

5×10の10ゲージステンレス板は、「重い」とは感じないかもしれない——ただし、120トンのラム圧が降りてくるときに尻端を支えているのが自分自身だった場合は別だ。.
私は、サイクルの途中でたわんだ板に体重を預ける男たちを見てきた。コンクリートの床でブーツが滑りながら、プレスブレーキが気にも留めず動き続ける間、曲げラインを正確に保とうとしていた。部品は微妙にねじれて仕上がる。みんなタイミングのせいにする。あるいは経験不足のせいに。.
でも、もし機械と補助が最初から互いに戦っていたとしたら?
厚さ6 mmの3メートルの軟鋼板が、2本の静的な支持アームの上に載って静止しているときは安定して見える。サイクルを開始すると、ラムが接触する前に重力が支配を始める。反対側の端が数ミリ下がる。オペレーターは持ち上げて補正する。ブレーキはプログラムされた速度で下降し続ける。.
そこで働く力は3つ:重力が下に引き、オペレーターが上に押し、ラムが曲げの中立軸を押し通す。.
それは曲げ加工ではない。綱引きだ。.
スクラップ箱: あるシフトで12枚の8フィートのアルミパネルをスクラップにしたことがある。すべてのフランジに1.5度のばらつきがあった。同じプログラム、同じ工具セット。唯一の変数は、2人のオペレーターが90トンサイクル中に静的な支持を「助けよう」としていたことだ。私たちはその板材に二度支払った——一度は材料費として、もう一度は再加工の労務費として。.
その代償は最初の部品では目に見えない。疲労、微調整、そして説明のつかない公差の徐々なズレの中に現れる。.
では、板材が本当に変形しているのか——それともオペレーターが機械との競争に負けているだけなのか?
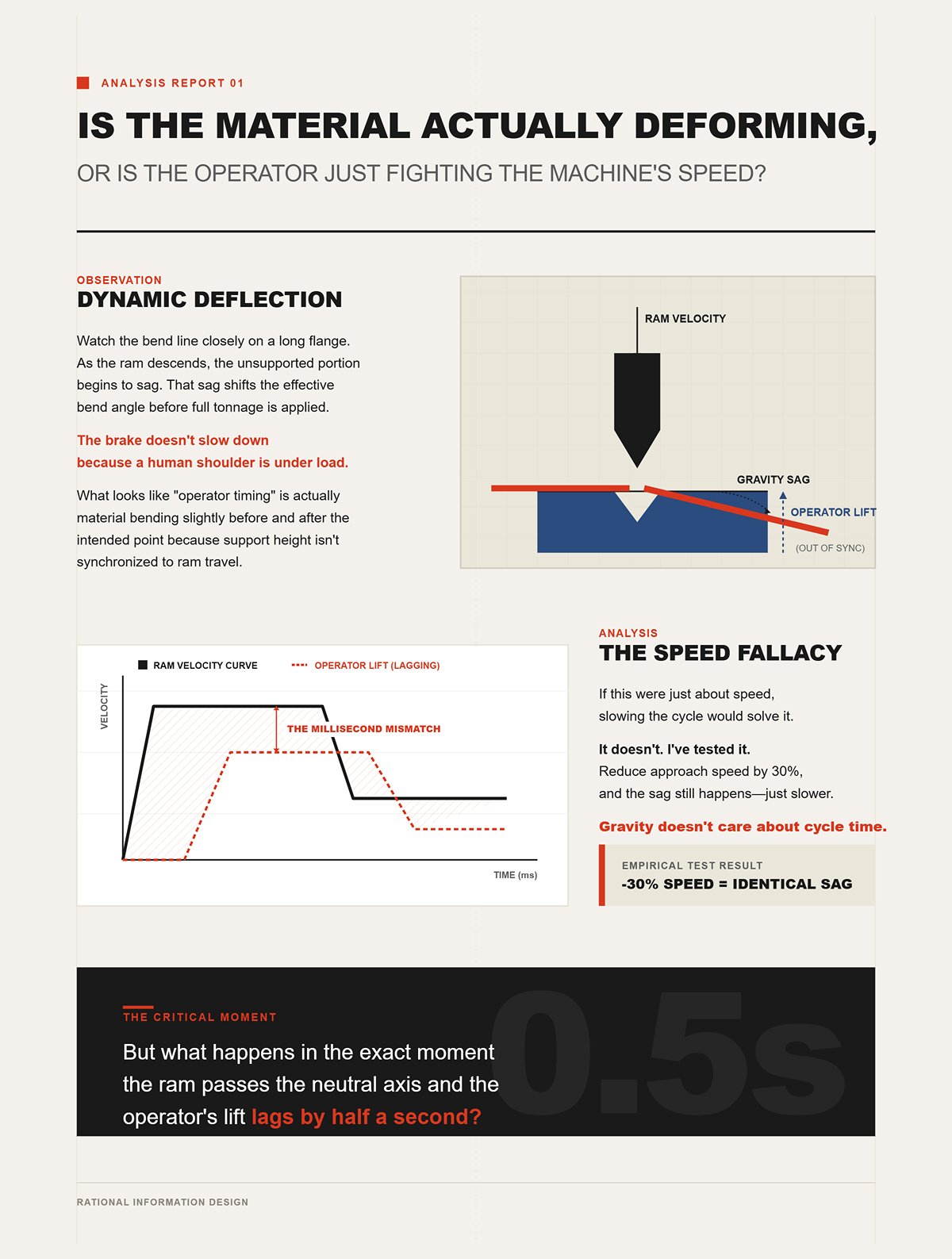
長いフランジの曲げラインをよく見てほしい。ラムが下降すると、支持されていない部分がたわみ始める。そのたわみが、全圧力がかかる前に有効な曲げ角度を変えてしまう。オペレーターはそれに対抗して持ち上げるが、ラムの速度曲線にミリ秒単位で同期することはできない。.
人の肩に負荷がかかっていても、ブレーキは減速しない。.
「オペレーターのタイミング」に見えるものは、実際には動的たわみ——支持高さがラムの動きと同期していないため、材料が意図したポイントの前後でわずかに曲がっているのだ。.
もしこれが速度だけの問題なら、サイクルを遅くすれば解決するはず。しかし、そうはならない。私は試した。接近速度を30%減らしても、たわみは依然として起こる——ただ遅くなるだけだ。重力はサイクルタイムなど気にしない。.
ここで多くの工場が思考を止める。訓練の問題だとして片付ける。.
しかし、ラムが中立軸を通過し、オペレーターの持ち上げが半秒遅れたその瞬間には何が起きているのか?
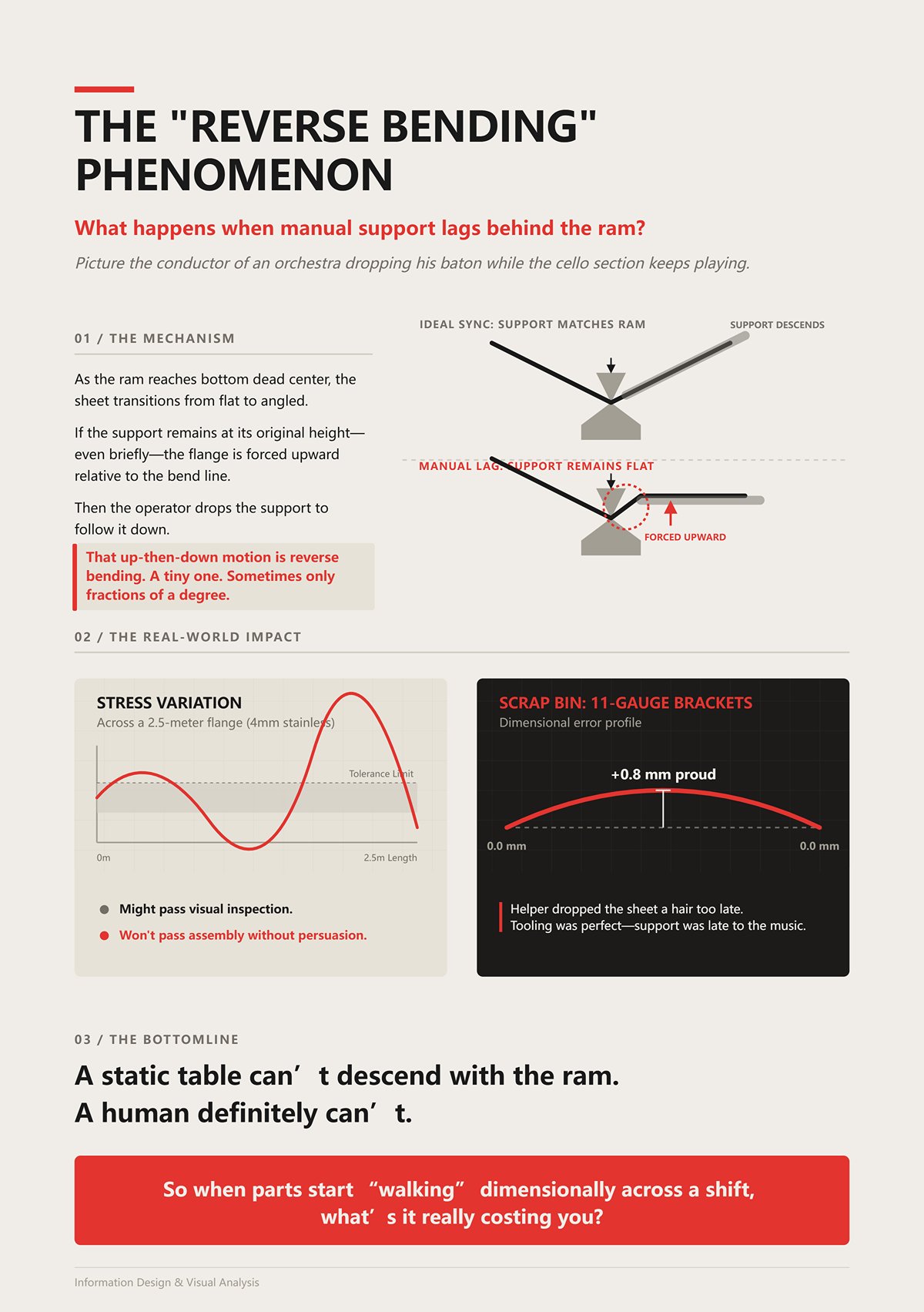
指揮者がタクトを落としてしまうのに、チェロのセクションが演奏を続けているところを想像してみてほしい。これが手動支持の遅れだ。.
ラムが下死点に到達すると、シートは平らな状態から角度のついた状態へと移行します。支持台が元の高さにとどまったまま(ほんの一瞬でも)であれば、フランジは曲げ線に対して上方へ押し上げられます。そしてその後、オペレーターが支持台を降下させてシートの動きに追従させます。.
その「上げてから下げる」動作が逆曲げです。ほんのわずかな、場合によっては数分の1度ほどの動きです。.
それを4 mm厚のステンレスで2.5メートルのフランジ全体にわたって行うと、長手方向に応力のばらつきを生じさせます。外観検査には合格するかもしれません。しかし組立では、手を加えなければ合いません。.
スクラップ箱: 11ゲージの炭素鋼ブラケットで、端部の寸法は完璧だったのに中央が0.8 mm高くなっていたのを見たことがあります。助手がシートをほんの少し遅れて下げたためです。私たちはそれをトーチで焼き切ってやり直しました。工具が間違っていたからではなく、支持が「リズム」に遅れたからです。.
静止したテーブルはラムとともに下降することはできません。人間も確実に無理です。.
では、部品がシフト中に寸法的に「歩き始める」とき、本当のコストは何でしょうか?
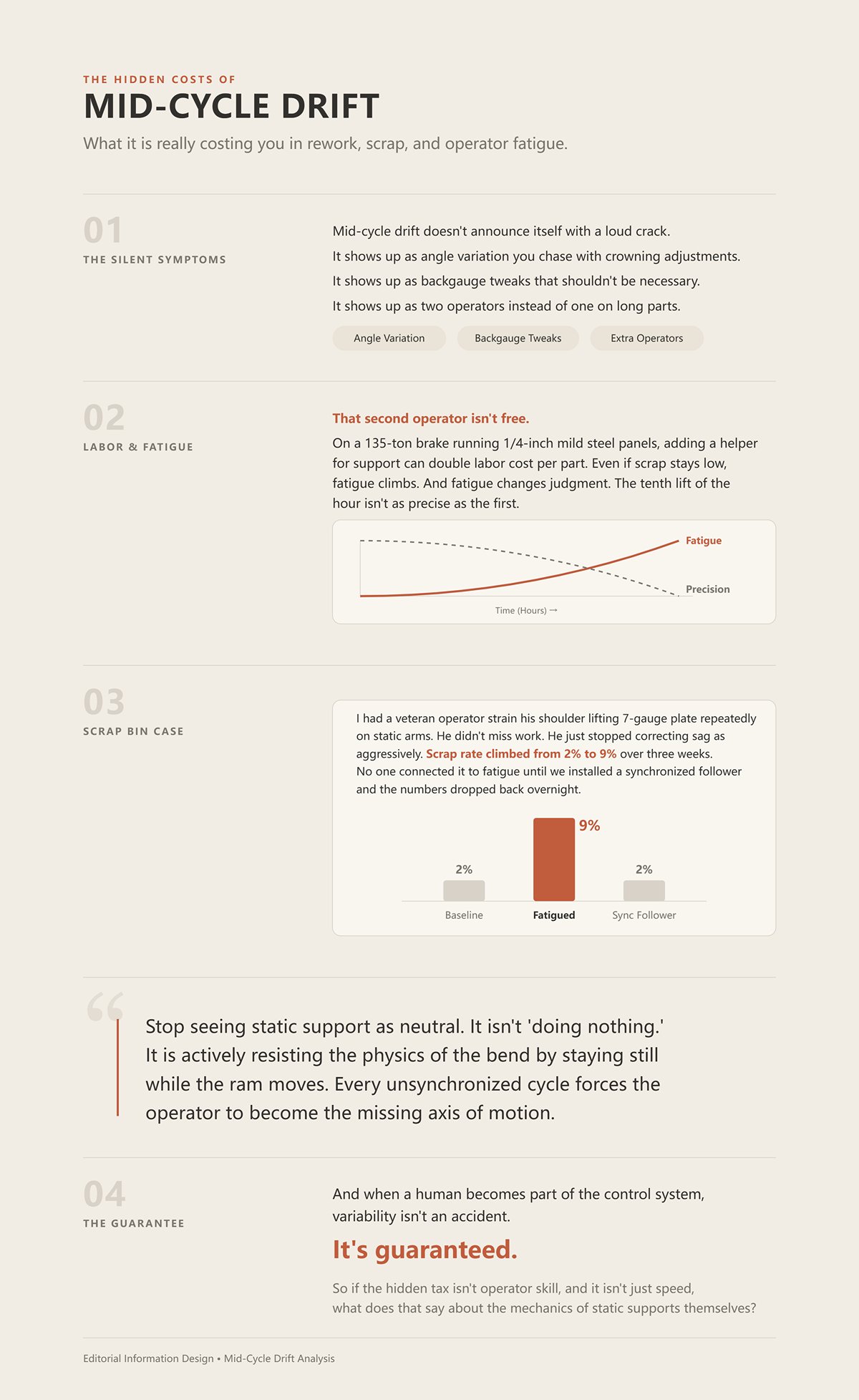
中間サイクルのドリフトは大きな音を立てて現れるわけではありません。クラウニング調整を追いかける角度のばらつきとして現れます。不要なバックゲージの微調整として現れます。長尺部品でオペレーターを一人増やす必要が出る形で現れます。.
その二人目のオペレーターは無料ではありません。.
135トンのベンダーで1/4インチの軟鋼パネルを曲げる場合、支持のために助手を追加すると、部品あたりの労務コストが倍になります。スクラップが少なくても、疲労は増大します。そして疲労は判断力を変えます。1時間に10回目の持ち上げは、最初の持ち上げほど正確ではありません。.
スクラップ箱: ベテランのオペレーターが、静止したアームで7ゲージの板を繰り返し持ち上げて肩を痛めたことがありました。彼は欠勤しませんでした。ただ、たるみを修正する動作が少し甘くなりました。スクラップ率は3週間で2%から9%へと上昇しました。疲労が原因だとは誰も気付きませんでしたが、同期式フォロワーを導入した瞬間に数字は一晩で元に戻りました。.
ここでしてほしい認識の転換があります。
静止した支持を「中立」と見なすのをやめてください。.
それは「何もしていない」のではありません。ラムが動く間、静止していることで曲げの物理法則に逆らっているのです。同期していないサイクルごとに、オペレーターが失われた軸の代わりを強いられます。.
そして人間が制御系の一部になった瞬間、ばらつきは偶然ではなくなります。.
それは確実に起こります。.
では、隠れた負担がオペレーターの熟練度でもスピードでもないとすれば、それは静止支持自体のメカニズムについて何を物語っているのでしょうか?
135トンの油圧ベンダーで3メートルの4 mm厚ステンレス板を曲げる際、ラムの最初の50 mmの動きを観察してください。パンチはまだ完全に噛み合っていません。シートはほとんど平らな状態です。静止した前方アームは一定の高さに固定されています。重力がすでに自由端を引き下げています。.
オペレーターの手が上がるのは、トン数が上がる前だ。.
これが目に見える設計上の欠陥だ。静的なサポートは自由度が一つしかない―手動で設定した際の上下だけだ。ラムにはプログラムされた速度曲線、位置フィードバック、そして百分の一ミリ単位で測られる繰り返し精度がある。サイクルが始まれば、意図的に動いているのはそのうち一つだけ。.
部品はわずかにねじれて出てくる。.
スクラップ置き場:私は昔、固定アームを使って10ゲージの炭素鋼―2.4メートルのフランジ―を曲げたことがあった。接近速度を落とし、トン数の増加を抑え、クラウニングも調整した。最初の5部品は問題なかった。15部品目で、一端の角度が0.6度高くずれていた。プログラムは何も変えていない。変わったのは、疲労が出始めたときにオペレーターがどれだけ積極的に持ち上げたかだ。「サポートシステム」は人間の背骨だった。.
静的アームは助けないだけでなく、CNCが既に制御していると思っている制御ループをオペレーターに閉じさせる。これで一つの板に二つのコントローラーが作用することになる:曲げ線を下へ押すブレーキと、自由端を持ち上げるオペレーター。彼らは同期しておらず、これからも同期することはない。.
でも、もし機械と補助が最初から互いに戦っていたとしたら?
ブレーキが中間ストロークを加速すると、フランジが形成され始めるにつれて板の重心が移動する。サポートへの荷重は動的に変化する。静的アームはその変化を予測できない。380 kgまで対応可能な基本的な空圧ユニットでさえ、ラム位置に合わせて上下するように作られている。それは逆曲げを完全に排除するわけではない。人間の推測による逆曲げを減らすのだ。.
一方が位置制御で、もう一方が筋肉制御なら、毎秒20 mmで行われる議論はどちらが勝つと思う?
一般的なセットアップを考えてみよう。6 mmの軟鋼、48 mmのVダイ開口部―多くの工場が従う板厚の8倍ルールの範囲内だ。ポンチがVに降下すると、板は空中の仮想線を中心に回転するわけではない。ダイの肩の接触点を中心に回転する。その支点位置はダイの形状によって固定されている。.
典型的な静的前方サポートを見てみよう。アームは機械フレームにボルトで固定されたブラケットから支点を持ち、多くの場合ダイラインの前方300~600 mmだ。もし可動弧があるとしても、その動きはV開口部の形状とは何の関係もない。.
その二つの弧は同心円ではない。中心を共有してすらいない。.
スクラップ置き場:私たちは2.5メートルの長さで1/4インチのアルミ縞板を60 mmのVダイで曲げた。静的テーブルは開始時に水平だった。フランジが形成されると、板の自然な回転はダイの肩を追う形になった。固定されたテーブルはフランジをわずかに持ち上げさせ、その後降ろさせた。その結果、フランジ全長に沿って1.2 mmの反りが生じた。私たちは材料の記憶のせいにしたが、原因は幾何学的な衝突だった。.
サポートの有効支点がダイの支点ラインを追従していない場合、板は二度曲げられている―一度はダイの周りで意図通りに、もう一度はその回転に抵抗するサポートによって。二度目の曲げは小さい。度数にするとわずかだ。しかし3メートルでは、そのわずかがミリ単位になる。.
アクティブフォロワーは、ラムの動きに合わせて垂直方向に移動し、板がダイの周りを回転する際の変化する接線近くの接触を維持するよう設計されている。すべての幾何学的要素―ダイ幅、板幅、フランジ長さ―を魔法のように揃えるわけではないが、静的アームが強制する固定された衝突弧を排除する。.
工場現場の結論:サポートの支点の幾何がダイの支点の幾何と一致していないなら、長いフランジごとに逆応力を作っていることになる。.
たとえ幾何が二重曲げ効果を説明しても、タイミングが関わるとどうなるだろう?
アプローチよりも中間ストロークで速く動く機械式プレスブレーキを考えてみよう―古いフライホイール駆動機にはよくあることだ。ラムは、下死点の直前20 mmを一瞬で移動することがある。その速度曲線は予測可能で、再現可能だ。.
静的サポートには速度プロファイルがゼロだ。人間が反応するまで静止している。.
しかし、ラムが中立軸を通過し、オペレーターの持ち上げが半秒遅れたその瞬間には何が起きているのか?
その半秒でCNC精度は死ぬ。.
板は中立軸(厚みの中で伸びも圧縮もしない層)の周囲で弾性変形から塑性流動に移行します。そのポイントを通過すると、フランジ角度が急速に変化します。もし支持高さが同調して下がらなければ、フランジが一時的に持ち上げられすぎます。操作者が手を下ろすと、材料は長さ方向に不均一にスプリングバックします。.
スクラップ置き場:90トンブレーキで7ゲージのプレートを曲げる際、自由端を水平より高く事前に持ち上げてたわみを補正しようとしました。短いフランジでは「うまくいきました」。しかし2.8メートルの部品では、わずかな材料厚さのばらつきによって中央が端より数ミリ秒早く中立軸に達しました。支持補正がすでにタイミングを外していたのです。40個の部品にわたって0.9度の不一致を追い続けた末、問題はトン数ではなく遅れだと認めました。.
機械を遅くすることはできます。重力は依然作用します。操作者を訓練することはできます。反応時間は依然変動します—通常、負荷下での視覚-運動反応は200〜300ミリ秒です。ブレーキは気にしません。.
同期式フォロワー—空気式でもサーボ式でも—は垂直動作を人的感覚ではなく、ラム位置に結びつけます。確かにセットアップは必要です。確かに、接触LEDインジケーターなどのシステムで接触を確認する必要があります。存在は接触と同じではありません。しかし一度接触が確認されれば、その速度は機械の指令通りの動きと一致します。.
±0.01 mmのラム再現性が可能なCNCブレーキで、人間のタイミング±の静的アームに頼ることは倹約ではありません。それは破壊行為です。.
作業現場の結論:サポートがラムの位置と速度に一致できないなら、CNCの精度はダイラインで止まり、それ以降はすべて当てずっぽうになります。.
数ヶ月前、最新のCNCブレーキで3/16インチのアルミ曲げを計測しました。接近からボトムまで、ラム最後の18 mmの移動は0.6秒かかりました。遅くもなく、激しくもなく。ただ、フォロワーが躊躇すればすぐに板がそれを感じるくらいの速さです。.
それが基準です。フォロワーがこの0.6秒の下降をオーバーシュートや遅れなしに追えないなら、それはサポートではなく遅延干渉です。.
静的アームはすでにこの戦いに敗れています—動かないからです。では、本当の質問はより微妙です。ラムがリアルタイムで加速、減速、補正する時、どの駆動がテンポを維持しながら独自のタイミング問題を作らずに済むのでしょうか?
ラムを指揮者と考えてください。フォロワーの仕事は一つ—完璧なテンポで演奏すること。空気式とサーボ式システムは両方ともそれができると主張します。推測なしでそれをこなすのは一方だけです。.
4フィート幅の10ゲージステンレスのブランク、短い25 mmのフランジ、タイトなVダイ。重心が低く、回転が最小。この狭い条件では、水平に設定された固定アームがまともに機能するかもしれません。.
しかし、その部品を2.5メートルに伸ばし、フランジを120 mmにするとどうでしょう。曲げが形成されるにつれて部品の質量は外向きに振れます。回転は中立軸付近で加速します。サポートはダイ接触に対して制御された弧を描いて下降しなければなりません。固定アームはまったく下降しません。.
スクラップ置き場:11ゲージ冷間圧延鋼のブラケットを300 mm幅で加工しました。最初の20個は静的アームで問題なくいきました。次に作業が変わり—同じ厚さですが1.8メートルの長さに。8個目で遊離端に1.4 mmのねじれが発生。トン数も工具も変わっていません。変わったのは長さだけ。アームが弱かったからではなく、形状とタイミングが拡大したのに固定アームは動きを変えなかったからです。.
機械式アームは「単純な自動化」ではありません。ゼロ自動化です。曲げ速度、板重量、フランジ長が狭い範囲に収まることを前提とします。生産作業—とくに高混合の工場では—その範囲に長くとどまることはほとんどありません。.
作業現場の結論:固定サポートは短く、再現性のある部品なら耐えられますが、長さ、速度、回転が変わった途端に材料を保護できなくなります。.
ここで動きを追加します。空気式フォロワーは、圧縮空気がシリンダーを押してサポートテーブルを上下させます。理論上は、バルブ信号をラム位置に結びつければ同期が取れるはずです。.
実際には、空気は圧縮します。.
重要なポイントです。ラムがストローク途中で加速すると、制御バルブが開いてシリンダーから空気を排気し、テーブルが下がります。しかし内部の空気は瞬時に排出されません。ホース径、レギュレーターの流量、そして作業場の空気圧の変動—朝は95 psi、レーザー3台が稼働すると82 psiへ—が応答時間を変えます。.
大きな遅れは見えません。柔らかな遅れが見えます。テーブルが抵抗してから応じるまでの0.1秒のクッションです。.
スクラップ事例:幅1/4インチ、長さ3メートルのアルミシートの下に380 kg対応の空圧フォロワーを設置。午前中の運転は問題なし。昼食後、コンプレッサーのサイクルが増加し、ライン圧が10 psi低下。フォロワーの下降がわずかに遅れた結果、中央で端より0.6度の過剰曲げが一貫して発生。同じプログラム、同じオペレーター、空気の動きだけが異なりました。.
圧縮空気は扱いやすく、機械的にシンプルです。電子部品が少なく、初期コストも低い。電気設備が改修されていない工場では、一部の全電動システムが要求するピーク電流を避けられます。しかし圧縮空気は、CNCラムにはない生きた変数—圧力の安定性—を導入します。.
もし最初から機械とサポートが互いに争っていたらどうでしょう。空圧では、指令は一致しても応答時間でズレることがあります。.
現場の結論:空圧フォロワーは静的アームより格段に優れますが、その速度の安定性は空気供給の安定性次第です。.
サーボ駆動フォロワーは、圧縮空気の代わりにモーターとボールスクリューまたはベルト駆動を使用します。位置フィードバックはエンコーダから得ます。ラムが0.01 mm動けば、フォロワーも0.01 mm動くように指令できます。バネのような柔らかさも、圧力減衰もありません。.
90トンプレスブレーキで、5 mmの軟鋼を40 mmのVダイで曲げるとき、ラムの速度曲線—低速接近、中間の急加速、そしてボトムへの制御減速—をプロファイルしました。サーボフォロワーは、その曲線を測定可能なエンコーダの許容範囲内で完全に追従。30個の部品で端から端までの角度変動は0.2度以内でした。.
この繰り返し精度は、フランジの平坦さが後工程の溶接に影響する場合、または仕上げ済み14ゲージのステンレスを曲げる際に、後から「修正」できない場合に重要です。.
さて、コスト面です。サーボシステムはよりクリーンな電源と高度なトラブルシューティングを必要とします。私は、専用ドライブ故障で修理費$8,500を要して停止したハイブリッドサーボ油圧ブレーキを見たことがあります。電子部品が故障すると、レンチで叩いて再稼働することはできません。.
では、それが正当化されるのはいつでしょうか?
スクラップコストが修理リスクを上回る時。部品が長く、0.5度の誤差が目視でわかる反りにつながる時。材料が高価で—例えば3/16インチの5052アルミニウムが現在の価格で—再加工ができない時。.
現場の結論:許容誤差や材料費がわずかなタイミング誤差をも罰するような場合、サーボの繰り返し精度はスクラップ削減で自己完結します。.
長さ3メートルの6 mm軟鋼板はおよそ140 kgあります。曲げ時に回転荷重が加わり、静的重量を一時的に超えることもあります。多くの空圧フォロワーは300〜400 kgの容量をうたっています。理論上は余裕があるように見えます。.
しかし定格容量は理想的な圧力と垂直荷重を前提にしています。曲げ中は板の重心が外側へ移動し、てこ作用が生まれます。シリンダーは単に重量を持ち上げるだけでなく、トルクにも耐えなければなりません。.
ラムが下死点に接近すると、荷重は急速に変化します。シリンダーが最大力に近づくと、押し戻す前に空気がわずかに圧縮されます。この微小な圧縮がフォロワーのたわみとして現れます。.
スクラップ事例:長さ2.4メートルの8 mm鋼板を、定格400 kgのフォロワーで曲げました。静的計算では安全でしたが、動作中にテーブルが曲げ途中で3 mm下がり、中央のフランジ角が端より0.8度多く閉じました。カタログ上では適正サイズでしたが、動的現実には不足していました。.
対照的にサーボシステムは、モーターのトルクと機械駆動によって位置を維持し、閉じ込められた空気ではありません。圧力変動で高さを失うことはありません。しかし重負荷時には瞬間的に高い電流を引き、電気設備の限られた古い工場ではそのピークを感じます。.
つまり、問題は単なる持ち上げ能力ではなく、荷重の変化に対する動的制御だということだ。.
現場の結論:部品が長く、厚く、またはトルクが大きい場合、書面上の空圧定格は、動作中の安定したサポートを意味しないことがある。.
駆動に関する問いは贅沢かどうかではない。それはテンポの問題だ。ラムの速度カーブ——特に3/16インチのアルミニウムでの0.6秒の下降——に追従できないフォロワーでは、同期の問題は解決しない。それを別の形に変えるだけだ。.
そして材料を変更し始めると——柔らかいアルミニウム、弾性のあるステンレス、高強度鋼——そのシート自体が、その駆動方式におけるあらゆる弱点を露わにし始める。.
長さ3メートル、20ゲージの5052アルミシートの重量は18kg未満だ。長さ3メートル、1/4インチのA36鋼板になると180kgを超える。両方を同じプレスブレーキに、同じフォロワーで載せて、「物理的に同一だ」と言えるだろうか。.
同じ議論の土俵にすら立っていない。.
アルミは早く降伏し、わずかにスプリングバックする。ステンレスは抵抗し、エネルギーを蓄えて、強く跳ね返る。高強度鋼はストロークの最後の1ミリまで粘り、そしてコイルばねのようにトルクを金型に解放する。フォロワーは単に重量を支えているのではなく、シートが曲げの間に回転し、加速し、解放される際の挙動に反応しているのだ。.
駆動が遅れれば、柔らかい材料はそれを隠す。スプリングバックに対して駆動がためらえば、高強度鋼がそれを暴く。そしてフォロワーが過剰に頑丈で遅ければ、薄板ではそれが発射装置に変わる。.
多くの工場がここで間違える。フォロワーを「キログラム」で選定し、「挙動」を忘れてしまうのだ。.
だが、材料そのものが“増幅器”になったらどうなるだろう?
22ゲージ304ステンレスを想像してほしい。長さ2.5メートルで、40mmのフランジに曲げる。シートの重量はわずか12kgだが、剛性対質量比は高い。ラムが下降すると、中立軸が内側の曲げ半径方向に移動し、自由側脚が回転し始め、慣性が支配し始める。.
しかし、ラムが中立軸を通過し、オペレーターの持ち上げが半秒遅れたその瞬間には何が起きているのか?
静止アームが5mm低い位置にあると、回転する脚が下がってアームに接触し、弾む。部品には微妙なねじれが生じる。劇的ではない。検査台でフランジがわずかに揺れる程度だ。.
それは重量の問題ではない。タイミングの問題だ。.
0.1秒の応答余裕を持つ空圧フォロワーでも、薄板では慣性が小さすぎて動作を減衰させられず、オーバーシュートすることがある。シートの加速が空気の安定化速度を上回るのだ。エンコーダ分解能で下型の高さに追従するよう制御されたサーボフォロワーは、ラムと同じテンポで動く。シートが自由落下することはなく、反発も起こらない。.
スクラップ報告:20ゲージの亜鉛メッキ鋼(3メートル長)を、500kg定格の手動スライドアーム(ポリエチレン製トップ)で運用した。40個加工したところ、6個に中央部で1.2mmのフランジ高さばらつきが出た。アームの強度不足ではない。動作が遅れたのだ。同期フォロワーに変更すると、そのばらつきはテープ計測限界以下に収まった。.
軽いシートは、強度よりも遅れを厳しく罰する。.
現場の結論:薄板では、スピードと同期がはね上がりを防ぎ、単なる持ち上げ能力は何の役にも立たない。.
では、薄い材料が俊敏さを要求するなら、重さが10倍のシートではどうなるだろう?
1/4インチのA36鋼、長さ3メートルを例に取る。重量はおよそ185 kg。これを40 mmのVダイを使い、120トンプレスブレーキで60 mmのフランジを曲げる。行程の中間で、その板の重心が外側に移動し、およそフランジ長の半分のトルクアームを生む。.
計算してみれば、単に185 kgを垂直に支えているわけではなくなる。下方に引き剥がそうとする曲げモーメントに耐えているのだ。.
500 kgまでの垂直荷重を想定した標準のスライド式サポートアームも、60 mmの回転レバーアームを加えると、リニアガイドは想定外の横荷重を受けることになる。厚板の動的回転中、アーム先端で2~3 mmのたわみを測定したことがある。そのたわみが中央角度を端部より先に閉じてしまう。.
スクラップ箱の事例:10 mmの軟鋼、2.4メートル長を、ボール転送付きの延長手動アームで曲げた。静的耐荷重は安全とされていたが、負荷をかけると片方のアームが取付ブロック部で永久的に1 mmの下向きセットを生じた。次の25部品は中央部が0.7度きつい角度になった。鋼材より先にアームが曲がってしまったのだ。.
テーブル内に搭載されるサーボ式もしくは油圧式のフォロワーは、荷重を延長カンチレバーアームではなく直接ブレーキフレームに伝える。ここではモーターよりも構造が重要だ。例えば6 mmのS700などの高張力鋼は、降伏が遅いため弾性エネルギーがより多く回転中に支持部へ反発として返るため、この問題をさらに拡大させる。.
部品設計を見直し—短いフランジや大きなR—でその負荷を軽減することもできる。優れた工場はそうしている。しかし、形状が固定されトン数が増す場合、構造の堅牢性が生死を分ける。.
現場の結論:中厚板以上になると、カンチレバー式サポートアーム自体が曲げ部材となってしまう。フレームに連結された一体型フォロワーは、たわみなくトルクを受け止める。.
たとえ重量やトルクを解決しても、もう一つの変数があなたの日を台無しにするのを待っている。.
ここで14ゲージの表面仕上げ済みステンレス、No.4研磨面に切り替える。重量は3メートルで約40 kgと扱いやすい。しかし顧客は30 mmの擦り傷一つで部品を拒否する。.
手動サポートアームはポリエチレンやブラシインサートを採用することが多い。静的な滑りには適している。しかし同期した曲げ中、板は単に滑るだけでなく弧を描く。もしフォロワーの表面摩擦が高ければ、特に下死点付近で圧力がピークになるとき、回転中に板が微視的に引きずられる。.
現場では、このような傷を荷操作業員のせいにすることがあるが、実際は荷重下での摩擦—いわゆるトライボロジー—が原因だった。.
スクラップ箱の事例:14ゲージ #4ステンレス、長さ2メートルで、鋼ローラー付き空気式フォロワーを使用した。60枚終了後、曲げに平行な微かな線状痕が現れた。ローラーは清潔だった。原因は板の回転中にフォロワーがわずかに遅れたことによる微小スリップだった。非マーキングのコーティングローラーに交換し、同期を厳密化したところ、プログラム変更なしで痕は消えた。.
優先順位はこうだ:持ち上げのタイミングがずれていれば、どんなに柔らかいブラシ板でも板は一瞬支持を失い接触して擦れる。タイミングが正確でも接触面を間違えれば、角度は保てても仕上げを台無しにする。.
どちらの欠陥が先に現れるかは材質の感受性次第。アルミは擦り傷に寛容だが角度ずれを露呈する。ステンレスは軽微な角度変化を隠すが摩擦を許さない。塗装高張力鋼はその両方を示す。.
現場の結論:表面保護部品は重要だが、持ち上げアーキテクチャの同期が取れてからの話だ。タイミングエラーは、材料選択が関与する前に部品を損傷する。.
フォロワーを板の挙動—質量、剛性、スプリングバック、表面—に合わせれば、システムはラムとテンポを合わせて動く。それを無視すれば、静的サポートで節約しているつもりが、機械と材料が顧客の前で口論することになる。.
ここで次の問題が浮かぶ:たとえフォロワーが材料に完全に適合しても、そのテンポを維持するためにはプレスブレーキと十分に連動する必要があるのではないか?
3メートルの12ゲージ軟鋼板は、あなたのフォロワーがどれだけ高価に見えるかなんて気にしません。気にするのは、そのフォロワーが、今からラムが0.2秒以内に40mm/秒の接近速度から8mm/秒の成形速度へ加速することを知っているかどうかです。.
私は、ラムが0.6秒で150mm落下するプレスブレーキの後ろに立っていたことがあります。フォロワーは見事にリフトしました—ただし遅かった。部品には微妙なねじれが出ます。リフトが弱かったからではありません。推測していたからです。.
それが分岐点です。あなたのフォロワーは事後に感知した動きに反応しているのか、それともコントローラーが次に起こることを知らせて動いているのか。
でも、もし機械と補助が最初から互いに戦っていたとしたら?
135トンのCNCブレーキが、2.5メートル長の10ゲージステンレスに5曲げシーケンスをかける様子を思い描いてください。ラム位置は、百分の一ミリ単位でリニアエンコーダーによって追跡されます。コントローラーは既に曲げ余裕、工具高さ、材料のスプリングバック補正、そして下死点に入る前に減速する正確なタイミングを把握しています。.
ここで、ラム位置を近接センサーで読み取り、独立したPLCで動作するスタンドアロンフォロワーを取り付けます。.
ラムがどこにあるかは分かります。ラムがどこへ行くのかは分かりません。.
その違いこそが全てです。.
完全にネットワーク化されたシステムでは、フォロワーはラムと同じ位置指令を受け取ります。コントローラーが高速接近から成形速度に切り替えるとき、フォロワーのサーボは同じ制御ループ内で切り替わります—閉ループとは、両軸がエンコーダーのフィードバックに基づいて絶えず補正を行うことを意味します。彼らは位置だけでなく意図を共有します。.
スタンドアロンのレトロフィットでは、フォロワーは動きを待ってから反応します。100~150ミリ秒の遅れでも、減速中に3メートル板が中央で4~6mm下がるのに十分です。薄い16ゲージアルミでは、その下がりはラムの減速時に跳ね返ります。8mm厚板では、そのトルクは曲げラインに伝わり、中央の角度を締めます。.
スクラップ置き場:ラムの動きとのみ連動するリニアスケールタップを備えたレトロフィットフォロワーで、3mm304ステンレス、3メートル長を加工しました。端部の角度は±0.3度で保持されましたが、中央は30部品の間で0.8度きつくなりました。フォロワーが弱かったわけではありません。すべての速度変化で遅れていたのです。.
ラムが次に何をするかフォロワーが知らないなら、常に反応している状態です—そして反応こそが部品の寸法を狂わせる原因です。.
現場の結論:タイミングが重要である限り—そしてそれは常にそうです—フォロワーはCNCの制御ループを共有しなければならず、後から追いかけてはいけません。.
では、そのような通信ができるよう設計されていない古い油圧ブレーキはどうでしょうか?
1998年製の油圧ブレーキを例にとりましょう。基本的なNC制御のみで、オープン通信プロトコルもサーボバスもなく、ラム深さストップとバッケージ位置決めだけ。スタンドアロンフォロワーを自分のコントローラーと共に取り付け、各曲げステップごとの位置を保存できます。.
試作品のラン—10個の部品、単一曲げ—では問題なく動きます。フォロワーは設定高さまで持ち上げ、保持し、落とします。動きのプロファイルが単純なため精度も比較可能です。.
では11ゲージの熱延鋼、2.8メートル長を使い、異なるダイ高さと可変フランジ長を持つ4ステーションセットアップを稼働させます。.
ライブ曲げデータ—リアルタイムのラム速度、工具高さオフセット、動的角度補正—なしでは、作業者は各ステーションごとに手動でフォロワー高さをリセットするか、接近速度と成形速度が同一であるという前提の保存値に頼るしかありません。トン数や材料バッチの変化はタイミングの窓をずらします。.
ラムが中立軸を通過する正確な瞬間に、作業者のリフトが0.5秒遅れたら何が起こるでしょうか?
古い油圧機では、ラムの速度は油温や負荷によって変化します。独立型のフォロワーが12 mm/秒の成形速度を想定していても、寒い朝には9 mm/秒になることがあります。その速度差3 mm/秒が80 mmのストロークに渡ると、最も重要な回転段階での支持が同期しなくなるのに十分です。.
スクラップ置き場:160トンの油圧ブレーキにフォロワーを後付けし、2.4メートルの長さで6 mm厚のA36鋼を曲げました。朝のシフトでは部品は一貫していましたが、昼食後に油が温まりラム速度がわずかに上昇すると、中央の角度が0.6度開きました。プログラムは何も変更していません。フォロワーのタイミングウィンドウが変わったのです。.
独立型ユニットは追いつけるか?はい—作業が単純で低量かつ許容範囲が広ければ可能です。.
しかし、曲げ順序が積み重なり、工具の高さが変わり、トン数が変動すると、保存された位置は仮定になります。鋼材における仮定は高くつきます。.
作業場の結論:独立型の後付けは予測可能で単純な作業では生き残れますが、複雑な多段曲げの作業では盲点がすぐに露呈します。.
そしてその盲点はタイミングだけに関係するものではありません。.
3メートルに渡って4つのダイステーション—20 mm V、40 mm V、ヘミングダイ、そして端に高いグースネックパンチ—が設置されたブレーキに歩み寄ってみてください。これは現場のショップが頻繁な分解なしで混合部品を扱う方法です。.
ここに、使用していないときに下型から400 mm後ろに駐車するフォロワーを加えてみましょう。.
もしCNCとステーション位置の情報をやり取りしないなら、安全なデフォルトはひとつ—低くして邪魔にならないようにすることです。つまり曲げの合間には完全に引き込み、次に所定の高さまで再び上昇する必要があります。各サイクルで動作時間が増え、再エントリーのタイミングがずれるリスクが高まります。.
完全にネットワーク化されたシステムは、フォロワー位置を曲げプログラム自体に結びつけます。オペレーターがステーション3を選択すると、コントローラーはすでにダイの高さを把握し、工具を避けつつも作業高さから10~15 mm以内の同調待機位置にフォロワーを指示します。推測は不要です。全ストロークのリセットも不要です。.
スクラップ置き場:独立型のセットアップで、14ゲージの塗装鋼を30 mm Vとヘミングダイで交互に曲げました。フォロワーは工具衝突を避けるためにステーション間で完全に下げる必要がありました。サイクル時間はほぼ倍増しました。さらに悪いことに、タイミングのずれで再上昇時にダイの肩に当たり、フォロワーアームを傷つけてしまいました。.
フォロワーがステーションのロジックに統合されていない場合、それは動く障害物になります。オペレーターはフォロワーを扱いやすくするために多ステーションセットアップを避けるようになり、それは後付けのはずだった効率性を殺してしまいます。.
作業場の結論:フォロワーが工具マップを知らない場合、サイクルを遅くするか衝突するかのどちらかでしょう。.
統合はソフトウェアだけではありません。電力と動作の結びつき方も関係します。.
私は2つの一般的な後付け構造を見てきました。.
ひとつ目:ブレーキフレームにボルトで固定された電動サーボフォロワーで、別電源で動き、タップ信号や外部スケールからラムの動きを読み取るもの。.
ふたつ目:ブレーキの油圧回路に比例バルブで連動して動く油圧式フォロワー。.
電動サーボは紙上では精度が高い—エンコーダ分解能、プログラム可能な速度。しかしブレーキの主制御バスに結びついていなければ、並行して動くのみで一体化はしません。コントローラーが2つ、フィードバックループも2つ。負荷が急上昇した時—例えば8 mm厚板をほぼ最大トン数で曲げる場合—ブレーキは角度制御のためラム位置を微調整する一方、フォロワーは予定された経路を続けます。この不一致は中間部の角度変動として現れます。.
油圧ピギーバックはオイルを共有しているため「自然に同期している」ように感じられます。しかし、CNCを介して電子的に流量が制御・調整されない限り、メインシリンダーの圧力変化がフォロワーへの流量を変化させます。高トン数時には、サポート需要がピークに達する瞬間にフォロワーの上昇速度が低下することがあります。.
スクラップ事例: 200トンプレスに接続されたサードパーティの油圧フォロワーは、3mmアルミでは完璧に動作していました。しかし、ほぼ容量いっぱいの10mm S355に切り替えると、成形中にフォロワーの上昇速度が低下。2.5メートルの部品の中央が、追いつく前に5mm沈みました。長さ全体で角度は0.7度の差。オイルラインは共有されていましたが、タイミングは共有されていませんでした。.
彼らが失敗するのはどこか?最高負荷で最速の意思決定が求められる瞬間—ラムが調整、減速、または補償を行う時です。.
完全にネットワーク化されたシステムでは、フォロワーは同じアーキテクチャ内の別の制御軸となります。一人の指揮者。ひとつのテンポ。ラムが速度を変えると、フォロワーも同じ命令を受けて変化します。.
工場の評価: 成功を決めるのは電気か油圧かではなく、共有された制御ロジックです。それがなければ、一枚の板の上で二台の機械を動かしているようなものです。.
だから今の疑問は、フォロワーがあれば便利かどうかではありません。材料の挙動と機械のアーキテクチャが真の統合を要求するのか、それとも反応だけで済ませられるのかということです。.
| セクション | 内容 |
|---|---|
| トピック | 電気 vs. 油圧統合: サードパーティの後付けがよく失敗する理由は? |
| 一般的な後付けアーキテクチャ 1 | プレスフレームに取り付けられた電動サーボフォロワーで、別電源で駆動し、タップ信号または外部スケールを通じてラムの動きを読み取る。. |
| 一般的な後付けアーキテクチャ 2 | 比例弁を使用してプレスの油圧回路にピギーバック接続する油圧フォロワー。. |
| 電動サーボ – 強み | 高い理論精度(エンコーダ分解能、プログラム可能な速度)。. |
| 電動サーボ – 弱み | メイン制御バスに統合されていない場合、別のコントローラとフィードバックループで並列に動作します。高負荷(例: フルトン数近くの8mmプレート)ではプレスの微調整によってミスマッチが発生し、中間部で角度変動を引き起こすことがあります。. |
| 油圧ピギーバック – 強み | 共有された油圧オイルシステムにより自然な同期感がある。. |
| 油圧ピギーバック – 弱み | CNCにより電子的な流量制御が調整されない場合、メインシリンダーの圧力変化がフォロワーの流量に影響します。高トン数時には、サポート需要がピークに達する瞬間に上昇速度が低下することがあります。. |
| スクラップ事例 | 200トンのブレーキにサードパーティ製油圧フォロワーを装着し、3mmアルミでは良好な性能を発揮した。10mmのS355をほぼ最大容量で加工する際に切り替えると、成形中にフォロワーの上昇が遅くなった。2.5メートルの部品が回復するまでに5mm下がり、角度変動は0.7°に達した。油ラインは共有していたが、タイミングは同期していなかった。. |
| 故障ポイント | 故障は最大負荷時かつ最も素早い意思決定が必要な瞬間に発生する——ラムが調整、減速、または補正する時である。. |
| 完全ネットワーク化システム | フォロワーを同じアーキテクチャ内で制御軸として統合する。1つの制御システムと同期したコマンド。ラムの速度変化とフォロワーの応答が同時に発生する。. |
| 工場現場での結論 | 成功は制御ロジックの共有にかかっている——システムが電気式か油圧式かではない。統合がなければ、それは実質的に1枚のシートを2台の機械で扱っているようなものだ。. |
| 核心の質問 | フォロワーがオプションかどうかではなく、素材の挙動と機械のアーキテクチャが真の統合を必要としているのか——あるいは反応型の運用で許容できるのかである。. |
完全統合型のフォロワーを選ぶのは、印象的だからではない。.
素材、機械、そして生産構成が他に安定した選択肢を残さないから選ぶのだ。.
重要なのは目に見えない部分だ。転換点は重量だけではない。板の質量、たわみ、曲げのシーケンスが、人や反応型サポートがリアルタイムで補正できる限界を超えるときだ。その瞬間、同期はアップグレードではなく基本的な工具になる。.
では、あなたの工場ではその境界線はどこにあるのか?
3.0メートルの10ゲージA36のブランクを考えてみよう。およそ38kg/平方メートル。幅1.5メートルで、最初の曲げの前に170kg以上を保持している。この板は単に重いだけではなく、回転時にエネルギーを蓄える。.
ラムが中立軸を過ぎて駆動すると、中央部は落ち込みたくなる。それは操作員が弱いからではない。重力は常に一定で、鋼には記憶があるからだ。.
直線ガイド上に380kg対応の静的前方サポートはその負荷を支えることができる。LED接触インジケーターで光り、滑らかにスライドできる。しかし回転を予測することはできない。板が動くまで待ち、その後に反応する。.
廃材箱:2.8メートルの8ゲージS355を板重量を大幅に上回る耐荷重を持つ重仕様静的サポート付きのブレーキで加工した。容量が問題ではなかった。曲げの途中で中央部が6mm下がり、操作員とサポートが補正するまでに時間がかかった。端部の角度は正確だったが、中央の角度は0.9度開いた。サポートを過負荷にしたわけではなく、その反応速度を上回ったのだ。.
次に、1.2メートルの2mm厚304ステンレスに切り替える。総重量25kg未満。高精度角度制御を備えた電動プレスブレーキでは、たわみは最小で、回転も穏やか。操作員は指先でガイドできる。.
同じ工場でも、物理的な問題は全く異なる。.
作業現場の判定:シートの質量と柔軟性によって中間曲げ時に人間が瞬時に打ち消せない回転が生じる場合、あなたが求めているのは持ち上げ能力ではなく、同期性です。.
しかし、材料は単独で作用するわけではありません。それは、それ自体の限界を持つ機械の中で曲げられます。.
固定ストローク深さで高速の単発部品を実行する機械式プレスブレーキは予測可能です。ストロークタイミングが変わることはほとんどありません。1日中3 mmアルミブラケットを曲げるなら、ラム位置に連動した独立型サーボフォロワーで十分に追従できるかもしれません。.
しかし、その同じフォロワーを動的クラウニングとリアルタイム角度補正を備えた最新の油圧機に取り付けると、状況は変わります。ラムはストローク中に速度を調整し、スプリングバックを補償し、深さを微修正します。.
フォロワーが同じ制御ループ内にいなければ、それは推測しているにすぎません。.
スクラップ箱:角度補正を有効にした220トン油圧機で、6 mmの304ステンレスを曲げるためにサーボフォロワーを後付けしました。重い曲げ中、CNCは目標角度に到達するために下死点付近でラムを減速。フォロワーは遅延したアナログ信号を読み取り、プログラムされた上昇を続けました。その結果、部品がダイの肩から浮き、再び戻る。最終変動:2.5メートルに対して0.7度。フォロワーは精密でした。ただし会話には参加していなかったのです。.
次に、1.5 mmの亜鉛メッキ材を曲げる高精度電動ブレーキを考えてみましょう。電動駆動は再現性のあるストロークと厳密な位置制御を提供します。しかし、荷重が低く、たわみも最小です。この場合、統合は実際の問題を解決せずにコストを増やすだけかもしれません。.
作業現場の判定:負荷下でリアルタイムにブレーキが調整を行うほど、フォロワーはその制御構造を共有しなければ衝突の危険があります。.
しかし機械や材料だけでは財務的な問いに答えられません。生産構成がそれを決めます。.
同一部品の長期バッチを稼働していますか?それとも毎時工具が変わる40部品ジョブですか?
独立型後付けシステムは繰り返しに頼ります。一つのダイ高さ、一つの曲げシーケンス、最小限のステーション変更。.
次に、3メートルにわたる4つのステーションを追加:20 mm V、40 mm V、ヘミングダイ、背の高いグースネックパンチ。混合材質も追加:朝は4 mm軟鋼、昼食後は10ゲージステンレス。オペレーターは交代勤務。.
各変更はフォロワーに位置のリセット、工具のクリアランス、再エンゲージメントを強います。.
スクラップ箱:2つのダイステーション間で交互に処理される12ゲージ塗装鋼板のジョブミックスでは、独立型フォロワーが衝突を避けるために曲げごとに300 mm完全に後退する必要がありました。サイクルタイムは42秒から71秒に延長。一度のタイミングミスで仕上げ面を傷つけました。負けたのはフォロワーが弱かったからではなく、状況を認識できなかったからです。.
将来的な成長がこの問題をより鋭くします。見積もりのパイプラインに長尺部品、厚板、厳しい公差、または多曲げ組立品が増えているなら、遅延を許さない変数を積み重ねていることになります。.
作業現場の判定:柔軟性と多ステーション効率がスケジュール上で報われる場合、曲げプログラムに統合されたフォロワーだけがサイクルタイムと部品品質の両方を守ります。.
では、これらすべてが境界線を越えるのはいつでしょうか?
これが、私が監査員として現在使っているレンズです。.
もし1人のオペレーターが、最も要求の高い曲げにおいて、急ぎ、体を支え、または勘に頼ることなく、物理的かつ安定して板の回転を防ぐことができない場合、それは人間の処理能力を超えています。これが第一の閾値です。.
もしブレーキが荷重や角度のフィードバックに応じてラムの動きを変更し、そのフォロワーが同じサイクルで同じコマンドデータを受け取らない場合、それは構造的な衝突です。これが第二の閾値です。.
もし生産の組み合わせによって、リトラクト&リセットの動作が計測可能なサイクルタイムや衝突リスクを追加する複数ステーションのセットアップが必要になる場合、それは運用上の摩擦です。これが第三の閾値です。.
一つの閾値を越えれば、改造で耐えられるかもしれません。二つ越えれば、角度の逸れや表面の損傷、サイクルタイムの増加が見え始めます。三つすべて越えれば、同期フォロワーを「贅沢品」と呼ぶのは、バックゲージを「オプション」と呼ぶようなものです。.
スクラップ箱:320トン油圧機で3メートルの10ゲージステンレスを曲げる工場は、長年中央角度の変動約0.8度と戦ってきた後、統合されたネットワーク型フォロワーを追加しました。同じ素材、同じ工具。変動は0.2度未満に減少し、二人作業が一人に。労働力は次の工程へ移行しました。フォロワーは能力を増やしたのではなく、衝突を取り除いたのです。.
見えにくいポイントはこうです:ネットワーク型フォロワーは最大板重量によって正当化するのではなく、素材の挙動、機械の知能、そして生産の複雑さがリアルタイムの反応的なサポートでは修正できないレベルにまで収束したときに正当化されるのです。.
工場の結論:板の質量、動的なラム制御、複数ステーションのワークフローが重なるとき、完全に統合されたフォロワーはオプションではなく、曲げ工程そのものに構造的に不可欠なものとなります。.
今期予定されている最も重く、最も長く、最も複雑な作業を見てください。.
そしてこう問いかけてください:あなたの現在のサポートはラムと協力しているのか、それともラムに反応しているだけなのか?


















