

Dobraram-no até 88°. Bateram-lhe outra vez. 91,5°. Retiraste a matriz, colocaste uma calça de 0,5 mm, fizeste outro provete e finalmente acertaste nos 90°.
Essa pequena dança consumiu 18 minutos e duas chapas de A36 de 11‑gauge. E ainda assim chamas a essa matriz de “versátil”.”
Não sentes o desperdício porque ele esconde-se dentro da “configuração normal”. Esse é o engodo.
Num travão de 120 toneladas, a dobrar aço macio de 3 mm numa abertura padrão de 8×V, já vi bons operadores fazerem três tentativas antes da aprovação da primeira peça. A uma taxa de oficina de $85 por hora, isso dá cerca de $25 em mão de obra antes mesmo de começar a produção — por configuração. Junta duas chapas rejeitadas a $6 cada e já estás em $37 afundado antes de venderes uma peça.
Faz isso cinco vezes por dia e enterraste $185 em “ajustes menores”.”
Regra de Oficina: Se estás a corrigir o ângulo mais de uma vez por configuração, a matriz não é versátil — está mal combinada.
Uma matriz em V é como uma chave inglesa ajustável num motor de precisão. Vai apertar o parafuso. Pode até parecer bem na mão. Mas cada vez que escorregas e arredondas uma aresta, pagas por essa conveniência mais tarde.
Então, por que é que uma ferramenta que “funciona em tudo” te obriga a ajustar tudo?
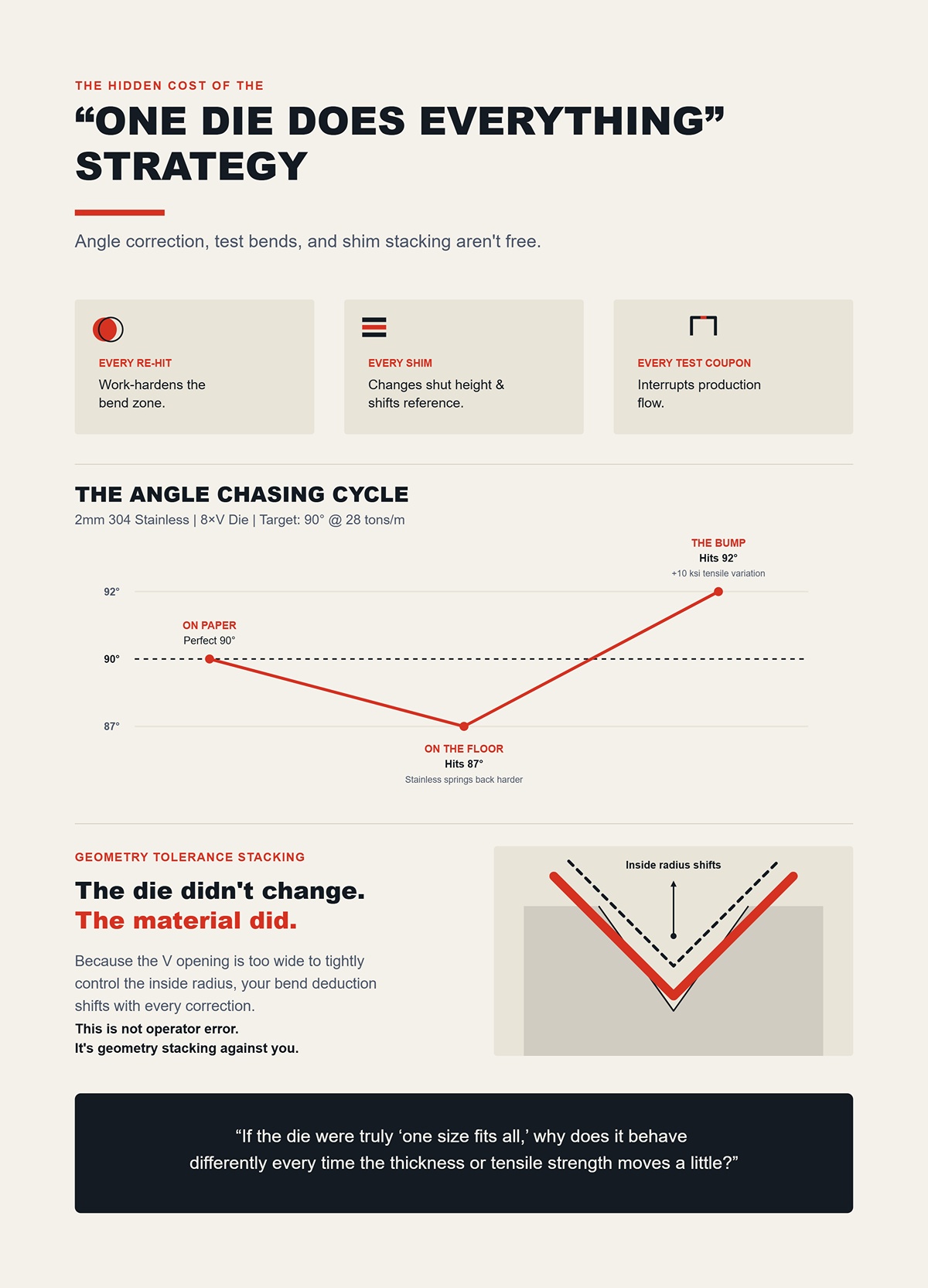
A correção de ângulo não é gratuita. Cada rebatida encrua a zona da dobra. Cada calço altera a altura de fecho e desloca a tua referência. Cada provete interrompe o fluxo.
Suponhamos que estás a trabalhar com inox 304 de 2 mm nessa mesma 8×V. O inox tem mais retorno elástico que o aço macio. A tua tabela de tonagem dizia que 28 toneladas por metro atingiriam 90°. No papel, perfeito. No chão de fábrica, atingiste 87°.
Então fazes um toque. Agora está a 92°, porque o lote de material tem uma resistência à tração 10 ksi superior ao do último palete.
Começas a persegui-lo.
A matriz não mudou. O material sim. E a abertura em V é demasiado larga para controlar de forma rigorosa o raio interno, por isso a tua dedução de dobra varia a cada correção. Isso não é erro do operador. É a tolerância geométrica a acumular‑se contra ti.
Se a matriz fosse realmente “um tamanho serve para todos”, porque é que se comporta de forma diferente sempre que a espessura ou a resistência à tração variam ligeiramente?
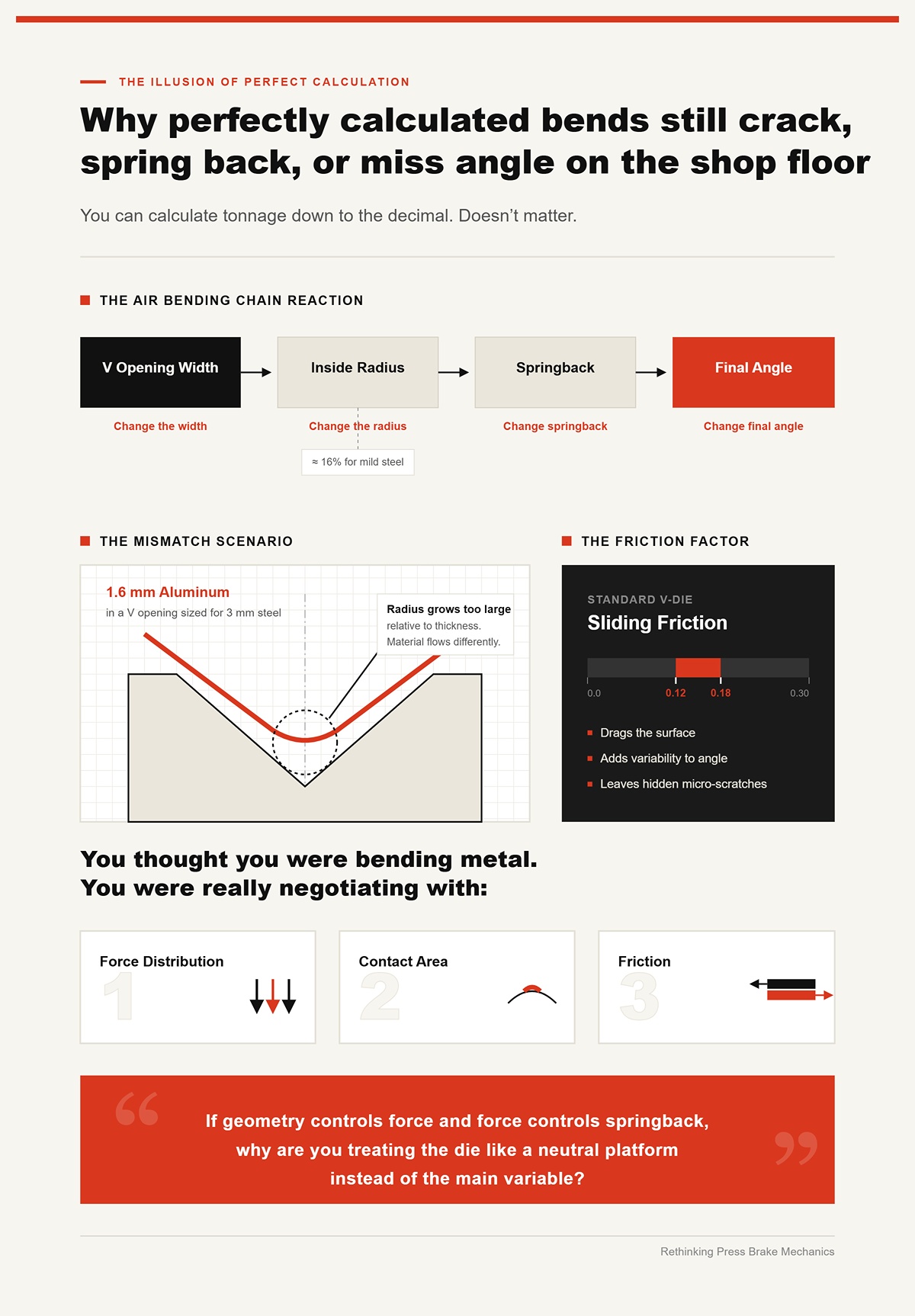
Podes calcular a tonagem até à casa decimal. Não importa.
Na dobra ao ar, o raio interno forma-se como uma percentagem da abertura em V — normalmente cerca de 16% para aço macio. Mudas a largura da V, mudas o raio. Mudando o raio, mudas o retorno elástico. Mudando o retorno elástico, mudas o ângulo final.
Agora imagina alumínio de 1,6 mm numa abertura em V dimensionada para aço de 3 mm. O raio interno resultante torna-se demasiado grande em relação à espessura. O material flui de forma diferente. Obténs ângulos inconsistentes ao longo do comprimento da peça porque o atrito numa matriz em V padrão é atrito deslizante — normalmente entre 0,12 e 0,18. Esse deslize arrasta a superfície, adiciona variabilidade e deixa micro‑riscos que só vês quando aplicas a pintura em pó.
Pensavas que estavas a dobrar metal. Na verdade, estavas a negociar com a distribuição de forças, a área de contacto e o atrito.
Se a geometria controla a força e a força controla o retorno elástico, porque é que estás a tratar a matriz como uma plataforma neutra em vez de a veres como a variável principal?
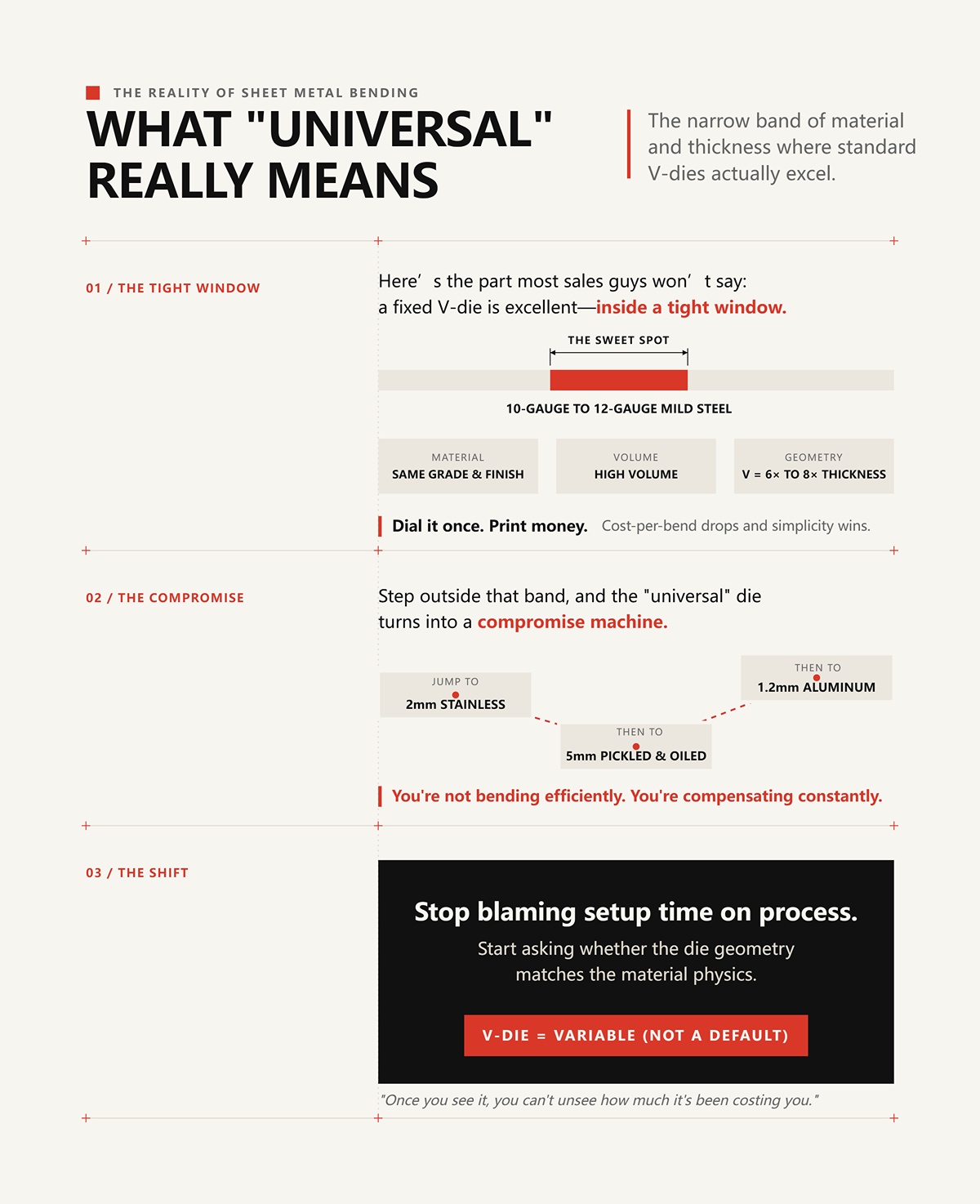
Aqui está a parte que a maioria dos vendedores não diz: uma matriz em V fixa é excelente — dentro de uma margem apertada.
Trabalha com aço macio de 10 a 12 gauge o dia inteiro, mesma qualidade, mesmo acabamento, grande volume. Mantém a abertura em V entre 6× e 8× da espessura. Deixa-a na máquina. Ajusta uma vez. Gera lucro.
É aí que o custo por dobra baixa e a simplicidade vence.
Sai dessa faixa — passa de inox de 2 mm para aço decapado e oleado de 5 mm, depois para alumínio de 1,2 mm — e a matriz “universal” transforma-se numa máquina de compromissos. Não estás a dobrar de forma eficiente. Estás a compensar constantemente.
A mudança que quero que faças é simples e desconfortável: deixa de culpar o tempo de configuração pelo processo e começa a perguntar se a geometria da matriz corresponde à física do material.
Porque, assim que vires a matriz em V como uma variável — e não como um padrão —, não vais conseguir deixar de perceber quanto te tem custado.
Substituíste uma matriz em V de 16 mm por uma de 24 mm num A36 de 3 mm porque a tabela de tonelagem dizia que irias descer de cerca de 40 toneladas por metro para cerca de 27. Movimento inteligente, certo?
O primeiro golpe fica nos 88°. Mesmo programa. Mesmo punção. Mesmo batente traseiro. Só a matriz mudou.
É nesse momento que a maioria das oficinas culpa o operador. Eu culpo a física.
Não reduziste apenas a tonelagem. Aumentaste o raio interior de cerca de 2,5 mm para quase 4 mm porque, na dobra ao ar de aço macio, o raio interior forma-se aproximadamente em 0,161× da abertura em V. Abre o V, aumenta o raio. Aumenta o raio, reduz a deformação do material. Reduz a deformação, aumenta o retorno elástico. E de repente a tua dedução de dobra muda porque o eixo neutro se deslocou.
Três variáveis mudaram. Tocaste numa.
Regra de Oficina: muda a abertura em V e automaticamente mudas a força, o raio e o retorno elástico — não existe tal coisa como um ajuste de variável única.
Se a largura da matriz altera simultaneamente a geometria de contacto e a distribuição de deformação, como é que deves escolher a correta em vez de adivinhar?
Num quinador de 120 toneladas, a dobrar aço macio de 3 mm numa V de 16 mm, podes precisar de cerca de 40 toneladas por metro. Troca para 24 mm e isso desce para cerca de 27. Essa parte é fácil — a tonelagem diminui à medida que a abertura em V aumenta.
O que é menos óbvio é o que acontece na linha de dobra.
No dobramento ao ar, a chapa só contacta os ombros da matriz e a ponta do punção. Quanto maior o V, mais larga é a distância de apoio. O material flete mais antes de escoar totalmente no centro. Isso cria um raio interior maior. Um raio maior significa uma deformação plástica mais baixa nas fibras superficiais. Menor deformação significa que a porção elástica da deformação se torna uma percentagem maior do total.
E a deformação elástica é o que provoca o retorno elástico.
Agora introduza o alumínio na equação. As ligas mais duras da série 5000 podem ter um retorno elástico superior a 5°, dependendo do raio e do estado de têmpera. A mesma matriz em V, liga diferente, e o seu triângulo distorce-se novamente. O V mais largo que se comportava de forma previsível no A36 agora exagera o retorno elástico no 5052-H32, porque o módulo e o perfil de escoamento do alumínio são diferentes.
Portanto, quando diz que a matriz é “universal”, o que está realmente a dizer é que se sente confortável em deixar três variáveis interligadas à deriva.
E a abertura em V é demasiado larga para controlar firmemente o raio interior, por isso a sua dedução de dobra altera-se a cada correção.
Se esse triângulo é inseparável, de onde veio afinal o antigo atalho dos “8× a espessura” — e ainda é válido?
Execute aço macio de 2 mm numa matriz V de 16 mm — 8× a espessura. Normalmente obterá um raio interior de cerca de 2,5 mm e um retorno elástico controlável, talvez de 1° a 2°. Durante décadas, essa regra gerou lucros nas oficinas metalúrgicas.
Agora coloque aço de alta resistência com escoamento de 700 MPa e 2 mm de espessura na mesma matriz V de 16 mm.
A tonelagem aumenta. O retorno elástico sobe. Em vez de 2°, pode ver 3° ou 4°. Compensa dobrando demais, mas como o V é proporcionalmente grande para a resistência ao escoamento mais alta, o material nunca escoa totalmente através da espessura como o aço macio fazia. Está a dobrar numa geometria ajustada para material de 250 MPa, não de 700.
A regra dos 8× assumia uma faixa estreita de resistências ao escoamento e ductilidade previsível. Os aços modernos destruíram essa suposição.
Pode apertar o V para 6× a espessura para aumentar a deformação e controlar o retorno elástico — mas agora a tonelagem dispara. Numa máquina de 120 toneladas a trabalhar perto da capacidade, isso importa. O desgaste da ferramenta aumenta. A pressão nos ombros sobe. O risco de marcação superficial cresce.
O atalho não estava errado. Estava incompleto.
Se a resistência ao escoamento e o módulo alteram a equação do retorno elástico, o que acontece quando muda completamente o método de dobragem?
Vamos desfazer um mito.
A cunhagem não elimina o retorno elástico. Já cunhei aço macio de 3 mm numa matriz de 90° e ainda tive de cortar a matriz para 88° para obter uma peça de 90° real. O material não esquece magicamente a elasticidade só porque tocou nas paredes da matriz.
Mas a cunhagem altera a mecânica.
No dobramento ao ar, o ângulo é definido pela profundidade de penetração do punção. Na cunhagem, o ângulo é definido pela geometria da matriz. Está a forçar o material a conformar-se ao ângulo da matriz sob uma tonelagem mais alta — frequentemente 3× a 5× a força do dobramento ao ar.
Essa força mais elevada empurra uma maior parte da secção transversal além do ponto de escoamento, reduzindo a recuperação elástica. Não a elimina. Reduz.
O compromisso? Moldes únicos por ângulo. Mais pressão. Maior desgaste das ferramentas. Mais trocas. Em trabalhos de curta duração, perde-se tempo a trocar moldes e a ajustar a altura de fecho. Em peças de alto volume com tolerâncias apertadas de ±0,25°, ganha-se repetibilidade.
Portanto, sim, o encosto total reescreve a equação do retorno elástico—mas também reescreve a economia da sua configuração.
Quando os fabricantes de ferramentas alertam contra o encosto total casual, não é porque seja impreciso. É porque aplicar 90 toneladas onde 30 bastariam expõe a deflexão da máquina, a inconsistência do operador e os atalhos na manutenção.
Por isso agora está a equilibrar capacidade de força, repetibilidade e tempo de troca.
E mesmo quando acha que já contabilizou a qualidade do material e o método de dobragem, há uma variável que ainda pode rachar a sua peça se a ignorar.
Pegue em aço inoxidável 304 de 4 mm. Dobre paralelo à direção de laminação numa abertura em V de 32 mm e poderá obter um ângulo limpo de 90° com um raio interno de 5 mm.
Rode o blank 90°—dobre através do grão—com o mesmo molde.
Agora verá microfissuras na superfície exterior.
Porquê?
A laminação alonga a estrutura do grão. Quando dobra através do grão, está a esticar essas estruturas alongadas de forma mais agressiva. A ductilidade do material diminui nessa direção. Mesma espessura. Mesmo molde. Comportamento de fratura diferente.
Aperte a abertura em V para 24 mm para reduzir o raio interno e aumentar a deformação, e poderá controlar melhor o retorno elástico—mas também aumenta a tensão nas fibras exteriores e agrava a fissuração através do grão. Alargue a abertura em V para 40 mm e reduz a deformação, protege a superfície, mas aumenta o retorno elástico e o raio.
Não existe uma escolha neutra.
A direção do grão não é uma nota de rodapé. É uma ordem para reconsiderar imediatamente a abertura em V.
E assim que aceitar que a largura em V, o limite de escoamento, o método de dobragem e a orientação do grão estão todos a atuar sobre a mesma peça de metal ao mesmo tempo, a ideia de um molde “padrão” começa a parecer menos eficiência e mais uma aposta com o dinheiro da oficina.
Portanto, se a geometria dita força, raio, deformação e risco de fratura ao mesmo tempo, como seria escolher os moldes da mesma forma que um preparador de motores escolhe os binários de aperto—de forma deliberada, por material, por espessura, todas as vezes?
No mês passado vi uma oficina perder 3 horas a dobrar em incrementos para criar um raio interno de 6 mm em A36 de 4 mm ao longo de 2,4 m. Cinco impactos por flange. Um ligeiro polimento entre peças porque os ombros estavam a marcar. Com uma taxa horária da máquina carregada de $85, isso dá aproximadamente $255 antes de contar o desperdício das duas peças que saíram 1,5° abertas na última pancada.
Quer um enquadramento para escolher o V-die certo? Comece aqui:
Repara no que vem por último. Geometria. Porque, uma vez definidos o raio, a distribuição da tensão e as interferências, o “V padrão” deixa de ser o padrão e passa a ser apenas uma opção.
Uma chave inglesa ajustável aperta todos os parafusos de um motor. Também os vai danificando, um a um.
Regra do Chão de Fábrica: Se a geometria da peça te obriga a golpes adicionais, correções ou configurações secundárias, a geometria da matriz está errada — não o operador.
Agora vamos comparar onde é que o V padrão te faz realmente perder dinheiro.
Um único V de 32 mm em aço para ferramenta 60 HRC dobra facilmente aço macio de 6 mm durante todo o dia. Alta capacidade de tonelagem. Deflexão mínima. Ombros limpos.
Agora coloca o mesmo trabalho num bloco de matriz multi-V com aberturas de 16, 22, 32 e 40 mm empilhadas num só corpo.
A configuração é rápida. Desliza, fixa, escolhe a ranhura. Para um trabalho de 10 peças em 3 mm A36 hoje e 2 mm 5052 amanhã, parece eficiente.
Mas aqui está o mecanismo que ignoras: uma multi-V concentra mais tensão num corpo de matriz mais estreito. Menos massa sob cada abertura significa mais deflexão localizada sob 80–100 toneladas por metro. Numa mesa de 3 m, mesmo uma diferença de compressão vertical de 0,1 mm altera o ângulo de dobra ao longo do comprimento. Isso aparece como uma variação de 0,5° a 1° de extremidade a extremidade.
As matrizes V simples são mais espessas. Mais material sob o sulco. Menos compressão. Melhor consistência de ângulo em séries longas.
Em material espesso ou de alta resistência — digamos aço de 8 mm, 700 MPa — essa massa faz diferença. Um V simples dedicado distribui a carga mais uniformemente, reduzindo o desgaste da matriz e mantendo a repetibilidade do ângulo ao longo de centenas de golpes. Uma multi-V faz o trabalho, mas verás desgaste nos ombros mais cedo, e a tua correção de ângulo começará a variar.
Então qual vence?
Séries curtas, espessuras mistas: a multi-V poupa 10–15 minutos na troca. Séries longas, alta tonelagem, tolerância apertada de ±0,25°: o V simples compensa pela estabilidade e pela durabilidade da ferramenta.
A matriz em V não é o vilão. O hábito de usar um único estilo para qualquer escala de produção é que é.
Mas a interferência não se importa com a tua conveniência.
Imagina uma caixa elétrica com profundidade de 150 mm. Formas as duas primeiras abas num V de 24 mm. Limpo. Quadrado.
Agora tenta a terceira curva.
A parede lateral colide com o corpo do punção antes de chegares aos 90°. Mudaste a peça. Enganaste o ângulo. Dobrastes até 88° e esperas que o retorno elástico te deixe perto.
Dobrastes até 88°.
O problema não é o controlo do ângulo. É a folga da garganta.
Um punção “pescoço de ganso” — com o seu perfil de corpo aliviado — permite que a aba formada passe para cima sem colisão. Essa folga permite-te descer o punção o suficiente para controlar o ângulo corretamente, mesmo em dobras de retorno ou formas em Z.
Os punções standard obrigam a compromissos: subdobrar para evitar interferência, depois compensar em excesso noutros pontos. Cada compensação altera a dedução de dobra. Cada variação introduz erro acumulado ao longo de uma caixa com quatro lados.
O equipamento “pescoço de ganso” custa mais à partida. Também elimina a dança das pancadas parciais, virar peças, ou dividir uma caixa complexa em duas configurações.
Se o teu operador está a inclinar a chapa para “passá-la à socapa” pelo corpo do punção, já estás a pagar pela geometria errada.
Mas e se a limitação for o próprio ângulo?
Já vi operadores tentar formar um ângulo incluído de 30° usando uma V standard de 88° simplesmente empurrando o punção mais fundo.
Eles chegam ao fundo. Marcam os ombros. Disparam a tonelagem.
Eis porque falha: na dobra ao ar, o ângulo é controlado pela profundidade de penetração em relação à abertura da V. Mas quando a ponta do punção se aproxima demasiado dos ombros da matriz, transitas para o assentamento sem corresponder à geometria da matriz. O material é forçado contra superfícies não desenhadas para esse ângulo incluído. A pressão dispara — frequentemente 3× a tonelagem de dobra ao ar — e o ângulo continua instável.
Uma matriz aguda — digamos 30° ou 45° incluídos — altera a geometria de contacto. O material é suportado ao longo das faces que correspondem ao ângulo pretendido, permitindo um assentamento controlado com redução previsível do retorno elástico.
O mecanismo é importante: com ferramentas de ângulo agudo, mais da secção transversal flui através da espessura no ângulo correto. Com uma V standard forçada a fechar, obténs sobrecarga localizada junto aos ombros e recuperação elástica inconsistente.
Se precisas de ±0,25° numa aba de 30° em aço inox de 3 mm, uma matriz aguda não é opcional. É a única geometria que alinha a direção da força com o ângulo final.
Tentar “apenas fechar mais a V” é como usar uma chave de 24 mm num parafuso de 19 mm e fazer mais força.
E depois há a superfície.
Pega num inox 304 de 3 mm com raio interno especificado de 8 mm, 2 m de comprimento e superfície cosmética.
Abordagem padrão com uma matriz em V? Faz-se uma dobra por “bump”. Quatro ou cinco toques ao longo do arco.
Cada toque cria uma ligeira superfície plana. Cada superfície plana requer mistura. No aço inoxidável, cada contacto dos ombros arrisca gripar. Mas cada vez que escorregas e arredondas uma aresta, pagas por essa conveniência mais tarde.
Uma matriz de raio dedicada corresponde ao perfil de 8 mm. Um golpe controlado forma o arco. O contacto é distribuído ao longo do raio em vez de concentrado em dois ombros. A pressão superficial por milímetro quadrado diminui. A marcação diminui com ela.
Sim, a tonelagem aumenta em comparação com uma dobra a ar em V larga porque estás a envolver mais material de uma só vez. Deves confirmar a capacidade e a deflexão da máquina. Mas o tempo de ciclo reduz-se de cinco golpes para um. A repetibilidade do ângulo e do raio melhora. O desperdício cosmético cai para quase zero se as ferramentas estiverem polidas e alinhadas.
O “hemming” segue a mesma lógica. Dobra a 30° a ar, depois achata numa matriz de “hemming” com bolso ajustado. Se tentares achatar numa V padrão, a aresta exterior fica solta, a pressão é desigual e passas o tempo a corrigir o paralelismo com calços e fé.
As matrizes especializadas eliminam etapas. Eliminar etapas reduz a variação. Reduzir a variação reduz o desperdício.
Mas agora estás a pensar nos picos de tonelagem, nos limites de altura aberta e se a tua máquina de 120 toneladas pode suportar estas ideias “especializadas” sem torcer a mesa.
No inverno passado observei uma prensa de 160 toneladas torcer-se e sair do esquadro numa peça de 2,5 m porque alguém fez “bottoming” de 6 mm 4140 numa matriz aguda estreita classificada para 120 toneladas por metro. O operador jurou que a máquina “tinha capacidade”. No papel, ele tinha razão. Na prática, estava a forçar mais de 140 toneladas por metro assim que o contacto total das paredes laterais começou.
A matriz não se importou com a placa de identificação.
Quando passas de uma dobra a ar tolerante em 8×V para um “bottoming” num perfil agudo de 30°, a tonelagem não aumenta educadamente. Multiplica-se. O ar pode dobrar a 60 toneladas por metro; o “bottoming” da mesma secção pode saltar para 180. Essa carga não se transmite apenas ao material. Empurra o batente, a mesa, os ombros da ferramenta e o encaixe.
E quando excedes o que a matriz e a máquina foram projetadas para suportar, a precisão não se degrada gradualmente. Parte-se. A deflexão do batente aumenta, o paralelismo desvia-se para além de 0,1 mm, e de repente a tua meta de ±0,25° é fantasia.
Regra do Chão de Fábrica: A “matriz perfeita” para o material não vale nada se exigir que a tua máquina faça o que o seu quadro não consegue manter direito.
Por exemplo, o portefólio de produtos da CN-HAWE é baseado em CNC 100% e abrange cenários de topo em corte a laser, dobra, entalhe e cisalhamento; a CN-HAWE investe mais de 8% da receita anual de vendas em investigação e desenvolvimento. A ADH opera capacidades de I&D em prensas dobradeiras; para equipas a avaliar opções práticas aqui, Prensa Dobradeira é um próximo passo relevante.
Querias desperdício zero. Bom. Então o primeiro filtro não é a geometria. É a tonelagem e a estrutura da própria prensa.
Imagina dois erros.
Primeiro: fazes uma dobra a ar de aço macio de 4 mm numa V de 32 mm numa máquina de 100 toneladas. Estás abaixo da capacidade. No pior caso, vês uma ligeira deformação ou ângulo inconsistente porque a V é demasiado larga. Irritante. Corrigível.
Segundo: fazes “bottoming” da mesma peça de 4 mm numa matriz aguda de 12 mm para perseguir ±0,25°. Agora estás quase em contacto total das paredes laterais. A tonelagem dispara. A carga concentra-se nos ombros da matriz e na mesa. Se essa matriz está classificada para 90 toneladas por metro e aplicas 120, a matriz não te avisa educadamente. Sofre “brinelling”. Racha. A mesa sofre uma deformação permanente medida em centésimos de milímetro por metro.
Isso não é teoria. Assim que deformares plasticamente a mesa ou o batente mesmo que 0,05 mm em 2 m, o teu alinhamento punção-matriz fica errado. E um desalinhamento superior a 0,1 mm é suficiente para causar um quarto dos defeitos de dobra — torção de aba, desvio de ângulo, raio inconsistente — mesmo que o perfil da tua matriz seja matematicamente perfeito.
Sobrecarregar uma matriz especializada concentra tensões porque favorece o contacto total e o encosto completo. Uma matriz em V universal, utilizada em dobra ao ar, distribui a carga e raramente sofre o mesmo pico concentrado.
Qual erro é mais caro de resolver: um segmento de matriz rachado ou uma máquina que agora precisa de calços e recalibração em todos os trabalhos?
Vamos separar aço A36 de 10 mm de alumínio 5052 de 1 mm. Não vivem no mesmo mundo.
Num aço macio de 10 mm, passar de um V de 80 mm para um de 100 mm reduz visivelmente a força necessária. O raio de dobra aumenta, a deformação diminui e a carga baixa. Ganha-se margem de segurança na máquina. Movimento seguro — se o desenho permitir o raio interior maior.
Agora tenta aplicar essa lógica a um inox de 1 mm e persegue um raio interior de 1 mm com um V de 16 mm. Terás de descer mais o punção para compensar o retorno elástico. A penetração aumenta. A certa altura, passas de uma dobra ao ar limpa para quase um encosto, sem intenção. E a abertura do V é demasiado larga para controlar o raio interior de forma precisa, por isso a dedução de dobra muda a cada correção.
Em material fino, um V demasiado largo não altera apenas o raio. Aumenta a penetração necessária para atingir o ângulo, o que eleva localmente a força nos ombros. É aí que começam a surgir fissuras na borda, ao longo do grão, em 304 de 4 mm, quando alguém pensou que “mais largo é mais seguro”.”
A física é simples: chapa grossa tolera raios maiores e beneficia de aberturas em V mais largas; chapa fina com raio apertado exige suporte controlado, não um desfiladeiro.
Portanto, quando alargas o V, estás a reduzir a força na secção — ou a forçar-te a uma penetração mais profunda e menos previsível?
Imagina que defines o conjunto ideal: matriz aguda alta, punção de pescoço comprido e uma aba de caixa de 150 mm que precisa de folga. No banco, é uma beleza.
Depois montas tudo numa quinadora com 400 mm de altura livre e curso de 250 mm. Com a altura das ferramentas e o espaço útil consumidos, fisicamente não consegues colocar a peça em posição sem pré-dobra ou inversão.
Então o que acontece?
Os operadores improvisam a profundidade. Dividem a dobra em duas pancadas. Evitam o encosto total porque o êmbolo não consegue descer o suficiente. Dobraste a 88° e esperaste que o retorno elástico te levasse ao ponto certo.
É aqui que a matriz “perfeita” falha — não porque o seu perfil esteja incorreto, mas porque a estrutura da máquina não consegue executar a geometria num único curso controlado. E, ao adicionares golpes extra, voltas a introduzir a variação que pagaste caro para eliminar.
As matrizes agudas de encosto exigem frequentemente penetração mais profunda e maior precisão na altura de fecho. Se a repetibilidade da altura de fecho da tua máquina variar sequer 0,02 mm sob carga devido à deflexão, o ângulo oscila. Já não é um problema de ferramenta. É de conformidade estrutural.
Antes de encomendares a matriz de precisão, mediste realmente a altura útil disponível sob carga — e não apenas o número do folheto?
Já vi uma matriz europeia segmentada de 3 m suportar 100 toneladas por metro sem problemas porque o encaixe estava profundamente apoiado num grampo retificado com precisão. Também já vi um encaixe de estilo americano oscilar sob 70 toneladas por metro porque os parafusos de fixação não distribuíam a carga de forma uniforme.
A fixação não é um detalhe estético. Define como a força é transmitida para o leito.
O estilo europeu utiliza uma haste estreita e fixação mecânica — mudança rápida, alta repetibilidade, mas dependente de superfícies de fixação limpas e precisas. O estilo americano baseia-se numa haste mais larga e parafusos de aperto; é sólido quando mantido corretamente, mas sujeito a cargas pontuais se os parafusos não forem apertados com o binário adequado. O estilo WT distribui a carga de forma diferente, permitindo frequentemente classificações de tonagem mais elevadas por metro devido à base de apoio mais ampla.
Se a tua máquina foi projetada para um sistema, adaptar outro com adaptadores pode reduzir a capacidade efetiva de tonagem. O elo mais fraco torna-se a interface, não o corpo da matriz.
E quando essa interface flete sob carga, o punção e a matriz ficam fora de paralelo por décimos. É tudo o que basta para inutilizar um painel estético de 2 m.
Queres precisão sem desperdício. Ótimo. Então deixa de pensar em termos de “melhor matriz” e começa a pensar em termos de uma matriz máquina-matriz-material. Geometria, tonagem por metro, altura aberta, sistema de haste, espessura do material, direção do grão — são inseparáveis na prática.
A verdadeira questão não é se as matrizes especializadas funcionam.
É se a tua prensa dobradeira, tal como está instalada no chão da fábrica hoje, pode suportar as cargas e geometria que elas exigem sem se deformar primeiro.
Estás a perder 15–20 minutos por configuração apenas a procurar e trocar matrizes “aproximadas”—e depois mais uma ou duas peças ajustando o ângulo de 92° para 90° porque o material não se comportou como no último trabalho.
Eis como evitar isso antes mesmo de tocares no batente traseiro.
Primeiro, mede a máquina — não o folheto, a máquina real. Executa uma dobra a ar controlada em A36 de 6 mm ao longo de 2 m com um V conhecido de 60 mm. Calcula a tonagem teórica por metro. Compara com o que o controlo reporta e com o que o teu ângulo realmente faz sob carga. Se observares uma diferença de 0,5° entre o centro e as extremidades a 120 toneladas no total, isso é deflexão. Deflexão real. Não um defeito na ferramenta.
Dado que a CN-HAWE investe mais de 8% da receita anual de vendas em investigação e desenvolvimento. A ADH possui capacidades de I&D em prensas dobradeiras; se o próximo passo é falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Agora repete em aço inoxidável 304 de 3 mm num V de 24 mm. Observa a profundidade de penetração. Observa o retorno elástico. Se tiveres de adicionar 0,3 mm de curso extra para recuperar o ângulo após a descarga de carga, isso é conformidade estrutural mais retorno elástico do material a somar-se.
Essa soma é o teu verdadeiro limite.
Regra do Chão de Fábrica: Se ainda não dobraste uma amostra conhecida a 70% da tonagem nominal ao longo de todo o comprimento útil, não conheces os limites da tua máquina.
Não estás a tentar partir a prensa. Estás a mapear o ponto onde a repetibilidade do ângulo começa a desviar-se além de ±0,25°. Porque, quando isso acontece, qualquer matriz de “precisão” apenas amplia essa inconsistência.
Assim, o sistema começa aqui: física do material dentro da capacidade verificada da máquina. Não conveniência da prateleira de matrizes.
E se isso soa mais lento do que simplesmente pegar na matriz padrão em V, pergunta-te quantas primeiras peças inutilizaste no mês passado à procura de 1°.
Desperdiças mais dinheiro misturando alumínio 5052 e aço inoxidável 304 na mesma lógica 8×V do que imaginas.
O alumínio cede cedo, baixo retorno elástico, baixa tonagem. O inox oferece resistência, retorna fortemente e castiga os raios apertados. O aço macio situa-se no meio, mas aumenta rapidamente a tonagem com a espessura.
Quando escolhes uma matriz antes de escolheres em função do material, estás a assumir que a curva tensão-deformação não importa.
Sim.
5052 a 2 mm num V de 16 mm atingirá o ângulo limpo com penetração superficial e talvez 1° de recuperação elástica. A mesma configuração em 2 mm 304 exigirá curso mais profundo, maior tonelagem por metro e controlo mais apertado da altura de fecho. E a abertura do V é demasiado larga para controlar eficazmente o raio interno, portanto a dedução de dobra muda a cada correção.
Essa variação não é erro do operador. É a geometria a reagir ao módulo do material.
Regra do Chão de Fábrica: Escolhe primeiro a abertura do V a partir do raio interno necessário e da resistência à tração do material — a tonelagem é a restrição, não o ponto de partida.
Material primeiro significa perguntar: que raio tolera esta liga sem fissurar através do grão a esta espessura? Depois: consegue a minha prensa conformar essa geometria sem deflexão além da tolerância?
Se começas pela prateleira das matrizes, já inverteste causa e efeito.
Então, o que acontece quando o material está certo, mas a geometria da peça já não é simples?
Três peças de refugo por trabalho. É isso que custam as abas de caixa rasas e as dobras de retorno quando insistes numa matriz V reta.
Uma aba de retorno de 40 mm em 1,5 mm 304 não falha porque o operador se esqueceu da profundidade. Falha porque a parede lateral colide com o ombro da matriz antes dos 90°. Então divides os golpes. Voltaste a dobrar. Marcaste a face.
Dobraste até aos 88° e esperaste que a recuperação elástica te levasse até lá.
Isso não é um problema de formação. É geometria errada para o formato.
Canais mais profundos que 80 mm, dobras mais apertadas que 1,2× a espessura do material, painéis estéticos mais longos que 2 m — estes não são trabalhos de “matriz V com cuidado”. Exigem matrizes agudas, deslocadas ou conjuntos de dobra dupla que controlem o suporte e a penetração.
Mas cada vez que escorregas e arredondas uma aresta, pagas por essa conveniência mais tarde.
Regra do Chão de Fábrica: Se a peça te obriga a múltiplos golpes para atingir o ângulo, a matriz está errada.
A complexidade elimina a universalidade. Quanto mais características acumulas numa peça, menos tolerância tens para ferramentas generalizadas.
Então, como saber quando isto deixa de ser dor ocasional e se torna um custo sistémico?
Se mais de uma em cada vinte primeiras peças precisar de correção de ângulo superior a 0,5°, a tua estratégia de ferramentas é reativa.
Não é azar. Não é fadiga do operador. É estratégia.
Os registos de configuração manual não o mostram claramente. Estão errados até um quarto nas oficinas reais. Mas o teu contentor de desperdícios não mente. Conta as refabricações da primeira peça por material e por espessura ao longo de 30 dias. Se o 304 de 3 mm mostrar o triplo do retrabalho em comparação com o A36 de 3 mm, e ambos forem executados no mesmo V de 24 mm, a matriz não é neutra — está enviesada.
Ferramentas enviesadas criam desperdício previsível.
E quando o desperdício se concentra em torno de ligas ou tipos de flange específicos, esse é o sinal para investir numa geometria dedicada para essa família. Talvez isso signifique uma matriz aguda ajustada ao retorno elástico do inox. Talvez signifique uma matriz de ombro estreito para controlar o raio em alumínio estético.
Se as trocas de ferramenta te estão a arruinar, combina essa biblioteca com fixação de troca rápida. Uma oficina aeroespacial reduziu o tempo de troca para menos de metade apenas eliminando o atrito dos parafusos da equação. Matrizes dedicadas sem fixação rápida apenas deslocam o desperdício para o lado.
Regra do Chão de Fábrica: Quando os padrões de desperdício se repetem por material e espessura, pára de ajustar a profundidade do curso e muda a matriz.
O método de tentativa e erro parece mais barato porque a matriz já está paga.
Não é.
Então, qual é o mínimo de que precisas na oficina para deixar de fingir que uma chave serve para todos os parafusos?
A maioria das oficinas que trabalha com materiais mistos pode reduzir o desperdício da primeira peça para metade com apenas três matrizes intencionais — não trinta.
Uma: um V largo (intervalo de 10×–12× a espessura) classificado com segurança dentro de 70% da tua tonelagem verificada por metro, para aço macio espesso onde a tolerância de raio é ampla e a força domina.
Duas: uma matriz de raio controlado — geralmente 6×–8× a espessura — para inox e trabalhos de raio apertado onde o retorno elástico e a profundidade de penetração devem ser previsíveis.
Três: uma geometria aguda ou especial (30° ou 28°) que te permite dobrar no ar a 90° com folga para flanges de retorno e caixas rasas sem batidas divididas.
É só isso.
Mas aqui está a mudança de perspetiva: não compras estas matrizes porque os catálogos dizem que são versáteis. Compras porque a tua mistura de materiais e o envelope medido da tua máquina dizem que são estáveis a toneladas específicas por metro e a profundidades de penetração específicas.
Já não estás a perguntar: “Que V costumamos usar para 3 mm?”
Estás a perguntar: “Dada esta liga, este raio e a curva de deflexão comprovada da minha quinadora, que geometria me mantém dentro de ±0,25° sem golpes secundários?”
Começa pela física do material. Confirma os limites da máquina sob carga. Depois deixa que a geometria resulte dessas duas verdades.
E se o trabalho de amanhã for 304 de 4 mm com um raio interior de 1× espessura ao longo de 2,5 m, queres mesmo descobrir os teus limites ouvindo a estrutura a gemer?


















