

Один менеджер по закупкам однажды хвастался мне, что сэкономил $60,000 на оснастке, оставив кронштейн с пятью изгибами на гибочном прессе вместо того, чтобы делать прогрессивную пресс-форму.
Через шесть месяцев тот же кронштейн создавал затор на производстве: два оператора работали сверхурочно, чтобы разобрать накопившийся заказ. Никто больше не вспоминал о сэкономленной оснастке.
Разрыв между тем, что кажется дешёвым, и тем, что действительно дешево, — это место, где умирает прибыль.
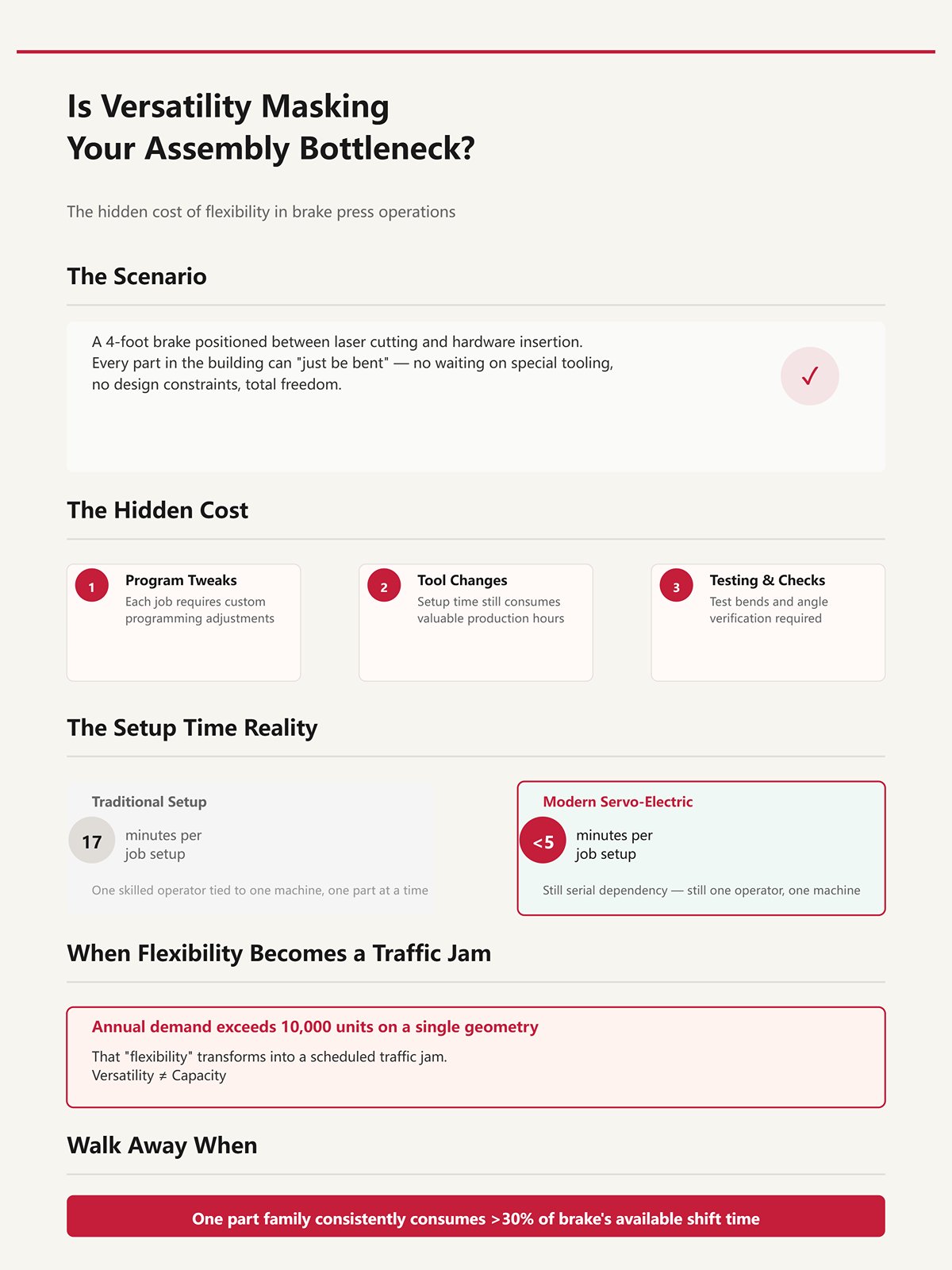
Представьте себе четырёхфутовый гибочный пресс, стоящий между лазерной резкой и установкой крепежа. Каждую деталь в цехе можно “просто согнуть”. Не нужно ждать специальную оснастку. Никаких ограничений в конструкции. Полная свобода.
А теперь наблюдайте, как растёт очередь.
Каждая работа требует корректировки программы, смены инструмента, пробного сгиба, проверки угла. Даже с современным сервоэлектрическим прессом, уменьшающим настройку с 17 минут до менее чем 5, вы всё равно привязываете одного квалифицированного оператора к одной машине, одной детали за раз. Это не поток. Это последовательная зависимость.
Когда годовой спрос превышает 10 000 единиц на одну геометрию, эта “гибкость” превращается в пробку, которую вы сами себе запланировали.
Универсальность — это не производительность.
Откажитесь, когда: одно семейство деталей стабильно занимает более 30% доступного сменного времени пресса.

Давайте рассмотрим чистую гипотетическую ситуацию.
Пять изгибов. Двадцать секунд на каждый изгиб, включая перестановку. Пусть будет 100 секунд чистого времени цикла на деталь. Будем щедры и предположим 5-минутные настройки благодаря быстросменной оснастке.
При 20 000 единиц в год вы имеете примерно 2 000 часов машинного времени только на гибку. Это один пресс, занятый полностью более чем 50 недель в год при односменной работе.
Ваша оснастка была дешёвой. Ваша машина — нет.
Улучшение цикла на 15–20% благодаря лучшему программированию или отслеживанию OEE может вернуть пару сотен часов в год. Хорошо. Но это не меняет физику: один ход ползуна формирует один изгиб. Каждый раз.
А если вы гоните пресс 24/7, чтобы успевать, гидравлические модели начинают показывать реальное усталостное изнашивание после 500 000 циклов. Я видел, как “экономичные” машины стареют на десять лет за пять, потому что кто-то верил, что это универсальные производственные двигатели, а не тактические инструменты.
Дешёвая оснастка выигрывает только тогда, когда объём настолько мал, что время наладки доминирует в общей себестоимости.
Так что спросите себя: вы платите за деталь или за каждый ход пресса?
| Раздел | Содержание |
|---|---|
| Заголовок | Парадокс времени наладки и цикла: когда “дешёвая оснастка” математически гарантирует дорогое масштабирование? |
| Гипотетический сценарий | Пять гибов. Двадцать секунд на каждый гиб, включая перепозиционирование. 100 секунд чистого цикла на деталь. Настройка за 5 минут благодаря оснастке с быстрой сменой. |
| Влияние годового объёма | При 20 000 единиц в год требуется примерно 2 000 часов работы машины только на время гибки. Это означает, что один пресс остаётся занят полностью более чем на 50 недель работы в одну смену. |
| Фактическая стоимость | Ваша оснастка была дешёвой. Ваша машина — нет. |
| Прирост эффективности | Улучшение цикла на 15–20 % благодаря лучшему программированию или отслеживанию OEE может вернуть пару сотен часов в год. Полезно, но это не меняет физику: один ход ползуна формирует один гиб. Каждый раз. |
| Износ оборудования | Работа пресса круглосуточно приводит к тому, что гидравлические модели начинают демонстрировать реальный износ после 500 000 циклов. “Экономичные” машины стареют на десять лет за пять, если их использовать как универсальные производственные двигатели, а не как тактические инструменты. |
| Основной принцип | Дешёвая оснастка выигрывает только тогда, когда объём настолько мал, что время наладки доминирует в общей себестоимости. |
| Заключительный вопрос | Вы платите за деталь или за каждый ход? |
Откажитесь, когда: прогнозируемый годовой спрос заставляет пресс превысить 500 000 циклов всего по одной семейной программе.
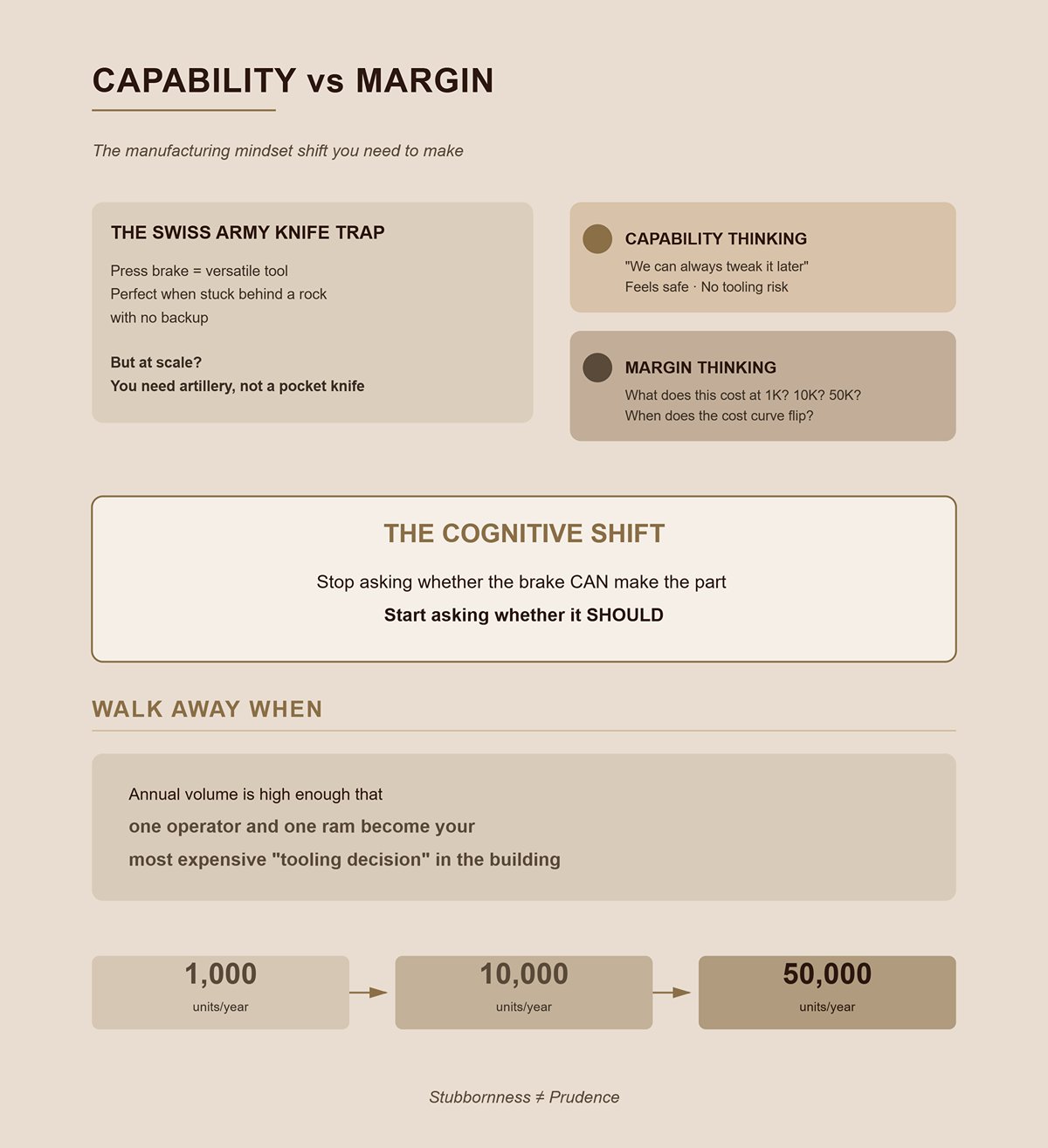
Листогибочный пресс — это швейцарский армейский нож. На поле боя он бесценен, когда вы застряли за камнем без подмоги.
Но если вы штурмуете холм каждый день в масштабе, вы не берёте перочинный нож. Вы берёте артиллерию.
Я видел, как команды OEM защищали конструкции, основанные на прессах, потому что “мы всегда сможем подправить это позже”. Это мышление, ориентированное на возможности. Оно кажется безопасным. Без крупных начальных вложений. Без риска оснастки.
Мышление, ориентированное на маржу, холоднее. Оно спрашивает: сколько стоит эта геометрия при 1 000 единицах? При 10 000? При 50 000? И в какой момент специализированный процесс так резко переворачивает кривую себестоимости, что оставаться с прессом становится упрямством, а не благоразумием?
Необходимый когнитивный сдвиг прост: перестаньте спрашивать, может ли пресс сделать деталь. Начните спрашивать, должен ли он это делать.
Откажитесь, когда: годовой объём достаточно велик, чтобы один оператор и один ползун стали вашим самым дорогим “решением по оснастке” в здании.
Медицинский OEM, с которым я работал, производил корпус из нержавеющей стали с семью гибами — 2 400 единиц в год. Коммерческое предложение на прогрессивный штамп вернулось с суммой около 180 000 долларов. Оснастка для пресса уже стояла на стеллаже. Настройка заняла менее 10 минут. Через два дня мы отправляли детали.
Они задали правильный вопрос: при каком объёме штамповка наконец обгоняет гибочный пресс?
Мы делали расчёты прямо на производстве, а не в конференц-зале. При 2 400 единицах даже экономия в $6 на деталь за счёт штамповки принесёт лишь $14 400 в год. Этот штамп будет окупаться больше десятилетия — и это при условии, что геометрия никогда не изменится. В таком диапазоне гибочный пресс — не компромисс. Это защита маржи.
Но если довести тот же элемент до 18 000 единиц, картина переворачивается. Теперь каждую неделю совершаются тысячи ходов пуансона, заняты квалифицированные операторы, а штамп окупается за несколько лет. Ниже 100 единиц — прототипный хаос и инженерная неразбериха; выше 10 000 — начинает доминировать расчёт производственной мощности. Между этими числами отсутствие жёсткой оснастки у пресса — не лень. Это контролируемый риск.
Это не вопрос удобства. Это финансовая дисциплина.
Так откуда вообще берётся диапазон 100–10 000?
Встаньте рядом с гибочным прессом, который делает кронштейн с пятью гибами в количестве 1 000 штук в год. Вы услышите больше воздуха, чем металла. Время на переналадку и обработку детали доминирует. Машина простаивает больше, чем формует. И это нормально — ведь ваши затраты на оснастку почти равны нулю, а деньги всё ещё лежат в банке.
Теперь представьте ту же задачу при объёме 8 000 единиц. Время цикла начинает иметь значение. Оператор набирает ритм. Количество смен оснастки снижается. Уровень брака стабилизируется. Вы распределяете затраты на переналадку на достаточное число деталей, чтобы затраты на труд были приемлемыми, но не настолько большое, чтобы одна геометрия захватила машину.
Структурный перелом наступает, когда годовой спрос выталкивает пресс за отметку 500 000 общих циклов для одного семейства программ. Это не вопрос бюджета. Это вопрос физики и износа. Изнашиваются гидравлические уплотнения. Ослабляются упоры. Профилактическое обслуживание превращается в простой оборудования. “Гибкая” машина становится вашим узким местом.
В пределах 100–10 000 единиц вы амортизируете время переналадки, не вызывая коллапс производительности. Ниже 100 — вы в режиме постоянных изменений. Выше 10 000 — вы кормите зверя, который никогда не был предназначен для артиллерии.
Автоматизация запутывает картину. Да, автоматические гибочные прессы сокращают простои и снижают зависимость от оператора. Я их устанавливал. Они стоят серьёзных денег — часто на 20–30% дороже обычных машин — и всё равно подчиняются тому же ограничению: один ход — одно сгибание. Вы снижаете трудозатраты на один ход. Но не увеличиваете количество ходов в час настолько, чтобы радикально изменить точку экономического равновесия.
Зона комфорта сохраняется, потому что она основана на экономике хода, а не на ностальгии.
Откажитесь, когда: прогнозируемый годовой спрос выводит пресс за отметку 500 000 общих циклов для одного семейства программ
Если объём определяет поле битвы, то геометрия решает, какое оружие выбрать.
Однажды я делал расчёт для шасси телекоммуникационного оборудования с шестью углами отбортовки: 90°, 45°, 135°, два смещения и подгиб. Лазерная резка заготовки. Вторичная сварка не допускается. Годовой объём — 3 500 штук.
Попробуйте сделать это в виде прогрессивного штампа. Придётся наращивать станции, добавлять кулачки для нестандартных углов и следить за разметкой ленты, как за младенцем. Стоимость инструмента взлетает. Сроки растягиваются. Каждое изменение угла требует доработки стали.
На прессе? Просто меняете пуансоны. Меняете порядок сгибов. Корректируете позиции упора. Готово.
Сложность увеличивает стоимость штампа почти геометрически, потому что каждая станция — это зафиксированная сталь. В гибочном прессе сложность добавляет секунды и, может быть, одну замену инструмента. Это линейная боль, а не экспоненциальная.
И да, автоматизация может испытывать трудности с деталями с большим разнообразием и множеством углов. Программирование занимает время. Важны квалифицированные операторы. Но когда деталь требует шесть различных условий гиба при среднем объёме, пресс ведёт себя как швейцарский нож в тесном переулке. Вы можете реагировать, не закладывая здание в кредит.
Подвох очевиден. Каждый добавленный изгиб — это ещё один удар. Каждый удар — это труд и износ. Именно поэтому это преимущество действует только в пределах диапазона среднего объёма. Сложность плюс 40 000 единиц в год? Теперь вам срочно нужна поточная линия или специализированная формовочная ячейка.
Откажитесь, когда: Если одна геометрия превышает 8 изгибов, а годовой спрос растёт — это тот момент, когда количество ходов, а не стоимость оснастки, начинает определять вашу прибыль и убытки.
Но даже внутри этого диапазона вашему капиталу угрожает более тихий враг.
Клиент из сферы потребительской электроники изменил схемы вентиляции и длину фланцев трижды за восемь месяцев. Годовой объём держался около 5000 единиц. Если бы мы изначально изготовили жёсткую оснастку, каждое изменение означало бы наплавку, повторную обработку или, что ещё хуже, списание вставок.
На гибочном прессе мы обновили плоский чертёж, подправили вычисления при гибке, настроили программу и запустили первые образцы в тот же день.
Без ожидания специальной оснастки.
Когда конструкции всё ещё дорабатываются, денежный поток важнее себестоимости. Жёсткая оснастка фиксирует геометрию. Гибочный пресс арендует её. В диапазоне 100–10 000 штук, где многие производители находятся во время наращивания производства и итерационных улучшений, такая «арендная» модель защищает вас от собственного инженерного отдела.
Но она не даёт иммунитета. Когда изменения прекращаются, а объём растёт, та самая гибкость, что спасала вас раньше, превращается в инерцию. Вы продолжаете “просто гнуть”, потому что всегда так делали.
Вот тут эта часть текста передаёт слово физике. Даже в прибыльном диапазоне толщина материала, ограничения радиуса изгиба и упругий возврат могут тихо подрывать повторяемость и себестоимость.
Диапазон объёмов даёт вам разрешение. Но именно геометрия и материал решают, заслужили ли вы его.
Прошлой зимой я стоял перед 220‑тонным гидравлическим прессом, пытаясь получить чистый угол в 90° на кронштейнах из конструкционной стали толщиной 0,375 дюйма. На бумаге — элементарно. На практике — ползун шёл под нагрузкой около 190 тонн при каждом ходе. Угол уходил на полградуса по мере нагрева масла. К четвёртому часу мы подкладывали подкладки под штампы и гонялись за показаниями, как игроки за проигрышами.
Эту часть никто не закладывает в электронную таблицу.
Толщина материала, радиус изгиба и предел текучести не просто влияют на гиб — они определяют, работает ли пресс в своём комфортном режиме или на грани допустимого. И как только вы превысите примерно 80 % номинального усилия пресса, вы уже не формируете деталь. Вы нагружаете уплотнения, деформируете раму и усиливаете каждую переменную системы.
В диапазоне 100–10 000 единиц гибочный пресс экономически оправдан. Но только если физика не подводит. В тот момент, когда толщина и предел текучести загоняют усилие в «красную зону», повторяемость падает, отходы растут, и простои начинают поедать ту маржу, которую вы пытались защитить, избегая жёсткой оснастки.
Швейцарский нож эффективен в узких переулках. Но это не артиллерия.
Так если гибка в воздухе — современный стандарт, почему же ваши “простые” кронштейны всё ещё не проходят контроль качества?
Гибка в воздухе популярна, потому что она гибкая. Одно V‑образное нижнее отверстие штампа может работать с разными углами и толщинами. Вы управляете углом за счёт глубины хода, а не осаживая пуансон в фиксированную полость.
Но это не меняет физику: один ход ползуна формирует один изгиб.
При гибке на воздухе материал соприкасается только с вершиной пуансона и плечами матрицы. Центр остается в свободном положении. Это означает, что конечный угол зависит от упругого восстановления — пружинения — которое, в свою очередь, зависит от предела текучести, толщины и внутреннего радиуса. Если любой из этих параметров немного изменится, угол изменится вместе с ним.
Я видел партии переработанной конструкционной стали, требующие почти на треть больше усилия, чем исходная низкоуглеродистая сталь, которую они заменили. Номинальный сорт тот же. Но другой состав сплава — немного никеля здесь, немного хрома там — достаточно, чтобы повысить предел текучести и сопротивление изгибу. Оператор не видит химию. Он видит деталь, выходящую под углом 91,2° вместо 90°.
Можно компенсировать это регулировкой глубины. Пока не получится.
При высоких усилиях сама машина становится упругой. Рамы прогибаются. Гидравлика отстает. Электрические тормоза выше примерно 150 тонн начинают передавать ударное воздействие на роликовые винты, которые не были рассчитаны на такие нагрузки. Теперь кривая компенсации зависит не только от материала, но и от машины и температуры.
Кронштейны с жесткими допусками не проходят контроль качества не потому, что тормоз неточен. Они не проходят потому, что точность гибки на воздухе предполагает стабильный предел текучести и стабильную жесткость машины. Как только любой из параметров меняется, ваш “простой” кронштейн с двумя изгибами превращается в статистическую задачу.
А статистические задачи стоят времени на проверку.
Откажитесь, когда: Достижение допуска требует оперативных корректировок хода в каждую смену, потому что партии материала изменяют угол больше, чем допускает окно контроля.
Но алюминий ведет себя иначе, верно?
Возьмите алюминий 5052 и мягкую сталь A36 одинаковой толщины. Согните обе до 90° с одинаковым относительным внутренним радиусом. Алюминий пружинит больше. Не потому что он “мягче” — это дилетантское выражение, — а потому что его модуль упругости ниже относительно предела текучести.
Пружинение — это упругое восстановление. Оно масштабируется в соответствии с отношением предела текучести к модулю упругости и внутреннему радиусу. Чем выше отношение, тем больше эффект обратного раскрытия.
У стали более высокий модуль упругости. Она сильнее сопротивляется упругой деформации. Поэтому при заданной пластической деформации она расслабляется меньше. Алюминий упруго растягивается больше до и после текучести, поэтому при снятии пуансона он раскрывается сильнее.
Теперь добавим радиус.
Если ваш внутренний радиус изгиба приближается к толщине материала — скажем, 1T — вы вызываете более резкую пластическую деформацию. Это уменьшает пружинение, но резко увеличивает требуемое усилие. Увеличьте радиус до 2T или 3T, чтобы “сделать проще”, и пружинение снова возрастает, потому что изгиб становится мягче.
Конструкторы любят большие радиусы на простых кронштейнах. Выглядит безопасно. Легче формовать.
На деле они увеличили вариабельность угла при гибке на воздухе, особенно у алюминия.
В программах среднего объема можно настроить это при помощи контрольных образцов и моделирования. Я видел тормоза, удерживающие повторяемость позиции ±0,0004″ на сложных деталях с несколькими изгибами, когда геометрия стабильна и усилие умеренное. Эта точность реальна — но она существует там, где поведение материала предсказуемо и тормоз не находится на пределе возможностей.
Поменяйте сплав в середине программы или позвольте отделу закупок выбрать более дешевый рулон, и таблица компенсации, которую вы построили на 2000 единиц, превратится в бесполезную на 6000.
Так что вопрос не “Может ли тормоз согнуть это?”, а “Будет ли он гнуть это одинаково каждую партию в течение следующих трёх лет?”
Вот где толщина перестаёт быть просто деталью и становится границей.
Представьте изгиб длиной 10 футов в стали высокой прочности толщиной 0,5 дюйма. Даже с осторожным подходом вы приближаетесь к сотням тонн усилия, в зависимости от ширины матрицы. На станке с усилием 300 тонн вы подбираетесь к потолку при каждом цикле.
Теперь сопоставьте это с годовым объёмом. Средний уровень — скажем, 7 000 единиц. Два изгиба на деталь. Четырнадцать тысяч высокотоннажных ходов в год, каждый близок к пределу машины.
Гидравлические системы лучше гасят удары при таких нагрузках, чем электроприводы, но у них есть износ уплотнений и деградация масла. Я терял два дня из-за отказа уплотнений на работах с тяжёлыми листами, пытаясь устранить изменение угла, вызванное нестабильным давлением. Это не теория. Это рабочее время, которое идёт, пока ползун стоит на месте.
Точная “неподходящая” толщина зависит от предела текучести материала, длины изгиба и ширины матрицы. Нет волшебного числа. Есть черта: когда требуемое усилие на фут, умноженное на длину изгиба, выводит вас в верхний диапазон мощности машины, пресс-тормоз перестаёт быть инструментом для формовки и становится источником проблем для обслуживания.
И как только эта проблема попадает в программу, рассчитанную на стабильную работу годами, ваш диапазон от 100 до 10 000 единиц рушится под риском простоев и нестабильностью брака.
Простые геометрии здесь самые обманчивые. Плоский кронштейн с двумя длинными сгибами из толстого, прочного материала кажется тривиальным рядом с корпусом на шесть отбортовок из металла толщиной 14 га. Но корпус работает на умеренном усилии с стабильным пружинным возвратом. А “простой” кронштейн изматывает машину каждым ходом.
Вот в этом и ловушка.
Пресс-тормоз превосходит себя, когда сложность высокая, а усилие умеренное. Он подводит вас, когда форма простая, но усилие крайнее.
И это оставляет один неудобный вопрос: если усилие задаёт предел, что происходит, когда сама форма противится пошаговому принципу работы пресс-тормоза?
Вы стоите у пресс-тормоза длиной 12 футов, пытаясь сделать архитектурный фасад длиной 10 футов с плавным радиусом по всей длине. На чертеже указан мягкий непрерывный изгиб. На деле вы размечаете дюймовые интервалы и начинаете “гнуть с подталкиванием” — один лёгкий удар, сдвиг, ещё один удар, снова сдвиг.
Но это не меняет физику: один ход ползуна формирует один изгиб.
Пресс-тормоз работает дискретно. Кривая — непрерывна. Чтобы создать иллюзию непрерывности, вы складываете крошечные прямые сегменты один к другому и надеетесь, что грани исчезнут под краской. Если радиус длиннее 36 дюймов, вы уже не формируете геометрию — вы имитируете её за счёт труда. Тем временем роликовый формовочный стан пропускает ленту через согласованные матрицы и создаёт этот изгиб как естественное состояние процесса, а не как подделку.
Именно там утекает прибыль.
Когда геометрия требует непрерывности, пресс-тормоз превращается в перочинный нож, вырезающий артиллерийские снаряды. Да, он может. Нет, он не должен. Машина не знает, что тратит время — она просто циклирует. Оператор не становится быстрее — он просто устает.
Так как это выглядит на практике, а не в теории?
Однажды я видел, как цех изготавливал 4 000 алюминиевых световых ниш — каждая длиной 8 футов, каждая с плавным изгибом профиля. Они запрограммировали 22 удара на деталь, чтобы приблизить кривизну. Двадцать два хода. Сдвинуть, выровнять, удар. Повторить.
Это 88 000 ходов ползуна только ради имитации радиуса.
Пресс-тормоз не испытывал трудностей с усилием. Он споткнулся на арифметике. Каждый ход добавляет время на обработку. Каждое переустановление добавляет суммарную погрешность угла. На длине 8 футов сдвиг в одну десятую градуса на удар превращается в заметное скручивание. Отдел качества не отклонил их за выход за допуск в одном изгибе. Он отклонил их, потому что выглядели неправильно.
Теперь добавьте физическое ограничение: большинство гибочных прессов имеют максимальную длину рабочего стола около 10–12 футов. Нужно 16 футов? Придётся сваривать два участка. Каждый шов становится очагом коррозии, местом зарождения трещин от вибрации, потенциальной претензией по гарантии с наступлением холодной зимы.
Профильное формование выигрывает не только в скорости. Оно выигрывает в структурной непрерывности. Один непрерывный поток зерна по всей длине. Без сварного шва. Без накопленных допусков от 22 последовательных ударов.
И да, профильное формование требует вовлечённости — законченная рулонная заготовка, специализированный инструмент. Если вам нужно изменить отделку во время цикла или ваш дизайн ещё не утверждён, гибочный пресс даёт гибкость. Эта гибкость реальна.
Но если вы выпускаете стабильный профиль в несколько тысяч штук и платите квалифицированному оператору за контроль более 20 ударов на каждую деталь, вы тратите квалифицированный труд на геометрию, которую непрерывный процесс создаёт автоматически.
Откажитесь, когда: ваш линейный профиль требует более 12 отдельных ударов, чтобы приблизить одну визуальную поверхность.
Так длинные профили раскрывают прерывистость гибочного пресса. А что насчёт глубины — когда геометрия загибается сама на себя?
Представьте корпус для электроники из стали толщиной 14 калибра, глубиной 20 дюймов, с четырьмя отбортовками и узкими углами. На развертке всё чисто. На прессе — партия в шахматы.
Первый изгиб лёгкий. Второй проходит. На третьем сформированная отбортовка начинает сталкиваться с корпусом ползуна. Вы переворачиваете деталь, используете пуансоны «гусиная шея» (инструмент с углублением, позволяющим обходить сформированные участки), возможно, даже подбираете уровни инструмента. Каждый вариант увеличивает время наладки и риск новых помех.
Геометрия борется не с усилием, а с извлечением.
Гибочный пресс формует, продавливая материал в V-образную матрицу. Это значит, что деталь должна входить и выходить из пространства матрицы, не сталкиваясь с инструментом или корпусом машины. С ростом глубины ваши степени свободы сужаются. Иногда единственный выход — разделить корпус на две половины и позже сварить их.
Что снова возвращает вас к вторичным операциям, деформации от теплового воздействия и дополнительной обработке для восстановления прямолинейности.
Теперь сравните это с специализированными пресс-формами глубокого вытяжного или прогрессивного типа для больших объёмов. Одно контролируемое движение, заданные зазоры, предсказуемое течение материала. Да, дорого на старте. Но извлечение заложено в сам процесс, а не согласовывается изгиб за изгибом.
Гибочные прессы отлично подходят для многократных изгибов, остающихся мелкими и доступными. Как только глубина вынуждает применять сложные приспособления и специальные пуансоны, вы платите за изобретательность при каждом цикле.
Откажитесь, когда: глубина корпуса превышает 18 дюймов и требует ступенчатого инструмента или переворота детали, чтобы избежать столкновения с предыдущими изгибами.
Глубина выявляет физические помехи. Большие радиусы открывают нечто более тонкое: зависимость пресса от упругого восстановления.
Возьмём алюминий 5052 толщиной 0,125 дюйма. В чертеже указан внутренний радиус 3 дюйма вдоль панели длиной 6 футов. Щедро, верно? “Лёгкий изгиб”.”
Нет. Это слабая пластическая деформация, распределённая по широкому дуговому участку. При гибке «на воздухе» это означает более выраженное упругое поведение относительно пластического. Возврат усиливается. Контроль угла становится чувствительным. А поскольку вы формируете широкую дугу с помощью V-образной матрицы, вы на самом деле создаёте не радиус, а касательные, намекающие на него.
Чтобы приблизиться к настоящему радиусу 3 дюйма, приходится делать многократные мелкие изгибы или использовать радиусную матрицу, совпадающую с кривизной. Радиусные матрицы такого масштаба быстро становятся громоздкими. Стоимость инструмента растёт. Обращение с ним становится неудобным.
Процесс роликовой формовки естественным образом создаёт большие радиусы, поскольку материал постепенно проходит через последовательные станции. Вальцовочные машины делают то же самое за меньшее количество проходов при формировании более простых дуг. Материал направляется через кривизну, а не выбивается в неё.
Третий вариант, о котором дизайнеры забывают, — это лазерная резка и формование: намеренно сегментировать кривую через компенсационные прорези, а затем сгибать по рассчитанным линиям. Теперь геометрия честно демонстрирует свою дискретность. Гибочный пресс перестаёт притворяться вальцовкой.
Есть исключения. Толстый конструкционный алюминий, который должен противостоять деформации («oil canning»), может потребовать прессовое гибкое формование, потому что роликовая формовка не справляется с таким сечением без искажений. Это вопрос долговечности, а не скорости. Если производительность на объекте оправдывает затраты, плата за ручной труд вносится осознанно.
Но когда большие радиусы встречаются на тонких и длинных панелях при стабильных объёмах, гибочный пресс — это неправильный физический инструмент для этой задачи.
Можно заставить его работать. Так делают в мастерских каждый день.
Просто не стоит притворяться, будто это эффективно.
Откажитесь, когда: требуемый внутренний радиус превышает 2 толщины материала на участке длиной более 36 дюймов в тонколистовом металле.
Как только геометрия перестаёт согласовываться с пошаговым принципом работы пресса, машина перестаёт быть гибким решением и превращается в дорогостоящую временную меру. А если сама геометрия уже может разрушить прибыльность при средних объёмах, что произойдёт, когда масштаб увеличит этот дисбаланс?
Один знакомый мне производитель из Среднего Запада годами выполнял простое крепление на гибочном прессе. Пять изгибов. Два оператора. Около 45 секунд обработки и цикла на деталь. При объёме 5000 единиц в год никто не жаловался. “Не нужно ждать специального инструмента”.”
Потом прогноз OEM вырос до 60 000.
Геометрия не изменилась. Те же пять изгибов. Та же сталь 0,090. Тот же пресс. Но теперь эти 45 секунд превратились в 750 операторских часов в год, связанных с одной позицией. Добавьте наладку, проверки, перемещение паллет — и превышаете 900 реальных часов. Это половина рабочего года квалифицированного работника, сведённая в одно повторяющееся движение.
Вот где неэффективность геометрии начинает множиться. Каждый дополнительный ход, допустимый при 3000 деталях, становится строкой в фонде оплаты труда при 60 000. Каждый переворот детали превращается в усталость. Каждая проверка на столкновение — в риск. Пресс не стал хуже. Масштаб просто проявил правду.
Что же фактически происходит, когда объём переходит в пятизначный диапазон?
Начнём с грубой гипотезы.
Предположим, что ячейка гибочного пресса обходится вам в $75 за загруженный час — включая заработную плату, накладные расходы, амортизацию оборудования, электроэнергию, надзор. Если деталь требует 45 секунд реального цикла, это примерно $0.94 на деталь только за машинное время. При 10 000 единиц вы тратите около $9 400 чисто на работу пресса. Неприятно, но терпимо.
При 50 000 единиц та же геометрия незаметно съедает $47 000.
Ничего экзотического не произошло. Вы просто умножили неэффективность на масштаб.
Теперь сравните это с прогрессивной штамповой оснасткой, оценённой в $30 000. При 10 000 единиц амортизация штампа составляет $3 на деталь ещё до подачи стали. Конечно, пресс выигрывает здесь. Именно поэтому диапазон 100–10 000 — его родная территория.
Но при 50 000 единиц тот же штамп $30 000 добавит по $0,60 на деталь. И пресс, который его запускает, может работать со скоростью 40 ударов в минуту, при этом один оператор обслуживает несколько машин. Ваша трудозатратная составляющая на деталь стремительно снижается, потому что процесс больше не дискретный — он непрерывный.
Но это не меняет физику: один ход ползуна формирует один изгиб.
На гибочном прессе пять изгибов всегда означают пять ходов. На прогрессивном штампе пять операций формовки происходят за один цикл пресса. Геометрия никуда не девается. Она встраивается в сталь.
В момент, когда годовой спрос пересекает границу 50 000 единиц, затраты на труд перестают быть фоновым шумом и становятся доминирующей переменной в уравнении. Именно тогда “дешёвая оснастка” превращается в дорогостоящую повторяемость.
Откажитесь, когда: прогнозируемый годовой спрос выводит пресс за отметку 500 000 общих циклов для одного семейства программ
Давайте решим, а не будем гадать.
Возьмём тот же цикл гибки в 45 секунд при ставке $75 в час. Это $0,94 на деталь по машинному времени. Игнорируем материал. Игнорируем накладные расходы. Только труд и нагрузку машины.
Установим стоимость штампа на уровне $30 000.
Точка безубыточности = Стоимость штампа / Стоимость гибки на деталь $30 000 / $0,94 ≈ 31 915 деталей.
Вот и всё. Примерно тридцать две тысячи деталей — это тот объём, при котором капиталовложения в штамп равны тому, что вы бы заплатили просто за то, чтобы стоять и нажимать на педаль гибочного пресса.
И это при условии умеренной детали с пятью изгибами. Добавьте сложность — скажем, восемь изгибов и 70 секунд — и ваша стоимость гибки на деталь поднимается примерно до $1,46. Теперь точка безубыточности опускается ниже 21 000 единиц.
Вот почему “правило 50 000” так распространено в мастерских. Это не магия. Это запас. Он учитывает риск изменений, обслуживание, время инженеров и реальность срыва прогнозов.
Но математика не учитывает народные приметы. Более простые детали переходят раньше. Более сложные — ещё раньше. В одном случае на YouTube показано, как мастерская снизила стоимость детали с примерно $12 при гибке малыми партиями до $0,44 при использовании специализированного штампа на объёме 10 000 единиц. Да, пример крайний. Но он доказывает, что точка перехода не фиксирована — она геометрическая.
Теперь добавим осложнение: несколько длин одного профиля. Штамповка может потребовать отдельные штампы для каждой длины, разделив ваш объём и подняв точку безубыточности. Здесь гибочный пресс возвращает себе часть территории, потому что один комплект инструмента может адаптироваться под разные артикулы.
Но если преобладает одна геометрия, одна длина и стабильный прогноз спроса, то почасовая ставка оператора становится самым дорогим “инструментом” в здании.
Так что спросите себя: вы платите людям за создание ценности или за повторение движения?
Откажитесь, когда: амортизация штампа на деталь падает ниже прямых трудозатрат вашей ячейки гибки на деталь
Встаньте перед 200-тонным прессом с открытой рамой, работающим с прогрессивным штампом. Вы услышите 30–60 ударов в минуту. Каждый удар производит готовую деталь или продвигает одну через станции. Один оператор загружает рулон и следит за подачей полосы.
Теперь вернитесь к тормозной установке, формируя тот же кронштейн.
Зажим. Ход. Открыть. Перевернуть. Ход. Проверка шаблоном. Укладка.
При 50 000 единицах такая разница — не академическая. Это заработная плата.
Если прогрессивный штамп работает со скоростью 40 ходов в минуту, это 2 400 деталей в час при простой одноразовой конфигурации. Даже если реальный выход составляет половину этого после брака и проверок, это всё равно более 1 000 в час. Тормоз при 45 секундах на деталь производит 80 в час в удачный день.
Это более чем двенадцатикратная разница в производительности.
Производительность — тихий партнёр маржи. Более высокая производительность распределяет постоянные накладные расходы — надзор, площадь цеха, обслуживание — на большее число деталей. Ваша нагрузка на единицу продукции сокращается, и при этом вам не нужно договариваться ни о какой скидке на материал.
Есть исключения. Толстая пластина, которая превышает практические пределы штамповочного усилия? Тормоз может быть единственным разумным выбором. Корпуса переменной длины с изменяющимися конструкциями? Фрагментация оснастки может разрушить преимущество штамповки. Это стратегические решения, а не эмоциональные.
Но для стабильной, повторяющейся геометрии в десятках тысяч штук штамповка и формовка роликами не просто превосходят тормоз.
Они математически хоронят его.
Тормоз — как перочинный нож на поле боя — незаменим в узких, тактических ситуациях. Но когда нужна артиллерия, вы не вручаете экипажу карманные инструменты, надеясь, что эффективность возрастёт.
Настоящий вопрос не в том, может ли тормоз сделать деталь.
А в том, следует ли ему позволять это делать.
Математика уже показала, когда побеждает штамповка.
Но она не показала, почему OEM по‑прежнему сжигают деньги после этой точки — потому что выпускают геометрию, которая незаметно фиксирует цепочку поставок на неправильном процессе ещё до того, как кто‑то рассчитает числа.
Я наблюдал, как команды закупок гоняются за центами в себестоимости детали, пока инженеры жёстко прописывают логику тормоза в CAD: длины отбортовок, работающие только с высокими пуансонами; последовательности гибов, требующие ручного переворота; непрерывные формы, разбитые на отдельные ударные операции, потому что “так мы всегда делали”. Когда объём растёт, сама конструкция сопротивляется артиллерии.
Оборонительный дизайн означает, что вы проверяете геометрию, усилие и прогноз вместе до RFQ. Не после того, как инструментальный цех вогнал вас в угол ценой.
Схема проста. Жёсткая, но простая.
Посмотрите на деталь и забудьте, как вы делали её раньше.
Это действительно кластер отдельных изгибов — кронштейнов, выступов, смещений — или он притворяется непрерывным профилем, который просто оказался разрезан на отдельные ходы?
Потому что пресс-гиб — это позиционная машина. Он формирует углы в определённых местах. Но физику это не меняет: один ход ползуна создаёт один изгиб.
Теперь добавим фактор длины. Современные ЧПУ-прессы с компенсацией прогиба и кривизны могут обеспечивать впечатляющую стабильность на больших пролётах. Я видел четырёхметровые машины, работающие лучше, чем старые трёхметровые «динозавры» когда-либо справлялись. Но если перейти примерно за 3 метра в одном критически важном изгибе, вы начинаете бороться с прогибом балки, изменчивостью материала и человеческим фактором одновременно. Отклонение в два градуса по всей длине — это не теория, это обычный вторник.
Если ваша геометрия требует непрерывности — длинные радиусы, плавные профили, повторяемое обтекание — вы просите армию швейцарских ножей вести себя как роликовый формовочный станок. Это не гибкость. Это отрицание фактов.
Непрерывные требования принадлежат непрерывным процессам. Дискретная геометрия должна гнуться на прессе.
Откажитесь, когда: Функциональные характеристики профиля зависят от равномерности углов на пролётах длиной более 3 метров, а ежегодный спрос стабилен настолько, чтобы оправдать создание специализированного инструмента.
Вот здесь подвиг в CAD-ти тихо накладывает налог на вашу цепочку поставок.
Минимальная длина фланца — не рекомендация. Для типичного воздушного гиба вам нужно примерно четыре толщины материала, чтобы деталь вообще правильно села в V-образную матрицу. Уменьшите угол до 30 градусов — и это требование увеличивается в 1.6× потому что материал стремится проскользнуть и провернуться.
Так что происходит, когда вы накладываете плотные внутренние возвраты, мелкие загибы и короткие фланцы?
Производитель либо:
Ничего из этого не отражается в вашей модели расчёта себестоимости.
Специальные пуансоны убивают гибкость между артикулами. Теперь “универсальная” пресс-гибочная ячейка требует инструмент из стали под каждый конкретный продукт — именно той болезни, от которой вы пытались избавиться, избегая штамповки.
Если ваша геометрия требует специального инструмента только для того, чтобы очистить себя, вы уже потеряли основное преимущество пресса: “Никакого ожидания специального инструмента”.
Откажитесь, когда: одна семейство программ требует специализированных профилей пуансона, которые нельзя использовать повторно хотя бы для 70% соседних артикулов.
Я видел, как OEM-компании с миллионами долларов пропускали элемент освобождения $0.002.
Отсутствие выреза на внутреннем изгибе означает, что материал заклинивает на пересечении. Оператор чувствует это сразу — дополнительное усилие, слышимый щелчок, непостоянный угол. Поэтому они замедляются. Перегибают. Проверяют чаще.
Цикл удлиняется. Не на 5%. Я измерял замедления, достигающие 40% в реальных производственных ячейках, потому что оператор не может доверять удару.
Добавьте вырез — и изгиб проходит плавно. У материала появляется место, куда ему деваться. Удар становится повторяемым. Повторяемость — это скорость.
Речь не об изяществе. Речь о трении — буквальном трении между материалом и плечами штампа. Каждый пропущенный вырез снижает производительность.
И помните, с чего мы начали: когда объем растет, повторение становится самым дорогим элементом в цехе.
Откажитесь, когда: обратная связь с производства показывает повторное исправление угла или двойные удары, вызванные геометрическим конфликтом, который можно было устранить в CAD.
Теперь вернитесь к математике — но в этот раз с дисциплиной геометрии.
Нижнее сгибание (коинирование для устранения эффекта упругости) обеспечивает прекрасную повторяемость для крупносерийных деталей. Оно также требует примерно 2× усилия, необходимого для воздушного сгибания, и штампов с определённым радиусом. Это означает более тяжёлые прессы, более точные настройки и инструмент, идеально выполняющий одну задачу.
При малом объеме такая специализированная оснастка становится якорем.
При большом — та же оснастка снижает вариации, время проверки и количество ручных операций. Ваш технологический диапазон сужается. Модель укомплектования персоналом упрощается. Уровень брака стабилизируется.
Вот неочевидная часть: переход на штамповку или профилегибку — это не только вопрос себестоимости за деталь. Это концентрация рисков.
Гибка на прессе распределяет риск между квалификацией рабочего, стабильностью настройки и последовательностью операций. Жесткая оснастка концентрирует риск на этапе дизайна — при заморозке конструкции, изготовлении штампа и точности прогноза.
Если ваша геометрия стабильна, спрос предсказуем, а допуски не прощают отклонений, то сконцентрированный риск обходится дешевле, чем распределённый хаос.
Вот это и есть та линза, через которую нужно смотреть.
Не “Выдержит ли тормоз?”
И даже не “Где точка безубыточности?”
А вот что:
Вы проектируете деталь, для которой нужна артиллерия, или ту, что действительно выигрывает от швейцарского ножа?
Дайте правильный ответ до запуска — и ваша маржа выдержит масштабирование.
Ошибитесь — и цех решит за вас, по одному ходу пресса за раз.


















