕上がっていました。.
あるオペレーターは油圧系のせいにしました。しかし現実は?彼はA36鋼から304ステンレス鋼に切り替えたのに、ダイと深さは同じままだったのです。ステンレス鋼は降伏強さが高く、塑性変形しにくい性質があります。より大きな力、あるいはより深い押し込みが必要だったのです。機械は指示通りに動作しましたが、材料が期待通りに降伏しなかっただけのことです。.
過負荷による故障は機械を歪ませ、トン数不足による故障は部品を歪ませます。.
どちらも「機械が悪い」あるいは「材料が扱いにくい」というせいにされがちです。“
どちらも、コントロールパネルをどれだけ睨みつけたところで解決する問題ではありません。. 定格トン数を超えれば機械がたわみ、必要なトン数に満たなければ材料がスプリングバックします。力は、フレームの限界を超えずに、材料の降伏点を超えなければならないのです。.
そして、それがパンチの先端へと直結します。.
カミソリのように鋭い先端のパンチを手に取り、狭いダイの上で4mmのアルミニウムに押し当ててみてください。.
曲げの外側に明るい線が現れるのが見えるでしょう。そして、おそらく亀裂が入ります。.
なぜ?
鋭いパンチ半径は、外側の繊維に歪みを集中させます。以前お話しした中立軸の移動を覚えていますか?内側の半径が小さいほど、外側の表面はより多く引き伸ばされなければなりません。必要な伸びが材料の延性(亀裂が入る前に引き伸ばされる能力)を超えてしまうと、材料は破壊されます。.
それは、ペーパークリップをゆっくり曲げるのと、一点を強く折り曲げるのとの違いに似ています。曲げ半径が小さいほど、歪みはより局所的になります。.
ここでトン数の罠が強まります。より鋭いパンチは、その半径を支えるために、より狭いダイを必要とすることが多いのです。ダイが狭くなれば、必要なトン数は高くなります。トン数が高くなれば、材料と機械の両方にかかる応力も高くなります。.
以前、私は高張力鋼を、その伸び率に対してパンチ半径が小さすぎる状態で加工したことがあります。1個目の部品は問題ありませんでしたが、2個目には微細な亀裂が入り、3個目は完全に割れてしまいました。材料が物理的に引き伸ばされることができない半径を「無理やり」押し付けた結果、スクラップの山ができました。.
まるで努力で鋼を説得できるかのように。.
それは不可能です。エアベンドにおける内側半径は、主にダイの開口幅によって決まるものであり、パンチの鋭さだけで決まるわけではありません。パンチの先端が1mmだからといって、5mmの板に対して1mmの内側半径を要求することはできません。材料とダイが共同で決定するのです。.
最小限に達成可能な内側半径は、材料の延性とダイの幅によって決まります。曲がるか折れるかを決めるのは作業者の意志ではなく、歪みの集中なのです。.
では、推測に頼るのをやめて、自分のブレーキプレスが何に対応できるかを実際に計算するにはどうすればよいでしょうか?
順を追って説明しましょう。.
以下の条件があるとします:
軟鋼のエアベンド用標準トン数チャートでは、その設定に対して1メートルあたり約20トンの値が記載されているはずです。これは、荷重が均等で状態が良好であれば、50トン・2メートルのブレーキプレスで対応可能な範囲内です。.
CN-HAWEは中国国内外に50以上の販売・サービス拠点を展開しており、その製品は100以上の国と地域で販売されています。詳細な資料をご希望の読者のために、, パンフレット が有用な参考資料となります。.
では、変数を一つ変えてみましょう。.
厚さ3mm、長さ1メートルを維持してください。12mmのVダイに変更してください。.
チャート上の数値は1メートルあたり40トン近くまで跳ね上がります。.
厚みは何も変わっていません。「より大きな曲げ」を要求したわけでもありません。形状を変えただけです。方程式がそれに反応したのです。.
今度は材質を変えてみましょう。.
厚さは同じ3mm、ダイも同じ24mmです。しかし、材質を304ステンレス鋼に切り替えます。.
ステンレス鋼は降伏強度がより高いため、必要なトン数は増加します。状態にもよりますが、軟鋼と比較して多くの場合30~50%増加します。余裕を持って20トン/メートルとしていたものが、28トンや30トン近くまで上昇する可能性があります。.
もしお使いの機械の定格がその長さ全体で25トン/メートルであれば、もはや安全ではありません。勇気が足りないからではありません。数値が適合していないからです。.
ここで経験の浅いオペレーターは罠にはまります。彼らはトン数を機械のバッジに記載された大きな上限値として見てしまいます。曲げ長さで割ることもせず、ダイ幅に合わせて調整もせず、材料の降伏強度も考慮しません。.
彼らはトン数をピックアップトラックの馬力のように扱います。.
それは馬力ではありません。形状と材料特性によって支配される、スパン全体に分散された許容力です。厳格な方程式なのです。.
ダイ開口部、材料の降伏強度、曲げ長さ、そして厚みのすべてが計算可能な荷重に影響を与えることを理解すれば、「力技で押し通せるか?」という問いは意味をなさなくなります。“
重要なのは、「この特定のプレスブレーキが、その駆動システムを通じてどのように力を発生・制御し、ストロークの最下点でどれほど正確にその力を保持できるか」という点です。そこで機械の設計と検証が重要になります。次のような最新のシステムでは、 CN-HAWEプレスブレーキ, フレームとラムの強度は有限要素解析によって検証され、厳格な品質管理プロセスのもとで製造されているため、定格トン数は単なる理論値ではありません。自信を持って適用し、再現できる力なのです。.
機械式プレスブレーキでは、ラムはクランクを介して回転するフライホイールに連結されています。クラッチが入れば、好むと好まざるとにかかわらずラムは下降します。フルストロークで、経路は固定されています。クランクの形状により機械的利点が最大になるため、トン数曲線は下死点付近でピークに達します。.
油圧式ブレーキでは、2本のシリンダーが加圧オイルでラムを押し下げます。抵抗が増すにつれて圧力が高まります。ストロークの途中で停止することも、最下点で保持(ドウェル)することも可能です。力は「油圧×ピストンの面積」で決まります。.
電動サーボブレーキでは、サーボモーターで駆動されるボールねじが回転運動を直線的な力に変換します。制御装置はモーターのトルクと位置をリアルタイムで測定します。ラムがどこにあり、その瞬間にどれだけの力を加えているかを正確に把握しています。.
同じ板、同じダイ、同じトン数チャート。計算されたその力を伝える方法は3通りあり、それぞれ全く異なります。.
そして、その違いこそがあなたの誤差の許容範囲なのです。.
私たちが先ほど確認したトン数の方程式は、あなたの姿勢など気にしません。それは、機械が特定の力と位置で力を発揮し、材料が降伏するポイントを通り過ぎてオーバーシュートしたり、たわんだり、惰性で動いたりすることなく、その位置で保持できることを前提としています。もし駆動システムが力と位置を同時に制御できないのであれば、計算が正しくても、出来上がる部品は不良品のままです。.
ここが肝心な点です。駆動システムとは、理論上のトン数を実際の制御された変形へと変換するメカニズムのことです。. 力は生成され、位置決めされ、材料の降伏と同期して保持されなければなりません。精度を決定するのは努力ではなく、制御です。.
私はメカニカル式で仕事を始めました。頭上で天井扇風機のように唸る巨大なフライホイールは、人を殺しかねない代物でした。シャットハイト(金型高さ)を設定し、金型を並べ、ペダルを踏めば、ラムは一気に作動します。.
彼はすべて同じようにやったと誓った。.
新人がやってきました。同じ2mmの軟鋼、同じ20mmのVダイ、同じバックゲージのストップ。最初のバッチは問題ありませんでした。2番目のバッチはどうでしょう?2度近くも曲げすぎてしまいました。何が変わったのか?彼は「締め付けを調整する」ためにシャットハイトをほんの少し調整したのです。メカニカル式では、そのわずかな調整で、下死点に対する最大トン数の発生位置がずれてしまいます。クランクは動き続けます。停止(ドウェル)もなければ、圧力変調もありません。降伏点を超えて突き進み、惰性で動くだけです。.
そこに危険があります。メカニカルブレーキは、回転中の固定された幾何学的位置で最大力を発揮します。金型の高さ、材料の厚み、またはバックゲージの位置がずれていても、機械は補正しません。ストロークを完了させてしまうのです。まるで努力で鋼鉄を説得できるかのように。.
私は亜鉛メッキブラケットの山をスクラップにしました。メカニカルブレーキはスプリングバックのタイミングなど気にしないからです。下死点での停止がないため、力が抜けた瞬間に材料は弾性回復を始めます。シャットハイトを物理的に変えてやり直さない限り、調整不可能なバラつきが生じます。その週、スクラップ箱はすぐにあふれました。.
そして安全性は?一度作動すれば、ラムは降りてきます。初心者がセットアップを誤れば、機械は容赦しません。そのまま実行してしまいます。.
メカニカルブレーキが時代遅れなのは、性能が低いからではありません。その力の曲線がクランクの幾何学構造に固定されているからです。動的な制御は存在せず、位置に基づいた力のピークがあるだけです。. 力の伝達がリンク機構の幾何学構造によって固定されている場合、許容誤差はゼロにまで縮小します。.
では、機械を当てずっぽうのゲームに変えることなく、その硬直性に代わるものは何でしょうか?
私は研修生が最新の電動ブレーキから古い油圧ブレーキに移るのを見ていました。プログラムは同じ。数値も同じ。しかし、古い油圧ブレーキでは、彼の部品は3度も開いて仕上がりました。.
彼は油圧のせいにしました。.
現実はどうでしょう?電動サーボは底突きし、トルクのスパイクを感知して、プログラムされた0.5秒間の停止(ドウェル)を保持していました。その停止時間が、材料が戻る前に完全に降伏することを可能にしたのです。油圧式は、より速いサイクルと最小限の停止時間で設定されていました。深さに達してすぐに戻ってしまったため、材料が荷重下で完全に安定していなかったのです。スプリングバックが彼を苦しめました。.
駆動システムが、最大トン数が適用される時間を変えたのです。.
油圧式は圧力が上昇するにつれて力を蓄積します。システムに優れた比例弁とCNC制御があれば、下死点付近で速度を落とし、全圧力をかけて保持することができます。その保持能力こそが「許容範囲」なのです。0.1ミリ単位で判断を誤っても、深さを微調整して、暴力的なフルストロークを繰り返すことなく再打撃することができます。.
電動式はモーターのトルクを直接測定します。位置に関してはミクロン単位で非常に正確です。しかし、多くのモデルでは最大トン数が低く、モーターのトルク制限に依存しています。薄い材料や短いフランジに対しては外科手術のように正確です。しかし、長いベッドにわたる12mmのプレートに対しては、モーターを過熱させることなく巨大な力を生成・持続できるシリンダーを備えた油圧式が依然として優位です。.
CN-HAWE の製品ポートフォリオはすべて CNC ベースの 100% であり、レーザー切断、曲げ、溝入れ、シャーリングといったハイエンドな用途をカバーしています。次のステップとしてチームに直接相談する場合は、, お問い合わせ が自然な流れとなります。.
ここで初心者が騙されるポイントがあります。彼らは油がわずかに圧縮されるため、油圧式は「柔らかい」と考えています。実際には、リニアエンコーダーを備えた現代のクローズドループ油圧システムは、それをリアルタイムで補正します。許容範囲は、遊びからではなく、制御可能な圧力と停止時間から生まれるのです。.
私は以前、油圧ブレーキで3mmの軟鋼を、その作業に十分対応できる高張力鋼板に交換したことがあります。最初の打撃では曲げが足りませんでした。メカニカル式のようにハードストップをリセットする代わりに、0.3mmの深さと1秒間の停止時間を追加しました。2番目の部品は完璧でした。スクラップ箱に入ったのは50個ではなく、たった1個でした。.
許容範囲とは魔法ではありません。それは、ハードウェアの形状を変えることなく、加圧力と保持時間を調整する能力のことです。. 下死点で加圧力を調整し、維持できる駆動方式は、セットアップの許容範囲を広げます。.
しかし、その中間を狙おうとする機械についてはどうでしょうか?
ハイブリッド機は、サーボモーターを使用して、動作が必要なときにのみ油圧ポンプを駆動します。加圧力には油圧シリンダーを使用しつつ、ポンプの速度とエネルギー消費を電気的に制御します。.
理論上は、両方の長所を兼ね備えているように聞こえます。多品種少量生産の現場で、省エネや騒音低減を追求する場合には理にかなっています。.
基本的なブラケットや筐体の加工についてはどうでしょう?物理法則は変わりません。依然としてシリンダーがラムを押し、圧力とピストン面積の積でトン数が決まります。ハイブリッドの利点は効率や、場合によってはアプローチ速度の速さにあり、曲げ線における力の挙動が異なるわけではありません。.
ある小さな加工工場が、「不整合を解決する」と考えてハイブリッド機を購入するのを見ました。彼らの真の問題は、金型の不一致と、メートルあたりのトン数を無視していたことでした。新しい機械は静かで、効率的でした。しかし、計算を修正するまで、部品は依然として不正確なままでした。.
ハイブリッド機は方程式を書き換えるわけではありません。同じ油圧機構に対して、動力がどのように供給されるかを洗練させるだけです。扱う材料が6mm以下の軟鋼で、曲げ長さも標準的な範囲であれば、複雑な機構を導入したからといって、それだけで精度が向上するわけではありません。.
問うべきは「最新かどうか」ではなく、「負荷範囲に対して、力と位置を十分に精密に制御できるか」です。“
なぜなら、最後のピースは許容範囲だけではなく、再現性だからです。.
サイクルタイムは、その機械が何を重視しているかを示します。.
メカプレスは、一度作動すれば高速です。フライホイールがエネルギーを蓄え、一気にストロークを完了させます。金型や材料が変わらない、反復的な浅い曲げ加工には最適です。しかし、制御された深さのバリエーションが必要な場合には不向きです。.
油圧式は、高速アプローチ、接触付近での減速、加圧、保持、後退が可能です。この分割された動作はプログラム可能です。再現性はエンコーダーの品質とフレームの剛性に依存しますが、最新のCNC油圧式であれば、メンテナンスさえされていれば、100分の1ミリ単位の深さで一日中安定して加工できます。.
電動式は、短ストロークで高い再現性が求められる作業で真価を発揮します。オイルの暖機運転は不要で、バルブの遅延もありません。位置制御はサーボからスクリューへ直接伝わります。薄いステンレスパネルの場合、流体による動的な遅延がないため、古い油圧式よりも角度のばらつきを抑えられるのを何度も見てきました。.
しかし、限界もあります。電動システムは、大型ベッドでは最大トン数が低くなる傾向があります。重厚なプレート加工では、モーターを過熱させることなく250トン以上の荷重を維持できる油圧式が圧倒的です。メカプレスは高いピーク荷重を出せますが、適応制御はできません。.
駆動システムは、「制御可能な最大荷重」と「制御可能な最小位置増分」という2つの厳しい制限を設けます。それがあなたの精度を決定する窓となります。.
選択を誤れば、保持できないスプリングバックと戦うことになるか、あるいは1mmのアルミ加工に対して過剰な大型油圧機を使うことで、サイクルタイムを無駄にすることになるでしょう。.
機械とは、スケール(天秤)とレバーのシステムです。圧力、トルク、位置といった測定可能な入力にしか反応しません。あなたの計算式が要求する力を生成・保持でき、かつ部品が必要とする位置公差を満たせる駆動方式を選んでください。.
ラムが上昇すると、材料はまだ「語り」を終えていないからです。材料は跳ね返る(スプリングバックする)のです。.
あなたは正しい問いを立てました。機械が0.01ミリ単位で深さを制御できるのなら、なぜラムが上昇した後に角度が変わってしまうのか?
それは、鋼鉄が粘土ではないからです。.
パンチがVダイに押し込まれると、板材の外側の繊維は引き伸ばされ、内側の繊維は圧縮されます。下死点では、その変形の一部は永久的なものとなります(降伏点を超えているため)。しかし、すべてがそうではありません。その一部は弾性的なものであり、曲げの内側に隠れた引き伸ばされた輪ゴムのような状態です。圧力が解放された瞬間、その弾性部分が跳ね返り、材料に応じて角度が1度から3度ほど開いてしまいます。.
その跳ね返りが「スプリングバック」です。.
加圧下で完璧な90度になったのを見て、宇宙の真理でも解き明かしたかのようにニヤニヤしている若者を見たことがあります。ラムが上がると、角度は92度になっています。彼はすべて同じようにやったと断言しました。実際、その通りです。機械も同じように動きました。ただ、工具が動きを止めた後も、金属が自分自身の「言葉」を完結させただけなのです。.
ここで、あなたの脳裏に焼き付けておくべきことがあります。最大加圧時の精度は、荷重解除後の精度を保証するものではないということです。駆動システムは外科手術のような精度で力と位置を制御できますが、力がゼロになった瞬間、材料の降伏強度がどれだけ回復するかを決定します。その回復は個人の見解ではなく、物理学なのです。.
テーブルの端でプラスチックの定規を曲げることを想像してください。90度まで押して離せば、定規は跳ね返って開きます。90度を超えて押してから離せば、望む位置に収まるかもしれません。定規と議論しても無駄です。目的の角度を超えて、意図的に押し込むのです。.
その「超える」という行為は、当てずっぽうではありません。それは「補正」です。.
そして、それがすべてのブレーキプレスオペレーターが答えなければならない最初の実務的な問いにつながります。.
90度を求めるなら、決して90度を狙ってはいけません。.
それよりも先を狙うのです。.
どれだけ先を狙うかは、降伏強度(材料がバネのように振る舞うのをやめ、永久的に曲がった状態になり始める応力)に依存します。軟鋼のA36なら1度程度のスプリングバックかもしれません。304ステンレスなら?2度、時には3度です。これは材料の個性ではなく、より高い降伏強度が、降伏する前により多くの弾性エネルギーを蓄えているという物理現象です。.
以前、90度でプログラムしたステンレス製ブラケットのバッチが、88度で仕上がってきたことがありました。オペレーターは証明書を確認する代わりに、闇雲に深さを微調整し続けました。5個後には、スクラップ箱の中に光り輝く失敗作の扇が綺麗に並んでいました。最初の曲げを正しく測定したところ、2.5度のスプリングバックがあることが分かりました。そこで目標を92.5度に設定したところ、次の生産分は完璧に決まりました。一度の測定に基づく調整が、山のような廃棄物を防げたはずなのです。.
内部で起きていることはこうです。オーバーベンドを行うことで、断面のより多くの部分を降伏点を超えさせ、弾性部分が緩和したときに残る角度が意図した角度になるようにしているのです。オーバーベンドが少なすぎれば角度は開き、多すぎれば内側の半径を押し潰したり、結晶粒に過度のストレスを与えたりします。.
では、どれくらいか?
デジタル分度器で最初の部品を測定します。目標値と実際の値を比較します。それに応じてラムの深さを調整します。最新のCNC制御装置では、スプリングバック補正を直接プログラムすることも可能です。しかし、最初の1個が真実を語ることに変わりはありません。あなたの勘ではなく、部品が真実を語るのです。.
なぜなら スプリングバックは降伏強度と曲げ形状に比例するものであり、操作パネルの前であなたがどれだけ自信を持っているかは関係ありません。.
「それなら、オーバーベンド(過剰曲げ)すればいい。問題解決だ」とお考えかもしれません。.
そう簡単ではありません。.
重い教科書を載せて中央がたわんでいる長い本棚を想像してください。.
それが、負荷がかかっている時のプレスブレーキの状態です。.
長い部品を曲げる際、ラムとベッドは中央部でわずかにたわみます。力がそこに集中するからです。どれほど頑丈なフレームであっても、200トンの荷重がかかれば少しは動きます。その結果はどうなるでしょうか?部品の中央部は、端部よりもパンチの食い込みが浅くなってしまいます。.
つまり、端部は荷重下で90度になっても、中央部は89度にしかならないかもしれません。そして荷重を解放すると、全体がスプリングバックを起こしますが、その量は均一ではありません。結果として、端部は92度、中央部は94度になってしまいます。.
材料を変えたわけでも、曲げ深さを変えたわけでもありません。機械がたわんだのです。.
クラウニングシステム(ベッドに沿った機械式ウェッジや油圧補正装置)は、中央部をあらかじめ上方に押し上げることで、そのたわみを打ち消します。予想されるたわみとは逆方向に意図的に機械を曲げておくことで、全荷重がかかった時に真っ直ぐになるようにするのです。.
長く重い曲げ加工でクラウニングを行わないと、組み立て時に平らにならない「惜しい」部品の山を静かに築くことになります。私は数年前、トン数表を信じてベッドのたわみを無視したために、2メートルの筐体パネルをスクラップにしたことがあります。仕上げは美しかったのですが、形状が間違っていました。スクラップ置き場は、それがどれほど光り輝いているかなど気にも留めません。.
ここでのルールは単純かつ残酷です。 フレームのたわみは有効な曲げ深さを変化させ、その有効な曲げ深さがスプリングバックの結果を左右するのです。.
つまり、駆動系が完璧であっても、その力を支える構造体が結果に影響を及ぼすということです。.
そして、構造だけが唯一の隠れた変数ではありません。.
はい、変えます。.
鋼板を圧延機に通すと、圧延方向に沿って結晶構造が引き伸ばされます。その目に平行に曲げるということは、繊維に沿って曲げることになります。垂直に曲げるということは、繊維を横切って曲げることになります。.
それは薪を割るようなものです。.
目に沿って叩けば簡単に割れますが、目に逆らえば抵抗されます。.
木目に対して垂直に曲げると、多くの場合、わずかに抵抗が強くなり、スプリングバック(戻り)も大きくなることがあります。薄い軟鋼ではその差はわずかですが、高張力材料では、それを無視すると厳しい公差から外れてしまうほどの違いが生じます。.
試作段階では問題なかったのに、量産に入ると挙動が変わる部品を扱ったことがあります。厚みも仕様も同じ。唯一の違いは、ブランクの配置(ネスティング)を変えたことで、曲げ線が圧延方向に対して90度回転したことでした。最初の量産ロットは角度が広くなってしまいました。向きの変更に気づくまで、スクラップの山を築くことになりました。.
木目(圧延方向)が計算式を書き換えるわけではありませんが、定数を微調整します。これを無視すれば、「完璧な」補正値もずれていきます。.
なぜなら 材料の異方性(圧延による方向特性)は、降伏挙動をわずかに変化させ、それがスプリングバックに影響します。.
さて、あなたの誠実さが試される材料について話をしましょう。.
高張力鋼の方が、より巧妙な嘘つきです。.
軟鋼は曲げれば、たいていその位置に留まります。降伏強度が低いため、同じ形状でも蓄えられる弾性エネルギーが少ないからです。1度かそこら余分に曲げれば、狙った位置に落ち着きます。.
高張力鋼は、降伏する前により多くのエネルギーを蓄えます。荷重がかかっている間は従順に見えます。しかしラムが上がると、守られなかった約束のように開いてしまうのです。.
以前、3mmの軟鋼から高張力鋼板に切り替えた際、スプリングバックの補正を変更しなかったことがあります。古い油圧プレスブレーキでは、部品は3度も開いた状態になりました。深さも金型も同じなのに、降伏強度が違ったのです。その時、見習いの職人が私を、「努力すれば鋼鉄も思い通りになる」とでも信じているような目で見つめていました。.
鋼鉄は、努力ではどうにもなりません。.
304ステンレス鋼は、通常、軟鋼よりも数度多くスプリングバックします。先進的な高張力鋼はさらにひどい場合があります。材料が強ければ強いほど、元の形に戻ろうとするプラスチック定規のように振る舞うのです。.
では、どちらがより嘘をつくでしょうか?
より強い方です。.
なぜなら 降伏強度が高ければ高いほど、荷重を取り除いた後の弾性回復は大きくなります。.
そして、これが現実です。完璧な力制御、完璧な位置決め、そして剛性の高い金型を使っても、圧力が消えた瞬間、最後に決定権を握るのは金属なのです。.
ですから、本当の問いは「機械が指定の深さに到達できるか?」ではありません。“
問いはこうです。「力、構造、材料の挙動を一つの式として捉えているか?」それとも「鋼鉄が押した場所にそのまま留まってくれることを、ただ祈っているだけか?」
スクラップの山を築き始める前に、スプリングバックを予測する方法を知る必要があります。.
いいですね。それが正しい質問です。.
ここでの結論はこうです。「この金属はどれくらいスプリングバックするのか?」と尋ねるのをやめ、「この機械で、この形状にどれだけの弾性エネルギーを蓄えているのか?」と問い始めることです。スプリングバックは、304ステンレス鋼や高張力鋼板の性格ではありません。パンチが離れたときに、蓄積されていた弾性ひずみエネルギーが解放された結果として目に見える現象です。加圧力、Vダイの幅、パンチ半径、材料の厚み、そして実際の機械のたわみを通じて入力されるエネルギーを制御すれば、戻ってくる角度を制御できるのです。.
初心者の多くはスプリングバックを天気のようなものとして扱っているため、このことは自明ではありません。チャートを確認し、祈るだけなのです。.
チャートは、8フィート(約2.4メートル)にわたって180トンの荷重がかかったときのあなたの機械のフレームの伸びを知りません。チャートは、ダイの肩が片側0.2mm摩耗していることを知りません。チャートは、今回のブランク材が木目(圧延方向)に対して横方向に切断されたことを知りません。それを知っているのはあなただけです。.
したがって、新しいモデルはこうなります。プレスブレーキは、校正されたレバーとウェッジ(くさび)のシステムです。金属は、あなたが部分的に降伏させているバネです。あなたの仕事は、荷重を解除したときにどれだけの弾性エネルギーが残るかを決定する入力を測定し、標準化することです。出力(結果)を推測することではありません。.
そのように見方を変えれば、問いは「適切なオーバーベンド(過剰曲げ)はどれくらいか?」から「どうすれば変数を固定して、毎回予測可能なオーバーベンドにできるか?」へと変わります。“
「金属を曲げている」と言うとき、あなたは何かを動かなくなるまで押し込む姿を想像しています。.
そのイメージは間違っています。.
あなたは、ウェッジ(パンチ)を制御された開口部(Vダイ)に押し込み、レバーシステム(ラムとフレーム)を使って狭い領域で降伏強度を超えさせ、周囲の材料に弾性エネルギーを残しているのです。それは筋肉の力ではなく、力学です。.
以前、ある若者が感覚を頼りに深さを追い求め、制御装置をいじくり回しているのを見たことがあります。彼はすべて同じようにやったと断言しましたが、部品は1.5度開いた状態で出てきました。彼は鋼材のせいにしました。私はセットアップを分解しました。前回の仕事とは違うVダイ(20mmではなく16mm)が使われていました。それが内側の半径を変え、ひずみの分布を変え、弾性回復を変えたのです。彼がそれを腕相撲のように扱うのをやめ、幾何学として扱うようになるまでに、スキッド半分をスクラップにしました。スクラップ箱からの教訓:ダイの幅を変えれば、認めるかどうかにかかわらず、方程式を変えたことになるのです。.
ここでの実践的な転換はこうです。機械工が工具のオフセットを標準化するように、セットアップを標準化することです。同じ材料仕様。同じ厚みのバッチ。同じ木目方向。同じV開口ルール(例:軟鋼の場合は厚みの8倍など、仮の基準)。同じパンチ半径。最初の希望的観測による部品ではなく、検証済みの最初の部品から実際のスプリングバックを記録します。.
そして、自社専用のスプリングバック表を作成します。ハンドブックからではなく、あなたの機械、あなたの工具、あなたのサプライヤーから作成するのです。.
なぜなら スプリングバックは蓄積された弾性ひずみエネルギーに比例し、蓄積エネルギーは力、形状、材料特性によって決まります。オペレーターの努力によって決まるのではありません。.
「曲げる」のではなくエネルギーを管理するようになれば、予測は神秘的なものではなくなります。再現可能になるのです。しかし、どのような制限内で再現可能なのでしょうか?
図面には90度とあります。.
機械は「どのような条件下で?」と問いかけます。“
ここで未熟なオペレーターは痛い目を見ます。彼らはブレーキの能力や挙動ではなく、図面に合わせて曲げ順序を設計してしまうからです。.
最初の加圧前のチェックリスト:
なぜ80%なのか?最大トン数に近づくにつれ、フレームのたわみが非線形に増大するからです。トン数あたりの有効な貫入量の変化が大きくなります。つまり、ラム深さの1000分の1インチあたりのスプリングバック補正がより繊細になるということです。.
私は、その長さに対して明らかに能力不足のプレスブレーキで、きつい内側半径を追い求めた結果、長いチャンネル材のロットをスクラップにしたことがあります。私たちは限界ギリギリで作業していました。中央は浮き上がり、両端は強く食い込みました。調整するたびに一方が直ればもう一方がダメになるという状態でした。スクラップ箱は物理法則と交渉してはくれません。.
機械に合わせて設計すれば、機械は期待通りに動作します。図面だけを見て設計すれば、目に見えない動きとの戦いになります。.
そして、あまり知られていない重要な点があります。製品ファミリーごとにトン数範囲、ダイ幅比率、材料バッチを標準化すれば、スプリングバック補正は日々の実験ではなく、固定オフセットと微調整で済むようになります。.
なぜなら 再現性は、機械のたわみと材料の反応が一定に保たれる安定した力学的範囲内で操作することから生まれます。.
しかし、その範囲自体が間違っていたらどうでしょうか?
認めなければならない瞬間があります。.
高張力材料で長い長さにわたり、きつく再現性の高い半径が必要であり、かつ毎サイクル最大トン数付近でボトミングを行っている場合、問題は補正の計算式ではありません。.
機械選定の問題です。.
手動ブレーキは、セットアップが固定された単純な繰り返し曲げで真価を発揮します。CNCブレーキは、人の再配置によるミスを排除できるため、複雑なシーケンスに対応できます。しかし、どちらも能力を偽ることはできません。もし部品にコイン加工の力が必要で、フレームがエアベンド用に作られているなら、制御できない場所、つまり機械そのものにエネルギーを蓄積していることになります。.
その時こそ、オフセットの微調整をやめ、より頑丈なフレームのブレーキや異なる駆動システム、あるいは別の成形方法が妥当ではないかと考え始めるべきです。.
私は厚いステンレス製ブラケットのバッチで、高い代償を払ってそれを学びました。私たちはオーバーベンドを加え続け、スプリングバックと戦い続けました。しかし、古い油圧ブレーキでは、油が温まって反応がわずかに変化すると、部品は3度開いた状態で仕上がりました。プログラムは同じでも、動的な挙動が異なるのです。私たちは中級のブレーキをコインプレスのように動かそうとしていたのです。粘り強さが戦略であるかのように装っている間に、スクラップ箱は一杯になりました。.
これからの指針として、この視点を持ってください。
プレスブレーキは曲げ工具ではありません。構造的な限界を持つ「力伝達システム」です。あなたの部品がそのシステムの予測可能な範囲に収まるか、収まらないかのどちらかです。.
仕事を評価する際、「これは曲げられるか?」と自問してはいけません。“
「スプリングバックを動的なターゲットではなく、固定された測定済みのオフセット値にできるほど、力、形状、たわみを厳密に制御できるか?」と自問してください。“
なぜなら 精度とは、機械の限界内における力の制御の結果であり、オペレーターの根性でその方程式を覆すことはできません。.
これで、あなたは単に部品を曲げているだけではなくなります。.
ペダルを踏む前に、物理法則が味方してくれるかどうかを判断しているのです。.


















