

Quando uma quinadeira dobra chapa metálica, o punção não está apenas “a forçá‑la a assumir uma forma”. Está a gerir uma redistribuição cuidadosamente equilibrada das tensões em todo o material. A matriz em V por baixo define esse padrão de tensões. À medida que o punção desce, o lado interno da dobra é comprimido enquanto o lado externo se estica—separados por um eixo neutro onde a tensão cai quase a zero. Esta geometria é crucial: quanto menor o raio interno, maiores as tensões localizadas e maior a tonelagem necessária. Assim que os operadores compreendem como a largura de abertura da matriz está diretamente ligada à força de dobragem, torna‑se claro porque é que escolher a matriz errada pode tornar os resultados inconsistentes—ou até impedir uma dobragem adequada.
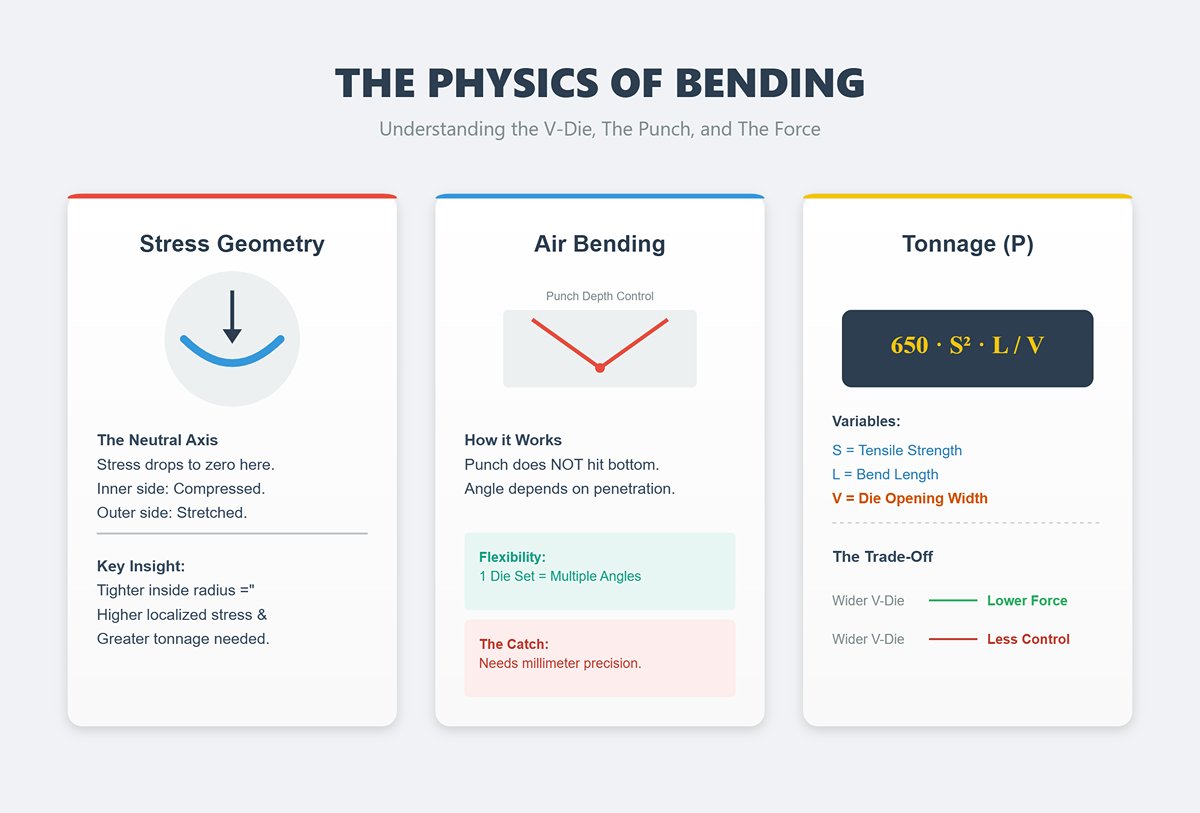
Na dobragem ao ar—técnica usada com mais frequência—o punção pára antes de tocar no fundo da matriz. O ângulo da dobra resultante não é determinado pela própria matriz, mas sim pela profundidade da penetração do punção. Esta abordagem oferece flexibilidade: um único conjunto de punção e matriz pode produzir vários ângulos simplesmente ajustando a profundidade. A contrapartida é a precisão—alterações no curso do punção de apenas um milímetro podem modificar visivelmente o ângulo final.
A força de dobragem necessária não é um mistério. Ela obedece a relações estruturais entre a espessura do material (T), o comprimento da dobra (L) e a resistência à tração (S), que em conjunto determinam a tonelagem necessária (F). Para o aço macio, aplica‑se uma aproximação amplamente utilizada: P = 650 × S² × L / V, onde V é a largura de abertura da matriz. Aumentar V reduz a tonelagem necessária, mas também sacrifica o controlo—uma troca que os principiantes muitas vezes subestimam.
A dobragem combina dois comportamentos simultâneos: deformação elástica e plástica. A deformação elástica é temporária—o metal retorna à sua forma original quando a pressão é removida. A deformação plástica é permanente—define a forma final. Nas operações de quinadeira, ambas se sobrepõem, e essa recuperação elástica remanescente explica porque é que o ângulo final não corresponde exatamente à forma do punção após o alívio da pressão.
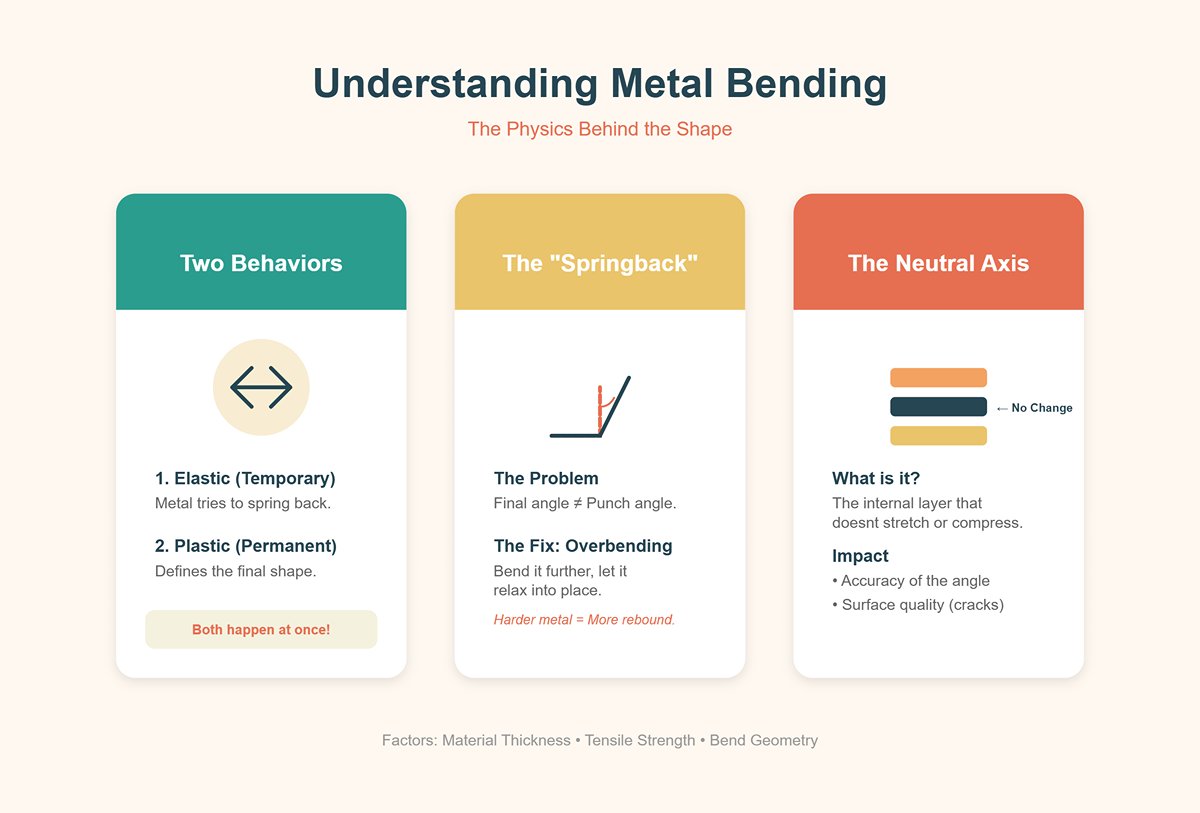
O retorno elástico (springback) pode ser previsto e controlado. Materiais com maior resistência à tração recuperam mais fortemente do que metais mais macios. A solução padrão é uma sobremedida controlada—pressionar a peça ligeiramente para além do ângulo desejado, de modo que ela relaxe até atingir as especificações. Operadores experientes ajustam finamente esta sobremedida em cada montagem, considerando a espessura, a resistência do material e até variações de lote para lote.
O eixo neutro—uma camada oculta dentro da dobra que permanece inalterada em comprimento—é o elemento chave na mecânica da dobragem. A sua posição desloca‑se com base nas características do material e nas especificidades da geometria da dobra, determinando o equilíbrio entre tração e compressão. Estas alterações influenciam não apenas a precisão do ângulo final, mas também a qualidade visual da superfície, já que tensões excessivas podem causar marcas visíveis ou até fissuras na face externa.
A dobragem em quinadeira concentra a tensão num ponto linear localizado entre o punção e a matriz. A calandragem, por contraste, molda o metal progressivamente à medida que ele passa por rolos, distribuindo a deformação de forma mais uniforme e produzindo curvas suaves em vez de ângulos agudos. A dobragem por aba, por sua vez, fixa a peça ao longo de uma linha e faz girar a viga de aperto para criar a dobra, um processo que minimiza o retorno elástico, mas limita tanto o intervalo de ângulos como a complexidade das formas.
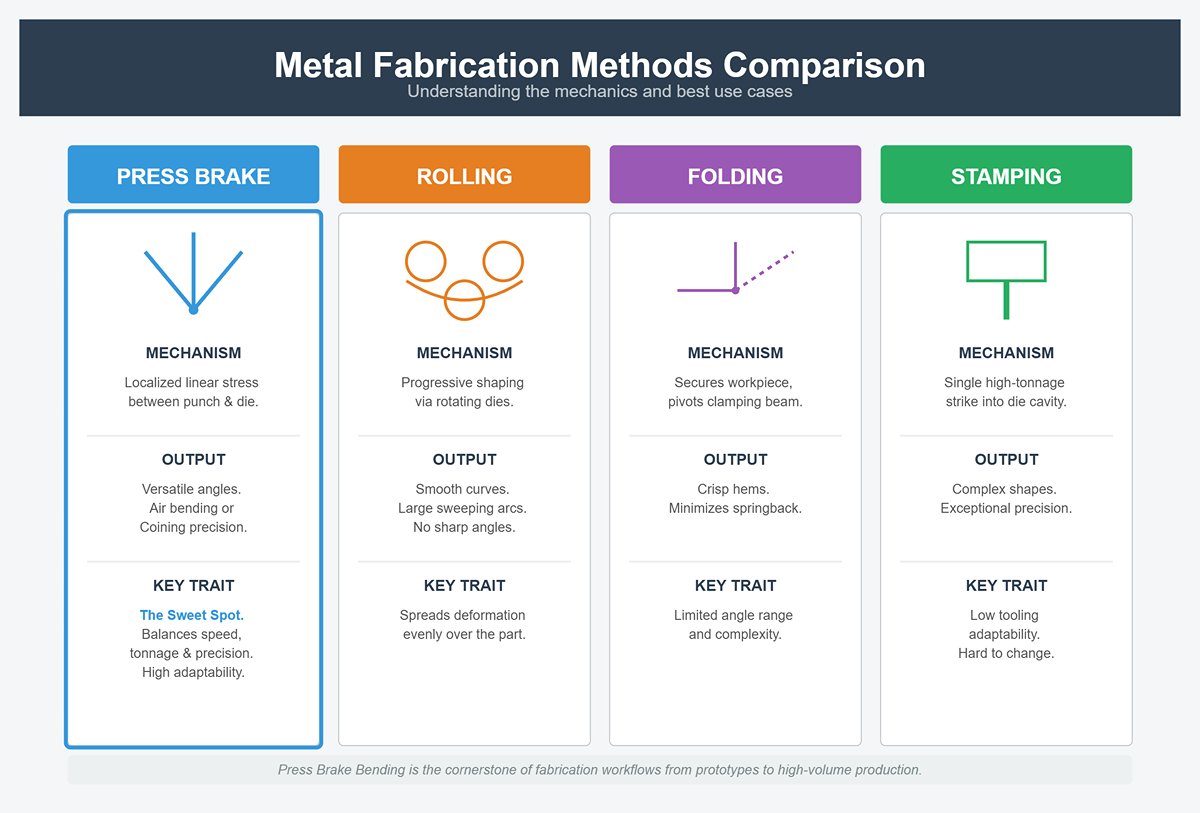
A estampagem opera sob um perfil de tensões completamente diferente—forçando toda a forma da peça numa cavidade de matriz com um único golpe de elevada tonelagem. Isto permite uma precisão excecional, mas à custa da adaptabilidade das ferramentas. Em comparação, as quinadeiras podem ajustar os ângulos durante a dobragem ao ar sem trocar de ferramentas, ou alcançar tolerâncias apertadas através de dobragens de fundo ou cunhagem, ajustando a força e a profundidade de penetração.
Enquanto a calandragem é ideal para arcos largos e a dobragem por aba é mais adequada a vincos precisos, a dobragem em quinadeira situa‑se no ponto ideal entre precisão e versatilidade. A sua capacidade de equilibrar velocidade, tonelagem e precisão torna‑a um pilar essencial dos processos de fabrico, desde protótipos únicos até produção em grande escala.
Três principais técnicas de dobragem definem o panorama operacional:
Flexão por ar requere a menor tonelagem e permite que um único conjunto de ferramentas alcance múltiplos ângulos. Embora ofereça versatilidade por meio do controlo da profundidade de penetração, a consistência do ângulo pode variar devido a flutuações no retorno elástico, mantendo a precisão a um nível moderado.
Dobragem de fundo utiliza maior tonelagem e mais contacto com a matriz, encaixando a peça mais profundamente. Esta abordagem troca alguma flexibilidade por maior precisão e retorno elástico mais consistente, tornando‑a ideal para trabalhos de precisão com tolerâncias apertadas.
Moedura aplica a força mais elevada, pressionando o metal totalmente na matriz para gravar o ângulo da dobra no material. Isto praticamente elimina o retorno elástico e proporciona precisão ultraelevada, mas limita a flexibilidade e acelera o desgaste das ferramentas.
| Método | Requisito de Tonelagem | Nível de Precisão | Desgaste das Ferramentas | Flexibilidade Operacional |
|---|---|---|---|---|
| Dobragem a Ar | Baixo | Moderado | Baixo | Alto |
| Dobragem Inferior | Médio | Alto | Moderado | Médio |
| Moedura | Alto | Excecional | Alto | Baixo |
Reconhecer estes fatores transforma o encurvamento de uma operação mecânica rotineira num processo estratégico de tomada de decisão. O operador não está apenas a moldar metal — está a equilibrar força, geometria das ferramentas e a “memória” inerente do material para atingir de forma consistente essa interseção precisa entre o design teórico e a produção fiável e repetível.
Embora o encurvamento no ar só tenha ganho tração nos anos 1970, desde então tornou-se o método padrão de prensa dobradeira em muitos ambientes de fabrico. Neste processo, a ponta do punção empurra a chapa metálica para dentro da matriz em V, mas pára antes de haver contacto completo ao longo das paredes da matriz. Como resultado, apenas a ponta do punção e os ombros da matriz tocam o material, e o ângulo de dobra é determinado pela profundidade de penetração em vez da geometria da matriz. Este contacto limitado reduz drasticamente a tonelagem necessária — frequentemente para menos de metade da do encurvamento de base — e permite que uma única matriz em V de 85° produza uma variedade de ângulos ajustando simplesmente a profundidade do curso do punção.
Essa versatilidade explica o domínio do encurvamento no ar em termos de eficiência de custos e trocas rápidas. Com menos matrizes para comprar, as despesas com ferramentas mantêm-se baixas, e os operadores podem ajustar os ângulos de dobra sem substituir componentes. No entanto, a precisão sofre. O encurvamento no ar deixa os ângulos finais fortemente influenciados por fatores fora de controlo total: variações na espessura da chapa, resistência do material, ductilidade e o quanto o metal recupera elasticamente após a libertação. Mesmo ângulos de punção e matriz cuidadosamente escolhidos podem produzir resultados inconsistentes ao trabalhar com diferentes ligas ou lotes de fornecedores variados. Para trabalhos que exigem tolerâncias apertadas, esta imprevisibilidade transforma a flexibilidade numa desvantagem.
Verificação rápida: Se cada execução exige verificações repetidas de ângulo ou ajustes contínuos devido à recuperação elástica, as supostas poupanças do encurvamento no ar podem estar a custar-lhe mais em tempo perdido e precisão comprometida.
No encurvamento de base, a chapa metálica é pressionada na matriz em V até entrar em contacto total com as paredes laterais da matriz. Para garantir precisão, os ângulos do punção e da matriz devem corresponder exatamente ao ângulo de dobra desejado, e as ferramentas devem ser adequadas à espessura específica do material. Uma vez que a chapa está totalmente assentada, a prensa aplica apenas força suficiente para empurrar o metal ligeiramente além do seu ponto de cedência, fixando o ângulo com recuperação elástica mínima.
A vantagem é a precisão. Como o ângulo de dobra é ditado pela geometria fixa do punção e da matriz em vez de depender apenas da profundidade de penetração, a recuperação elástica é controlada de forma eficaz sem necessidade de reajustes constantes. Isto torna o encurvamento de base ideal para séries de produção onde a precisão consistente é essencial, como em montagens que exigem encaixes exatos. A desvantagem é a reduzida adaptabilidade: qualquer alteração de ângulo ou de espessura do material requer ferramentas diferentes, o que abranda a produção e aumenta os custos. Para oficinas que produzem frequentemente peças personalizadas ou incorporam mudanças de design, esta rigidez pode anular os benefícios de precisão.
No uso diário, o encurvamento de base oferece um meio-termo — mais preciso do que o encurvamento no ar, consumindo muito menos tonelagem do que a cunhagem, mas limitado pela necessidade de ferramentas que se ajustem à sua gama específica de produtos.
A cunhagem leva a curvatura um passo mais além, aplicando compressão controlada ao material. O punção empurra a chapa 10–15% mais fundo na matriz do que o perfil de dobra final exigiria, imprimindo o nariz do punção na peça de trabalho. Esta penetração profunda requer de três a cinco vezes a tonelagem usada na dobra ao ar — se um trabalho precisa de 50 toneladas para dobra ao ar, conte com 150–250 toneladas para cunhar o mesmo material.
A recompensa é a eliminação absoluta do retorno elástico. Após a cunhagem, o ângulo de dobra mantém-se exato, independentemente da dureza ou variações de espessura do metal, porque o material foi plasticamente remodelado para coincidir com a geometria das ferramentas. Isto torna a cunhagem inestimável para peças de alta precisão e missão crítica — como suportes aeroespaciais, carcaças complexas ou componentes de vedação — onde mesmo a mais pequena discrepância angular pode comprometer o desempenho ou o encaixe.
A desvantagem é o aumento do desgaste e da tensão mecânica. A tonelagem elevada e constante encurta a vida útil operacional, tanto da quinadeira como das suas ferramentas. A cunhagem exige não apenas investimento em capacidade, mas também em manutenção rigorosa, aços para ferramentas de qualidade premium e planeamento de cuidados de longo prazo com o equipamento. É o processo menos tolerante a erros de configuração — qualquer falha sob carga de cunhagem pode causar danos imediatos tanto na máquina como na peça.
Uma forma eficiente de aumentar a precisão da dobra sem um grande investimento em ferramentas é adaptar uma configuração de dobra ao ar para imitar a dobra ao fundo quando são necessárias tolerâncias mais apertadas. Se um determinado ângulo de dobra sofre consistentemente de retorno elástico, escolha um conjunto de punção e matriz que corresponda exatamente ao ângulo e espessura de material pretendidos. Depois, reduza proporcionalmente a abertura em V para aumentar a precisão. Por exemplo, se normalmente utiliza uma abertura em V oito vezes superior à espessura do material para dobra ao ar, reduza-a para seis vezes e aprofunde o curso até o material assentar firmemente sobre os dois ombros da matriz.
É assim que a implementação bem-sucedida se apresenta: a sua primeira peça de teste atinge o ângulo pretendido sem ajustes posteriores, e as peças seguintes reproduzem consistentemente esse resultado. As medições revelam retorno elástico mínimo, com menos iterações de tentativa e erro e maior uniformidade em todo o lote. Este ajuste simples permite-lhe perceber se a fiabilidade da dobra ao fundo compensa a configuração adicional das ferramentas — antes de se comprometer a alterar todo o processo.
A verdadeira precisão na dobra começa muito antes de o metal chegar à prensa — começa com cálculos corretos. Uma peça que parece perfeita num modelo CAD pode sair da quinadeira um milímetro mais curta ou mais longa se a matemática do padrão plano ou a escolha das ferramentas estiver errada. Resultados previsíveis e repetíveis dependem do uso disciplinado de fórmulas e fatores comprovados. Estes não são conceitos teóricos — são salvaguardas contra bordas dobradas que se separam, danos nas ferramentas e peças finais fora de especificação.
Cada dobra utiliza uma quantidade precisa de material ao curvar-se em torno da matriz. Essa porção — conhecida como tolerância de dobra — resulta de geometria simples e da forma como o metal flui durante a dobra. Fundamental para o cálculo está o fator K, que define onde o eixo neutro da chapa se desloca à medida que a dobra é formada.
As diretrizes padrão costumam usar um fator K de cerca de 0,33 para aço macio, o que posiciona o eixo neutro aproximadamente a um terço da espessura a partir da superfície interna. Operadores experientes sabem que até pequenas variações deste valor podem gerar consequências mensuráveis. Na prática, o fator K pode variar de 0,30 a 0,45, influenciado por fatores como a largura da matriz, o raio interno de dobra e se a dobra é ao ar ou totalmente cunhada. Um número incorreto provoca rapidamente erros dimensionais acumulados — um desvio de apenas 0,3 mm por dobra pode conduzir a um desalinhamento total de um milímetro num suporte de três abas.
A forma mais rápida de determinar o valor correto é com uma peça de prova com três dobras. Corte uma peça plana de teste, programe‑a com o fator K assumido, execute três dobras em comprimentos fixos e depois meça as dimensões exteriores finais. Inverta o cálculo para determinar o fator K real que produziu essas medições. Uma vez registado, esse valor torna-se uma entrada fiável sempre que trabalhar com essa combinação específica de material e ferramenta. Oficinas que investem alguns minutos nesta calibração reduzem consistentemente os ajustes na primeira peça e diminuem as taxas de refugo.
Mesmo peças com espessuras idênticas podem apresentar resultados visivelmente diferentes quando dobradas com matrizes diferentes. Por exemplo, aço macio de 3 mm dobrado numa matriz em V de 24 mm em comparação com uma de 32 mm mostrará variações porque a abertura maior desloca o eixo neutro para fora, tornando a peça final mais curta. A dobra ao ar amplifica este efeito, já que o raio interno é proporcional ao tamanho da matriz — normalmente 0,16–0,20 × a abertura em V para aço — alterando também a tolerância de dobra. A cunhagem, por outro lado, comprime as fibras internas em toda a espessura até que cedam, fixando um raio interno próximo da espessura do material e repetindo o resultado com elevada precisão. Esse nível de consistência é a razão pela qual a cunhagem continua a ser o método preferido quando as tolerâncias são extremamente apertadas.
Sem conhecer o verdadeiro fator K para as suas ferramentas, não está realmente a controlar as suas dimensões — está a deixar os comprimentos planos ao acaso.
O tamanho da abertura da matriz em V define diretamente o seu raio de dobra, tonelagem necessária e acabamento das bordas — tudo numa única decisão. As tabelas padrão de tonelagem normalmente recomendam V = 8 × T (onde T é a espessura do material) para aço macio em dobra a ar. Esta relação fornece um raio interno de cerca de 1,5–2 × T, oferece bom controlo do ângulo e mantém a carga num nível gerível. No entanto, segui-la cegamente é arriscado; mais cedo ou mais tarde, essa suposição pode levar a danos.
As condições reais exigem sempre ajustes finos. Para chapa fina ou metais não ferrosos mais macios, como alumínio e cobre, pode frequentemente apertar‑se a relação para cerca de 6 × T, uma vez que estes materiais oferecem menos resistência e um retorno elástico mínimo. Por outro lado, os aços inoxidáveis e as chapas de alta resistência ou resistentes à abrasão requerem uma abertura mais ampla — tipicamente 10–12 × T— para manter a tonelagem gerível e reduzir o risco de fissuração. O compromisso fundamental nunca muda: V‑dies menores aumentam o controlo, mas causam uma subida dramática na tonelagem. Por exemplo, dobrar um painel de aço macio de 5 mm em 3 m pode exigir cerca de 108 toneladas com uma matriz de 45 mm (≈9 × T), mas a carga ultrapassa as 180 toneladas quando forçada numa matriz apertada de 25 mm. Muitas falhas de ferramentas aparentemente inexplicáveis têm origem em ignorar essa relação.
Há momentos em que a regra do 8× simplesmente não se aplica. Se os comprimentos das abas ficarem abaixo da abertura da matriz, a peça pode cair na cavidade, esmagando cantos ou torcendo a aba. Nesse caso, uma matriz V menor ou uma matriz personalizada é a única solução. Por outro lado, quando um desenho especifica um raio interno igual à espessura do material, nenhuma matriz de 8× consegue obtê‑lo. Forçar a dobra apenas sobrecarregará a ferramenta. A solução é reduzir a abertura em V enquanto se calcula a tonelagem exata — ou mudar para bottoming ou coining, onde a geometria, e não a força bruta, determina o ângulo final.
Dominar a seleção da matriz não consiste em memorizar relações; trata‑se de reconhecer o momento em que essas relações deixam de manter o seu processo seguro.
As quinadoras raramente falham por desgaste — falham por suposições. Operadores que adotam uma abordagem de “só mais uma dobra” sem verificar os cálculos de carga arriscam‑se a partir as matrizes ou entortar a mesa. A tonelagem para dobras a ar pode ser encontrada em tabelas do fabricante ou estimada com esta fórmula padrão da indústria:
T (toneladas/m) = (1,42 × Resistência à Tração × T²) / V
Aqui T é a espessura do material (mm) e V a abertura da matriz (mm). Mesmo uma estimativa rápida ajuda — a tonelagem aumenta com o quadrado da espessura, o que significa que duplicar a espessura da chapa multiplica a força necessária por quatro. É por isso que um trabalho ocasional com aço inoxidável de 6 mm pode gerar cargas que esmagariam facilmente uma ferramenta concebida para aço macio de 3 mm.
Verifique sempre a classificação da máquina por medida linear, e não pela tonelagem total. Uma quinadora de 135 toneladas em 3 m fornece apenas cerca de 45 toneladas por metro antes de ajustes. Concentrar essa mesma força numa configuração curta com V estreito provoca picos de pressão local muito além da capacidade nominal — a receita perfeita para fendas. Consulte os dados de distribuição de carga de pressão dos fornecedores de ferramentas, e não apenas a placa da prensa, sempre que preparar um trabalho.
Operadores experientes tratam a tonelagem da mesma forma que um mecânico trata o binário de um parafuso — algo a verificar cuidadosamente antes de aplicar mais força. O processo é deliberado: escolher a matriz certa, calcular a força exata necessária, confirmar que está dentro da capacidade tanto da ferramenta como da prensa e, só então, proceder à primeira dobra. Essa abordagem metódica protege não apenas os seus recursos de ferramentas, mas também o seu cronograma de produção.
Fazer os cálculos pode não ser empolgante, mas é a base de resultados consistentes. No trabalho com quinadoras, a geometria dita o sucesso muito mais do que a força bruta. Quando compreende o seu próprio fator K, o intervalo eficaz de V‑dies e os limites de tonelagem da sua máquina, os erros tornam‑se uma escolha consciente em vez de uma surpresa indesejada.
O retorno elástico é o inevitável recuo do material após a dobragem, causado pela libertação da energia elástica acumulada quando o punção é retirado. Os operadores podem minimizar os seus efeitos, mas com técnicas padrão de dobragem a ar não conseguem eliminá-lo completamente. A única forma real de eliminar o retorno elástico — a cunhagem — requer forças até seis vezes superiores às da dobragem a ar. Para uma chapa de aço macio com 2–3 mm de espessura, isso situa-se na ordem dos 100 toneladas por metro, aumentando o desgaste da máquina e o consumo de energia.
Uma das formas mais simples de reduzir o retorno elástico é estreitar a abertura da matriz em V relativamente à espessura da chapa. Reduzir a relação matriz-espessura de 12:1 para 8:1 pode diminuir o retorno elástico em até 40 %, uma vez que o material é levado mais profundamente à deformação permanente. De forma semelhante, o processo de “bottoming” — pressionar firmemente o punção até que a peça se ajuste completamente à matriz — limita ainda mais o retorno elástico, deixando muito pouca energia elástica para empurrar o material de volta.
A tecnologia moderna torna possível uma compensação precisa. Os sistemas de correção de retorno elástico em processo (IPSCS) medem a variação angular durante a dobragem e ajustam finamente a força do martelo em tempo real. A Análise por Elementos Finitos (FEA) do processo de dobragem pode antecipar o retorno elástico dentro de ±1°, permitindo aos operadores escolher as ferramentas de forma adequada — por exemplo, selecionar um punção de 83° quando se prevê cerca de 7° de recuo — garantindo que o ângulo final fica exatamente onde deve estar.
As variações nas propriedades do material podem intensificar problemas de dobragem. Mesmo chapas classificadas sob a mesma especificação podem diferir em resistência ao escoamento ou tolerância de espessura, resultando em retorno elástico imprevisível de um lote para outro. Introduzir dados precisos e específicos de cada lote no controlador CNC, juntamente com a realização de testes rápidos de dobragem ao introduzir um novo material, ajuda a manter configurações de compensação consistentes. Tal como um arco libertará uma flecha de maneira diferente se a tensão da corda mudar, uma quinadeira reage a pequenas variações nas características do aço ou do alumínio — e os operadores que não têm isso em conta acabam frequentemente a tentar corrigir constantemente o ângulo.
Cada chapa laminada possui uma direção de grão inerente, criada pelo alinhamento dos cristais metálicos durante o processo de laminação. Esta orientação influencia tanto a ductilidade como a resistência à fissuração durante a dobragem. Dobrar transversalmente ao grão — perpendicularmente à direção de laminação — permite que o material se estique de forma mais uniforme, produzindo dobras mais suaves e com maior resistência à fratura. Em contraste, dobrar paralelamente ao grão canaliza o alongamento ao longo dos limites dos cristais, tornando o material mais quebradiço e aumentando a probabilidade de microfissuras.
O raio mínimo de dobragem está intimamente ligado à orientação do grão. Por exemplo, uma chapa de aço inoxidável 304 com 1,5 mm de espessura pode dobrar-se com segurança até um raio igual à sua espessura quando dobrada transversalmente ao grão, mas dobrar paralelamente ao grão pode exigir um raio de 1,5–2× a espessura para evitar fissuras. Em ligas de alumínio de alta resistência, a dobragem paralela ao grão pode levar o material ao seu limite de deformação crítica mesmo com raios maiores, provocando esbranquiçamento por tensão ou até rutura no ápice da dobra.
Na fabricação de precisão, considerar a direção do grão começa com o posicionamento da chapa. Alinhe as linhas de dobragem para maximizar a ductilidade e tenha em conta as restrições do grão na disposição das peças para corte a laser. Se a realidade da produção obrigar a dobrar paralelamente ao grão, compense o risco aumentando o raio de dobragem, ajustando a geometria do punção ou, em certas ligas, realizando a conformação a temperaturas mais elevadas. Ignorar a direção do grão é como cortar madeira sem respeitar o sentido natural das fibras — perde-se o controlo e o resultado torna-se imprevisível.
Quando o ângulo de dobragem varia ao longo do comprimento de uma peça, normalmente indica uma distribuição de pressão desigual entre o martelo e a mesa da quinadeira. O culpado habitual é a falta de coroamento — a compensação que corrige a deflexão natural da máquina sob carga. Sem essa correção, o martelo aplica uma força ligeiramente maior nas extremidades do que no centro, fazendo com que a secção central da dobra se abra.
Problemas mecânicos podem agravar essa inconsistência. Um martelo desalinhado — por vezes causado por uma transição incorreta entre a descida rápida e a velocidade de conformação — pode deixar um lado da peça com um ângulo diferente do outro. Matrizes em V gastas ou mal alinhadas alteram a geometria de contacto, enquanto falhas hidráulicas como ar aprisionado ou válvulas de retorno fracas resultam em movimento irregular do martelo. Da mesma forma, guias demasiado apertadas ou ajustadas de forma desigual impedem o movimento descendente uniforme, produzindo forças de conformação assimétricas na peça.
Evitar defeitos relacionados com o coroamento exige tanto precisão técnica como manutenção consistente. Os sistemas de coroamento manual utilizam calços cónicos sob a mesa para elevar ligeiramente o centro, enquanto o coroamento controlado por CNC ajusta automaticamente a elevação com base na tonelagem, comprimento da peça e propriedades do material. Seja qual for o método usado, a calibração continua essencial. A lubrificação semanal das ferramentas, inspeções periódicas dos carris-guia, substituição atempada do óleo hidráulico e verificações regulares do alinhamento das matrizes preservam a precisão ao longo da vida útil da máquina. Tal como um carpinteiro depende de uma bancada perfeitamente nivelada para cortes precisos, uma quinadeira exige uma mesa geometricamente verdadeira para garantir dobras uniformes de ponta a ponta.
As fissuras que surgem durante a dobragem geralmente indicam que a relação raio‑espessura foi ignorada. Quando o raio interno da dobra é demasiado pequeno em relação à espessura do material, a deformação de tração na superfície externa supera o limite de alongamento do material, levando à fratura.
Os raios mínimos de dobragem admissíveis variam conforme o material. O aço macio costuma resistir a um raio interno igual à sua espessura, enquanto os aços de alto teor de carbono podem exigir um raio duas a três vezes maior para evitar fissuras. No alumínio 6061‑T6, dobrar paralelamente ao grão pode requerer um raio interno até quatro vezes a espessura — ignorar essa diretriz causa frequentemente fissuras brancas superficiais ou falhas completas. Chapas de calibre fino toleram raios menores, mas a dureza, o estado metalúrgico e a direção do grão influenciam o limite seguro de dobragem.
Os operadores de quinadeiras podem reduzir o risco de fissuração selecionando punções com um raio de ponta adequado, alargando as aberturas das matrizes em V para reduzir o esforço de conformação ou submetendo certos metais a tratamentos térmicos de recozimento antes da dobragem. À medida que a relação raio‑espessura se aproxima do limite físico do material, o perigo aumenta drasticamente — uma ligeira redução no raio pode duplicar instantaneamente a probabilidade de falha. Reconhecer e respeitar esses limites é essencial, especialmente na indústria aeroespacial, médica ou de estruturas de carga, onde a integridade do produto é inegociável.
Essa mesma cautela aplica-se à qualidade do acabamento superficial. Mesmo que a dobra permaneça estruturalmente sólida, o excesso de deformação pode danificar revestimentos ou causar fissuração visível na superfície. Alcançar o equilíbrio correto entre raio e espessura protege tanto o desempenho como a aparência.
Alcançar uma dobra perfeita vai muito além de cálculos simples. O sucesso depende da interação entre as propriedades do material, o estado das ferramentas e a calibração da máquina. A maestria significa compreender como o retorno elástico alterará o ângulo após a liberação, como a direção do grão influencia a ductilidade, como o coroamento preciso mantém os ângulos consistentes ao longo da peça e como as relações corretas entre raio e espessura evitam fraturas. No trabalho com quinadeira, estes não são detalhes secundários — são os controlos críticos que determinam a precisão.
Trate a compra de uma quinadora como o lançamento de um projeto em larga escala, não apenas como uma simples aquisição. Um orçamento básico ignora o ecossistema necessário para a operar eficazmente. Normalmente, os orçamentos distribuem-se em cerca de 55–65 % para a própria máquina, 15–25 % para o ferramental, 5–8 % para instalação, 3–5 % para formação e 7–10 % para reservas de capital de exploração. Aquela máquina “de 80 000 €” pode facilmente transformar-se num investimento de 120 000 € antes mesmo de produzir a primeira peça acabada.
O ferramental é, na prática, a sua segunda máquina oculta. Punções e matrizes padrão podem cobrir cerca de 80 % do seu trabalho, mas a produção real traz inevitavelmente um fluxo constante de exceções — matrizes para dobrar bordas, punções em “pescoço de ganso”, matrizes em V estreitas e raios personalizados. Cada suporte incomum ou trabalho especial exige um ferramental próprio e, com o tempo, estas aquisições podem igualar o preço original da quinadora.
Subdimensionar a capacidade é um erro caro. Uma oficina poupou 30 000 € inicialmente ao escolher uma quinadora de menor tonelagem, apenas para perder 50 000 € por ano em mão de obra — montagens adicionais, retrabalho e subcontratação de materiais mais espessos. O “negócio” transformou-se num retorno negativo em apenas um ano. Na realidade, a máquina mais barata revelou-se um passivo dispendioso.
Com o tempo, o balanço altera-se devido aos custos de energia e manutenção. As quinadoras totalmente elétricas consomem cerca de 67 % menos energia em carga máxima do que os sistemas hidráulicos, reduzindo a parcela dos custos energéticos no total de vida útil de 61 % para 28 %. As necessidades de manutenção também caem significativamente — sem bombas, válvulas, fugas ou degradação do óleo — poupando cerca de 12 600 € anuais. Para muitas operações, isso significa que o preço de compra cerca de 25 % superior de uma máquina elétrica se paga em apenas 2,3 anos.
Cuidado com os custos ocultos das marcas baratas. Importações de baixo custo podem parecer idênticas no papel, mas a ausência de um serviço local fiável pode transformar uma avaria banal em dias de paragem. Esse atraso perturba os cronogramas de produção, reduz o valor de revenda e pode eliminar rapidamente as poupanças iniciais. Neste setor, uma resposta rápida de assistência é um verdadeiro ativo — ainda que o seu vendedor raramente o quantifique.
As quinadoras manuais vencem no custo inicial. São adequadas para materiais finos, séries curtas e ritmo definido pelo operador. No entanto, os ângulos de dobra dependem inteiramente do julgamento humano — não de precisão medida — fazendo com que a qualidade dependa do olhar e da experiência do operador mais habilidoso. Quando essa pessoa não está presente, aumentam as taxas de desperdício e os prazos deslizam. Resultado: as quinadoras manuais não moldam apenas metal, remodelam todo o seu fluxo de trabalho em torno de um único indivíduo.
As quinadoras hidráulicas tradicionais ganharam reputação por oferecerem tonelagem versátil para chapas mais espessas, a preços médios, com suporte de uma rede de serviço consolidada. São robustas, testadas e fiáveis. O custo oculto? Consumo energético constante. As bombas hidráulicas funcionam continuamente — mesmo em repouso — duplicando a proporção do custo de vida útil associada à energia em comparação com os modelos totalmente elétricos. Este consumo contínuo infiltra-se silenciosamente nas faturas de eletricidade, em vez de surgir como uma linha visível na nota de encomenda.
As quinadoras equipadas com CNC transformam a operação. Com controlo programável sobre batentes, compensação, sequência de dobras e ajustes de retorno elástico, garantem resultados consistentes. “Receitas” específicas para cada trabalho reduzem os tempos de preparação e libertam-no da dependência da perícia de um único operador. Podem encurtar curvas de aprendizagem de meses para dias — desde que invista em formação adequada. Sem ela, um CNC torna-se apenas um painel de controlo complexo, com operadores a regressar à tentativa e erro manual.
O leasing deve ser encarado como uma opção estratégica, não apenas como um plano de reserva. Para oficinas em mercados em rápida mudança, funciona como um seguro contra o desatualizar ou subdimensionar da sua quinadora em poucos anos. Ajuda a manter um fluxo de caixa saudável, com planos de pagamento que podem ser alinhados com prazos contratuais. As atualizações frequentes também permitem evitar grandes oscilações no consumo de energia e nas despesas de manutenção.
A compra oferece controlo total — sem limites de uso, sem condições de devolução, sem incertezas na renovação. É a escolha certa quando as necessidades de produção são estáveis, a equipa de manutenção é competente e a utilização da máquina será plena durante anos. Para equipamentos integrados numa linha de produção com ferramental e programação específicos por trabalho, a interrupção operacional causada pela troca de máquina pode facilmente ultrapassar as poupanças que um leasing proporcionaria.
Por vezes, a abordagem mais eficaz combina ambas as estratégias: fazer leasing de uma quinadora CNC de alta especificação para novos projetos ou contratos de duração imprevisível, e adquirir uma quinadora hidráulica versátil para lidar com a carga de trabalho central e de longo prazo. Esta combinação transforma a sua capacidade de dobragem numa carteira diversificada — adaptável onde há incerteza e firmemente ancorada onde as operações são estáveis.
Uma quinadora não é apenas metal e software — é um investimento num ecossistema de produção que pode amplificar ou corroer progressivamente os lucros. Livre do brilho do marketing, a melhor escolha situa-se no ponto onde os custos de ciclo de vida, a autonomia do operador e a variação da carga de trabalho se cruzam. O vendedor pode estar a vender-lhe um equipamento, mas, na verdade, está a definir a futura velocidade e fiabilidade de toda a sua operação de dobragem. No final, cada peça produzida refletirá esta decisão — portanto, escolha a quinadora que possa operar de forma sustentável, não apenas a que possa comprar.


















