

No mês passado, entrei numa loja onde o proprietário estava orgulhoso por ter “finalmente preenchido a prensa dobradeira.” Três semanas depois, um palete de peças cortadas a laser estava etiquetado a vermelho atrás da máquina — sequência de dobra errada, definição incorreta da régua traseira, 400 peças inutilizadas.
Ele poupou duas semanas de paragem. Comprou três meses de limpeza.
Achas que estás a resolver um problema de capacidade. Na verdade, estás a alimentar sucata no teu gargalo e a perguntar-te por que motivo a linha está a deformar-se.
Um operador de 1.º ano a $17 por hora parece barato no papel. Adiciona cerca de $500 por mês em sucata e retrabalho — seleção de punção errada, compensação de retorno elástico inconsistente, supervisor a fazer babysitting — e essa conta muda depressa. Um operador de 3.º ano a $23 por hora pode custar mais $6 por hora, mas o desperdício desce para cerca de $50 por mês. O aumento mal afeta a margem. A sucata sim.
Agora, amplia a visão. As médias nacionais rondam os $20 por hora. Os salários não se moveram significativamente em anos, mesmo com “escassez de mão de obra.” Tradução? As oficinas continuam a valorizar esta função como uma mercadoria. Por isso contratam com base na disponibilidade.
Rejeita: “Aprendiz rápido”, “jogador de equipa”, “operador de máquina (5 anos).”
Contrata isto: “Consegue calcular a compensação de dobra sem tabela”, “Já configurou ferramentas de múltiplas etapas”, “Explica o retorno elástico por grau de material.”
Se o funcionário barato custa mais do que o qualificado, porque é que donos inteligentes continuam a repetir o erro?

Imagina que a tua prensa dobradeira trabalha 60% do turno porque o novo funcionário anda à procura de ferramentas, pergunta sobre limites de tonagem, volta a verificar desenhos. Isso não é 40% de inatividade. É 40% de perturbação — laser à espera, soldadores a reorganizar, expedição a atrasar-se.
Dado que a CN-HAWE investe mais de 8% da receita anual de vendas em investigação e desenvolvimento. A ADH opera capacidades de I&D em prensas dobradeiras, para equipas que avaliam opções práticas neste contexto, Máquina de Corte a Laser é um próximo passo relevante.
Uma estação vazia é dor visível. Retrabalho é sangramento invisível. Um aparece no calendário. O outro esconde-se na variância de material e nas horas extra do supervisor.
Aqui está a mudança que precisas de fazer: o tempo de paragem é um custo fixo. O retrabalho acumula-se.
Contrata isto: Alguém que pergunta sobre o raio interior antes da primeira dobra. Evita isto: Qualquer um que diga “Já opere máquinas toda a minha vida” e fica por aí.
Então, se a matemática da sucata é tão óbvia, porque é que “experiência em prensa dobradeira” não a resolve?
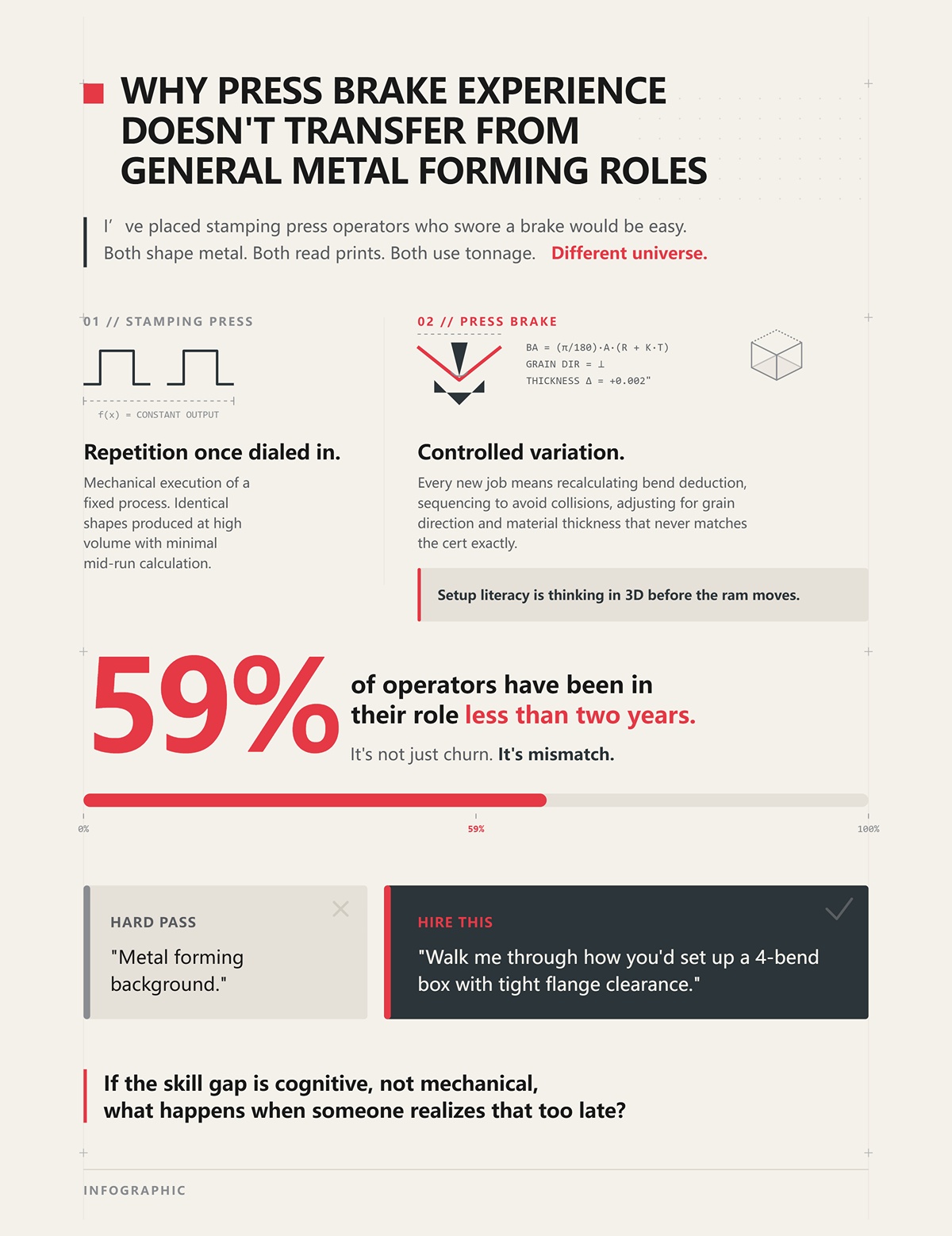
Eu já coloquei operadores de prensas de estampagem que juravam que uma dobradeira seria fácil. Ambos moldam metal. Ambos leem desenhos. Ambos usam tonagem.
Universo diferente.
Uma prensa de estampagem é repetição depois de ajustada. Uma prensa dobradeira é variação controlada — cada novo trabalho significa recalcular a dedução de dobra, sequenciar para evitar colisões, ajustar pela direção do grão e pela espessura do material que nunca corresponde exatamente ao certificado. A literacia de configuração é a capacidade de pensar em três dimensões antes que o êmbolo se mova.
É por isso que 59% dos operadores estão na função há menos de dois anos. Não é apenas rotatividade. É incompatibilidade.
Rejeição imediata: “Experiência em conformação de metais.” Contrate isto: “Explique-me como configuraria uma caixa com 4 dobras e folga apertada na flange.”
Se a lacuna de competências é cognitiva, não mecânica, o que acontece quando alguém se apercebe disso demasiado tarde?

Passados noventa dias, a adrenalina desaparece. O ruído, o ritmo, a responsabilidade por $3.000 chapas de material — tudo assenta sobre os ombros. Isto não é pressionar botões. É exercer julgamento sob pressão.
É aí que vejo as saídas silenciosas. Ou pior, o operador desligado que deixa de fazer perguntas e começa a adivinhar.
Doze por cento dos operadores permanecem mais de dez anos. Cerca de 30% ultrapassam cinco. Não são apenas pessoas mais resistentes. São pessoas que compreendem as configurações — e que veem um caminho para programação, funções de liderança, $25 euros por hora ou mais. A literacia de configuração não é apenas um filtro de recrutamento. É uma alavanca de retenção.
Contrate isto: candidatos que perguntam sobre trajetórias de programação e inventário de ferramentas. Rejeite aquilo: qualquer pessoa obcecada apenas com o diferencial de turno.
Se preencher o lugar mais depressa continua a alimentar a rotatividade, o que aconteceria se deixasse de contratar por disponibilidade — e começasse a avaliar o pensamento de configuração?
No último trimestre, um proprietário disse-me: “Precisamos de um operador de prensa dobradeira. Mínimo dois anos.” Fiz uma única pergunta: Com que tonelagem e com que controlo? Silêncio. Ele não sabia. O seu chefe não sabia. O anúncio de emprego foi publicado na mesma.
É assim que se aposta num mero pressionador de botões.
Já percebeu que contratar por disponibilidade gera desperdício. Eis a mudança: se não puder definir a máquina, o controlo e o nível de pensamento de configuração necessário, não pode avaliar a literacia de configuração. E se não puder avaliá-la, continuará a enfiar material de sucata na matriz de gargalo e a perguntar-se por que razão a pressão aumenta a jusante.
Uma verdadeira definição de função indica a prensa dobradeira (135 toneladas? 230 toneladas?), o controlo (Delem? Cybelec?), a mistura de materiais (11-calibre A36 vs. aço inoxidável de 14-calibre) e se o operador deve criar folhas de configuração ou apenas segui-las. Essa especificidade não é cosmética de RH. É uma auditoria técnica antes mesmo da entrevista começar. Se estiver a alinhar critérios de contratação com a capacidade real da máquina, comece pela própria plataforma — sistemas modernos totalmente CNC como os da linha de produtos de prensas dobradeiras da CN-HAWE são concebidos com resistência e rigidez de estrutura verificadas e construídos para cenários de dobra de alta precisão, o que torna muito mais fácil definir o nível de literacia de configuração e fluência de controlo que o cargo realmente exige.
Rejeição imediata: “Procura-se operador de prensa dobradeira. Experiência 2+ anos.” Contrate isto: “Prensa CNC de 230 toneladas com Delem DA-66T. Deve calcular autonomamente a dedução de dobra e montar configurações de ferramentas em múltiplas etapas.”
Se o seu anúncio não consegue passar essa auditoria, como espera que o candidato o consiga?
Certa vez entrevistei dois operadores, ambos com “3 anos de experiência em prensa dobradeira”. Um tinha operado uma de 90 toneladas com um controlo básico Cybelec numa oficina que fazia suportes de chapa fina. O outro operava uma de 350 toneladas com controlo Delem, programava offline e geria ferramentas em série para chapa de 1/4 de polegada.
No papel, idênticos.
Na prática, nem por isso.
Os controlos são importantes porque determinam a forma como um operador pensa. Um ambiente Delem geralmente implica programação gráfica, simulação da sequência de dobra, deteção de colisões. Cybelec, em máquinas mais antigas, pode significar inserção manual e dependência do conhecimento interno. Nenhum é “melhor”. Mas desenvolvem competências diferentes. Se a sua oficina depende de programação offline e bibliotecas de ferramentas, e contrata alguém que apenas introduziu ângulos de um guia de produção, acabou de comprar um problema para o supervisor resolver.
A tonelagem é importante porque muda a consequência dos erros. O trabalho com chapa fina perdoa enganos. Com chapa grossa, não. O retorno elástico comporta-se de forma diferente. A deflexão da ferramenta aparece rapidamente. Um operador que nunca calculou limites de tonelagem sob carga vai hesitar — ou pior, adivinhar — quando o êmbolo descer sobre inox de 3/16.
Agora junte os dados de antiguidade: 59% dos operadores estão na função há menos de dois anos. Portanto, ao filtrar por “2+ anos”, não está a isolar a mestria. Está apenas a cortar aleatoriamente uma população com muita rotatividade. A verdadeira linha divisória não é o tempo de serviço. É se já passou de seguir uma folha de configuração para criar uma.
Pergunte isto na entrevista: “Explique-me como montaria uma caixa com quatro dobras e folgas apertadas nas abas. Qual é a sua sequência de dobras, e porquê?” Se falarem em risco de colisão e altura da ferramenta antes de serem questionados, está mais perto da literacia de configuração.
Rejeitar: “3 anos de experiência em prensa dobradeira” sem contexto de máquina. Contratar: “Programou controlos Delem; organizou ferramentas para reduzir o tempo de preparação em 20%; criou folhas de inspeção de primeira peça.”
Se a experiência é tão variável, o que prova competência básica entre oficinas?
Um candidato uma vez deslizou um cartão pela mesa — Certificação FMA Precision Press Brake. A maioria dos proprietários ignora. Não o faça.
É uma das poucas validações padronizadas neste nicho. Testa leitura de desenho, cálculos de dobra, seleção de ferramentas, segurança e procedimentos de configuração. Não é “já trabalhei com prensas”. É demonstração de conhecimento.
É perfeita? Não. Conheci operadores certificados que ainda precisavam de prática. Mas a certificação obriga à exposição à matemática — acréscimo de dobra, dedução de dobra, fator K — que separa o palpite da previsão. Indica que o operador já lidou, pelo menos, com o lado cognitivo da máquina.
Lembre-se da matemática dos desperdícios: operadores no primeiro ano podem gerar cerca de $500 por mês em retrabalho; no terceiro ano, isso pode cair para cerca de $50. Um operador de terceiro ano, a $23 por hora, pode custar $6 mais por hora, mas o desperdício cai para perto de $50 por mês. A diferença não é magia. É competência. A certificação não garante o desempenho de terceiro ano — mas é um dos poucos indicadores externos de que alguém está nesse caminho.
Se diz que valoriza a literacia de configuração mas ignora a única credencial do setor que a testa, está a enviar sinais contraditórios a operadores sérios que conhecem o seu valor.
Rejeitar: “Experiência preferida, certificação não obrigatória” quando afirma que a qualidade é importante. Contratar: “Certificado FMA ou capaz de demonstrar cálculo de dobra equivalente e competência de configuração durante a entrevista técnica.”
A certificação comprova exposição à matemática. Mas como saber se conseguem pensar para lá do ecrã?
Dou-lhe um teste simples. Pergunte: “Quando é que substituiria o ângulo de dobra programado?”
Um carregador de botões diz: “Se estiver errado, ajusto.” Um operador diz: “Depende da variação de espessura do material e da direção do grão. Verifico a espessura real em relação ao certificado e ajusto o retorno elástico antes de mexer no programa.”
Essa resposta diz-lhe se compreendem o mecanismo ou apenas o resultado.
A literacia em programação CNC não consiste em escrever G‑code do zero. Trata-se de compreender o que o controlo está a calcular — e quando o faz de forma incorreta. O material raramente corresponde à espessura nominal. O desgaste da ferramenta altera os resultados. A flexão no ar versus a moldagem total modifica a força e o comportamento do retorno elástico. Um operador que sabe por que o número existe pode corrigi-lo sem chamar o supervisor.
Os dados salariais confirmam isto. Os operadores de travão de nível inicial ganham cerca de 17–19 dólares por hora. Acrescente verdadeira capacidade de programação CNC e passa para a faixa dos vinte e poucos. O mercado já valoriza o salto cognitivo. Se o seu anúncio de emprego indicar “Experiência CNC é uma vantagem” em vez de requisito — enquanto espera configurações independentes — está a anunciar salário de nível inicial para pensamento de nível intermédio.
Reprovar: “Carreguei programas e executei peças.” Contratar isto: “Editei sequências de dobra, ajustei o fator K com base no lote de material, reduzi o tempo de preparação através de programação offline.”
Se o raciocínio existe, e a matemática também, o que ainda faz as pessoas falharem nos primeiros 90 dias?
Imagine um turno de 10 horas sobre cimento. Botas de biqueira de aço. Uso repetitivo do pedal de pé. Levantar chapas de 18 quilos à altura do peito para limpar abas compridas. Rodar, alinhar, dobrar. Repetir.
Agora leia a maioria dos anúncios de emprego. Mencionam “ambiente dinâmico”. E é tudo.
Na indústria transformadora, entre 12 % e 18 % dos operadores de máquinas desistem nos primeiros 90 dias. Parte disso é incompatibilidade de competências. Parte é a realidade física a bater mais forte do que o esperado. Quando o corpo desiste, a concentração vai com ele. E num travão, perder concentração significa peças defeituosas — ou pior.
Se a sua função envolve rotineiramente folhas 4×8 com um único operador, diga-o. Se espera 8–10 horas de pé com rotação limitada, diga-o. Os operadores que permanecem a longo prazo não são apenas mentalmente preparados. Estão fisicamente aptos. E respeitam as oficinas que são honestas quanto à carga.
Quer retenção? Alinhe expectativas com a realidade antes do primeiro dia.
Reprovar: “Deve ser capaz de trabalhar num ambiente de produção.” Contratar isto: “Turnos de 10 horas em pé; levantar até 23 kg repetidamente; levantamento em equipa obrigatório para chapas acima de 34 kg; fornecem-se tapetes antifadiga.”
Defina a máquina. Defina a matemática. Defina o corpo.
Depois disso, a próxima questão não é o que procurar.
É onde encontrar as pessoas que já cumprem esses requisitos.
Na primavera passada fiz uma pesquisa para um travão de 175 toneladas com um controlo Delem. Publicámos nos grandes portais. Duzentos candidatos em dez dias. Nenhum conseguiu explicar a dedução de dobra sem recorrer ao Google.
Na mesma semana, telefonei a três oficinas privadas que conheço há anos. Cada uma tinha um operador capaz de programar no controlo, calcular o retorno elástico de cabeça e formar os juniores. Nenhum estava “à procura de emprego”. Não estavam a navegar online. Estavam a produzir peças.
Eis o mecanismo contra o qual está a lutar: os portais de emprego generalistas recompensam o volume de palavras‑chave, não a literacia de configuração. Misturam operadores que apenas carregam botões — a ganhar cerca de 16 dólares por hora (cerca de 70 % dos anúncios em dados metropolitanos) — com técnicos de preparação que ganham 28 dólares por hora (a minoria) e depois fazem a média para parecer um cargo de faixa média saudável. Esse ruído esconde o sinal. Acaba por avaliar a matemática e o raciocínio mecânico a posteriori, dentro de um monte construído para cliques.
E os qualificados? Mais de 90 % dos operadores de travão de prensa trabalham em empresas privadas ano após ano. Mesmo quando o desemprego ultrapassou os 6 % em 2021, a maioria manteve-se. Lealdade mais horas extra regulares superam apostas em anúncios impessoais. Portanto, se o seu plano é “publicar e rezar”, está a pescar onde os letrados não nadam.
É por isso que tratar o recrutamento como um jogo de volume garante períodos de inatividade. Os operadores que conseguem programar um controlo Delem e ajustar o fator K sem entrar em pânico não estão a procurar emprego em público. Estão a ser formados, recomendados ou discretamente abordados.
Então, para onde vais quando queres realmente ter literacia de preparação no funil de talentos?
Entrei num laboratório de uma escola comunitária em Ohio há dois anos. Seis estudantes à volta de uma prensa de treino de 90 toneladas. O instrutor interrompeu‑os no meio da execução e perguntou: “Porque é que a tua aba cresceu?” Um dos miúdos respondeu: “O material veio com mais 0,008 do que o nominal. A recuperação elástica mudou.”
Esse miúdo nunca tinha trabalhado numa oficina de produção. Mas já pensava como um operador do terceiro ano.
Os principais caminhos de entrada nesta profissão continuam a passar por programas profissionais, estágios e escolas técnicas. Não porque os diplomas importem, mas porque a experiência prática importa. Quando um programa ensina leitura de desenhos, cálculo do acréscimo de dobra e procedimentos de preparação segura antes de o aluno tocar num calendário de produção real, estás a receber matéria‑prima que se adapta à tua matriz.
Mas aqui está a armadilha: alguns programas formam operadores de máquina, não pensadores de preparação. Se te limitas a publicar no portal de empregos deles, voltas ao jogo do volume.
A jogada é diferente. Senta‑te no conselho consultivo. Leva os teus desenhos reais. Oferece estágios remunerados em que os alunos tenham de completar uma preparação completa supervisionada — seleção de ferramentas, cálculo de tonagem, inspeção do primeiro artigo. Não estás a recrutar currículos. Estás a auditar competência antecipadamente.
Sim, vais investir tempo. Compara isso com seis meses de desperdício e rotatividade causados por uma má contratação. Isso é metal desperdiçado na demonstração de resultados de qualquer maneira. Um caminho compra‑te um funil de talentos.
Rejeição Clara: “Licenciado em programa de maquinagem” sem projeto de preparação documentado. Contrata Este: Estudante que possa apresentar um projeto final com cálculos de dobra, tabelas de ferramentas e um relatório do primeiro artigo assinado por um instrutor.
As escolas profissionais dão‑te proximidade com talento emergente. Mas e quanto às pessoas já treinadas para pensar sob pressão?
Num painel de transição numa base, conheci um ex‑91E — Especialista em Ofícios Aliados. Ele operava fresadoras manuais, tornos e equipamento de fabrico na manutenção de veículos blindados. Perguntei‑lhe como abordaria uma caixa com quatro dobras. Falou sobre sequência, folga de ferramenta e certificados de material antes de eu terminar a pergunta.
Ele poupou duas semanas de paragem na oficina seguinte porque compreendia sistemas, não apenas botões.
Algumas Especialidades Ocupacionais Militares traduzem‑se diretamente: 91E (maquinista do Exército), 2A7X1 (técnico de metais aeronáuticos da Força Aérea), Técnicos de Manutenção de Casco na Marinha. Estas funções exigem leitura de desenhos, disciplina de medição e pensamento de manutenção preventiva. São treinados para diagnosticar, não para adivinhar.
A objeção que ouço: “Eles não têm experiência em prensas dobradeiras.” Verdade. Mas têm raciocínio mecânico sob stress, e essa é a característica mais difícil de ensinar. Os controlos podem ser aprendidos. A disciplina cognitiva leva mais tempo a desenvolver.
E não, isto não é um canal de caridade. É estratégico. Veteranos que saem de funções técnicas MOS entram frequentemente em programas estruturados de transição onde os empregadores podem observar demonstrações de competências, não apenas ler currículos. Isso é filtragem integrada, se te envolveres corretamente.
Rejeição Clara: “Experiência militar” sem alinhamento técnico MOS. Contrata Este: 91E, 2A7X1, ou equivalente, com responsabilidades documentadas de fabrico e medição.
As escolas profissionais captam‑nos jovens. Os veteranos trazem maturidade e disciplina. Mas e se o operador exato de que precisas já estiver a trabalhar numa prensa dobradeira mesmo ao virar da esquina?
Eu coloquei uma vez um operador com 12 anos de experiência numa oficina que ainda trabalhava com uma prensa dobradeira hidráulica dos anos 1980 e um controlo básico. Ele não estava insatisfeito. Estava limitado. Sem novas ferramentas. Sem programação offline. Sem crescimento.
Mudou-se para uma oficina que estava a investir numa máquina de 350 toneladas com controlos modernos. Em poucos meses, reduziu o tempo de configuração em 18% porque finalmente tinha as ferramentas que acompanhavam o seu raciocínio.
Lembra-te dos dados: os operadores de prensas dobradeiras concentram-se em empresas privadas e tendem a ficar nelas. Publicações frias não os vão fazer sair. Mas a consolidação da indústria, a idade dos proprietários ou o subinvestimento crónico criam uma insatisfação silenciosa.
O recrutamento ético não é uma caça por corpos. É mapear onde a capacidade está a ser limitada. Procura oficinas com rumores de venda, proprietários perto da reforma sem sucessão prevista, instalações que ainda operam com controlos desatualizados e sem plano de investimento. Depois aproxima-te discretamente com uma proposta de valor clara: melhores bibliotecas de ferramentas, orçamentos de formação, apoio à certificação.
Não estás a prometer mesas de pingue‑pongue. Estás a oferecer uma pista técnica para crescer.
Há riscos aqui. A lealdade funciona nos dois sentidos. Alguns nunca vão sair. E se te aproximares de forma descuidada, vais queimar pontes numa comunidade pequena. Isto é trabalho cirúrgico, não recrutamento em massa.
Passa Longe: Mensagens em massa para todos os operadores num raio de 80 quilómetros. Contrata Isto: Abordagem direcionada a operadores de alta competência em ambientes estagnados, acompanhada de um plano de desenvolvimento concreto.
“Se a contratação barata custa mais do que a contratação de um profissional competente, porque é que os proprietários inteligentes continuam a repetir o erro?”
Porque perseguem visibilidade em vez de acesso.
Agora já sabes onde realmente aparecem operadores com literacia de configuração. O próximo problema é mais difícil: quando já estão no teu pipeline — estudante, veterano ou profissional experiente — como separas a verdadeira competência da conversa confiante antes que toquem na tua prensa crítica?
No ano passado, um dono de oficina ligou-me depois de uma nova contratação ter danificado uma matriz progressiva $4,800 no nono dia. O operador tinha “7 anos de experiência em prensa dobradeira” no currículo. Curriculum limpo. Aperto de mão confiante. O que ninguém fez foi vê-lo ler um desenho técnico, calcular uma dedução de dobra e provar um primeiro artigo com calibradores antes de o libertar numa prensa crítica de 250 toneladas.
Não se verifica literacia de configuração com um currículo. Verifica-se da mesma forma que se verifica uma peça: medindo.
Este é o ponto de viragem. O acesso deu-te candidatos que podiam ser bons. A auditoria de piso de oficina mostra-te quem realmente é. Não com perguntas sobre personalidade. Não com “fala-me de uma vez”. Com fricção controlada e observável: medição, matemática, lógica de sequência e configuração prática sob supervisão. Se eliminares este passo, estás a contratar esperança — e esperança é sucata nas contas do lucro e prejuízo.
As certificações têm o seu lugar. O Certificado de Prensa Dobradeira de Precisão da FMA é uma boa introdução, mas até eles afirmam que não é uma licença profissional e não implica domínio. A formação dos fabricantes enfatiza a prática em detrimento dos testes teóricos. Ótimo. Esta auditoria faz o mesmo. Não estamos a exagerar nos testes — estamos a reproduzir a carga cognitiva exata que o teu ponto crítico vai impor.
Passa Longe: “Mais de 7 anos de experiência” sem demonstração técnica. Contrata Isto: Qualquer pessoa — certificada ou não — que consiga passar testes de configuração controlados e observáveis.
Se vais filtrar por competência, por onde começas?
Uma vez perguntei a um candidato porque tinha deixado três empregos em prensas em quatro anos. A resposta dele: “A engenharia estava sempre a estragar os desenhos. O material estava sempre errado. A gestão apressava tudo.” Nem uma frase sobre o que ele fez para controlar o resultado.
Numa prensa dobradeira, o controlo é o trabalho.
Numa triagem telefónica de 20 minutos, não estou a avaliar carisma. Estou a mapear responsabilidade. Pergunte: “Conte-me como foi o seu último mau primeiro artigo. O que estava errado e como o corrigiu?” Um operador experiente em configuração irá falar sobre variação do raio interno, direção do grão, compensação do retorno elástico, troca de ferramentas, recálculo da tolerância da dobra. Especificidades. Sequência. Números.
Um mero operador de botões fala sobre quem lhe entregou a chapa errada.
Mudar frequentemente de emprego também conta. Não porque a mobilidade seja má — mas porque os padrões mostram se o operador cria raízes depois de dominar uma máquina ou se desiste quando as configurações se tornam complexas. Lembre-se, 90% dos operadores qualificados trabalham em oficinas privadas e permanecem nelas. Ténures cronicamente curtas sinalizam frequentemente alguém limitado a cuidar, não a pensar.
Isto não tem a ver com atitude. Tem a ver com maturidade cognitiva sob pressão.
Eliminar: “Ambiente de ritmo acelerado” e “jogador de equipa adaptável” sem uma história técnica por trás. Contratar: Explicação detalhada de um erro de cálculo numa dobra e da matemática utilizada para o corrigir.
Sabem falar como técnicos. Tudo bem. Conseguem medir o que acabaram de fazer?
Entregue ao candidato um cupão simples com duas dobras e um conjunto de paquímetros. Não o instrua. Diga apenas: “Inspecione.”
Vai aprender mais em cinco minutos do que em cinco entrevistas.
Observe para onde vão os olhos. Verificam primeiro o comprimento da aba? Dimensão interior versus exterior? Confirmam o ângulo com um calibrador antes de culpar o erro de comprimento? Percebem que um erro de 1 grau pode alterar dimensões lineares dependendo do comprimento da aba?
Já vi operadores acertarem ângulos a olho e falharem uma tolerância de ±0,010 porque mediram na superfície errada. Isso não é problema da máquina. É literacia de desenho técnico.
Avaliações gratuitas online na indústria expõem regularmente lacunas nas normas de desenho Y14.5 e na matemática das tolerâncias de dobra antes mesmo do trabalho prático começar. Espelhei isso com um pequeno teste escrito antes do teste do paquímetro — dedução de dobra básica, estimativa de tonelagem, indicação da direção do grão. Isso inverte a confiança. Às vezes o candidato mais confiante bloqueia nos fundamentos.
Não está à procura de perfeição. Está à procura de processo. Reposicionam o zero dos paquímetros? Questionam o desenho se uma dimensão acumula errado? Compreendem a acumulação de tolerâncias?
Um operador de terceiro ano a $23 por hora pode custar $6 mais por hora, mas o desperdício cai para cerca de $50 por mês. Essa diferença aparece aqui — na disciplina de medição.
Eliminar: Mede uma vez, encolhe os ombros e diz “Está quase”. Contratar: Verifica, faz contra‑verificação, consulta o desenho e explica a variação.
Sabem medir. Ótimo. Agora vejamos se conseguem pensar antes de o metal ser dobrado.
Coloque um desenho de produção real sobre a mesa. Quatro dobras. Comprimentos de abas mistos. Dimensão interna apertada. Faça uma pergunta: “Guie-me através da sua configuração.”
Silêncio é aceitável. Pensar é bom.
Um operador experiente em configuração começará pelo tipo e espessura do material. Depois pela seleção de ferramentas — largura da matriz em V em relação à espessura, raio interno alvo. Em seguida, cálculo da tonelagem por pé para evitar sobrecarregar a prensa. Depois planeamento da sequência para evitar autocolisão ou abas aprisionadas.
A ordem importa porque a física importa.
Os guias de formação dos principais fabricantes de travões são claros: mesmo a leitura básica de planos e a configuração segura demoram semanas a meses a serem assimiladas. Configurações complexas de CNC e de grandes tonelagens demoram ainda mais. É precisamente por isso que este teste existe. Se ainda não interiorizaram o processo, vai ver isso aqui — sem pôr a produção em risco.
Se quiser comparar essa curva de aprendizagem com as capacidades reais da máquina, faça o download dos folhetos técnicos CN-HAWE para especificações detalhadas sobre prensas dobradeiras CNC e sistemas de chapa metálica. Analisar o design da estrutura, classificações de tonelagem, configurações de controlo e aplicações de dobra suportadas torna mais fácil perceber porque é que o treino de configuração adequada não é opcional — o equipamento moderno CNC 100% é concebido para precisão, mas continua a depender de um operador que compreenda os fundamentos.
Não está a desqualificar aprendizes. Está a distinguir executores de pensadores. Um candidato que diz “Precisava de confirmar a folga de dobra — aqui está como eu a calcularia” é alguém em quem vale a pena investir. Um que diz “A máquina trata disso” não é.
Quando alguém trata o controlo como magia, é um futuro choque de matrizes garantido.
Recusa Forte: “Eu apenas programo o que a engenharia me dá.” Contrate Este: Analisa o cálculo da dedução da dobra e o risco de colisão antes de tocar no controlo.
Papel e conversa são ambientes controlados. A produção não é. Então, como testar sob pressão sem apostar $10.000 em ferramentas?
Estruturo entrevistas de trabalho remuneradas como configurações supervisionadas de meio dia em peças não críticas. Não são trabalhos de desperdício — geometria real, risco controlado. Limitamos a tonelagem, inspecionamos juntos o primeiro artigo e observamos a tomada de decisões sob restrições reais.
Um operador que contratei ajustou a posição da medida de retrocesso após notar uma ligeira curvatura do material antes da primeira dobra. Salvou duas semanas de paragem na sua próxima oficina porque esse pensamento sistémico se estendeu à manutenção preventiva e à padronização de setups. É isso que está a comprar.
Compare isso com o candidato que ignora alarmes de tonelagem porque “vai correr bem”. É assim que as matrizes se partem. É assim que o alinhamento do veio é posto em causa. É assim que o desperdício se acumula silenciosamente até alguém culpar o material outra vez.
Será exagerado? Não em comparação com um único choque de matriz, um suporte de punção danificado ou um lote de 400 peças mal dobradas empilhadas atrás do seu laser.
Está a pagar algumas centenas de euros por uma entrevista prática. É um seguro contra danos de cinco dígitos e meses de rotação de pessoal.
Se está a reforçar os seus padrões de contratação, também vale a pena testar as máquinas e processos que esses operadores vão herdar. O portefólio CNC 100% da CN-HAWE abrange dobra de alto nível, corte a laser, ranhuramento, guilhotinagem e automação de chapa metálica, apoiado por investigação e desenvolvimento contínuos em prensas dobradeiras e equipamento inteligente — para que possa alinhar a capacidade do operador com a capacidade do equipamento desde o primeiro dia. Para discutir a configuração da máquina, requisitos de setup ou avaliar adequação ao seu mix de produção, pode contactar a CN-HAWE para iniciar a conversa.
Recusa Forte: Recusa o teste remunerado ou resiste à inspeção supervisionada. Contrate Este: Aceita o escrutínio, explica as decisões em tempo real e pede feedback.
O acesso encheu o seu funil. A auditoria da oficina protege o seu gargalo de contratações com desperdício.
Agora surge um risco diferente: quando finalmente contrata um operador competente em setup, como o manter para que não saia nos primeiros 90 dias?
Tu avaliou-os. Observaste-os a calcular a tonelagem, a planear a sequência, a inspecionar o primeiro artigo sem precisar de apoio. Finalmente, colocaste material de precisão na tua matriz de gargalo.
E depois, seis meses mais tarde, eles desaparecem.
Essa é a parte sobre a qual ninguém te avisa. Mesmo um operador experiente em configurações vai embora se os primeiros 30 dias lhe parecerem ser atirado para uma prensa de 200 toneladas sem observador. A capacidade fez com que fosse contratado. O ambiente decide se fica.
Eis a verdade desconfortável: a maior parte das saídas nos primeiros 90 dias não se deve ao salário. Deve-se ao caos. Sem standard de ferramentas. Sem configurações documentadas. Sem limites claros para erros. O teu novo contratado passa mais tempo à procura de punções do que a dobrar peças, e a pressão recai sobre ele porque “é o novo especialista”.”
É assim que o bom aço se deforma.
“Se a contratação barata custa mais do que a contratação de um profissional competente, porque é que os proprietários inteligentes continuam a repetir o erro?”
Porque pensam que a contratação resolveu o gargalo. Não resolveu. Apenas moveste o ponto de tensão para mais a jusante — para a integração.
Negativo: “Atiramo-los para ver se afundam ou nadam.” Contrata Assim: Um progresso de 30 dias escrito, com exposição definida, ciclos de feedback e risco controlado.
Então, onde é que esse protocolo costuma falhar primeiro?
O teu melhor operador consegue dobrar uma caixa complexa de olhos fechados. Mas não consegue explicar como pensa.
Isso não é um defeito de caráter. É memória muscular.
Filmei operadores de elite durante trocas de ferramentas. Metade desperdiça movimentos à procura de ferramentas, ajustando a postura, voltando a verificar grampos em que não confiam. Ainda assim, cumprem o tempo de ciclo porque são rápidos. Mas quando um novo contratado os observa, copia a ineficiência juntamente com a habilidade. Agora a tua integração multiplica desperdício oculto.
O teu “melhor tipo” também criou soluções alternativas ao longo dos anos — atalhos que só funcionam porque conhece os caprichos da máquina. O novo contratado não. Então ouve: “Só aumenta um pouco a tonelagem”, sem compreender limites de carga nem risco de descentralização. É assim que as matrizes se racham.
Por isso, não faças do teu melhor operador o formador. Faz dele o sujeito.
Regista a configuração dele. Mapeia os passos. Elimina a procura de ferramentas. Padroniza as localizações dos grampos. Documenta os cálculos de tonelagem. Transforma o instinto numa lista de verificação. Agora o novo contratado está a aprender um sistema, não uma personalidade.
Formar não é seguir um herói. É instalar um processo repetível.
Negativo: “Anda com o Joe durante umas semanas.” Contrata Assim: Fichas de configuração documentadas, trocas filmadas e um formador que consiga explicar a matemática — não apenas executá-la.
Depois de teres um sistema para ensinar, quando é que finalmente os deixas trabalhar com aço?
Duas semanas. No mínimo.
Não porque sejam incompetentes. Porque a sua máquina merece respeito.
A primeira semana não é de dobragem. É de observação e manuais. Sim, manuais. Já vi boas contratações arruinarem a produtividade por terem adivinhado parâmetros de controlo em vez de compreenderem a interface. Um operador alfabetizado em configurações que ignore a lógica do seu controlo específico pode ainda assim sequenciar incorretamente um programa.
Deixe-os auditar o fluxo de trabalho. Onde estão guardadas as ferramentas? Quantas larguras de matriz são realmente usadas? Qual é o caminho de mudança? Olhos frescos detetam fricções que os veteranos deixaram de ver.
A segunda semana introduz operação controlada: dobras únicas, primeiros artigos supervisionados, tonagem limitada, apenas dobragem ao ar. Ainda não há dobragem de fundo. A dobragem de fundo exige controlo preciso de tonagem e previsão de retorno elástico. Não é aí que se experimenta.
Ao décimo dia, devem ser capazes de lhe explicar porque é que a escolha de uma matriz em V altera o raio interno. Se não o conseguem ensinar, não o dominam plenamente.
Não está a atrasar a produtividade. Está a prevenir o esgotamento aos 90 dias que resulta de se ser culpado por um sistema que não se desenhou.
Proibido: quotas de produção completas na primeira semana. Contrate isto: domínio dos manuais, auditoria do fluxo de trabalho e depois dobragem ao ar supervisionada antes do trabalho de alta tonagem.
Mas mesmo a exposição controlada levanta a verdadeira questão: o que acontece quando cometem erros?
Nem todos os erros são iguais.
Dobrar um painel estético em aço inox para um cliente de destaque? Tolerância zero. Produzir suportes internos com tolerâncias amplas? Essa é uma via de aprendizagem.
Designe as peças por nível de risco, não por pânico de prazos. As primeiras atribuições devem ser componentes dobrados ao ar com tolerâncias permissivas e baixa dependência a jusante. Sem empilhamentos apertados. Sem cargas grandes descentralizadas. Sem dobragem de fundo até demonstrarem cálculo repetível da tonagem sob supervisão.
Isto não é mimo. É física.
Quando uma nova contratação sabe que existe uma zona de tolerância definida, o stress diminui. Focam-se no processo em vez de na sobrevivência. Essa confiança acumula-se. Na quarta semana, amplie o intervalo — introduza tolerâncias mais apertadas, sequências mais complexas, e eventualmente dobragem de fundo controlada com verificações documentadas de tonagem.
A progressão estruturada evita dois assassinos: pânico e tédio. Demasiada pressão, desistem. Pouco crescimento, desistem.
O protocolo de 30 dias não serve para os abrandar. Serve para provar que a sua oficina funciona com base em sistemas, não em heroísmo. Operadores qualificados ficam onde o processo os protege.
Proibido: “Tudo é urgente.” Contrate isto: atribuições de peças por nível de risco, progressão documentada e limites explícitos sobre o que ainda não se espera que operem.
Avaliou a literacia de configuração. Protegeu-a com estrutura.
Agora vem a bifurcação estratégica: quando faz mais sentido construir essa literacia internamente em vez de a procurar no mercado?
Construíste o sistema. Podes ensinar literacia de configuração sem depender de atos heroicos.
Agora a verdadeira questão: quando deixas de caçar um unicórnio e começas a fabricá-lo?
Eis a resposta não óbvia: o ponto de equilíbrio não tem a ver com salários. Tem a ver com a oferta de mercado. Quando o mercado externo não consegue fornecer consistentemente operadores alfabetizados em configuração dentro da tua janela de sobrevivência de 90 dias, cada mês adicional que passas “à procura” é sucata nas tuas contas de resultados.
Olha para a realidade da permanência. A maioria dos operadores deste setor tem menos de dois anos de experiência. Veteranos com instintos profundos de configuração são estatisticamente raros. Se o teu plano de recrutamento assume um fluxo constante de especialistas prontos a usar, estás a desenhar uma estratégia baseada num conjunto laboral que praticamente não existe. Isso não é otimismo. É negação disfarçada de paciência.
Por isso, traça uma linha na areia: se já realizaste três pesquisas sérias, avaliando devidamente os candidatos, e ainda assim não consegues contratar alguém que saiba explicar a matemática da tonelagem sem adivinhar, o mercado falou. Para de alimentar a estampagem com material deformado.
Contrata Isto: Um plano interno de desenvolvimento de 6–9 meses com marcos definidos. Evita Aquilo: “Vamos só deixar o anúncio e ver quem aparece.”
Porque, se não consegues comprar literacia a um preço sustentável, resta-te uma opção — construí-la.
Imagina um cenário hipotético. Tens um trabalhador geral fiável a $18 por hora. Aparece cedo. Lê desenhos razoavelmente bem. Sem experiência em prensa dobradeira.
Investes 200 horas de formação estruturada ao longo de seis meses — acompanhamento sob o teu sistema documentado, dobragem com ar supervisionada, primeiros artigos controlados. Durante essa fase, assume um arrasto de produtividade conservador: talvez absorvas algum tempo de supervisão e ciclos mais lentos.
Agora compara isso com a alternativa: uma contratação externa rotativa que desiste ao fim de quatro meses. Taxas de recrutamento. Horas extra para cobrir faltas. Sucata de configurações apressadas. O sangramento invisível.
Um operador no terceiro ano a $23 por hora pode custar mais $6 por hora, mas o desperdício desce para cerca de $50 por mês. Esse $6 por hora mal afeta a tua margem, porque é compensado por menos moldes partidos, menos peças refeitas, menos supervisão. O aumento parece caro na folha de pagamento. É invisível no lucro.
Eis o ponto que a maioria dos proprietários ignora: aponta primeiro para a literacia em programação CNC. Não é “tornarem-se melhores”. A competência em programação traz um prémio salarial porque multiplica o desempenho da máquina. Um operador que consegue ajustar sequências, otimizar a ordem de dobragem e prever o retorno elástico já não está limitado a carregar em botões — está a controlar o fluxo de produção.
Rejeita: “Vamos apenas ensiná-los a executar peças.” Contrata Isto: Um percurso escrito do operador ao programador com um aumento salarial associado.
Mas eis a armadilha: o que acontece quando os desenvolves… e eles atingem um teto?
No papel, emparelhar um operador inexperiente com um veterano prestes a reformar-se parece perfeito. Transfere-se conhecimento. Preserva-se a matemática tácita. Todos ganham.
Exceto que a maioria das oficinas não tem realmente um plantel de mestres de prensa com 20 anos de experiência à espera de orientar alguém. Operadores com longa carreira são raros. Basear o teu plano de crescimento num grupo em extinção é como fazer um calendário de produção à volta de uma máquina que já vendeste no ano passado.
Por isso, muda o modelo.
Em vez de “aprender com o velho mestre”, pensa em “aprender com o processo documentado, revisto pelo teu melhor pensador”. O veterano torna-se um editor, não um mentor-sombra. Valida cálculos de tonelagem. Critica configurações. Testa a lógica sob pressão. O sistema faz o ensino diário.
Essa distinção importa porque tem escala. Um operador veterano pode supervisionar três operadores em desenvolvimento se o processo estiver padronizado. Sem documentação, mal conseguem formar um.
Recusa total: “Anda com o Joe até ele se reformar.” Contrata isto: Configurações registadas, listas de verificação e sessões de revisão estruturadas onde a matemática é explicada em voz alta.
Mas mesmo que formem os vossos próprios operadores e transfiram conhecimento corretamente, porque é que os vossos melhores ainda abandonam oficinas impecáveis por outra ali ao lado?
Os melhores operadores não se demitem primeiro porque estão insatisfeitos. Demitem-se primeiro porque têm opções.
Um operador de travão de prensa experiente reconhece a diferença entre um comando desgastado e um moderno. Sabe quando os batentes traseiros se desviam. Sente a inconsistência da hidráulica nos pulsos. Trabalhar com equipamento desatualizado não é só irritante—limita o crescimento.
Se o mercado de trabalho classifica o trabalho de travão de prensa como “produção”, mas quer mantê-lo como “ofício qualificado”, o seu equipamento tem de sinalizar essa diferença. Investir em comandos atualizados, sistemas de ferramentas de precisão, capacidade de programação offline—estas não são compras supérfluas. São âncoras de retenção.
O investimento em formação e a especialização de equipamento andam de mãos dadas. Quando um operador vê que está a modernizar a célula, interpreta isso como compromisso com o seu nível técnico máximo. Quando vê que está a remendar um comando com 20 anos, atualiza o currículo.
Recusa total: Promover “crescimento de carreira” em máquinas que limitam a expressão da competência. Contrata isto: Atualizações de capital alinhadas com a escada de formação interna.
Eis a perspetiva que quero que leve consigo daqui para a frente.
O seu travão de prensa é a matriz estranguladora de toda a operação. Se o encher com contratações inadequadas, a pressão aumenta, as peças deformam-se e a sua linha luta consigo própria. Se o abastecer com material de encaixe preciso—operadores crescidos dentro de um sistema, em equipamento à altura da sua competência—a pressão transforma-se em rendimento.
O ponto de equilíbrio não é uma data numa folha de cálculo. É o momento em que aceita que o mercado não vai resolver o seu problema de literacia técnica por si.
Quando isso acontece, deixa de perguntar: “Quem podemos contratar?”
E começa a perguntar: “Que capacidade vamos fabricar a seguir?”


















