

プレスブレーキがシフトの途中で停止。オペレーターが集まり、生産が止まり、レーザーカッターで材料を切るよりも早く現金が流れ出す。すぐに部品を分解したくなるものだが、およそ80%のケースでは、解決策に工具は不要だ。まず重要なのは、軽微な障害と致命的な機械故障を区別するための集中した5分間の診断だ。このステップを飛ばすと、10分で済む修理が数日間の停止に膨れ上がることもある。.
CNCやハイブリッド油圧プレスブレーキでは、制御ロジックのフリーズが機械的故障のように見えることがある。オペレーターは、実際にはソフトウェアのロックアップが原因なのに、存在しないセンサー問題を追いかけて何時間も浪費することが多い。複数の工場から集めたデータによれば、単に非常停止ボタンを押すのではなく完全に電源を落とすことで、Amada、Trumpf、Bystronicなどのメーカーの機械で予期せぬ停止の最大40%が解消される。.
手順は簡単だが正確に行う必要がある。メインブレーカーを最低45秒間オフにしてコンデンサーを完全放電させ、その後マニュアルモードで再起動する。ラムを無負荷で3回作動させ、滑らかな下降と正しい位置合わせを確認する。故障が残る場合—特にE101同期故障などのエラーコードが表示される場合—は、他の作業を始める前に制御画面の鮮明で明るい写真を撮ること。これによりOEM技術者が迅速に診断でき、サービス費用を数千ドル節約できる可能性がある。.
このステップを怠ると不要な油圧作業につながることが多い。ある記録例では、技術者が半日かけてバルブの再シール作業を行ったが、「死んだ」と思われたラムはブレーカーを切り替えただけで完璧に動作した。.
油圧システムの状態は、正常値を知っていれば圧力計の読み取りですぐにわかる。典型的な100トンプレスでは、アイドル時の圧力は20~50 PSIの間であるべきだ。15 PSI未満はポンプの空運転を示すことが多く、仕様を10%以上超える圧力はリリーフバルブの固着を示唆する。.
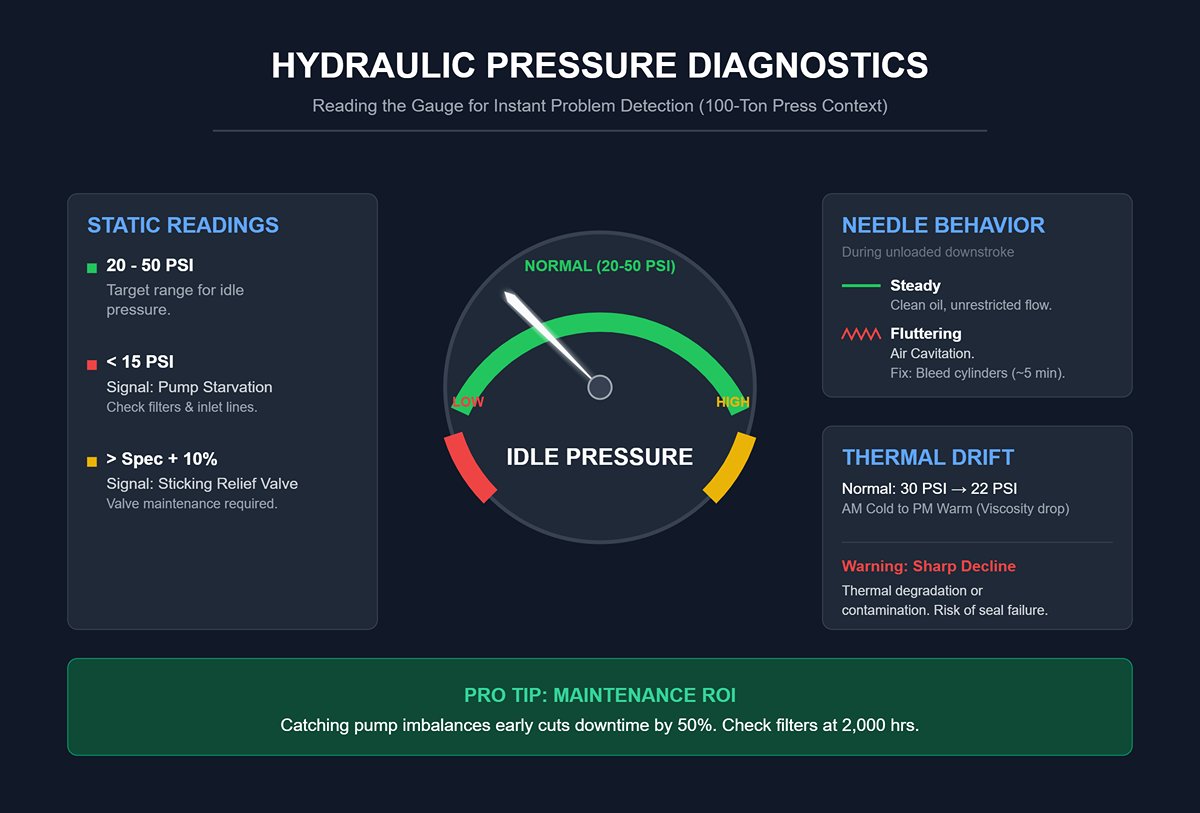
有用な情報を得るには、プレスが無負荷の下降ストロークを行っているときに圧力計を確認する。針が安定して一貫している場合は、油が清浄で流れが妨げられていない証拠だ。針が不規則に揺れる場合は、空気キャビテーションの兆候であり、通常はシリンダーを上から下までエア抜きすることで約5分で解消できる。製造施設の記録によれば、ポンプの不均衡を早期に発見することで、特にフィルターが耐用時間(約2,000時間)に近づいている場合、ダウンタイムを半減できる。.
より完全な状況を把握するためには、朝の冷間始動時の圧力計読みと、システムが温まった午後遅くの読みを比較する。例えば8時に30 PSIだった読みが午後には油の粘度変化で22 PSI程度に下がるのは正常だ。しかし急激な低下は熱劣化や汚染を示し、シール破損のリスクを高める。圧力計にこうした症状が現れたらすぐに対応することで、より深刻で高額な故障を防げる。.
密閉油圧システムでは、熱サイクル中にシール周辺に1時間あたり小さじ1杯未満の細かい膜ができる軽微な「汗」が発生することがある。残留物がきれいで滑らかなら心配は不要だ。拭き取って様子を見ればよく、不要な分解は避ける。.
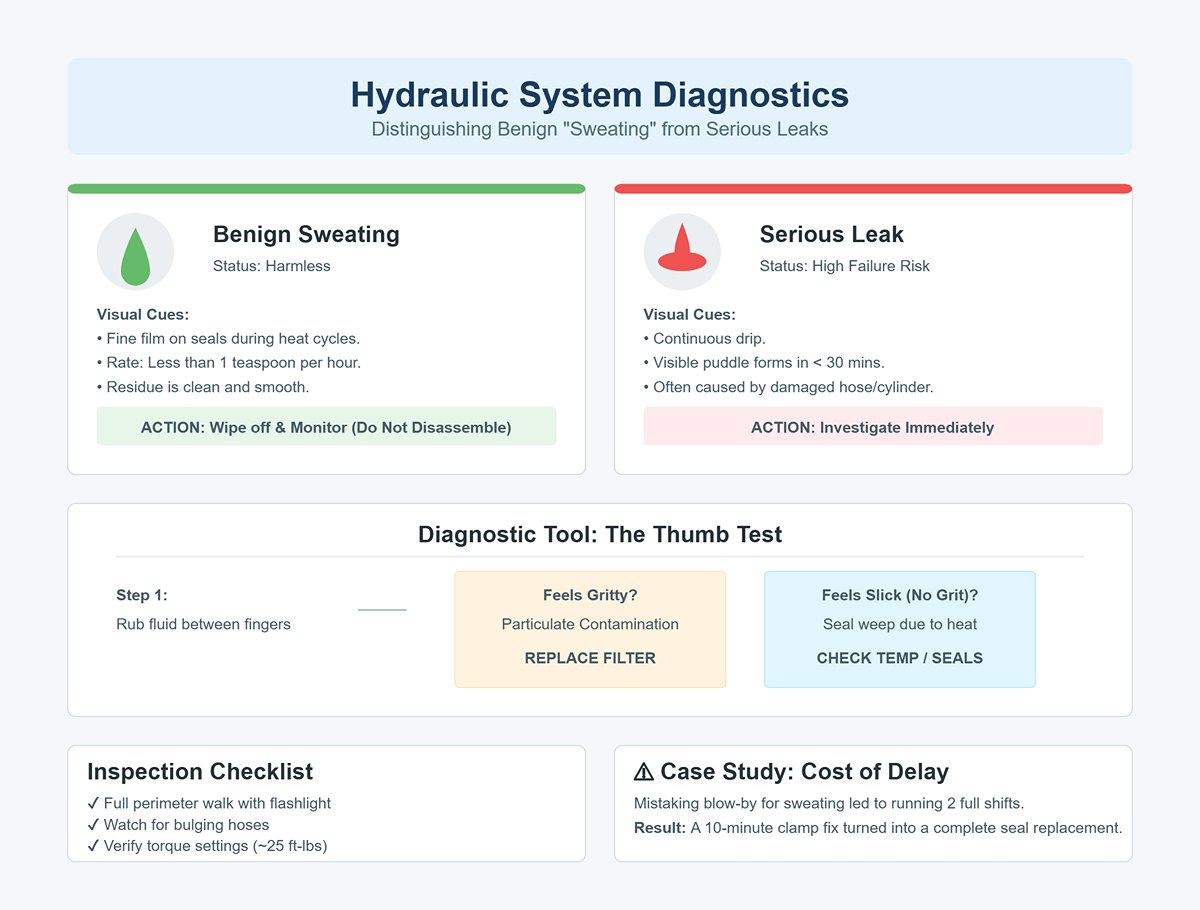
重大な漏れは別問題だ。30分以内に目に見える水たまりができる連続的な滴下は、ホースやシリンダーの損傷による故障の可能性が高い。初期チェックとして親指テストを行う。液体を指でこすり、ざらつきがあれば粒子汚染があり、ポンプの摩耗を防ぐためフィルターを直ちに交換すべきだ。ざらつきがなく滑らかなら、過熱によるシールの滲みが原因の可能性がある。.
漏れの特定は迅速さが重要だ。ある事例では、製造工場のオペレーターがシリンダーブローバイを軽微な汗と誤認し、2シフト連続で機械を稼働させた。その結果、10分で済むホースクランプ修理が完全なシール交換に変わり、時間と費用を浪費した。点検では懐中電灯を使って全周を歩き、膨らんだホースを探し、指定された約25 ft‑lbsのトルク設定を確認する。.
多くの油圧プレスシステムでは、電源が切れるとテーブルや工具組みが位置を保持しない。約60%のプレスブレーキでは、適切なシャットダウン手順を踏まずにメイン電源を切ると、ラムが自重で自由落下し、深刻な挟圧危険を伴う危険な制御不能の下降が発生する。.
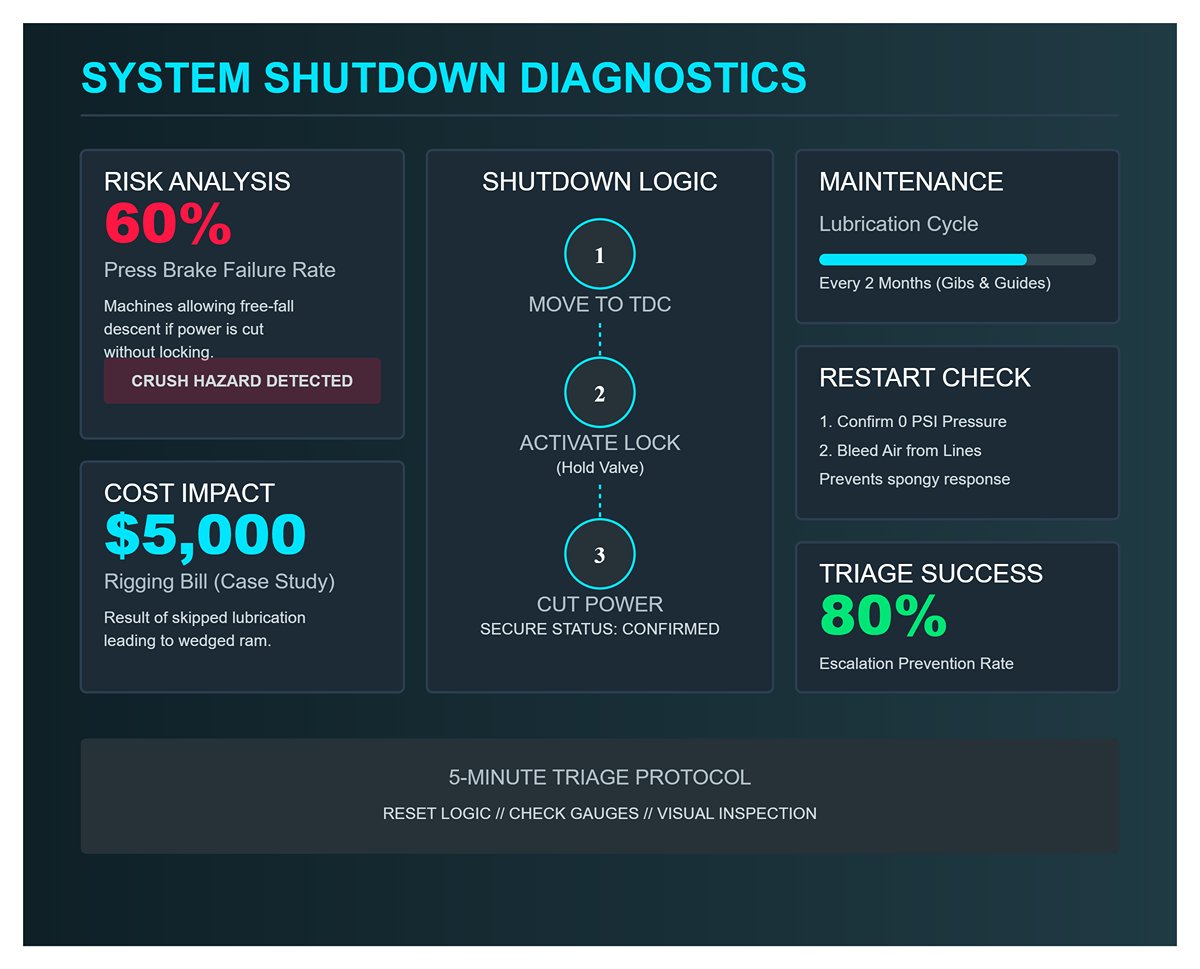
シャットダウン前にラムをトップデッドセンター(TDC)位置に移動する。保持バルブ(マニュアルでは「補助油圧ロック」と呼ばれることが多い)を作動させ、ラムを確実に固定する。ロックした後にのみメイン電源を切る。この手順により、緊急停止やメンテナンス作業、予期せぬ中断時にラムが安定したままになる。.
定期的な予防保全は追加の安全を提供する。ギブやガイドに2か月ごとに給油することで、ラムがストローク途中で固着するのを防げる。固着は時に高額なクレーン作業を必要とする。中西部のある工場ではこのスケジュールを怠り、ラムがくさび状に固着し、解放するために15,000ドルのリギング費用が発生した。.
電源を切ったら、油圧計で圧力がゼロになったことを確認する。その後、再始動前にラインから空気を抜く。このステップは初回サイクルでよく見られる鈍くスポンジ状の反応を排除し、位置合わせと再現性を確保する。.
集中した5分間のトリアージは修理結果を大きく改善できる。制御ロジックのリセットは不要な機械分解を避け、圧力計チェックはポンプやシールの問題を早期に発見し、目視点検は漏れ修理の優先順位を助け、安全プロトコルの遵守はダウンタイムと怪我の両方を防ぐ。工場データによれば、この方法を一貫して適用することで故障の80%が悪化せず、生産を維持しつつオペレーターを保護できた。.
戻らない、または動きが鈍いラムは、生産を完全に停止させる可能性があります。しかし、その原因は多くの場合、致命的な故障ではなく、簡単な修理で解決できることがほとんどです。最も迅速なテストから始めましょう:機械の仕様に基づき油圧作動油の量を確認します。油量が不足するとシステム圧力が低下し、配管内に空気が入り込み、応答時間が遅くなります。.
油量が適正であれば、汚染の有無を調べます。ベンダーの油圧システムは非常にデリケートで、埃、微細な金属片、油中に混入した水分などの異物は、ポンプやバルブ内部で研磨剤のように作用します。これによりシリンダー壁の摩擦が増え、動きがスムーズでなくなります。多くの工場では500時間ごとの油交換を怠りがちですが、この時期から汚染が性能に顕著な影響を与え始めます。.
油圧作動油内に閉じ込められた空気—これは見落とされがちな要因ですが—圧力の不均衡を引き起こし、ラムの戻り行程を遅らせたり完全に停止させたりすることがあります。油圧回路のパージ(エア抜き)は簡単な社内作業であり、外部サービスを呼ばずに即座に動作速度を回復できます。.
診断の手がかりとなる明確な音響信号があります。ラムが下死点に到達した際に「バン」という音がする場合、比例圧力バルブの応答が80ミリ秒以上遅れていることが多いです。この場合、ラム自体は故障しておらず、バルブのタイミングを微調整することで通常のサイクル速度に戻ります。重大な機械的故障を疑う前に、まずこれらのチェックを行いましょう。これらは遅い戻りの大半の原因を占めます。.
曲げの不均一は局所的な力が働いていることを示します。機械的摩耗が原因となる場合もありますが、ほとんどの場合は油圧圧力の不安定や位置決めの誤差が原因です。曲げサイクル中に圧力が±1.5MPa以上変動すると、曲げ角度が変化し、パンチの摩耗が許容範囲(半径0.1mmの変動)を超えて加速し、最終的に精度が損なわれます。.
バックゲージも同様に重要で、材料の位置決め基準として機能します。軸が1つずれるだけで、ワークの片側がもう片側より先に曲げゾーンに到達します。キャリブレーションブロックや精密ノギスを使って、X軸の表示が実際の距離と一致しているかを確認しましょう。週ごとの繰り返し位置精度のチェックは、欠陥部品が頻発する前に微妙なずれを防ぎます。.
材料の違いも精度に影響します。シートの両端でビッカース硬度が2ポイント以上異なると、工具や油圧が完璧でも曲げが歪むことがあります。硬度は通常オペレーターが制御できませんが、硬度試験による早期検出は、問題が材料由来か機械由来かを明確にします。.
曲げ角度の変動を±0.1°以内に抑える月間目標を設定することは効果的な予防策です。この許容範囲を維持することでパンチ寿命を30%以上延ばし、ダウンタイムを半減できます。これにより、曲げの不均一は頻発する問題から稀な事象へと変わります。.
ベンダーの下や周囲に油圧作動油が溜まっている場合は、即座に点検を行う必要があります。まずホースの摩耗を目視で確認します—擦れ、ひび割れ、膨張、継手周辺の油跡などです。外部漏れは完全破裂の危険を避けるため、迅速な交換が必要です。.
ホースがすべて健全であれば、内部部品に注目します。シリンダーや制御バルブ内部の摩耗したシールは、油圧作動油を本来の経路から逸脱させることがあります—これを内部ブローバイと呼びます。これらの漏れは、油溜まりが顕著になるまで隠れていることが多いです。汚染された油はシールの劣化を早め、油の品質を無視すると新品のシールでもすぐに故障します。再発防止には、油とフィルターの交換、リザーバーの徹底清掃、新しいシールの取り付けが必要です。.
システム圧力を監視することで診断精度が向上します。仕様を超えるリリーフバルブ設定は、弱ったシールに油をより強く押し付け、漏れを悪化させます。メーカー推奨の圧力に下げることで機械的負荷を即座に軽減し、故障の進行を遅らせます。.
圧力が仕様内でも漏れが続く場合は、シリンダーバレルとシールリングを慎重に点検します。深い傷や溝は修理不能な機械的損傷を示し、このようなケースはOEMまたは専門業者に直接依頼するべきです。.
予期せぬサイクル中断は油圧や機械的故障を疑わせますが、不規則な停止は電気的安全システムに関連している可能性が高いです。ライトカーテンやインターロックスイッチは、障害物や故障を検知すると即座に動作を停止するよう設計されています。原因なくこれらが作動すると、機械的問題がなくてもベンダーはサイクル途中で停止します。.
環境要因が主な原因です。ライトカーテンセンサーへの埃の蓄積や、送信機と受信機のずれは誤った安全信号を送ることがあります。センサーのレンズを定期的に清掃し、光学的な位置合わせを確実に行うことで、不要な停止をほとんど解消できます。.
アクセスパネルのインターロックスイッチは、接点の摩耗や緩みが発生することがあります。わずかな振動でも回路が一瞬途切れ、安全停止が作動します。取り付け金具を固定し、摩耗したスイッチを交換することで、安定した信頼性のある動作が回復します。.
電気的なトラブルシューティングでは、センサーのドリフトが許容範囲内(通常 ±0.02 mm)に収まっていることを確認する必要があります。わずかな偏差でも制御システムが誤った安全条件を検出する原因となります。油圧系を調査する前に電気的問題を解決することで、時間を節約し不要な機械作業を避けられます。.
プレスブレーキは、重大な故障が発生するずっと前に音で「語りかける」ことがあります。音の手がかりを解読できるようになったオペレーターは、問題を正確に特定し、より精度の高い対応を取ることができます。.
下死点での鋭い金属音は、通常、機械的破損ではなく比例弁の遅延を示しています。弁の応答性を微調整し、80 ms以内に反応するようにすれば、この音とサイクルタイミングの不規則性はほぼ解消されます。.
持続的な高音の唸りは、ポンプキャビテーションの典型的な兆候であり、ほとんどの場合、油圧流体に混入した空気が原因です。解決策はシステム全体の徹底的なエア抜きで、これによりポンプの正常な音が戻り、不規則な圧力変動による摩耗を防ぎます。.
一方、研削音は機械的干渉に起因します。乾いたガイドレール、パンチの位置ずれ、緩んだ締結部品などがこの音を発生させます。まず潤滑を行うことが重要です—乾いたレールは研削音を発生させ、摩耗を加速させ、曲げ作業中の力の変動を引き起こします。.
ラムが降下中に不均一な動きをしながら音を発する場合、漏れ、弁のタイミング不良、シリンダー摩耗など複数の問題が同時に発生している可能性があります。この場合はシステム全体の点検が必要で、原因ごとに異なる修理方法が求められます。音のパターンを正確に認識することで診断時間を大幅に短縮できます。.
症状を迅速に原因と照合することで、オペレーターは反応的な修理から予防的なメンテナンスへ移行できます。各一般的な故障には独自の診断手順があり、これを体系的に進めることで性能を早く回復し、生産性を損なう再発を防ぐことができます。.
| 問題 | 症状 | 考えられる原因 | 診断手順 | 推奨される解決策 |
|---|---|---|---|---|
| ラムが戻らない—または非常に遅い速度で戻る | ラムが戻らない、または動きが鈍く、生産停止 | 油圧流体不足、汚染、システム内の空気、比例弁の遅延 | 油圧流体の量を確認、汚染の有無を点検、油圧回路のパージ/エア抜き、下死点での「バン」という音を確認 | 油圧流体を補充、500時間ごとに汚染されたオイルを交換、システムをパージ、弁のタイミングを微調整 |
| 曲げ品質の不均一:片側は正確、もう片側はずれる | 曲げが不均一で、片側のみ精度が良い | 油圧圧力の不安定、バックゲージの位置ずれ、材料硬度のばらつき | 圧力変動を測定(±1.5 MPa以内)、精密工具でX軸の校正を確認、ビッカース硬度差を測定 | 圧力を安定させ、バックゲージ軸を整列させ、曲げ前に硬度試験を行い、毎月 ±0.1° の角度公差を維持する |
| 油圧作動油の滞留:ホース漏れと内部ブローバイの識別 | プレスブレーキ付近で油圧作動油が溜まる | 損傷したホース、摩耗したシール、内部ブローバイ、規格外のリリーフバルブ圧力、シリンダー損傷 | ホースの摩耗を点検し、シールを試験し、リリーフバルブ設定を確認し、シリンダーバレルとシールリングを検査する | 損傷したホースを交換し、シールを交換し、リザーバーを清掃し、油とフィルターを交換し、圧力を規格に調整し、深刻なシリンダー損傷はOEMに依頼する |
| 電気系統:ライトカーテンやインターロックによるランダムなサイクル停止 | 予期せぬサイクル中断 | 光カーテン内の埃や位置ずれ、摩耗したインターロックスイッチ接点、センサーのドリフト | センサーのレンズを清掃し、光学的な位置合わせを確認し、インターロックスイッチの取り付けと接点を点検し、センサーのドリフト(±0.02 mm)を測定する | センサーを清掃・整列し、インターロックスイッチを固定または交換し、センサーのドリフトを修正する |
| 新たな異音:ポンプの唸り音と機械的な研削音の識別 | 金属音の衝撃、ポンプの唸り音、研削音 | バルブ遅延、ポンプキャビテーション、ガイドレールの乾燥、パンチの位置ずれ、緩んだ締結部品、漏れや摩耗 | 音の種類を聞き分け、バルブ応答時間(<80 ms)を計測し、油圧油内の空気を確認し、潤滑状態、位置合わせ、締結部品を点検する | バルブタイミングを微調整し、システムをブリードし、ガイドレールに潤滑を行い、パンチを整列させ、締結部品を締め、複数の問題に対してシステム全体を点検する |
CNCプレスブレーキがY1/Y2エラーを表示する場合、それは左(Y1)と右(Y2)の油圧シリンダー間の位置差を示しています。オペレーターはラムが物理的に傾いていると疑うことが多いですが、現場監査によると、この警告の約70%は実際の機械的な位置ずれではなく、汚染または不正確なリニア位置スケールが原因です。.
油圧を調整する前にラムの実際の形状を確認してください。負荷なしでラムを下死点まで移動させ、その全長にわたって1メートルの精密ストレートエッジを置きます。片端からもう片端までの差が0.1 mmを超える場合は機械的な傾き、未満の場合はセンサーのドリフトを示します。ミルスケールの粉塵は1フィートあたり最大0.5 mmの読み取り誤差を引き起こし、目に見える傾きがなくてもテーパー曲げを発生させる可能性があります。.
リニアスケールをイソプロピルアルコールで拭き、負荷なしのラムを10回フルストロークさせ、その座標を再校正することで、センサー関連エラーの80%以上が解消されます。この安価なメンテナンス手順は、シリンダーシールの早期交換を防ぎ、不要なダウンタイムを回避できます。スケールの読み取り精度を確認した後にのみ、ギブや油圧部品の点検に進んでください。.
クラウニングシステム(機械的なウェッジやCNC制御アクチュエータ)は、負荷時のベッドやラムのたわみを打ち消し、ワーク全体の曲げ角度を均一に保ちます。これらの仕組みは効果的ですが、ラムが一貫して再現性を持って動作することを確認せずにクラウニング調整を適用すると、より深刻な根本的問題を隠してしまう可能性があります。.
100トンプレスでは、通常のフル容量時のたわみは1メートルあたり約0.1〜0.3mmです。しかし、摩耗したラムガイドは片側を0.2mm拘束させることがあり、実質的に知覚されるたわみを3倍にします。最大荷重の50%でサンプルフランジを使ってラムの落下をテストすることで、左右の変動が0.1mm以内に収まっているかどうかを判断できます。これを超える場合は、クラウニング調整を行う前にガイドの摩耗に対処してください。.
本格的なたわみ補正を行うには、クラウニングウェッジを0.05mm刻みで微調整し、角度ゲージで結果を測定するか、より高精度のために0.1mm未満の精度を持つレーザー平行度測定ツールを使用します。「安全のため」と過剰にクラウニングすると、クラウニング機構の動作遅延によりサイクル時間が最大15%延びることがあります。正確な基準測定から始めることでスクラップ率を低減し、クラウニングが実際のたわみに対応するようにし、機械的摩耗を隠すことを避けられます。.
バックゲージはフランジの長さと曲げ位置の両方を設定します。X軸(左右位置)やR軸(垂直高さ)のドリフトは、ラムが正確でもすぐに部品の不一致を招きます。工場監査では、緩んだバックゲージフィンガーがX軸ドリフトの約80%を占め、R軸の不正確さは摩耗したボールスクリューに起因することが多いと判明しました。.
バックゲージフィンガーを確認するには、電源を切り、押し引きの力を加えます。0.1mmを超える動きがあれば調整が必要です。フィンガークランプは乾燥状態で22Nmに締め付けます。クーラントでねじが汚染されると、締め付け力が半減します。振動による早期の緩みを防ぐため、約500回の稼働後に再トルクを行います。.
R軸の遊びを検出するには、ラムを全高ストロークで動かし、異音や拘束感を確認します。目視では0.15mmを超えるボールスクリューのバックラッシュを見逃すことが多いですが、この時点でフランジ高さの変動は必然的に発生します。ボールスクリューナットの交換(通常約$800の費用)は、垂直位置の不一致による欠陥を解消できます。.
バックゲージドリフトとサービス間隔の記録を一貫して維持することで、生産を中断する前に部品交換を予測・計画できます。.
ギブ(ラムの垂直移動を案内する青銅または複合材のベアリングパッド)は、荷重下でラムを正しく整列させるために正確なクリアランスを維持する必要があります。過剰なクリアランス(片側の複数箇所で0.15mm以上、フィールゲージで測定)はラムを傾け、片端がガイドに拘束されて不均一な曲げを引き起こします。.
ガードを外してギブにアクセスし、片側4箇所均等にクリアランスを測定します。クリアランスが過剰な場合は、ギブ面を研削する代わりに0.05mmの真鍮シムを挿入します。研削は硬化層を除去し、摩耗を加速させ、将来の運転で熱蓄積を増加させます。シム挿入後の理想的なクリアランスは0.10〜0.12mmで、潤滑保持と精密案内のバランスを取ります。.
調整後はNLGIグレード2のグリースを塗布し、荷重下で20サイクル運転してラムの水平を評価します。信頼できるテストは、ワークの片端に1mmのシムを置く方法です。適切に設定されたギブは1〜2サイクル以内に自己修正します。このテスト中にスコアリングが発生した場合は、OEMに相談してから運転を続けてください。.
多くのプレスブレーキのトラブルシューティングガイドは各問題を個別に扱います—Y軸エラーのスケール除去、曲げテーパーのクラウニング微調整、ドリフト修正のためのバックゲージフィンガー締め付け。しかし実際には、現場調査で73%の複合故障シナリオが機械的と電子的原因の両方を持つことが示されています。順序を誤って対処すると、エラー信号を増幅させ、誤診断を誘発し、不要な再作業に何時間も浪費します。.
効果的な作業順序は稼働時間を守ります。まずギブを確認・シム調整してラムの根本的な不整列を解消します。次にガイド精度が確認された後にクラウニングを調整し、バックゲージフィンガーを固定してボールスクリューを点検します。最後にセンサーを清掃し再ゼロ設定して、測定値が行った物理的調整を反映するようにします。.
例えば、150トンプレスが左に1.5mm傾いた曲げを出し、Y1/Y2エラーを発生させていた事例があります。シリンダー圧は一致していたにもかかわらずです。解決策は、ギブのシム調整、バックゲージフィンガーの規定トルク再締め、クラウニングの単一段階調整でした。これらの手順で次の2,000個の部品をゼロスクラップに戻し、総ダウンタイムを1時間未満に抑え、当初提案された$15,000のオーバーホールを回避しました。.
論理的な順序に従い—核心的な機械的整列を修正してから補償システムを微調整することで—曲げ精度を回復するだけでなく、相互関連する故障の進行を防ぎます。その結果は単なる技術的修正ではなく、運用の信頼性向上と安定した出力を実現し、高量生産環境で収益性を直接向上させます。.
油圧ラムは、圧縮できない流体によって一貫した精密な力を発揮します。シリンダーラインに空気が入るとその特性が損なわれ、空気は圧力下で圧縮されてスポンジのように作用し、反応が鈍くなります。ラムは鋭い動きではなく、ためらいや「浮遊感」を感じさせることがあります。この問題は、急速な流体補充後や、摩耗したシールが微細な漏れを許す場合によく発生します。多くの工場では、予定外の補充のほぼ半数がシステムに空気を導入しています。.
鋭い応答を回復するには、意図的なエア抜きプロセスを使用します。ラムを低圧でゆっくり10〜15回サイクルさせます ワークピースが設置されていない状態で, これは、油圧システム内の閉じ込められた空気を最も高い位置へ押し上げます。シリンダーのブリードバルブ(通常は上端に位置)では、ラムをゆっくり動かしながら各バルブを約4分の1回転だけ開きます。油が滑らかで泡のない流れで出てくるのを確認してください。噴き出しや泡立ちは空気が残っていることを示します。手順の途中で、元の粘度と一致する油を補充し、空気が再び入り込むのを防ぎます。.
ブリード前に高圧サイクルを行いたくなる衝動を抑えてください。乱流が空気をシステム内部に押し込み、除去が難しくなります。ある生産ラインでは、存在しないバルブ故障を追う代わりに低圧ブリードを使用しただけで、一晩でスクラップ率を25%削減しました。その後もポンプが唸る音を出す場合は、キャビテーション(ポンプ入口で空気が吸い込まれる現象)を疑い、吸引ラインの健全性を確認し、油量が十分であることを確かめてください。.
油圧ポンプは安定した油量に大きく依存しています。流れを制限すると効率と寿命が急落します。吸引側、圧力側、または戻り側のフィルタが詰まると流量が半分以上減少し、急速な熱蓄積、サイクル時間の遅延、シール破裂のリスク増加を招きます。初期症状のひとつは、始動時の鋭く高音のポンプ音で、負荷時には通常より早い温度上昇が続きます。フィルタ管理の怠慢はプレスブレーキポンプ故障の80%以上の原因であり、内部シール摩耗やミルスケールなどの汚染物によって発生します。.
詰まりを特定するには触感検査とバイパステストを行います。クーラーからリザーバーに戻る油のラインが温かければ戻りフィルタの詰まりを疑い、冷たい場合は流れが妨げられていないと考えられます。リザーバー内部の吸引ストレーナーが最も頻繁な原因で、まず確認すべきです。圧力フィルタに差圧計がある場合は、規定値を超える数値が制限を示します。サービスバルブを使って各フィルタを順番にバイパスし、流量と温度が正常に戻るかを確認し、著しい詰まりがあるフィルタ要素は交換します。.
粒径の不一致や不要な摩耗を避けるため、メーカー承認の交換品を使用してください。抵抗が設定値に達すると色が変わるカラー表示など、簡易的な視覚的制限警告を設置すれば、日常点検が1秒で済み、ポンプの油不足事故を大幅に減らせます。安価なフィルタ要素は、定期メンテナンスを怠った修理費よりはるかに安く、週ごとのフィルタ点検は必須です。.
油圧オイルの粘度(厚さ)は、バルブや通路を通る油の効率に直接影響します。冷えると油は非常に粘くなり、アクチュエータの応答が遅くなり、ラム速度が低下します。朝の早い時間には、システムが少なくとも100°Fに温まるまで、曲げが「粘つく」状態で角度がずれることがあります。逆に過熱した油は過度に薄くなり、負荷能力が低下し、シールが膨張します。午後には角度のズレやトン数の減少が見られることがあります。粘度グレードを誤るとこれらの問題が悪化します。例えばISO 32とISO 46を混合すると角度変動が最大40%増加します。.
各シフトの開始時に簡単なウォームアップを行いましょう。ラムを無負荷で約5分間サイクルさせ、油温計が110~130°Fの最適範囲に達するまで監視します。同じ鋼材で曲げ角度をウォームアップ前後でテストし、差が1度を超える場合は粘度不安定の兆候です。その場合はサンプルを排出し、実験室で粘度計ストリップを使って油のグレードと汚染の有無を確認します。.
長期的な信頼性のため、年間を通じてメーカー仕様に一致する油を使用してください。耐摩耗性ISO 46は多くの条件で安定した性能を発揮し、週ごとの油量点検と組み合わせると効果的です。寒い条件でのフル負荷運転は急速なシール摩耗を招き、寿命を最大5倍短縮します。冷たすぎるまたは熱すぎる油で運転することは品質を損なうだけでなく、油圧故障を早める直接的な原因です。.
プレスブレーキのサイクル遅延は必ずしも油圧の問題とは限りません。誘導型近接センサーや機械式リミットスイッチなどの電気的位置検出装置は、汚れ、位置ずれ、熱の影響で遅延を引き起こすことがあります。これらのセンサーはラムが移動限界に達したことを制御システムに知らせます。信号が劣化すると、機械はラム位置を誤認し、ストローク途中で停止や一時停止をします。粉塵の多い加工環境では、わずか数週間で信号強度が50%低下し、配線の緩みや腐食が問題を悪化させます。.
これらの問題を診断するには動作中の観察が必要です。安全ガードを開けた状態でプレスを運転し、センサーLEDの点滅を確認します。これは位置ずれの兆候です。誘導型センサーはメーカー推奨の2~4 mmのギャップに調整し、センサー前方の金属を取り除きます。残留物を残さない電気クリーナーで埃を除去し、マルチメータで導通を確認します。閉じたスイッチは5オーム未満を示すはずです。配線については、運転中に制御盤でハーネスを軽く揺らします。電圧降下が2Vを超える場合は配線修理が必要です。.
熱画像診断では、多くの「サイクル遅延」問題がセンサー端子の温度上昇に起因していることがわかります。周囲温度よりわずか10°F高いだけでも電気抵抗が増加し、信号伝達が遅れることがあります。確実な接地と接続を維持することで防止できます。複雑な修理に取り掛かる前に、完全な電源オフを試してください。機械を30秒間完全に停止することで、断続的なセンサー不具合の約半数が解消します。リミットエラーが続く場合は、エンコーダの位置ずれが原因である可能性があり、プレスブレーキのティーチモードやキャリブレーションモードで修正できます。.
プレスブレーキのトラブルシューティングで最も頻繁な誤りのひとつは、油圧と電気の問題が別々で無関係だと考えることです。オペレーターは油圧ラインのブリードやセンサー交換など、どちらか一方のシステムに集中しがちですが、これらのシステムが密接に連携していることを認識していません。例えば、ラムの一時停止は軽度の油圧不足でも弱いセンサー信号でも起こり得ますが、多くの場合症状は同じに見えます。.
ハイブリッド診断方法を採用してください。サイクル問題が発生したら、両方のシステムを対象にした点検を計画します。バルブのブリードとセンサーのテスト、フィルタ状態の確認と配線検査を同時に行います。この層状の戦略は、存在しない単一システム故障を追うことを避け、ダウンタイムを削減し、分離型アプローチでは見逃す複合問題を発見します。油圧と電気の点検を同じ診断ステップに統合する工場は、修理速度が最大40%向上し、再発故障も大幅に減少します。重要なのは、プレスブレーキの性能は分離した部品ではなく統合されたシステムから生まれるという認識です。これにより生産を安定させ、修理費を抑えられます。.
プレスブレーキの油圧シリンダー内部に深刻なスコアリングが発生すると、それは単なる外観上の欠陥ではなく、戻れない地点を意味します。0.1 mmを超える溝は、研磨性の破片や油圧流体のバイパス経路となり、シールを急速に摩耗させ、ラムから安定した圧力を奪います。$500のシール交換から始まった作業が、精密ホーニングと再コーティングをOEM管理下で行う必要がある$20,000のシリンダー再製作へと発展することもあります。DIYによるホーニングや研磨修理は、ミルスケールなどの微細な汚染物質をクロム仕上げに埋め込み、流体を捕捉する不規則な表面を形成し、圧力を不安定にし、負荷下でラムがゆっくりと creep する原因となります。.
自動車製造工場で50万回以上の稼働サイクルを追跡したデータによると、スコアリングのある油圧シリンダーは、欠陥のないシリンダーと比べてブローバイが3倍発生しました。さらに、即興の「工場内」修理の73%が高トン数の曲げ作業中に失敗しました。簡易診断として、検査時に表面を爪でなぞり、溝に引っかかる感触がある場合、さらに油圧応答遅延が0.5秒を超える場合は、明確な戻れない地点です。それ以上の手作業による調整は資源の浪費となります。その段階では欠陥を記録し、スケールを添えて鮮明な写真を撮影し、スクラップ率の急上昇やダウンタイムの連鎖が始まる前にシリンダーをOEMに送るべきです。.
多くの作業場では、駆動系の問題診断といえばマルチメーターを使って明らかな故障—開回路、巻線短絡、配線不良—を見つけることです。こうしたチェックで一般的な故障の約40%はカバーできますが、残りの60%はより微妙な電気的問題によるものです。例えば、断続的なサーボ不安定、電圧スパイク、可変周波数ドライブ(VFD)における高調波歪み、負荷時の絶縁破壊などです。これらに対処するには、静的測定では見逃す問題を発見するため、プレスブレーキが曲げ作業中に電流波形をオシロスコープで記録するなどの動的試験が必要です。.
高度な試験を怠ると、CNCドライブの位相不均衡が検出されず、Y1/Y2軸のドリフトや長さ全体で2 mmずれた曲げが発生します。多くの工場はこれを軽微なキャリブレーション問題と誤解し、ドライブが致命的な故障を起こすまで放置し、$10,000の緊急交換を招きます。長期分析によると、CNCドライブは寿命中期(約12〜18年)において、配線摩耗よりも高調波歪みによる劣化が顕著です。予測的トルク偏差試験で5%を超える変動を検出すれば、実際の故障の数か月前に問題を把握できます。.
電気的異常が重要な閾値を超える—例えば、無負荷時のアンペア消費増加、許容範囲を超える周期的エラーコード、または80%ラム速度で仕様を15%超えるトルクスパイク—場合は、OEMグレードの診断ツールを使用すべきです。これらの正確な測定値を記録してからサポートを呼ぶことで、「機械が遅い」といった曖昧な報告に比べ、OEM技術者の現場滞在時間を半分に短縮でき、停止時間も労務費も削減できます。.
現場でのトラブルシューティングからOEMサポートへの移行は、単に電話をかけることではありません—機械の症状履歴をどれだけ効果的に伝えるかが重要です。提供する詳細のレベルが、修理速度と最終的な費用に直接影響します。タイムスタンプ付きのエラーコード、主要負荷ポイントでのゲージ読み取りのスナップショット、異常なラム動作を示す短い動画を含む正確で整理された報告を提出する工場は、OEMサービス請求書で2〜4時間の請求時間を一貫して節約しています。.
例えば、「E‑405同期故障がサイクル247,892で発生;ラムの戻り時間が仕様2.8秒に対して4.2秒;2,500 PSIで高音のホイーン音が発生」と報告すれば、OEM技術者は適切な部品と集中した試験計画を持って現場に到着できます。対照的に「機械が遅い」とだけ伝えると、診断が長引きます。曲げ角度が3か月間で許容値の2倍以上変化したり、バックゲージの遊びが0.2 mmを超えるなどの性能ドリフトを一貫して記録することで、OEMスタッフは作業を緊急ではなく予防的と分類でき、修理を定期メンテナンスに組み込むことが可能になります。.
検証済みで信頼できる記録チェックリスト:
過負荷イベントを記録するサイクルログを含め、CNCプログラムの隔月バックアップを保持することは、OEMへの引き継ぎを効率化するだけでなく、ファームウェア破損に起因する捉えにくい駆動系故障—従来のマルチメーターでは検出できない問題—を防ぐ助けにもなります。.
安全限界内でプレスブレーキを維持することは、機械的摩耗や電気的異常が工場の工具で対処できないレベルに悪化する前に停止する判断力の問題です。OEMの関与を遅らせることは、コスト増、ダウンタイム延長、工具損傷の可能性につながります。早期警告サインを見つけ、それを徹底的に記録することで、土壇場の緊急呼び出しを調整されたサービス依頼に変え、混乱と費用の両方を削減できます。.
油圧オイルはプレスブレーキの生命線であり、人間の血液と同じように、適切な粘度で流れる必要があります。寒い朝のシフト開始時には、そのオイルが濃くなり流れが遅くなり、ポンプに負荷をかけ、シールが設計されたクリアランスに膨張する前に高圧を受けることになります。これは単に動作が鈍くなるだけでなく、シールリップに微細な裂け目を生じさせたり、冷たく脆いエラストマーに永久的な圧縮損傷を与えることがあります。一度劣化が始まると、元に戻すことはできません。シールは圧力保持能力を失い、内部漏れが増加し、ラムの動きが不安定になります。.
ウォームアップを省略することは絶対にできません。負荷をかけず低圧でプレスブレーキを2〜5分間サイクルさせるだけで、オイル温度が潤滑に適した範囲に上がり、摩耗を引き起こす代わりに効果的に潤滑できるようになります。このステップを怠ると、シール寿命が数か月短くなり、部品予算と生産時間を消耗する高額な修理に追い込まれます。冬のプレスブレーキはアスリートと同じように扱ってください—ストレッチせずに全力疾走はしないでしょうし、油圧システムも同じケアを必要とします。.
各シフトの開始時には、機械を優しく「目覚めさせ」ましょう。ラムを全行程でサイクルさせ、オイルを均一に温め、動きが滑らかになるのを感じてください。それが、シールが抵抗をやめ、システムと調和して働き始める瞬間です。.
多くの工場はグリースメンテナンスを徹底していると主張しますが、実際にはマニュアルを見ないとプレスブレーキの全てのゼルクフィッティングを特定できないオペレーターも少なくありません。問題は故意の怠慢ではなく、隠れたフィッティングがガードの裏に隠れていたり視界から遮られていたり、より目立つ潤滑ポイントに隠れてしまうためです。バックゲージリードスクリューブッシング、古い機種のサイドガイドレール、下梁のピボットポイントは、この見落としの被害者になりやすい箇所です。.
解決策は潤滑マップです。特定のモデルに合わせた耐久性のあるラミネート図で、全てのグリースフィッティングと潤滑ポートを明確に表示し、機械に直接掲示します。各ポイントにID番号と適切なグリース仕様を割り当てます。シフト開始時のこの作業を、フィッティングにアクセスできない場合やサービスできない場合に生産を停止する権限を持つオペレーターに任せます。推測なし、遅延なし—一貫した正確な潤滑だけです。.
特に前のシフトが見落としたフィッティングを確実にサービスしてください。たった一箇所の潤滑を怠るだけで、摩耗の連鎖反応が始まります。乾いた金属が固着し擦れ、粒子を生成して他の可動部に移動します。見落とした潤滑ポイント一つで修理コストが倍増し、その摩耗がシステム全体に広がります。潤滑マップは、潤滑を希望的習慣から、測定可能な日々の成果へと変えます。.
ミルスケールは、曲げ加工中に鋼から剥がれ落ちる硬く脆い酸化層です。プレスブレーキのレールやガイドに落ちたチップは、潜在的な損傷の出発点となります。放置すると、これらの破片は振動によって粉砕され、残留オイルやグリースと混ざって研磨剤となります。この研磨剤はレールの動きに伴って移動し、精密な表面に微細な溝を刻み、バックゲージの精度を狂わせ、工具の据え付けを損ないます。.
解決策は、最初の作業前に乾拭きすることです。清潔な手袋を着けた素手で、布を用意し、レール、ガイド、工具座を指でなぞります。粒状物を検知し、熱と動きで金属に埋め込まれる前に除去します。この習慣は、機械を「見栄え良く」保つためではなく、研磨粒子が滑走面に侵入するのを防ぐためのものです。.
これをシフト開始時のルーチンに取り入れたオペレーターは、目に見える成果を得ています。ゲージ精度は月ごとに安定し、サイクル時間は信頼性を維持し、レール摩耗による故障はほぼゼロになります。一度、指先でレールがザラつきから完璧に滑らかに変わる感触を経験すれば、二度とこの工程を省くことはないでしょう。.
どの工場でも、ダウンタイムは気づかれずに始まることがあります—始動時に冷たいシールが硬化したり、隠れたゼルクフィッティングが乾いたり、レールに粒状物が静かに蓄積したりします。シフト開始の儀式は、これらの問題を簡単に防げる段階で露わにします。今日対処すれば、明日の生産はすでに守られています。.


















